
Submitted:
10 January 2023
Posted:
11 January 2023
You are already at the latest version
Abstract
Design for Manufacture and Assembly (DfMA) in architectural, engineering, and construction (AEC) industry is attracting the attention of designers, practitioners, and construction project stakeholders. Digital fabrication (Dfab) and design for additive manufacturing (DfAM) practices are found in current needs for further research and development. The DfMA's conceptual function is to maximize the process efficiency of Dfab and AM building projects. This work reviewed 171 relevant research articles over the past few decades. The concept of DfMA and the fundamentals of DfMA in building and construction were explored. In addition, DfMA procedures associated with Dfab and DfAM, as well as its AM assembly process, were discussed. Lastly, the current machine learning research on DfMA in construction was also highlighted. Large research gaps in the DfMA for Dfab and DfAM can be filled to increase operational efficiency and sustainable practices.
Keywords:
design for manufacture and assembly
; digital fabrication
; additive manufacturing
; construction
; review
1. Introduction
To response to architectural and engineering needs for flexibility, complexity, high performance, intricacy, and customization of material/technology [1,2,3,4], the construction industry has to create novel techniques and technologies such as digital fabrication (Dfab) and additive manufacturing (AM) technique. Although the construction industry has been identified as not only a large consumer of natural resources but also a big producer for environmental impact, it is considered one of the inefficient manufacturing practices [5]. The automation in construction and architecture [6,7,8] was proposed as an alternative to costly and inefficient manufacturing practices. This digital architectural paradigm is anticipated to have a favorable impact on the built environment. As a result, the architectural profession is required to develop completely automated production forms and procedures that promote sustainability. Designers are an inevitable essential stakeholder for contributing a greener construction due to their ability to design building activities such as material selection, site selection, transportation, construction method, building form, building envelope and facade, maintenance, and renovation of existing structures.
Understanding the influence of sophisticated technology on the field of architecture may direct to future studies, inspire innovative design and construction techniques, and improve teaching strategies. AM technology is preferred above other Dfab technologies due to its operational potential in the architectural, engineering, and construction (AEC) sector. This approach might enable the sustainable construction of complicated building designs with less material and without the requirement for conventional formwork. AM technology may be utilized in all phases of the design process, from form-finding prototypes to the production of full-scale constructions.
AM is the process of printing multiple layers of materials on top of each other [9,10]. Frequently, the words “additive manufacturing,” “rapid prototyping,” and “3D printing” are used interchangeably to refer to the process of constructing an element through the progressive addition of material layers. ISO/ASTM 52900 [11] terms the AM as “a process of joining materials to make parts from 3D model data, usually layer upon layer, as opposed to subtractive and formative manufacturing methodologies.” Since the mid-1980s, as Charles Hull invented the first commercial AM printer [12,13], this AM or 3D printing technology has been gradually evolving. Pegna [14] created the first large-scale concrete printer in the late 1990s, enabling the construction sector to adopt 3D printing. Although the creation of this technology began more than 30 years ago, its fast development began considerably later. The framework of new development shown that the number of articles on the use of 3D printing technology in the construction sector has risen over the past decade [15]. There is a rising interest in implementing and expanding this technology within the construction industry and, subsequently, throughout architecture. Recent architectural construction projects are worldwide built by a large-scale AM machine, and the AM instances of architectural buildings were displayed in Figure 1. The images were real construction projects gathered from open-access internet sources. The projects were built within the last five years and built in Dubai (UAE), Europe, US, China, and Southeast Asia regions. It should be noted here that the AM construction can be built in several climate zones such as desert, tropical region, cold, and moderate temperature areas. This requires adjustment of concrete material to have proper characteristics for each climate.
Two methodologies of 3D printing for construction have been widely developed which are extrusion and powder-bed 3D printing cement. The concepts of both processes are exhibited in Figure 2. Numerous researchers have analyzed these technologies’ influences and uses in the building industry [7,8,16,17,18,19,20,21,22]. The AM structures were mainly printed as concrete wall components. The AM wall can be designed as load-bearing wall and non-load bearing wall depending on concrete mix design. The concrete mixtures were adjusted to have a good flowability, printability, and sufficient strength. In construction, size of AM wall panels is dependent on printer’s size. Several AM wall panels may be required for manufacturing and then fabricating into a larger building. Even though these studies are vast, they tend to concentrate on particular elements of technology and its application. However, while there are studies addressing various elements of AM technology, current research lacks the systematization required to offer a comprehensive overview of all the DfMA processes. It is found that AM construction can be well adopted by using current prefabrication techniques.
Prefabrication, sometimes known as offsite manufacturing, has been the subject of a large number of studies that have investigated many different aspects of the practice, including its business models [23,24,25], advantages and opportunities [26,27,28], and obstacles and restraints [29,30]. The DfMA technique is a set of methods for analyzing and enhancing product design for both economical production and assembly. Very few studies sought to throw light on best practices of design engineers, the manufacturing equivalents of architectural designers, in the design stage, such as the DfMA approach the building [31]. This design procedure ultimately determines the overall building expenditure [32]. Undoubtably, the question that DfMA will direct early in the process of product design efforts toward cost reduction. This will make DfMA feasible to reach the full lean production potential of the product, since any potential manufacturing challenges and assembly concerns will already have been addressed in the design. This will make it possible to realize the entire lean production potential of the product. This reviewed study identifies 171 pertinent publications in the AEC sector that are related to DfMA, Dfab, and Design for Additive Manufacturing (DfAM) practices The PICO (population, intervention, comparison, and outcome) process was adapted as given in Table 1. It is noted that AM process involves in design, printing, fabrication, transportation, and construction, while DfAM emphasizes on design stage for such AM technology. The article search is based on Scopus and google scholar databases. The structure of this reviewed paper begins with introduction part, followed by concept of DfMA, fundamental DfMA aspects in construction, DfMA for Dfab and DfAM, joints design for AM structure, and machine learning. Finally, implication as well as conclusion and suggested future works are addressed. This review study primarily delivers effectiveness in Dfab and AM through design, such that innovative approaches can be implemented throughout the design process and give efficiency gains and sustainable building and construction. This is a crucial step toward achieving AM's full potential.
2. Concept of DfMA
DfMA indicates an overall transition from a sequential, conventional approach to a non-linear, iterative design technique. Numerous DfMA processes and guidelines have been developed to assist designers in implementing this design philosophy to improve design, productivity, and profitability since its inception during World War II and growth extensively during the 1960s–1970s [33,34,35,36,37,38].
DfMA consists of two elements: (1) design for assembly (DfA) and (2) design for manufacture (DfM) [39]. DfA focuses on their assembly, whereas DfM focuses mostly on the production of individual components [40]. During 1980s, Boothroyd [41] and Swift et al. [42] developed the main principles of DfA, undertook a series of studies addressing assembly restrictions throughout the design phases. This aids in avoiding manufacturing and assembly problems in later phases of product development [43]. Based on the idea that the lowest assembly cost may be attained by creating a product that can be constructed economically using the best suitable assembly system. Stoll [44] mentioned that the important concept is to create a design with fewer pieces and parts that were still simple to assemble. The fewer components there are, the greater the likelihood that they will all be correctly assembled. To accomplish this, Boothroyd [41] manually offered a variety of ratings for each component in the assembly process depending on the component's ease of handling and insertion. The well-established DfA principles are given in Table 2 (adapted from [45]).
The usage of DfA for AM with an emphasis on component decomposition, assembly-based re-design for AM, the decrease of assembly reorientation, and the number of parts through the development of an automatic DfA approach [46]. Robinson et al. [47] parameterized a DfA/DfM-based model. Using DfA and other design methodologies, El-Nounu et al. [39] redesigned a mechanical assembly using DfA. Also, Manlig and Urban [48] analyzed the link between product development, material flow, and design life cycles for a specific product. In addition, a preliminary cost estimate of a hand pressure mop product was performed using both DfA and DfM [49]. Anyfantis et al. [50] designed multi-material mechanical components using both computer-aided DfA and DfM. Similarly, a strategy for cost-effective design was developed by Favi et al. [51].
DfM, on the other hand, evaluates the use of specified materials and manufacturing techniques for the components of an assembly, determines the cost impact of these materials and processes, and identifies the most effective use of the component design [52]. DfM attempts to create parts that are simpler, less expensive, and more efficient to produce [43]. O'Driscoll [53] mentioned that DfM as the process of designing goods with manufacturing in mind, had the objective of reducing manufacturing costs. Furthermore, the author asserted that the premise of DfM was at least 200 years old which was in the field of handcrafted musket industry. RIBA [54] advocated that DfM in construction was the process of planning such that specialized subcontractors could produce important design elements in manufacturing framework. Panelized systems, such as claddings, have been created this way for years, and now the growing hybrid systems (i.e., unit pods), modular structures (i.e. completely factory-built homes), and 3D concrete printing also apply to the DfM principles.
From the aforementioned explanations of DfM and DfA, it is determined that these two disciplines should be viewed collectively as DfMA [55]. This is due to the fact that modern goods are complicated and the capacity to assemble them efficiently is equally essential. DfMA is a management and software solution that enables designers to address a product's material selection, design, and manufacturability at the outset [56]. Boothroyd [33] advocated the initial DfMA analysis technique, which established methodical processes for analyzing and enhancing product design for both cost-effective production and assembly. Ashley [52] stated that DfMA was strongly introduced in other high-tech industries like aviation, it was labeled as a design review approach that determined the ideal part design, materials selection, assembly, and fabrication activities to generate a cost-effective product. The objective is to give manufacturing input in a logical and structured manner at the conception phase of design process.
3. Fundamental DfMA aspects in construction
Boothroyd (1994) emphasized that DfA should always be the primary concern, resulting in a simplification of product structure. Next comes the economical selection of materials and procedures, followed by the preliminary cost estimation. In order to reach a trade-off choice, cost estimates for the original design and the new (or improved) design will be compared in this step. Once the materials and methods have been finalized, a more complete DfM study may be conducted for the components' detailed design. At this step, DfM is provided with standards for standardization, component design, and component assembly in an effort to lower the total cost of production. The general series of DfMA procedures are illustrated in Figure 3 (adapted from [33]).
Boothroyd et al. [57] enlisted the three major concepts or criteria for the application of DfMA to resultant products as shown below:
- [1]
- The design team reduced the product's structure to save manufacturing and assembly expenses. Moreover, the product structure enhancements were quantified.
- [2]
- A tool for evaluating items that quantifies issues in their manufacture and assembly was developed.
- [3]
- A tool for reducing costs and negotiating contracts with suppliers was also created
Bogue [58] stated that there were three means to implement a DfMA procedure. One step was to adhere to a general set of qualitative and non-specific principles or standards and need someone (usually designers and engineers) to interpret and apply them in each unique circumstance. The objective was to include a variety of goods, techniques, and materials. The second technique evaluated the design quantitatively. Each part's "assemblability" was scored. The last was a process automation technique where design process might be quantitatively analyzed using computerization software. Similarly, Stoll [59] outlined ten DfMA principles and rules including: (1) minimizing total number of parts; (2) developing a modular design; (3) utilizing standard components; (4) designing parts to be multifunctional; (5) designing parts for multiple uses; (6) designing parts for ease of fabrication; (7) avoiding separate fasteners; (8) minimizing assembly directions; (9) maximizing compliance; and (10) minimizing handling. Kim et al. [60] also standardized 13 bridge constructions in the United Kingdom based on DfMA criteria. Jung and Yu [61] recently developed a DfMA checklist to evaluate the optima of design plans for offsite construction projects by outlining optimal design goals, the process, and DfMA principles. The documentation of DfMA process is still in the early stage.
Researchers and building owners are developing interest in modular and prefabricated construction projects based on the DfMA. In these projects, building components are built in a factory and then sent to the construction sites, where they are assembled. Consequently, many research articles concentrating on the essential techniques and technologies for implementing DfMA-based design in sustainable building, renovation, interior projects were being published [20,62,63,64]. For example, Serra [65] developed Australia's high-rise construction bathrooms with DfMA-based flat-pack walls saved almost one-third of operating energy usage owing to its efficient design. Also, Wasim et al. [66] utilized DfA to quantify the efficiency of prefabricated non-structural timber construction components for residentials. Their case study revealed that DfA of the timber frame and drainage manufacturing system will be 9.8% and 10.244%, respectively. The DfMA can be done for Mechanical, Electrical, and Plumbing (MEP) system for improving producibility and product quality throughout the product development process [37].
Exploration of industrial innovation, particularly offsite building, has presented DfMA with a distinct opportunity. DfMA is at the forefront of the industry's cross-sectoral learning and innovation agenda due to the parallels between offsite construction/prefabrication and manufacturing. In addition, rising technical innovations such as Building Information Modelling (BIM) [67,68,69], 3D printing [4,70,71], the Internet of Things (IoTs) [72,73], and DfMA in particular, new entry opportunities of design and construction aspects for manufacturing expertise and efficiency improvement.
4. DfMA for Digital fabrication (Dfab) and AM (DfAM)
In this section, two DfMA processes related to Dfab and AM (DfAM) were discussed. The amount of technical publications that represent DfMA for Dfab and DfAM in construction is determined to be quite minimal. The authors reviewed existing articles from Scopus and google scholar databases relating to DfMA for Dfab and DfAM. Table 3 summarizes the existing 35 publications regarding DfMA for Dfab and DfAM. Based on these 35 publications, it is revealed much is emphasized on DfMA for DfAM (74%) in construction as illustrated in Figure 4a). The research publication analysis also found that current publications are published after 2018–2023 as shown in Figure 4b). Meaningly, the studies on the DfMA for DfAM topic are fairly novel and has been tremendously growing within the five recent years (about 70%).
4.1. DfMA for Dfab
Dfab is rising as a systematic breakthrough in the AEC sector to stimulate automation and enhance efficiency. It is necessary to incorporate knowledge about the manufacturing process at an early point in the design process. Bao et al. [63] addressed that a block-brick based wall, hollow-brick based wall, and shear wall system used skirting line connection, stitch connection, and tight connection, respectively. A paperless design and construction process can be supported by Dfab, which results in cost savings [102]. In addition, it offers a number of environmental, social, and economic advantages, including the reduction of waste, the removal of physical inventory, the reduction of labor, the implementation of digital quality control, and the establishment of off-line part setup [103]. The typical Dfab techniques consist of two methods computer numerical control (CNC) and laser cutting. Based on DfMA, Bridgewater [104] suggested DfA for factory-based production and on-site automation to reduce the number of components for Dfab like robotics. He also mentioned rules for redesigning building systems for DfA, as well as a new type of construction contract and legal requirements for DfA. Bonwetsch [105] advocated that CNC let design information be sent directly and automatically to fabrication machines. Robotics put an emphasis on integrating design and construction, which helped to cut down on construction costs and time and improve the quality of design. Examples how DfMA works for robotics and how codes and designs could be combined early in the design process were addressed.
The parameters found by Dfab could affect the design results and the design process. During the design process, all physical constraints of fabrication had to be taken into account. Martinez et al. [106] indicated how the robotized Field Factory System was designed using DfMA principles and how its production lines were set up. For instance, the factory layout took into account the size and range of motion of an ABB robot. The Service Core has been examined to improve the time and quality of assembly holistically. Montali et al. [107] determined the Knowledge-Based Engineering (KBE) approach using digital tools to support design through automation of reusable knowledge on facade design with DfMA principles. They found that the 2D and 3D digital tools that were currently available could not close the design-manufacturability gap in the facade construction industry. The DfMA-based KBE for design automation was proposed to guide design from the beginning of the design process to improve quality, reduce delivery time and costs, cut down on rework, and support product development in construction. Also, CNC milling was conducted to investigate the principles of DfMA [80]. Ng and Hall [92] conducted online game with Target Value Design (TVD) principle for modelled the Dfab construction. TVD principle implies a strategy that was built on lean principles and incorporates design based on thorough cost estimates [108,109]. Concurrent engineering, design-to-target-values, and the maximization of values to project stakeholders were possibly done by TVD. They found that TVD was offered as a feasible design management strategy for managing Dfab during the design process and maximizing value for project stakeholders. However, the application of Dfab in TVD in the construction sector is still relatively new. The prerequisite for future assessment is required. Parametric modeling also supports collaborative work, which makes it easier to put DfMA into practice. Ng [110] reviewed 59 journal articles about Dfab and discussed about how DfMA had several important enablers. These included Dfab engineers, parametric or computational resources, visual-programming conditions, bespoke/customized design and modular features, Dfab optimizing and prefabrication processes, artifact of Dfab physical mockup, value of reducing human dependence, along with risks of increasing uncertainty in production and performance compromise/uncertainty. De Soto et al. [111] determined the productivity, cost, and time aspects on the on-site robotic fabrication technology. Results found that complex decoration structures could be made with Dfab at no extra cost. This is because Dfab can build a part in a more integrated way by obtaining feedback early in the design process, as also discussed in the full-scale Dfab house under NEST project developed by EMPA, Switzerland [112]. Regardless of the fact that only a limited number of investigations have been performed on Dfab technology at the present, these Dfab principles are apparently in accordance with the DfMA principles and may be adopted without issue.
4.2. DfMA for DfAM
DfMA tools facilitate communication between product designers, production engineers, and any other stakeholders to the finished product. Barbosa [113] asserted that DfMA was an essential method for boosting productivity of any product development via design in several manufacturing sectors. However, the AEC sector did not give building designers with similar techniques. In an increasingly dispersed work environment, the integration of construction expertise into the design phases continued to rely on the experience of individuals [114]. Furthermore, Spuller [99] mentioned that in contrast to the domain of product design, the building sector made relatively infrequent use of these DfAM methodologies.
In Figure 5, the complexity levels of DfAM techniques are exhibited. Both direct component replacement and DfAM can be viewed as process of manufacturing-driven and function-driven design strategies, respectively. The adaption of AM represents the medium ground between the two sides. To take advantage of AM, the design of a component can be modified, but its connections to other components are maintained in their previous states [115].
First, the direct replacement (leftward) is the basic design process for manufacturing process. From a traditional manufacturing standpoint, the Handbook for Product Design for Manufacture by Bralia [116] and Product Design for Manufacture and Assembly by Boothroyd et al. [57] addressed suitable instances of design for manufacturing standards and practices. The substantial work on design for manufacturing over many years indicated the complexity and pervasiveness of the design for manufacturing concerns [117]. It is necessary for designers to have a solid grasp of the limits imposed by accessible fabrication technologies. Some of these restrictions are alleviated by AM, while others are not. The applicability challenges for design for manufacturing in AM are shown in the following areas where traditional design for manufacturing falls short of the benefits offered by AM. The applicability challenges include:
- Layerwise operational characteristics and direct CAD model production extend part design creativity.
- Parts could be created as modular 3D puzzles incorporating small modules.
- As AM materials may be treated point-by-point or layer-by-layer, complicated material compositions and property gradients are possibly adopted.
- AM allows for the fabrication of hierarchically complicated, long-scale building designs.
AM's distinctive technique allows for low-cost, fast remanufacturing and repair. AM capabilities represent the complexity of shapes and surfaces in designs. It is feasible to create almost any form, allowing for lot sizes as small as one, rapid customization of geometries, and shape optimization. Some studies determined using inner truss as a surface of the architectural wall structure of the building [98,118]. Results indicated that several patterned AM wall structure could be created based on geometric ratio. This led to the reduction of material consumption and printing time. Nguyen et al. [119] developed bridge constructions that were prefabricated using AM adoption. Throughout this work, a unique digital engineering model approach was developed by combining current knowledge of DfMA with structure-oriented parametric modeling technology. The geometrically complex elements of bridge piers that were aligned with the aesthetic surfaces were built using DfMA approaches and parametric modeling. The developed AM bridge pier was shown in Figure 6.
Lastly, the DfAM as shown in the rightward of Figure 5 entails two additional steps (fit and functional use). The “fit” term means the assembly process. To reduce assembly time, cost, and challenges in conventional assembly, two primary ideas are frequently offered: reducing the number of pieces and eliminating fasteners. Both factors immediately result in fewer assembly procedures, which was the main cost driver for assembly [57]. Mavroidis [120] stated that, conventionally, the primary role of assembly was to link together components, freeform material, and small elements to create a complex product. In contrast to typical assembly processes, AM permitted the consolidation of elements in locations where they were previously manufactured independently owing to manufacturing restrictions, material difference, and cost. AM reduces manufacturing limits and gives a fundamentally different viewpoint on jointing than conventional assembly. The issues associated with design considerations for AM assembly are covered as follow:
- The layer-by-layer or point-by-point nature of AM makes it easier to combine parts and embed them. Most applications can be put into two groups: those that use operational mechanisms and those that use embedded components. In the case of operational mechanisms, if two or more parts need to be able to move in relation to each other, AM can build these parts already put together. For this type of non-assembly mechanism, one of the most crucial factors was joint clearance [121]. The joint clearance could reform the way the mechanism works. Besides, in the case of embedded components, it is often essential in building a functional prototype by putting components into a part. This can improve the performance of the holistical system.
- AM is a good way to fabricate structure with more than one material. The use of more than one material in AM can be done to improve functionality of the printed element. The multiple nozzle heads of extrusion AM has been examined [19,122,123]. Classen et al. [95] made fork-shaped, multi-nozzle extrusion heads for layer thicknesses of 50–100 mm and filament widths of 180–240 mm, as illustrated in Figure 7. The goal was to set up a fully automated, high-speed process for making continuously steel-reinforced concrete walls. Khoshnevis et al. [124] introduced supporting material, such as wax and sand, along with the concrete nozzle. This can be adopted for better buildability and can be built as the roof structure. Aside from these, multi-nozzle AM can produce complicated structures such as concrete extruded nozzles and spraying nozzles for smoothing the surface of the structure and creating a range of surface textures.
Another step shown in Figure 5 is the “functional use” which can be mainly structural performance as a structural building component. Historically, products with basic geometries have been favored despite losing functionality or performance. This leads to saving regarding material cost. To increase structural performance, AM structures are designed to be multifunctional and adaptable. The capability of DfAM to generate extremely flexible and functionally integrated components encourages the development of intelligent components that rapidly adapt to and respond to the operating environment [125,126]. Another virtue of AM is that it can be printed freeform, allowing for the creation of cellular structures. On the basis of the topology optimization principle, it is possible to design a hollow structure that results in less weight and decreased material consumption. Nauyen and Vignat [127] asserted that the topology optimization approach permitted the identification of an optimal material distribution and the reduction of material consumption while maintaining the mechanical qualities of the product. Additionally, in the case study of AM bridge piers, by relating the DfAM parameters to the estimated moment–curvature curves, the seismic performance of a bridge pier analyzed by finite element method was achievable [119]. Vu et al. [96] advocated that optimized micro-structures could be self-supporting only in particular instances, such as when the load was equally distributed, and the micro-structures were anisotropic. Moreover, Morin and Kim [128] assessed the topology optimization of AM element for DfAM when build area was limited. From their work, a structural cantilever beam case study was employed. Preliminary findings showed the optimization scheme's usefulness in decomposing the cantilever beam structure into components that could fulfill the AM build plate's geometric restrictions.
In addition to structural performance aspect, other functional purposes such as thermal and acoustic insulation performance, MEP, and Heating Ventilation and Air Conditioning (HVAC) systems can be designed into the AM structure. Prasittisopin et al. [22] developed textured AM wall with hollow structure allowed the structure to perform thermal resistance to sunlight in tropical climate. The AM wall could end up for electricity expenditure by almost 50%. Karadeniz and Toksoy [129] also mentioned that the HVAC system could be successfully implemented in AM through DfAM, followed by Heat Recovery Ventilation (HRVU) and Air Handling Unit (AHU) systems. DfAM methods were designed to aid designers in making decisions at the design stage to fulfill functional requirements while maintaining manufacturability in AM systems, and to aid manufacturers in the fabrication of components using AM systems [85]. DfAM includes four steps for process, form/surface, assembly, and functional use, allowing for greater levels of design complexity or customization freedom.
Overall 52 research papers were reviewed, and topics emphasized relate to DfMA for Dfab and DfMA for DfAM were categorized. The relevant topics determined entail product structure/performance, reference case, management (i.e., collaboration, training, and lean engineering), BIM, machine learning, CAD, modifying standard, and visualization. Figure 8 exhibits the relative research number of DfMA for DfAM and Dfab relating to eight different themes. Existing research is still performed in the areas as followed: product structure/performance > management on collaboration, training, and lean engineering > adequate reference practices. Following the DfMA based on BIM, which can result in the digitization of building models throughout the manufacturing and assembly operations. Few DfMA studies for construction have been conducted involved in machine learning, CAD, learning standard modification, and digital visualization technique like virtual reality.
5. Joints design for AM structure
Some investigation programs determined the jointing process for prefabrication and cantilevered beam structure [18,95]. In the case study of DfAM for the cantilevered beam, the edges of the partitioning rectangles reflect the partitioning lines that divide the structure into components and can fit within an AM machine. To represent the structural impact of building a multicomponent system, joints are modeled at the dividing rectangle's borders. For optimization purposes, it is assumed that the joint material qualities are 15% weaker than the structural material properties. The decomposed design can be impacted by the joints design. This DfMA of joints design of the AM wall panels is not yet validated into basic practices. Some prototypes and idea concepts were dissimilated. The joint component is one of the most critical elements for building and structures because it relates to structural performance (both static and dynamic), acoustic and thermal insulation performance, and water/moisture leakages. The given case studies of DfMA for AM wall panels should be discussed.
For AM concrete pavilion, small modules were printed and then fabricated. Each module's joint assembly procedure consisted of two steps: (1) finding the connection location and (2) jointing the small modules. The location for installing an anchor bolt at a joint is defined. Figure 9 depicts the locations of the joint regions and joint assembly processes. First, the flat surfaces of each module were closely joined, and each module's height was split into five portions. Each part's height was dependent on the module's height, and two-thirds of each section was positioned in the joint area. It was proposed that the junction location be positioned roughly 150 millimeters within the outer shell to guarantee a secure connection between the two portions. It was proposed that the junction was secured using a 6.8-centimeter-long (2.7-inch-long) anchor bolt. The angle of the anchor bolts was parallel to the shell's flat surface. Then, the joint system was built to connect each module with high precision and accuracy. Anchor bolts and studs were used to install each module. To build the assembly as planned, the piercing operation must be performed with precision. After the studs were inserted, knots were used to connect each module. All anchor bolts, studs, and knots were proposed to be adapted from a stainless material, such as zinc-coated galvanized steel.
Another joints design of AM load-bearing wall structure incorporating concrete material according to Sadakorn et al. [98] was mentioned. They proposed employing steel plate in dry production similarly to precast wall parts. Figure 10 shows the precast wall element's steel plate and two bolts joint connection. Middle wall panels are where the bolts enter. The planned DfMA solution of AM wall panels is readily accessible. The suggested wall panel junction dimensions were also displayed. The AM load-bearing walls were jointed at both ends with projecting fins. The lift-up component must have an open hole that may be filled with cement and inserted in the lifting point. The horizontal wall joints were steel plates, 6.5 x 12.5 cm and 4 mm thick, with holes for tightening nuts to save installation time on site. The joint area was concave inward. The joints could be covered with cement plaster after installation to protect from leakages.
Frascio et al. [91] reviewed the jointing methods with adherends and adhesives. They discussed a variety of tailoring techniques for additively made adherends and adhesives, with the goal of optimizing the performance of bonded joints. Customizing AM adherends and adhesives according to DfMA strategy has shown to be a very effective, although mostly unexploited method for enhancing the performance of adhesively bonded joints.
6. Machine learning for DfAM
Machine learning is defined as “allowing computers to solve problems without being specifically programmed to do so” [130]. Due to the availability of vast amounts of data, the advancement of computer technology, and the improvement in the efficacy of accessible machine learning techniques, it is becoming fast-emerging topics nowadays.
Several machine learning techniques in DfAM have been successfully developed in wide ranges of applications [131,132,133,134]. The main applications highly adopted machine learning were such as aerospace, automobile, and defense. These include multi-stage Bayesian surrogate models [135,136,137], artificial neuron network (ANN) [138,139,140], inductive design exploration method [141,142,143], support vector machine [69,144,145], graph convolutional networks [146], surfel convolutional neural network [147], multi-task Gaussian process learning algorithm [148], computational fluid dynamics model [149,150], back propagation neural network [151], and particle swarm optimization method [152,153].
Regarding the AEC industry, machine learning can be implemented effectively in any activities including conceptual design phase, design optimization, cost prediction, transportation, and fabrication time. As et a al. [154] proposed a graph-based machine learning system for 3D space, which was more organized and combinatorial than photos, text, or audio. They employed function-driven deep learning to develop conceptual design, and then trained deep neural networks to evaluate existing graph-encoded designs, extract subgraphs, and integrate them. Yigit [155] and Huang et al. [156] used the machine learning method to optimize the residential buildings for minimizing building energy consumption. This machine learning could train for passive design optimization of the green roof conducted by Lin et al. [157]. For predicting the construction cost, fabrication cost, total construction time, monitoring and maintenance activities during design phase, several works were evaluated both onsite and offsite manufacturing [158,159,160,161,162].
In terms of geometric flexibility and highly interconnected structures, AM had enabled novel designs and performance improvements in product development [163]. A digital database from AM can be adopted using machine learning techniques. The benefits of using machine learning can be implemented in several DfAM aspects. The machine learning can be beneficial in following areas: (1) conceptual design phase, (2) design optimization, (3) geometry deviation prediction from build orientations and thermal deviations, (4) material analytics (such as material properties, material chemistry, material multi-structure, and resultant performance), (5) prediction of defect in quality assurance process by image analysis, sensor signal methods, and (6) prediction of final product performance, total costs, energy consumption, and carbon emissions. Due to the unique production paradigm of AM, batch sizes, production schedules, and cost drivers may differ from those of the conventional techniques. It also necessitates distinct methods of metrology and quality control. Therefore, DfAM has been presented as a means to provide AM design experts with a comprehensive set of design and analysis tools for complicated component structures and AM processes. Typically, DfAM consisted of two primary study topics: component design and design optimization [60]. AM offers free shapes and bespoke geometries for component design, enabling the production of intricate internal elements to boost functionality and improve performance of target parts, providing designers with a vast amount of creative flexibility. AM component designers must define production route methods, part placements, build orientations, and support structures to improve the quality of final printed items for design optimization. The machine learning technologies have been increasingly utilized to DfAM in recent years [136] because to advancements in artificial intelligence, IoT, and data availability [101].
Very little machine learning research on the issue of DfAM for construction have been undertaken. Qin et al. [34] reviewed 222 latest research publications regarding machine learning for AM in several industries. However, only one paper was published based on using machine learning for DfAM with concrete material conducted by Lao et al. [164]. The researchers used an ANN model to establish a correlation between the nozzle and extrudate geometries. Upon completion of model development, a nozzle-extrudate database was created so that the ideal nozzle shape for a given goal extrude shape could be analyzed. Table 4 illustrates a summary of the process flow. During the pre-testing phase, the training data for the ANN model is compiled. After topology optimization, the predictive ANN model is then trained. By linking randomly produced nozzle geometries to their anticipated extrudate cross-sectional shapes, a database is created using the ANN model. Finally, nozzles for various target extrudate cross-sectional shapes may be retrieved from the database and employed in the printing process. The findings demonstrate that the suggested method enhances the surface quality of different structures with distinct contours.
Further recent publication of machine learning of DfAM in the object construction field conducted by Ko et al. [62] was present, even though it is not for the building. They employed a machine learning algorithm of Classification and Regression Tree on measurement data from National Institute of Standards and Technology for construction of a Laser Powder Bed design rule. Several construction members could be obtained using machine learning algorithm including overhang, hole, beam, wall, cylinder, sphere, thin wall, and support structure. The material property could also be parameterized such as material distribution, material type, and thermal property. Many research programs can be extensively carried out on the machine learning of DfAM for AEC industry such that the DfAM can be easily and effectively implemented.
7. Implication
The implementation of the DfMA of Dfab and DfAM technology can have positive effects for construction technology in three areas: economic, social, and environmental aspects. As previously noted, Dfab and AM technology reduces labor expenses, which is advantageous for the economy given that labor scarcity is one of the most significant global concerns. The labor scarcity causes increased labor expenses, which can be mitigated by automation technology during the preconstruction phase (i.e., design and manufacturing). Next, for the social aspect, it is found that construction can be risky for fatality compared to other businesses [158]. Hence, the automation technology can also provide a more viable solution. Lastly, for environmental impacts, the positive implications can be delivered by both adopting low-carbon material selection and the effective technology processes [165,166,167,168,169,170]. Adopting by-product waste into the AM material can be the key to lower carbon emissions to the industry as well as adopting such effective process can decrease the wastes and formworks during fabrication. Last, the use of machine learning in DfMA can deliver a frontier innovation to design, train, and optimization with computerization. The frontier improves design prediction in many areas for designers including structure optimization, construction technology, 3D space, built environment and comfort, lighting, and energy efficiency of buildings.
DfMA of Dfab and DfAM is not only designed to cut production costs, but it may also be used to construct buildings in remote and harsh temperature areas where it is challenging to transport construction materials, such as the North Pole and the desert. The objective is to construct utilizing resources that are native to the area. Typically, these are futuristic concepts for populating extraterrestrial worlds, such as constructing buildings from the lunar or Mars surfaces. Moreover, these structures must be self-sufficient and sustainable. For instance, the design study called the Mars habitat (MARSHA) of the multi-planetary architecture and technology design organization was awarded by NASA and this project was created by AI SpaceFactory [171]. The MARSHA habitat provides a view into the future of human existence on Mars, with a 15-foot-tall prototype 3D printed building and three robotically placed windows. The MARSHA project was recognized for its innovative use of materials, which consisted of a biodegradable and recyclable basalt composite produced from Mars' native components. This composite material was stronger and more durable than its normal concrete-based materials.
8. Conclusion, implication, and suggested future works
The state-of-art review of the DfMA for Dfab and DfAM was performed to discuss the adoption in AEC industry on various aspects, entailing DfMA concept, DfMA implementation in construction, DfMA for Dfab and DfAM, Joints design for AM assembly, and machine learning for DfAM. The key annotations from publication 1980s to recent developments were discussed as follows:
- AM using concrete materials also applies to the DfM and DfA principles suitably.
- Increasingly advanced technical developments in construction, such as AM and DfMA in particular, new entrance prospects for manufacturing technology, and improvements in production efficiency.
- Majority of research (70%) has been investigated within this 5-year period.
- DfAM allows for a greater degree of design complexity as well as a larger range of freedoms in terms of customization. It consists of four stages: process, form/surface, assembly, and functional usage.
- Existing knowledge is still applied to the product structure/performance, management, and BIM integration domains.
- Anchor bolt and stud fabrication is a viable option for achieving joints design in an AM wall structure. Additionally, the DfMA of AM wall structure can be designed as like manner to the precast wall system. More practices are required for validating these techniques.
- Although many machine learning methods for DfAM has been studied in a variety of applications, only one or two research programs have been conducted in the building industry.
DfMA has lately been adopted in modern construction technologies such as prefabrication and offsite construction, and several future studies may be conducted in various facets including formal documentation, general case practices, and design process management. Regarding this review, it was apparently revealed that the DfMA in Dfab and DfAM is deficient since the new reference cases are still confined. It is possible to get the current DfMA for integration within design and construction, repair, renovation, and rehabilitation, leaving a large gap for researchers to fill so that the DfMA can provide significant advantages to the AEC sector. This is a crucial step towards realizing AM's full potential. Current trends of DfMA in Dfab and DfAM now also emphasize hybrid AM; several approaches, such as the mixing of different materials during deposition under varying temperature conditions and applying reinforcement during printing can be employed to circumvent a number of restrictions. The hybrid processes may be characterized as a method that combines many production operations from various manufacturing technologies. The merging of Dfab and AM technologies, for instance, can offer a novel method resulting in time and cost benefits.
Author Contributions
Conceptualization, Prasittisoin L.; formal analysis, Prasittisoin L.; writing—original draft preparation Prasittisoin L.; writing—review and editing, Tuvayanond W.; visualization, Tuvayanond W.; funding acquisition, Prasittisoin L.
Funding
This research was funded by Multidisciplinary Research Grant, Faculty of Architecture, Chulalongkorn University.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- ElMaraghy, W.; ElMaraghy, H.; Tomiyama, T.; Monostori, L. Complexity in engineering design and manufacturing. CIRP Ann. 2012, 61, 793–814. [Google Scholar] [CrossRef]
- Cardin, M.-A.; Kolfschoten, G.L.; Frey, D.D.; de Neufville, R.; de Weck, O.L.; Geltner, D.M. Empirical evaluation of procedures to generate flexibility in engineering systems and improve lifecycle performance. Res. Eng. Des. 2012, 24, 277–295. [Google Scholar] [CrossRef]
- Hannibal, M.; Knight, G. Additive manufacturing and the global factory: Disruptive technologies and the location of international business. Int. Bus. Rev. 2018, 27, 1116–1127. [Google Scholar] [CrossRef]
- Nguyen, D. and C. Shim, Digital Fabrication for DfMA of a Prefabricated Bridge Pier, in The 17th East Asia-Pacific Conference on Structural Engineering & Construction (EASEC17). 2022: Singapore.
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- de Soto, B.G. , et al., Productivity of digital fabrication in construction: Cost and time analysis of a robotically built wall. Automation in construction, 2018. 92: p. 297-311.
- Buswell, R.; Soar, R.; Gibb, A.; Thorpe, A. Freeform Construction: Mega-scale Rapid Manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef]
- Lloret, E. , et al., Complex concrete structures: Merging existing casting techniques with digital fabrication. Computer-Aided Design, 2015. 60: p. 40-49.
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive Manufacturing Techniques in Manufacturing -An Overview. Mater. Today: Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Standardization, I.O.f. , Additive Manufacturing: General: Principles: Terminology. 2015: ISO.
- Ali, M., A. Abilgaziyev, and D. Adair, 4D printing: a critical review of current developments, and future prospects. The International Journal of Advanced Manufacturing Technology, 2019. 105(1): p. 701-717.
- Hull, C.W. , The birth of 3D printing. Research-Technology Management, 2015. 58(6): p. 25-30.
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Chung, J.; Lee, G.; Kim, J.-H. Framework for technical specifications of 3D concrete printers. Autom. Constr. 2021, 127, 103732. [Google Scholar] [CrossRef]
- Sun, J.; Xiao, J.; Li, Z.; Feng, X. Experimental study on the thermal performance of a 3D printed concrete prototype building. Energy Build. 2021, 241, 110965. [Google Scholar] [CrossRef]
- Lyu, F.; Zhao, D.; Hou, X.; Sun, L.; Zhang, Q. Overview of the Development of 3D-Printing Concrete: A Review. Appl. Sci. 2021, 11, 9822. [Google Scholar] [CrossRef]
- Prasittisopin, L.; Sakdanaraseth, T.; Horayangkura, V. Design and Construction Method of a 3D Concrete Printing Self-Supporting Curvilinear Pavilion. J. Arch. Eng. 2021, 27, 05021006. [Google Scholar] [CrossRef]
- De Schutter, G. , et al., Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cement and Concrete Research, 2018. 112: p. 25-36.
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: a review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Prasittisopin, L. , et al., Lean manufacturing and thermal enhancement of single-layer wall with an additive manufacturing (AM) structure. ZKG Intern, 2019. 4: p. 64-74.
- Goulding, J.; Pour Rahimian, F.; Arif, M. ; Sharp New offsite production and business models in construction: priorities for the future research agenda. Arch. Eng. Des. Manag. 2014, 11, 163–184. [Google Scholar] [CrossRef]
- Pan, W.; Goodier, C. House-Building Business Models and Off-Site Construction Take-Up. J. Arch. Eng. 2012, 18, 84–93. [Google Scholar] [CrossRef]
- Maxwell, D. and I. Kuzmanovska, A blended approach to concept transfer: Building platform-based Design for Manufacture and Assembly (DfMA), in Structures and Architecture A Viable Urban Perspective? 2022, CRC Press. p. 713-720.
- Arif, M.; Goulding, J.; Pour Rahimian, F. Promoting Off-Site Construction: Future Challenges and Opportunities. J. Arch. Eng. 2012, 18, 75–78. [Google Scholar] [CrossRef]
- Goodier, C.; Gibb, A. Future opportunities for offsite in the UK. Constr. Manag. Econ. 2007, 25, 585–595. [Google Scholar] [CrossRef]
- Blismas, N.; Pasquire, C.; Gibb, A. Benefit evaluation for off-site production in construction. Constr. Manag. Econ. 2006, 24, 121–130. [Google Scholar] [CrossRef]
- Blismas, N.G.; Pendlebury, M.; Gibb, A.; Pasquire, C. Constraints to the Use of Off-site Production on Construction Projects. Arch. Eng. Des. Manag. 2005, 1, 153–162. [Google Scholar] [CrossRef]
- Mao, C.; Shen, Q.; Pan, W.; Ye, K. Major Barriers to Off-Site Construction: The Developer’s Perspective in China. J. Manag. Eng. 2015, 31, 04014043. [Google Scholar] [CrossRef]
- Fox, S., L. Marsh, and G. Cockerham, Design for manufacture: A strategy for successful application to buildings. Construction Management and Economics, 2001. 19(5): p. 493-502.
- Winch, G.; Usmani, A.; Edkins, A. Towards total project quality: a gap analysis approach. Constr. Manag. Econ. 1998, 16, 193–207. [Google Scholar] [CrossRef]
- Boothroyd, G. Assembly Automation and Product Design, 2nd ed.; Taylor & Francis: Boca Raton, FL, USA, 2005; pp. 29–45. [Google Scholar]
- Gatenby, D.A. and G. Foo, Design for X (DFX): key to competitive, profitable products. AT&T Technical Journal, 1990. 69(3): p. 2-13.
- Bock, T. and T. Linner, Robot oriented design. 2015: Cambridge university press.
- Linner, T. , Automated and robotic construction: integrated automated construction sites. 2013, Technische Universität München.
- Thompson, M.K.; Jespersen, I.K.J.; Kjærgaard, T. Design for manufacturing and assembly key performance indicators to support high-speed product development. Procedia CIRP 2018, 70, 114–119. [Google Scholar] [CrossRef]
- Gerth, R.; Boqvist, A.; Bjelkemyr, M.; Lindberg, B. Design for construction: utilizing production experiences in development. Constr. Manag. Econ. 2013, 31, 135–150. [Google Scholar] [CrossRef]
- El-Nounu, A.; Popov, A.; Ratchev, S. Redesign methodology for mechanical assembly. Res. Eng. Des. 2017, 29, 107–122. [Google Scholar] [CrossRef] [PubMed]
- Kuo, T.-C., S. H. Huang, and H.-C. Zhang, Design for manufacture and design for ‘X’: concepts, applications, and perspectives. Computers & industrial engineering, 2001. 41(3): p. 241-260.
- Boothroyd, G. , Design for assembly—the key to design for manufacture. The International Journal of Advanced Manufacturing Technology, 1987. 2(3): p. 3-11.
- Swift, K. and A. Redford, Design for assembly-analysis of a design can cut assembly costs. Engineering, 1980. 220(7): p. 799-802.
- Emmatty, F.J.; Sarmah, S.P. Modular product development through platform-based design and DFMA. J. Eng. Des. 2012, 23, 696–714. [Google Scholar] [CrossRef]
- Stoll, H.W. Design for Manufacture: An Overview. Appl. Mech. Rev. 1986, 39, 1356–1364. [Google Scholar] [CrossRef]
- Wasim, M., P. Vaz Serra, and T.D. Ngo, Design for manufacturing and assembly for sustainable, quick and cost-effective prefabricated construction–a review. International Journal of Construction Management, 2020: p. 1-9.
- Oh, Y.; Zhou, C.; Behdad, S. Part decomposition and assembly-based (Re) design for additive manufacturing: A review. Addit. Manuf. 2018, 22, 230–242. [Google Scholar] [CrossRef]
- Robinson, T.; Friel, I.; Armstrong, C.G.; Murphy, A.; Butterfield, J.; Price, M.; Marzano, A. Computer-aided design model parameterisation to derive knowledge useful for manufacturing design decisions. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2017, 232, 621–628. [Google Scholar] [CrossRef]
- Urban, M.; Manlig, F. DEVELOPMENT OF PRODUCT WHILE CONSIDERING MATERIAL FLOW IN A PRODUCT’S LIFE. MM Sci. J. 2018, 2018, 2313–2318. [Google Scholar] [CrossRef]
- Gokul Kumar, K. and C. Naiju, Early cost estimation of hand pressure mop using design for manufacture & assembly (DFMA). Int J Mech Eng Technol, 2017. 8(9): p. 167-172.
- Anyfantis, K.; Stavropoulos, P.; Foteinopoulos, P.; Chryssolouris, G. An approach for the design of multi-material mechanical components. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2018, 233, 960–974. [Google Scholar] [CrossRef]
- Favi, C., M. Germani, and M. Mandolini, Multi-objective conceptual design: an approach to make cost-efficient the design for manufacturing and assembly in the development of complex products, in Advances on Mechanics, Design Engineering and Manufacturing. 2017, Springer. p. 63-70.
- Ashley, S. , Cutting costs and time with DFMA. Mechanical Engineering, 1995. 117(3): p. 74-77.
- O’Driscoll, M. , Design for manufacture. Journal of materials processing technology, 2002. 122(2-3): p. 318-321.
- RIBA, RIBA Plan of Work 2013: Designing for Manufacture and Assembly. 2013, Royal Institute of British Architects (RIBA) London.
- Robinson, M. , File-to-Factory: Transferring Design Intent to Manufacture. 2020.
- Constance, J. , DFMA: learning to design for manufacture and assembly. Mechanical Engineering, 1992. 114(5): p. 70.
- Boothroyd, G., P. Dewhurst, and W.A. Knight, Product design for manufacture and assembly. 2010: CRC press.
- Bogue, R. Design for manufacture and assembly: background, capabilities and applications. Assem. Autom. 2012, 32, 112–118. [Google Scholar] [CrossRef]
- Stoll, H.W. , Design for manufacture. Manufacturing Engineering, 1988. 100(1): p. 67-73.
- Kim, M.-K.; McGovern, S.; Belsky, M.; Middleton, C.; Brilakis, I. A Suitability Analysis of Precast Components for Standardized Bridge Construction in the United Kingdom. Procedia Eng. 2016, 164, 188–195. [Google Scholar] [CrossRef]
- Jung, S.; Yu, J. Design for Manufacturing and Assembly (DfMA) Checklists for Off-Site Construction (OSC) Projects. Sustainability 2022, 14, 11988. [Google Scholar] [CrossRef]
- Banks, C.; Kotecha, R.; Curtis, J.; Dee, C.; Pitt, N.; Papworth, R. Enhancing high-rise residential construction through design for manufacture and assembly – a UK case study. Proc. Inst. Civ. Eng. - Manag. Procure. Law 2018, 171, 164–175. [Google Scholar] [CrossRef]
- Bao, Z.; Laovisutthichai, V.; Tan, T.; Wang, Q.; Lu, W. Design for manufacture and assembly (DfMA) enablers for offsite interior design and construction. Build. Res. Inf. 2021, 50, 325–338. [Google Scholar] [CrossRef]
- Laovisutthichai, V. and W. Lu, Architectural design for manufacturing and assembly for sustainability, in Design and Technological Applications in Sustainable Architecture. 2021, Springer. p. 219-233.
- Serra, P.V., G. Marfella, and S. Egglestone, Implications of Flat-Pack Plumbing Systems For High-Rise Construction Efficiency. CTBUH Journal, 2019(3).
- Wasim, M.; Han, T.M.; Huang, H.; Madiyev, M.; Ngo, T.D. An approach for sustainable, cost-effective and optimised material design for the prefabricated non-structural components of residential buildings. J. Build. Eng. 2020, 32, 101474. [Google Scholar] [CrossRef]
- Alfieri, E.; Seghezzi, E.; Sauchelli, M.; Di Giuda, G.M.; Masera, G. A BIM-based approach for DfMA in building construction: framework and first results on an Italian case study. Arch. Eng. Des. Manag. 2020, 16, 247–269. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, Y.; Lei, Z.; Li, H.X.; Han, S. Design for Manufacturing and Assembly: A BIM-Enabled Generative Framework for Building Panelization Design. Adv. Civ. Eng. 2021, 2021, 1–14. [Google Scholar] [CrossRef]
- Wang, M.; Wang, C.C.; Sepasgozar, S.; Zlatanova, S. A Systematic Review of Digital Technology Adoption in Off-Site Construction: Current Status and Future Direction towards Industry 4.0. Buildings 2020, 10, 204. [Google Scholar] [CrossRef]
- Ng, M.S.; Graser, K.; Hall, D.M. Digital fabrication, BIM and early contractor involvement in design in construction projects: a comparative case study. Arch. Eng. Des. Manag. 2021, 19, 39–55. [Google Scholar] [CrossRef]
- Ng, M.S.; Chen, Q.; Hall, D.M.; Hackl, J.; Adey, B.T. Designing for Digital Fabrication: An Empirical Study of Industry Needs, Perceived Benefits, and Strategies for Adoption. J. Manag. Eng. 2022, 38, 04022052. [Google Scholar] [CrossRef]
- Abrishami, S.; Martín-Durán, R. BIM and DfMA: A Paradigm of New Opportunities. Sustainability 2021, 13, 9591. [Google Scholar] [CrossRef]
- Rehman, S.U., S. Ryu, and I. Kim. An Analysis and Consolidation of DfMA Based Construction Guidelines and Its Validation Through a Korean Case Study. in International Conference on Geometry and Graphics. 2023. Springer.
- Williams, N.; Stehling, H.; Scheurer, F.; Oesterle, S.; Kohler, M.; Gramazio, F. A Case Study of a Collaborative Digital Workflow in the Design and Production of Formwork for ‘Non-Standard’ Concrete Structures. Int. J. Arch. Comput. 2011, 9, 223–240. [Google Scholar] [CrossRef]
- Wang, J.; Wang, X.; Shou, W.; Xu, B. Integrating BIM and augmented reality for interactive architectural visualisation. Constr. Innov. 2014, 14, 453–476. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: a critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 327–342. [Google Scholar] [CrossRef]
- Tang, Y.; Zhao, Y.F. A survey of the design methods for additive manufacturing to improve functional performance. Rapid Prototyp. J. 2016, 22, 569–590. [Google Scholar] [CrossRef]
- Tang, Y., S. Yang, and Y.F. Zhao, Sustainable design for additive manufacturing through functionality integration and part consolidation, in Handbook of sustainability in additive manufacturing. 2016, Springer. p. 101-144.
- Krimi, I.; Lafhaj, Z.; Ducoulombier, L. Prospective study on the integration of additive manufacturing to building industry—Case of a French construction company. Addit. Manuf. 2017, 16, 107–114. [Google Scholar] [CrossRef]
- Arashpour, M.; Miletic, M.; Williams, N.; Fang, Y. Design for Manufacture and Assembly in Off-Site Construction: Advanced Production of Modular Façade Systems. 34th International Symposium on Automation and Robotics in Construction. LOCATION OF CONFERENCE, TaiwanDATE OF CONFERENCE; pp. 216–221.
- Durakovic, B. , Design for additive manufacturing: Benefits, trends and challenges. Periodicals of Engineering and Natural Sciences (PEN), 2018. 6(2): p. 179-191.
- Ng, M.S. and D. In M. Hall. Toward lean management for digital fabrication: A review of the shared practices of lean, DfMA and dfab. in Proceedings of the 27th Annual Conference of the International Group for Lean Construction (IGLC), Dublin, Ireland. 2019. [Google Scholar]
- Dörfler, K. , et al., Mobile robotic fabrication beyond factory conditions: Case study Mesh Mould wall of the DFAB HOUSE. Construction robotics, 2019. 3(1): p. 53-67.
- Hinchy, E.P. , Design for Additive Manufacturing, in Polymer-Based Additive Manufacturing. 2019, Springer. p. 23-50.
- Medellin-Castillo, H.I.; Zaragoza-Siqueiros, J. Design and Manufacturing Strategies for Fused Deposition Modelling in Additive Manufacturing: A Review. Chin. J. Mech. Eng. 2019, 32, 53. [Google Scholar] [CrossRef]
- Ng, M.S.; Bonanomi, M.M.; Hall, D.M.; Hackl, J. Design for Digital Fabrication: an Industry needs Analysis of Collaboration Platforms and Integrated Management Processes. 37th International Symposium on Automation and Robotics in Construction. LOCATION OF CONFERENCE, JapanDATE OF CONFERENCE; pp. 318–325.
- Alfaify, A.; Saleh, M.; Abdullah, F.; Al-Ahmari, A. Design for Additive Manufacturing: A Systematic Review. Sustainability 2020, 12, 7936. [Google Scholar] [CrossRef]
- Nguyen, D. and C. Shim, Digital Fabrication for DfMA of a Prefabricated Bridge Pier.
- Ghaffar, S.H., J. Corker, and P. Mullett, The potential for additive manufacturing to transform the construction industry, in Construction 4.0. 2020, Routledge. p. 155-187.
- Gibson, I. , et al., Design for additive manufacturing, in Additive manufacturing technologies. 2021, Springer. p. 555-607.
- Frascio, M.; Marques, E.A.d.S.; Carbas, R.J.C.; da Silva, L.F.M.; Monti, M.; Avalle, M. Review of Tailoring Methods for Joints with Additively Manufactured Adherends and Adhesives. Materials 2020, 13, 3949. [Google Scholar] [CrossRef] [PubMed]
- Ng, C. and D. Hall. Teaching Target Value Design for Digital Fabrication in an Online Game: Overview and Case Study. in Proceedings 29th Annual Conference of the International Group for Lean Construction (IGLC). 2021. International Group for Lean Construction.
- Graser, K.; Kahlert, A.; Hall, D.M. DFAB HOUSE: implications of a building-scale demonstrator for adoption of digital fabrication in AEC. Constr. Manag. Econ. 2021, 39, 853–873. [Google Scholar] [CrossRef]
- Ghiasian, S.E. , The Development of Intelligent Assessment and Re-design Recommender Systems for Additive Manufacturing. 2021, State University of New York at Buffalo.
- Classen, M.; Ungermann, J.; Sharma, R. Additive Manufacturing of Reinforced Concrete—Development of a 3D Printing Technology for Cementitious Composites with Metallic Reinforcement. Appl. Sci. 2020, 10, 3791. [Google Scholar] [CrossRef]
- Vu, B.N.; Wein, F.; Stingl, M. Two-Scale Optimization and Generation of Anisotropic Cellular Designs in the Context of Additive Manufacturing. Comput. Des. 2021, 140, 103073. [Google Scholar] [CrossRef]
- Rankohi, S.; Carbone, C.; Iordanova, I.; Bourgault, M. Design-for-Manufacturing-and-Assembly (DfMA) for the construction industry: A review. Modul. Offsite Constr. (moc) Summit Proc. [CrossRef]
- Sadakorn, W., S. Prasertsuk, and L. Prasittisopin, 3D Cement Printing: DFMA Guideline of Patterned Load-bearing Walls for Small Residential Units, in 5th International Conference on Civil Engineering and Architecture (ICCEA 2022). 2022, Dec 16-18: Hanoi, VN.
- Spuller, J. , Additive Manufacturing Design Methods in Construction Industry. 2022.
- Song, X.T., J. -Y. Kuo, and C.-H. Chen, Design methodologies for conventional and additive manufacturing, in Digital Manufacturing. 2022, Elsevier. p. 97-143.
- Qin, J.; Hu, F.; Liu, Y.; Witherell, P.; Wang, C.C.; Rosen, D.W.; Simpson, T.W.; Lu, Y.; Tang, Q. Research and application of machine learning for additive manufacturing. Addit. Manuf. 2022, 52, 102691. [Google Scholar] [CrossRef]
- Sass, L.; Oxman, R. Materializing design: the implications of rapid prototyping in digital design. Des. Stud. 2006, 27, 325–355. [Google Scholar] [CrossRef]
- Bak, D. Rapid prototyping or rapid production? 3D printing processes move industry towards the latter. Assem. Autom. 2003, 23, 340–345. [Google Scholar] [CrossRef]
- Bridgewater, C. Principles of design for automation applied to construction tasks. Autom. Constr. 1993, 2, 57–64. [Google Scholar] [CrossRef]
- Bonwetsch, T. Robotic Assembly Processes as a Driver in Architectural Design. Nexus Netw. J. 2012, 14, 483–494. [Google Scholar] [CrossRef]
- Martínez, S.; Jardón, A.; Victores, J.; Balaguer, C. Flexible field factory for construction industry. Assem. Autom. 2013, 33, 175–183. [Google Scholar] [CrossRef]
- Montali, J.; Overend, M.; Pelken, P.M.; Sauchelli, M. Knowledge-Based Engineering in the design for manufacture of prefabricated façades: current gaps and future trends. Arch. Eng. Des. Manag. 2017, 14, 78–94. [Google Scholar] [CrossRef]
- Gomes Miron, L., A. Kaushik, and L. Koskela, Target value design: The challenge of value generation. 2015, IGLC. net.
- Silveira, S.S. and T.d.C. Alves, Target value design inspired practices to deliver sustainable buildings. Buildings, 2018. 8(9): p. 116.
- Ng, M.S.; Hall, D.; Schmailzl, M.; Linner, T.; Bock, T. Identifying enablers and relational ontology networks in design for digital fabrication. Autom. Constr. 2022, 144. [Google Scholar] [CrossRef]
- Garcia De Soto, B. , et al. Rethinking the roles in the AEC industry to accommodate digital fabrication. in Creative Construction Conference 2018. 2018. Budapest University of Technology and Economics.
- Graser, K. , et al., DFAB HOUSE—A Comprehensive Demonstrator of Digital Fabrication in Architecture. Fabricate 2020: making resilient architecture, 2020. 4(2020): p. 130-139.
- Barbosa, G.F.; Carvalho, J. Guideline tool based on design for manufacturing and assembly (DFMA) methodology for application on design and manufacturing of aircrafts. J. Braz. Soc. Mech. Sci. Eng. 2013, 36, 605–614. [Google Scholar] [CrossRef]
- Rekola, M.; Kojima, J.; Mäkeläinen, T. Towards Integrated Design and Delivery Solutions: Pinpointed Challenges of Process Change. Arch. Eng. Des. Manag. 2010, 6, 264–278. [Google Scholar] [CrossRef]
- Puttonen, T. , Design of an elevator button assembly for additive manufacturing. 2017.
- Bralia, J.G. , Handbook of product design for manufacturing: a practical guide to low-cost production. McGraw-Hill Book Company, 1986, 1986: p. 1120.
- Mueller, B. Additive Manufacturing Technologies – Rapid Prototyping to Direct Digital Manufacturing. Assem. Autom. 2012, 32. [Google Scholar] [CrossRef]
- Furet, B.; Poullain, P.; Garnier, S. 3D printing for construction based on a complex wall of polymer-foam and concrete. Addit. Manuf. 2019, 28, 58–64. [Google Scholar] [CrossRef]
- Nguyen, D.-C., S. -J. Park, and C.-S. Shim, Digital engineering models for prefabricated bridge piers. SMART STRUCTURES AND SYSTEMS, 2022. 30(1): p. 35-47.
- Mavroidis, C.; DeLaurentis, K.J.; Won, J.; Alam, M. Fabrication of Non-Assembly Mechanisms and Robotic Systems Using Rapid Prototyping. J. Mech. Des. 2000, 123, 516–524. [Google Scholar] [CrossRef]
- Chen, Y.; Zhezheng, C. Joint analysis in rapid fabrication of non-assembly mechanisms. Rapid Prototyp. J. 2011, 17, 408–417. [Google Scholar] [CrossRef]
- Paul, S.C.; van Zijl, G.P.; Tan, M.J.; Gibson, I. A review of 3D concrete printing systems and materials properties: current status and future research prospects. Rapid Prototyp. J. 2018, 24, 784–798. [Google Scholar] [CrossRef]
- Cui, H.; Li, Y.; Cao, X.; Huang, M.; Tang, W.; Li, Z. Experimental Study of 3D Concrete Printing Configurations Based on the Buildability Evaluation. Appl. Sci. 2022, 12, 2939. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, J. Experimental investigation of contour crafting using ceramics materials. Rapid Prototyp. J. 2001, 7, 32–42. [Google Scholar] [CrossRef]
- Frizziero, L.; Donnici, G.; Liverani, A.; Dhaimini, K. Design for Additive Manufacturing and Advanced Development Methods Applied to an Innovative Multifunctional Fan. Int. J. Manuf. Mater. Mech. Eng. 2019, 9, 1–32. [Google Scholar] [CrossRef]
- EL Mesbahi, J.; Buj-Corral, I.; EL Mesbahi, A. Use of the QFD method to redesign a new extrusion system for a printing machine for ceramics. Int. J. Adv. Manuf. Technol. 2020, 111, 227–242. [Google Scholar] [CrossRef]
- Nguyen, D.S. and F. Vignat. Topology optimization as an innovative design method for additive manufacturing. in 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM). 2017. IEEE.
- Morin, R. and I.Y. Kim, Topology Optimization for DfAM with Build Area Constraints.
- Karadeniz, Z.H. and M. Toksoy, 3D printing of HVAC systems. REHVA Journal, 2017: p. 18-22.
- Samuel, A.L. Some Studies in Machine Learning Using the Game of Checkers. II-Recent Progress. In Computer Games I; Levi, D.N.L., Ed.; Springer: New York, NY, USA, 1988; pp. 366–400. [Google Scholar] [CrossRef]
- Yuliarty, P.; Ardiwijayanta, H. The design of front and back grille of KAD-927 B fan with Nigel Cross Approach at PT. X (A Manufacturer of Household Appliances). IOP Conf. Series: Mater. Sci. Eng. 2018, 453, 012035. [Google Scholar] [CrossRef]
- Donnici, G.; Frizziero, L.; Liverani, A.; Buscaroli, G.; Raimondo, L.; Saponaro, E.; Venditti, G. A New Car Concept Developed with Stylistic Design Engineering (SDE). Inventions 2020, 5, 30. [Google Scholar] [CrossRef]
- R. Jacobs and R. B. Chase, Operations Management. Production and Supply Chain, 15th ed. M: Mexico, 2018.
- S. Kalpakjian and S. Schmid, Manufactura, Ingeniería y Tecnología. 2008.
- Ferreira, R.d.S.B.; Sabbaghi, A.; Huang, Q. Automated Geometric Shape Deviation Modeling for Additive Manufacturing Systems via Bayesian Neural Networks. IEEE Trans. Autom. Sci. Eng. 2019, 17, 584–598. [Google Scholar] [CrossRef]
- Haruna, A.; Jiang, P. Adaptability analysis of design for additive manufacturing by using fuzzy Bayesian network approach. Adv. Eng. Informatics 2022, 52. [Google Scholar] [CrossRef]
- Sun, H.; Pedrielli, G.; Zhao, G.; Zhou, C.; Xu, W.; Pan, R. Cyber coordinated simulation for distributed multi-stage additive manufacturing systems. J. Manuf. Syst. 2020, 57, 61–71. [Google Scholar] [CrossRef]
- Elhoone, H.; Zhang, T.; Anwar, M.; Desai, S. Cyber-based design for additive manufacturing using artificial neural networks for Industry 4.0. Int. J. Prod. Res. 2020, 58, 2841–2861. [Google Scholar] [CrossRef]
- Ding, L.; Tan, S.; Chen, W.; Jin, Y.; Sun, Y.; Zhang, Y. Development of a manufacturability predictor for periodic cellular structures in a selective laser melting process via experiment and ANN modelling. Virtual Phys. Prototyp. 2022, 17, 948–965. [Google Scholar] [CrossRef]
- Nagarajan, H.P.N.; Mokhtarian, H.; Jafarian, H.; Dimassi, S.; Bakrani-Balani, S.; Hamedi, A.; Coatanéa, E.; Wang, G.G.; Haapala, K.R. Knowledge-Based Design of Artificial Neural Network Topology for Additive Manufacturing Process Modeling: A New Approach and Case Study for Fused Deposition Modeling. J. Mech. Des. 2018, 141. [Google Scholar] [CrossRef]
- Xiong, Y.; Duong, P.L.T.; Wang, D.; Park, S.-I.; Ge, Q.; Raghavan, N.; Rosen, D.W. Data-Driven Design Space Exploration and Exploitation for Design for Additive Manufacturing. J. Mech. Des. 2019, 141, 1–46. [Google Scholar] [CrossRef]
- Jiang, J.; Xiong, Y.; Zhang, Z.; Rosen, D.W. Machine learning integrated design for additive manufacturing. J. Intell. Manuf. 2020, 33, 1073–1086. [Google Scholar] [CrossRef]
- Prabhu, R.; Miller, S.R.; Simpson, T.W.; Meisel, N.A. Exploring the Effects of Additive Manufacturing Education on Students' Engineering Design Process and its Outcomes. J. Mech. Des. 2019, 142, 1–37. [Google Scholar] [CrossRef]
- Hamulczuk, D.; Isaksson, O. Data analysis as the basis for improved design for additive manufacturing(DfAM). Proc. Des. Soc. 2021, 1, 811–820. [Google Scholar] [CrossRef]
- Page, T.D., S. Yang, and Y. F. Zhao. Automated candidate detection for additive manufacturing: a framework proposal. in Proceedings of the design society: international conference on engineering design. 2019. Cambridge University Press. [Google Scholar]
- Chang, J. , et al. Bundle recommendation with graph convolutional networks. in Proceedings of the 43rd international ACM SIGIR conference on Research and development in Information Retrieval. 2020.
- Huang, J.; Kwok, T.-H.; Zhou, C.; Xu, W. Surfel convolutional neural network for support detection in additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 3593–3604. [Google Scholar] [CrossRef]
- Zhu, Z.; Anwer, N.; Huang, Q.; Mathieu, L. Machine learning in tolerancing for additive manufacturing. CIRP Ann. 2018, 67, 157–160. [Google Scholar] [CrossRef]
- Woo, Y.-J.; Nam, D.-H.; Lee, S.-R.; Kim, E.-A.; Lee, W.-J.; Yang, D.-Y.; Yu, J.-H.; Park, Y.-H.; Lee, H.-S. High-Efficiency Cooling System Using Additive Manufacturing. Arch. Met. Mater. 2021, 66, 689–693. [Google Scholar] [CrossRef]
- Alshare, A.A.; Calzone, F.; Muzzupappa, M. Hydraulic manifold design via additive manufacturing optimized with CFD and fluid-structure interaction simulations. Rapid Prototyp. J. 2019, 25, 1516–1524. [Google Scholar] [CrossRef]
- Desai, P.S.; Higgs, C.F. Spreading Process Maps for Powder-Bed Additive Manufacturing Derived from Physics Model-Based Machine Learning. Metals 2019, 9, 1176. [Google Scholar] [CrossRef]
- Chu, C.; Graf, G.; Rosen, D.W. Design for Additive Manufacturing of Cellular Structures. Comput.-Aided Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef]
- Maiyar, L.M.; Singh, S.; Prabhu, V.; Tiwari, M.K. Part segregation based on particle swarm optimisation for assembly design in additive manufacturing. Int. J. Comput. Integr. Manuf. 2019, 32, 705–722. [Google Scholar] [CrossRef]
- As, I.; Pal, S.; Basu, P. Artificial intelligence in architecture: Generating conceptual design via deep learning. Int. J. Arch. Comput. 2018, 16, 306–327. [Google Scholar] [CrossRef]
- Yigit, S. A machine-learning-based method for thermal design optimization of residential buildings in highly urbanized areas of Turkey. J. Build. Eng. 2021, 38, 102225. [Google Scholar] [CrossRef]
- Huang, J.; Algahtani, M.; Kaewunruen, S. Energy Forecasting in a Public Building: A Benchmarking Analysis on Long Short-Term Memory (LSTM), Support Vector Regression (SVR), and Extreme Gradient Boosting (XGBoost) Networks. Appl. Sci. 2022, 12, 9788. [Google Scholar] [CrossRef]
- Lin, Y.; Zhao, L.; Liu, X.; Yang, W.; Hao, X.; Tian, L. Design Optimization of a Passive Building with Green Roof through Machine Learning and Group Intelligent Algorithm. Buildings 2021, 11, 192. [Google Scholar] [CrossRef]
- Sresakoolchai, J. and S. Kaewunruen, Integration of building information modeling (BIM) and artificial intelligence (AI) to detect combined defects of infrastructure in the railway system, in Resilient Infrastructure. 2022, Springer. p. 377-386.
- Kittinaraporn, W.; Tuprakay, S.; Prasittisopin, L. Effective Modeling for Construction Activities of Recycled Aggregate Concrete Using Artificial Neural Network. J. Constr. Eng. Manag. 2022, 148, 04021206. [Google Scholar] [CrossRef]
- Sresakoolchai, J.; Kaewunruen, S. Integration of Building Information Modeling and Machine Learning for Railway Defect Localization. IEEE Access 2021, 9, 166039–166047. [Google Scholar] [CrossRef]
- Goh, G.D.; Sing, S.L.; Yeong, W.Y. A Review on Machine Learning in 3D Printing: Applications, Potential, and Challenges; Springer: Netherlands, 2021; Volume 54, ISBN 0123456789. [Google Scholar]
- Kumke, M.; Watschke, H.; Vietor, T. A new methodological framework for design for additive manufacturing. Virtual Phys. Prototyp. 2015, 11, 3–19. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Lao, W.; Li, M.; Wong, T.N.; Tan, M.J.; Tjahjowidodo, T. Improving surface finish quality in extrusion-based 3D concrete printing using machine learning-based extrudate geometry control. Virtual Phys. Prototyp. 2020, 15, 178–193. [Google Scholar] [CrossRef]
- Ko, H.; Witherell, P.; Lu, Y.; Kim, S.; Rosen, D.W. Machine learning and knowledge graph based design rule construction for additive manufacturing. Addit. Manuf. 2020, 37, 101620. [Google Scholar] [CrossRef]
- Nadhim, E.A.; Hon, C.; Xia, B.; Stewart, I.; Fang, D. Falls from Height in the Construction Industry: A Critical Review of the Scientific Literature. Int. J. Environ. Res. Public Heal. 2016, 13, 638. [Google Scholar] [CrossRef] [PubMed]
- Flatt, R.J.; Wangler, T. On sustainability and digital fabrication with concrete. Cem. Concr. Res. 2022, 158. [Google Scholar] [CrossRef]
- Ranaudo, F.; Van Mele, T.; Block, P. A low-carbon, funicular concrete floor system: design and engineering of the HiLo floors. IABSE Congress, Ghent 2021: Structural Engineering for Future Societal Needs. LOCATION OF CONFERENCE, BelgiumDATE OF CONFERENCE; pp. 2016–2024.
- Sereewatthanawut, I.; Prasittisopin, L. Environmental evaluation of pavement system incorporating recycled concrete aggregate. Int. J. Pavement Res. Technol. 2020, 13, 455–465. [Google Scholar] [CrossRef]
- Luhar, S.; Suntharalingam, T.; Navaratnam, S.; Luhar, I.; Thamboo, J.; Poologanathan, K.; Gatheeshgar, P. Sustainable and Renewable Bio-Based Natural Fibres and Its Application for 3D Printed Concrete: A Review. Sustainability 2020, 12, 10485. [Google Scholar] [CrossRef]
- Walsh, N. P. , AI SpaceFactory Wins NASA's 3D-Printed Mars Habitat Challenge, Arch daily, 2019. Accessed 14 Dec 2022. https://www.archdaily.com/916888/ai-spacefactory-wins-nasas-3d-printed-mars-habitat-challenge.
Figure 1.
Recent instances of architectural AM projects.

Figure 2.
Concepts of extrusion and powder-bed 3D printing processes.
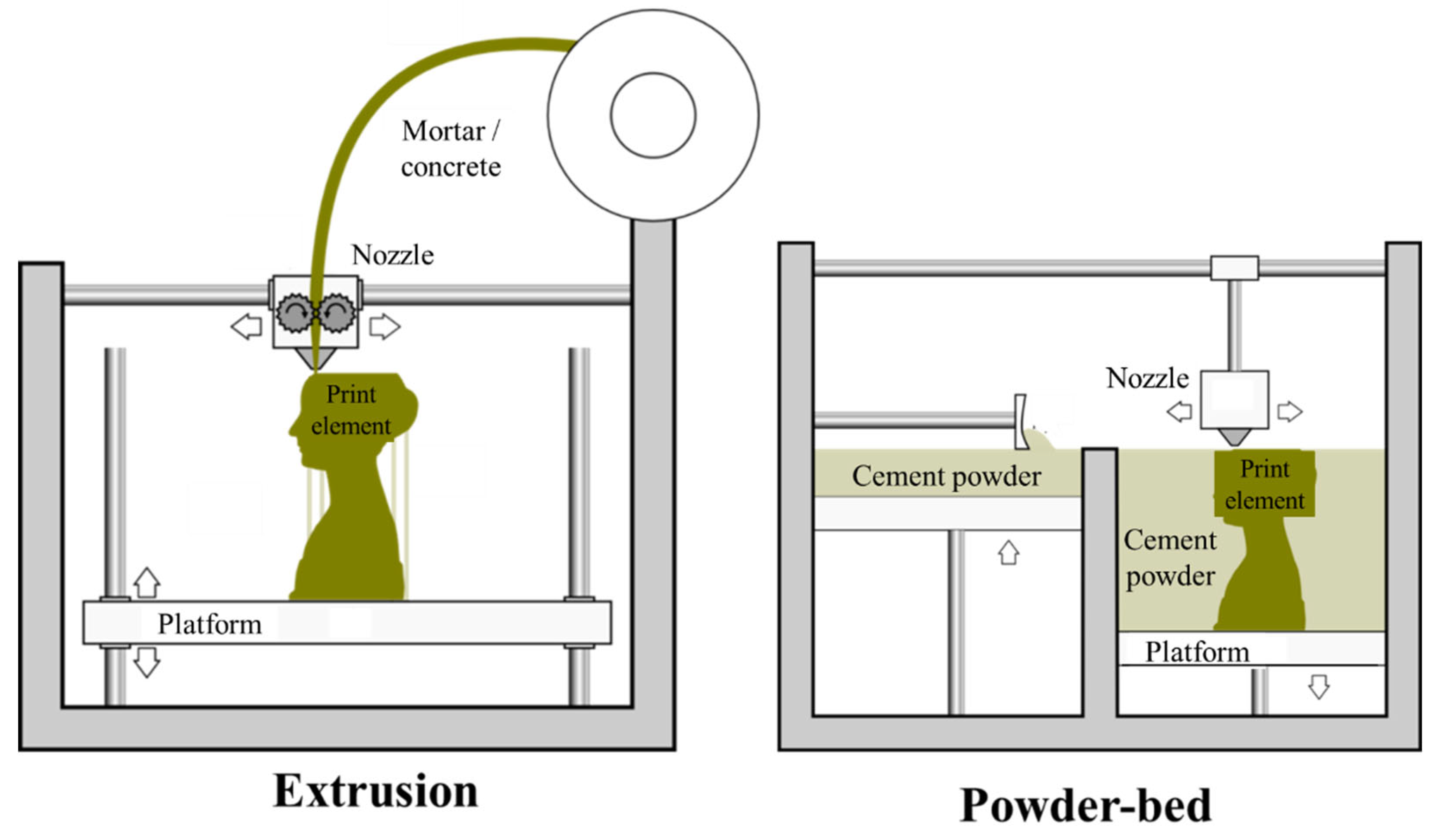
Figure 3.
The general series of DfMA procedures (adapted from [33]).
Figure 3.
The general series of DfMA procedures (adapted from [33]).
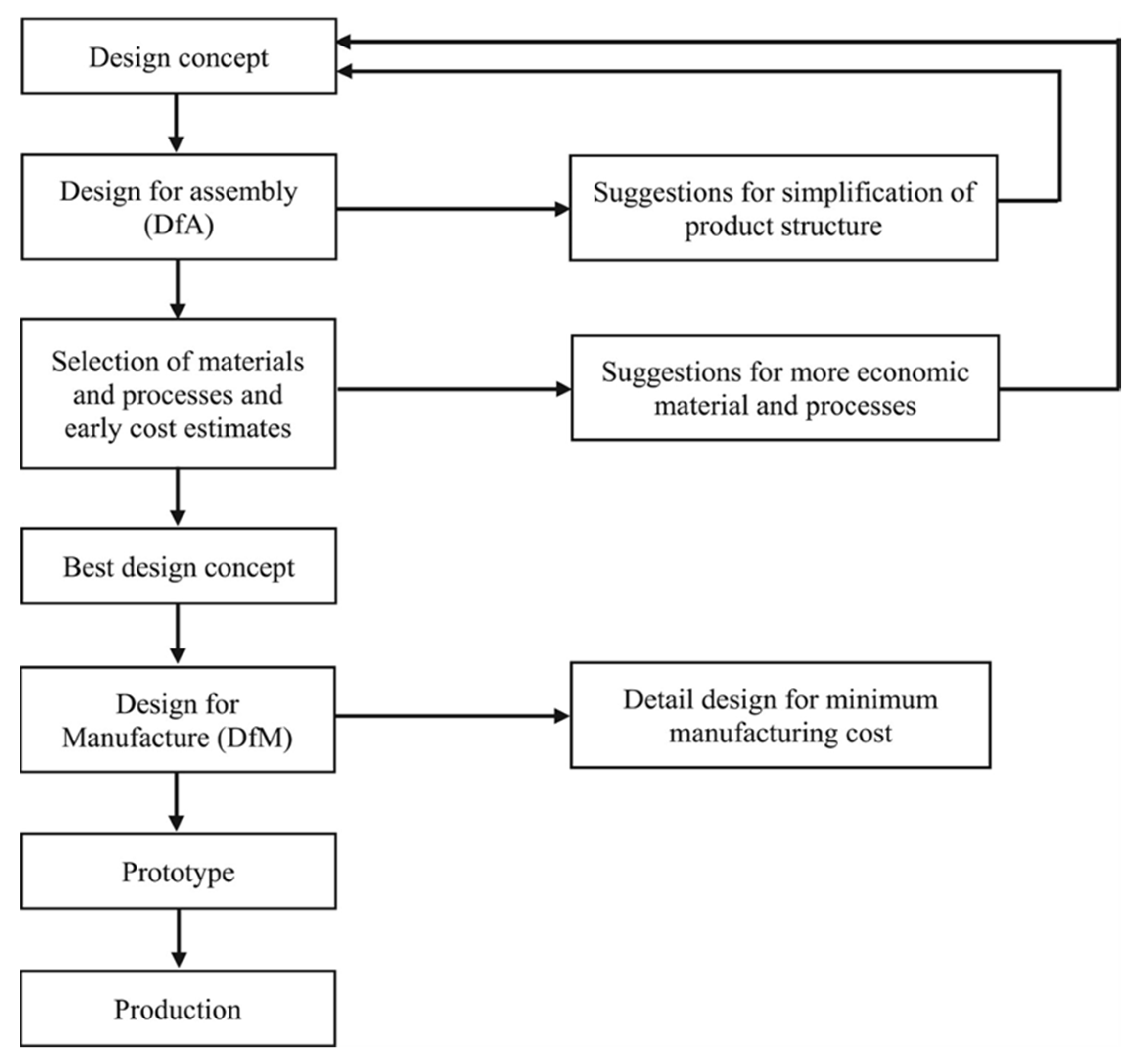
Figure 4.
Relative research number of (a) DfMA for DfAM and Dfab in construction; and (b) published before 2018 and after 2018 (among a total of 35 existing papers).
Figure 4.
Relative research number of (a) DfMA for DfAM and Dfab in construction; and (b) published before 2018 and after 2018 (among a total of 35 existing papers).
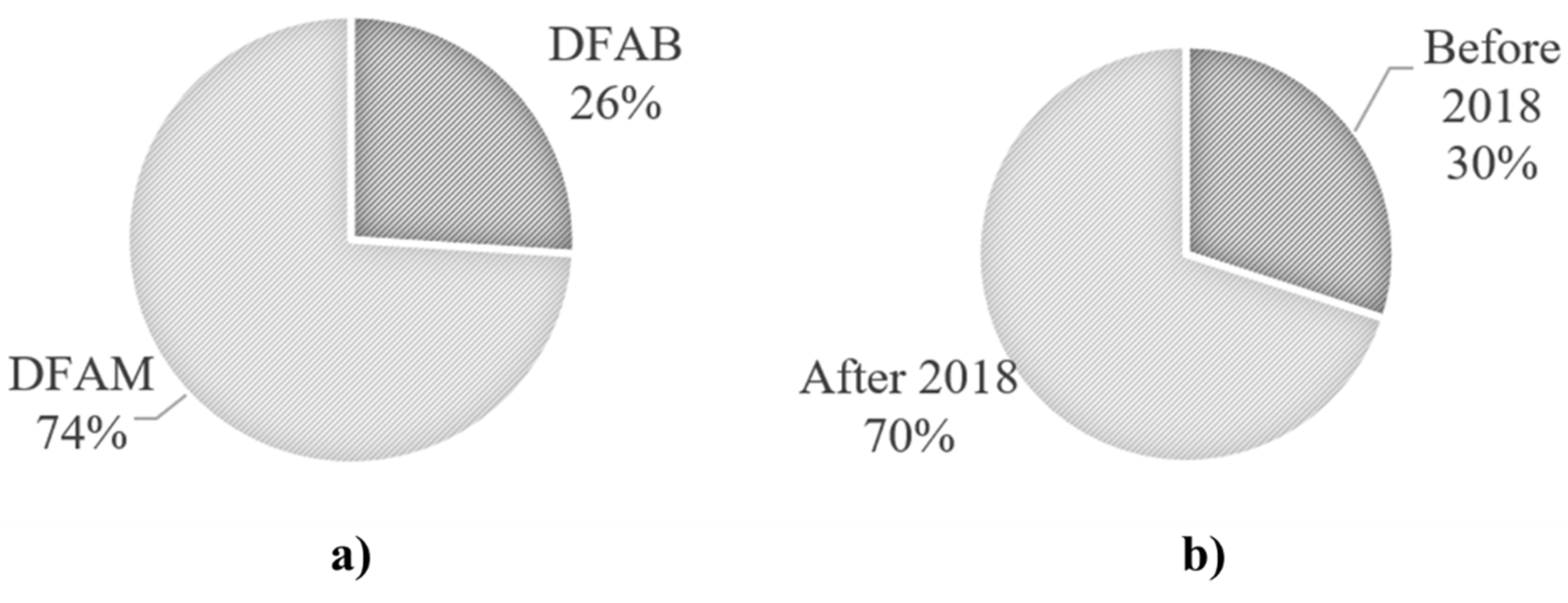
Figure 5.
Complexity levels of DfAM.
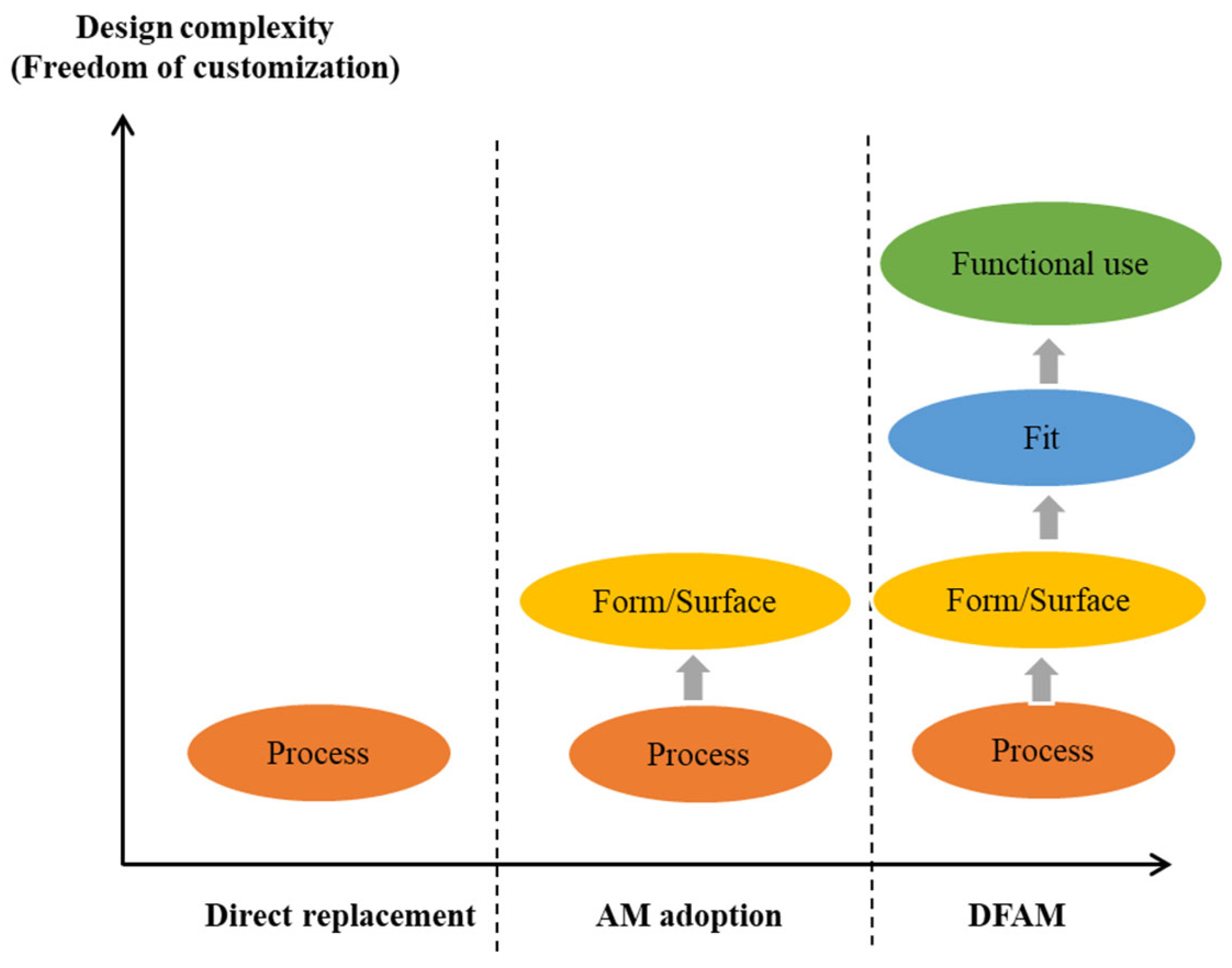
Figure 6.
Digital modeling of prefabricated AM bridge pier [119]. Reproduced with permission.
Figure 6.
Digital modeling of prefabricated AM bridge pier [119]. Reproduced with permission.
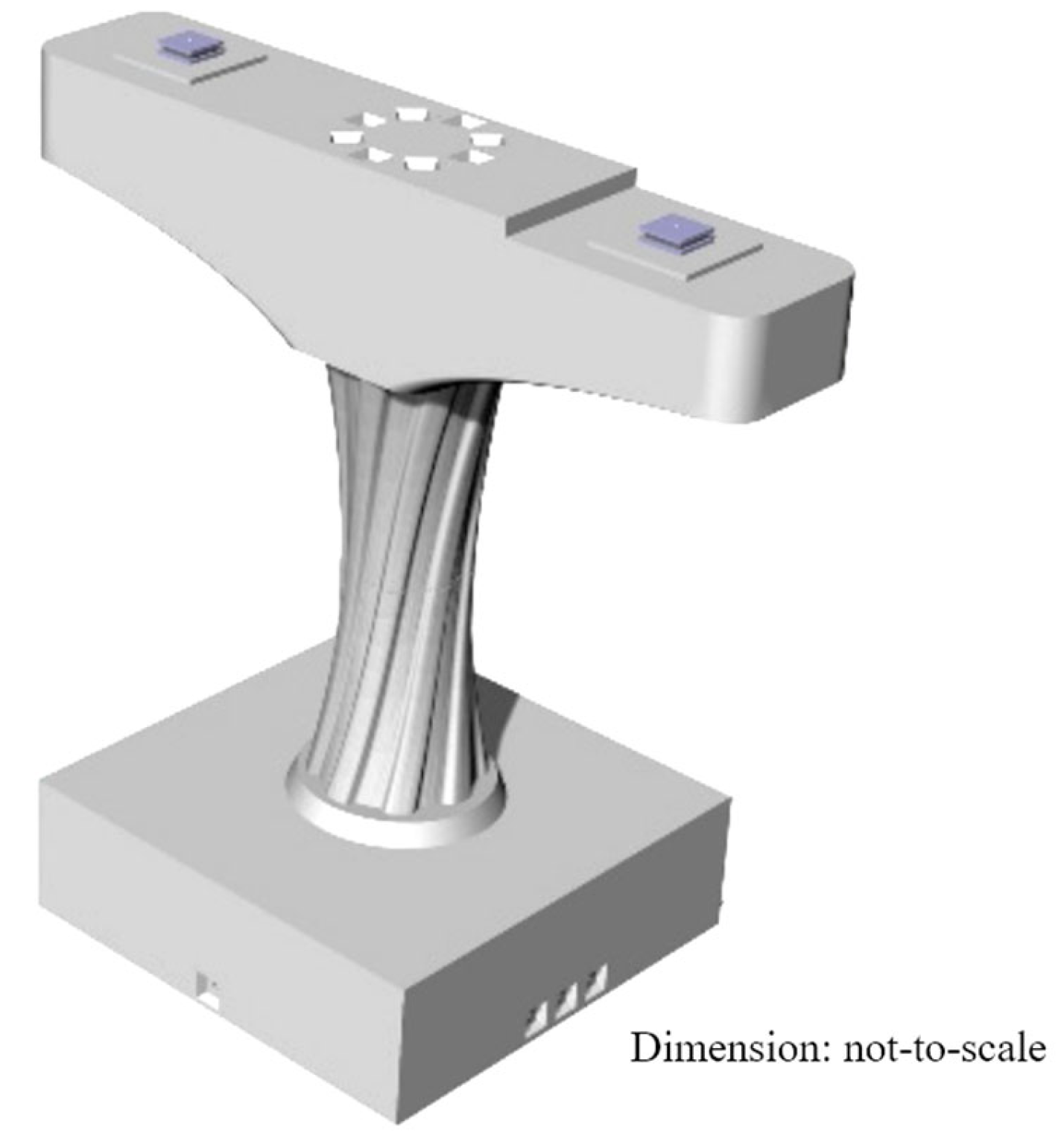
Figure 7.
Multiple-nozzle print head for steel-reinforced concrete walls and two layers of steel reinforcement [95]. Reproduced with permission.
Figure 7.
Multiple-nozzle print head for steel-reinforced concrete walls and two layers of steel reinforcement [95]. Reproduced with permission.
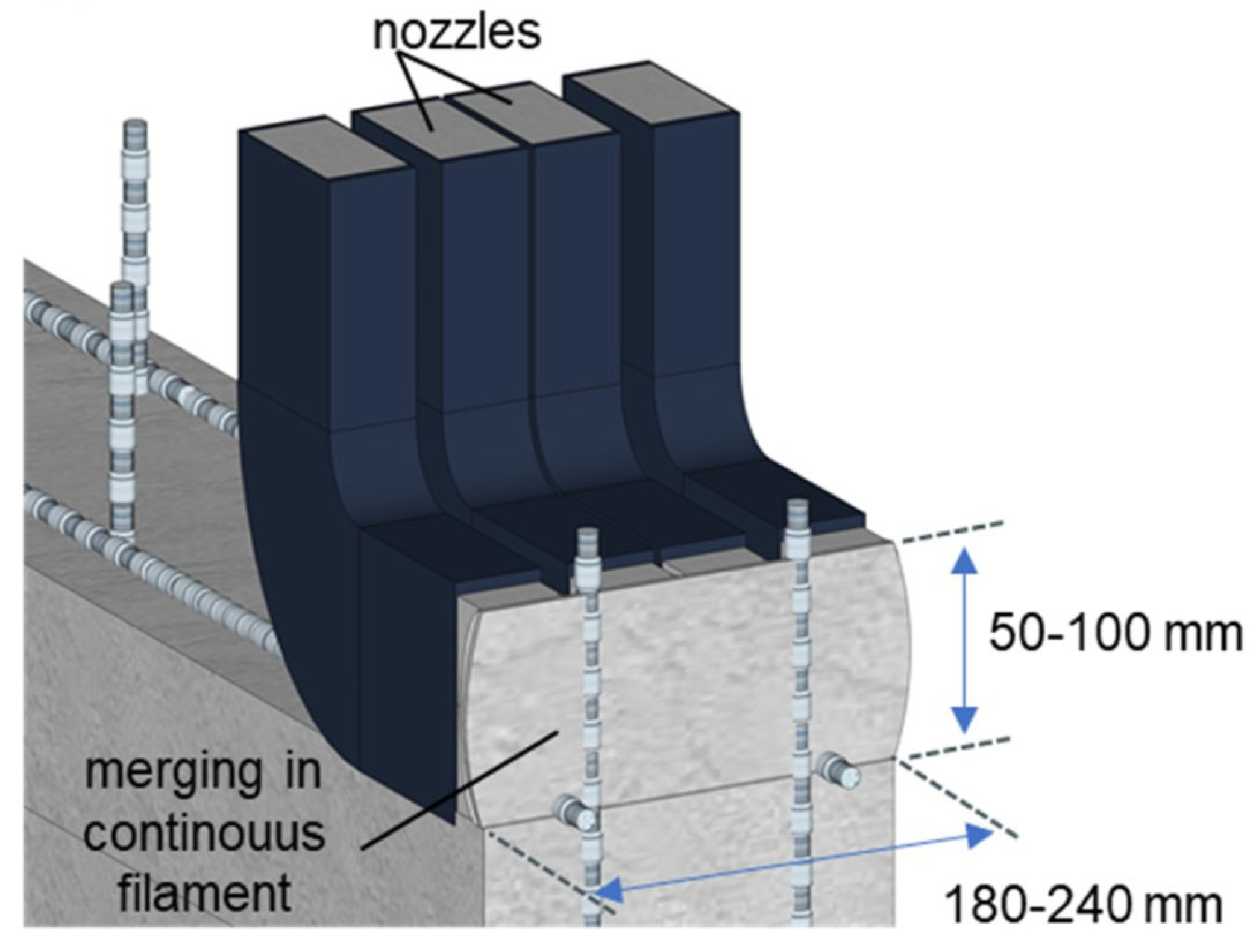
Figure 8.
Relative research number of DfMA for DfAM and Dfab relating to various topics.
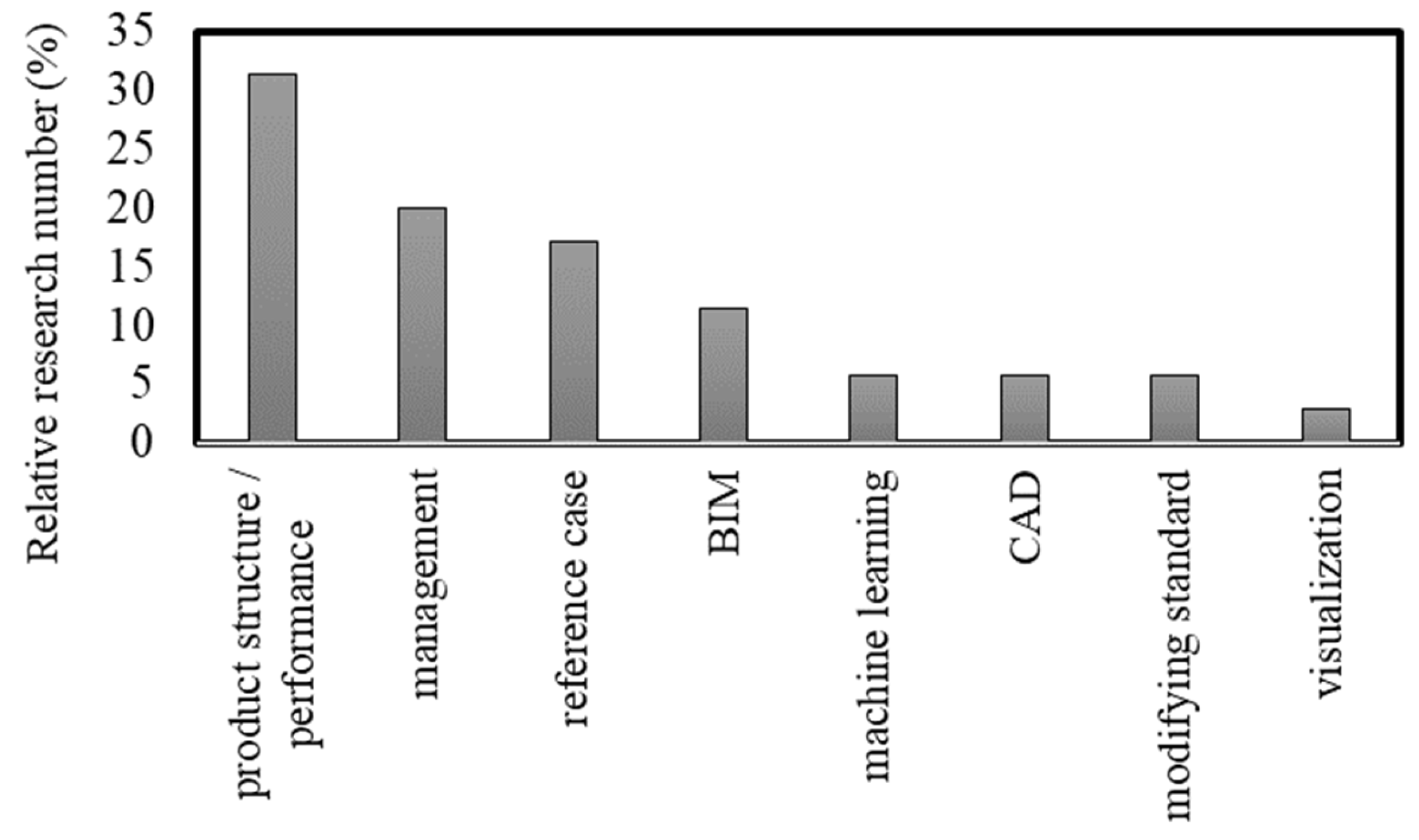
Figure 9.
Location of the joint region and joint assembly processes of 3D printing pavilion.
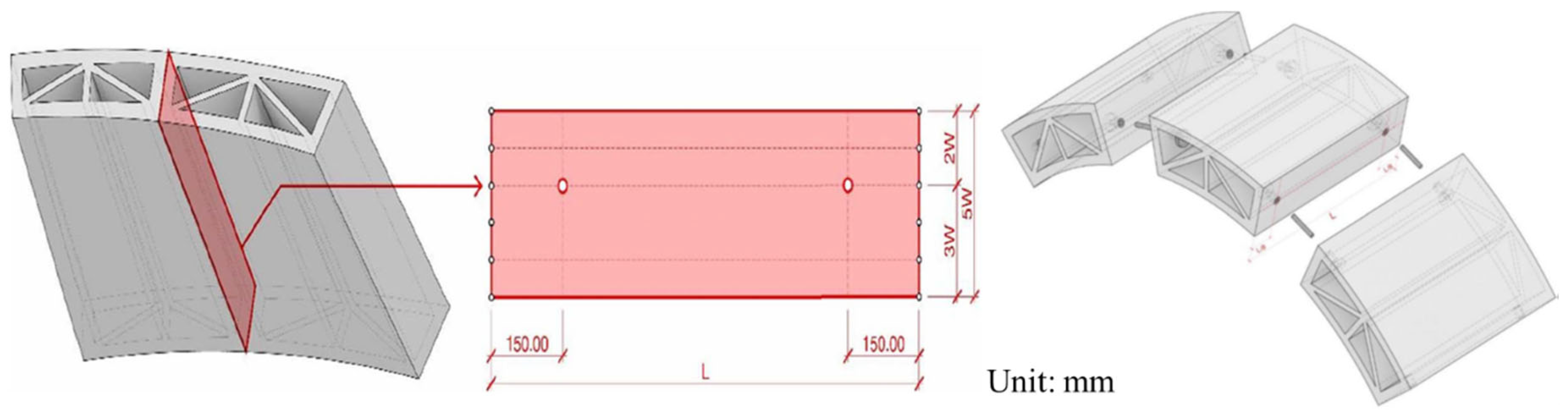
Figure 10.
Dry joint design of AM load-bearing wall structure.
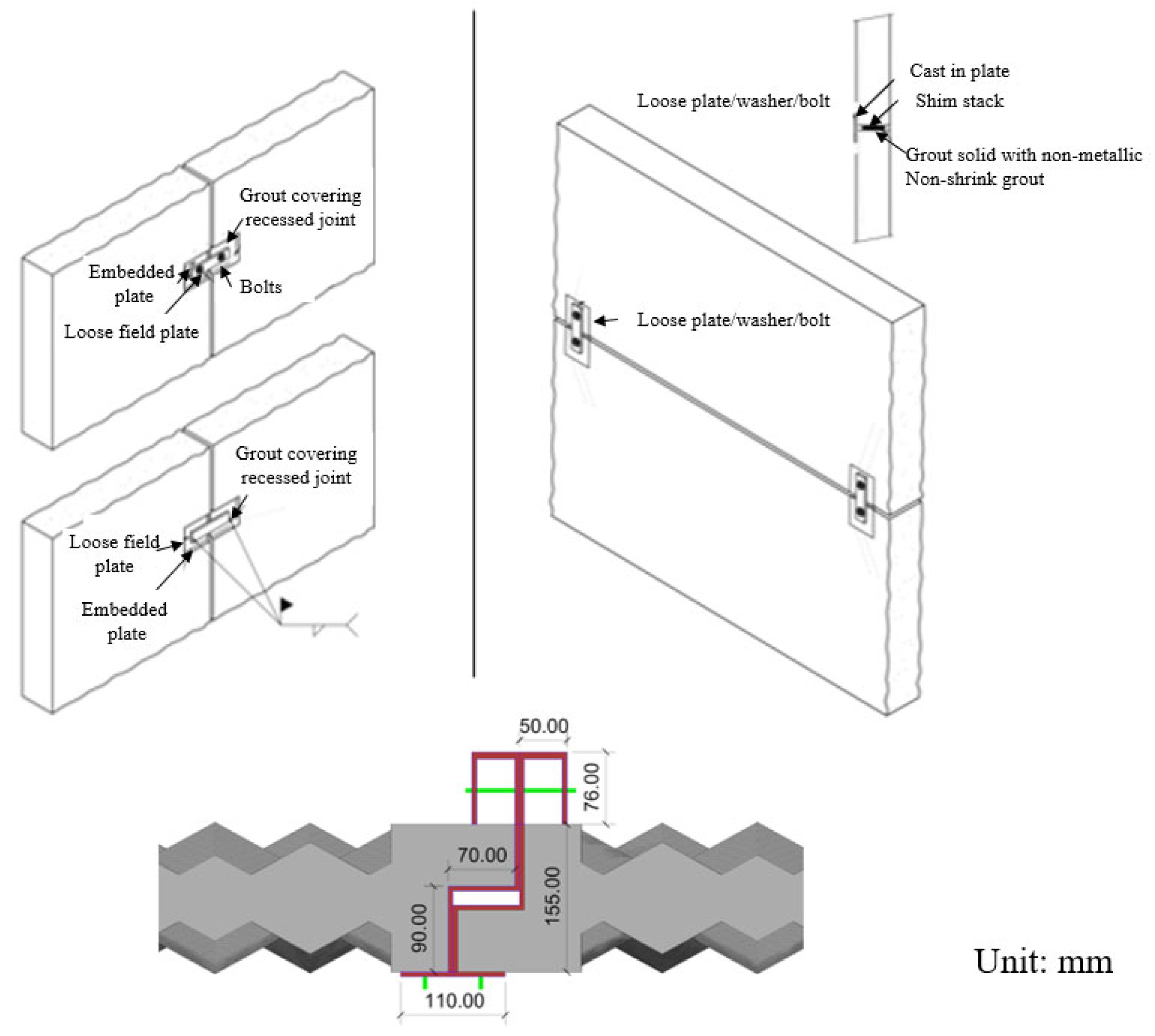

Table 1.
PICO method of the review study.
| PICO component | Explanation |
|---|---|
| Problem | Review current knowledge of DfMA for Dfab and AM process |
| Intervention | Examine the effective methods and applications of DfMA for Dfab and AM process |
| Comparison | Compare DfMA of prefabrication and precast construction |
| Outcome | DfMA knowledge for Dfab and AM is currently under development and seemingly adopted similarly to prefabrication construction. The knowledge now highly emphasizes on performance and functionality |
Table 2.
DfA principles (adapted from [45]).
Table 2.
DfA principles (adapted from [45]).
| Stage | Explanation | |
|---|---|---|
| 1 | Functional analysis | Any material not qualifying for characteristics like relative movement need and adjustment is excluded from the system. |
| 2 | Manufacturing process | Selection of materials, quantities, complexity, process, and cost for improved manufacturing. |
| 3 | Handling/feeding | A part's ease of manual or automatic assembly is evaluated (termed as feeding). |
| 4 | Assembly/jointing | Identifies and scores insertion, fastening, and gripping portions. This examination examines the ease of inserting and connecting pieces. Avoid fasteners. |
| 5 | Product group | A product's similar parts, assembly procedure, and routine feedings differentiate it from others. |
| 6 | Product structure | Structured information on manufacturing process description, materials selection, process variation for production, economics, design elements, size configurations, and process capabilities for tolerance and surface polish. |
| 7 | Component design | The designer is given information on insertion and fastening assembly processes, process capability data, component models, and assembly cost. |
| 8 | DfA heuristics | These are usually offered in pairs of "good practice" and "poor practice" examples. Graphically presented heuristic examples are simple to understand. |
| 9 | Evaluation assemblies | Two approaches to lower the overall number of components are presented, followed by a full investigation of fitting, handling/feeding, and fixing. Each component/part and assembly procedure is scored to demonstrate complexity. |
Table 3.
The summary of 35 existing publications on DfMA for Dfab and DfAM in construction.
| Year | Author | Process | Discussion | Reference |
| 2011 | Williams et al. | DfAM | Design system focuses on three aspects: identifying essential use-cases, defining formwork systems, and defining software element communication to facilitate expert user cooperation. | [1] |
| 2014 | Wang et al. | DfAM | Integration of 3D printing, BIM, and augmented reality is needed to improve architectural visualization in building life cycle. | [2] |
| 2015 | Bock & Linner | Dfab | Product structures and information aspects required manufacturing technology for full capability | [3] |
| 2015 | Yang&Zhao | DfAM | General Design Theory and Methodology (DTM) cannot take use of the enhanced design freedom and process options. Modifying standard DTM and DfAM can help designers effectively use AM in designs. | [4] |
| 2016 | Wu et al. | DfAM | BIM and 3Dprinting synergize to provide new DfMA possibilities in the building business. BIM can create an accurate 3D integrated information model for building design and 3D printing. | [5] |
| 2016 | Tang&Zhao | DfAM | Few product-level design approaches exist for both functionality and assembly, and some current design methods are challenging to execute due to an unfitted CAD software. | [6] |
| 2016 | Tang et al. | DfAM | Establishes the basis for sustainable AM design through functionality integration and component consolidation. DfMA offers designs with fewer parts and less material without sacrificing functionality. | [7] |
| 2016 | Kim et al. | Dfab | An interview determines the acceptability of precast bridge components based on DfMA requirements. A case study on a newly completed highway bridge identifies the possibility of precast components selected from suitability analysis. | [8] |
| 2017 | Krimi et al. | DfAM | 3D printing provides design flexibility and cost savings to build complicated forms, not the time saving. | [9] |
| 2018 | Arashpour et al. | DfAM | In advanced façade manufacturing, a substantial portion of the expenditure is for equipment like CNC machines and 3D printers which can be significantly reduced by DfMA. | [10] |
| 2018 | Durakovic | DfAM | Most 3D printing studies are still in early stage. This method lacks numerous technologies; therefore, maturity will take time. | [11] |
| 2019 | Ng&Hall | Dfab | LEAN, DfMA, and Dfab share design to target value and concurrent engineering. | [12] |
| 2019 | Dorfler et al. | Dfab | Mesh Mould is a novel construction technology for non-standard reinforced concrete buildings employing a mobile robot on site. | [13] |
| 2019 | Hinchy | DfAM | 3D printing is ideal for low-volume, sophisticated components, hence it should be selected over traditional methods. Build orientation and support structures effect manufacturing cost, time, post-processing, and final component mechanical characteristics. | [14] |
| 2019 | Medelling-Castillo&Zaragoza-Siqueiros | DfAM | Build orientation affects component stability during construction by determining the part's support surface on the building platform. | [15] |
| 2020 | Ng et al. | Dfab | Dfab manager and Dfab BIM coordinators are needed early in the design process. | [16] |
| 2020 | Alfaify et al. | DfAM | The suggested DfAM solutions include cellular structures, component consolidation and assembly, materials, support structures, build orientation, part complexity, and product sustainability. | [17] |
| 2020 | Vaneker et al. | DfAM | DfMA attempts to optimize product design to deal with complicated production processes while specifying 3D printed product advantages throughout its consumption phases. | [18] |
| 2020 | Ghaffar et al. | DfAM | Collaboration across materials science, architecture/design, computer, and robotics is important to developing and implementing 3D printing. | [19] |
| 2021 | Gibson et al. | DfAM | Modern 3D printing has led to more emphasis on DfAM training. | [20] |
| 2020 | Frascio et al. | DfAM | This solution tackles the exponential link between construction volume and printer cost and improves efficiency by deploying many 3D printers simultaneously. | [21] |
| 2021 | Ng et al. | Dfab | Three design practices were identified: post-rationalization, mass customization, and modularization. | [22] |
| 2021 | Graser et al. | Dfab | Three theoretical factors for using Dfab house projects: full-scale projects are an effective Dfab strategy in AEC; large-scale implementation promotes Dfab's acceptability in AEC; and projects help develop a new Dfab paradigm. | [23] |
| 2021 | Ghiasian | DfAM | Intelligent machine learning-based recommender system that identifies part candidates and addresses AM infeasibilities unexisting component designs. | [24] |
| 2021 | Prasittisopin et al. | DfAM | Small modules for 3D-printed pavilions cab be attached together using bolt-nut designs | [25] |
| 2021 | Morin and Kim | DfAM | The optimization scheme's effectiveness in breaking a cantilever beam structure into components that fulfill the AM build plate's geometric restrictions while reducing the structural impact of joints. | [26] |
| 2021 | Vu et al. | DfAM | DfMA framework entails three main elements: Structure, Property and Process. | [27] |
| 2022 | Ng et al. | Dfab | Proposed seven strategy propositions to achieve the benefits of adopting Dfab system. | [28] |
| 2022 | Rankohi et al. | DfAM | Integration of 3D printing, DfMA, and BIM can boost automation and productivity even with present labor difficulties. | [29] |
| 2022 | Sadakorn et al. | DfAM | Similar to the precast method, the jointing can be executed in dry process. | [30] |
| 2022 | Nguyen et al. | DfAM | Parametric model for bridge pier improved industrial output. | [31] |
| 2022 | Spuller | DfAM | Unlike product design application, construction occasionally uses DfAM. | [32] |
| 2022 | Song et al. | DfAM | New DfAM knowledge must be organized into general frameworks to assist practitioners throughout the product design process and to properly leverage present AM capabilities and developing potentials. | [33] |
| 2022 | Qin et al. | DfAM | Machine learning has contributed significantly to DfAM and has the potential to revolutionize AM. | [34] |
| 2023 | Rehman et al. | Dfab | Two most important liability factors are management capability and BIM. | [35] |
Table 4.
Summary of the workflow to identifle nozzle shape using ANN model.
| Workflow | Discussion |
|---|---|
| Pre-testing | Set up nozzle experiments and perform experiments |
| ANN model | Optimize topology, train, and validate |
| Establish database | Generate sufficient volume randomly and predict extrudate shape |
| Target extrudate cross-sectional shapes | Analyze target shape, find nozzle shape, and perform printing |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



