
Submitted:
27 April 2023
Posted:
28 April 2023
You are already at the latest version
Abstract
The paper focuses on two unconventional magnetic field-based treatment regimes applied to an alloyed steel before applying a thermochemical treatment. This study was conducted in order to improve the behavior of the chosen material during the wear process. Increasing the wear resistance and the micro-hardness of the superficial layer obtained from the treatments are a priority, as well as improving the mechanical properties of a Cr-Mo alloyed steel. Thermomagnetic treatment, applied before plasma nitriding treatment, improves the mechanical properties of the base material, especially in the case of a steel with a considerable chromium content (1,02%). This paper is a review of my own researches in the last years.
Keywords:
Plasma nitriding
; thermo-magnetic treatment
; steel
; surface layer
; wear tests
1. Introduction
A large number of parts in the industry - such as, for example, gear assemblies - can benefit from the results of these experiments, which bring real improvements in mechanical and tribological properties, actually increasing the durability of steel parts during operation. The above statements are covered in my laboratory tests carried out by: wear tests - which follow the behavior, from a tribological point of view, of the superficial layer obtained by thermochemical treatment applied after different thermomagnetic treatment regimes, diffractometric analyzes after each hour of wear tests, of each applied treatment regime.
Starting from the title of this work and considering that, by improving the mechanical properties and increasing the quality (implicitly, the durability) of some steels used in the construction of metallurgical equipment and in the automotive industry, understanding the improvement of the mechanical properties that determine the increase in the wear resistance of the steel parts subjected of the frictional wear process in operation, I initially chose, as benchmarks to study, a series of gears/gears from industry that are frequently reconditioned in heat treatment workshops. These parts are frequently made from low and medium alloy steels, for example: 42MoCr11 (AISI 4142, 40 CD 4 or DIN 42CrMo4) or 38MoCrAl09 (40 CAD 6.12 or, DIN 34 Cr Al Mo5).
From the specialized literature [1,2,3,4], it was found that, in a series of steels for bearings (RUL1, RUL2) and for tools (OSCs and Rps) increased the durability of these materials by increasing the resistance to wear determined by the increase in hardness and by decreasing the amount of material lost to wear by dry friction, as a result of applying a magnetic field (alternating or direct current) to the heat treatment of quenching and tempering. My research was carried out on improvement steels, medium alloys, the originality of the research consists on the thermomagnetic treatment regime applied before the plasma nitriding treatment [5,6,7].
A thermo-magnetic treatment applied before plasma nitriding modifies the characteristics of the mechanical resistance of the steel, the hardness and the resistance of the corrosion process.
The magnetic field applied during the part of the improvement treatment of the steel grade leads to appear mechanical oscillations triggered by Magnetostriction. The energy of the magnetic field may intervene in the balance of global power of the phase transformations of solid state altering the thermodynamics, kinetics and the mechanisms, the structures and properties of the steels [2,3,5].
The magnetic field applied leads to a decreasing of the residual austenite amount (Arez) during the annealing/hardening treatment of the gearing or tools steels, according to the literature [5].
2. Considerations regarding the evolution of the plasma nitriding concept
Initially, plasma nitriding was used only in its primary form: as cold-wall technology. Cold-wall technology had problems with the maintaining of a sufficiently uniform temperature across the treatments. It had limitations of the heating rate. In the cold - wall system case, the samples are heated up with plasma energy, up to the temperature necessary for nitriding treatment. According to the high current density needed, overheating arises easily on critical areas which destroy the samples. For example, if it is a case of the piece with blind holes, this technology can lead to the complete destruction of the work piece. Later, it was implemented the hot-wall technology. In the case of a modern hot wall – systems, an extremely high temperature homogeneity can *be obtained. An advantage of the hot wall technology - in connection with multi - section system - consists in the possibility to adjust the temperature of several zones individually. In this way, different kind of steels can be treated simultaneously, in each level, at specific value of temperature [9,10].
Some initial problems of plasma nitriding with control of the arc discharged have been solved through the introduction of the pulse power generators and through the modernization of electronic controlling devices. The evolution of the computers created opportunities to improve the technology in plasma [11].
Sputtering can be a very positive phenomenon. The first benefit of plasma nitriding is the possibility of the ionized gas to activate the most difficult to nitride BCC alloys, which contain significant quantities of chromium and other elements. In this case, it is enabled the chemisorption of the active nitrogen species on the surface. During the plasma nitriding process, the energy of ions and neutrals bombarding the cathode (piece) is sufficient not only to remove the native oxides of chromium or other elements passivating the surface, but also to cause significant sputtering of the alloy. This fact, together with a low partial pressure of nitrogen in plasma, can provoke the limiting of the compound layer thickness. Thus, plasma nitriding was called as a low-nitriding potential process [12].
The disadvantages of the early version of plasma nitriding, such as the corner effect in complex geometry parts and the arc damage of highly polished surfaces, created the incentive to improve the plasma nitriding by implementing hot-wall furnaces equipped with pulse power generators. Also, it was promoted the development of alternative plasma processes. These alternative processes can eliminate some problems but can maintain all the benefits of the treatment. One such process was implemented by Georges (1999) and it was called active screen nitriding.
The subject of ion/plasma nitriding mechanism has been studied by many researchers, for example: Kölbel (1965), Keller (1971), Hudis (1973), Roliński (1978); Karpiński (1979), Szabo and Wilhelmi (1984), Marchand (1989), Michalski (1993, 2000), Koloswary (Romania, 1995-2000); Preda A. (Romania, 2000), Walkowicz (Poland, 2003).
3. Materials and Methods
3.1. Experimental Procedure
In this short review of the own researches in the non-conventional treatments in magnetic field domain, it has been demonstrated that the energy of the magnetic field intervenes in the balance of the global power of the phase transformations in solid state altering the thermodynamics, kinetics and the mechanisms processes, the structures and some properties of the steels. A magnetic field which is overlapped during the cooling in case of the heat treatments determines the modification of the structure of the material.
An alloyed steel grade for machine parts construction used in industry have been considered and this material was subjected to a classical improvement treatment or a thermo-magnetic treatment before a plasma nitriding process – the last one being a thermo-chemical treatment. Studying the superficial layer, it was taken in consideration the distribution of the phases in case of the classic treatment procedure versus the case of the non-conventional treatment in magnetic field applied before plasma (ion) nitriding.
Through applying a magnetic field - alternative current - in some specific conditions, on the heat treatment applied before the plasma nitriding process, finally, the quantity of the Fe3N phase decreased, the quantity of Fe4N increased in the plasma nitrided layer and the distribution of these phases during wear tests implies an increasing of the wear resistance and an improvement of the mechanical properties of the superficial layer of the steel. Also, the evolutions of the superficial layers after a plasma nitriding process, during the wear tests (dry friction) have been studied in this work [6,8,13].
For the experimental procedure, the samples have been realized as rollers from a steel grade for improvement treatment for machine parts construction with the following principal content: 0.42 % C, 0.02% Al, 1.02 % Cr, 0.17 % Mo, 0.68 % Mn, 0.22 % Cu, 0.33 % Si, 0.26 % Ni, 0.030 % P, 0.026 % S. The existence of the Molybdenum content in the composition of the steel induces a decreasing of the stiffening phenomenon.
The first stage from the complex program of treatments consisted of thermo-magnetic treatments. The second stage of the treatments consists in the applying the thermo-chemical treatment in plasma, at 530 °C. The third stage of the experimental program consists in dry wear tests, friction processes. The samples have been tested using an Amsler stand for wear tests (dry friction) [6,8].
There are mentioned the following treatments which have been selected for different samples: Treatment T1 represents a hardening at 850°C and a high tempering treatment at 580°C, with cooling in water - being the classic improvement treatment followed by a plasma nitriding at 530°C; Treatment T2 represents a complete martensitic hardening in weak alternative magnetic field and a high tempering with cooling in water in strong magnetic field, followed by a plasma nitriding treatment; Treatment T3 or Tca represents a martensitic hardening and a high tempering with cooling in water in strong magnetic field (alternative current), followed by a plasma nitriding treatment. T4 or Tcc represents a martensitic hardening and a high tempering with cooling in water in strong magnetic field (Direct current), followed by a plasma nitriding treatment. The temperature of plasma nitriding process was 530 ̊ C. Duration of the process depend on the dimensions of the samples [6,8,13].
The samples have been analyzed using the diffractometric analysis which completed this study. The plasma nitriding plant used was the INI 150 made by the Institute of Radiation Physics and Technology in collaboration with the "Electrotechnics" Enterprise and the Nuclear Apparatus (ICEFIZ) from Romania and was destined for technological research, but can also be used for industrial nitriding of small pieces. INI 150 was based on the physical phenomenon of a double cathode at plasma (ion) nitriding process.
3.2. Tribological tests
According to the work [5,6,8], the wear tests, corresponding to a dry friction process, were made using several couples of rollers, each couple corresponding to different sliding degrees (ξ), defined as the following relation [5,6,8]:
In this case, v1 and v2 are the peripheral velocities of the rollers in contact, each one having their specific peripheral velocity. There were used rings (rollers) with the width b = 10 mm [5,6,8]. Each case has a particular combination of angular speeds (n1, n2) according to diameter sizes (d1, d2). Index 1 or 2 are added for the roller 1 or 2, respectively, both of the same tested friction couple.
Theoretically, ξ=10 % corresponds to a pair of tested rollers having the outer diameter of conducting roller d1= 40 mm, for n1=180 rpm and the outer diameter of the second roller d2= 40 mm (k = 0.90) and ξ=20 % corresponds to a pair of tested rollers having d1= 44 mm, n1=180 rpm and d2= 40 mm (k = 0.90). The durability of the rollers through mass loss, the worn-out layers depth and the surface structure evolution for different parameters of testing regimes were determined [8].
Tribological properties during wear process are determined by the compound layer (the white layer) obtained after plasma nitriding at 530 °C temperature. Under the compound layer exists a diffusion area, which reaches deeper into the material, until approximately 0.1 – 0.5 mm. In the case of the wear dry tests the Normal Load (Q) bearing capacity and fatigue strength are largely determined by the micro-hardness (Vickers) and by the depth of the diffusion area, which can be observed by analyzing the microstructural aspects of the steel [6,8].
The cumulated material weight loss was represented by the values of the parameter notated with Δm. These values were evaluated using the following expression:
where Δmi characterizes the mass loss after three hours of wear tests through a dry friction, which results from the contact of the rollers, using an Amsler machine. The measured were taken after each hour of wear process. Wear tests are carried out on a basis of 60 minutes duration, three times.
Δmi = (mi−1 − mi) + Δmi−1,
4. Results and discussion
4.1. Results after thermo-magnetic treatments
In Figure 1, after the unconventional treatment in the magnetic field, an increase in the Brinell hardness of the steel was found. The better results were obtained in the cases of thermo-magnetic treatment in Alternative current Tca (T3) and in the case of T2 treatment.
4.2. Results after plasma nitriding (complete treatment regime)
In Figure 2 was represented the evolution of the microhardness (Vickers), after three hours of wear tests, depending by treatments [8].
In Figure 2, some notes must be mentioned: HVa represents Vickers micro-hardness of the superficial layer in the case of the treatment T3 and HVc represents the Vickers micro-hardness of the superficial layer in the case of the treatment T4.

| Treatment Code | Sliding degree ξ [%] | Normal load Q [daN] |
Mass loss M [g] |
Thickness layer loss Uh [mm] |
Wear intensity Iu x 10 -4 [g/m] |
Δt [h] |
| T1 | 10 | 75 | 0.025 0.035 0.030 |
0.100 | 5.890 4.420 4.420 |
1 2 3 |
| T2 | 0.020 0.020 0.025 |
0.040 | 2.950 1.470 1.470 |
1 2 3 |
||
| T1 | 150 | 0.035 0.040 0.040 |
0.120 | 5.890 5.890 5.890 |
1 2 3 |
|
| T2 | 0.035 0.025 0.030 |
0.090 | 4.420 4.420 4.420 |
1 2 3 |
||
| T1 | 20 | 0.040 0.055 0.050 |
0.145 | 5.890 6.700 6.040 |
1 2 3 |
|
| T4 | 0.040 0.040 0.050 |
0.130 | 4.885 4.885 4.885 |
1 2 3 |
||
| T3 | 0.030 0.035 0.025 |
0.095 | 4.420 3.680 3.680 |
1 2 3 |
According to [13], in Table 2 have been presented results of the researches corresponding to classic treatment (T1) and a non-conventional treatment (T2), considering the monitoring after each hour of wear tests and in Figure 3 and Figure 4 have been presented the distribution of the phases on superficial layer, depending on the wear tests duration, for T1 and T2 treated samples, corresponding to Q=75 daN, ξ=10%.
Some notations have been used:
IFe3N = the intensity of the Fe3N phase diffraction line, proportional to the amount of Fe3 N phase;
IFe4N = the intensity of the Fe4N phase diffraction line, proportional to the amount of Fe4N phase.
Comparing the Figure 3 and Figure 4, it can be observed that in the classic treatment case (Figure 3) the quantity of the Fe4N phase has a oscillated evolution of the quantity (see the red diagrams) after every hour of the wear tests. Fe4N phase has the role to increases the wear resistance [6,8]. These oscillations can do the fatigue of the material. The evolution of this phase in the Figure 4, for T2 treatment, has not oscillations and the material mechanical resistance increases in this case. So, in the case of T2 non-conventional treatment, the resistance of the wear process of the superficial layers is the biggest, comparing with the classic treatment case (T1).
After three hours of the wear tests, the quantity of the Fe3N phase in the superficial layers decreases more in the case of the non-conventional treatment. It is known that this phase causes fatigue of the superficial layer and it’s possible to appear cracks. In the Figure 4, this phase Fe3N has a quantity descending. This fact due to increase the durability of the superficial layers non-conventional treated in magnetic field-A.C.
According to [8], for example, in Figure 5 and Figure 6, the Mass loss (M2) and the wear intensity (I2 x 10 -4) evolutions, in the cases of T1 and the non-conventional treatment T2 for Q = 75 daN and ξ =10% respectively, for Q = 150 daN, have been presented. Mass loss was smaller in the case of non-conventional treatment T2.
4.3. Diffractometry aspects
It can be observed that in the case of non-conventional treatments in magnetic field applied before plasma nitriding, the amount of Fe3N, Fe4N and Feα (M) in superficial layer increased. This is a reason to observe that the non-conventional treatment – an improvement treatment in magnetic field – applied before thermo-chemical treatment determines the increasing of the hardness and the wear resistance of the steel. The superficial layers of the steel obtained better mechanical characteristics.
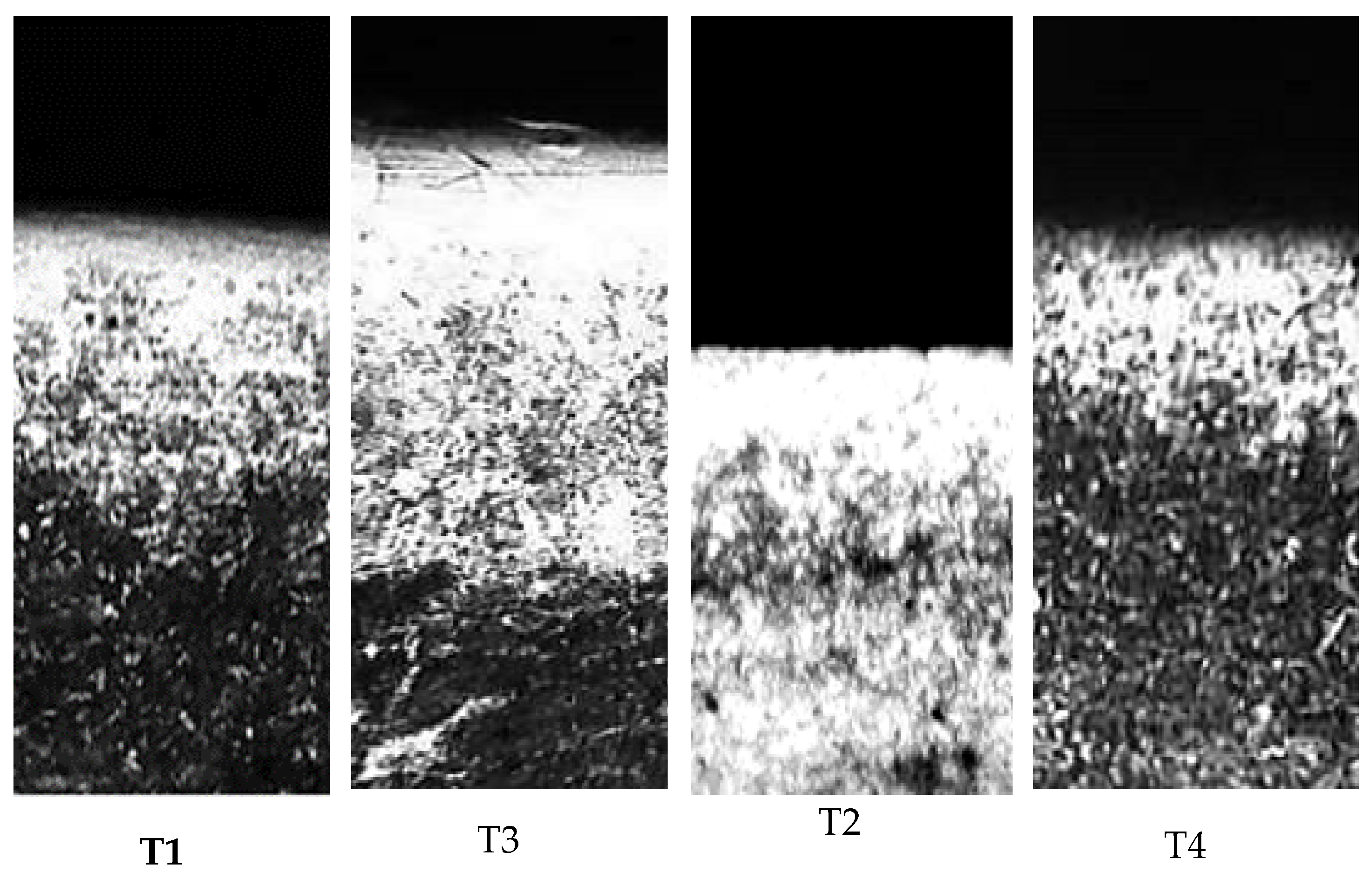
Studying Figure 7, Figure 8, Figure 9 and Figure 10, the samples non-conventionally treated with T2 regime before plasma nitriding, the amount of martensite (M-Feα) is highest compared to other samples classically treated (T1). The percentage of carbon (% C) being the average for the analyzed steel (up to 0.6%), the evolution of the degree of tetrahedral of martensite in certain processes or over time can be controlled by the evolution of the diffraction line (211).
Considering classically treated samples without magnetic field (corresponding to the T1 treatment), it can be seen that the peak corresponding to the Fe4N phase has a much lower height compared to the samples treated with T2.
The Fe4N phase (very hard compared to the Fe3N phase) is present in a large amount at the one-hour wear stage (Δt = 1 h), while, after three hours of wear tests (dry friction), the peak (40˚ - 41˚ - 42˚) goes down, thus registering a decrease of this phase. It results that the hardness of the nitrided layer decreases as the wear depth (Uh ΄) increases.
At the same time, in the nitrided layer, there is a significant amount of Feα (martensite) - a very hard phase, with acicular appearance. The peak (82-84˚) is already "tall" and increases in height during the three hours of wear. From this point of view, there is an increase in the hardness of the nitrided layer through the wear process. Feα (martensite) is also found in the range (44˚ - 45˚).
Studying the diffractograms of the samples treated with T2 (Δt = 3 h), it is observed that, at a higher stress on the material, the amount of Fe3N phase decreases slightly, while the amount of Fe4N and Feα phase (M) remain constant in value, compared to of the initial state (Δt = 0).
It results that the high hardness of the nitrided layer was obtained by the existence of a significant amount of Fe4N phase and Feα (M) - very hard phases, compared to the other phases existing in the superficial nitrided layer. There is a correlation between what the diffractograms show and the wear test results.
In the point of view of the influence of the variation of sliding degrees, varying the sliding degree (ξ) between the surfaces in contact, the other stress parameters remaining constant and the samples being treated identically by T1, a larger amount of Fe4N hard phase is observed in the case of a decrease in the degree of slip. Therefore, the degree of slip between the surfaces in contact also has an influence on the wear resistance of the superficial layer. To increase the wear resistance of the superficial layer, a request with a degree of slip as low as possible will be followed (for example, 10%).
The mechanical properties of the nitrided layers are directly linked to the microstructure and precipitation phenomena that occur during nitrogen diffusion. With the increasing of the hardness, the compressive residual stresses are generated due to phase transformation and/or precipitation.
5. Conclusions
1. As the first direction of research, the increase of the mechanical characteristics (hardness) of steels through thermomagnetic treatment was pursued in order to apply the thermochemical treatment with diffusion, below the thermomagnetic treatment temperature.
Through this direction of research, the following were pursued:
a). Improving the wear resistance characteristics of the thermochemically treated superficial layer by applying the thermomagnetic treatment to the core of the part. The changes induced by the magnetic field applied to the improvement of the core, determined the changes in the mechanical and structural characteristics of the thermochemically treated layer. We can thus speak of an influence of the thermomagnetic treatment applied to the core on the structure of the thermochemically treated superficial layer (Chapters 6 and 7).
b). Continuity of the thermochemically treated layer subjected to the wear resistance test and the verification of the results by requesting three roll-type specimens obtained under the same processing and treatment conditions and tested under the same stress conditions, for each thermomagnetic and thermochemical treatment regime in part;
2. Another direction of research was to study the influence of thermomagnetic treatment applied by volume on the thermochemically treated surface layer. In this direction were studied:
a). The evolution of the resistance characteristics in the superficial layer treated thermochemically by diffractometric analysis, following, after each hour of wear by friction, the distribution of phases in the superficial layer, the change in the degree of tetragonality of the martensite (c/a), internal tensions of the second order. This analysis was carried out for each regime of thermomagnetic treatment followed by thermochemical treatment separately, the friction wear conditions being the same.
b). Evolution of structural changes in thermochemically treated superficial layer. The microstructures were analyzed after the application of thermochemical ionic/plasma nitriding treatments.
c). Microhardness evolution in the thermochemically treated surface layer, for each thermomagnetic treatment regime separately followed by thermochemical ionic nitriding treatments
It was highlighted that, in the case of applying a treatment in an alternating magnetic-current field (for example, magnetic field strength H=1300A/m), the thickness of the thermochemically treated layer increased by up to 25% compared to the case of classical thermal treatment (H=0 A/ m) without magnetic field and, in the case of samples treated with T2, this thickness increased by 40%.
The originality of the research is precisely in the application of the thermochemical treatment with diffusion after the thermomagnetic treatment, the temperature of the thermochemical treatment being lower than the temperature of the thermomagnetic treatment, with the explanation that the thermochemical treatment applied after the thermomagnetic treatment should not change - through the high temperature - what was obtained in terms of view of the mechanical properties, through thermomagnetic treatment.
Acknowledgments
This work started during the preparing my doctoral Thesis and the tests continues after the end of Doctoral program. The experimental programs have been made in Romania, the wear tests, diffractometric analysis and micro-structural aspects have been made at “Dunarea de Jos” University from Galati. Thermo-magnetic treatments have been made at “Transilvania” University Laboratory from Brasov, Romania.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Popescu, N. Tratamente termice neconvenţionale (Unconventional thermal treatments), Technical Publishing House, Bucharest, Romania, 1990, pp. 105-117.
- Vonsovski, S. V. Teoria modernã a magnetismului (The modern theory of magnetism), Technical Publishing House, Bucharest, Romania, 1956.
- Wiliams, J.A. Engineering Tribology, Oxford University Press, Oxford, USA, 1995, pp. 15.
- Baltes, L. Cercetãri privind tratamentele termomagnetice ale oţelurilor pentru scule. Doctoral Thesis, Braşov, Romania, 1998. 130p.
- Papadatu, C.P. Posibilitãţi de creştere a calitãţii unor oţeluri solicitate în industria metalurgicã (Possibilities of increasing the qualities of some steels used in the metallurgical industry), Publishing House of the „Dunãrea de Jos” University Foundation, Galati, Romania, 2007. 158 p.
- Papadatu, C.P. Researches regarding the improving of characteristics and increasing the reliability properties of steels used in the construction of machinery for metallurgy, Doctoral thesis, „Dunarea de Jos” University, Galati, Romania, 2006, 210 p.
- Papadatu, C. P. , Sandu, A., Bordei, M., Sandu G.. Study on the Influence of the Treatment in Magnetic Field on the Nitrided Layer in Plasma, Revista de Chimie, 2017, 68, pp. 675- 679, WOS: 000400732400009. [CrossRef]
- Papadatu, C.P. , Researches on the tribological behavior of a non-conventional treated steel, Proceeding of 27 th International Conference on Metallurgy and Materials (METAL 2018), Brno, Czech Republic, 2018, pp.1198-1203, WOS:000461832200191.
- Mittemeijer, E.J. , Steel Heat Treating Fundamentals and Processes in J. Dossett, G.E. Totten (Eds.), ASM Handbook, ISBN-13: 978-1-62708-011-8, Volume 4A, 2013.
- Merlino, R. L. and Goree, J. A., Dusty plasmas in the laboratory industry, and space, Physics Today, July, 32–38, 2004. [CrossRef]
- Roliński, E. and Sharp, G., When and why ion nitriding/nitrocarburizing makes good sense, Industrial Heating, August, 2005, 67–72.
- Roliński E, Sharp G, Brondum K and Peterson N (2005a), ‘P/M turbo charger and armature components: plasma nitriding and nitrocarburizing to reduce friction wear’, SAE World Congress, Detroit, MI, 11–14 April, Paper 2005-01-0722, Warrendale, PA, SAE International, 2005.
- Papadatu, C.P. Tribological aspects of plasma nitrided layer in the case of a non-conventional treated steel for industrial gearings, Proceeding of 29 th International Conference on Metallurgy and Materials (METAL 2020), May 20-22, Brno, Czech Republic, 2020, pp. 800-805, ISBN 978-80-87294-97-0, WOS:000794331100128.
Figure 1.
Brinell Hardness values [daN/mm2], measured after base treatments.
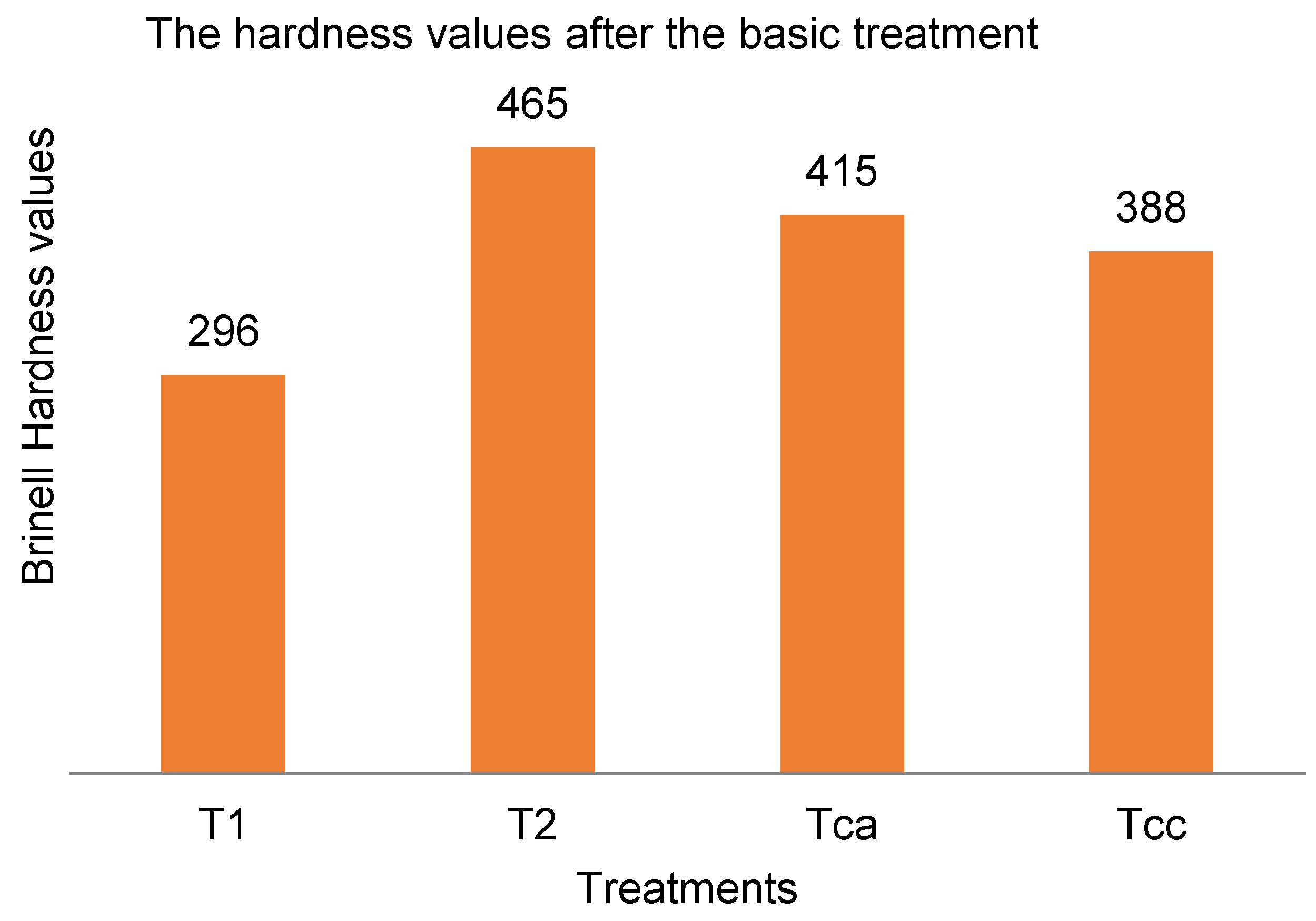
Figure 2.
Microhardness versus the thickness of the superficial layer (DGR), depending on the treatments T3 and T4.
Figure 2.
Microhardness versus the thickness of the superficial layer (DGR), depending on the treatments T3 and T4.
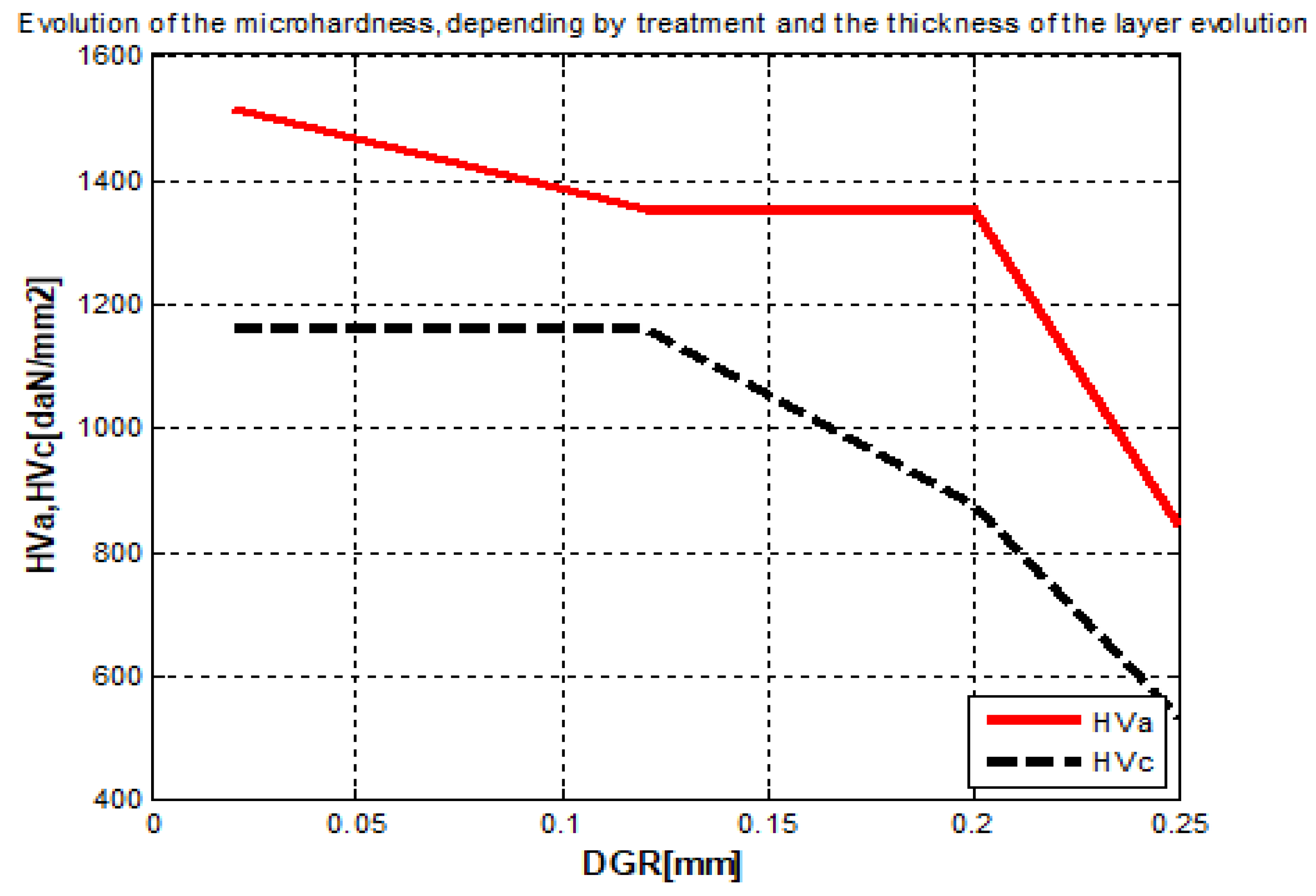
Figure 3.
Distribution of the phases on superficial layer, depending on the wear tests duration, for samples treated with T1, for Q=75 daN, ξ=10%.
Figure 3.
Distribution of the phases on superficial layer, depending on the wear tests duration, for samples treated with T1, for Q=75 daN, ξ=10%.
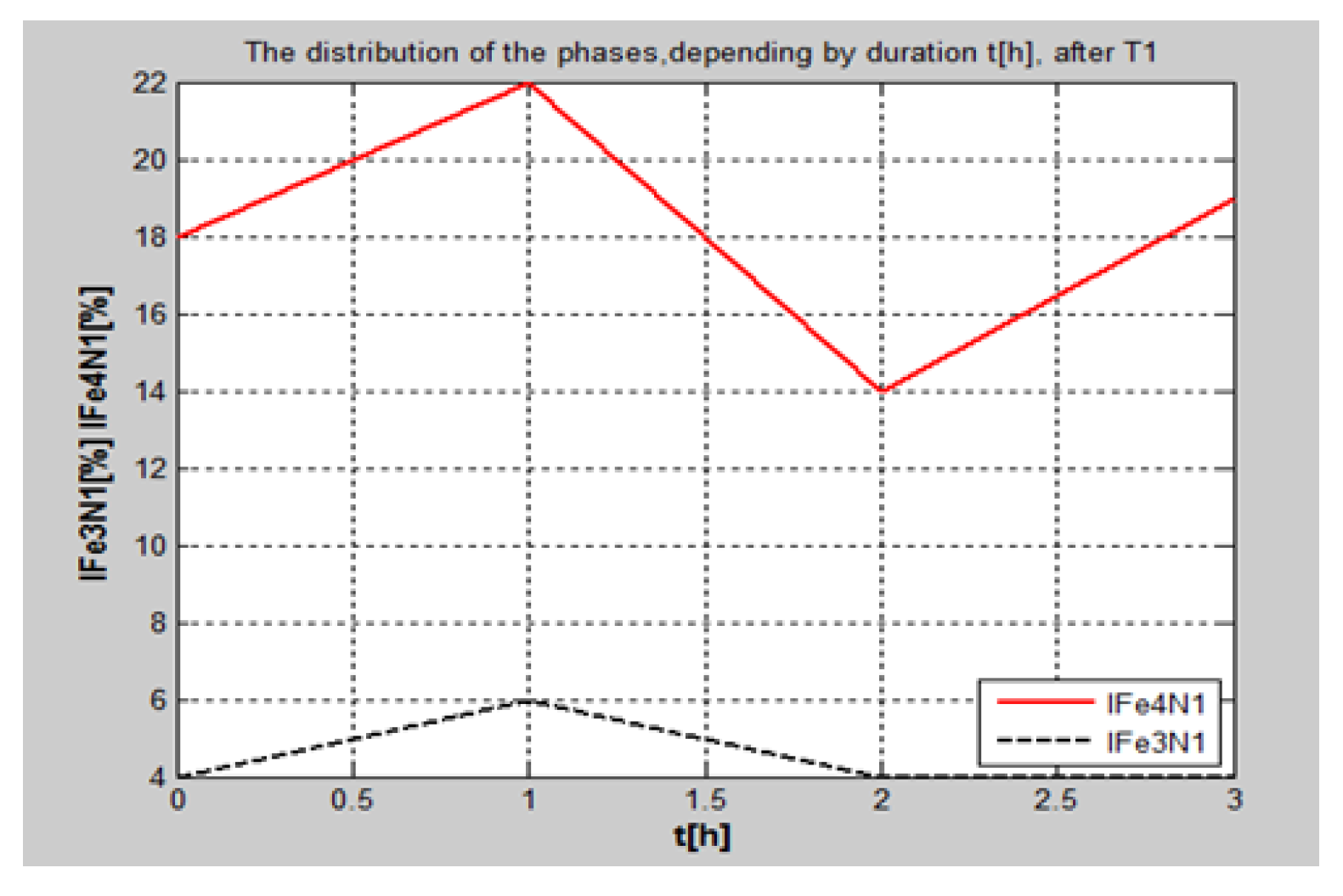
Figure 4.
Distribution of the phases on superficial layer, depending on the wear tests duration, for T2 treated samples, corresp. to Q=75 daN, ξ=10%.
Figure 4.
Distribution of the phases on superficial layer, depending on the wear tests duration, for T2 treated samples, corresp. to Q=75 daN, ξ=10%.
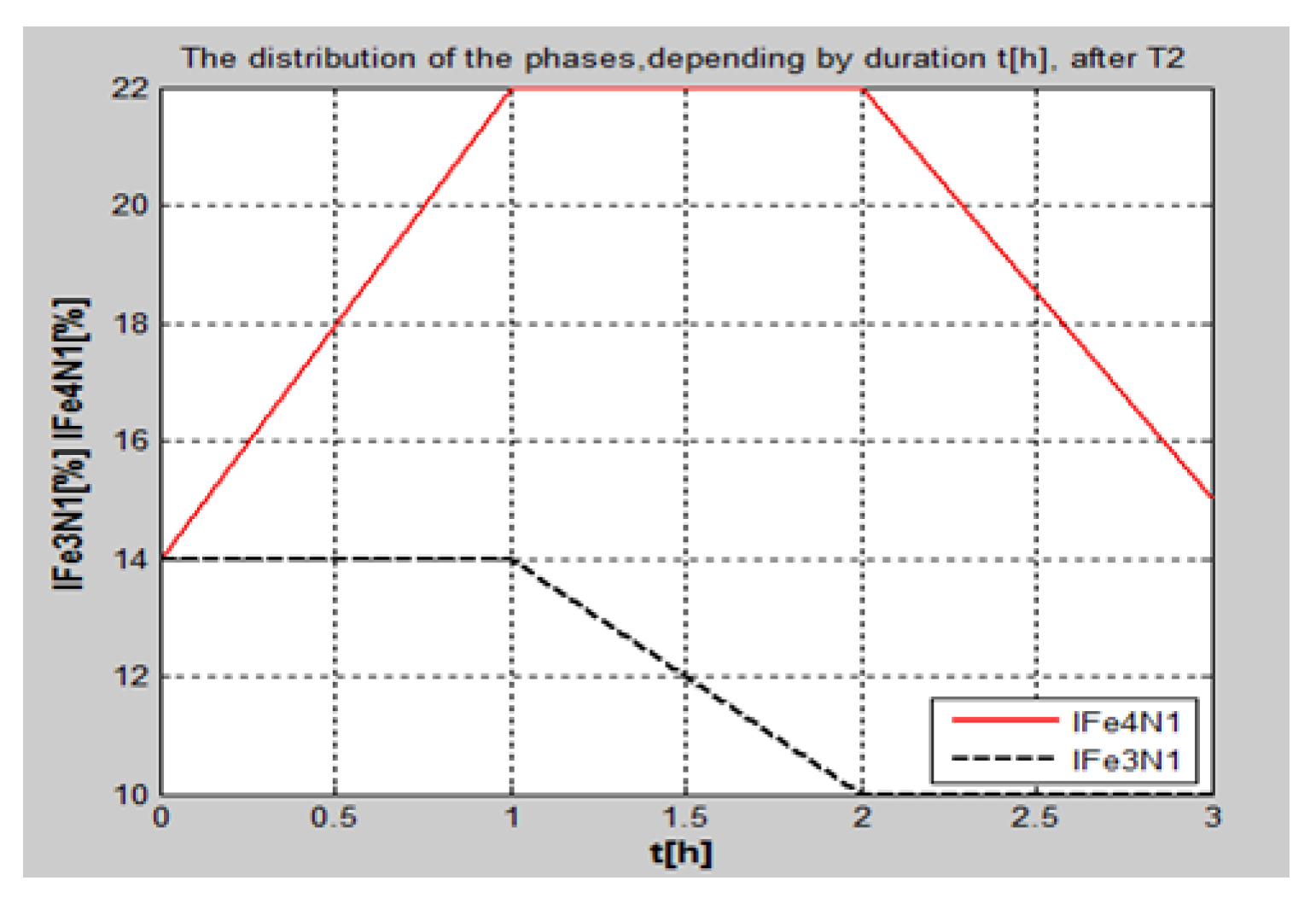
Figure 5.
Mass loss (M12) and the wear intensity (I12 x10-4) evolutions in the case of the treatment T1 (classic), corresponding to Q=75 daN, ξ=10%.
Figure 5.
Mass loss (M12) and the wear intensity (I12 x10-4) evolutions in the case of the treatment T1 (classic), corresponding to Q=75 daN, ξ=10%.
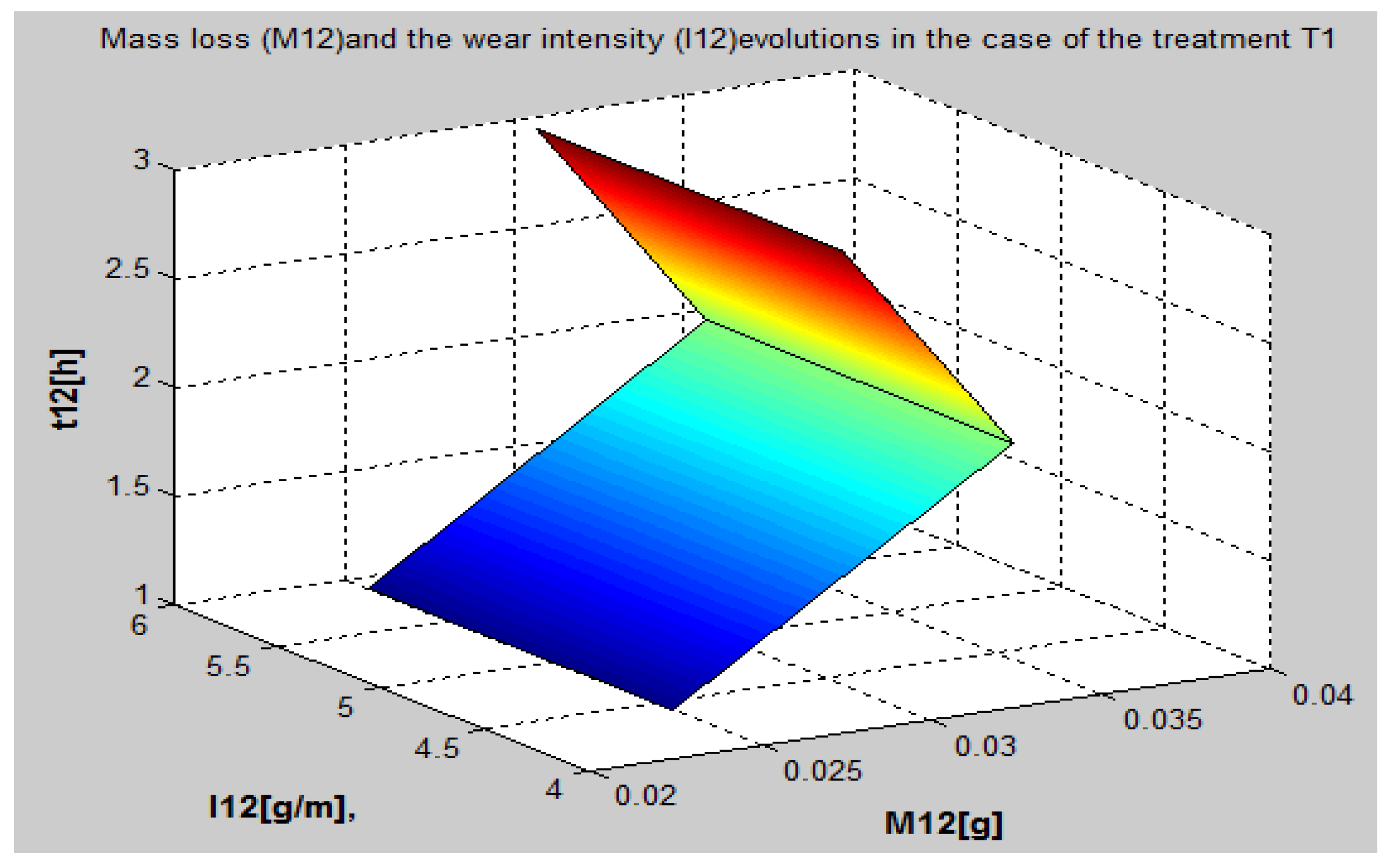
Figure 6.
Mass loss (M2) and the wear intensity (I2 x 10 -4) evolutions, in the case of the non-conventional treatment T2, corresponding to Q = 75 daN and ξ =10%.
Figure 6.
Mass loss (M2) and the wear intensity (I2 x 10 -4) evolutions, in the case of the non-conventional treatment T2, corresponding to Q = 75 daN and ξ =10%.
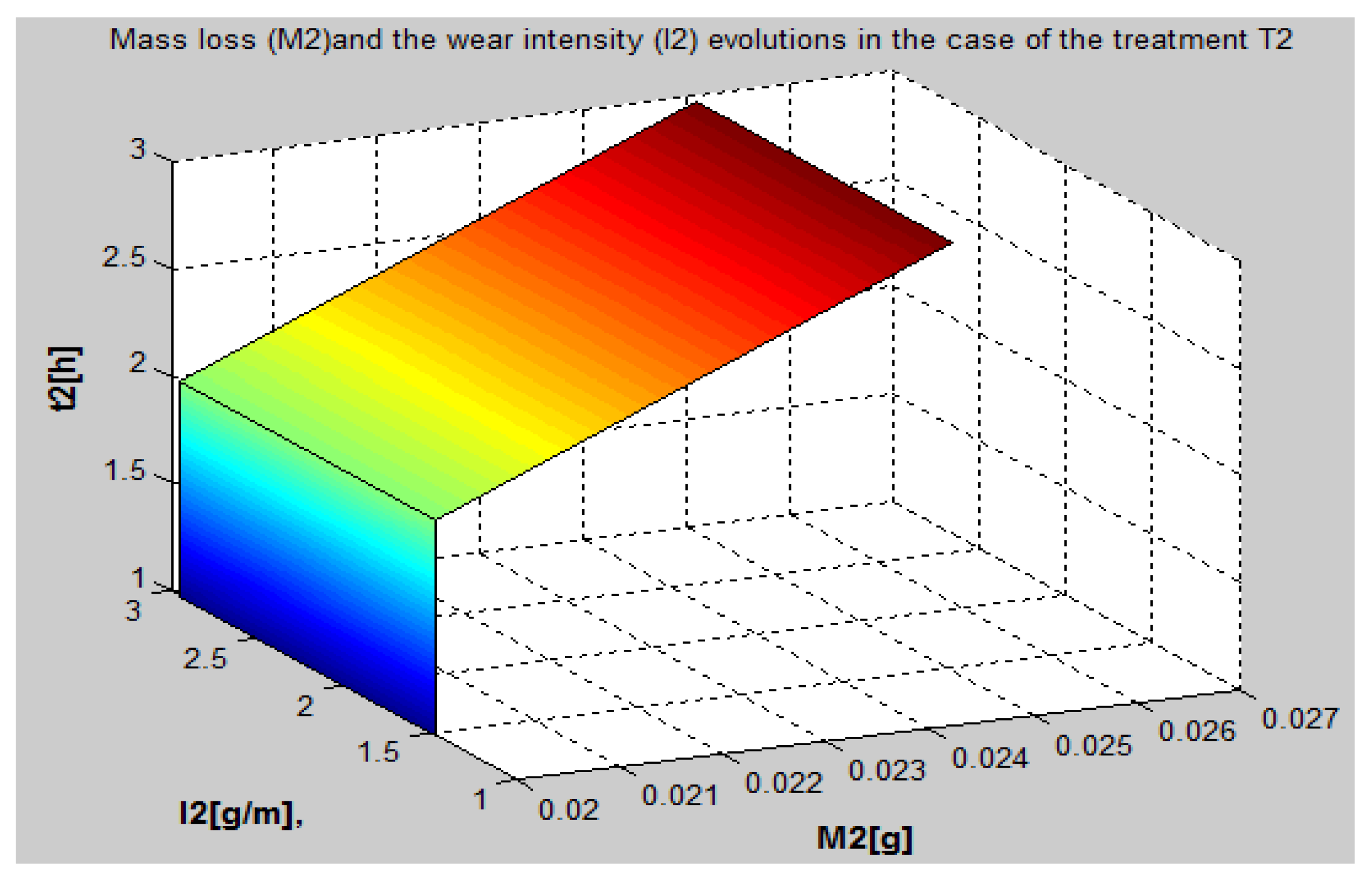
Figure 7.
Diffractometric aspects corresponding to nitrided layer in case of T1 classic treatment before wear tests [6].
Figure 7.
Diffractometric aspects corresponding to nitrided layer in case of T1 classic treatment before wear tests [6].
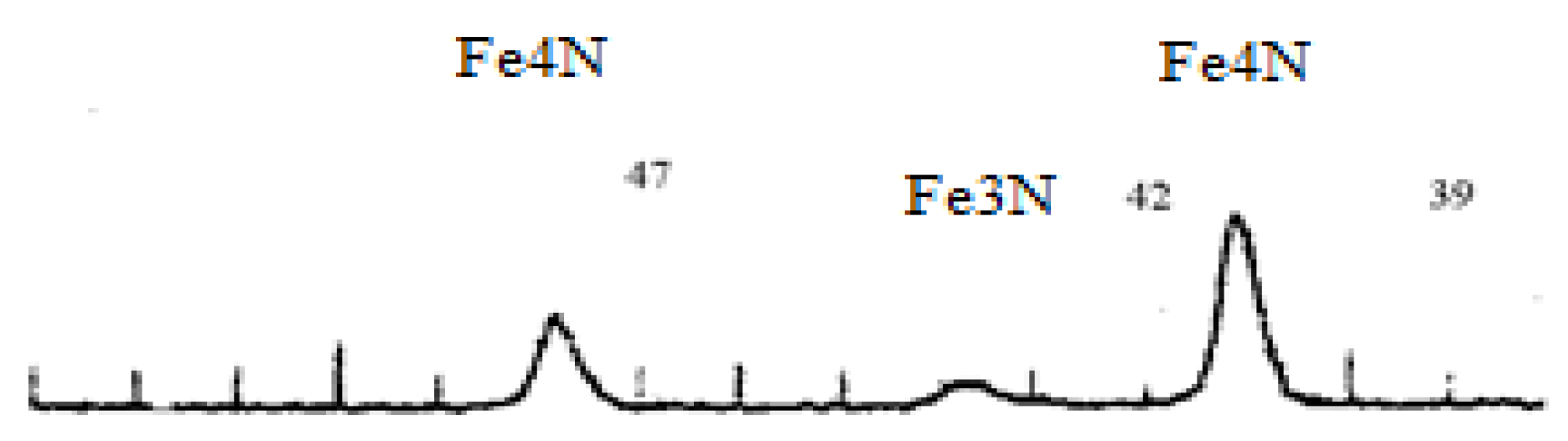
Figure 8.
Diffractometric aspects corresponding to nitrided layer in case of T1 classic treatment after three hours of wear tests [6].
Figure 8.
Diffractometric aspects corresponding to nitrided layer in case of T1 classic treatment after three hours of wear tests [6].
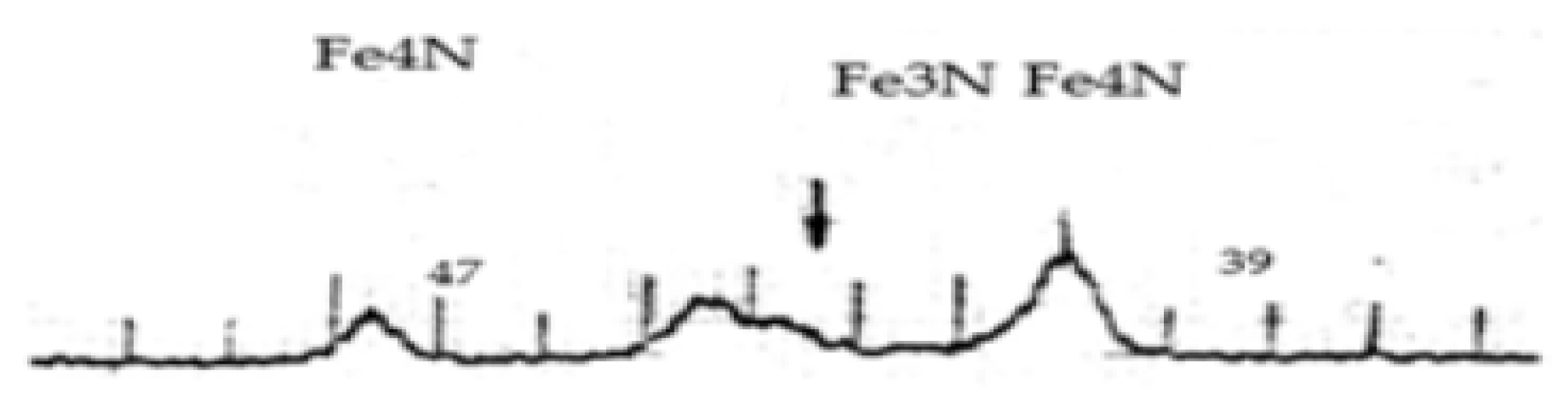
Figure 9.
Diffractometric fragment corresponding to the samples subjected to non-conventional treatment T2 before of wear tests [6].
Figure 9.
Diffractometric fragment corresponding to the samples subjected to non-conventional treatment T2 before of wear tests [6].
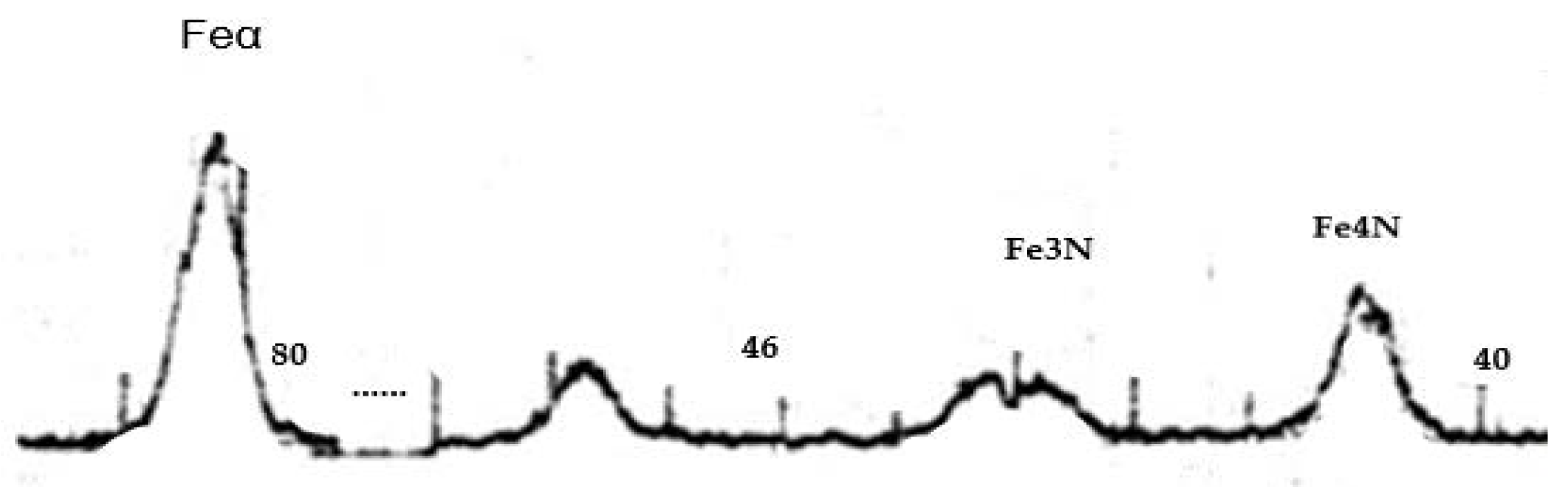
Figure 10.
Diffractometric fragment corresponding to the samples subjected to non-conventional treatment T2 after three hours of wear tests [6].
Figure 10.
Diffractometric fragment corresponding to the samples subjected to non-conventional treatment T2 after three hours of wear tests [6].
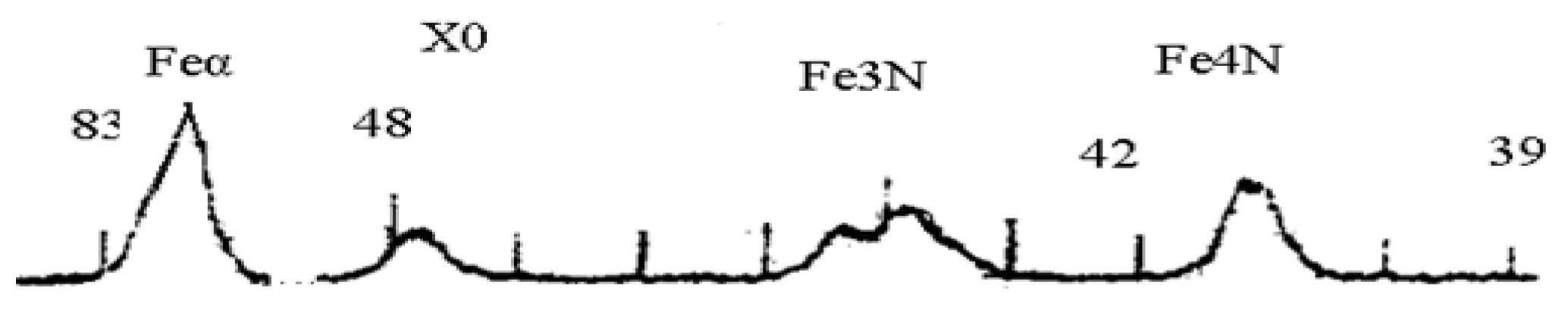
Table 2.
Results obtained during wear tests on Amsler machine [6,8], results of the researches corresponding to classic treatment (T1) and a non-conventional treatment (T2), considering the monitoring after each hour of wear tests.
| Code samples | ~ % IFe3N |
~ σII BFe3N |
~ % IFe4N |
~ σII BFe4N |
t [h] | Q [daN] | ξ [%] | Treatment |
| 1.2 | 4 | 2.66 | 18 | 1.80 | 0 | - | - | T1 |
| 1.2 | 6 | 3.00 | 22 | 2.44 | 1 | 75 | 10 | T1 |
| 1.2 | 4 | 2.00 | 14 | 2.56 | 2 | 75 | 10 | T1 |
| 1.2 | 4 | 2.53 | 19 | 3.16 | 3 | 75 | 10 | T1 |
| 2.2 | 14 | 2.80 | 14 | 1.92 | 0 | - | - | T2 |
| 2.2 | 14 | 1.33 | 22 | 2.44 | 1 | 75 | 10 | T2 |
| 2.2 | 10 | 2.00 | 22 | 2.58 | 2 | 75 | 10 | T2 |
| 2.2 | 10 | 2.5 | 15 | 2.50 | 3 | 75 | 10 | T2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



