
Submitted:
26 April 2023
Posted:
27 April 2023
You are already at the latest version
Abstract
Abstract: The paper compares and analyses the effects of correctly and excessively executed heating cycles on flame straightening, far above the limits recommended by the steel manufacturer. The paperwork emphasizes the microstructural changes induced by overheating in the flame straightening process. Flame straightening is a flame heating process of metal constructions in which very limited areas of the construction are heated to the straightening temperature with the aim of inducing geometrical changes.The flame straightening process is used in most of metallic structure manufacturing companies. In many cases, it is not possible to carry out under economic conditions of metal structures without flame straightening.
Keywords:
Flame straightening
; heat input
; microstructure
; toughness
; welding heat input
1. Introduction
Steel S960QL
The analyzed steel (Strenx® 960 E, SSAB) is a class S960QL steel acc. EN 10025-6, designed for strong and light chassis, cranes, agriculture equipment and other loadbearing structures in a wide dimension range. STRENX 960 is a high tensile strength steel used in applications requiring maximum resistance to dynamic and static loads, such as transportation, construction, and heavy-duty equipment.
During the flame straightening process, the steel surface is subjected to high temperatures and thermal fluctuations, which can affect the microstructure of the material. For example, high temperatures can cause carbon pick-up or oxidation, and rapid cooling can lead to the formation of micro-cracks or a brittle structure.
To minimize the negative effects of heating on the microstructure, it is important to control the flame temperature and heating time. Controlled and uniform cooling is also necessary to avoid the formation of micro-cracks or brittle structure.
In general, flame straightening can have a negative effect on the microstructure of STRENX 960 steel, but this can be minimized by using appropriate temperature and cooling control techniques. It is important that the flame straightening process is carried out by qualified personnel and that the potential effects on the mechanical properties of the material are considered [1,2].
Typical applications and characteristics are:
- Load carrying structures with high stress levels,
- In a dynamic environment, vibrations, and alternating loads
- Excellent consistency of mechanical characteristics
- Excellent impact resistance, with a good resistance against embrittlement
- Good bending behavior, good surface quality. Excellent weldability, high mechanical strength, and impact energy HAZ
The high strength steel S960QL is produced by controlled rolling over a given temperature range including an inline process of quenching and tempering. This steel is characterized by fine-grained martensite-bainitic structure with a grain size of 5-25 μm. Addition of vanadium affects the permanent carbides locking grain growth.
Table 1 indicates a typical analysis of a S960QL steel, while Table 3 and Table 4 show the main mechanical characteristics and impact energy.
According [1] the HAZ of S960QL indicated higher sensitivity to the welding heat input compared to conventional structural steels. While in low or medium strength steels the HAZ toughness and hardness can be significantly affected by the t8/5 cooling time, in S960QL significant hardening and toughness reduction was observed in the whole cooling time range of the most common arc welding processes t8/5 = 2.5–30 s. In case of t8/5 = 100 s softening and extremely low CVN values were identified in CGHAZ.
In 2022 Gyura et al. [2] indicated that S960QL high strength steel, significant softening was not observed; however, the toughness can drastically drop above the A1 temperature and:
- -
- Comparing the influence of the different flammable gases, generally acetylene resulted in more favorable hardness distribution in XAR400 and S960QL.
- -
- The inter- and supercritical temperature should be avoided in all steels; however, the subcritical temperature can be beneficial to the toughness properties of the S960QL and XAR400 in the case of both heating and cooling conditions.
In general, heating at high temperatures can affect material properties, including strength, toughness, and ductility [4,5].
A study published in the journal Materials Science and Engineering: A examined the effect of flame straightening heating on the microstructure and mechanical properties of STRENX 960 steel. The results showed that heating at temperatures up to 600°C did not significantly affect the microstructure of the steel and its mechanical properties. However, heating to temperatures above 600°C resulted in a significant decrease in the hardness and tensile strength of the material.
Another study published in the Journal of Materials Processing Technology evaluated the effect of flame heating on the deformation and mechanical properties of STRENX 960 steel. The results showed that heating at temperatures below 500°C had no significant effect on the mechanical properties of the material, but heating at higher temperatures resulted in a significant decrease in tensile strength and ductility.
The microstructure of the material is typical for this low alloyed, quenched, and tempered steels, containing high volumes of tempered martensite. Hardness is quite low, in the range of 45 HRB. Figure 1a,b are showing typical microstructures of samples tested [6,7,8].
Usually, intensive heating should be avoided, and welding done with controlled heat input.
Welding recommendations for S960QL steel include preheating for limitation of cooling speed and limited heat input to avoid overheating that modifies microstructure. On the other hand, flame straightening is a high temperature process inducing when correctly executed limited amounts of heat deep in the surface of the material. It is aimed to correct dimensional deviations using cumulated effects of concentrated (local) heating, heat expansion, deformation, and shrinkage.
All materials suitable for welding can be flame straightened without difficulty, if the specific properties of the material are considered, as is also common practice in welding. The elastic modulus and therefore also the strength of the material decreases as the temperature increases. The following figure (Figure 2) shows some possible materials to be flame straightened and their recommended temperature for flame straightening.
The selection of suitable equipment depends on the type and thickness of the material. In principle, sheets up to 25 mm thick can be straightened with a standard torches, which can be found in most workshops. For straightening thicker plates, adjustable attachments with three or more single-flame nozzles are available, eventually mounted on a small, wheeled device for easy movement over large areas.
Flame straightening requires that the heating applied quickly. Thus, thermal expansion forces are guided from the cold (fixed) medium back to the heated, softened straightening zone, which is compressed. The heatedvolume must also be accurately limited in terms of surface area and depth. Acetylene and oxygen burners are the most suitable. In principle, other fuel gases can also be used. However, their use is difficult and less efficient. It should be borne in mind that lower heat output and higher secondary heat transfer occur [10,11].
In flame straightening processes, only an oxy-acetylene flame with intense combustion (high flame velocity) is used, which can be chemically neutral, with excess oxygen (oxidative character) or with excess acetylene (reducing character), depending on the material to be straightened (Figure 4)
The amount of heat released, and the heat dissipated in the material must be proportional. If heating of the backside of the workpiece is required, in the case of straightening of non-alloyed low carbon steels, fine grained steels or thermomechanical rolled steels, or if the whole section of the workpiece is to be heated, a standoff flame cone shall be used [12,13].
Figure 5 below and Figure 6 depict the principle and temperature profile of material surface as function of operating conditions.
Surface temperature should exceed steel softening temperature to relieve compression stresses into deformation and later into component shrinkage [14,15,16].
Acetylene-oxygen flame is ideal for use in flame straightening, as it is the only suitable solution for all materials, with a different and visible flame setting.
"Process adapted flame straightening" is only possible with acetylene and oxygen. Flame straightening with propane or natural gas is also possible, but execution time is higher and straightening effect is relevantly lower.
Heating temperature should not exceed 700 oC, while heating cycle should be no longer than a few seconds.
2. Experimental Program
Trials have been executed with standard industrial flame straightening burners. Their purpose was to evaluate the effect of misconducted heating cycles on microstructure and hardness of material, to evaluate the effect of possible fabrication errors on product behavior.
The trials have been done using standard oxy-acetylene burners, on two material thicknesses:
During trials, given the low thickness of the heated layer, micro hardness measurements have been done across the specimen thicknesses as an indicator of an eventual material embrittlement.
To standardize the heating effect, the linear energy of the flame has been calculated as reference value, even several other operating parameters such as fuel-oxygen ratio, flame position vs material surface etc. may influence the operation results. Flame efficiency has been assumed to be 60% [17,18].
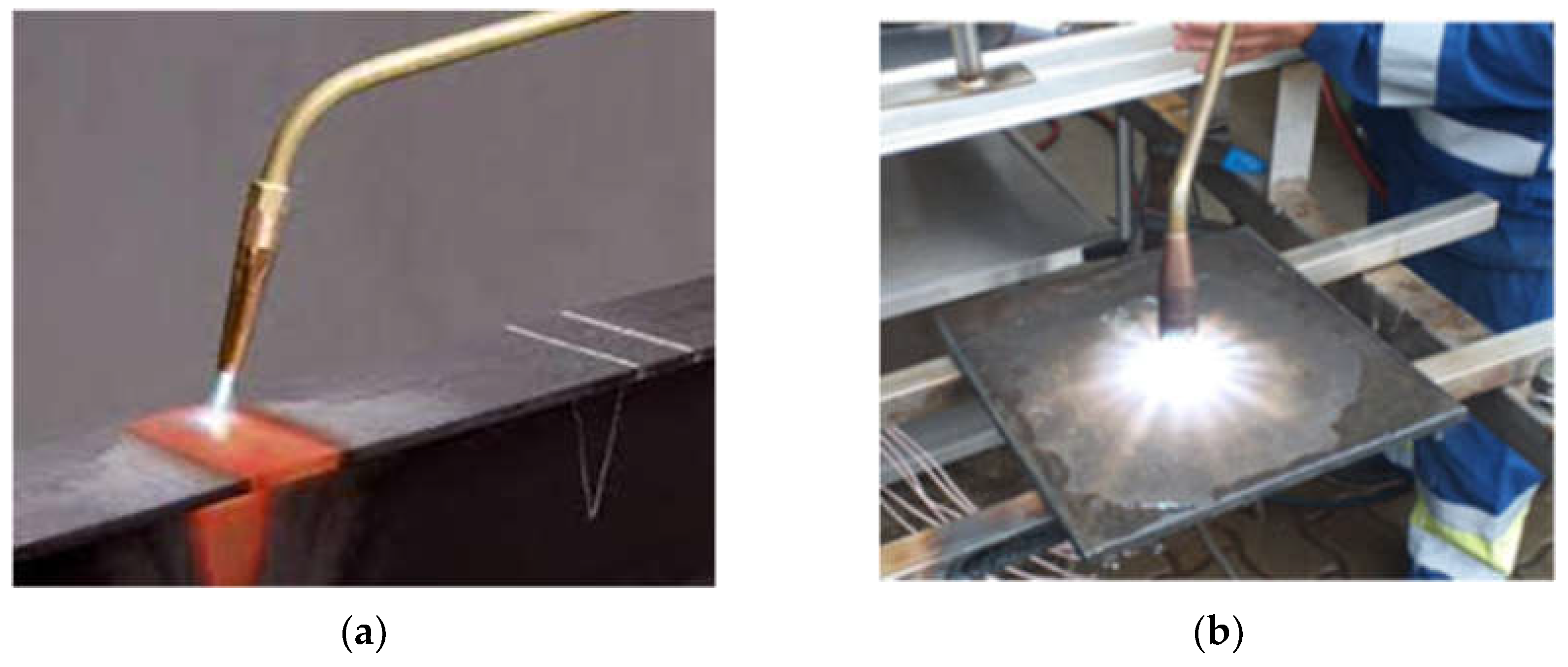
Figure 6a,b show single flame and multi flame respectively. While single flame burners are typically used for straightening for thin materials, multi flame burners are designed for thick materials, where because of material thickness, the energy (heat) needed for reaching the straightening effect is higher and slight dissipation of heat reduces the risk of melting material surface.
Figure 7.
a) single flame burner b) multi flame burner.
3. Execution of Trials
Heating lines have been executed with identical burner power for each thickness, but with decreasing speed, to increase heat input. The heating torch was driven by straightening operator under strict control as regards speed and flame position to material surface.
All samples were identical in size, 200 x 300 x thickness, heating lines executed on shorter size to avoid sample overheating. Table 4 synthetizes the trials executed.

Table 4.
Executed trials.
| Sample no. | Thickness mm |
Burner size | Acetilene Flow l/h |
Heating Time sec |
Heating Speed cm/min |
Power Input* J/cm |
Sample no. |
|---|---|---|---|---|---|---|---|
| 1 | 30 | 6 | 1250 | 25 | 48,0 | 14,4 | 1 |
| 2 | 30 | 6 | 1250 | 30 | 36,0 | 20,2 | 2 |
| 3 | 30 | 6 | 1250 | 45 | 26,6 | 26,0 | 3 |
| 4 | 80 | 9 | 5000 | 35 | 48,0 | 80,8 | 4 |
| 5 | 80 | 9 | 5000 | 55 | 34,2 | 126,9 | 5 |
| 6 | 80 | 9 | 5000 | 70 | 26,6 | 161,6 | 6 |
* Flame energy efficiency: 60%.
The samples were analyzed as regards microstructure. Figure 4, Figure 5 and Figure 6 depict some microstructures of heated samples.
It can be generally mentioned that no relevant microstructure increase has been noticed on most of the heated specimens.
In a very interesting way, only a slight grain size increase has been noticed for components heated excessively, with linear energy exceeding 100 J/cm. This is understandable, as the linear energy is relevantly lower than the linear energy reached during MAG welding of this materials: 2.5 – 3.5 kJ/cm [4].
Martensitic grain size increases slightly with heat input in the process as shown in Figure 8 and Figure 9. There are no other relevant changes in microstructure.
One sample (no. 6—highest energy introduced) – Figure 9 - shows dark voids in the cross-sections. A further analysis is needed to investigate their nature. These are assumed to be locations of earlier formed hard phases, most probably carbide precipitations, indicating that the excessive heating produced by a misconducted straightening effect leads to precipitation of most probably hard phases, but also presence of ferritic grains dissolved by chemical attack are not excluded. Further investigations will conclude on that –[19,20].
The cooling medium and the cooling process after flame straightening depend on the type of material. Correct and efficient cooling after flame straightening involves careful dissipation of heat from the edge to the center of the heated area. It is mandatory that the cooling process does not cover the entire heated area. If possible, forced cooling after heating shall not be carried out after flame straightening. Among other things, the following aspects shall be considered when cooling components after flame straightening [21]:
- -
- excess stress build-up through uneven cooling may lead to additional deformation of the component.
- -
- formation of hard (brittle) structures.
- -
- critical cooling rates for sheet thicknesses greater than 25 mm.
- -
- exposure of the working area to water.
Cooling adjacent areas during heating has a positive influence on straightening and improves the straightening effect.
4. Micro Hardness Analysis
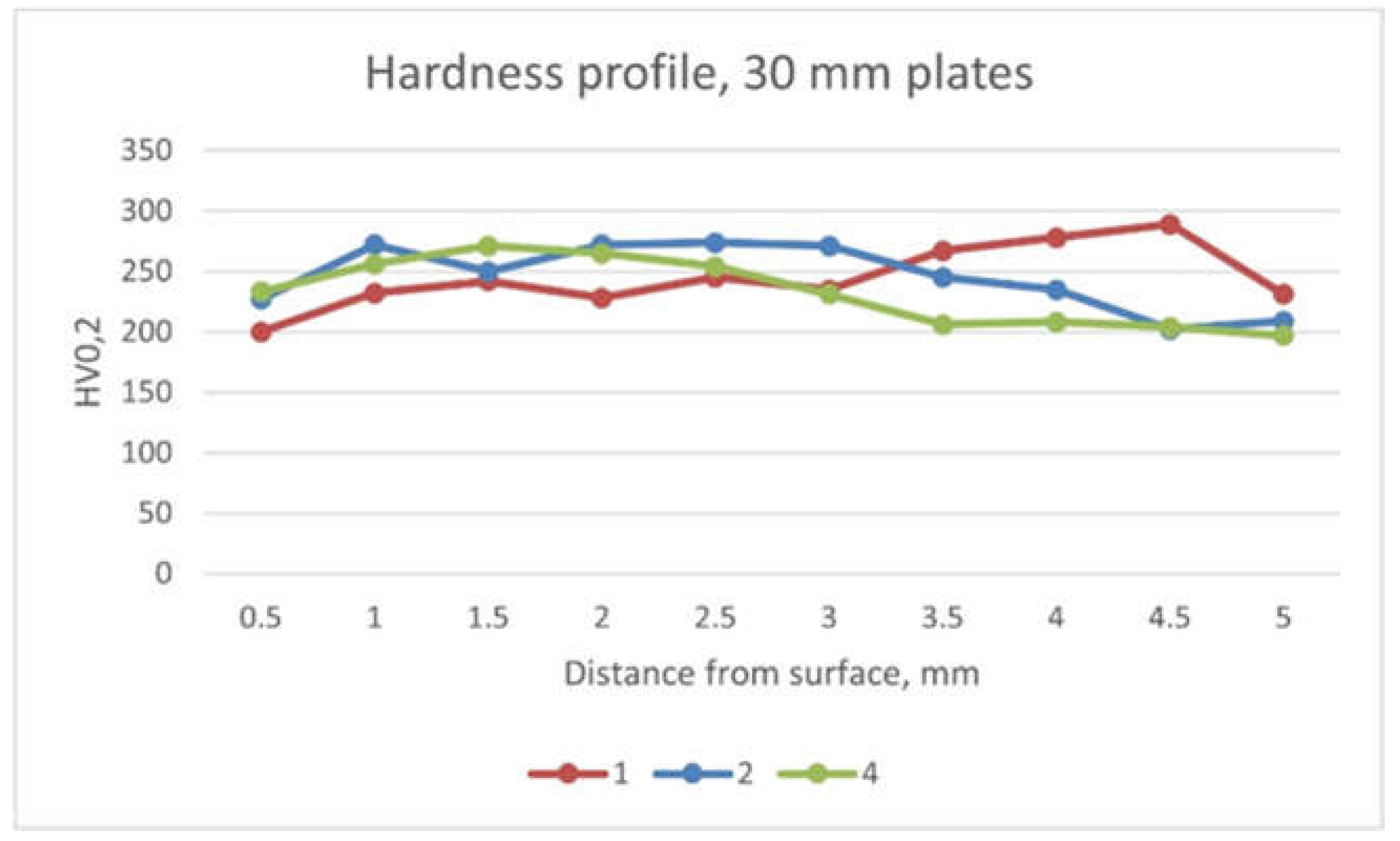
Micro hardness measurements using 200 gr test load. Measurements have been executed in a similar way with weld seams, capturing the whole thickness of the heated layer.
The hardness measurements revealed the effect of heating on tempered martensitic layer.
Surprisingly, against martensitic grain size increase but also the presence of the unidentified spherical phases, the micro hardness of the heat affected layer is rather low, lower that the state of delivery hardness guaranteed by the producer - 450 HB, approx. 470 HV0,3. The low hardness values indicated a depth of penetration of more than 5 mm for all samples, affecting microstructure and most probably mechanical properties in a similar way as welding
Figure 10 and Figure 11 are showing the variation of micro hardness vs distance from sample surface [6,7].
Figure 10.
Micro hardness vs. distance from surface, 30 mm plates.
3. Conclusions
- Heating is affecting the microstructure of the S960 steel analyzed. The heated layer shows an increased grainsize, while towards the non– affected material a normalizing structure shows up.
- Increasing heat input increases the effect on the microstructure and extends in the depth of microstructural changes in the material
- Hardness of heated zone decreases as compared to the base material
- Excessive heating might lead to carbide and other hard phase precipitation, therefore this should be avoided
In conclusion, not only the correcting of a geometrical imperfection may be obtained by flame straightening but also various other aims as: facilitating the assembly, cambering or building, repairing of damaged products, overlaying of inner stresses etc..The process of flame straightening suffers from several shortcomings that have strong impacts on the quality, safety and -very obviously- on the economy of the manufactured steel construction.
These are:
- -
- the flame straightening process to achieve the desired geometry of a steel construction element is almost a matter of empirical craftsmen-knowledge and thus neither really explained nor quantified, although the physical background is highly scientific.
- -
- the procedure of flame straightening is only reliable for a few “standard-cases”. In many other cases the amount, location, sequence and holding time of heating is not clear. For these cases often several trials for searching the real parameter-set must be performed until the expected geometry can be achieved. Obviously, this “try-and-error” process significantly reduces the economy of steel constructions.
- due to the heating of steel at higher temperatures with different holding times especially in cases of modern high strength steels (HSS) an exceeding of temperature and time may have detrimental effects on strength and toughness.
- On the other hand, the reduction of the yield strength respectively the proportionality limit at higher temperatures leads to the necessity to reach temperatures above a certain level to induce a straightening effect by the heating process.
Author Contributions
Conceptualization, A.F and RM.; methodology, RM.; validation, AF., RM. and FB.; investigation, RM.; resources, A.F and RM, data curation, AF., RM., O.C., C.M. and FB; writing—original draft preparation, AF., RM., O.C., C.M. and FB.; writing—review and editing, AF., RM., O.C., C.M. and FB.; visualization, AF., RM., O.C., C.M. and FB.; supervision, A.F and RM.; project administration, A.F and RM.; funding acquisition, A.F and RM.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The collective would like to thank the technical colleagues who helped to produce the specimens for testing.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Gáspár, M. Effect of Welding Heat Input on Simulated HAZ Areas in S960QL High Strength Steel. Metals 2019, 9, 1226. [CrossRef]
- Laszlo Gyura a.o. The effect of flame straightening on the microstructure and mechanical properties of different strength steels, Welding in the World, 2020.
- SSAB: WELDING OF STRENX, 420-UK-Strenx-Welding of Strenx V1-2017-AplusM-Österbergs.
- Richard Molnar, Anamaria Feier, Effect of flame straightening on microstructure and fracture behaviour of new generation high strength steels, The 4 th IIW South – East European Welding Congress (2018).
- Anamaria Feier, Aurelian Magda, Felicia Banciu and Edward Petzek. Deflection and precambering study of VFT beams in the welded joints, Advanced Materials and Structures (AMS’20) conference, October 7-9, 2020, Timișoara, Published in Materials Today: Proceedings, ©2021 Elsevier Ltd., DOI: 10.1016/j.matpr.2020.12.036, WOS:000655645500016.
- Anamaria Feier, Oana Roxana Chivu, - Lamellar Tearing Observations Regarding the Application of European Standards in the Field of Welded Steel Constructions, Revista de Chimie, 2018, Volume 69, Issue 6, pp 1352-1354, ISSN: 0034-7752, WOS:000438397400011.
- Nacsa G.: Effect of flame straightening on mechanical properties of material - Welding engineering diploma, Budapest University of Technology and Economics, 2019 (Consultants: Gyura L., Jobbágy M.).
- Gyura L., Balogh D., Szteránku M.: Flame straightening of welded structures, Conference of Welding, 2014, pp.: 175–184.
- Linde Group: Fundamentals of Flame Straightening, White Paper, 2009, pp.:4-26 [accessed March 01 2023].
- D. Schäfer, V. Rinaldi, D. Beg: Optimisation and improvement of the flame straightening process (Opti straight), Research Fund for Coal and Steel, 2012, ISBN: 978-92-79-22426-3, pp.: 7-12, 117-128., DOI: 10.2777/37733.
- Tervo H, Mourujärvi J, Kaijalainen A, Kömi J (2018) Mechanical properties in the physically simulated heat-affected zones of 500 MPa offshore steel for arctic conditions. In: Jármai K, Bolló B (eds) Vehicle and Automotive Engineering 2. VAE 2018.
- Lecture Notes in Mechanical Engineering. Springer, Cham 4. Maurer W, Ernst W, Rauch R, Vallant R, Enzinger N (2015) Evaluation of the factors influencing the strength of HSLA steel weld joint with softened HAZ. Weld World 59:809–822. [CrossRef]
- Gáspár M (2019) Effect of Welding Heat Input on Simulated HAZ Areas in S960QL High Strength Steel. Metals 9:1226.
- Lukács J, Dobosy Á (2019) Matching effect on fatigue crack growth behaviour of high-strength steels GMA welded joints. Weld World 63:1315–1327. [CrossRef]
- Cai, C.; Wang, X.; Liang, Z.; Rao, Y.; Wang, H.; Yan, D. Effects of Water-Cooling on the Mechanical Properties and Microstructure of 5083 Aluminum Alloy during Flame Straightening. Metals 2018, 8, 692. [CrossRef]
- Li, S.; Guo, D.; Dong, H.D. Effect of flame rectification on corrosion property of Al-Zn-Mg alloy. Trans. Nonferrous Met. Soc. China 2016, 27, 250–257.
- Schäfer D, Rinaldi V, Beg D, Može P, Lacalle R, Portilla J, Ferreño, D, Álvarez J A, Willms R, Schütz J (2012) Optimization and improvement of the flame straightening process (Opti straight). Final report, Research Fund for Coal and Steel, European Commission. [CrossRef]
- Nacsa G, Gyura L (2019) Effect of flame straightening on material properties of Q + T high strength steels, MultiScience - XXXIII. microCAD International Multidisciplinary Scientific Conference, Miskolc-Egyetemváros, Magyarország: Miskolci Egyetem, pp. 1–12. Paper: B-6, 12. [CrossRef]
- Lacalle, R.; AÁlvarez, J.; Ferreño, D.; Portilla, J.; Ruiz, E.; Arroyo, B.; Gutiérrez-Solana, F. Influence of the flame straightening process on microstructural, mechanical and fracture properties of S235 JR, S460 ML and S690 QL structural steels. Exp. Mech. 2013, 53, 893–909. [Google Scholar] [CrossRef].
- 20. Shuhn-Shyurng Hou, Yung-Chang Ko,Effects of heating height on flame appearance, temperature field and efficiency of an impinging laminar jet flame used in domestic gas stoves, Energy Conversion and Management, Volume 45, Issues 9–10,2004, Pages 1583-1595, ISSN 0196-8904,. [CrossRef]
- Isaac T. Leventon, Kevin T. Korver, Stanislav I. Stoliarov, A generalized model of flame to surface heat feedback for laminar wall flames, Combustion and Flame,Volume 179, 2017, Pages 338-353, ISSN 0010-2180.
Figure 1.
Typical microstructures of samples tested: (a) 100x; (b) 1000x.
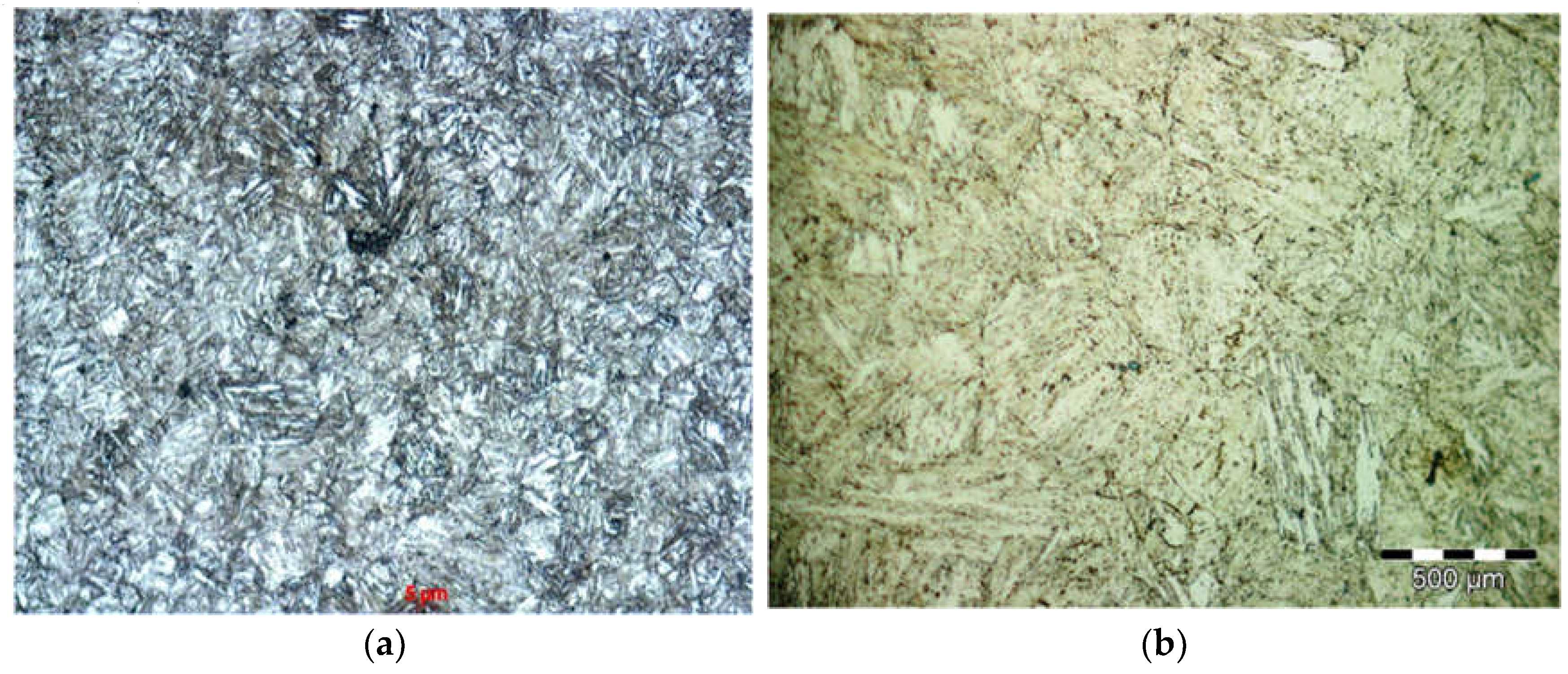
Figure 2.
Flame straightening temperature for various materials (Linde) [9].
Figure 2.
Flame straightening temperature for various materials (Linde) [9].
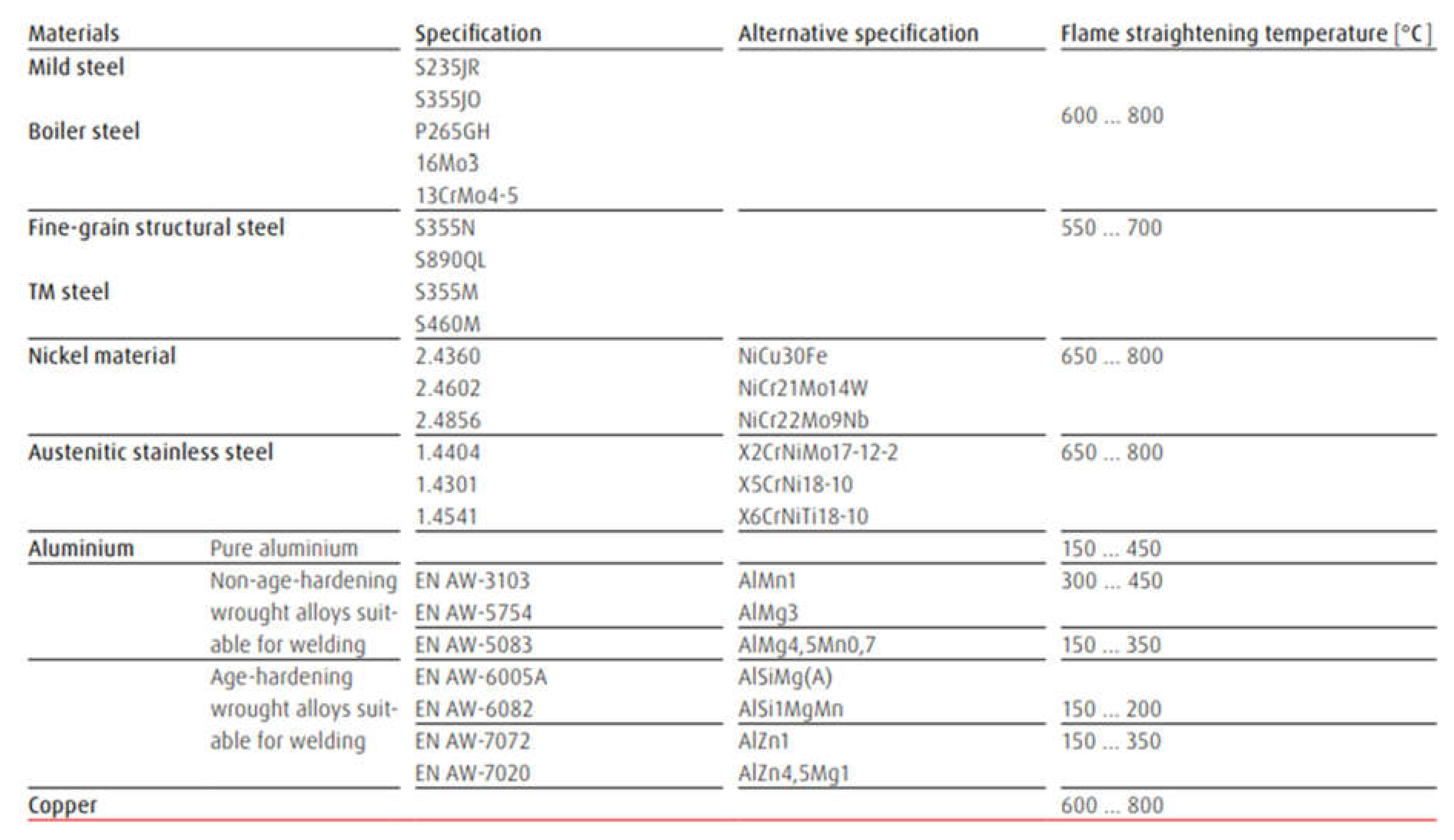
Figure 3.
Heat flux density for various fuels gases [9].
Figure 3.
Heat flux density for various fuels gases [9].
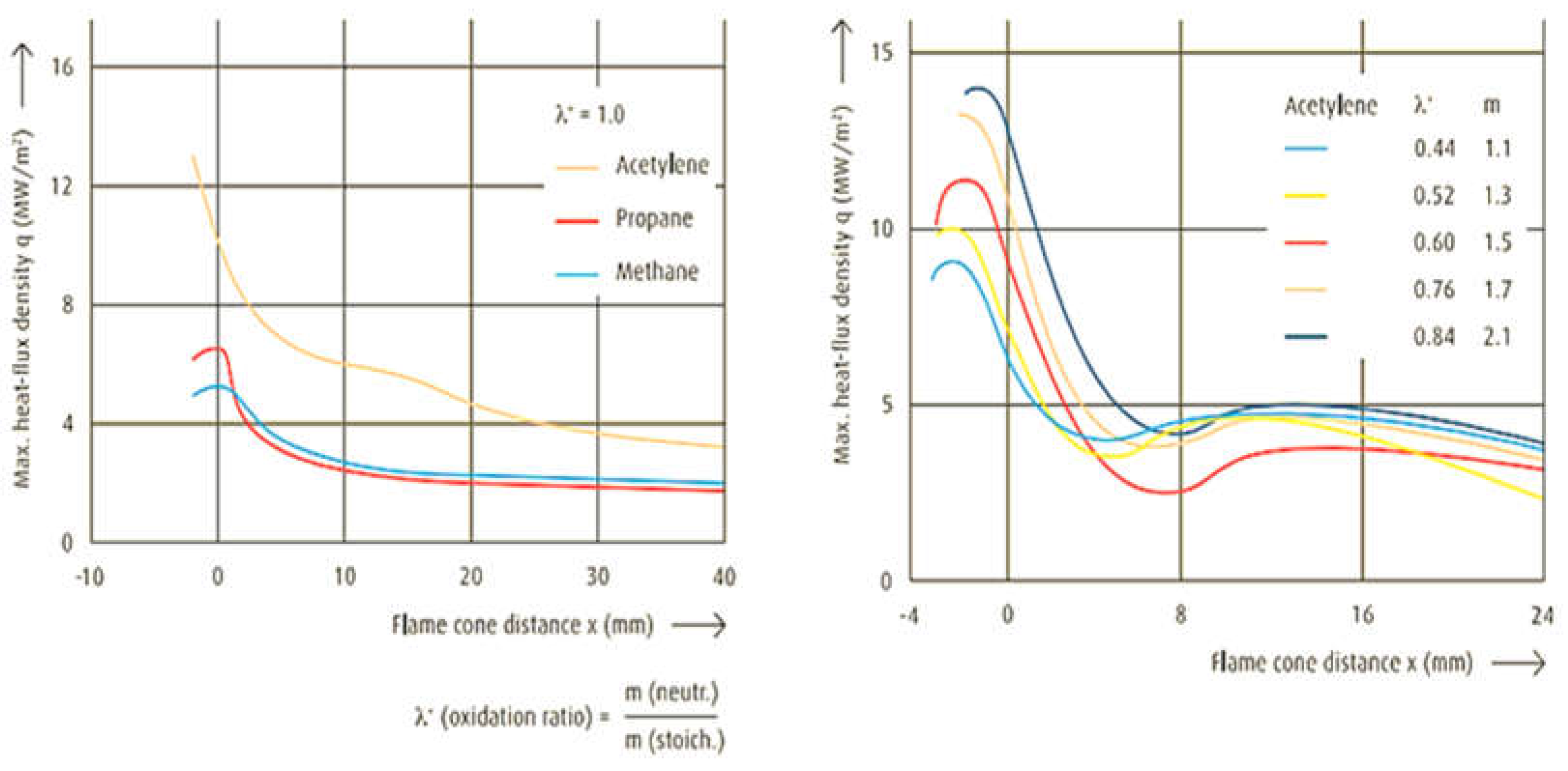
Figure 4.
The chemical characteristics of the flame during flame straightening [Linde] [9].
Figure 4.
The chemical characteristics of the flame during flame straightening [Linde] [9].
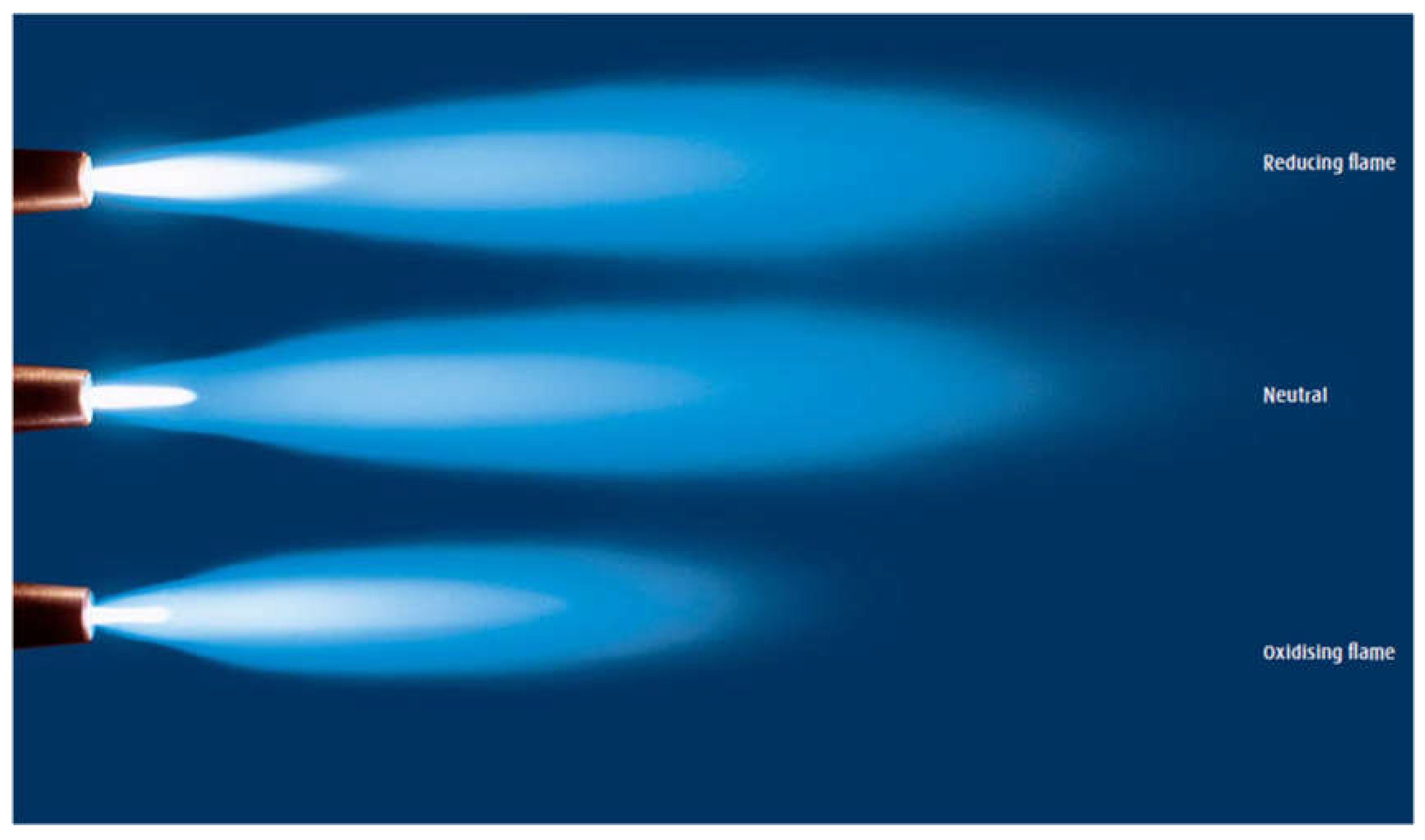
Figure 5.
The principle [9].
Figure 5.
The principle [9].
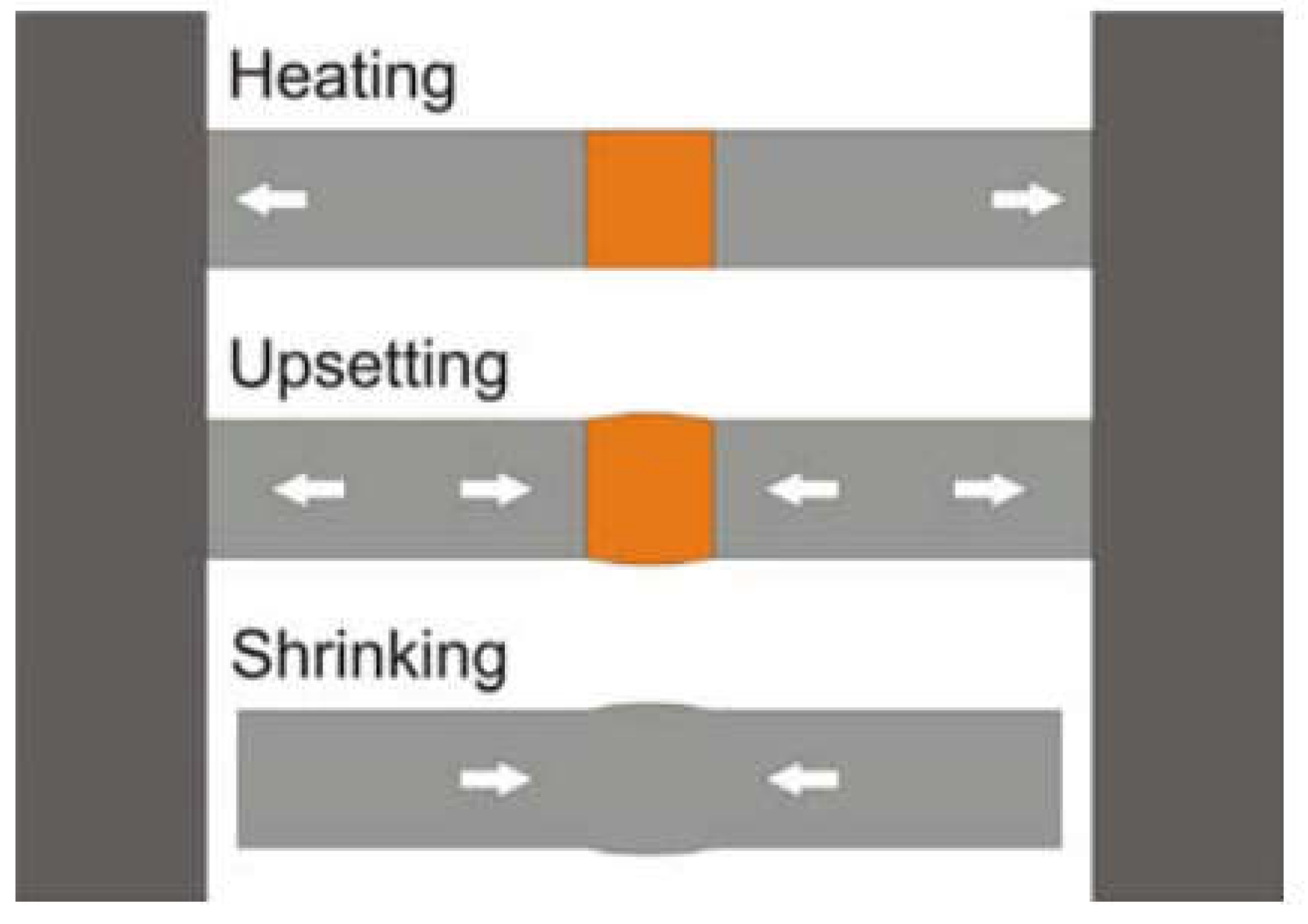
Figure 6.
Temperature profile [4].
Figure 6.
Temperature profile [4].
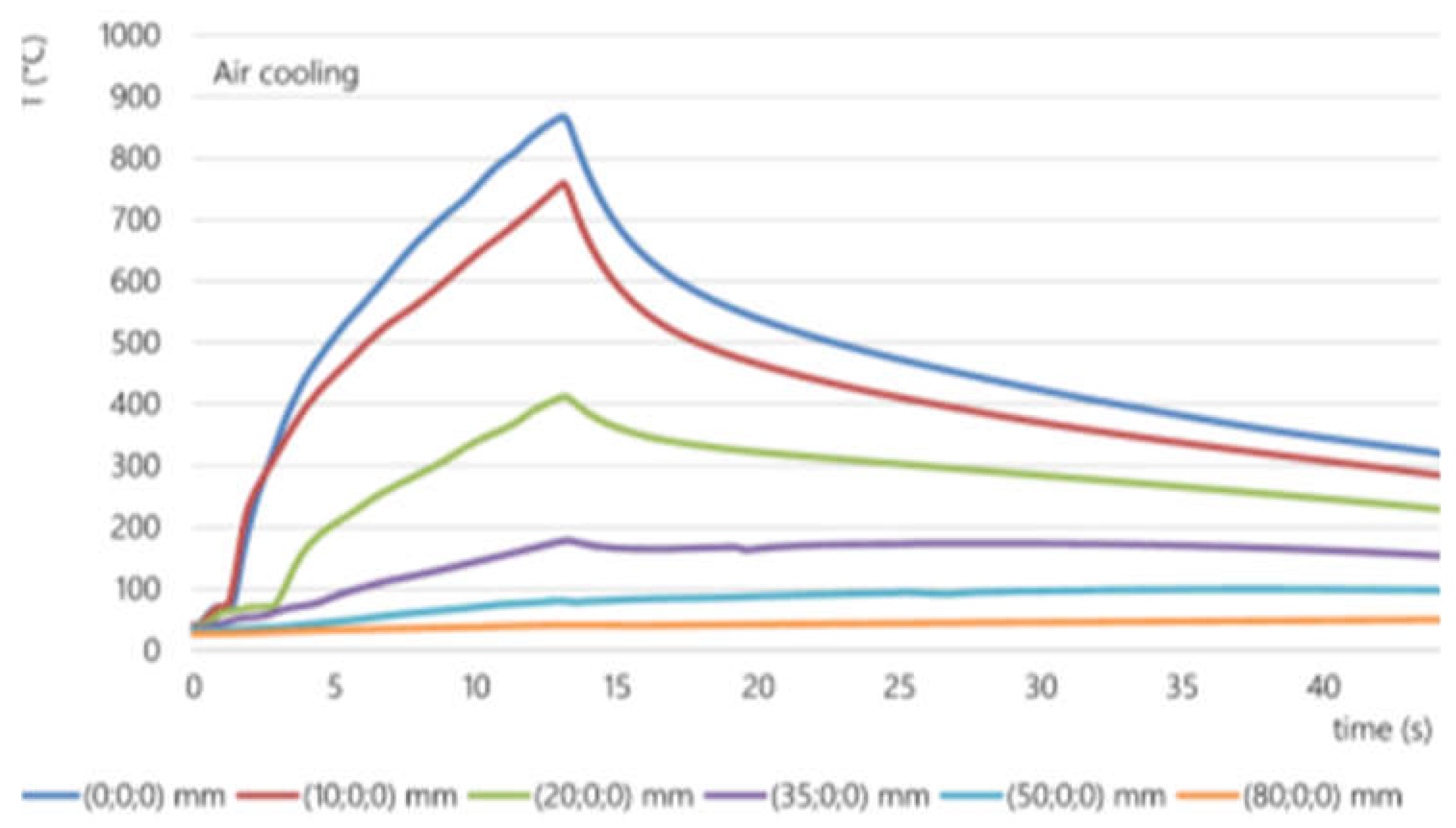
Figure 8.
Sample 2, 500x.
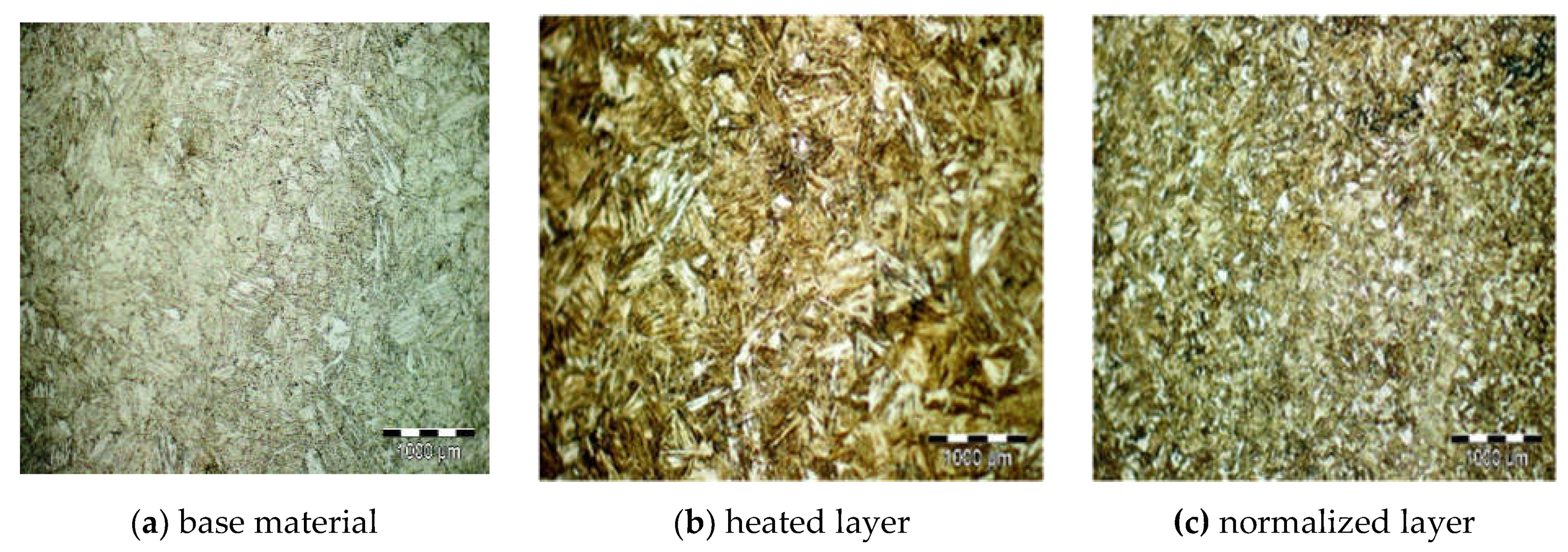
Figure 9.
Sample 3, 500x.
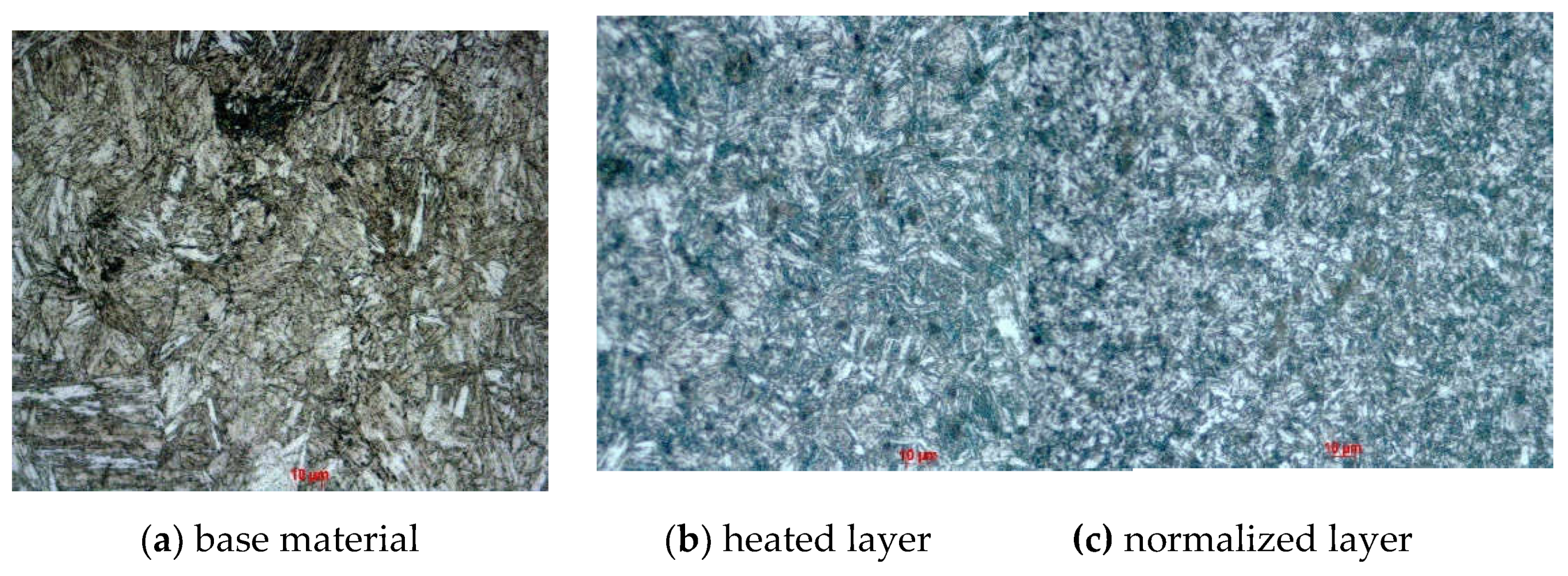
Figure 10.
Sample 6, 500x.
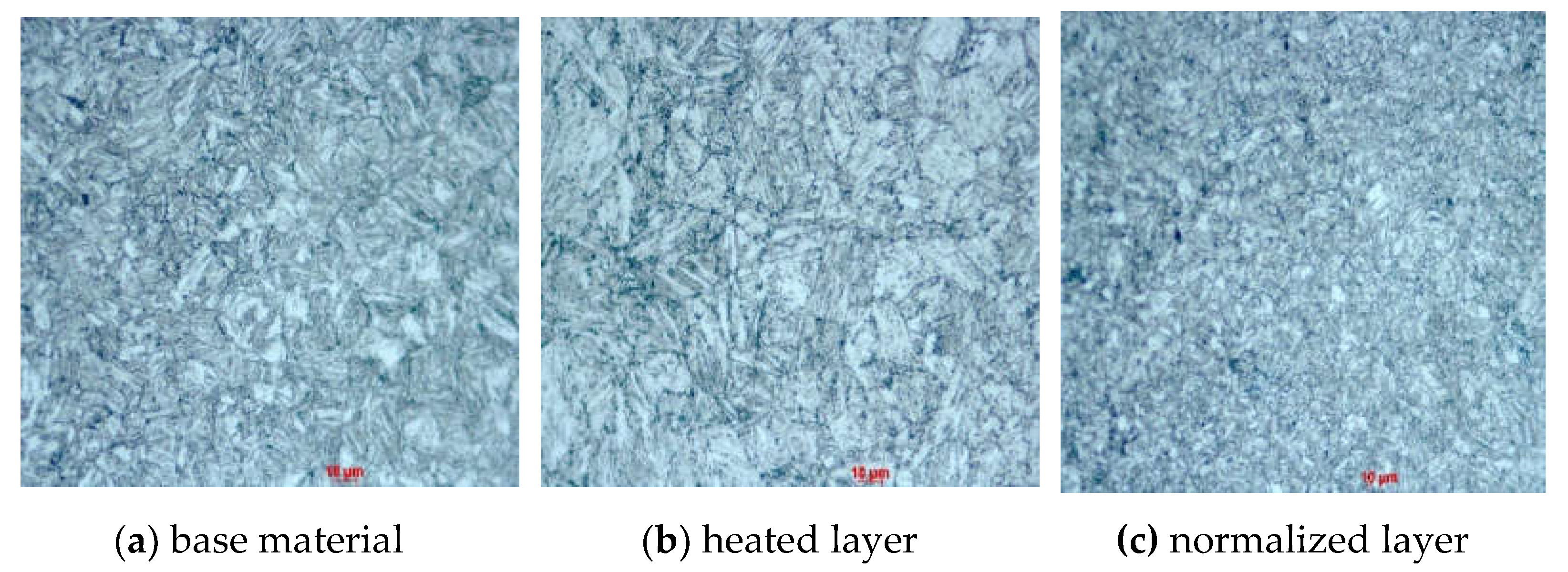
Figure 11.
Micro hardness vs. distance from surface, 80 mm plates.
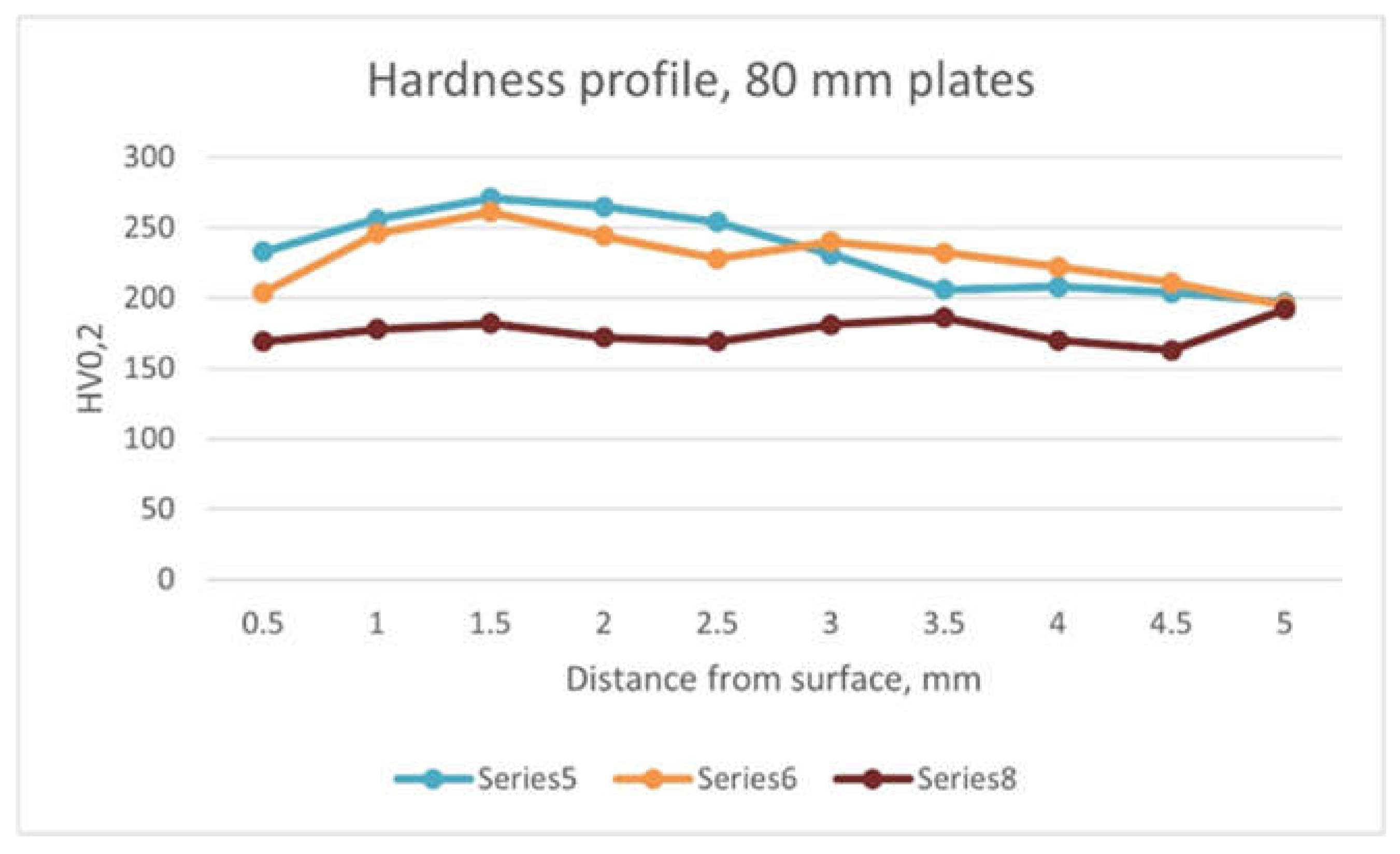
Table 1.
S960QL - Typical chemical composition [3].
Table 1.
S960QL - Typical chemical composition [3].
| C (max %) |
Si (max %) |
Mn (max %) |
P (max %) |
S (max %) |
Cr (max %) |
Cu (max %) |
Ni (max %) |
Mo (max %) |
B (max %) |
C (max %) |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.20 | 0.50 | 1.60 | 0.020 | 0.010 | 0.80 | 0.3 | 2.0 | 0.70 | 0.005 | 0.20 |
Table 2.
Mechanical characteristics of S960QL steels [3].
Table 2.
Mechanical characteristics of S960QL steels [3].
| Thickness (mm) |
Yield Strength Rp0.2 (Min MPa) |
Rupture Strength Rm (MPa) |
Elongation A5 (min %) |
|---|---|---|---|
| 4.0 - 53.0 | 960 | 980 – 1150 | 12 |
| 53.1 - 120.0 | 850 | 900 – 1100 | 10 |
Table 3.
Steel S960QL - Impact energy [3].
Table 3.
Steel S960QL - Impact energy [3].
| Steel Type | Min. Impact Energy, Charpy V | For steel Type |
|---|---|---|
| Strenx® 960 E | 40 J/ - 40 0C | S960QL |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



