Submitted:
07 January 2023
Posted:
10 January 2023
You are already at the latest version
Abstract
Almond beverages are gaining ever-increasing consumer preference in the growing market of non-alcoholic vegetable beverages, ranking in first place among oilseed-based drinks, mainly due to the perceived healthy benefits. However, the high cost of the raw material, time and energy consuming pre-treatments such as soaking, blanching and peeling, and post-treatments such as thermal sterilization, leading also to the loss of valuable macronutrients and micronutrients, hinder the sustainability, affordability and spread of almond beverages. Hydrodynamic cavitation processes were applied, as a single-unit operation, to the extraction in water of almond skinless kernels in the form of flour and fine grains, and to whole almond seeds in the form of coarse grains, up to high concentrations. The results showed full compliance with a high-end commercial product and with the expected levels based on the properties of the raw materials. The concentrated extract obtained from whole almond seeds showed a comparatively much higher antiradical activity, likely due to the contribution of the almond kernel skin. In conclusion, hydrodynamic cavitation could represent a convenient alternative processing route to the production of conventional and new integral almond beverages, avoiding multiple and costly technological steps, while affording fast production cycles of potentially healthier beverages.
Keywords:
Almond
; Almond beverage
; Almond skin
; Antiradical activity
; Green extraction
; Hydrodynamic cavitation
; Nutritional values
; Polyphenols
; Proteins
; Vitamins
1. Introduction
The consumption of plant-based beverages has rapidly grown in recent years, partially replacing dairy products in the diet for a variety of reasons including health (lactose intolerance, cholesterol and blood glucose level issues), life-style choices or ethical and environmental concerns. A 10.4% increase in worldwide sales of these alternatives is expected from 2018 to 2023, reaching $26 billion per year [1]. Plant-based beverages are aqueous extracts of cereals, legumes, nuts, seeds and pseudo-cereals [2], showing a wide variety of nutritional properties and micronutrients. Almond-based beverages, along with rice-based beverages, contributed most to the 380% volume increase of rice/grain/nut/seed-based beverages in Europe from 2012 to 2015 [3]. As well, almond (Prunus dulcis L.) has been the most produced nut worldwide in recent years [4], which represents fairly well the economic relevance of this product in the global food supply chain.
Soy and almond beverages received special consideration due to their good nutritional value and potential biological functions [5]. In particular, almond beverage showed interesting compositional characteristics in terms of monounsaturated fatty acids content and balanced composition in proteins content and fat, fibers, and vitamins [6], although the specific abundance of macro- and micronutrients, absent any additive other than water, depends on the composition of raw materials, i.e., almond skinless kernels, which shows a large variability across varieties, climates, growing practices and harvesting season [7]. Almond beverages can have a remarkable content in vitamin E, a fat-soluble antioxidant that can protect cells from the harmful effects of free radicals toward cancer and cardiovascular diseases [8]. Almonds are indeed an important source of mono- and unsaturated fatty acids, minerals, vitamin E, polyphenols and phytosterols, with antioxidant properties that have beneficial effects on human health [9]. Robust evidence exists about the association of almond consumption with various health benefits [10], including improvements to the metabolic system [11,12], microbiota [13], and cardiovascular system [14,15], as well as antioxidant, anti-inflammatory, anticancer, antimicrobial [4], and antidiabetic activity [16].
While kernels, representing around 52% of the total fresh weight, are by far the most used component of almond for human consumption, other parts (skin, shell, hull, etc.) are often discarded, despite interesting properties and their disposal representing an important environmental burden [4]. In particular, almond skin, representing around 4% of the total weight of the almond, was shown to possess beneficial properties. Phytochemicals and polyphenols contained in almond skin were associated to antibacterial and antiviral effects [17,18], to the scavenging of free radicals and as inducers of quinone reductase [19].
Although the specific processing steps allowing the manufacturing of plant-based beverages depend on the physiology of the particular vegetable matrix, invariably they aim to the highest yield of soluble extract possible. For this purpose, almond seeds, sometimes after roasting, require peeling as a basic step, since skin removal allows an efficient release of kernel’s nutrients and micronutrients into water, despite the loss of important skin’s micronutrients [20].
For the purpose of peeling, further industrial steps are required such as soaking in water, hot water blanching, wet milling, homogenization, and pasteurization or sterilization [20]. To the best knowledge of the authors, no substantial innovation was applied in recent times to this production process, whose steps are described in greater detail in Section 2, where also new technologies, aimed at replacing thermal treatments on produced almond extracts, are introduced.
Hydrodynamic cavitation (HC) technologies and related methods are emerging among the most effective, efficient and straightforwardly scalable in the field of the extraction of natural products, not only in comparison to newest green technologies but also to conventional methods [21]. Due to its properties, deriving from the unique capability of concentrating the energy of mixed liquid-solid fluxes into microscopic hot spots with extremely high energy density, in turn released at the collapse of cavitation bubbles in the form of mechanical and thermal energy, and the relatively straightforward design and set-up [22], HC has been proposed as an important technological tool to help achieving the sustainability development goals in few different technical fields [23]. HC methods showed high process yields as single-unit operation systems applied to the extraction of natural products in water only at the pre-industrial scale [24], such as in the brewing field (extraction of cereals and hops), involving starch, proteins and polyphenols as the main constituents released into the water phase [25], conifer tree parts, involving polyphenols and volatiles [26], waste citrus peel involving pectin, polyphenols and volatiles [27], and soybean, involving proteins and fat [28].
The application of HC methods to the manufacturing of almond beverages, with perspectives up to the industrial scale, was already devised by Meneguzzo et al. in 2020 [21]. Based on those preliminary ideas, this study presents the first evidence of the possibility of adopting HC as a single-unit operation (i.e., replacing all the other traditional production steps) in the extraction in water only (i.e., without any additives) of almond kernels, including whole seeds (seeds including the skin), to produce beverages at concentrations matching the market standards, as well as at to produce more concentrated extracts ready for further dilution. Performance data, including extraction yields, process time and specific energy consumption, are provided in order to make comparison with traditional methods possible.
2. Technological Overview
As mentioned in Section 1, traditional industrial production steps of almond beverages are consolidated and have not substantially changed in decades, including [1,20,29,30]:
- Roasting (optional, to increase the emulsion stability and the solubility of proteins): 95-100°, 30 min;
- Soaking in water: 4°C , 6 h;
- Blanching with peeling: in water 90°C, 3 min, in steam bath 85°C, 5-30 min.
- Wet milling: mass ratio 1:9 in water 18,000 rpm, 2 min;
- Filtration from solid residuals;
- Possible addition with stabilizers such as gums, sweeteners, salt, hydrocolloids, emulsifier, or fortified with micronutrients such calcium or some vitamins;
- Homogenization and sterilization (deactivation or extermination of spoilage or pathogenic microorganisms): ultra-high temperature (UHT) 140°C, few seconds, or ultra-high-pressure homogenization (UHPH) 350 MPa, 85 °C (with many variants).
Few of the above listed processing steps, such as roasting, hot water blanching and skin removal (peeling), and sterilization/homogenization by means of UHT or UHPH, are particularly energy intensive, may negatively affect rheological and nutritional characteristics of products, the latter, for example, through the partial denaturation of almond proteins and the change of the profile of fatty acids, and might be harmful to valuable micronutrients, such as polyphenols of both almond skin and skinless kernel [31,32,33].
The peeling step deserves a special mention, also due to the high value of almond skin. As an alternative method working at room or moderate temperatures, ultrasound-assisted extraction (UAE) was tested and validated on the laboratory scale [32], but not yet at the pre-industrial scale. UAE, whose effectivity is largely based on cavitation phenomena induced in the irradiated medium, was also applied successfully to enhance the extraction rate of nutrients and micronutrients from few vegetable materials and the stability of the aqueous extracts, including almonds [34,35]. However, intrinsic limitations of UAE, among which in terms of ultrasound wave rapid attenuation, make its full scalability hard to achieve, in fact leaving HC as the only feasible option based on cavitation processes for large-scale applications [36]. In fact, with similar outcomes to UAE [37], HC shows key advantages, including easy scale-up, lower capital cost, and higher efficiency, as peanut milk production [38].
More in general, the evolution of consumption toward greater attention to the healthy properties of food and environmental sustainability stimulated an accelerated search for more effective and efficient technological solutions in the food supply chain. Process time, energy consumption, reduction of food waste and preservation of healthy components have been the steering factors of this search since at least mid-1990s’, including plant-based beverages and, in particular, oilseed beverages, which have been perceived since long as potentially healthy products and are usually composed by more than 90% of water [39].
New technologies have been developed and tested, aimed at overcoming the defects inherent in conventional production processes, while ensuring enhanced chemical-physical stability and microbiological safety. Table 1 lists and shortly describes the most relevant emerging technologies with special focus on almond beverages.
To the best knowledge of the authors, not only none of the above studies, but in general the relevant emerging technologies, have ever been applied to the extraction of almond seeds, but only to almond beverages manufactured according to conventional methods. Moreover, in all the studies cited in Table 1, as well as in any other studies, almond seeds were peeled before manufacturing the almond beverages.
3. Materials and Methods
3.1. Production of Aqueous Almond Extracts
Almonds (Prunus Dulcis) skinless kernels in the form of flour (<1 mm in size) and fine grain (1-2 mm in size), both from the same batch of almond seeds, and whole seeds (including the skin) in the form of coarse grain (about 3-5 mm in size), were supplied by the company Dolceamaro S.r.l. (Monteroduni, IS, Italy). All materials came from the variety Lauranne®Avijor grown in Italy, which is a recently released late-flowering cultivar [47], with kernels characterized at least since 2010 [48]. Figure 1 shows a picture of the whole almond seeds in the form of coarse grain.
The almond materials were extracted in tap water only, with different concentrations. The details of the batch hydrodynamic cavitation-based extractor, comprising a closed hydraulic circuit of total volume around 200 liters, with a centrifugal pump and a Venturi-shaped reactor with circular section as the key components, and electricity as the only energy source, were described in a previous study about the extraction of waste orange peel [27]. Pump’s impellers transferred mechanical energy to the liquid-solid mixture, in turn converting into heat during the process, and no heat dissipation method was used.
Table 2 shows for each extraction test the test ID, the type, mass and concentration (% of total weight) of almond material, the overall process time and the temperature range of the process. Each almond batch was preserved at room temperature for no more than 2 days after reception. Almond materials were inserted into the extraction system all together at the beginning of each process (initial temperature levels 26-34 °C).
Tests MFP1 and MGP1 was performed with a concentration (7.4%) comparable with a high-end product available on the market, i.e., “Valdibella al naturale” (Valdibella agricultural cooperative, Camporeale, PA, Italy), hereinafter also referred to as the “commercial product”. The commercial beverage had a concentration of 8% and, at the time of the tests MFP1 and MGP1, had been packaged in Tetra Pak® - Tetra Brik® Aseptic about 1 month before and showed an expiration date after about 9 months. The commercial product was manufactured with organic almonds from the typical Sicilian (Italy), varieties Tuono, Genco, Supernova, Pizzuta and Fascionello, few of which were characterized with regards to the phenolic content, fatty acids, proteins and volatiles [4]. The commercial product was manufactured based only on almonds cream from skinless kernels and water, according to a patented procedure (text in Italian only) [49]. The analytical figures derived for the commercial product were normalized according to the ratio of the concentration used in tests MFP1 and MGP1 to that of the commercial product, i.e., each level was multiplied by the factor 7.4/8.0 = 0.925. Finally, the comparison among the samples collected from the experimental tests and the commercial product was only aimed at a preliminary check of the compliance of the experimental products with a high-end market standard, while too many uncertainties remain about the commercial product, including the almond varieties actually used, the respective harvesting season, and the details of the manufacturing process, for a deeper investigation.
Tests MGP2 (from the same batch of almond seeds of test MGP1) and MGP3 were performed at higher concentration (27.2% and 18%, respectively), aimed both at showing the possibility of obtaining concentrated extracts than could be subsequently diluted to create beverages suitable for the market, and, with test MGP3, to verify the possibility of extracting whole coarsely ground almond seeds, the latter in turn with the double purpose of avoiding the peeling step before the extraction and exploiting the bioactive properties of almond skins.
3.2. Sampling and Microbiological, Nutritional, Total Polyphenols and Antiradical Activity Analyses
Table 3 shows the types of analyses performed for each extraction test and the high-end commercial almond beverage. Storage issues with samples MGP2, except those collected for the assessment of polyphenols and antiradical activity, prevented the respective microbiological and nutritional analyses.
3.2.1. Sampling
For test MFP1, the aqueous extracts were sampled at the temperatures of 40°C, 47°C, 58°C, 68°C, and 74°C. For test MGP1, the aqueous extracts were sampled at the temperatures of 40°C, 47°C, 58°C, 68°C, 78°C, and 86°C. After filtering with a 200 μm sieve (stainless steel mesh), three samples were collected at each point in sterile bottles, each 500 mL in volume. The sterile bottles were stored at −20°C until analysis. For tests MGP2 and MGP3, the aqueous extracts were sampled only at the end of the process, at the temperature of 82°C. The commercial beverage was also sampled in the same way. For test MGP3, three further samples, each one in a Falcon test tube of volume 50 mL, were collected at the end of the process without filtration (integral extract), aimed at the assessment of the mass balance. Moreover, 0.5 kg of all raw materials used in the extraction tests were preserved for further analyses.
3.2.2. Microbiological, nutritional and vitamin analyses
Microbiological, nutritional and vitamin analyses were performed by laboratories accredited by Accredia, The Italian Accreditation Body (https://www.accredia.it/en/; laboratory No. 0069 L and laboratory No. 0792l), complying with standards UNI CEI EN ISO/IEC 17025 and ISO 9001.
The colony count of total microorganisms at 30°C was measured according to UNI EN 12822:2000 (https://store.uni.com/en/uni-en-iso-4833-1-2013); the concentration of yeasts and molds were measured according to UNI EN 21527-1:2008 (https://store.uni.com/en/iso-21527-1-2008).
Each nutritional quantity was analyzed according to a specific method:
- Energy level: EU Regulation No. 1169/2011 of the European Parliament and of the Council of 25 October 2011 on the provision of food information to consumers (https://eur-lex.europa.eu/eli/reg/2011/1169/ojv);
- Total and unsaturated fat: Istisan report No. 1996/34 “Methods of analysis for the chemical control of foods”, pages 39 and 47, respectively (https://www.iss.it/en/rapporti-istisan);
- Total carbohydrates and sugar: Italian Ministerial Decree 03 February 1989 (https://www.gazzettaufficiale.it/eli/id/1989/07/20/089A3049/sg);
- Protein: Istisan report No. 1996/34 “Methods of analysis for the chemical control of foods”, page 17 (https://www.iss.it/en/rapporti-istisan);
- Fiber: Istisan report No. 1996/34 “Methods of analysis for the chemical control of foods”, page 73 (https://www.iss.it/en/rapporti-istisan);
- Vitamin B2 and vitamin PP: AOAC 2015.14-2015 (http://www.aoacofficialmethod.org/index.php?main_page=product_info&cPath=1&products_id=2990);
- Vitamin E: UNI EN 12822:2000 (https://store.uni.com/en/uni-en-12822-2000).
3.2.3. Total Polyphenols and Antiradical Activity
The total phenolic content (TPC) was determined, by the Folin-Ciocalteau method [50], modified according to the AOAC SMPR 2015.009 (https://www.aoac.org/resources/smpr-2015-009/), using gallic acid (Sigma-Aldrich) as standard. The analyses were performed in triplicate. However, it is anticipated that the recovery and quantification of polyphenols from raw almond materials during laboratory analysis is critically dependent on the details of the method and could be affected by greater systematic uncertainties than declared [31], an issue that does not affect the analysis of clear aqueous extracts.
The antiradical activity was performed according to [51]. DPPH (2,2-diphenyl-1-picrylhydrazyl) (Sigma-Aldrich) is a stable radical that can be reduced by reaction with an antiradical hydrogen-donor compound. A spectrophotometer (Beckman DU 640) is used to measure this colorimetric reaction at 517 nm, when the color of the DPPH radical changes from violet to yellow. The methanolic extracts were diluted at different proportion to find I50, that is concentration at which 50% of initial absorbance value of sample with added DPPH, is obtained. In order to determine the absorbance at 517 nm, 1 mL of diluted extract was added to 1 mL of methanol DPPH solution (63 M), mixed, and measured right away. After 20 minutes, the absorbance was tested again. A decrease of 50 % of the initial DPPH concentration is referred to as IC50, which is the inhibition concentration by 50 % of DPPH.
For each extract the IC50 was calculated with the following formula:
where As is the initial absorbance of the sample extract in DPPH solution (t = 0) and Ax is the absorbance of the same sample after 20 minutes. At least 4 different concentrations of the extracts were used to determinate the IC50. The analyses were performed in triplicates.
% inhibition = [100-(Ax/As)]⋅100,
3.2.4. Potential levels
Based on nutritional and TPC levels measured for raw materials, rough estimates of the respective potential levels in the aqueous extracts were computed, calculating the total amount of each relevant quantity (concentration multiplied by mass of the raw material) and dividing the result by the volume of water used in the extraction tests. Potential levels were used for a preliminary assessment of the extraction yield of each considered relevant quantity. However, the reliability of potential levels for polyphenols, being based on the levels measured for raw skinless kernels or whole seeds, is put into question for the same reasons expressed in Section 3.2.3.
3.3. Mass balance
The integral extract (without filtration), collected at the end of the test in three Falcon test tubes, each of volume 50 mL, was preserved at –20°C until analysis, then thawed at room temperature and centrifuged at 9980 g for 1 hour at 15°C (ALC multispeed refrigerate centrifuge mod PK131R), to obtain a solid fraction (pellet), and an aqueous fraction containing smaller particles (supernatant). Centrifugation time longer than 1 h did not increase the sedimentation rate of small particles, which remained as suspension in the supernatant. Pellet and supernatant were dried in oven (Type M40-VN, MPM Instruments S.r.l., Bernareggio, Italy) at 70 °C until constant weight (almost 4 days). The analysis was performed in triplicate.
4. Results
4.1. Processes and Energy Consumption
Figure 2 shows the processes in terms of time, temperature and specific energy consumption (assessed as the energy consumption per liter of water), including sampling points.
Based on the comparison of tests MGP1, MGP2 and MGP3, it is also notable that the specific energy consumption is not practically sensitive to the raw material concentration, thus, since the dilution step would not add relevant energy consumption, the production of concentrated extracts in operational environments would be effective for energy saving.
4.2. Microbiological Stability
Figure 3 summarizes the results of the microbiological analyses at time zero and after preservation for 7 days at the temperature of 4°C in sterile bottles (shelf life), limited to the colony count of microorganisms at 30°C (hereinafter also referred to as “microorganisms”). The concentrations of yeasts and molds (not shown) were very low, and in any case below the limit of detection of 9 UFC/g in the samples collected at process temperature of 68°C or higher, both at time zero and at shelf life, while in the commercial product the concentration of yeasts was below the limit of detection at time zero and 27 (7-110) UFC/g at shelf life. The results for tests MFP1 and MGP1 are compared with the commercial product (red lines).
Almond kernel flour used in MFP1 and fine grain used in MGP1 had counts of microorganisms at the level of 104 (2.2⋅103 to 4.6⋅104 CFU/g) and 2.5⋅104 CFU/g (range 5.6⋅103 to 1.1⋅105 CFU/g), respectively, while coarse grain of whole almonds was at the level of just 3.5⋅102 CFU/g (range 2.5⋅102 to 4.9⋅102 CFU/g).
For extracts collected from tests MFP1 and MGP1, the counts of microorganisms were never significantly higher than that of the commercial products, both at time zero and at shelf life, when the count of microorganisms for the commercial product increased by about 1.8 logs compared to time zero. For extracts collected from tests MFP1 and MGP1, the count of microorganisms decreased with the process temperature at the sampling point, in particular monotonically with temperature for test MFP1 at shelf life, reaching a level significantly lower than the commercial products for the sample collected at 74°C, almost identical to the level measured at time zero (on average 1,800 CFU/g). For test MGP1, a remarkable decrease of the count of microorganisms occurs at the sampling temperature of 78°C, which is especially visible at the shelf life, when count levels fell below that of the commercial product (about 4⋅104 CFU/g compared with about 2⋅105 CFU/g, although with large uncertainties).
For test MGP3, the count of microorganisms in the extract at 82°C at time zero was at the level of just 41 CFU/g (range 30 to 56 CFU/g), reflecting the very low contamination level in the raw material.
4.3. Nutritional Levels
4.3.1. Tests MFP1 and MGP1
Figure 4 summarizes the results of the nutritional analyses at time zero for test MFP1, compared with the potential levels (green lines) and the levels measured for the commercial product (red lines).
Figure 5 summarizes the results of the nutritional analyses at time zero for test MGP1, compared with the potential levels (green lines) and the levels measured for the commercial product (red lines).
Energy levels increased with time and temperatures for both tests MFP1 and MGP1, however, with a more definite trend for test MGP1, where they eventually reached the potential level and the level of the commercial product, which were practically indistinguishable. Since fat represent by far the greatest macronutrient of almonds, as measured in the raw materials, it is not surprising that the fat levels followed the same trend as the energy levels, reaching the potential levels and the level of the commercial product at the end of the processes. Levels of the saturated fat were very low and practically the same at the end of the processes.
The concentration of carbohydrates both in the MFP1 and MGP1 extracts remained approximately constant across time and temperature, on average close to 80% of both the level observed for the commercial product and the potential level. The concentration of sugars is not shown due to very high uncertainties, however, the only sugar above the level of detection (0.10%) was sucrose, which remained practically constant in all the samples (in the test MGP1, starting from the sample collected at the temperature of 47°C).
The protein concentration for the test MFP1 remained practically constant from the first collected sample, indistinguishable from the level observed for the commercial product and approximately 75% of the potential level. The protein concentration level for test MGP1 increased slightly over time, eventually reaching at the end of the process 80% and 65% of the level of the commercial product and the potential level, respectively.
The concentration of fibers in the samples from both the tests MFP1 and MGP1 remained almost constant, in particular starting from the samples collected at the temperature of 58°C, on much lower levels (between 18% and 25%) than in the commercial product, however strictly matching the respective potential levels.
4.3.2. Test MGP3
Table 4 summarizes the results of the nutritional analyses at time zero for test MGP3, namely for its only sample collected at the end of the process at the temperature of 82°C. The potential levels are also shown.
Extraction yields for all the nutritional quantities were substantially lower, on average half, than for test MGP1 at comparable temperatures, with the exception of proteins (extraction yield of 58% against 65%). The extraction yield for fibers was particularly low, about 20%.
4.4. Total Polyphenol Content and Antiradical Actvity
4.4.1. TPC in tests MFP1 and MGP1
Figure 6 summarizes the results of the TPC analyses for tests MFP1 and MGP1, which are compared with the potential levels (green lines) and the commercial product (red lines).
In the samples collected during test MFP1, TPC was about 55% of the level found in the commercial product up to the sample collected at the temperature of 58°C, then increased up to 60% at 68°C and 74°C. This is not surprising, due to the low potential level (14±4 mg/kg) derived from the analysis of the raw material, which had a TPC of 172±43 mg/kg, well below the range of 640-710 mg/kg observed for most almond skinless kernels [31].
In the test MGP1, the potential level was much higher than in test MFP1, due to the TPC in the raw material at the level of 990±250 mg/kg, which lies above the range of 640-710 mg/kg observed for most almond skinless kernels [31]. In the respective collected samples, TPC increased to 63% and 73% of the potential level and the level in the commercial product, respectively, in the sample collected at the temperature of 68°C, close to the potential level at the temperature of 78%, then exceeded the potential level by 1.8 times and the commercial product by 1.5 times in the last sample collected at the temperature of 86°C.
TPC levels were measured also at shelf life (preservation for 7 days at the temperature of 4°C). No changes occurred in any levels, either in the commercial product or in the test samples, except a reduction of TPC in the sample collected from test MGP1 at the temperature of 86°C, down by 23% of the initial level but still about 8% higher than in the commercial product, from which it was practically indistinguishable.
4.4.2. TPC and antiradical activity in tests MGP2 and MGP3
Table 5 summarizes the results of the TPC analyses for the samples collected at the end of the tests MGP2 and MGP3, along with the respective potential levels and the IC50 level for the antiradical activity of the aqueous extracts, assessed according to the DPPH essay.
Quite surprisingly, test MGP3 showed a substantially higher extraction yield of polyphenols, despite it was based on whole almond seeds in the form of coarsely ground seeds as raw material, thus in principle harder to extract by means of hydrodynamic cavitation processes. Although the measurements of TPC on the samples from tests MGP2 and MGP3 were performed by a different laboratory than the one that performed the analyses on samples from tests MFP1 and MGP1, and the higher potential levels might suggest more reliable figures, a systematic error might not be excluded, as explained in Section 5.
The IC50 level was intrinsically more reliable because it did not imply the extraction of polyphenols, and showed interesting and surprising results. In fact, in test MGP3 it was almost 35% lower than in test MGP2, thus showing a substantially higher antiradical activity despite a lower concentration of the raw biomass in the processed mix (18% against 27.2%). A hypothesis that might explain this experimental evidence is advanced in Section 5.
4.5. Vitamins
Figure 7 summarizes the results of the analyses of vitamin B2 (Riboflavin), vitamin PP (Niacin + Niacinamide), and vitamin E, for samples of the extracts from tests MFP1 and MGP1, which are compared with the potential levels (green lines) and the commercial product (red lines).
The concentration of vitamin B2 in both extracts matched the level observed for the commercial product already from the first sample extracted at 40°C, remaining around the same level until the end of the process. Vitamin B2 was below the detection level in both the raw materials.
The concentration of vitamin PP in test MFP1 increased during the process up to about 60% of the level found in the commercial product for the sample collected at the temperature of 74°C. For test MGP1, the concentration of vitamin PP increased more regularly, up to a level close to that of the commercial product at the temperature of 78°C and practically indistinguishable from it at the temperature of 86°C. The potential levels were much lower than the observed levels.
The measurements of the concentration of vitamin E were affected by large errors, thus little can be said about the trends. However, the samples collected in both tests MFP1 and MGP1 starting at the temperature of 74°C showed concentration levels definitely above the detection level of 10 mg/kg and reaching about 14 mg/kg, thus suggesting the occurrence of its extraction. In the commercial product, vitamin E was below the level of detection.
4.6. Mass balance for test MGP3
Mass balance analysis was performed on the sample collected at the end of test MGP3 at the temperature of 82°C. Table 6 summarizes the results.
As a proof of consistency, it can be noticed that the total dry biomass content (8.73 g) accurately represents the content of the original raw material (concentration of 18%), as shown by the dry to fresh biomass ratio of 18.5%.
In an adequately clarified extract of whole almond seeds in the form of coarsely ground grain, i.e., the supernatant in the mass balance assessment shown in Table 6, more than 27% of the original dry biomass is transferred to the aqueous extract (2.38 g out of 8.73 g of dry biomass), while about 72% of the original dry biomass turns into dry pellet, i.e., the dry residue of the process (6.29 g out of 8.73 g). Such pellet has a moisture content of about 74% (6.29 g of dry biomass out of 24 g of fresh biomass), which could be reduced at the filtration/separation step in operational environments, thus increasing the mass yield of the clarified extract.
5. Discussion
This study provided the first evidence of the feasibility and potential advantages of a HC-based extraction system as a single-unit operation with industrial perspectives, for the production of almond beverages and concentrated aqueous extracts, both from skinless kernels and whole seeds.
Based on the results presented in Section 4.2, HC processes allowed achieving microbiological stability at much lower temperature levels in comparison to conventional heat treatments, such as UHT, as shown also by means of the comparison with a commercial high-end product that undergone UHT treatment. A peak temperature level of 74°C was found to be sufficient to ensure a total count of microorganisms in the shelf-life analysis below that observed for the commercial product, as well as the absence of molds and yeasts also at shelf life (preservation for 7 days at 4°C). The microbiologic stability of the last sample collected at 74°C from test MFP1 was surprising, showing a count of microorganisms at shelf life even lower than at time zero and suggesting that microorganism cells were no longer viable.
In principle, this achievement would allow for higher protection to thermolabile compounds, as well as for avoiding the sterilization step in the industrial production chain, with consequent important savings in energy consumption. Moreover, the use of whole almond seeds in test MGP3, with a count of microorganisms in the raw material much lower than in the other raw materials, allowed the production of an extract practically free of microorganisms. This was likely to the long-known properties of the almond kernel skin, which represents a protective layer preventing from the oxidation and microbial contamination of the kernel [4].
Based on the results presented in Section 4.4.1, the substantial retention of the TPC level in the tests MFP1 and MGP1 (almond concentration of 7.4%) after preservation during 7 days at 4°C (at shelf life) suggested the effective inactivation of the polyphenol oxidase enzymes during the process, as observed with HC-based treatment of blueberries [52], and sugarcane juice [53], thus contributing to the stability of the product. Rancidification can be an important issue for a food, like almonds and derived products, which are rich also in polyunsaturated fatty acids [1]. While not measured objectively, no visual or olfactive sign of rancidification emerged at shelf life for the samples collected at peak temperatures during the tests, possibly suggesting an effective inactivation of the lipoxygenase enzymes, which was observed in the case of other emerging food treatment methods [30].
Overall, the results about the microbiological stability of HC-derived products represent an original achievement of this study, as well as the foundation for all the other results.
Based on the results presented in Section 4.3.1, the evolution of the energy levels in the tests MFP1 and MGP1 closely followed the fats concentration, which is consistent because fat dominated over the other nutritional quantities. Potential fats levels and their levels in the commercial product were indistinguishable. Fats were extracted very fast in MFP1, so much that their level after less than 20 min, at the temperature of 40°C, was more than 70% the potential level, after which it barely changed until 68°C, then increasing towards the potential level. The larger size of almond kernel grains used in test MGP1 likely delayed the extraction of fats (55% after less than 20 min at 40°C), however, in that case the kinetics of extraction was much more regular up to 78°C, then suddenly accelerated to bring the fats concentration exactly at the potential level. The saturated fraction of fats followed approximately the same evolution as total fats, matching the potential level, along with the corresponding level of the commercial product (about 8.5% of the total fat content), at the same time and temperature.
About 2 h of process time and a peak temperature of 86°C were necessary for the complete extraction of fats. Further research will be needed to investigate the relative importance of time and temperature for the extraction of fats and optimize the process, however, based on the obtained results, higher initial temperatures, for example following heat recovery at the end of the process, could not affect substantially the extraction of fats, provided that the peak temperature will reach at least the level of about 80°C.
The retention of the original partition of the fats into the saturated and the unsaturated fraction appears as a major achievement, since unsaturated fatty acids, among other constituents of almond seeds, were attributed major health effects, such as decreasing blood lipid concentrations and neuroprotection [20].
The concentration of carbohydrates in the raw almond materials was about ten times lower than fats, thus these macronutrients had little relevance to the composition of the obtained extracts. However, it is worth noticing that their extraction, along with the sugar fraction, was quite fast and practically indistinguishable from the potential level starting at the temperature of 58°C.
The extraction rate trends of proteins in tests MFP1 and MGP1 closely resembled those of fats, showing very fast extraction with almond kernel flour and slightly slower with fine grains, however eventually converging around the level of the commercial product, at about 65% of the potential level. A hypothesis for such incomplete extraction rate could be advanced, about a dynamical balance between the extraction and degradation rate of the proteins, both caused by the HC processes. Such hypothesis is supported by previous research, which showed that partial heat-induced almond protein denaturation occurs already at temperatures between 45°C and 55°C and at an accelerated pace above 65-75°C, while such proteins, although water soluble and thus in principle easily extractable by HC processes, are embedded in oleosins surrounding the oil droplets, making them harder to extract [54]. The matching of the obtained protein concentration levels with the commercial product also appears to support the above hypothesis, which might represent a general limitation in the production of almond beverages. However, further research on this topic is necessary, also following recent findings and recommendations [55].
Finally, fibers were quickly extracted and, starting at the temperature of 58°C, their concentrations strictly matched the potential levels for both test MFP1 and test MGP1, however more than three times lower than the commercial product. The origin of the substantially higher concentration of fibers available in the commercial product remains uncertain, also because the respective nutritional facts label shows an average level of about 0.8%, which matches the levels observed for both tests MFP1 and MGP1. A cause for this large difference might be a greater content of fibers in the raw material used to manufacture the commercial product, along with the retention in the beverage of the entire content of almonds cream, which seems to emerge from the relevant patent [49]. However, based on the complete extraction of the fibers in the performed experiments, little option is left for increasing their content in the obtained beverages, unless using specific additives or using other almond varieties.
Overall, with concentrations of almond skinless kernels material, in the form of flour (<1 mm in size) and fine grain (1-2 mm in size), typical of commercial almond beverages, the single-unit operation HC processing was shown to produce extracts that are both microbiologically stable and endowed with practically all the nutritional properties of the raw material, although some improvements could be tried for the extraction of proteins. Based on data shown in Section 4.1, the entire process from the mixture of water at room temperature and almond material to the output of the extract ready for filtration and packaging, would last between about 100 and 120 min, and specific energy consumption between about 60 Wh/L and 100 Wh/L. Both process time and specific energy consumption could be further reduced, for example starting the processes at higher temperatures following heat recovery in the cooling step of the end product, which is an ordinary step in operational environments.
Based on the results presented in Section 4.3.2, the extraction rates for test MGP3, using a concentrated mixture (18%) with whole almond seeds in the form of coarse grains (about 3-5 mm in size), were on average half of those achieved for the test MGP1 at comparable temperatures. The limiting factors might be either the coarser size, which took more time to HC processes for grinding and pulverization and left less time for extraction, or the protection offered by the skin to the extraction of substances embedded in the kernel, or the higher concentration of the almond raw material itself, which limited the frequency of interactions of material particles with pressure shockwaves and mechanical jets generated at the collapse of the cavitation bubbles, or the combination of all the above factors. However, it is noticeable that the extraction rate of proteins in test MGP3 was only slightly lower than in test MGP1, which supports the above hypothesis about the complex extraction/denaturation kinetics, i.e., late extraction of proteins in MGP3 might have limited their denaturation. Further experiments and theoretical research are recommended on this topic, for example to investigate the effects on the extraction rate of nutritional substances of isothermal steps, especially at temperatures below the above-mentioned threshold for protein denaturation (45-55°C) [54], or using reactors able to generate more aggressive and effective cavitation regimes [22].
On the sensorial side, beyond the subjective judgment of the authors about the good taste of both the beverage-like extracts (tests MFP1 and MGP1) and the concentrated extract (test MGP3), the retention of the kernel skin in the latter did not alter too much the usual creamy white color that consumers are used to, as shown in Figure 8.
Overall, the possibility of generating high concentration aqueous extracts from whole almond seeds, ready for further dilution and production of almond beverages, by means of HC-based processes as a single-unit operation, was successfully demonstrated, which is another original result of this study. The obtained extract was practically free of microbial contamination, although endowed with about half of the potential nutritional properties, which will need further research and process optimization.
On the sustainability side, based on Figure 2(b), the consumption of specific energy of about 100 Wh/L at the end of the test MGP3 (concentration of 18%) would translate, after dilution, in a specific energy consumption for the almond beverage (concentration around 8%) of 50 Wh/L or even lower.
Finally, the critical gelation temperature, estimated at 87.5°C, while representing an upper limit for the production of acceptable almond beverages or concentrated extracts ready for dilution, also by means of HC-based processes, might offer the chance to generate new products by means of the same HC processes, such as almond tofu or cheese, which require higher concentrations of raw almond material than used for the manufacturing of commercial beverages [54].
The analyses performed on micronutrients extracted in the aqueous phase offer further elements to assess the performance of the HC-based processing system and the nutraceutical quality of the products.
Based on the results presented in Section 4.5, the HC-based extraction of vitamin B2 was extremely was fast and effective, so much that the concentration levels for both tests MFP1 and MGP1 matched the respective level in the commercial product already in the samples extracted at the temperature of 40°C. The extraction rate of vitamin PP was quite fast, too, with levels close to the commercial product at 58°C and matching it in test MGP1 at the temperatures of 78°C and 86°C. Such efficient HC-driven extraction was not surprising, due to the well-known high water-solubility of vitamins B2 and PP. However, the respective potential levels were much lower, possibly due to laboratory issues in the extraction of those vitamins from the respective raw materials.
Contrary to the other considered vitamins, vitamin E is fat soluble and in principle harder to extract in water only. However, although delayed, its concentration in samples collected from tests MFP1 and MGP1 eventually exceeded the detection limit at the temperatures of 74°C and 78°C, respectively. Considering also the well-known heat sensitivity of vitamin E and its degradation beginning already at 40°C, which stimulated the search for nonthermal processing techniques aimed at the preservation in foods of that essential micronutrient [56], a hypothesis similar to the one presented for proteins can be advanced. In particular, a dynamical balance might occur between the extraction rate, hindered by the lipophilic nature of vitamin E, and the degradation rate of the proteins, which might be partially corroborated by the late extraction and higher levels achieved in test MGP1, likely due to higher process temperatures, as well as by the slight decrease of its concentration in test MGP1 from 78°C to 86°C. Due to the relevance of vitamin E for human health, further experimental and theoretical research on this topic is recommended.
Based on the results presented in Section 4.4.1, the TPC levels in tests MFP1 and MGP1 were practically indistinguishable already in the first sample collected at the temperature of 40°C, and no further change occurred up to the temperature of 74°C in test MFP1 and 68°C in test MGP1, with levels in the range 50 to 60 mg/kg. The extraction rate accelerated in test MGP1 at 78°C and even more at 86°C, extracting about 60% of TPC in in the temperature range 68 to 86°C. The bimodal structure of the extraction rate, i.e., fast at the beginning of the processes, up to 40°C, later insignificant up to 68°C, and accelerating from 68°C to 86°C, is likely to reflect the complex composition of polyphenols of almond kernels, few tenths of which were identified and characterized [57]. The extraction rate of those polyphenols from almond kernels, thus their identification and quantification, was found to be remarkably dependent on the extraction method, such as the used solvent, temperature, etc. [31,57], hence the complex pattern of the extraction rate emerging from the tests MFP1 and MGP1. These considerations, already introduced in Section 3.2.3, are also likely to explain the very low potential level found in test MFP1, as shown in Figure 6(a), and the TPC level at the end of test MGP1 exceeding by 1.75 times the respective potential level (and by 1.6 times the level found in the commercial product), as shown in Figure 6(b). In the performed experiments, HC processes showed much greater effectivity in the extraction of polyphenols from almond skinless kernels than the specific laboratory method, as well as than the specific industrial manufacturing processes of almond beverages, even using fine grains instead of flour or almonds cream as the raw material.
Based on the results presented in Section 4.4.2 and Table 5, while the TPC potential levels might have been affected by the issues pointed out in Section 3.2.3 and will not be further considered along with the extraction yields, the TPC average levels in the samples collected at the end of the tests MGP2 (concentration of almond skinless kernels in the form of fine grain of 27.2%) and MGP3 (concentration of almond whole seeds in the form of coarse grain of 18%), at the same temperature of 82°C, showed a ratio of 1.37, while the ratio of concentrations was 1.51. This evidence suggests either that the extraction rate in test MGP3 was higher than in test MGP2, or that almond whole seeds contained higher TPC.
More important, the IC50 level of the DPPH antiradical activity in test MGP3 was 65% of the IC50 level found in test MGP2, reflecting a substantially higher antiradical activity of the sample collected from test MGP3, despite lower concentration of almond material and limited extraction yields for most of nutritional quantities. It has been known since long that almond skin, beyond representing a protective layer that prevents from the oxidation and microbial contamination of the kernel [4], is particularly rich in polyphenols and other bioactive compounds with remarkable antiradical activity [19,58], as well as antimicrobial and antiviral [4,59,60], which prompted further studies aimed at exploiting the potential of almond skin as a byproduct of the peeling step of almond seeds [32]. These properties of the almond kernel skin are the most likely candidates to explain the substantial superiority of the antiradical activity of the aqueous extract from whole almond seeds.
Overall, the extraction of bioactive micronutrients by means of HC processes, both the main vitamins and polyphenols available in almond kernels, was successfully demonstrated. Based also on previous and extensive evidence, especially concerning the HC-based extraction of polyphenols [61], this topic appears quite consolidated. However, the findings about the bimodal extraction rate of polyphenols (higher extraction rates early in the process at room temperature and later at relatively high temperatures), the effective extraction of polyphenols from whole almond seeds, in turn resulting in a substantially higher level of antiradical activity compared to the extract obtained from almond skinless kernels, and the effective extraction of vitamin E, along with the hypothesis on the related mechanisms, represent further original results of this study. Future research could aim to investigate especially the topic of antiradical activity, which brings an important contribution to the healthy properties of the product, including more biologically-relevant essays than the DPPH.
Finally, the mass balance information about test MGP3, provided in Section 4.6, can be economically relevant, both to derive the potential mass yield of clarified extracts, i.e., almond beverages or concentrated extracts ready for dilution, and because the pellet could be reused as a filler for food or feed products, possibly still endowed with a residual content of insoluble fibers and proteins, or conveyed to biodigesters for energy generation. Further research is suggested about the analysis of the pellet resulting as a byproduct from HC-based processing of almond raw materials.
This study was affected by some important limitations, which are listed and shortly discussed below.
The design of experiments was not optimized due to limitations in the availability of the raw material and other resources; the authors tried to extract as much of information as possible from the tests performed, and are planning more structured experiments. This study did not investigate the rheological properties of the aqueous almond extracts obtained via hydrodynamic cavitation, which are fundamental to the physical stability (for example, sedimentation and phase separation) and acceptability of the products [1,54,62], while, based on previous research, it can be only hypothesized that HC processes help creating stable nanoemulsions, allowing to overcome the above-mentioned physical stability issues even without any further additives [36].
As well, this study neither investigated the effectivity of the extraction of amino acids, which have primary relevance to the nutritional quality of any food including almonds [63], nor the presence and activity of almond-derived allergenic compounds in the aqueous extracts, which can represent an important issue [64].
Further research is recommended on all the above discussed topics, which were not investigated in this study.
6. Conclusions
Single-unit operation, hydrodynamic cavitation-based processing of almond skinless kernels or whole seeds showed potential advantages over conventional techniques in the production of almond beverages or concentrated aqueous extracts. A single process was able to deal with any type of almond materials, i.e., skinless kernels in the form of flour or fine grain, and whole almond seeds, including the skin and in the form of coarse grain, to produce microbiologically stable extracts, to extract effectively most of macronutrients, yet still with limitations in the case of whole seeds, and to extract very effectively all the most important bioactive micronutrients, with special advantages in the case of whole seeds, likely due to the bioactive properties of the almond kernel skin. Moreover, the nutritional composition of the extracts generally complied with those of a high-end organic commercial product, while showing comparable or better microbiological stability and generally superior availability of bioactive micronutrients.
The proposed method, which is straightforwardly scalable to any production capacity, would allow replacing with a single operation the entire processing chain used in conventional manufacturing methods for almond beverages, including roasting (optional), soaking in water, blanching and peeling, wet milling, the addition of stabilizers (optional), homogenization, and sterilization. As well, the proposed method would allow an advantageous processing of whole almond seeds, also reducing the environmental burden due to the removal and disposal of almond kernel skin. All the available figures, including process time, specific energy consumption and mass balance, were provided, in order to allow for meaningful comparisons with other techniques, either well-established or emerging ones.
Author Contributions
Conceptualization, Lorenzo Albanese, Francesco Meneguzzo and Federica Zabini; Formal analysis, Cecilia Faraloni, Graziella Chini Zittelli and Francesco Meneguzzo; Funding acquisition, Francesco Meneguzzo and Luca Tagliavento; Investigation, Cecilia Faraloni, Lorenzo Albanese, Graziella Chini Zittelli and Francesco Meneguzzo; Methodology, Francesco Meneguzzo; Project administration, Francesco Meneguzzo; Resources, Luca Tagliavento; Supervision, Francesco Meneguzzo and Federica Zabini; Validation, Francesco Meneguzzo; Visualization, Francesco Meneguzzo; Writing – original draft, Cecilia Faraloni, Graziella Chini Zittelli, Francesco Meneguzzo, Luca Tagliavento and Federica Zabini; Writing – review & editing, Francesco Meneguzzo, Luca Tagliavento and Federica Zabini.
Funding
This research received no external funding.
Data Availability Statement
Data will be available from the corresponding author upon request.
Acknowledgments
Dr. Claudio Papa and Dr. Silvano Papa (Dolceamaro S.r.l.) are gratefully acknowledged for the generous donation of the almond raw materials used in the experiments. The authors are extremely grateful to Dr. Mauro Centritto (CNR-IPSP) for his continuous support and advice. We warmly thank Dr. Francesco Centritto (CNR-IBE) for his assistance in the experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bocker, R.; Silva, E.K. Innovative Technologies for Manufacturing Plant-Based Non-Dairy Alternative Milk and Their Impact on Nutritional, Sensory and Safety Aspects. Future Foods 2022, 5, 100098. [Google Scholar] [CrossRef]
- Sethi, S.; Tyagi, S.K.; Anurag, R.K. Plant-Based Milk Alternatives an Emerging Segment of Functional Beverages: A Review. J Food Sci Technol 2016, 53, 3408–3423. [Google Scholar] [CrossRef]
- Jeske, S.; Zannini, E.; Arendt, E.K. Past, Present and Future: The Strength of Plant-Based Dairy Substitutes Based on Gluten-Free Raw Materials. Food Research International 2018, 110, 42–51. [Google Scholar] [CrossRef]
- Barral-Martinez, M.; Fraga-Corral, M.; Garcia-Perez, P.; Simal-Gandara, J.; Prieto, M.A. Almond By-Products: Valorization for Sustainability and Competitiveness of the Industry. Foods 2021, 10, 1793. [Google Scholar] [CrossRef]
- Valencia-Flores, D.C.; Hernández-Herrero, M.; Guamis, B.; Ferragut, V. Comparing the Effects of Ultra-High-Pressure Homogenization and Conventional Thermal Treatments on the Microbiological, Physical, and Chemical Quality of Almond Beverages. J Food Sci 2013, 78. [Google Scholar] [CrossRef]
- Maghsoudlou, Y.; Alami, M.; Mashkour, M.; Shahraki, M.H. Optimization of Ultrasound-Assisted Stabilization and Formulation of Almond Milk. J Food Process Preserv 2016, 40, 828–839. [Google Scholar] [CrossRef]
- Sanahuja, A.B.; Pérez, S.E.M.; Teruel, N.G.; García, A.V.; Moya, M.S.P. Variability of Chemical Profile in Almonds (Prunus Dulcis) of Different Cultivars and Origins. Foods 2021, 10, 153. [Google Scholar] [CrossRef]
- Chalupa-Krebzdak, S.; Long, C.J.; Bohrer, B.M. Nutrient Density and Nutritional Value of Milk and Plant-Based Milk Alternatives. International Dairy Journal 87 2018, 87, 84–92. [Google Scholar] [CrossRef]
- Ozcan, M. A Review on Some Properties of Almond: Impact of Processing, Fatty Acids, Polyphenols, Nutrients, Bioactive Properties, and Health Aspects. J Food Sci Technol 2022. [Google Scholar] [CrossRef]
- Barreca, D.; Nabavi, S.M.; Sureda, A.; Rasekhian, M.; Raciti, R.; Sanches Silva, A.; Annunziata, G.; Arnone, A.; Tenore, G.C.; Süntar, I.; et al. Almonds (Prunus Dulcis Mill. D. A. Webb): A Source of Nutrients and Health-Promoting Compounds. Nutrients 2020, 12, 672. [Google Scholar] [CrossRef]
- Jenkins, D.J.A.; Kendall, C.W.C.; Josse, A.R.; Salvatore, S.; Brighenti, F.; Augustin, L.S.A.; Ellis, P.R.; Vidgen, E.; Rao, A.V. Almonds Decrease Postprandial Glycemia, Insulinemia, and Oxidative Damage in Healthy Individuals. J. Nutr 2006, 136, 2987–2992. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Hwang, H.J.; Kim, H.S.; Park, H. Time and Intervention Effects of Daily Almond Intake on the Changes of Lipid Profile and Body Composition Among Free-Living Healthy Adults. J Med Food 2018, 21, 340–347. [Google Scholar] [CrossRef] [PubMed]
- Holscher, H.D.; Taylor, A.M.; Swanson, K.S.; Novotny, J.A.; Baer, D.J.; Novotny@ars, J.U.; Gov, J.A.N.; Baer@ars, D.U.; Gov, D.J.B. Almond Consumption and Processing Affects the Composition of the Gastrointestinal Microbiota of Healthy Adult Men and Women: A Randomized Controlled Trial. Nutrients 2018, 10, 126. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.-Y.O.; Holbrook, M.; Duess, M.-A.; Dohadwala, M.M.; Hamburg, N.M.; Asztalos, B.F.; Milbury, P.E.; Blumberg, J.B.; Vita, J.A.; Mayer, J. Effect of Almond Consumption on Vascular Function in Patients with Coronary Artery Disease: A Randomized, Controlled, Cross-over Trial. Nutr J 2015, 14, 61. [Google Scholar] [CrossRef] [PubMed]
- Jenkins, D.J.A.; Kendall, C.W.C.; Marchie, ; Augustine; Parker, T.L.; Connelly, P.W.; Qian, W.; Haight, J.S.; Faulkner, D.; Vidgen, R.; E.; Lapsley, K.G.; et al. Dose Response of Almonds on Coronary Heart Disease Risk Factors: Blood Lipids, Oxidized Low-Density Lipoproteins, Lipoprotein(a), Homocysteine, and Pulmonary Nitric Oxide A Randomized, Controlled, Crossover Trial. Circulation 2002. [CrossRef]
- Li, S.C.; Liu, Y.H.; Liu, J.F.; Chang, W.H.; Chen, C.M.; Chen, C.Y.O. Almond Consumption Improved Glycemic Control and Lipid Profiles in Patients with Type 2 Diabetes Mellitus. Metabolism 2011, 60, 474–479. [Google Scholar] [CrossRef]
- Musarra-Pizzo, M.; Ginestra, G.; Smeriglio, A.; Pennisi, R.; Sciortino, M.T.; Mandalari, G. The Antimicrobial and Antiviral Activity of Polyphenols from Almond (Prunus Dulcis L.) Skin. Nutrients 2019, 11. [Google Scholar] [CrossRef] [PubMed]
- Mandalari, G.; Bisignano, C.; D’Arrigo, M.; Ginestra, G.; Arena, A.; Tomaino, A.; Wickham, M.S.J. Antimicrobial Potential of Polyphenols Extracted from Almond Skins. Lett Appl Microbiol 2010, 51, 83–89. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.Y.O.; Blumberg, J.B. In Vitro Activity of Almond Skin Polyphenols for Scavenging Free Radicals and Inducing Quinone Reductase. J Agric Food Chem 2008, 56, 4427–4434. [Google Scholar] [CrossRef] [PubMed]
- Aydar, E.F.; Tutuncu, S.; Ozcelik, B. Plant-Based Milk Substitutes: Bioactive Compounds, Conventional and Novel Processes, Bioavailability Studies, and Health Effects. J Funct Foods 2020, 70, 103975. [Google Scholar] [CrossRef]
- Meneguzzo, F.; Albanese, L.; Zabini, F. Hydrodynamic Cavitation in Beer and Other Beverage Processing. In Reference Module in Food Science; Elsevier, 2020; pp. 369–394.
- Meneguzzo, F.; Zabini, F.; Albanese, L.; Crisci, A. Novel Affordable, Reliable and Efficient Technologies to Help Addressing the Water-Energy-Food Nexus. European Journal of Sustainable Development 2019, 8, 1–17. [Google Scholar] [CrossRef]
- Meneguzzo, F.; Zabini, F. Agri-Food and Forestry Sectors for Sustainable Development; Sustainable Development Goals Series; Springer International Publishing: Cham, 2021; ISBN 978-3-030-66283-7. [Google Scholar]
- Gallina, L.; Cravotto, C.; Capaldi, G.; Grillo, G.; Cravotto, G. Plant Extraction in Water: Towards Highly Efficient Industrial Applications. Processes 2022, 10, 2233. [Google Scholar] [CrossRef]
- Albanese, L.; Ciriminna, R.; Meneguzzo, F.; Pagliaro, M. Beer-Brewing Powered by Controlled Hydrodynamic Cavitation: Theory and Real-Scale Experiments. J Clean Prod 2017, 142, 1457–1470. [Google Scholar] [CrossRef]
- Albanese, L.; Bonetti, A.; D’Acqui, L.P.; Meneguzzo, F.; Zabini, F. Affordable Production of Antioxidant Aqueous Solutions by Hydrodynamic Cavitation Processing of Silver Fir (Abies Alba Mill.) Needles. Foods 2019, 8, 65. [Google Scholar] [CrossRef] [PubMed]
- Meneguzzo, F.; Brunetti, C.; Fidalgo, A.; Ciriminna, R.; Delisi, R.; Albanese, L.; Zabini, F.; Gori, A.; Nascimento, L.B. dos S.; Carlo, A. de; et al. Real-Scale Integral Valorization of Waste Orange Peel via Hydrodynamic Cavitation. Processes 2019, 7, 581. [Google Scholar] [CrossRef]
- Preece, K.E.; Hooshyar, N.; Krijgsman, A.J.; Fryer, P.J.; Zuidam, N.J. Intensification of Protein Extraction from Soybean Processing Materials Using Hydrodynamic Cavitation. Innovative Food Science and Emerging Technologies 2017, 41, 47–55. [Google Scholar] [CrossRef]
- McClements, D.J.; Newman, E.; McClements, I.F. Plant-Based Milks: A Review of the Science Underpinning Their Design, Fabrication, and Performance. Compr Rev Food Sci Food Saf 2019, 18, 2047–2067. [Google Scholar] [CrossRef] [PubMed]
- Reyes-Jurado, F.; Soto-Reyes, N.; Dávila-Rodríguez, M.; Lorenzo-Leal, A.C.; Jiménez-Munguía, M.T.; Mani-López, E.; López-Malo, A. Plant-Based Milk Alternatives: Types, Processes, Benefits, and Characteristics. Food Reviews International 2021. [Google Scholar] [CrossRef]
- Bolling, B.W. Almond Polyphenols: Methods of Analysis, Contribution to Food Quality, and Health Promotion. Compr Rev Food Sci Food Saf 2017, 16. [Google Scholar] [CrossRef]
- Tabib, M.; Tao, Y.; Ginies, C.; Bornard, I.; Rakotomanomana, N.; Remmal, A.; Chemat, F. A One-Pot Ultrasound-Assisted Almond Skin Separation/Polyphenols Extraction and Its Effects on Structure, Polyphenols, Lipids, and Proteins Quality. Applied Sciences 2020, 10, 3628. [Google Scholar] [CrossRef]
- Oliveira, I.; Meyer, A.S.; Afonso, S.; Sequeira, A.; Vilela, A.; Goufo, P.; Trindade, H.; Gonçalves, B. Effects of Different Processing Treatments on Almond (Prunus Dulcis) Bioactive Compounds, Antioxidant Activities, Fatty Acids, and Sensorial Characteristics. Plants 2020, 9, 1627. [Google Scholar] [CrossRef]
- Panda, D.; Manickam, S. Cavitation Technology—The Future of Greener Extraction Method: A Review on the Extraction of Natural Products and Process Intensification Mechanism and Perspectives. Applied Sciences 2019, 9, 766. [Google Scholar] [CrossRef]
- Rojas, M.L.; Kubo, M.T.K.; Miano, A.C.; Augusto, P.E.D. Ultrasound Processing to Enhance the Functionality of Plant-Based Beverages and Proteins. Curr Opin Food Sci 2022, 48, 100939. [Google Scholar] [CrossRef]
- Panda, D.; Saharan, V.K.; Manickam, S. Controlled Hydrodynamic Cavitation: A Review of Recent Advances and Perspectives for Greener Processing. Processes 2020, 8, 220. [Google Scholar] [CrossRef]
- Zheng, H.; Zheng, Y.; Zhu, J. Recent Developments in Hydrodynamic Cavitation Reactors : Cavitation Mechanism, Reactor Design, and Applications. Engineering 2022. [Google Scholar] [CrossRef]
- Salve, A.R.; Pegu, K.; Arya, S.S. Comparative Assessment of High-Intensity Ultrasound and Hydrodynamic Cavitation Processing on Physico-Chemical Properties and Microbial Inactivation of Peanut Milk. Ultrason Sonochem 2019. [Google Scholar] [CrossRef]
- Sethi, S.; Tyagi, S.K.; Anurag, R.K. Plant-Based Milk Alternatives an Emerging Segment of Functional Beverages: A Review. J Food Sci Technol 2016, 53, 3408–3423. [Google Scholar] [CrossRef]
- Iorio, M.C.; Bevilacqua, A.; Corbo, M.R.; Campaniello, D.; Sinigaglia, M.; Altieri, C. A Case Study on the Use of Ultrasound for the Inhibition of Escherichia Coli O157:H7 and Listeria Monocytogenes in Almond Milk. Ultrason Sonochem 2019, 52, 477–483. [Google Scholar] [CrossRef]
- Maghsoudlou, Y.; Alami, M.; Mashkour, M.; Shahraki, M.H. Optimization of Ultrasound-Assisted Stabilization and Formulation of Almond Milk. J Food Process Preserv 2016, 40, 828–839. [Google Scholar] [CrossRef]
- Dhakal, S.; Giusti, M.M.; Balasubramaniam, V.M. Effect of High Pressure Processing on Dispersive and Aggregative Properties of Almond Milk. J Sci Food Agric 2016, 96, 3821–3830. [Google Scholar] [CrossRef]
- Briviba, K.; Gräf, V.; Walz, E.; Guamis, B.; Butz, P. Ultra High Pressure Homogenization of Almond Milk: Physico-Chemical and Physiological Effects. Food Chem 2016, 192, 82–89. [Google Scholar] [CrossRef]
- Manzoor, M.F.; Siddique, R.; Hussain, A.; Ahmad, N.; Rehman, A.; Siddeeg, A.; Alfarga, A.; Alshammari, G.M.; Yahya, M.A. Thermosonication Effect on Bioactive Compounds, Enzymes Activity, Particle Size, Microbial Load, and Sensory Properties of Almond (Prunus Dulcis) Milk. Ultrason Sonochem 2021, 78, 105705. [Google Scholar] [CrossRef]
- Valencia-Flores, D.C.; Hernández-Herrero, M.; Guamis, B.; Ferragut, V. Comparing the Effects of Ultra-High-Pressure Homogenization and Conventional Thermal Treatments on the Microbiological, Physical, and Chemical Quality of Almond Beverages. J Food Sci 2013, 78, E199–E205. [Google Scholar] [CrossRef] [PubMed]
- Ferragut, V.; Hernández-Herrero, M.; Veciana-Nogués, M.T.; Borras-Suarez, M.; González-Linares, J.; Vidal-Carou, M.C.; Guamis, B. Ultra-High-Pressure Homogenization (UHPH) System for Producing High-Quality Vegetable-Based Beverages: Physicochemical, Microbiological, Nutritional and Toxicological Characteristics. J Sci Food Agric 2015, 95, 953–961. [Google Scholar] [CrossRef]
- Pica, A.L.; Silvestri, C.; Cristofori, V. Cultivar-Specific Assessments of Almond Nutritional Status through Foliar Analysis. Horticulturae 2022, 8, 822. [Google Scholar] [CrossRef]
- Piscopo, A.; Romeo, F. v.; Petrovicova, B.; Poiana, M. Effect of the Harvest Time on Kernel Quality of Several Almond Varieties (Prunus Dulcis (Mill.) D.A. Webb). Sci Hortic 2010, 125, 41–46. [Google Scholar] [CrossRef]
- Montalbano, L.M.; Solano, M.; Vaccaro, P. Vegetable Beverage Based on Almonds Cream Ready to Use 2006, 3.
- Folin, O.; Ciocalteu, V. On Tyrosine and Tryptophane Determinations in Proteins. Journal of Biological Chemistry 1927, 73, 627–650. [Google Scholar] [CrossRef]
- Romani, A.; Vignolini, P.; Isolani, L.; Ieri, F.; Heimler, D. HPLC-DAD/MS Characterization of Flavonoids and Hydroxycinnamic Derivatives in Turnip Tops (Brassica Rapa L. Subsp. Sylvestris L.). J Agric Food Chem 2006, 54, 1342–1346. [Google Scholar] [CrossRef] [PubMed]
- Martynenko, A.; Chen, Y. Degradation Kinetics of Total Anthocyanins and Formation of Polymeric Color in Blueberry Hydrothermodynamic (HTD) Processing. J Food Eng 2016, 171, 44–51. [Google Scholar] [CrossRef]
- Bhukya, J.; Mohapatra, D.; Naik, R. Hydrodynamic Cavitation Processing of Ascorbic Acid Treated Precooled Sugarcane Juice for Physiochemical, Bioactive, Enzyme Stability, and Microbial Safety. J Food Process Eng 2022, e14209. [Google Scholar] [CrossRef]
- Devnani, B.; Ong, L.; Kentish, S.; Gras, S. Heat Induced Denaturation, Aggregation and Gelation of Almond Proteins in Skim and Full Fat Almond Milk. Food Chem 2020, 325, 126901. [Google Scholar] [CrossRef]
- Kamal, H.; Ali, A.; Manickam, S.; Le, C.F. Impact of Cavitation on the Structure and Functional Quality of Extracted Protein from Food Sources - An Overview. Food Chem 2023, 407, 135071. [Google Scholar] [CrossRef]
- Domínguez Avila, J.A.; Wall Medrano, A.; Ruiz Pardo, C.A.; Montalvo González, E.; González Aguilar, G.A. Use of Nonthermal Technologies in the Production of Functional Beverages from Vegetable Ingredients to Preserve Heat-Labile Phytochemicals. J Food Process Preserv 2018, 42, e13506. [Google Scholar] [CrossRef]
- Özcan, M.M. A Review on Some Properties of Almond: Impact of Processing, Fatty Acids, Polyphenols, Nutrients, Bioactive Properties, and Health Aspects. J Food Sci Technol 2022. [Google Scholar] [CrossRef]
- Monagas, M.; Garrido, I.; Lebrón-Aguilar, R.; Bartolome, B.; Gómez-Cordovés, C. Almond (Prunus Dulcis (Mill.) D.A. Webb) Skins as a Potential Source of Bioactive Polyphenols. J Agric Food Chem 2007, 55, 8498–8507. [Google Scholar] [CrossRef]
- Mandalari, G.; Bisignano, C.; D’Arrigo, M.; Ginestra, G.; Arena, A.; Tomaino, A.; Wickham, M.S.J. Antimicrobial Potential of Polyphenols Extracted from Almond Skins. Lett Appl Microbiol 2010, 51, 83–89. [Google Scholar] [CrossRef]
- Musarra-Pizzo, M.; Ginestra, G.; Smeriglio, A.; Pennisi, R.; Sciortino, M.T.; Mandalari, G. The Antimicrobial and Antiviral Activity of Polyphenols from Almond (Prunus Dulcis L.) Skin. Nutrients 2019, 11. [Google Scholar] [CrossRef]
- More, P.R.; Jambrak, A.R.; Arya, S.S. Green, Environment-Friendly and Sustainable Techniques for Extraction of Food Bioactive Compounds and Waste Valorization. Trends Food Sci Technol 2022, 128, 296–315. [Google Scholar] [CrossRef]
- Maghsoudlou, Y.; Alami, M.; Mashkour, M.; Shahraki, M.H. Optimization of Ultrasound-Assisted Stabilization and Formulation of Almond Milk. J Food Process Preserv 2016, 40, 828–839. [Google Scholar] [CrossRef]
- Barreca, D.; Nabavi, S.M.; Sureda, A.; Rasekhian, M.; Raciti, R.; Silva, A.S.; Annunziata, G.; Arnone, A.; Tenore, G.C.; Süntar, İ.; et al. Almonds (Prunus Dulcis Mill. D. A. Webb): A Source of Nutrients and Health-Promoting Compounds. Nutrients 2020, 12, 672. [Google Scholar] [CrossRef]
- Dhakal, S.; Liu, C.; Zhang, Y.; Roux, K.H.; Sathe, S.K.; Balasubramaniam, V.M. Effect of High Pressure Processing on the Immunoreactivity of Almond Milk. Food Research International 2014, 62, 215–222. [Google Scholar] [CrossRef]
Figure 1.
Sample of coarse grain of whole almonds.

Figure 2.
Process time, specific energy consumption and sampling points: (a) Test MFP1; (b) Test MGP1; (c) Test MGP2; (d) Test MGP3.
Figure 2.
Process time, specific energy consumption and sampling points: (a) Test MFP1; (b) Test MGP1; (c) Test MGP2; (d) Test MGP3.
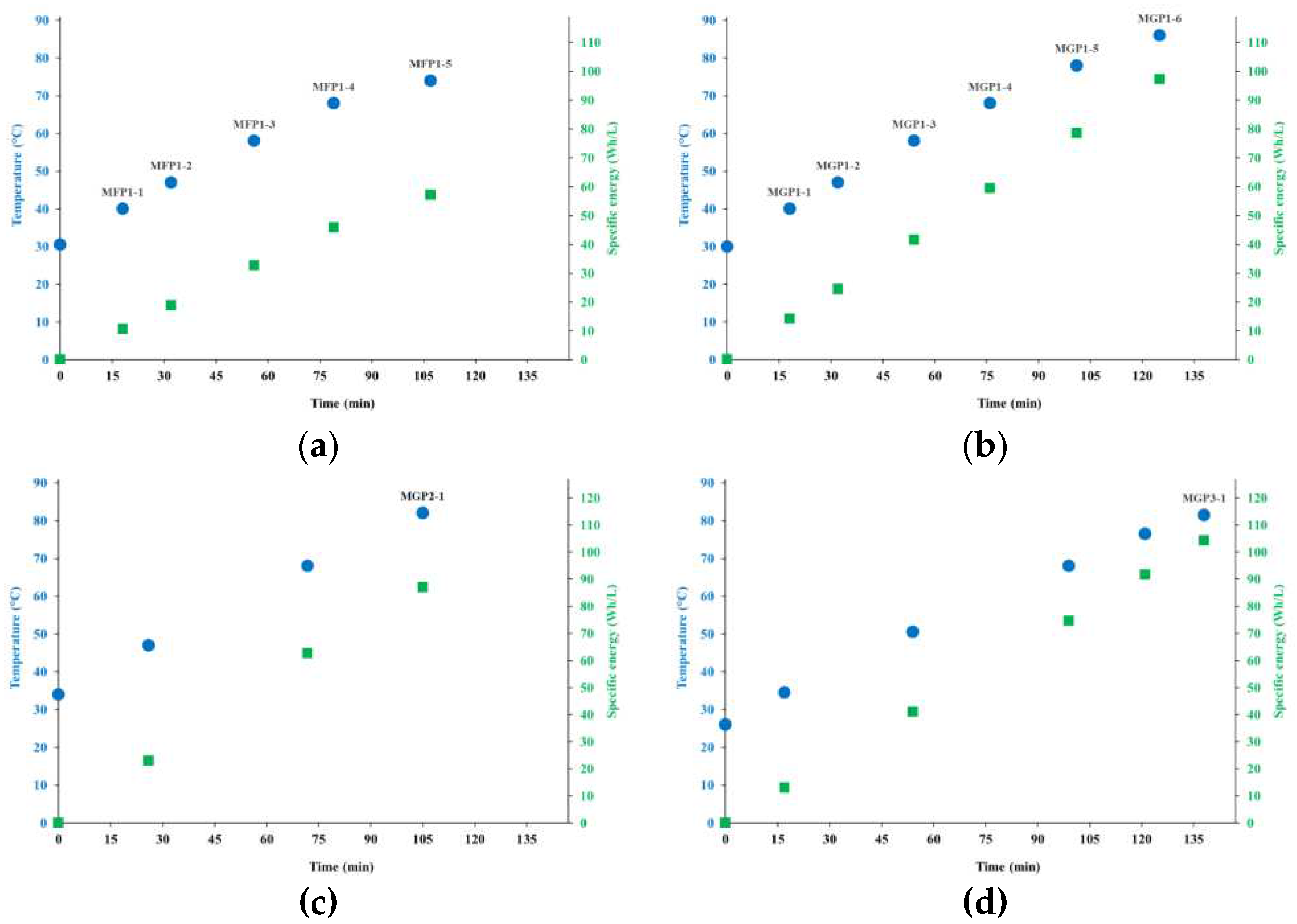
Figure 3.
Concentration of microorganisms: (a) Test MFP1 at time zero; (b) Test MFP1 at shelf life; (c) Test MGP1 at time zero; (d) Test MGP1 at shelf life; (e) Test MGP3 at time zero. CFU unit means colony-forming units, represented in logarithmic scale for better readability. Red lines represent the same quantity for the commercial product.
Figure 3.
Concentration of microorganisms: (a) Test MFP1 at time zero; (b) Test MFP1 at shelf life; (c) Test MGP1 at time zero; (d) Test MGP1 at shelf life; (e) Test MGP3 at time zero. CFU unit means colony-forming units, represented in logarithmic scale for better readability. Red lines represent the same quantity for the commercial product.
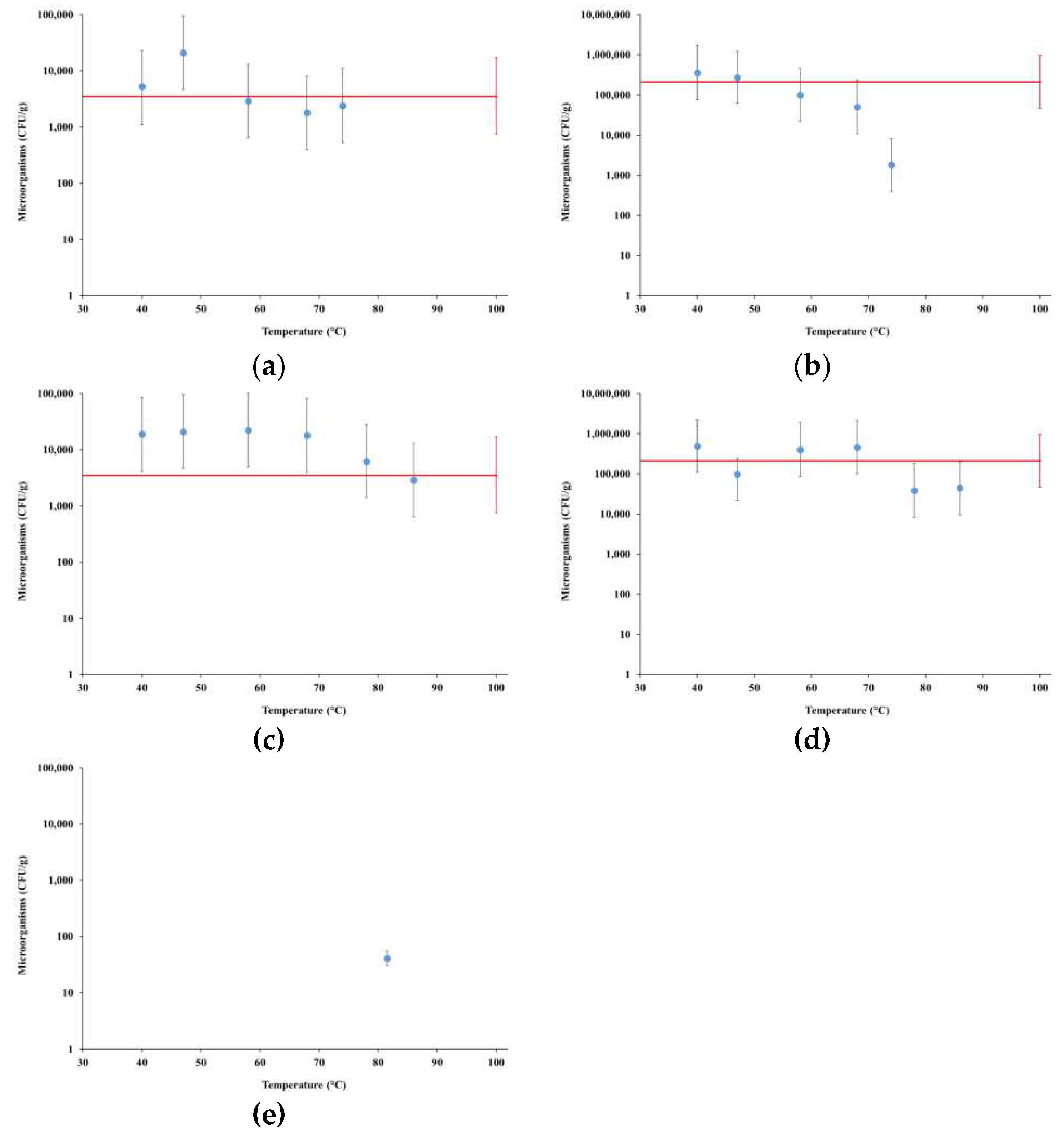
Figure 4.
Nutritional levels for test MFP1: (a) Energy level; (b) Total and unsaturated fat; (c) Carbohydrates and sugar; (d) Protein; (e) Fiber. Red lines represent the same quantities for the commercial product; green lines represent the relevant potential levels. Dotted lines in (b) represent levels of unsaturated fat in commercial product (red) and the respective potential level (green).
Figure 4.
Nutritional levels for test MFP1: (a) Energy level; (b) Total and unsaturated fat; (c) Carbohydrates and sugar; (d) Protein; (e) Fiber. Red lines represent the same quantities for the commercial product; green lines represent the relevant potential levels. Dotted lines in (b) represent levels of unsaturated fat in commercial product (red) and the respective potential level (green).
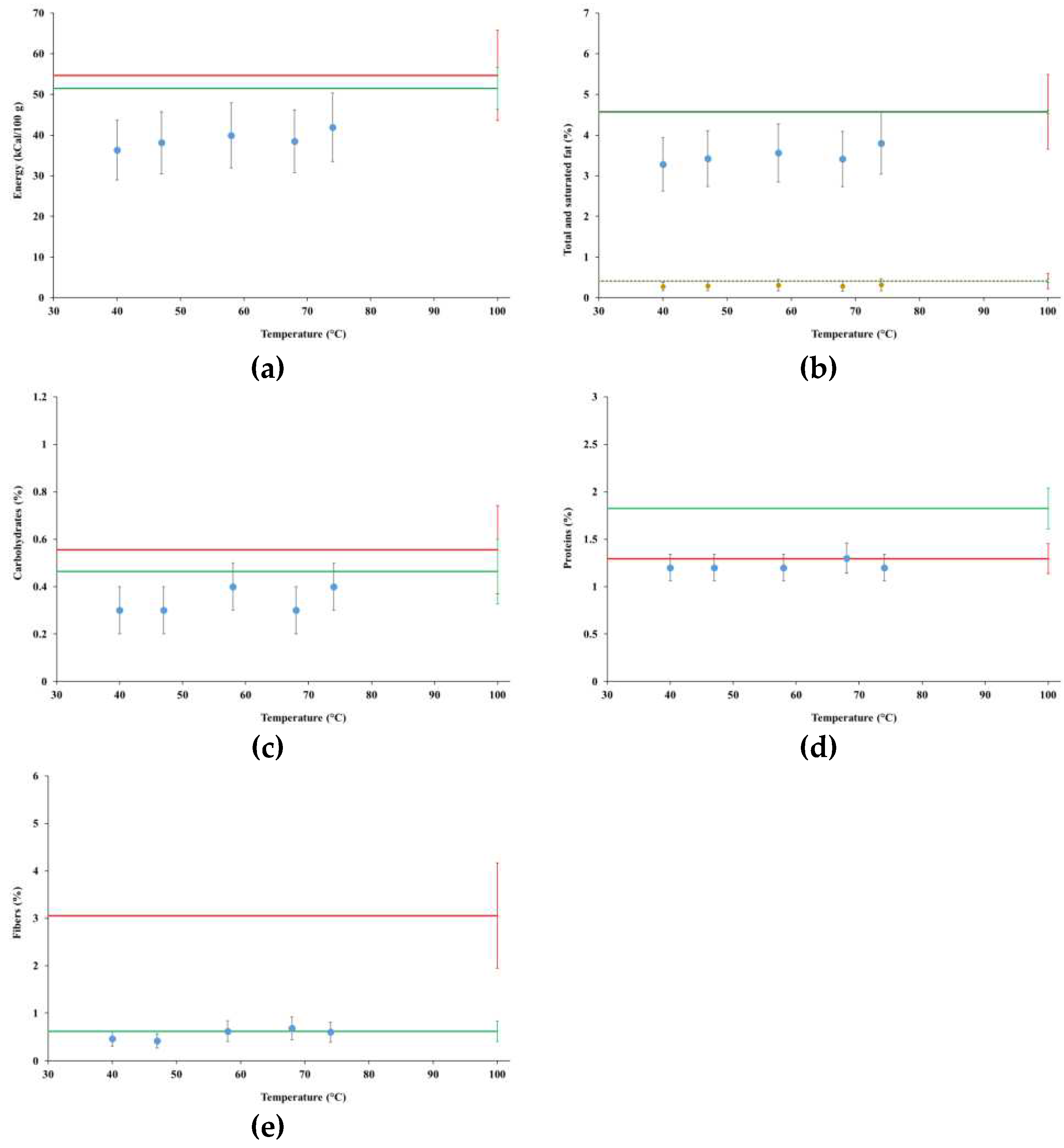
Figure 5.
Nutritional levels for test MGP1: (a) Energy level; (b) Total and unsaturated fat; (c) Carbohydrates; (d) Protein; (e) Fiber. Red lines represent the same quantities for the commercial product; green lines represent the relevant potential levels. Dotted lines in (b) represent levels of unsaturated fat in commercial product (red) and the respective potential level (green).
Figure 5.
Nutritional levels for test MGP1: (a) Energy level; (b) Total and unsaturated fat; (c) Carbohydrates; (d) Protein; (e) Fiber. Red lines represent the same quantities for the commercial product; green lines represent the relevant potential levels. Dotted lines in (b) represent levels of unsaturated fat in commercial product (red) and the respective potential level (green).
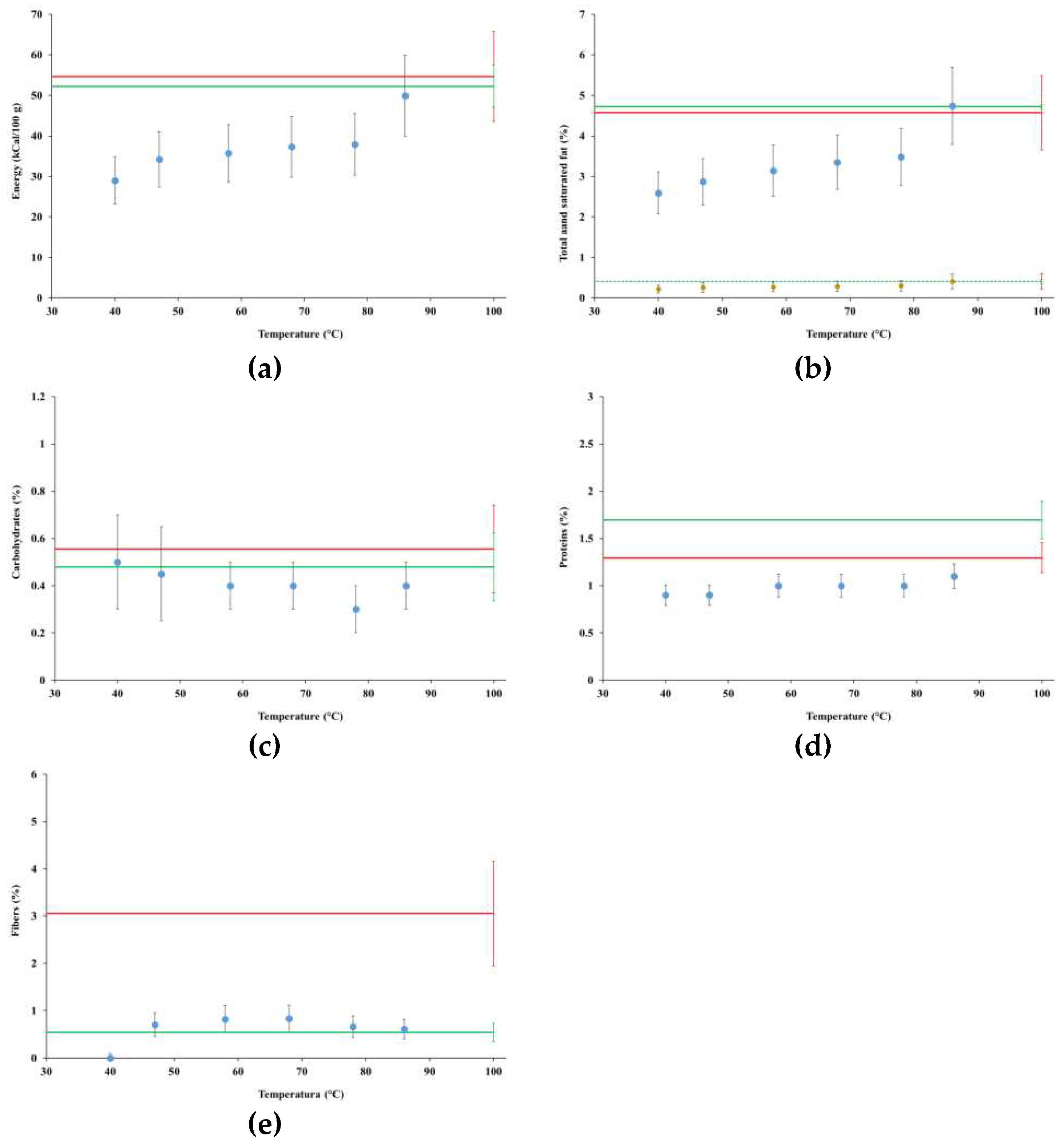
Figure 6.
Total polyphenol concentration at time zero: (a) Test MFP1; (b) Test MGP1. Red lines and green lines represent the potential level and the same quantity for the commercial product, respectively.
Figure 6.
Total polyphenol concentration at time zero: (a) Test MFP1; (b) Test MGP1. Red lines and green lines represent the potential level and the same quantity for the commercial product, respectively.
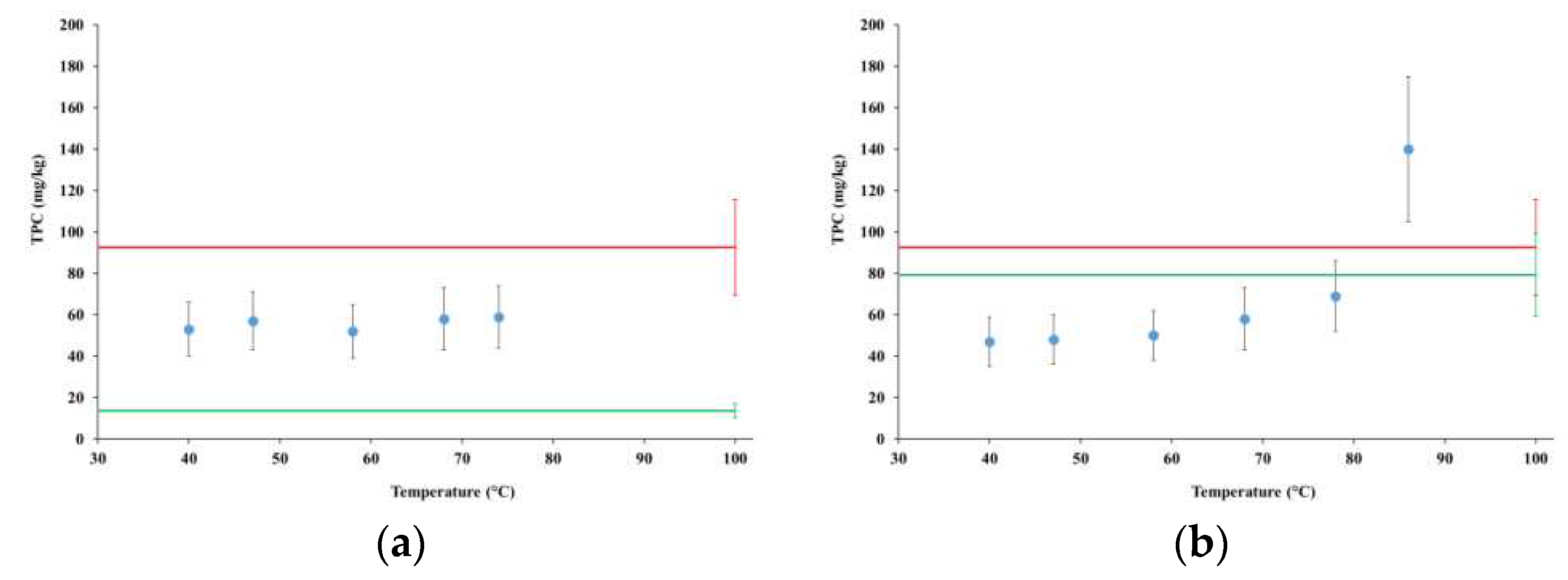
Figure 7.
Concentration of vitamins B2, PP and E in the extracts: (a) Test MFP1, vitamin B2; (b) Test MGP1, vitamin B2; (c) Test MFP1, vitamin PP; (d) Test MGP1, vitamin PP; (e) Test MFP1, vitamin E; (e) Test MGP1, vitamin E. Red lines represent the same quantities for the commercial product; green lines represent the relevant potential levels.
Figure 7.
Concentration of vitamins B2, PP and E in the extracts: (a) Test MFP1, vitamin B2; (b) Test MGP1, vitamin B2; (c) Test MFP1, vitamin PP; (d) Test MGP1, vitamin PP; (e) Test MFP1, vitamin E; (e) Test MGP1, vitamin E. Red lines represent the same quantities for the commercial product; green lines represent the relevant potential levels.
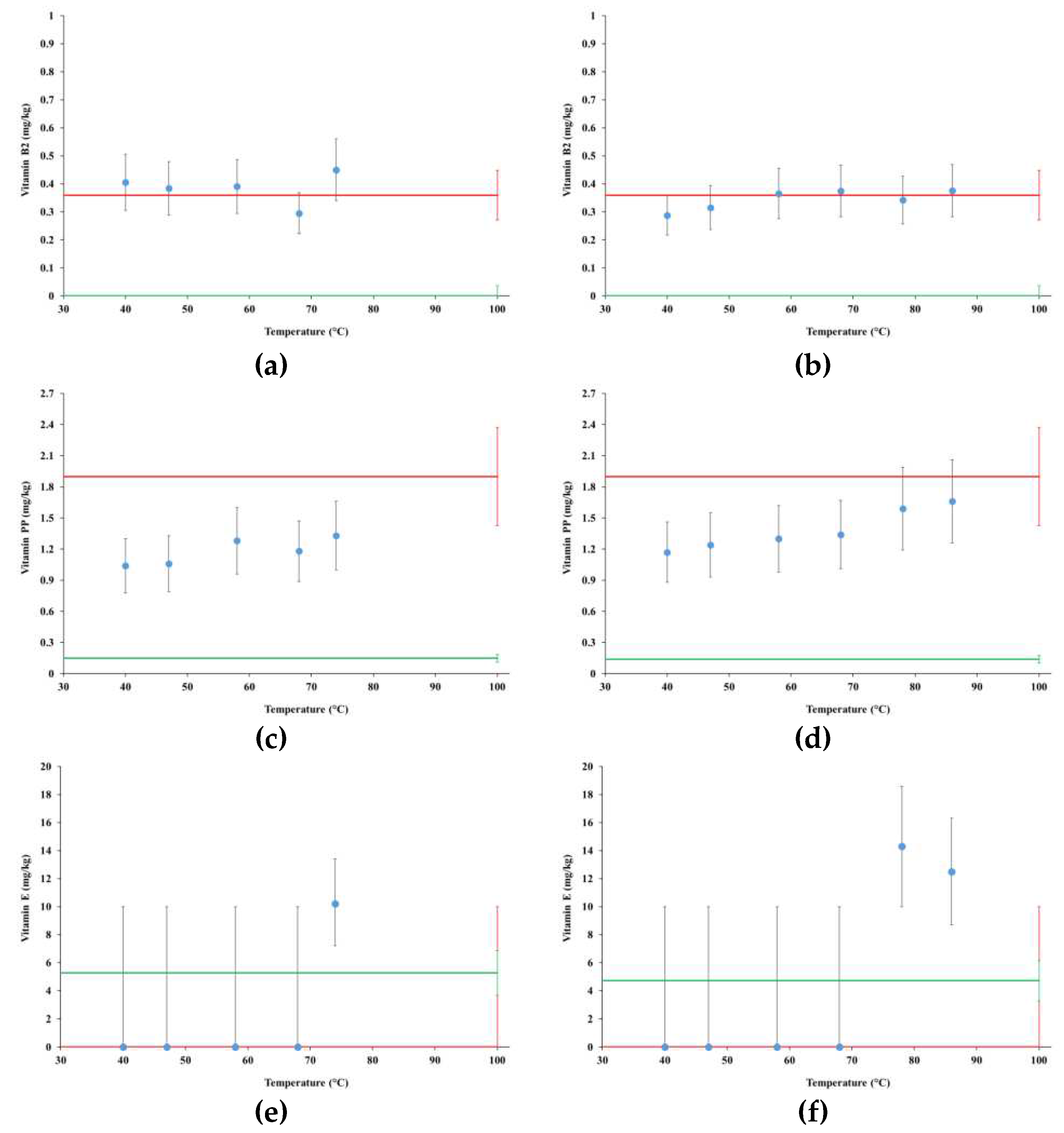
Figure 8.
Visual appearance of the almond concentrated extract from test MGP3.

Table 1.
Emerging technologies in the treatment of almond beverages (US = ultrasound; HHP = high hydrostatic pressure; TS = thermosonication; UHPH = ultra-high-pressure homogenization).
Table 1.
Emerging technologies in the treatment of almond beverages (US = ultrasound; HHP = high hydrostatic pressure; TS = thermosonication; UHPH = ultra-high-pressure homogenization).
| Technology | Application | Process | Main results | Reference |
|---|---|---|---|---|
| US | Almond beverage: disinfection | 130 W/ 80%/20 kHz 8 min/6 s of pulse |
Escherichia coli (O157:H7): 5.12 to 3.81 log CFU/mL. Listeria monocytogenes: reduction by 1 log CFU/mL. |
[40] |
| US | Almond beverage: physicochemical | 300W/20kHz/100%0 to 5 minutes | Higher Brix degree and physical stability. Decreased viscosity and suspended particles size. |
[41] |
| HHP | Almond beverage: physicochemical | HHP (450 and 600 MPa for 0, 30, 60, 180, 300, and 600 s at 30 °C) Control: Traditional thermal process (0, 30, 180, and 300 s at 72, 85, and 99 °C). |
Aggregation and coagulation of almond proteins. Improved sensorial properties. |
[42] |
| HPP | Almond beverage: physicochemical | 350 MPa and 85°C for 15 seconds. | Microbiological stability. Increase of particle size. No change of cytotoxic, genotoxic, and antigenotoxic activity. | [43] |
| TS | Almond beverage: disinfection, physicochemical, micronutrients | TS: 600 W/40 kHz/30, 45, and 60 °C for 10, 20, 30, and 40 min Control: pasteurization (60 s at 90 °C) |
Particle size reduction due to acoustic cavitation. Improvement of rheological properties. Increased bioavailability of phenolics. |
[44] |
| UHPH | Almond beverage: disinfection, chemical-physical improvement | 200 and 300 MPa at 55, 65, and 75 °C, with emulsifying agent (lecithin) | 200 MPa with 55°C inlet temperature improves over conventional pasteurization. | [45] |
| UHPH | Almond and soy beverages: physicochemical, microbiological, nutritional and toxicological | 200 MPa, 55°C; 300 MPa, 75 °C. Control: UHT. |
300 MPa, 75 °C led to a complete inactivation of microorganisms, improved colloidal stability | [46] |
Table 2.
Basic features of the extraction tests.
| Test ID |
Almond material |
Mass of almonds(kg) |
Water Volume (L) |
Concentration (%) |
ProcessTime (min) |
Process temperatures(°C) |
|---|---|---|---|---|---|---|
| MFP1 | Peeled, flour | 15 | 187.5 | 7.4 | 107 | 30-74 |
| MGP1 | Peeled, fine grain | 12 | 150 | 7.4 | 125 | 30-86 |
| MGP2 | Peeled, fine grain | 56 | 150 | 27.2 | 105 | 34-82 |
| MGP3 | Whole, coarse grain | 33 | 150 | 18.0 | 138 | 26-82 |
Table 3.
Analyses performed on the experimental samples.
| Test ID | Sample type 1 | Microbiological 2 | Nutritional | Total polyphenols |
Antiradical activity | |
|---|---|---|---|---|---|---|
| T0 | Shelf life | |||||
| MFP1 | Raw | X | X | X | X | |
| MFP1 | Extract | X | X | X | ||
| MGP1 | Raw | X | X | X | X | |
| MGP1 | Extract | X | X | X | ||
| MGP2 | Extract | X | X | |||
| MGP3 | Raw | X | X | X | ||
| MGP3 | Extract | X | X | X | X | |
| Commercial | Extract | X | X | X | X | |
1 Raw: raw material (solid); Extract: aqueous extract. One or more extracts were sampled from each test. 2 Some microbiological analyses were performed at time zero (T0) and after preservation of the sample for 7 days at the temperature of 4°C (shelf life).
Table 4.
Nutritional levels in the sample from test MGP3 and potential levels.
| Quantity | Sample MGP3 | Potential level |
|---|---|---|
| Energy (kCal/100 g) | 52 | 119 |
| Total Fat (%) | 4.3±0.9 | 10.6±2.1 |
| Saturated fat (%) | 0.3±0.1 | 0.8±0.2 |
| Carbohydrates (%) | 0.8±0.2 | 1.8±0.4 |
| Proteins (%) | 2.5±0.5 | 4.3±0.9 |
| Fibers (%) | 0.8±0.2 | 3.9±0.8 |
Table 5.
TPC and antiradical activity (IC50 level), in samples from tests MGP2 and MGP3.
| Test ID |
TPC in extract(mg/kg) | TPC potential level (mg/kg) |
TPC extraction yield (%) |
IC50 (μL/mL) |
|---|---|---|---|---|
| MGP2 | 193±20 | 370±93 | 52% | 42.93±0.09 |
| MGP3 | 141±14 | 174±17 | 81% | 28.13±0.73 |
Table 6.
Mass balance for test MGP3.
| Material | Fresh mass (g) |
Average ratio to fresh mass(%) |
Dry Biomass (g) |
Average ratio to dry mass 1 (%) |
|---|---|---|---|---|
| Whole 2 | 47.3±1.6 | 100 | 8.73±0.42 | 18.5 |
| Pellet | 24.0±0.9 | 50.8 | 6.29±0.31 | 26.2 |
| Supernatant | 23.3±0.8 | 49.2 | 2.38±0.14 | 10.2 |
1 Ratio of dry biomass to original fresh mass of the relevant material. 2 Whole content of the Falcon test tube.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



