
Submitted:
01 May 2023
Posted:
02 May 2023
You are already at the latest version
Abstract
This work demonstrated the potential of CNC as a substitute for PEG as an additive in ultrafiltration membrane fabrication. Two sets of modified membranes were fabricated using the phase inversion technique with polyethersulfone (PES) as the base polymer, and 1-N-methyl-2 pyrrolidone (NMP) as the solvent. The first set was fabricated with 0.075 wt% CNC, while the second set was fabricated with 2 wt% PEG. All membranes were characterized using SEM, EDX, FTIR, and contact angle measurements. The SEM images were analyzed for surface characteristics using WSxM 5.0 Develop 9.1 software. The membranes were tested, characterized, and compared for their performance in treating both synthetic turbid water and real restaurant Both membranes exhibited improved hydrophilicity, morphology, pore structure, and roughness. Both membranes also exhibited similar water flux for real and synthetic polluted water. However, the membrane prepared with CNC gave the higher turbidity removal and COD removal when raw restaurant water was treated. The membrane compared well with the UF membrane containing 2 wt% PEG in terms of morphology and performance when synthetic turbid water and raw restaurant water were treated.
Keywords:
ultrafiltration
; PEG
; CNC
; COD
; turbidity
; morphology
1. Introduction
The global water crisis, which includes water scarcity, water pollution, water contamination, and ecosystem degradation, has become a big and general challenge in society [1]. The ability of the ecosystem to provide fresh water supplies is becoming increasingly compromised. Freshwater becomes polluted because of industrial, agricultural, and domestic activities [2]. Domestic wastewater includes yellow water, black water, brown water, and grey water [3]. The environmental and health impacts of these wastewaters have become a big problem and worry in society. In a world with an increase in water use, water treatment, reuse, and recycling are becoming increasingly important [4]. One technique that applies to a wide range of water matrices is membrane processes [5].
Membrane filtration processes are fast becoming the preferred technique for water and wastewater treatment [6]. This is due to the low cost of wastewater treatment and easy installation. The membrane process is eco-friendly, energy consumption is lower than other technologies, and it has a 90–95% recovery rate of water [7]. Membrane filtration processes have wide industrial and commercial applications. Many industries, such as food and beverage production, and oil and gas, use membrane processes for separating solids from solutions. For example, the membrane filtration process provides a highly desirable method mostly for treating wastewater due to its operation efficiency [8,9,10]. The efficiency of the membrane in separation is generally based on the size of the pores and the wetting properties of the membrane [11]. Membrane pore sizes function as a barrier to large particles in the water solution, thereby allowing water to pass through under applied pressure and block big particle-size contaminants in water that is bigger than the membrane pore. Generally, considering the pore size and separation mechanism, pressure-driven membrane filtration is divided into microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO). These can further be classified into low pressure and high pressure, depending on the driving force employed in water treatment. Reverse osmosis and the nanofiltration method are high-pressure processes, while microfiltration and ultrafiltration are known as low-pressure membrane processes. All these membranes are liable to fouling. This fouling mostly occurs as a result of different interactions between a component in the feed water solution and the membrane surface. The major significant advantages of the membrane separation process include operation at room temperature without phase change, compact, easy installation, simplicity in operation, and excellent water quality [12].
Ultrafiltration (UF) is a low-pressure membrane filtration process that can remove suspended solids and bacteria from water. The operating pressure of the UF membrane is approximately 200 to 700 kPa (30 to 100 psi). The pore size is approximately 0.002 to 0.1 microns, and the molecular weight cut-off (MWCO) is approximately 10,000 to 100,000 Daltons [13]. It is used to remove contaminants such as bacteria, protozoa, and some viruses from the water. The type of contaminant UF can remove is limited mainly by the porosity and hydrophobicity of the membrane. Therefore, the use of naturally synthesized additives could improve the characteristics and, hence, the performance of the membrane [14].
UF membranes are porous and are commonly fabricated using the nonsolvent-induced phase separation method [15]. In this method, a cast polymer dispersion is immersed in a nonsolvent bath, leading to the formation and growth of polymer-rich and polymer-lean phases within the cast film. Polymers such as polyethersulfone (PES), polysulfone, polyacrylonitrile, and polypropylene are commonly used for the preparation of UF membranes [16]. These polymers are added to a solvent that is usually N-methyl-2-pyrrolidone (NMP) or dimethylformamide (DMF). Hydrophilic polymers such as cellulose acetate, chitosan, PVP, and PEG are common additives in casting solutions to obtain improved hydrophilic properties [17]. Polyethylene glycol (PEG) acts as a pore former and is known to influence the pore density on the membrane surface [18]. Cellulose nanocrystals (CNC) are natural nanomaterials primarily derived from naturally occurring cellulose fiber [19]. CNC has received significant interest in wide application due to its chemical and mechanical properties [19]. CNC has been reported as one of the emerging materials for wastewater treatment because it is non-toxic, renewable, biodegradable, and possesses high specific strength [16,20]. CNC is hydrophilic, sustainable, and environmentally friendly in most applications. In one of our previous works, we reported the performance of a UF membrane fabricated with 0.075%+CNC. CNC concentration was varied and it was found that average water flux, turbidity, and COD removal from restaurant wastewater were highest with PES membranes containing 0.075 wt% CNC [21]. This was because of the lower contact angle, and lower pore size distribution, but this work seeks to compare the use of CNC with PEG as additives to PES membranes for the purpose of showing that CNC is a suitable substitute for PEG and other additives.
2. Materials and Methods
2.1. Materials
Polyethersulfone (PES) was obtained from Solvay, while the non-woven support was obtained from Kavon Filters. 1-N-methyl-2 pyrrolidone (NMP) (>99%) and PEG4000 were obtained from Sigma Aldrich. Commercial Cellulose Nanocrystals (CNC) powder was obtained from CelluForce, Canada. Restaurant wastewater was obtained from a city restaurant in South Africa. Synthetic turbid water was prepared with deionized water and zeolite.
2.2. Membrane fabrication
The membrane was fabricated using the phase inversion technique. The separation of an initially homogeneous mixture into two separate phases, each containing a polymer, a solvent, and additional additives, is known as phase inversion [22]. The solid phase which is the polymer-rich phase, will give rise to the membrane matrix, where the solvent rich liquid phase also known as polymer-lean phase, will originate from the membrane pores. A polymer solution was prepared with polyethersulfone (PES) (18 wt %) in 1-N-methyl-2 pyrrolidone (NMP) as solvent. The PES was dried in an oven for 24 hours before use to eliminate any water that may be present. The solution was stirred using a magnetic stirrer for 24 hours before use. The polymer solution was then used to cast the membrane on a non-woven support using an automatic casting machine. The non-woven was fixed to a glass plate using cello tape. The thickness was set at 250 µm using the micrometer gauge on the casing knife. The polymer was then immersed in a bowl of water at room temperature. The procedure was done for two separate polymer solutions containing cellulose nanocrystals (CNC) at 0.075 wt% and PEG at 2 wt%. 0.075wt% was chosen for CNC based on our previous work [21] while 2wt% of PEG is common in the literature [23,24].
2.3. Membrane Characterization
The membranes were characterized using a contact angle analyzer, scanning electron microscopy (SEM), Fourier transform infrared (FTIR), and Energy dispersive X-Ray (EDX). The procedure is well documented in the literature [25]. The SEM images were analyzed for roughness, pore size distribution, and morphology using WSxM 5.0 Develop 9.1 Software [26].
2.4. Analysis
Separation performance was conducted in a dead-end filtration cell. The active membrane area in the cell was 14.6 cm2. The membranes were tested for pure water flux and turbidity removal with synthetic turbid water. The pressure was varied from 0.2 bar to 1.0 bar while the initial turbidity was varied from 80NTU to 140NTU. The membranes were also used for the treatment of raw restaurant wastewater. COD was analyzed using a spectrophotometer while turbidity was analyzed with a turbidity meter.
The water flux was calculated using Equation 1, while Turbidity and COD were calculated using Equation 2.
J_w=V/At
Where J_w (L/m2/h) and V (L) are the water flux and the permeate volume respectively. The active membrane area A is measured in m2 while the filtration time t is in h.
where R is the rejection in %, Cf is the initial turbidity or COD in the feed and Cp is the final turbidity or COD in the permeate.
R=((C_f-C_p))/C_f *100
3. Results and discussion
In this section, the PES-UF membrane with 0.075wt% CNC (CNC0.075) is compared with the PES-UF membrane with 2 wt% PEG (PEG). PEG is an established additive in UF membranes to improve pore structure and hydrophilicity [27].
3.1. Comparing the membrane characteristics
Figure 1 shows the spectra of the CNC0.075 and PEG membranes. Both membranes show similar peaks that are usually observed for UF membranes fabricated with PES. Among the notable peaks are the peaks 1487 cm-1 and 1581 cm-1 which indicate C-C bond stretching and the benzene ring stretching respectively. The PEG shows a strong absorption peak at 1700 cm-1 that was not observed in CNC0.075. This indicates a strong presence of O-H bending in the membrane [28]. However, both membranes show a strong hydrogen-bonded OH stretching at around 3100 cm −1 that may have an impact on the hydrophilicity [29].
The EDX spectra for both PEG and CNC0.075 are shown in Figure 2. The mass composition and the atomic composition of oxygen for PEG were found to be higher even when the values for carbon were almost the same for PEG and CNC0.075. The mass composition of oxygen for PEG was 23.45% and the atomic composition is 20.92%. The mass composition of oxygen for CNC0.075 was 19.72% and the atomic composition is 17.78%. The mass composition of carbon for PEG was 68.79% and the atomic composition is 77.04%. The mass composition of carbon for CNC0.075 was 68.71% and the atomic composition is 77.81%. The FTIR and EDX results indicate that both CNC0.075 and PEG have similar effects on the membrane in terms of functional groups, elemental mass, and atomic compositions. However, it should be noted that 2wt% of PEG was added to the same composition of polymer solution to which 0.075wt% of CNC was added. Both are strong carriers of the –OH group as shown in Figure 3. –OH group are supposed to serve as efficient hydrophilic sites, facilitating the improved roughness and better water affinity of composite membranes when they are blended with ultrafiltration membrane polymer [30].
Figure 4 shows the contact angles for both membranes containing PEG and CNC0.075. The contact angle for the membrane with PEG is lower than that of CNC0.075. This means that PEG impacts more hydrophilicity to the membrane than CNC0.075. This could be attributed to the presence of a strong O-H bending in the PEG membrane. Also since both PEG and CNC are carriers of the –OH group, the percentage composition may matter which is higher for PEG than CNC in the membranes. Actually it is reported in the literature that contact angle of UF membrane reduces with increase in PEG [31] and increase in CNC [32].
The SEM images for the surface at 600nm for both membranes are shown in Figure 5. The figure shows that there is a significant difference in the structure and morphologies of the two membranes. The CNC0.075 membrane surface was relatively smooth with visible pores, this may be due to the rheological properties and phase separation behavior of the cast solution [15]. The PEG has no visible pores but some PEG were observed on the surface of the membrane. This may mean that the observed lower contact angle in the membrane PEG may be due to the PEG on the surface of the membrane in the membrane.
Figure 5.
SEM images at 600nm for CNC0.075 (A) and PEG (B).
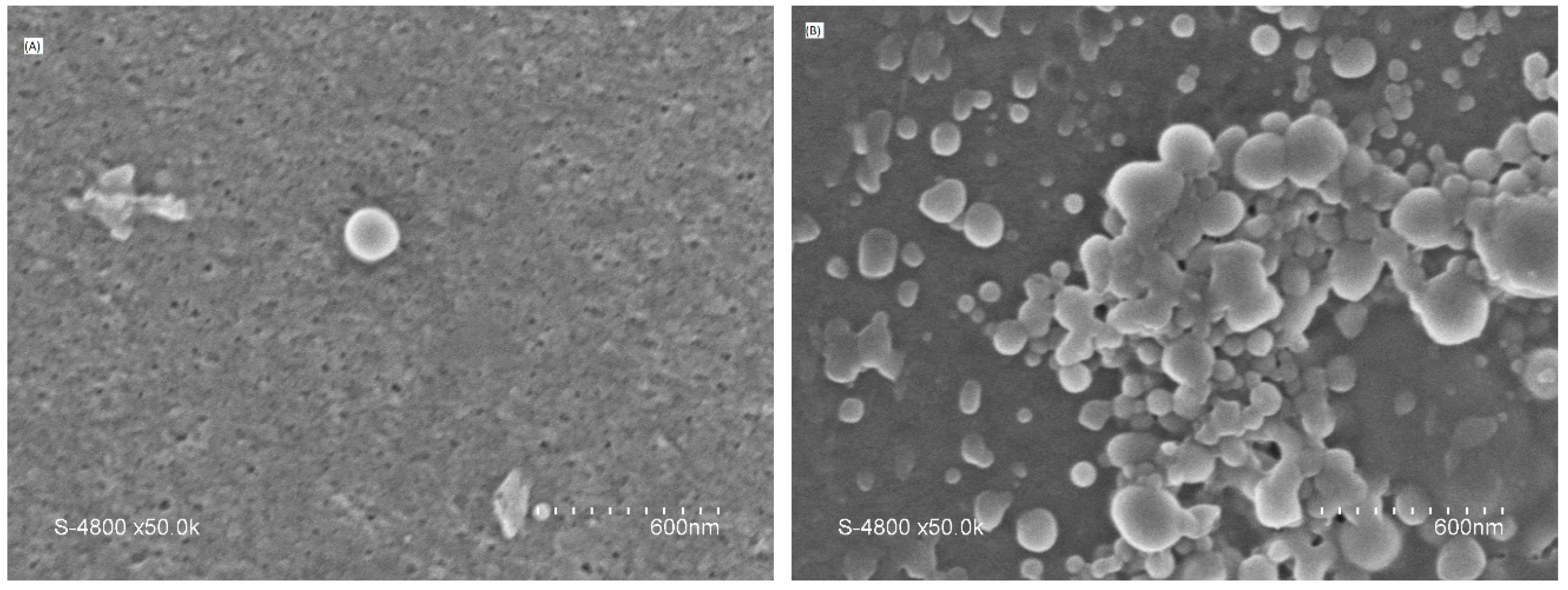
Figure 6.
3D pictures of the SEM images at 600nm for CNC0.075 (A) and PEG (B).
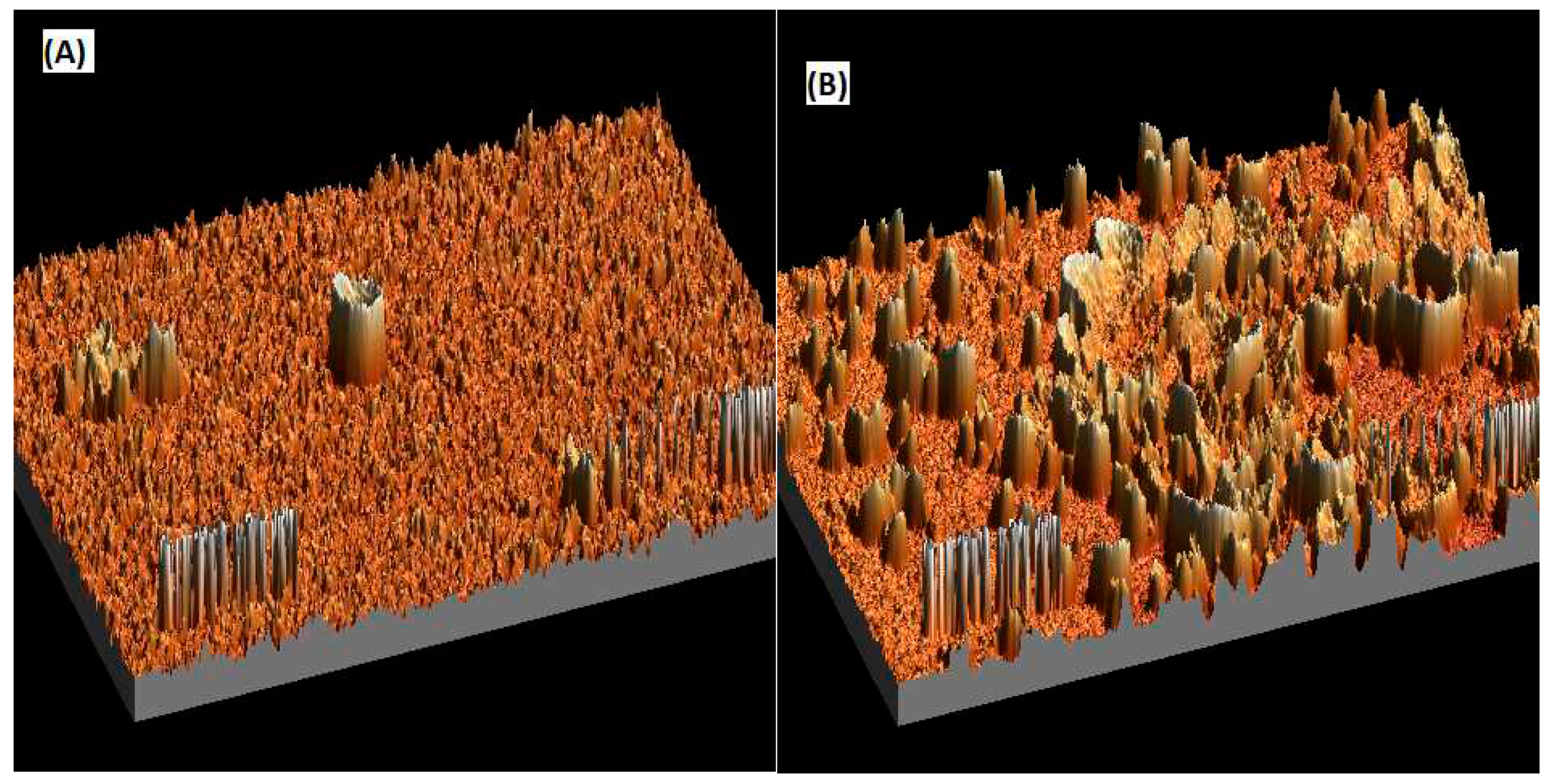
Figure 7.
Surface roughness for CNC0.075 (A) and PEG (B).
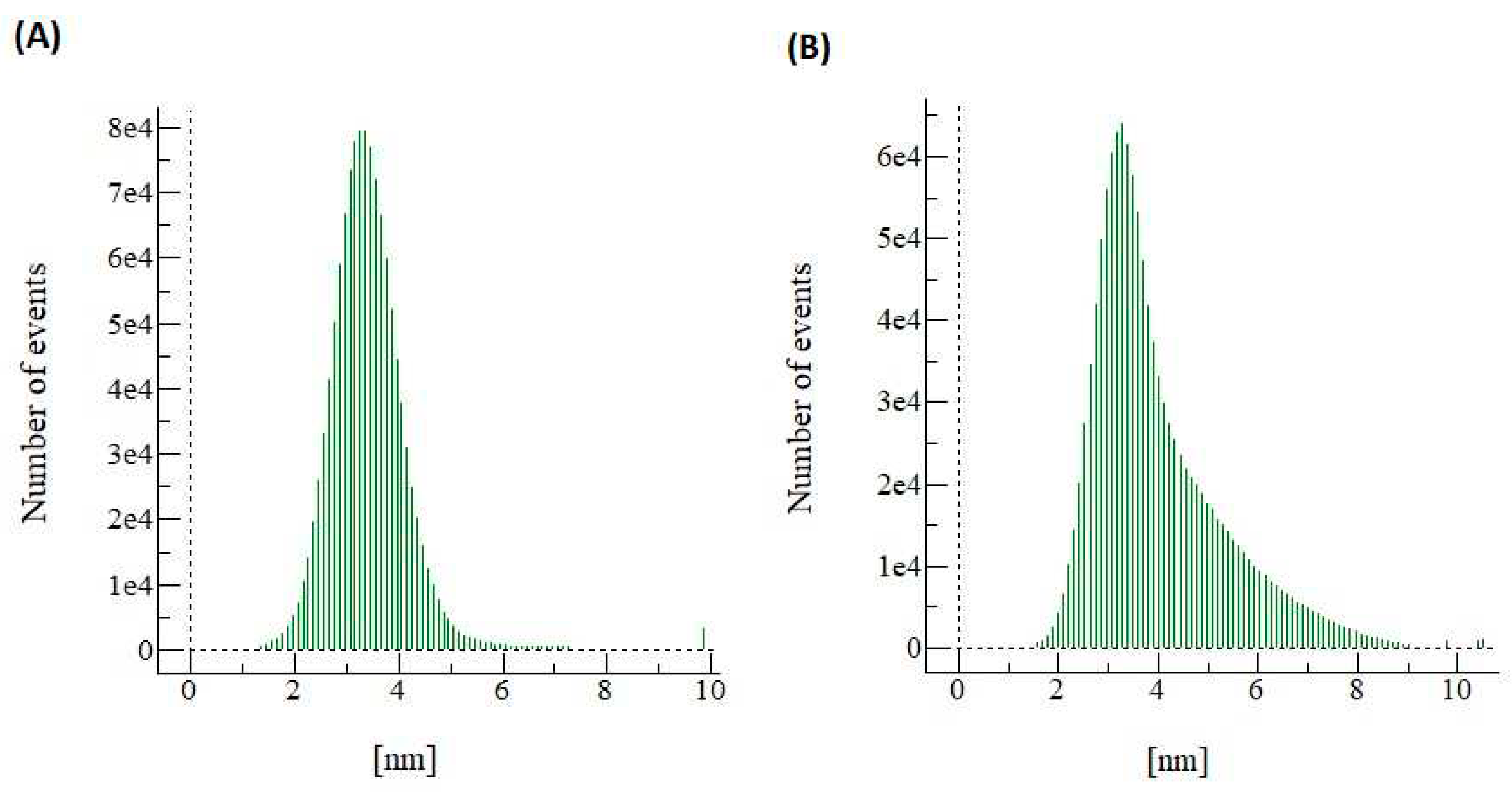
Figure 8.
Pore size distribution for CNC0.075 (A) and PEG (B).
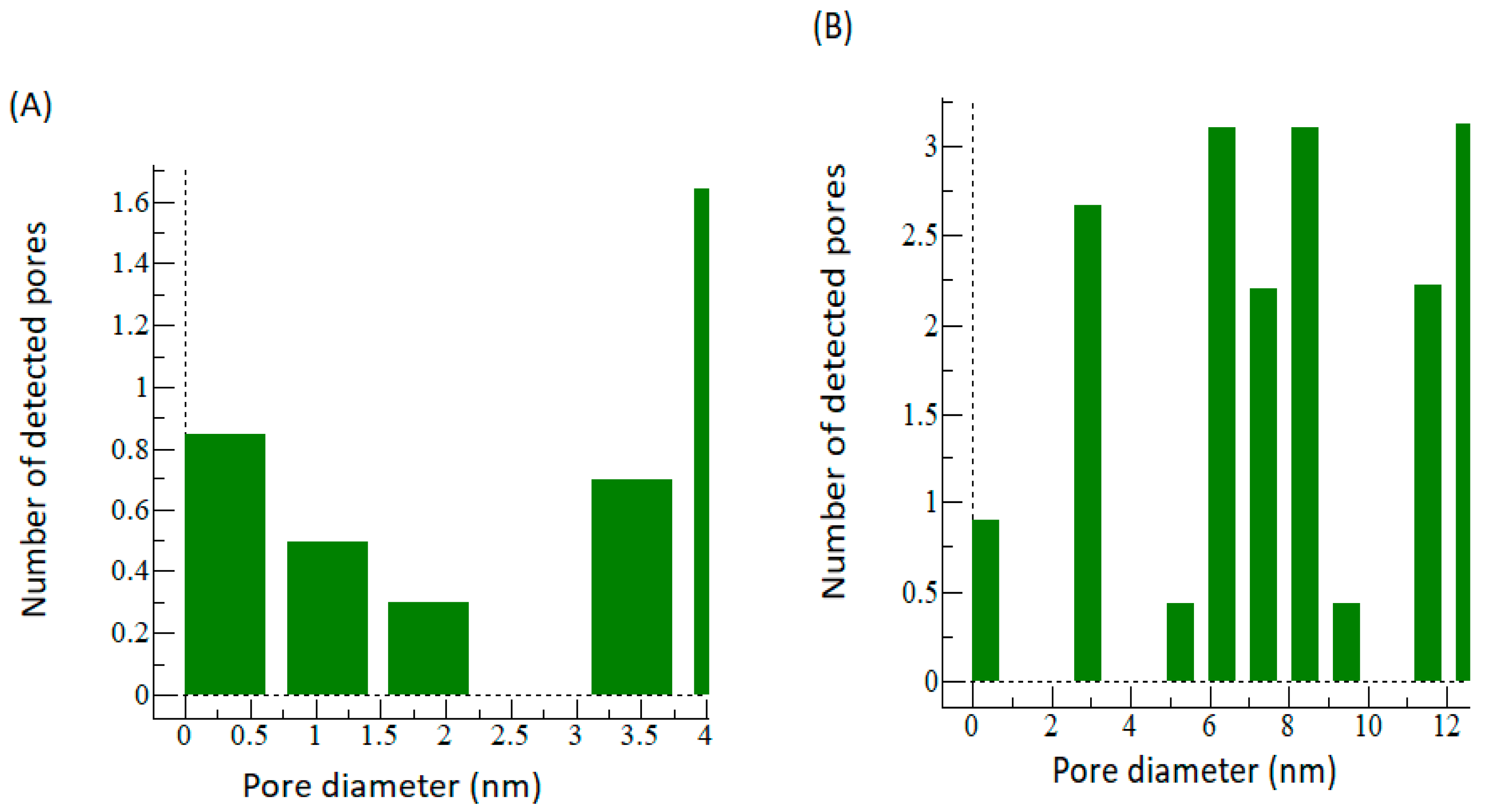
The SEM images were further analyzed using WSxM 5.0 Develop 9.1 software. A 3D image was generated, and data were obtained for pore size distribution and roughness. The 3D images for CNC0.075 reveal a smooth structure while that of PEG was rough. The Root mean square roughness (RMS) for CNC0.075 was 0.82nm while the value for PEG was 1.323. All roughness parameters were higher for PEG than for CNC0.075. This can be attributed to the undissolved PEG on the membrane surface. The pore size distribution shows higher pore diameter and more pores in the PEG membrane. This may be due to the pore-forming influence of PEG itself.
3.2. Comparing the membrane performance
The effect of 2wt% PEG and 0.075 wt% CNC on the PES/UF membrane performance were studied and compared in terms of membrane performance. The PEG additive has been known to improve membrane characteristics in terms of pore size, water flux, rejection of protein, and turbidity removal [33]. In this work, synthetic turbid water and raw restaurant wastewater were treated using CNC0.075 and PEG-blended polyethersulfone UF membranes. The initial turbidity of restaurant wastewater used is 120NTU. The membrane performance was evaluated in terms of water flux, turbidity removal, and COD removal.
Performance with synthetic water
Figure 9 shows the percentage turbidity reduction when CNC and PEG with a concentration of 0.075wt% and 2.0wt% respectively were used in treating synthetic water with initial turbidity varying from 80NTU to 120NTU. The turbidity removal was higher for PEG than CNC0.075. This may be due to the binding affinity of zeolite in the synthetic turbid water to PEG rather than the membrane separation efficiency [34]. The water flux for the synthetic water was about the same for both membranes as shown in Figure 10.
Performance with raw restaurant water
The restaurant water flux performance evaluation took a similar experiment as in the previous section. The experiment was conducted by filtrating the waste restaurant water to find the permeability of the CNC0.075 and PEG membranes by varied pressure of 0.4, 0.6, 0.8,1 bar. Figure 11 shows the restaurant water flux of CNC0.075 and PEG.
Figure 11 shows the water flux of CNC0.075 and PEG UF membranes' performance against varied pressure. At 0.4 bar the restaurant wastewater flux of the CNC0.075 membrane was 58 L/m2/h. As the feed pressure increases to 0.6, 0.8, and 1 bar at a fixed concentration of polymer solution, the restaurant water flux of CNC0.075 shows significant increases to 66 L/m2/h, 74 L/m2/h, and 111 L/m2/h respectively. On the other hand, when restaurant wastewater was treated with PEG at a feed pressure of 0.4 bar, the membrane produced a water flux of 49 L/m2/h. As feed pressure further increases to 0.6, 0.8, and 1 bar, the restaurant water flux of the PEG membrane increases at 70 L/m2/h, 74 L/m2/h, and 115 L/m2/h respectively. The results indicate that an increase in applied pressure significantly increases the water flux of CN0.075 and PEG membranes. Based on the literature review, transmembrane pressure increases water flux because of the driving force applied [35]. This result shows clear evidence that the CNC and PEG are the pore-forming agents and their presence in the polymer solution enhances the formation of more pores on the membrane surface [33,36]. The results of the two membranes show that the two membranes have a similar performance in water flux even at varied pressure. The COD removal of the CNC0.075 and PEG membranes was examined as one of the basic metrics to determine the percentage removal of the two membranes in treating restaurant wastewater. The COD feed concentration used is 545.25mg/L. Figure 12 shows the COD removal of the CNC0.075 and PEG membrane, indicating the effect of CNC0.075 and PEG on COD removal. Although the result obtained from CNC0.075 were similar to PEG to some extent, CNC0.075 have more COD removal. For instance, the highest removal percentage of the two membranes was achieved at a pressure of 0.4 bar. CNC0.075 shows the highest percentage of COD removal of 80% at 0.4 bar and lowest at 1 bar while PEG membrane has the highest percentage of COD removal of 60% at 0.4 bar and lowest at 1 bar. Based on the test results CNC0.075 gives the best COD removal result. The result demonstrates that the COD removal efficiency of the membranes depends on the pore size of the fabricated membrane. This is because CNC0.075 has lower pore size and pore size distribution.
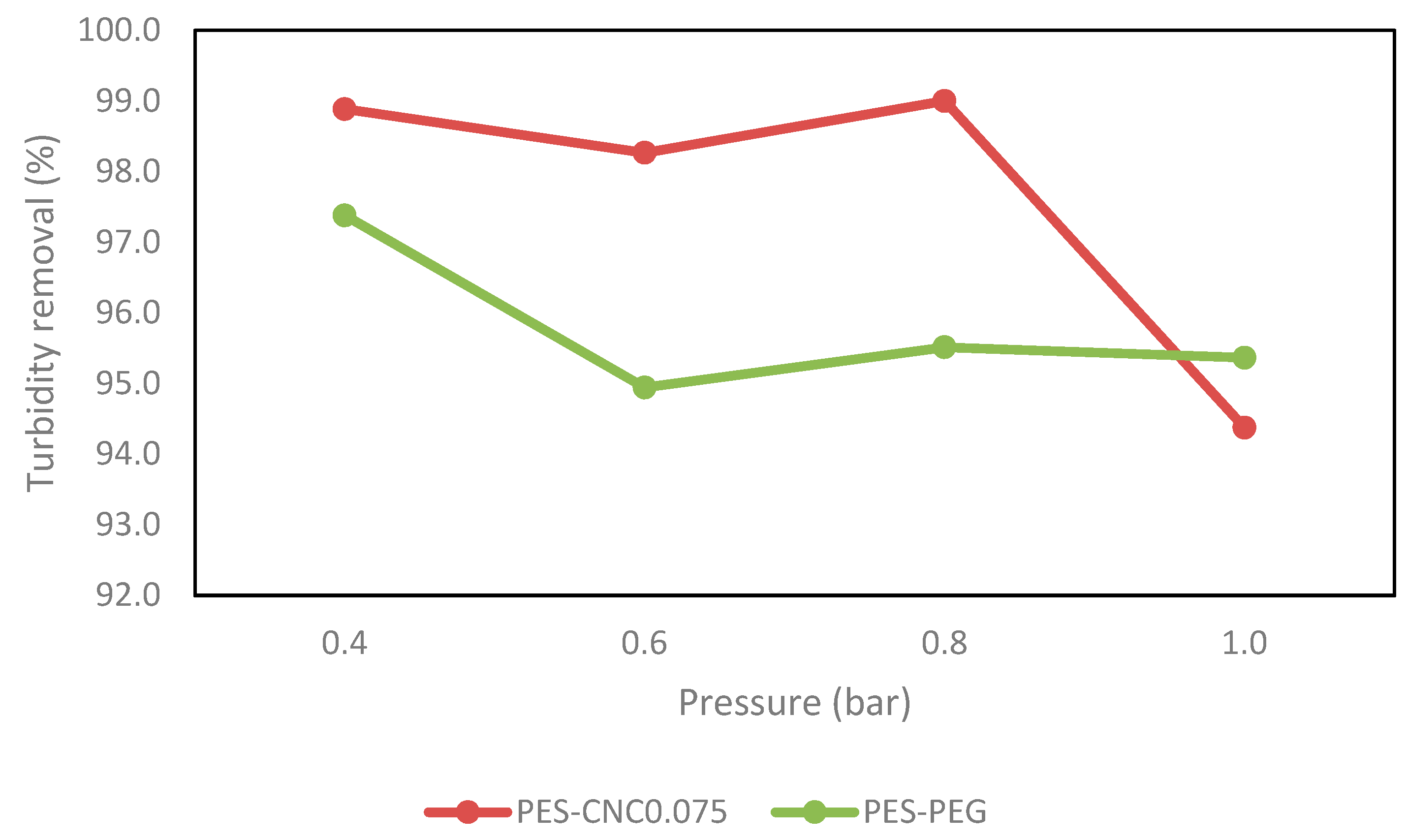
The CNC0.075 and PEG-modified membranes were evaluated in terms of turbidity removal. Figure 13 shows the evaluation results of the two membranes as a function of percentage turbidity removal against pressure, when real restaurant wastewater was treated. The figure result shows that when the CNC0.075 was used at a pressure of 0.4 bar, the percentage of turbidity removal was 99.0%. As pressure increase to 0.6 bar, the percentage of turbidity removal decreases to 98.0%. For further increases in the applied pressure to 0.8 and 1 bar, the percentage turbidity removal increased again to 99.0% and then decrease dramatically to 9.4% at 1 bar. A similar result was experienced when the PEG membrane was used for treating restaurant water at varied pressure of 0.4, 0.6, 0.8, and 1 bar. Figure 13 shows that the PEG membrane produces 97.0% turbidity removal at a pressure of 4 bar. When the pressure was increased to 0.6 bar, the turbidity removal decreases to 95.0%. For further increases in pressure to 0.8 and 1 bar, the turbidity removal increased to 95.5%. These results demonstrate that increase transmembrane pressure during filtration affects turbidity removal. As a result of the pressure increase, the smaller particles are easier to pass through the membrane pore which could lead to an increase in the turbidity level of the filtered water. Or because of the presence of oil deposits in restaurant wastewater that is smaller than the membrane pore forced into the pore by the pressure increase. The result shows that CNC0.075 has a higher percentage of turbidity removal over the PEG membrane. This observation may support the fact that higher turbidity removal was observed in the synthetic turbid water with PEG due to the interaction of PEG with zeolite. The observed better performance of CNC0.075 may be because the CNC0.075 blended well in the polymer solution leading to a better morphology, pore structure, and hydrophilicity.
4. Conclusion
THE PES UF membrane containing 0.075% CNC was compared with the PES UF membrane containing 2wt% PEG4000. The two membranes were compared based on their characteristics and performances when synthetic and raw restaurant water was treated. CNC0.075 was observed to blend well in the polymer solution leading to better morphology, pore structure, and hydrophilicity. The water flux pattern was similar for both membranes when synthetic turbid water and real restaurant wastewater were treated. Turbidity removal was higher with PEG for the synthetic turbid water but the reverse was the case for the real restaurant wastewater. This may be due to the interaction of PEG with the zeolite in the synthetic turbid water. The FTIR and EDX results indicated that both CNC and PEG have similar effects on the membrane in terms of functional groups, elemental mass, and atomic compositions. However, a higher weight percent was used for PEG than CNC0.075. The contact angle for PEG was found to be lower than that of CNC0.075. The SEM images showed that there was a significant difference in the structure and morphologies of the two membranes. The CNC0.075 membrane surface was relatively smooth with visible pores, however, the PEG showed no visible pores with some PEG on the membrane surface. This was suspected to mean that the observed lower contact angle in the membrane PEG may be due to the PEG on the surface of the membrane in the membrane. CNC0.075 proved to be a suitable substitute for PEG as an additive in PES ultrafiltration membrane filtration.
Acknowledgments
The Tshwane University of Technology is acknowledged for providing facilities for the synthesis of membranes. European Institute of Membrane, University of Montpellier, is acknowledged for providing the facilities for the characterization of the membranes. This research has been sponsored by funding from the Science and Technology Department (DST), South Africa. The financial support is highly appreciated.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mishra, B.K.; Kumar, P.; Saraswat, C.; Chakraborty, S.; Gautam, A. Water security in a changing environment: Concept, challenges and solutions. Water. 2021, 13, 490. [Google Scholar] [CrossRef]
- Thyagaraju, N. Water pollution and its impact on environment of society. International Research Journal of Management, IT and Social Sciences. 2016, 3, 1–7. [Google Scholar] [CrossRef]
- Beler-Baykal, B. An appraisal of domestic wastewater segregation from the perspective of recovery, recycling, and reuse. Recycling and Reuse Approaches for Better Sustainability. 2019, 11–20. [Google Scholar]
- Salgot, M.; Folch, M. Wastewater treatment and water reuse. Current Opinion in Environmental Science & Health. 2018, 2, 64–74. [Google Scholar]
- Rodriguez-Narvaez, O.M.; Peralta-Hernandez, J.M.; Goonetilleke, A.; Bandala, E.R. Treatment technologies for emerging contaminants in water: A review. Chemical Engineering Journal. 2017, 323, 361–380. [Google Scholar] [CrossRef]
- Holkar, C.R.; Jadhav, A.J.; Pinjari, D.V.; Mahamuni, N.M.; Pandit, A.B. A critical review on textile wastewater treatments: Possible approaches. Journal of environmental management. 2016, 182, 351–366. [Google Scholar] [CrossRef] [PubMed]
- Elsaid, K.; Sayed, E.T.; Abdelkareem, M.A.; Mahmoud, M.S.; Ramadan, M.; Olabi, A.G. Environmental impact of emerging desalination technologies: A preliminary evaluation. Journal of Environmental Chemical Engineering. 2020, 8, 104099. [Google Scholar] [CrossRef]
- Kaner, P.; Rubakh, E.; Asatekin, A. Zwitterion-containing polymer additives for fouling resistant ultrafiltration membranes. Journal of Membrane Science. 2017, 533, 141–159. [Google Scholar] [CrossRef]
- Gohari, R.J.; Korminouri, F.; Lau, W.J.; Ismail, A.F.; Matsuura, T.; Chowdhury, M.N.K.; Halakoo, E.; Gohari, M.J. A novel super-hydrophilic PSf/HAO nanocomposite ultrafiltration membrane for efficient separation of oil/water emulsion. Separation and Purification Technology. 2015, 150, 13–20. [Google Scholar] [CrossRef]
- Muppalla, R.; Jewrajka, S.K.; Reddy, A.V.R. Fouling resistant nanofiltration membranes for the separation of oil–water emulsion and micropollutants from water. Separation and Purification Technology. 2015, 143, 125–134. [Google Scholar] [CrossRef]
- Tian, X.; Jin, H.; Sainio, J.; Ras, R.H.; Ikkala, O. Droplet and fluid gating by biomimetic Janus membranes. Advanced Functional Materials. 2014, 24, 6023–6028. [Google Scholar] [CrossRef]
- Islam, M.S.; Sultana, A.; Saadat, A.H.M.; Shammi, M.; Uddin, M.K. Desalination technologies for developing countries: A review. Journal of Scientific Research. 2018, 10, 77–97. [Google Scholar] [CrossRef]
- Keskin, B.; Ormancı-Acar, T.; Türken, T.; Imer, D.Y.; Koyuncu, I. Effect of wetting agent on the dye filtration performance of ultrafiltration membrane. Water Science and Technology. 2020, 82, 577–586. [Google Scholar] [CrossRef] [PubMed]
- Grishkewich, N.; Mohammed, N.; Tang, J.; Tam, K.C. Recent advances in the application of cellulose nanocrystals. Current Opinion in Colloid & Interface Science. 2017, 29, 32–45. [Google Scholar]
- Lessan, F.; Karimi, M.; Bañuelos, J.L.; Foudazi, R. Phase separation and performance of polyethersulfone/cellulose nanocrystals membranes. Polymer. 2020, 186, 121969. [Google Scholar] [CrossRef]
- Zhong, L.; Ding, Z.; Li, B.; Zhang, L. Preparation and characterization of polysulfone/sulfonated polysulfone/cellulose nanofibers ternary blend membranes. BioResources. 2015, 10, 2936–2948. [Google Scholar] [CrossRef]
- Zhang, D.; Karkooti, A.; Liu, L.; Sadrzadeh, M.; Thundat, T.; Liu, Y.; Narain, R. Fabrication of antifouling and antibacterial polyethersulfone (PES)/cellulose nanocrystals (CNC) nanocomposite membranes. Journal of Membrane Science. 2018, 549, 350–356. [Google Scholar] [CrossRef]
- Prasad, N.S.; Gayatri, N.L.; Sandhya, B.N.; Kalyani, S.; Bhargava, S.K.; Sridhar, S. Hydrophilized Ultrafiltration Membranes Synthesized from Acrylic Acid Grafted Polyethersulfone for Downstream Processing of Therapeutic Insulin and Cobalamin. Applied Biochemistry and Biotechnology. 2022, 194, 3400–3418. [Google Scholar] [CrossRef]
- Goetz, L.; Mathew, A.; Oksman, K.; Gatenholm, P.; Ragauskas, A.J. A novel nanocomposite film prepared from crosslinked cellulosic whiskers. Carbohydrate polymers. 2009, 75, 85–89. [Google Scholar] [CrossRef]
- Asempour, F.; Emadzadeh, D.; Matsuura, T.; Kruczek, B. Synthesis and characterization of novel Cellulose Nanocrystals-based Thin Film Nanocomposite membranes for reverse osmosis applications. Desalination. 2018, 439, 179–187. [Google Scholar] [CrossRef]
- Adeniyi, A.; Odo, G.O.; Gonzalez-Ortiz, D.; Pochat- Bohatier, C.; Onyango, M. COD and turbidity removal from restaurant wastewater using polyethersulfone ultrafiltration membrane containing sawdust-derived cellulose nanocrystals. South African Chemical Engineering Congress 2021, ISBN 978-1-991213-99-0, 258-270.
- Parnian, P.; D’Amore, A. Fabrication of high-performance CNT reinforced polymer composite for additive manufacturing by phase inversion technique. Polymers. 2021, 13, 4007. [Google Scholar] [CrossRef] [PubMed]
- Farjami, M.; Vatanpour, V.; Moghadassi, A. Effect of nanoboehmite/poly (ethylene glycol) on the performance and physiochemical attributes EPVC nano-composite membranes in protein separation. Chemical Engineering Research and Design. 2020, 156, 371–383. [Google Scholar] [CrossRef]
- Kusworo, T.D.; Aryanti, N.; Utomo, D.P. Oilfield produced water treatment to clean water using integrated activated carbon-bentonite adsorbent and double stages membrane process. Chemical Engineering Journal. 2018, 347, 462–471. [Google Scholar] [CrossRef]
- Adeniyi, A.; Gonzalez-Ortiz, D.; Pochat-Bohatier, C.; Oyewo, O.; Sithole, B.; Onyango, M. Incorporation of Cellulose Nanocrystals (CNC) derived from sawdust into polyamide thin-film composite membranes for enhanced water recovery. Alexandria Engineering Journal. 2020, 59, 4201–4210. [Google Scholar] [CrossRef]
- Horcas, I.; Fernández, R.; Gomez-Rodriguez, J.M.; Colchero, J.; Gómez-Herrero, J.; Baro, A.M. WSXM: A software for scanning probe microscopy and a tool for nanotechnology. Review of scientific instruments. 2007, 78, 013705. [Google Scholar] [CrossRef]
- Zheng, L.; Wu, Z.; Zhang, Y.; Wei, Y.; Wang, J. Effect of non-solvent additives on the morphology, pore structure, and direct contact membrane distillation performance of PVDF-CTFE hydrophobic membranes. Journal of Environmental Sciences. 2016, 45, 28–39. [Google Scholar] [CrossRef]
- Mohamed, M.A.; Jaafar, J.; Ismail, A.F.; Othman, M.H.D.; Rahman, M.A. Fourier transform infrared (FTIR) spectroscopy. InMembrane characterization 2017, 3-29. elsevier.
- Oh, S.Y.; Yoo, D.I.; Shin, Y.; Seo, G. FTIR analysis of cellulose treated with sodium hydroxide and carbon dioxide. Carbohydrate research. 2005, 340, 417–428. [Google Scholar] [CrossRef]
- Yu, H.; Gu, L.; Wu, S.; Dong, G.; Qiao, X.; Zhang, K.; Lu, X.; Wen, H.; Zhang, D. Hydrothermal carbon nanospheres assisted-fabrication of PVDF ultrafiltration membranes with improved hydrophilicity and antifouling performance. Separation and Purification Technology. 2020, 247, 116889. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Liu, T.; Xu, X.; Hu, Y. Improving the perm-selectivity and anti-fouling property of UF membrane through the micro-phase separation of PSf-b-PEG block copolymers. Journal of Membrane Science. 2020, 599, 117851. [Google Scholar] [CrossRef]
- Lv, J.; Zhang, G.; Zhang, H.; Zhao, C.; Yang, F. Improvement of antifouling performances for modified PVDF ultrafiltration membrane with hydrophilic cellulose nanocrystal. Applied Surface Science. 2018, 440, 91–100. [Google Scholar] [CrossRef]
- Arthanareeswaran, G.; Starov, V.M. Effect of solvents on performance of polyethersulfone ultrafiltration membranes: Investigation of metal ion separations. Desalination. 2011, 267, 57–63. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, Y.; Wang, Y. Fly ash-based zeolite-complexed polyethylene-glycol on an interdigitated electrode surface for high-performance determination of diabetes mellitus. International Journal of Nanomedicine. 2020, 66, 19–29. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.J.; Woo, Y.C.; Kim, H.S. Effect of driving pressure and recovery rate on the performance of nanofiltration and reverse osmosis membranes for the treatment of the effluent from MBR. Desalination and water treatment. 2015, 54, 89–95. [Google Scholar] [CrossRef]
- Mulyati, S.; Aprilia, S.; Armando, M.A.; Mawardi, H. The effect of poly ethylene glycol additive on the characteristics and performance of cellulose acetate ultrafiltration membrane for removal of Cr (III) from aqueous solution. IOP Conference Series: Materials Science and Engineering 2018, 352, 012051. [Google Scholar] [CrossRef]
Figure 1.
FTIR for PEG and CNC0.075.
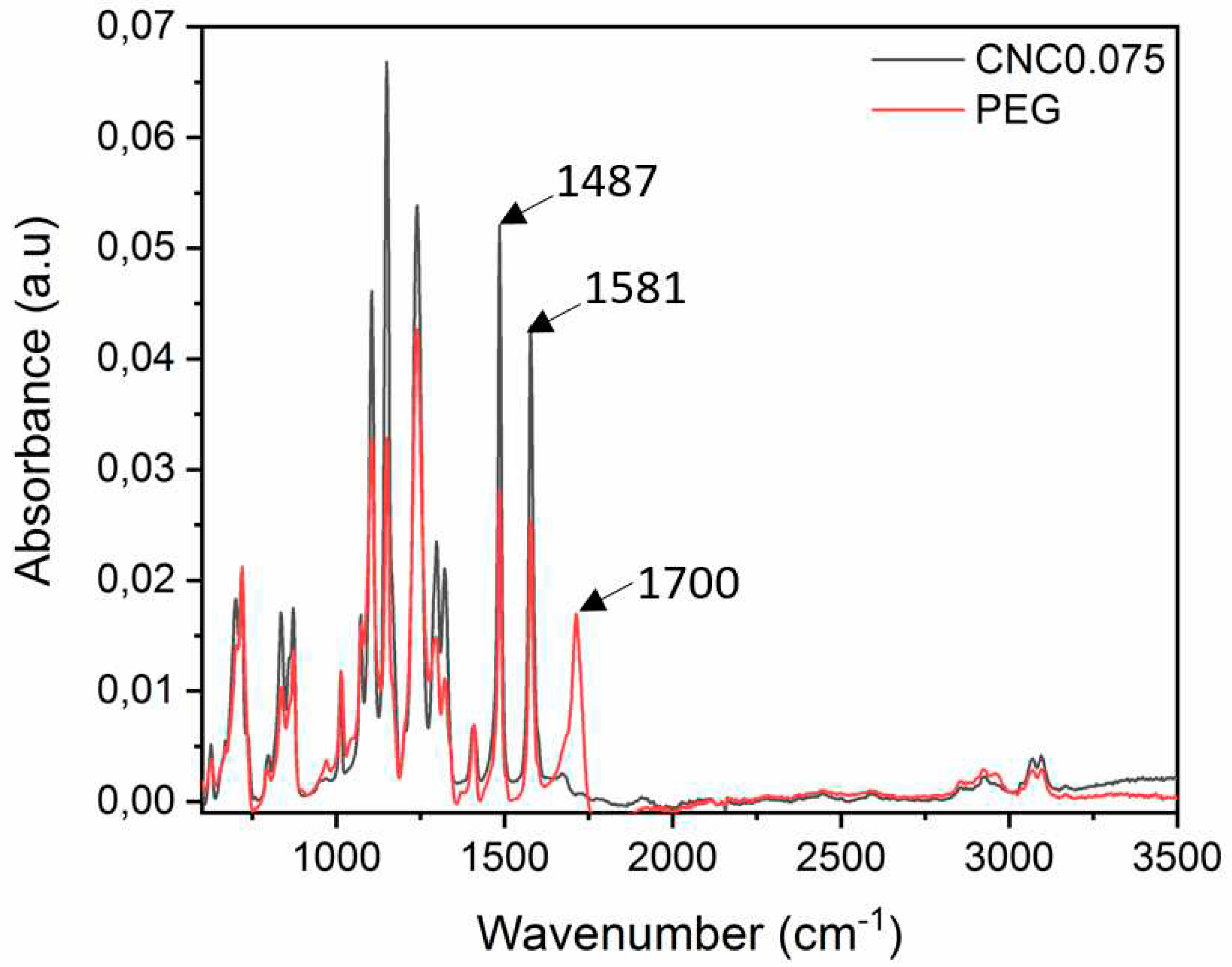
Figure 2.
EDX for PEG (A) and CNC0.075(B).
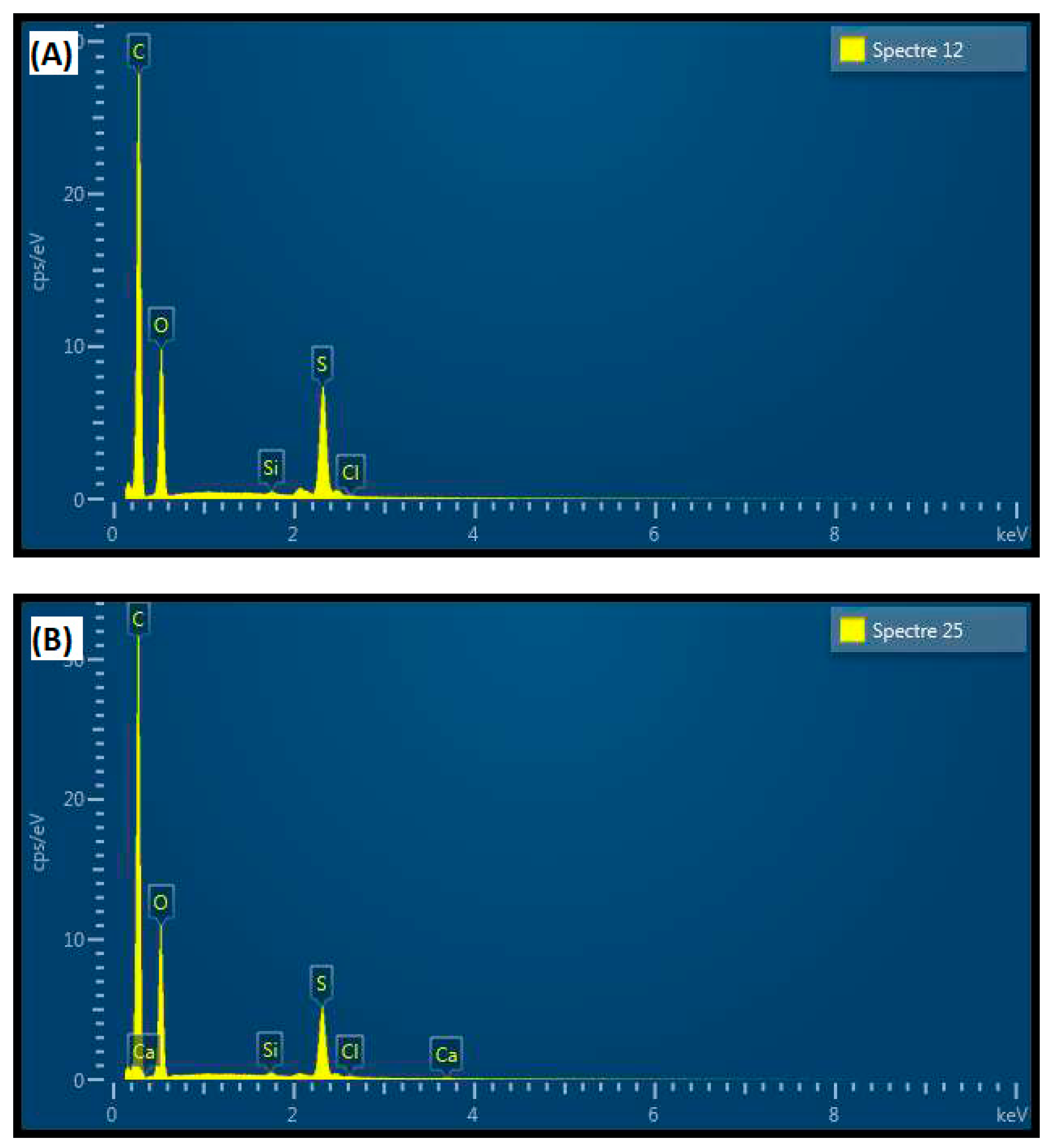
Figure 3.
Chemical structures of PEG (A) and CNC (B).
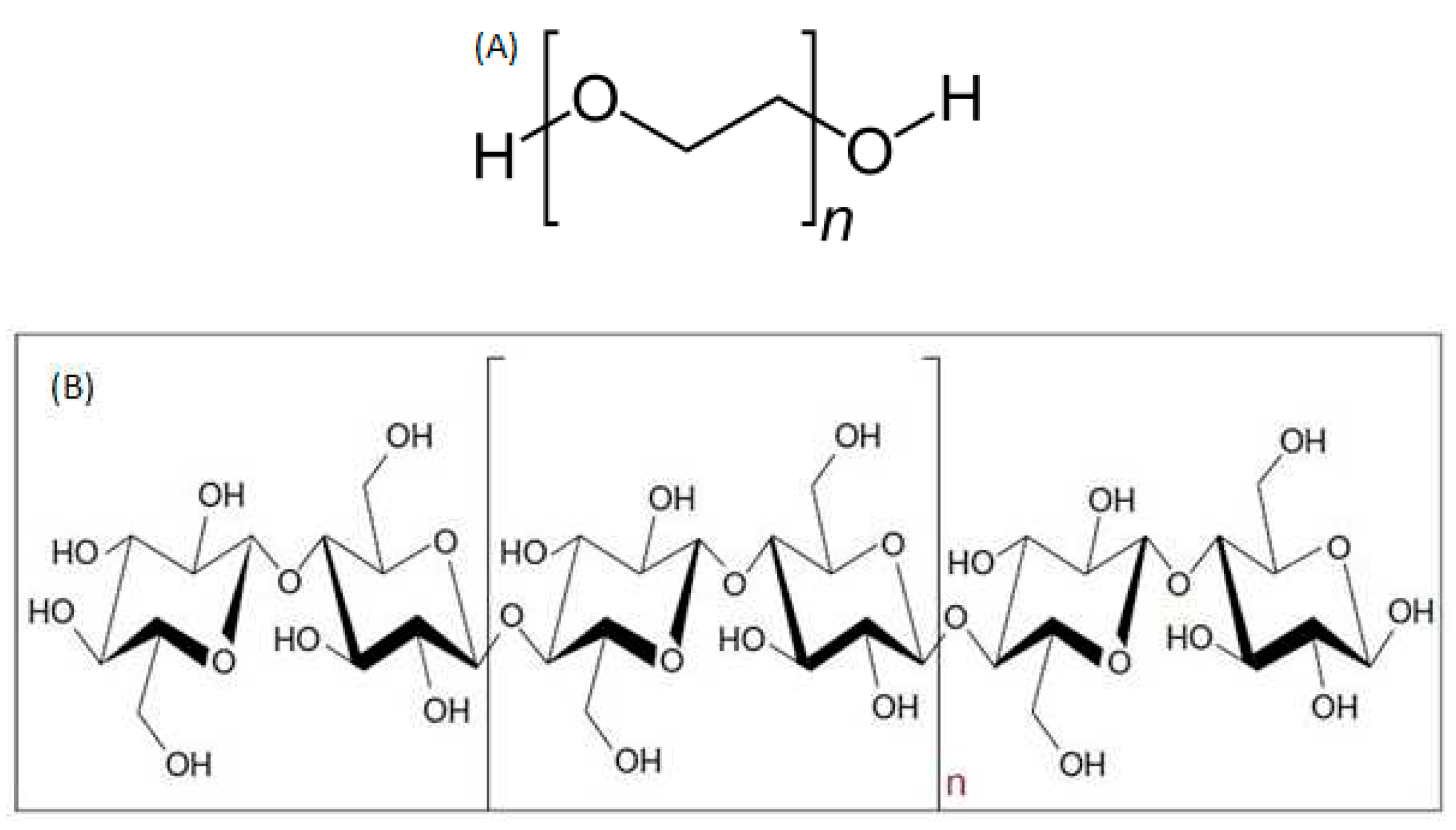
Figure 4.
Contact angles for the UF membranes containing 2wt%PEG and 0.075wt% CNC.
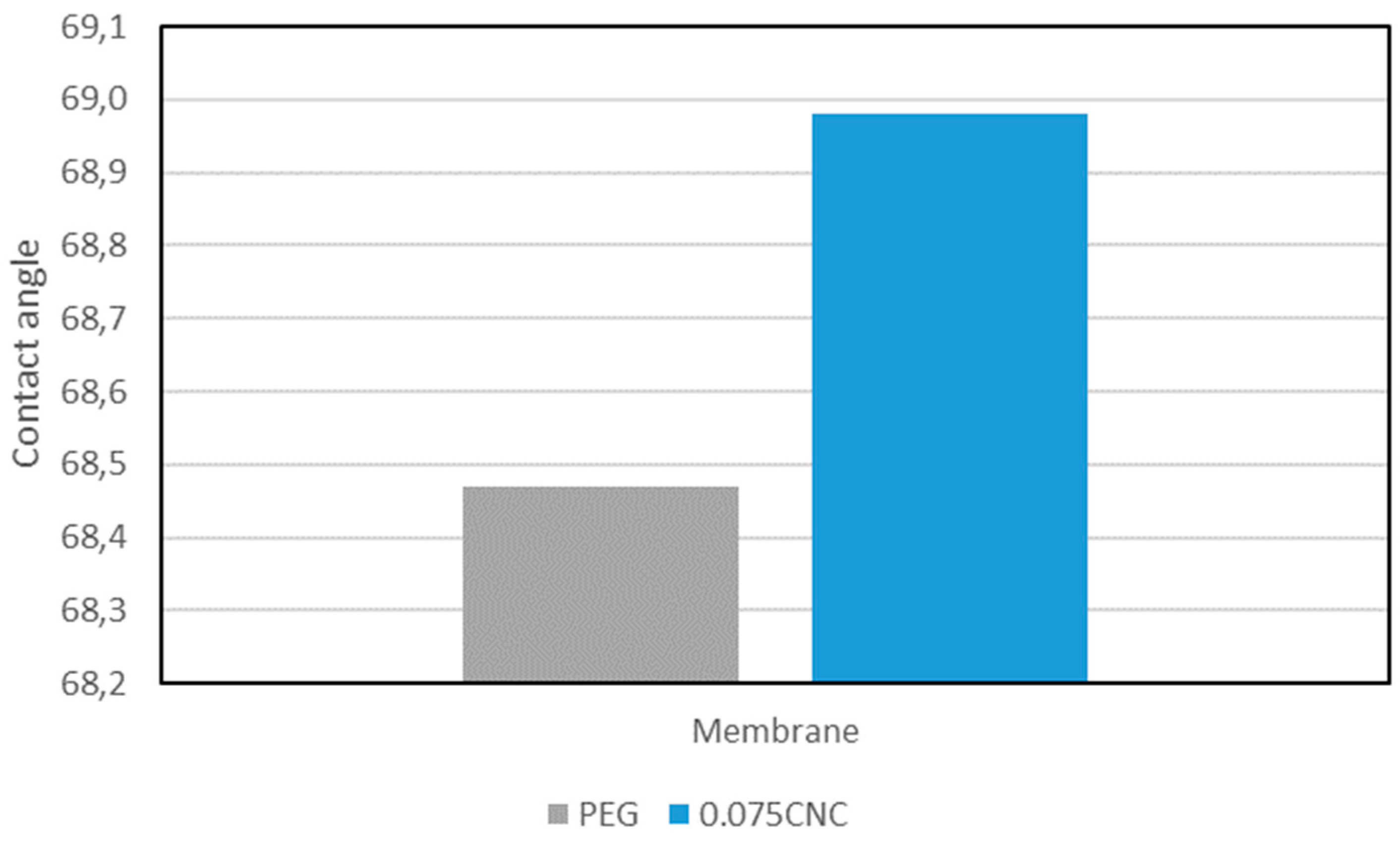
Figure 9.
Comparing turbidity removal for PES-CNC0.075 and PES-PEG in a synthetic water.
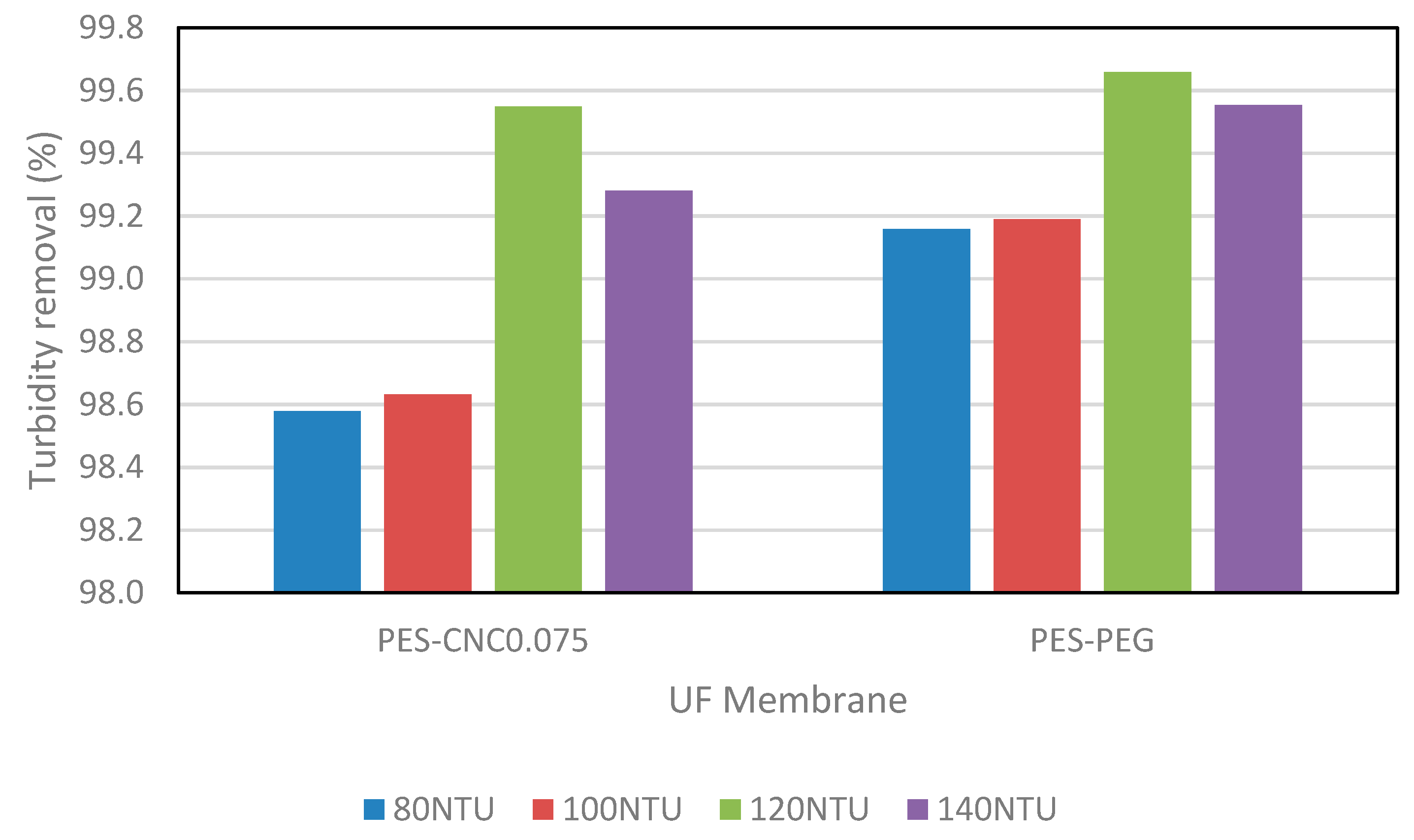
Figure 10.
Comparing average water flux for different initial turbidity
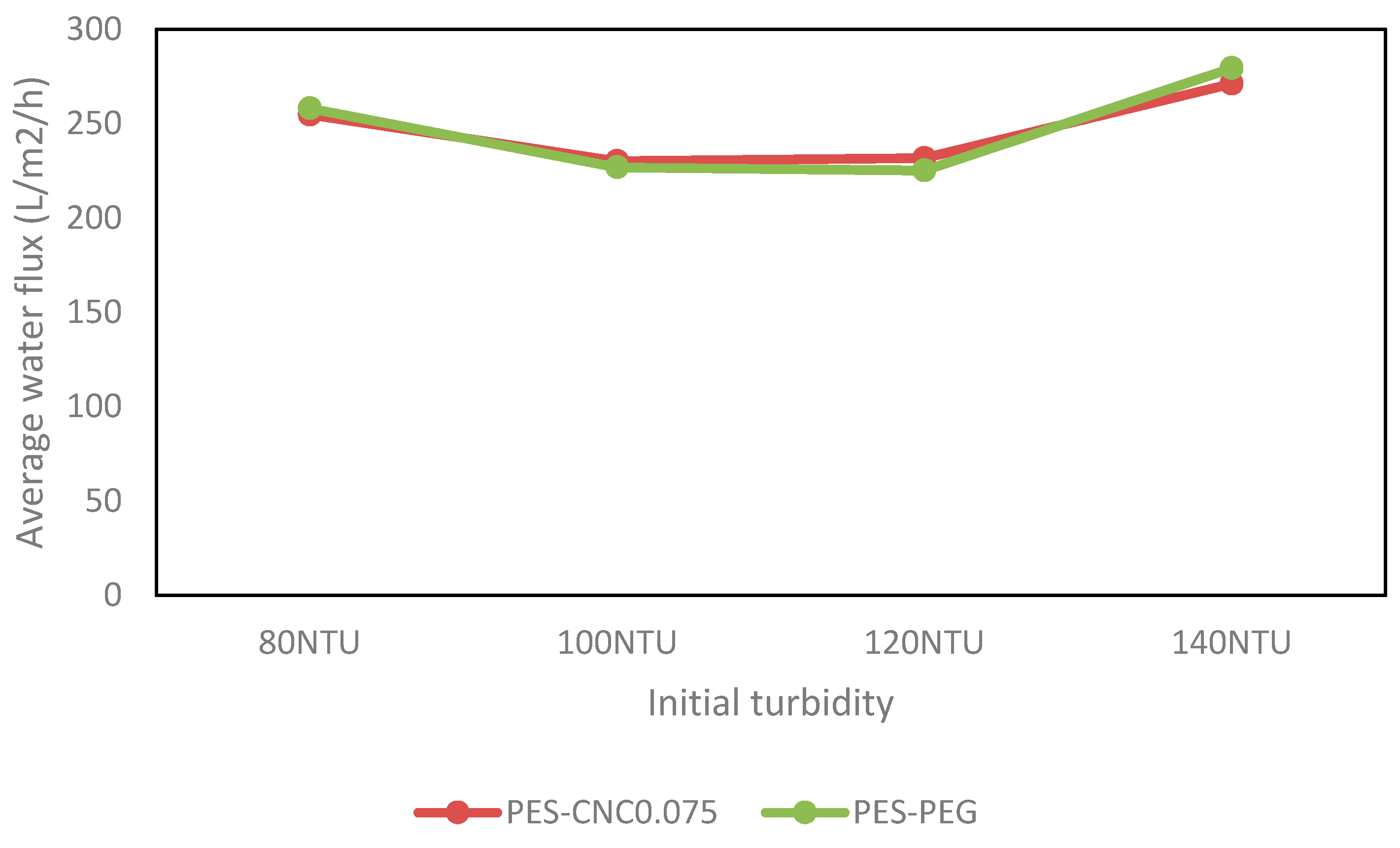
Figure 11.
Comparing water flux for raw restaurant wastewater.
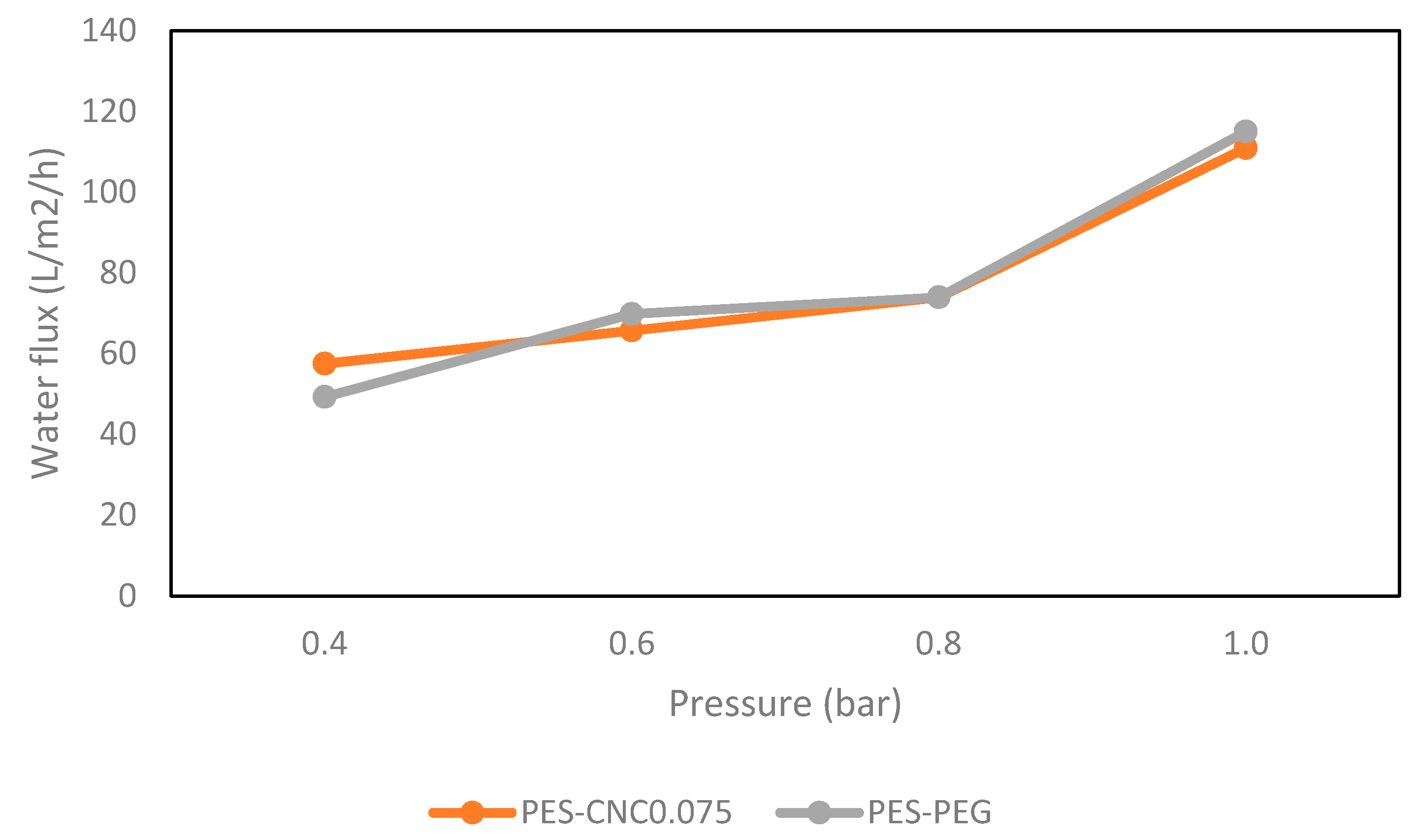
Figure 12.
Comparing COD removal for raw restaurant wastewater.
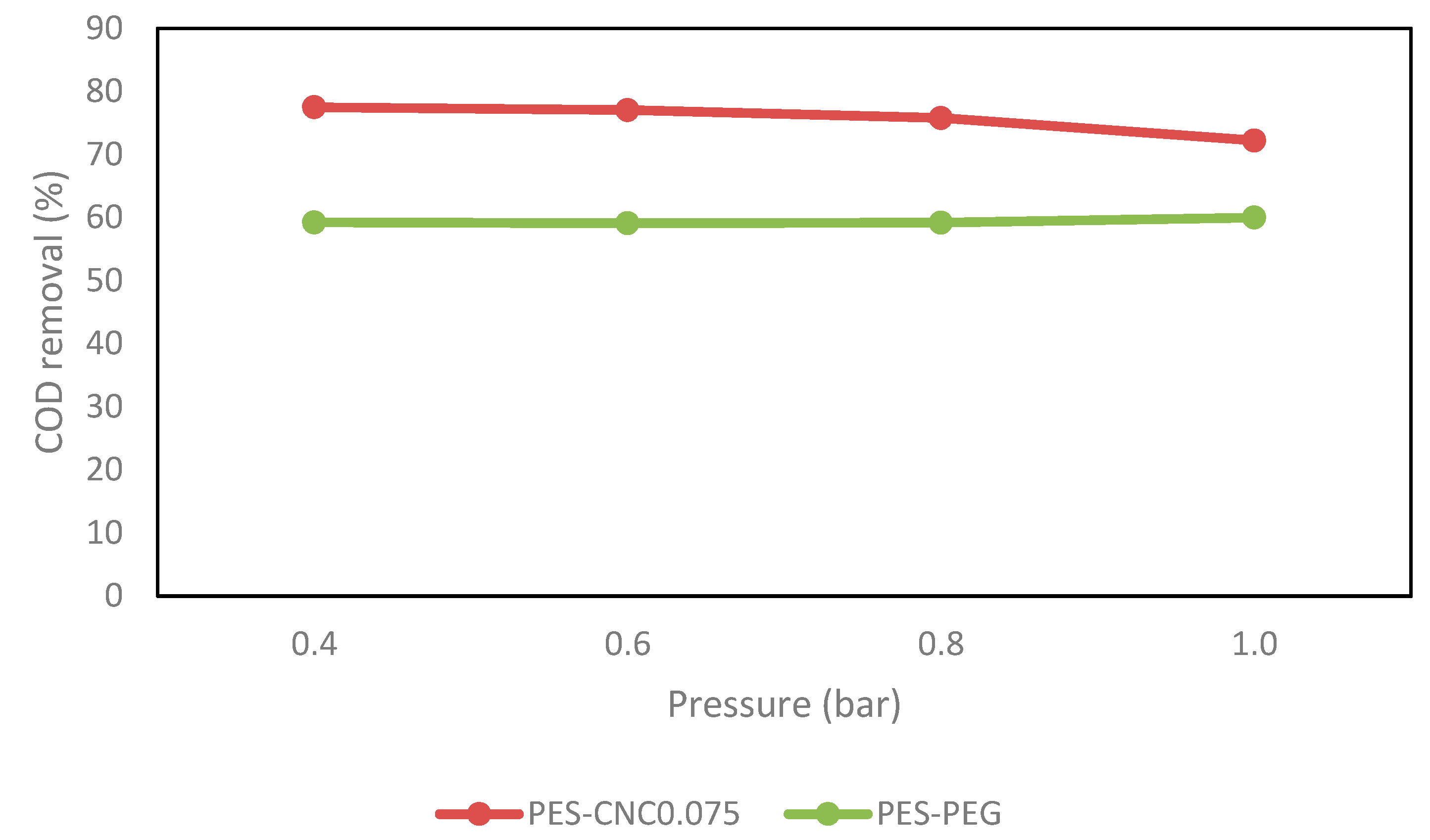
Figure 13.
Comparing turbidity removal for restaurant wastewater.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



