
Submitted:
09 May 2023
Posted:
09 May 2023
You are already at the latest version
Abstract
The aim of this study was to investigate the potential of converting potato peel waste into bio ethanol using an in-house produced multi-enzyme preparation. To achieve this, a variety of pre-treatment strategies, including thermal, chemical, and thermo-chemical methods, were applied to the potato peels. These included boiling for 30 and 60 min, steam at varying pressures and times, and different concentrations of chemicals such as H2SO4, HNO3, CH3COOH, HCl, NaOH, Ca(OH)2, KOH, NH3, and H2O2, either alone or in combination with steam. The pre-treated potato peels were then enzymatically hydrolyzed using a crude multi-enzyme cocktail derived from solid-state fermentation of wheat bran by a natural variety of Aspergillus niger P-19, containing cellulases, hemicellulases, pectinase, and amylases. The most effective pre-treatment combination was found to be 3% H2SO4 followed by steam under pressure and enzymatic hydrolysis using the crude multi-enzyme preparation. This combination resulted in the highest yield of reducing sugars (141.04 ±12.31 g/l) with a 98.49% carbohydrate conversion at a 20% substrate loading, giving an ethanol yield of 43.2 g/l. Furthermore, supplementing the medium with peptone, (NH4)(H2PO4), and ZnSO4 at 0.1%w/v each with 22% and 24% solid, respectively, resulted in appreciable yields of 51.67 and 54.75 g/l, further enhancing the ethanol yield.
Keywords:
Potato peels
; Pre-treatment
; Multiple enzyme system
; Enzymatic saccharification
; Fermentation
; Bioethanol
1. Introduction
The development of sustainable energy policies is a global priority with the goal of promoting cleaner and more efficient energy supplies to address the energy crisis and mitigate global warming and air pollution. To achieve a sustainable future economy, innovative approaches to developing alternative energy sources are essential [1]. The production of biofuels from renewable resources is a viable technology for meeting increasing energy demands while reducing greenhouse gas emissions [2]. Agricultural biomass, primarily composed of cellulose, hemicelluloses, and lignin, is the most abundant renewable energy resource available today [3,4]. Large quantities of fruit and vegetable peels are generated in industries, households, and commercial areas and are often mixed with other waste, rendering them unsuitable for further use. However, these waste peels can be widely utilized for the recovery of sugars to produce biofuels.
Potatoes, scientifically known as Solanum tuberosum, are a widely consumed staple food globally, either in their natural form or processed into various products such as chips, fries, mashed potatoes, and dehydrated products. However, during processing, a significant portion of the raw potato, ranging from 20% to 50%, is discarded as waste, mainly in the form of peels [5,6,7,8]. Potato peels contain about 55% cellulose, 12% hemicellulose, and 14% lignin [9], as well as varying amounts of starch and pectin. Typically, this food waste is disposed of in landfills, leading to environmental concerns such as groundwater pollution, unpleasant odors, and significant greenhouse gas emissions [10]. Thus, it is imperative to manage potato peel waste in an eco-friendly way, making it a crucial concern for the potato industry [11]. Converting this waste into value-added products can not only address the issue of waste disposal but also provide a promising solution to enhance the biofuel sector [12]. In recent years, there has been increasing interest in utilizing potato waste, including potato starch residue, waste potato mash, and potato peels as feedstocks for bioethanol production [4,6,7,8,11,13,14,15,16,17]. Generally, the conversion of native biomass into bioethanol involves four stages: pre-treatment, enzyme-catalyzed hydrolysis to generate fermentable sugars, fermentation to produce bioethanol, and product recovery [18,19,20,21].
The pre-treatment stage is a critical step in ethanol production because it has a significant impact on the subsequent stages. Pre-treatment is necessary to disrupt the steric hindrance of lignin and hemicellulose, which increases enzyme accessibility and improves the digestibility of cellulose. Several pre-treatment techniques have been used for different biomass residues, including physical methods such as microwave or ultrasonic wave-assisted, chemical methods such as acid- and alkali-assisted, and biological methods such as enzyme-assisted. Each pre-treatment method has a specific effect on the cellulose, hemicellulose, and lignin fractions, and the level of success varies with each method.
The hydrolysis of pretreated biomass can be accomplished using either acids or enzymes, but the latter is preferred as it does not produce inhibitory compounds that can interfere with subsequent fermentation [23]. Enzyme-mediated hydrolysis also has other advantages, such as lower energy consumption, mild conditions, and no corrosion. However, the use of a suitable combination of multiple enzyme systems with high specificity and cost remains a challenge for commercial application [8,24,25,26]. Since potato peels contain cellulose, hemicelluloses, starch, and pectin, an enzyme cocktail comprising carbohydrases, including endo-1,4-β-D-glucanase, exo-1,4-β-D-glucanase, β-1,4-glucosidase, endo-β-1,4-xylanase, endo-β-1,4-β-D-mannanase, α-amylase, glucoamylase, and pectinase, can be used to saccharify the biomass into free sugars. Additionally, a strategy that involves in-house production of the enzyme cocktail using suitable microbes capable of co-producing the necessary enzyme systems could be advantageous in reducing the cost of multiple enzyme systems.
An ideal and effective pretreatment technique can significantly enhance the hydrolysis of biomass without producing any toxic by-products, thus reducing the cost of ethanol manufacturing. Therefore, optimizing the pretreatment and enzymatic hydrolysis steps, including in-house production of multiple enzyme systems, is crucial for mastering the ethanol production process. In this study, we investigate the most suitable pretreatment and low-cost enzymatic hydrolysis strategies using potato peel waste to develop a cost-effective, eco-friendly, and high-yield technology for bioethanol production.
2. Materials and Methods
2.1. In-house production of multi-enzyme system
The multi-enzyme preparation, which included cellulases, hemicellulases, amylases, and pectinase, was produced from solid-state culture using a natural isolate of Aspergillus niger P-19, as reported previously in studies [21,27]. The enzyme preparation contained specific activities of 10.38, 1.44, 4.06, 104.95, 10.41, 8.59, and 21.21 IU/ml of CMCase, FPase, β-glucosidase, xylanase, mannanase, pectinase, and glucoamylase, respectively, and 1480 U/ml of α-amylase. The optimal temperature and pH for this enzyme cocktail were 50°C and pH 4.5, respectively.
2.2. Quantitative analysis of dried potato peels
Potato peels, which are the major component of kitchen waste residues, were collected from homes and hostels of Panjab University, Chandigarh. The potato peels were dried in a hot air oven at 70°C overnight before quantitative analysis. The composition of the potato peels was determined by analyzing free-reducing sugar [28], total carbohydrates [29], cellulose [30], starch [31], and hemicellulose in terms of XGM (xylan+galactan+mannan) [32] using standard methods, as previously done in a recent study by our research group [21].
2.3. Standardization of various thermal, chemical, and thermo-chemical strategies for efficient pre-treatment of potato peels
Various physical and chemical pre-treatment strategies including steam treatment at varying pressure conditions, boiling for different time durations, and acid/alkali treatments alone and in combination with steam were investigated.
2.3.1. Thermal pre-treatments
Ten grams of powdered potato peels were added to 25 ml of distilled water in 250 ml Erlenmeyer flasks. The flasks were then subjected to steam treatment in an autoclave under varying pressure conditions for different time durations: 10 psi for 15 min, 15 psi for 5 min, 15 psi for 15 min, 15 psi for 30 min, 15 psi for 45 min, and 15 psi for 60 min in separate flasks. For boiling, 10 g of the substrate was added to 25 ml of distilled water and placed in a boiling water bath for 30 and 60 min in separate flasks.
2.3.2. Chemical pretreatments
Twenty-five milliliters of different chemicals including H2SO4, HNO3, CH3COOH, HCl, H2O2, NaOH, Ca(OH)2, KOH, NH3 (1%v/v or w/v) were added to separate flasks, each of which contained 10g powdered potato peels. The flasks were left at room temperature overnight and then neutralized with 1N NaOH/HCl.
2.3.3. Thermo-chemical pretreatments
The effects of 1.0-4.0% (v/v or w/v) of H2SO4, HNO3, CH3COOH, HCl, H2O2, NaOH, Ca(OH)2, KOH and NH3 were studied in combination with steam under pressure. 10g of powdered potato peels dispensed in 25 ml of varying concentrations of chemical solutions taken in separate 250 ml Erlenmeyer flasks. The flasks were then subjected to steaming in an autoclave at 15 psi for 15 min and allowed to cool. The neutralization was done using 1N NaOH/HCl.
2.4. Enzymatic hydrolysis of pretreated potato peel residues using in-house multi-enzyme production
For efficient hydrolysis of potato peels, it is important to select the right enzyme preparation that contains multiple enzyme systems to address the heterogeneous composition of the feedstock. The pre-treated potato peels were subjected to enzymatic hydrolysis using an in-house multi-enzyme preparation derived from A. niger P-19. The hydrolysis was carried out at 50°C and 150 rpm for 72 h, using enzyme-to-substrate ratios of 16 IU CMCase, 2 IU FPase, 6 IU β-glucosidase, 2157 IU xylanase, 16 IU mannanase, 13 IU pectinase, 2220 U α-amylase, and 32 IU glucoamylase per gram of substrate. The reaction was carried out in 50 ml of 0.1 M acetate buffer (pH 4.5), and samples were withdrawn at regular intervals of 24 h. The supernatant was analyzed for total reducing sugars and glucose released by dinitrosalicylic acid (DNSA) and glucose oxidase-peroxidase methods, respectively [28,33]. The steam-pretreated (15 psi for 15 min) sample was used as the control.
2.5. Qualitative analysis of free sugars in the enzymatic hydrolysate of potato peels using thin layer chromatography (TLC)
The sugars obtained after the enzymatic hydrolysis of potato peels pretreated with 3% H2SO4 in combination with steam were analyzed by TLC (Thin-Layer Chromatography). To perform this analysis, 10 μl of appropriately diluted samples of the standard sugars (including glucose, xylose, and mannose) along with the hydrolysate of potato peels were applied onto a silica gel plate (60 F254, Merck) as bands using an automatic TLC Sampler. The plates were then placed in a glass jar containing a developing reagent composed of butanol, acetic acid, and water in a 3:1:1 ratio. The sugars were detected using a mixture of N-(1-Naphthyl)ethylenediamine (NED), methanol, and H2SO4, with the specific amounts being 0.30 g, 95 ml, and 5 ml, respectively.
2.6. Structural changes in untreated, thermo-acidic pretreated, and enzymatically hydrolyzed samples of potato peels
The effectiveness of steam pretreatment, thermo-acidic pretreatment, and enzymatic hydrolysis of potato peels were analyzed by examining untreated, thermo-acidic pretreated, and enzymatically hydrolyzed samples using scanning electron microscopy (SEM) and X-ray diffraction (XRD) techniques. The services of the Sophisticated Analytical Instrumentation Facility at the Central Instrumentation Laboratory (CIL), Panjab University, Chandigarh were utilized for this purpose.
2.7. Fermentation of sugars released after enzymatic hydrolysis of thermo-chemically pretreated potato peels
All the flasks containing hydrolyzed mashes of pretreated biomass residues were inoculated with 10 % v/v cell suspension of a distiller’s strain of Saccharomyces cerevisiae HT (viable cell count of 1.0×108 cells/ml) made from the pellet of the cells grown for overnight in YPD broth at 28oC under shake conditions (200 rpm). The flasks were incubated under stationary conditions in a BOD incubator at 30°C for a period of 72 h, and the alcohol contents were determined by the potassium dichromate method [34].
2.8. Effect of the supplementation of nutrients in the hydrolysate on fermentation and substrate loading
Various nutrients, including MgSO4.7H2O, (NH4)2SO4, yeast extract, urea, peptone, (NH4)2(HPO4), (NH4)(H2PO4), KH2PO4, K2HPO4, and ZnSO4, have been employed in attempts to enhance alcohol productivity. To carry out this study, 100 g of powdered potato peels were placed in a 1000 ml Erlenmeyer flask with 250 ml of 3% H2SO4. The mixture was subjected to steaming in an autoclave at 15 psi for 15 min and then allowed to cool. The pH was then neutralized using 1N NaOH, followed by the addition of an enzyme preparation to achieve the enzyme: substrate ratio described in section 2.4. The final volume was adjusted to 500 ml with 0.1M acetate buffer, pH 4.5, to maintain 20% solid loading. The flask was incubated at 50°C in a water bath shaker at 150 rpm for 72 h, and the resulting sample was centrifuged at 10,000 rpm for 10 min. The supernatant was analyzed for total reducing sugars and glucose released by dinitrosalicylic acid (DNSA) and glucose oxidase-peroxidase methods, respectively [28,33].
The potato peel hydrolysate was distributed equally into separate 150 ml Erlenmeyer flasks and inoculated with a 10.0% (v/v) suspension of Saccharomyces cerevisiae (HT). Each flask was supplemented individually with the nutrient sources mentioned above. The flasks were then incubated under stationary conditions in a BOD incubator at 30°C for 72 h, and the alcohol content was determined using the potassium dichromate method [34]. Additionally, the effect of solid concentration was studied by fermenting the hydrolysates supplemented with Peptone+(NH4)(H2PO4)+ZnSO4 (0.1% w/v each) with substrate loadings of 22% and 24%.
3. Results
To achieve efficient and cost-effective degradation of agricultural and agro-food waste residues, pretreatment is a critical step that significantly affects the final product yield. Advancements in pretreatment strategies have revolutionized the biofuel industry by increasing the porosity of agricultural and agro-food waste residues while reducing cellulose crystallinity, which enhances enzymatic attack and promotes the release of sugars. This study evaluates various pretreatments with an effective enzyme cocktail comprising multiple hydrolytic carbohydrases and their combinations to enhance the yield of fermentable sugars and bioethanol from potato peel waste. The solid-state fermentation of potato peels yielded a multi-enzyme preparation after extraction with distilled water. The preparation included endo-1,4-β-D-glucanase, exo-1,4-β- D-glucanase, β-1,4-glucosidase, endo-β-1,4- xylanase, endo-β-1,4-β- D-mannanase, α-amylase, glucoamylase, and pectinase, as described in a previous study conducted by our laboratory [21,35].
3.1. Composition analysis of dried potato peels
The total carbohydrate content of the potato peels was estimated to be 71.6% on a dry weight basis, consisting of 7.47% free sugars, 20.2% cellulose, 19.4% starch, and 15.2% hemicelluloses. This high carbohydrate content makes potato peels an attractive substrate for ethanol production.
3.2. Evaluation and standardization of pretreatments of dried potato peels
The primary goal of pre-treatment is to eliminate lignin and hemicellulose while decreasing the crystallinity of cellulose, which makes it more accessible for enzymatic degradation. However, the suitability of the pre-treatment process is highly dependent on the feedstock used.
3.2.1. Thermal pretreatments
In order to identify an appropriate pretreatment methodology, several thermal pretreatment techniques were investigated. Although boiling the substrate for 30 and 60 min resulted in better outcomes compared to the untreated substrate, steam treatment at 15 psi for 15 min generated relatively higher reducing sugars (359.43 mg/gds) and glucose (288.45 mg/gds) with a carbohydrate conversion efficiency of 50%. Consequently, it was found to be the best option among all the thermal strategies (Table 1), which is similar to a previous study conducted by our research group where maximum sugar release was achieved from de-oiled rice bran when steam pretreatment was performed at 15 psi for 15 to 60 min [21]. Steam pretreatment potentially disrupts most of the lignin and hemicellulose from the crystalline structure, thereby rendering cellulose more vulnerable to enzymatic digestion. The results are consistent with a study where enzymatic conversion of steam-pretreated corn stover increased by fourfold when compared to untreated material [36]. The effect of utilizing steam under pressure was also examined by increasing the exposure time, but no significant changes were observed in the conversion efficiency (Table 1). Since extending the period from 15 to 60 min would be inefficient for such an insignificant difference in sugar release, 15 min of pretreatment was chosen for future research.
3.2.2. Chemical Pretreatments
The results of Table 2 indicate that steam under pressure at 15 psi for 15 min was superior to chemical treatment in terms of conversion efficiency, as no chemical treatment was able to match the performance of the former. Therefore, it can be concluded that steam under pressure is a necessary requirement for the pretreatment of dried potato peels.
3.2.3. Thermo-chemical pretreatments
Various studies have shown that thermo-chemical treatments using dilute acids or bases can be effective for pretreating agricultural and agro-food waste residues. Sulphuric acid, which is both inexpensive and effective, is commonly used at concentrations less than 4%. However, when acids or bases were used alone at a 1% level, they did not improve enzymatic hydrolysis as much as steam. To determine the effect of different concentrations of acids and bases, 1-4% of all acids and bases were combined with steam for the pretreatment of dried potato peels. The combination of chemical agents and steam resulted in increased total reducing sugars, with thermo-acidic treatments being more effective than thermo-alkali treatments. In particular, H2SO4 released the highest amount of sugars, including glucose. At a concentration of 1%, H2SO4 released 525.00±39.65 mg/g of reducing sugars, including 399.00±31.23 mg/g of glucose after 72 h of enzymatic hydrolysis, with concentrations of 105.91±7.45 g/l and 68.8±6.32 g/l for reducing sugars and glucose, respectively (Table 4). The sugar yields improved with increasing concentrations up to 3%, after which they declined. With 2% and 3% H2SO4, the sugar yields increased to 635±59.47 mg/g and 705.20±66.36 mg/g, respectively, leading to improved conversion efficiencies of 88.69% and 98.49%, with corresponding sugar concentrations of 127.00±11.14 g/l and 141.04±12.31 g/l, respectively (Table 4). A similar trend was observed with other acids, but sulphuric acid was the most effective, as demonstrated in Table 3 and Table 4.
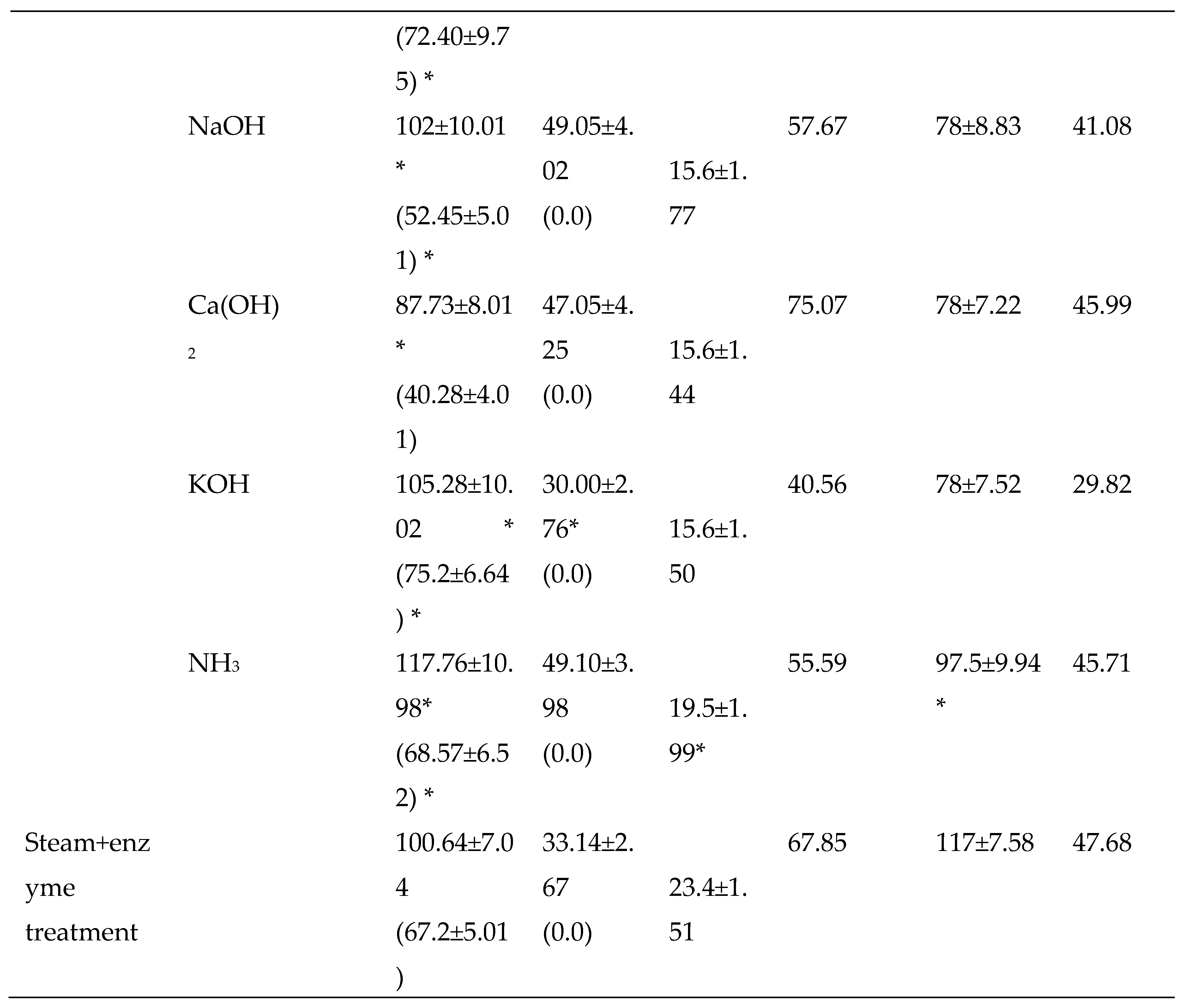
Among the bases studied, Ca(OH)2 treatment exhibited the highest amount of released sugars at a level of 380.35±30.29 mg/g when used at a 1% concentration. At a higher concentration of 3%, the amount of released sugars increased to 472.65±41.05 mg/g. However, a further increase in concentration to 4% resulted in a gradual decrease in carbohydrate conversion. Similarly, KOH pretreatment showed a similar trend, where at a concentration of 1%, 362.05±31.25 mg/g of sugars were released, which improved to 554.30±42.53 mg/g at a concentration of 3%. These findings corroborate an earlier report on two pretreatment techniques using dilute acid (H2SO4) and dilute alkali (NaOH) for producing bioethanol from empty fruit bunches of oil palm trees [37]. The dilute acid treatment performed under optimal conditions (161.5°C; 9.44 min and 1.51% acid loading) resulted in 85.5% glucose yield. However, treatment with dilute alkali showed lower performance under the conditions explored. Several treatments have been previously explored at different temperatures using varying concentrations of chemicals, including H2SO4 (0.5-2.0% v/v, 50-121 °C, 1 h), NaOH (0.5-2% w/v, 50-121°C, 1 h), Ca(OH)2 (0.2-4% w/v, 50-121°C, 1 h), and hot water (50-121 °C, 1 h), to determine the optimal strategy for degrading cellulose to produce reducing sugars [30]. The study revealed that the highest cellulose degradation was obtained by using 2% dilute sulfuric acid pretreatment at 121°C for 1 h, resulting in a significant yield of reducing sugars [38]. Moreover, the yields of reducing sugars were observed to be lower at higher concentrations of acids or bases. This phenomenon could be attributed to the elevated interactions between amino acids and sugars, leading to Maillard browning reactions at higher temperatures and alkaline conditions, which eventually results in the loss of reducing sugars [39]. Additionally, this could also occur due to the breakdown of free sugars into furans, such as furfural and hydroxymethyl furfural, and acids, including levulinic acid and formic acid, at higher temperatures and high-acid environments. These products could further degrade, leading to the development of insoluble carbon-enriched compounds commonly known as chars and/or pseudo-lignin [40,41,42]. A recent report on pretreated wheat straw under varying dilute acid conditions showed that a 1% sulfuric acid concentration resulted in the best glucose yield, amounting to 89% of the theoretical maximum [43]. Contrary to our findings, a study has shown that alkaline peroxide pretreatment of wheat straw resulted in the highest sugar concentrations, with 31.82 g/l glucose and 13.75 g/l xylose, outperforming thermal, dilute acid, and dilute basic pretreatments [44]. Upon critical analysis of total reducing sugar and glucose yields in dried potato peels subjected to various pretreatments, it was discovered that chemical pretreatment using acids or alkalis alone was insufficient for the complete breakdown of the complex carbohydrate structure present in the peels. Thermochemical pretreatments using steam in combination with acid or alkali were found to be more effective in reducing the crystallinity of various polymers. Among the thermochemical pretreatments employed, the use of 3% sulphuric acid in combination with steam was found to be the most effective pretreatment strategy for the enzymatic hydrolysis of potato peels. This was evidenced by the release of significant amounts of sugars, amounting to 141.04±12.31 g/l for total reducing sugars and 95.12±9.02 g/l for glucose, which are much higher than any previously reported yields from potato peels (Table 4).
3.3. Qualitative detection of sugars in the enzymatic hydrolyzate of pretreated potato peels by TLC
Upon conducting enzymatic saccharification of pretreated potato peels, the resulting hydrolysate was subjected to thin layer chromatography, revealing clear bands corresponding to glucose and xylose, with traces of mannose, indicating the presence of both C6 and C5 sugars (refer to Figure 1). Further analysis of the hydrolysate showed a distinct band (a) corresponding to xylose and a mixed band (b) corresponding to glucose, mannose, and arabinose, as observed in Figure 1. This suggests that there is an opportunity for additional cost reduction by increasing alcohol yields through the efficient fermentation of C5 sugars, primarily xylose, using a pentose-fermenting yeast such as Saccharomyces cerevisiae. Furthermore, the present study was able to achieve economic viability by utilizing an in-house-produced enzyme cocktail for the hydrolysis of the pretreated potato peels.
3.4. Structural changes in untreated, thermo-acidic pretreatment, thermo-acidic pretreatment followed by enzymatically hydrolyzed samples of potato peels
The untreated potato peel structure was observed to be solid and intact without any visible fragmentation (Figure 2a). However, when subjected to thermo-acidic pretreatment with enzymatic hydrolysis, the compactness of the structure was disrupted, resulting in the development of cracks and damage to the biomass (Figure 2b). Moreover, thermo-acidic pretreatment followed by enzymatic hydrolysis caused the formation of cavities and crinkles, which more effectively damaged the biomass (Figure 2c). These structural changes resulted in an increase in exposed surfaces and subsequently, an increase in the availability of cellulose for enzymatic action. This observation aligns with the findings of a previous study conducted by Soltaninejad et al. [7].
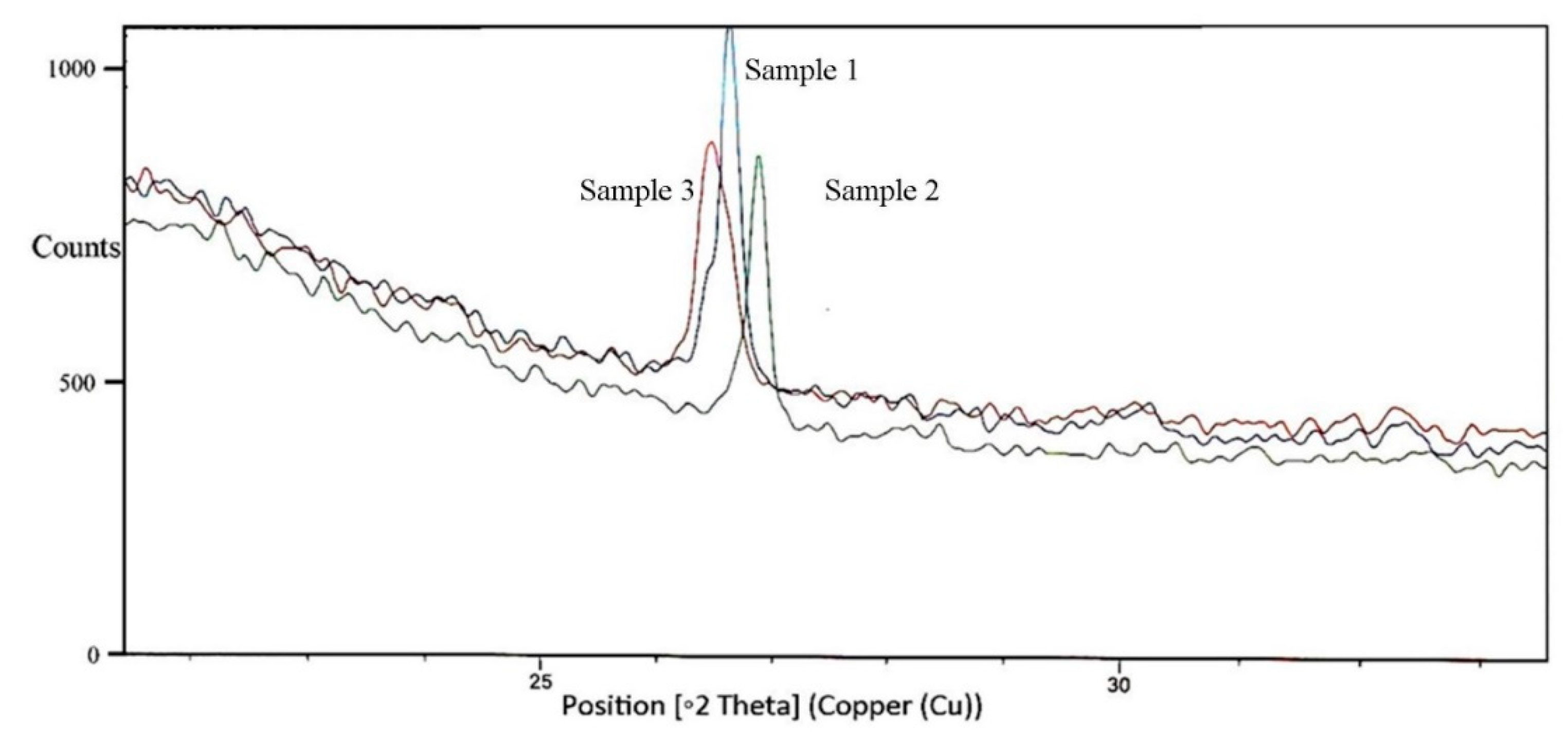
In order to compare the structural properties, an X-ray diffraction (XRD) study was conducted, plotting 2θ versus intensity to identify the peaks of cellulose at approximately 2θ = 26. Upon comparing the peak widths of the samples, it was observed that hydrolysis disrupted the crystalline region of cellulose. The maximum decrease in peak intensity was observed in sample 3 (depicted as red in Figure 3), which underwent thermo-acidic pretreatment followed by enzymatic hydrolysis, indicating a more efficient hydrolysis. Sample 2, which underwent only thermo-acidic pretreatment, showed a narrower peak width and lower intensity reduction compared to sample 3, while sample 1 (untreated potato peels) had the narrowest peak and the lowest intensity reduction (Figure 3). A significantly wider peak was observed in sample 3 compared to the control and thermo-acidic pretreatment samples, which is consistent with the findings of a similar study conducted by Barampouti et al. [45] on alkaline pretreated and enzymatically hydrolyzed potato peel waste.
3.5. Fermentation of glucose released from potato peels
The hexose sugars obtained from enzymatic hydrolysis of potato peels were subjected to fermentation with a distiller's strain of Saccharomyces cerevisiae HT. The highest ethanol yield was obtained from the enzymatic hydrolysate of potato peels pretreated with 3% H2SO4 and steam under pressure, with a concentration of 43.0 g/l and a maximum yield of 215 mg/g (Figure 4). However, the hydrolysate obtained from the biomass pretreated with 4% H2SO4 showed lower fermentation efficiency and ethanol productivity (Table 4). This may be due to the formation of inhibitory substances during the treatment at high temperatures and acid concentrations, as previously reported in the steam explosion of wheat straw and fermentation of model substrates and hydrolysates by Pichia stipitis [46]. The severity of sulphuric acid has also been reported to affect sugar yield from spruce (softwood) and the fermentability of the hydrolysate by Saccharomyces cerevisiae [47].
Figure 2.
SEM micrographs of untreated (a), thermo-acidic pretreated (b), thermo-acidic pretreated potato peels followed by enzymatic hydrolysis (c).
Figure 2.
SEM micrographs of untreated (a), thermo-acidic pretreated (b), thermo-acidic pretreated potato peels followed by enzymatic hydrolysis (c).
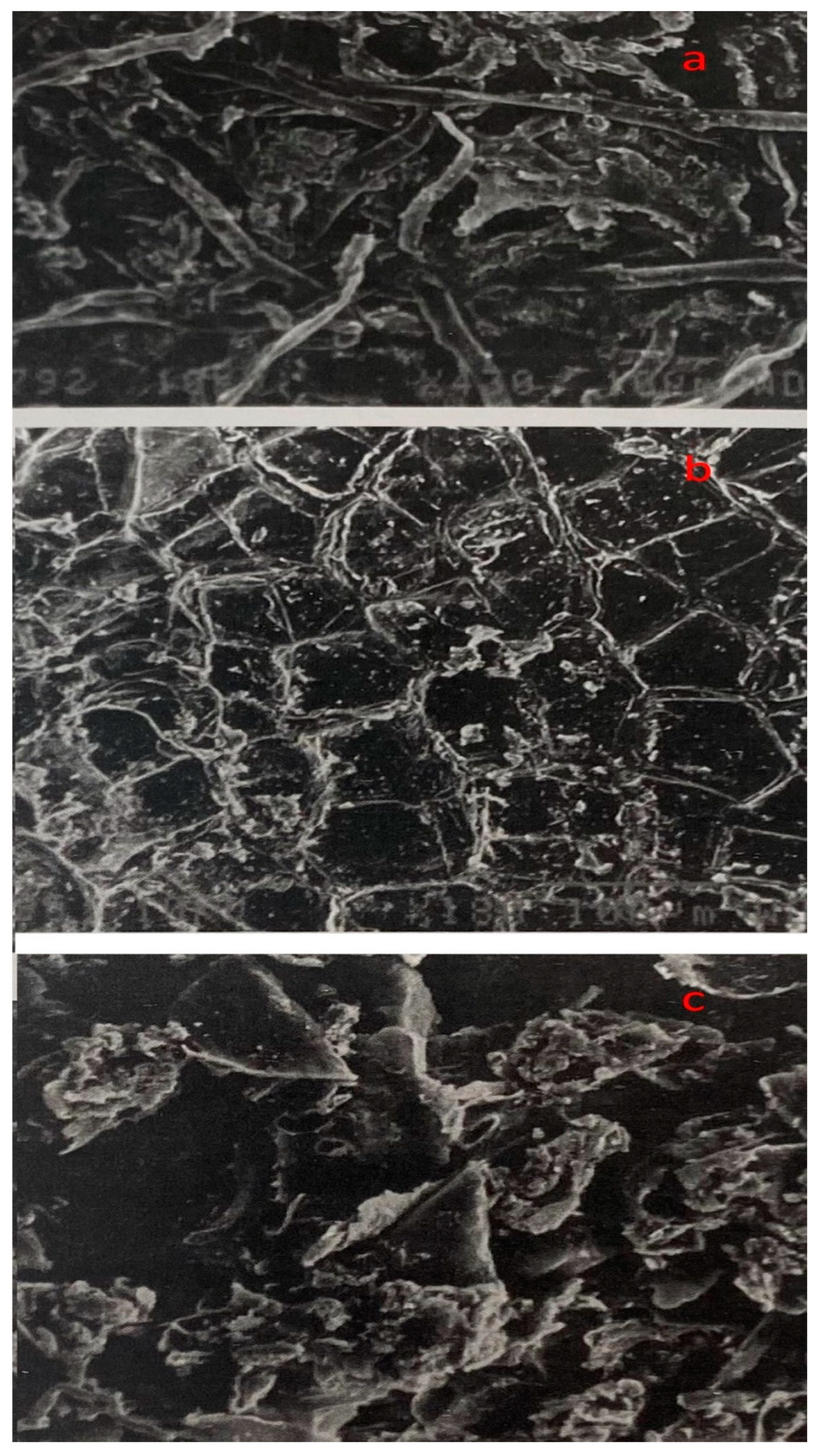
Figure 3.
XRD pattern of untreated (Sample 1), thermo-acidic pretreated (Sample 2), thermo-acidic pretreated potato peels followed by enzymatic hydrolysis (Sample 3).
Figure 3.
XRD pattern of untreated (Sample 1), thermo-acidic pretreated (Sample 2), thermo-acidic pretreated potato peels followed by enzymatic hydrolysis (Sample 3).
The decrease in the yield of monosaccharides coincided with the maximum concentrations of furfural and 5-hydroxymethylfurfural (5-HMF). It can be concluded that thermochemical pretreatment of potato peels with 3% sulphuric acid produced maximum reducing sugars and alcohol upon enzymatic hydrolysis and fermentation. This successful validation highlights the potential of potato peels as an important feedstock for the production of second-generation bioethanol. Procentese et al. [48] conducted a review of different agricultural and agro-food waste residues, including potato peels, to evaluate their potential as feedstocks for the production of second-generation biofuels such as ethanol and butanol. They estimated the maximum biofuel production rates based on feedstock availability, average composition, and reported yields. The study found that traditional pretreatment methods could contribute up to 32% ethanol and 23% butanol to current European biofuel accounts, while innovative pretreatment methods could increase the contribution to 40% ethanol and 19% butanol. Several studies have also investigated the potential of potato peels for biofuel production, including biogas [6,7,49], bioethanol [8,40,41,42,43,44,45,46,47,48,49,50,51,52,53], and xanthan gum [7]. Felekis et al. [8] reported the highest ethanol concentration of 9 ± 0.9 g/l obtained from potato peels pretreated with 1% w/v NaOH for 6 h at 50°C, using commercial enzyme preparations. Achinas et al. [49] examined the anaerobic digestion of potato peels with and without dilute sulfuric acid pretreatment and found an improvement in biogas production with pretreatment. Soltaninejad et al. [6] utilized the organosolv pretreatment method for the production of bioethanol and biogas from potato peel waste (PPW). The highest concentration of bioethanol achieved was 18.04 g/l, obtained from PPW pretreated at 180 °C with 75% ethanol and 1% acid. Sivasakthivelan et al. [49] investigated the optimal conditions for the production of bioethanol using S. cerevisiae. The best conditions for maximum bioethanol concentration (11.46 g/l) were found to be pH 5.5, temperature of 30 °C, inoculation of 8%, substrate concentration of 3%, and a maximum time of 48 h. Atitallah et al. [51] explored the potential of potato peel waste as a feedstock for bioethanol production through various saccharification and fermentation techniques. Thermal and chemical (acid, alkali) pretreatment, as well as enzymatic hydrolysis using commercial enzymes (cellulase and amylase) and lab-scale-produced enzymes (alpha-amylase from Bacillus sp. Gb67) either alone or in combination, were used for saccharification. The results showed that the use of commercial enzymes led to higher saccharification efficiency (72.38%) and ethanol yield (0.49 g/g consumed sugars). Sansui et al. [52] studied the effect of metallic oxide nanoparticles on ethanol production from potato peel hydrolysate using Saccharomyces cerevisiae BY4743. Fe3O4 NPs enhanced ethanol production with a maximum ethanol yield of 0.26 g/g, glucose utilization of 99.95%, and 51% fermentation efficiency. They achieved a maximum ethanol concentration of 5.24 g/l and a maximum production rate of 0.72 g/l/h. Chohan et al. [53] optimized the production of bioethanol from potato peel waste through simultaneous saccharification and fermentation using inputs such as temperature, pH, and solid loading. They observed a maximum bioethanol concentration of 22.54 g/l and yield of 0.32 g/g under optimal process conditions of 40 °C, pH 5.78, and 12.25% w/v solid loading. Nutrient supplementation can enhance the growth and metabolism of microorganisms involved in the fermentation process and improve alcohol productivity from potato peels.
Studies have explored the impact of nutrient supplementation on ethanol yield, with various nutrients added at different concentrations (Table 5). Among the positive influencers that improved ethanol production, MgSO4.7H2O, (NH4)2SO4, Peptone, (NH4)2(HPO4), (NH4)(H2PO4), KH2PO4, K2HPO4, and ZnSO4 showed higher fermentation efficiency of 82.62, 84.60, 86.11, 85.88, 87.23, 86.95, 86.81, and 88.39%, respectively, compared to 81.95% for the control. The effect of nutrient supplementation on ethanol production from different feedstocks has also been investigated by various research groups. For instance, Suriyachai et al. [54] reported the supplementation of yeast extract (1 g/l), (NH4)2SO4 (5 g/l), and MgSO4·7H2O (0.025 g/l) during ethanol production from rice straw using a coculture of Saccharomyces cerevisiae and Scheffersomyces stipitis, which resulted in ethanol productivity of 28.6 g/l. A recent study investigated the use of ionic liquids to pretreat pine needle biomass for ethanol production via consolidated bioprocessing (CBP). The process involved the use of B. subtilis G2 enzyme preparation in combination with fermentation by S. cerevisiae and P. stipitis at a pH of 5.6. The medium was supplemented with yeast extract (1.5 g/l), peptone (1.0 g/l), (NH4)2SO4 (1.0 g/l), K2HPO4 (1.0 g/l), and MgSO4 (1.0 g/l), and resulted in an ethanol yield of 0.148 g/g after 72 h of fermentation [55]. Hossain et al. [56] reported the use of Wickerhamia sp. for ethanol production from potato peels. The researchers found that supplementation of malt extract, tryptone, and KH2PO4 enhanced ethanol production, resulting in a yield of 21.7 g/l at 30°C after 96 h of fermentation. In another study, co-cultures of the yeasts Saccharomyces cerevisiae and Pichia stipitis were used to produce ethanol from kitchen waste. The medium was supplemented with KH2PO4, MgCl2.6H2O, and (NH4)2SO4 at a concentration of 1 g/l each, which resulted in an ethanol productivity of 45.4 g/l at 30°C [57]. Zhao et al. [58] utilized corn stalks for ethanol production at 30°C by utilizing engineered S. cerevisiae strains and supplementing with MgSO4 as a metal ion inducer. They achieved an ethanol yield of 46.87 g/l. Chohan et al. [53] conducted a study on ethanol production from thermally pretreated potato peels by employing Saccharomyces cerevisiae BY4743 and supplementing with yeast extract, peptone, (NH4)2SO4, KH2PO4, and MgSO4, which resulted in a maximum ethanol productivity of 22.54 g/l.
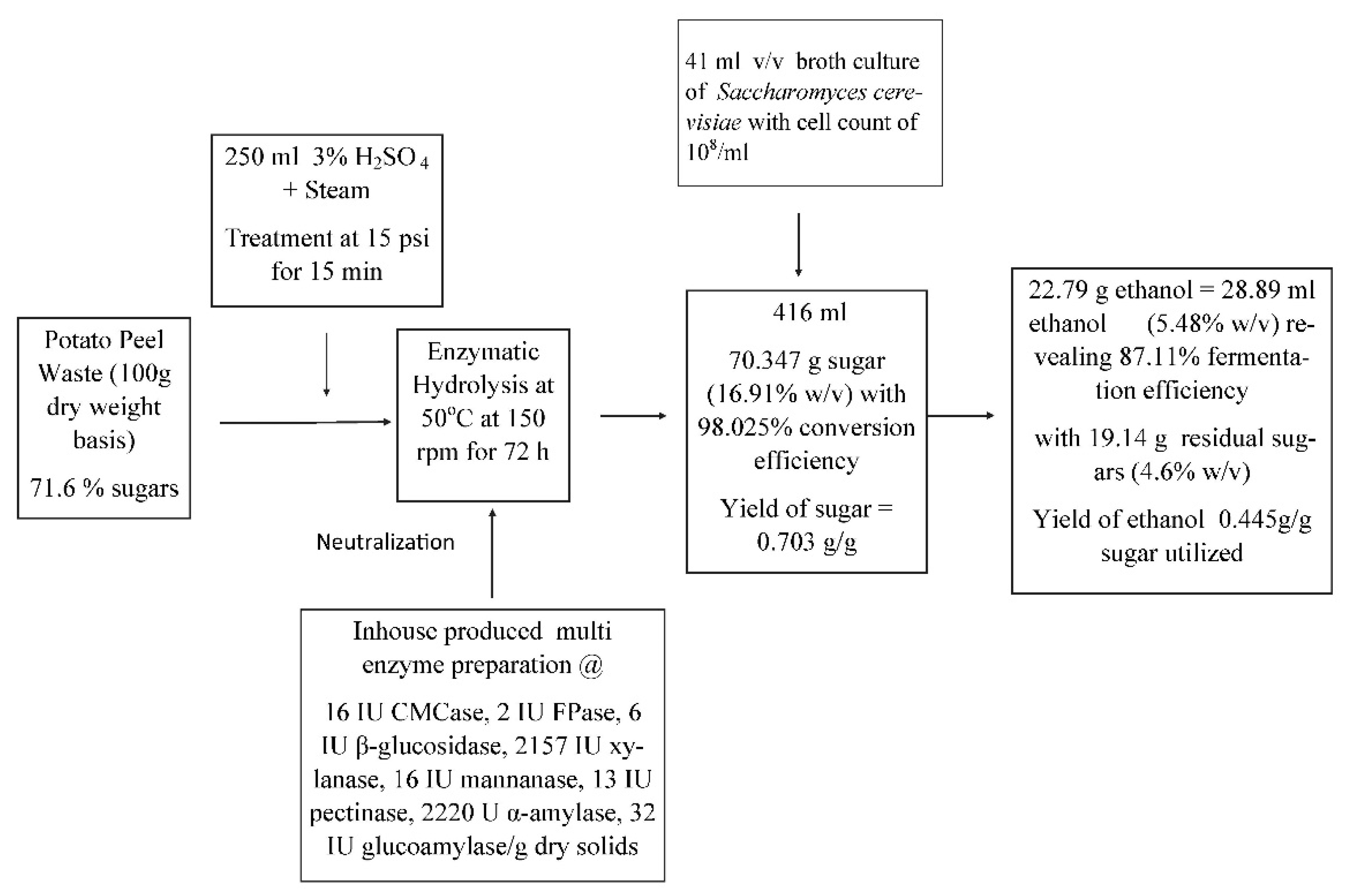
In the present study, it was found that ZnSO4 at a concentration of 0.1% w/v with a 20% solid loading was the most effective, resulting in a yield of 48.1 g/l of ethanol with 88.39% fermentation efficiency. Ammonium dihydrogen phosphate at the same concentration also exhibited good results with 46.8 g/l of ethanol. Peptone was also effective, yielding 44.0 g/l of ethanol. The study also attempted different solid loading levels with the supplementation of peptone, ammonium dihydrogen phosphate, and ZnSO4 at 0.1% w/v each, resulting in appreciably good yields of 51.67 g/l (88.7% fermentation efficiency) and 54.75 g/l (87.11% fermentation efficiency). These yields are higher than those reported so far for potato peels or any other substrate used in ethanol production. The study obtained an alcohol concentration of 57.45 g/l with a yield of 0.228 g/g of dry peels (equivalent to 289 l/ton of dry peels; 0.445 g/g consumed sugars) involving a 24% solid loading, which is significantly higher than most recent studies carried out by other researchers, as shown in Figure 4.
The study found that producing ethanol from potato peel waste using in-house produced enzymes resulted in a production cost of US$ 0.65/l, which is significantly lower than the US$ 1.50/l achieved using commercial enzymes from Advanced Enzymes (India). The results suggest that there is still potential to further improve the yield by utilizing a suitable consortium of hexose and pentose fermenting yeasts.
Figure 4.
Mass balance after thermo-acidic treatment followed by enzymatic hydrolysis and fermentation of potato peel waste for ethanol production.
Figure 4.
Mass balance after thermo-acidic treatment followed by enzymatic hydrolysis and fermentation of potato peel waste for ethanol production.
4. Conclusion
The current study has successfully demonstrated the efficacy of an in-house produced enzyme cocktail in efficiently hydrolyzing acid-pretreated potato peels followed by fermentation with a distiller's strain of Saccharomyces cerevisiae for bioethanol production, achieving an impressive ethanol productivity of 54.75 g/l with the supplementation of Peptone+(NH4)(H2PO4)+ZnSO4, which surpasses the results of previous investigations. These results offer a promising foundation for further scale-up studies and commercialization of this technology for bioethanol production from an inexpensive bioresource. Additionally, the reported yields were obtained using only a hexose-fermenting yeast strain, leaving room for potential further improvements in alcohol yield by using an appropriate consortium of hexose and pentose fermenting yeast strains to ferment the mixture of hexoses and pentoses generated by enzymatic hydrolysis.
Author Contributions
Sanjeev Kumar Soni: Conceptualization, methodology, writing—review and editing, supervision; Binny Sharma: investigation, methodology, writing—original draft preparation, writing—review and editing; Apurav Sharma: investigation, methodology, writing—original draft preparation, writing—review and editing; Bishakha Thakur: investigation, methodology, writing—original draft preparation, writing—review and editing; Raman Soni: investigation, methodology, writing—original draft preparation, writing—review and editing, supervision.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Naik, S.N.; Goud, V.V.; Rout, P.K.; Dalai, A.K. Production of first and second generation biofuels: A comprehensive review. Renew. Sust. Energ. Rev. 2010, 14, 578–597. [Google Scholar] [CrossRef]
- Mikulski, D.; Kłosowski, G. Efficiency of dilute sulfuric acid pretreatment of distillery stillage in the production of cellulosic ethanol. Bioresour. Technol. 2018, 268, 424–433. [Google Scholar] [CrossRef] [PubMed]
- Roberto, I.C.; Mussatto, S.I.; Rodrigues, R.C.L.B. Dilute-acid hydrolysis for optimization of xylose recovery from rice straw in a semi-pilot reactor. Ind. Crops Prod. 2003, 17, 171–176. [Google Scholar] [CrossRef]
- Roy, S.; Chowdhury, R.; Boro, H.; Sarma, B.K.; Kalita, S. Bioethanol Production from Lignocellulose Agricultural Waste Biomass. In: Agriculture Waste Management and Bioresource: The Circular Economy Perspective. John Wiley & Sons Ltd. West Sussex, United Kingdom. 2023, 218-237.
- Rezig, M.; Sahli, A.; Jeddi, F.B.; Harbaoui, Y. Adopting intercropping system for potatoes as practice ondrought mitigation under Tunisian conditions. Opt. Mediterr. A. 2010, 95, 329–334. [Google Scholar]
- Soltaninejad, A.; Jazini, M.; Karimi, K. Sustainable bioconversion of potato peel wastes into ethanol and biogas using organosolv pretreatment. Chemosphere 2022, 291, 133003. [Google Scholar] [CrossRef]
- Soltaninejad, A.; Jazini, M.; Karimi, K. Biorefinery for efficient xanthan gum, ethanol, and biogas production from potato crop residues. Biomass Bioenergy 2022, 158, 106354. [Google Scholar] [CrossRef]
- Felekis, V.; Stavraki, C.; Malamis, D.; Mai, S.; Barampouti, E.M. Optimisation of Bioethanol Production in a Potato Processing Industry. Fermentation 2023, 9, 103. [Google Scholar] [CrossRef]
- Lenihan, P.; Orozco, A.; O’Neill, E.; Ahmad, M.N.M.; Rooney, D.W.; Walker, G.M. Dilute acid hydrolysis of lignocellulosic biomass. Chem. Eng. J. 2010, 156, 395–403. [Google Scholar] [CrossRef]
- Schieber, A.; Saldaña, M.D. Potato peels: A source of nutritionally and pharmacologically interesting compounds - A review. Food 2009, 2, 23–29. [Google Scholar]
- Sujeeta, K.M.; Mehta, S.; Sihag, K. Optimization of conditions for bioethanol production from potato peel waste. Int. J. Chem. Stud. 2018, 6, 2021–2024. [Google Scholar]
- Liang, S.; McDonald, A.G. Chemical and thermal characterization of potato peel waste and its fermentation residue as potential resources for biofuel and bioproducts production. J. Agric. Food Chem. 2014, 62, 8421–8429. [Google Scholar] [CrossRef]
- Arapoglou, D.; Varzaka, T.; Vlysside, A.; Israilides, C. Ethanol production from potato peel waste. Waste Manage. 2010, 30, 1898–1902. [Google Scholar] [CrossRef]
- Hashem, M.; Darwish, S.M.I. Production of bioethanol and associated by-products from potato starch residue stream by Saccharomyces cerevisiae. Biomass. Bioenerg. 2010, 34, 953–959. [Google Scholar] [CrossRef]
- Izmirlioglu, G.; Demirci, A. Ethanol production from waste potato mash byusing Saccharomyces cerevisiae. J. Appl. Sci. 2012, 2, 738–753. [Google Scholar] [CrossRef]
- Khawla, B.J.; Sameh, M.; Imen, G.; Donyes, F.; Dhouh, G.; Raoudha, E.G.; Oumema, N.E. Potato peel as feedstock for bioethanol production: A comparison of acidic and enzymatic hydrolysis. Ind. Crops Prod. 2014, 52, 144–149. [Google Scholar] [CrossRef]
- Malakar, B.; Das, D.; Mohanty, K. Optimization of glucose yield from potato and sweet lime peel waste through different pre-treatment techniques along with enzyme assisted hydrolysis towards liquid biofuel. Renew. Energy. 2020, 145, 2723–2732. [Google Scholar] [CrossRef]
- Mood, S.H.; Golfeshan, A.H.; Tabatabaei, M.; Jouzani, G.S.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sustain. Energ. Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Aditya, H.B.; Mahlia, T.M.I.; Chong, W.T.; Nur, H.; Sebayang, A.H. Second generation bioethanol production: A critical review. Renew. Sust. Energy. Rev. 2016, 66, 631–653. [Google Scholar] [CrossRef]
- Youjie, X.; Wang, D. Integrating starchy substrate into cellulosic ethanol production to boost ethanol titers and yields. Appl. Energy. 2017, 195, 196–203. [Google Scholar]
- Chugh, P.; Kaur, J.; Soni, R.; Sharma, A.; Soni, S.K. A low-cost process for efficient hydrolysis of deoiled rice bran and ethanol production using an inhouse produced multi-enzyme preparation from Aspergillus niger P-19. J. Mater. Cycles Waste Manag. 2023, 25, 359–375. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Gupta, A.; Verma, P. Sustainable bio-ethanol production from agro-residues: A review. Renew. Sust. Energ. Rev. 2015, 41, 550–567. [Google Scholar] [CrossRef]
- Yuan, T.; Li, X.; Xiao, S.; Guo, Y.; Zhou, W.; Xu, J.; Yuan, Z. Microalgae pretreatment with liquid hot water to enhance enzymatic hydrolysis efficiency. Bioresour. Technol. 2016, 220, 530–536. [Google Scholar] [CrossRef] [PubMed]
- Chavez, A.Y.; Morales, R.; Gonzalez, C.; Moya, F.V. Production of ethanol from two varieties of potato peel waste through cellulolytic and amylolytic enzymes. Int. J. Energy Clean Environ. 2020, 21, 41–58. [Google Scholar] [CrossRef]
- Soni, S.K.; Sharma, A.; Soni, R. Microbial Enzyme Systems in the Production of Second Generation Bioethanol. Sustainability, 2023, 15, 3590. [Google Scholar] [CrossRef]
- Chugh, P.; Soni, R.; Soni, S.K. Deoiled rice bran: A substrate for co-production of a consortium of hydrolytic enzymes by Aspergillus niger P-19. Waste Biomass Valori. 2016, 7, 513–525. [Google Scholar] [CrossRef]
- Miller, G.L. Use of dinitro-salicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Hedge, J.E.; Hofreiter, (1962). Carbohydrate chemistry 17. Whistler, RL and Be Miller, JN, Eds. Academic Press, New York. Ind. J. Plant Physiol. 1962, 21, 477–488.
- Updegraff, D.M. Semi-micro determination of cellulose in biological materials. Anal. Biochem. 1969, 32, 420–424. [Google Scholar] [CrossRef]
- Hansen, J.; Moller, I. Percolation of starch and soluble carbohydrates from plant tissue for quantitative determination with anthrone. Anal. Biochem. 1975, 68, 87–94. [Google Scholar] [CrossRef]
- Gao, X.; Kumar, R.; Wyman, C.E. Fast hemicellulose quantification via a simple one-step acid hydrolysis. Biotechnol. Bioeng. 2014, 111, 1088–1096. [Google Scholar] [CrossRef] [PubMed]
- Morin, L.G.; Prox, J. Single glucose oxidase- peroxidase reagent for two-minute determination of serum glucose. Clin. Chem. 1974, 19, 959–962. [Google Scholar] [CrossRef]
- Caputi, A.; Veda, M.; Brown, T. Spectrophotometric determination of ethanol in wine. Am. J. Enol. Vitic. 1968, 19, 160–165. [Google Scholar] [CrossRef]
- Kaur, J.; Chugh, P.; Soni, R.; Soni, S.K. A low-cost approach for the generation of enhanced sugars and ethanol from rice straw using in-house produced cellulase-hemicellulase consortium from A. niger P-19. Bioresour. Technol. Rep. 2020, 11, 100469. [Google Scholar] [CrossRef]
- Varga, E.; Réczey, K.; Zacchi, G. Optimization of steam pretreatment of corn stover to enhance enzymatic digestibility. Appl. Biochem. Biotechnol. 2004, 114, 509–523. [Google Scholar] [CrossRef] [PubMed]
- Chiesa, S.; Gnansounou, E. Use of Empty Fruit Bunches from the oil palm for bioethanol production: a thorough comparison between dilute acid and dilute alkali pretreatment. Bioresour. Technol. 2014, 159, 355–364. [Google Scholar] [CrossRef]
- Wu, S.; Lan, Y.; Wu, Z.; Peng, Y.; Chen, S.; Huang, Z.; Xu, L.; Gelbič, I.; Guan, X.; Zhang, L.; et al. Pretreatment of spent mushroom substrate for enhancing the conversion of fermentable sugar. Bioresour. Technol. 2012, 148, 596–600. [Google Scholar] [CrossRef]
- Ajandouz, E.H.; Tchiakpe, L.S.; Ore, F.D.; Benajiba, A.; Puigserver, A. Maillard reaction kinetics in fructose-lysine model systems. J. Food Sci. 2001, 66, 926–931. [Google Scholar] [CrossRef]
- Kim, J.Y.; Shin, E.J.; Eom, I.Y.; Won, K.; Kim, Y.H.; Choi, D.; Choi, I.G.; Choi, J.W. Structural features of lignin macromolecules extracted with ionic liquid from poplar wood. Bioresour. Technol. 2011, 102, 9020–9025. [Google Scholar] [CrossRef]
- Weingarten, R.; Conner, W.C.; Huber, G.W. Production of levulinic acid from cellulose by hydrothermal decomposition combined with aqueous phase dehydration with a solid acid catalyst. Energy Environ. Sci. 2012, 5, 7559–7574. [Google Scholar] [CrossRef]
- Sannigrahi, P.; Kim, D.H.; Jung, S.; Ragauskas, A. Pseudo-lignin and pretreatment chemistry. Energ. Environ. Sci. 2011, 4, 1306–1310. [Google Scholar] [CrossRef]
- Rajan, K.; Carrier, D.J. Effect of dilute acid pretreatment conditions and washing on the production of inhibitors and on recovery of sugars during wheat straw enzymatic hydrolysis. Biomass Bioenerg. 2014, 62, 222–227. [Google Scholar] [CrossRef]
- Toquero, C.; Bolado, S. Effect of four pretreatments on enzymatic hydrolysis and ethanol fermentation of wheat straw. Influence of inhibitors and washing. Bioresour. Technol. 2014, 157, 68–76. [Google Scholar] [CrossRef] [PubMed]
- Barampouti, E.M.; Christofi, A.; Malamis, D.; Mai, S.A. Sustainable approach to valorize potato peel waste towards biofuel production. Biomass Convers. Biorefin. 2021, 1–12. [Google Scholar] [CrossRef]
- Bellido, C.; Bolado, S.; Coca, M.; Lucas, S.; González-Benito, G.; García-Cubero, M.T. Effect of inhibitors formed during wheat straw pretreatment on ethanol fermentation by Pichia stipites. Bioresour. Technol. 2011, 102, 10868–10874. [Google Scholar] [CrossRef] [PubMed]
- Larsson, S.; Reimann, A.; Nilvebrant, N.O.; Jönsson, L.J. Comparison of different methods for the detoxification of lignocellulose hydrolyzates of spruce. Appl. Biochem. Biotechnol. 1999, 77, 91–103. [Google Scholar] [CrossRef]
- Procentese, A.; Raganati, F.; Olivieri, G.; Russo, M.E.; De La Feld, M.; Marzocchella, A. Agro food wastes and innovative pretreatments to meet biofuel demand in Europe. Chem. Eng. Technol. 2019, 42, 954–961. [Google Scholar] [CrossRef]
- Achinas, S.; Li, Y.; Achinas, V.; Euverink, G.J.W. Biogas Potential from the Anaerobic Digestion of Potato Peels: Process Performance and Kinetics Evaluation. Energies. 2019, 12, 2311. [Google Scholar] [CrossRef]
- Sivasakthivelan, P.; Saranraj, P.; Sivasakthi, S. Production of Ethanol by Zymomonas mobilis and Saccharomyces cerevisiae using sunflower head wastes-A comparative study. Int. J. Microbiol. Res. 2014, 5, 208–216. [Google Scholar]
- Atitallah, I.B.; Antonopoulou, G.; Ntaikou, I.; Alexandropoulou, M.; Nasri, M.; Mechichi, T.; Lyberatos, G. On the evaluation of different saccharification schemes for enhanced bioethanol production from potato peels waste via a newly isolated yeast strain of Wickerhamomyces anomalus. Bioresour. Technol. 2019, 289, 121614. [Google Scholar] [CrossRef]
- Sanusi, I.A.; Faloye, F.D.; Kana, E.B.G. Impact of various metallic oxide nanoparticles on ethanol production by Saccharomyces cerevisiae BY4743: screening, kinetic study and validation on potato waste. Catal. Lett. 2019, 149, 2015–2031. [Google Scholar] [CrossRef]
- Chohan, N.A.; Aruwajoye, G.S.; Sewsynker-Sukai, Y.; Kana, E.G. Valorisation of potato peel wastes for bioethanol production using simultaneous saccharification and fermentation: Process optimization and kinetic assessment. Renew. Energ. 2020, 146, 1031–1040. [Google Scholar] [CrossRef]
- Suriyachai, N.; Weerasia, K.; Laosiripojana, N.; Champreda, V.; Unrean, P. Optimized simultaneous saccharification and co-fermentation of rice straw for ethanol production by Saccharomyces cerevisiae and Scheffersomyces stipites using design of experiments. Bioresour. Technol. 2013, 142, 171–178. [Google Scholar] [CrossRef] [PubMed]
- Vaid, S.; Nargotra, P.; Bajaj, B.K. Consolidated bioprocessing for biofuel-ethanol production from pine needle biomass. Environ. Prog. Sustain. 2018, 37, 546–552. [Google Scholar] [CrossRef]
- Hossain, T.; Miah, A.B.; Mahmud, S.A. Enhanced bioethanol production from potato pel waste via consolidated bioprocessing with statistically optimized medium. Appl. Biochem. Biotechnol. 2018, 186, 425–442. [Google Scholar] [CrossRef]
- Ntaikou, I.; Menis, N.; Alexandropoulu, M.; Antonopoulou, G.; Lyberatos, G. Valorization of kitchen biowaste for ethanol production via simultaneous saccharification and fermentation using co-cultures of the yeasts Saccharomyces cerevisiae and Pichia stipitis Bioresour. Technol. 2013, 263, 75–83. [Google Scholar] [CrossRef]
- Zhao, W.; Zhao, F.; Zhang, S.; Gong, Q.; Chen, G. Ethanol production by simultaneous saccharification and cofermentation of pretreated corn stalk. J. Basic Microbiol. 2019, 5, 744–753. [Google Scholar] [CrossRef]
Figure 1.
Thin-layer chromatogram of enzymatic hydrolysate of potato peels (X) with the standards of glucose, galactose, maltose, xylose, mannose, and arabinose.
Figure 1.
Thin-layer chromatogram of enzymatic hydrolysate of potato peels (X) with the standards of glucose, galactose, maltose, xylose, mannose, and arabinose.
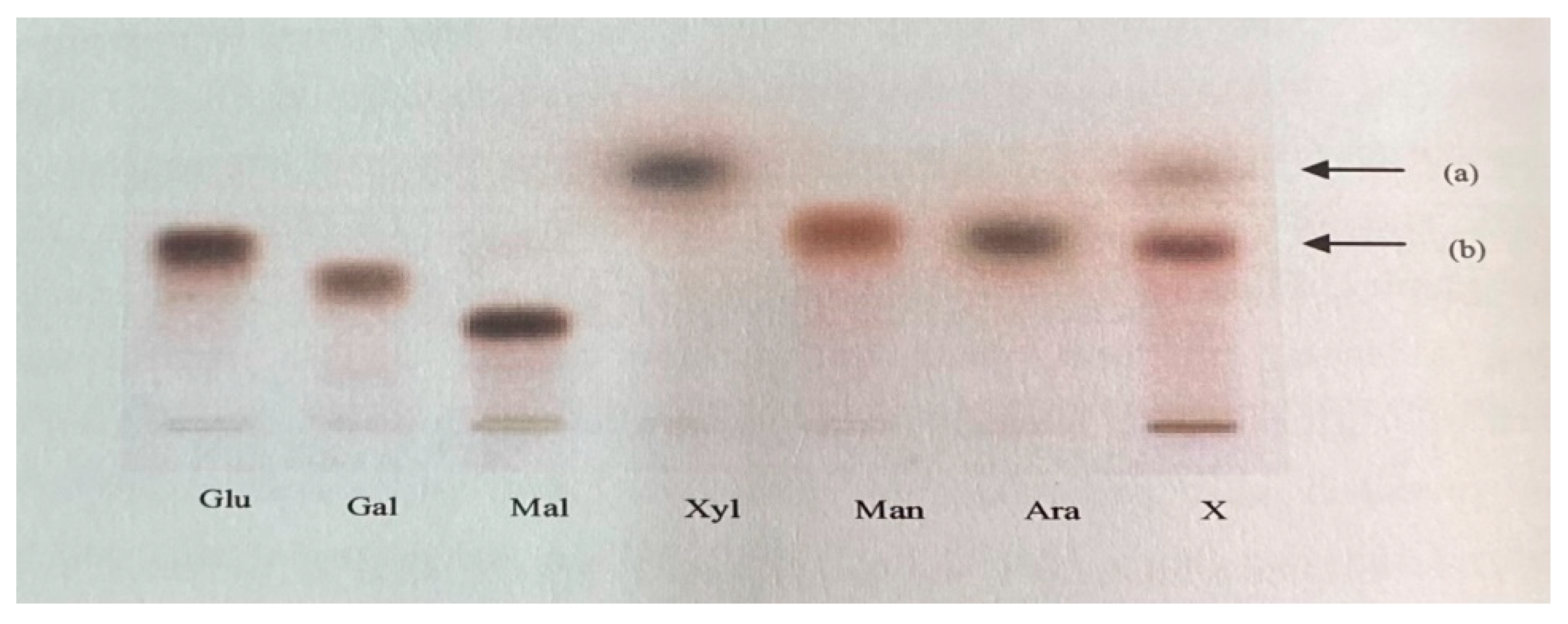

Table 1.
Total reducing sugar yields as a result of thermal pretreatment of potato peels.
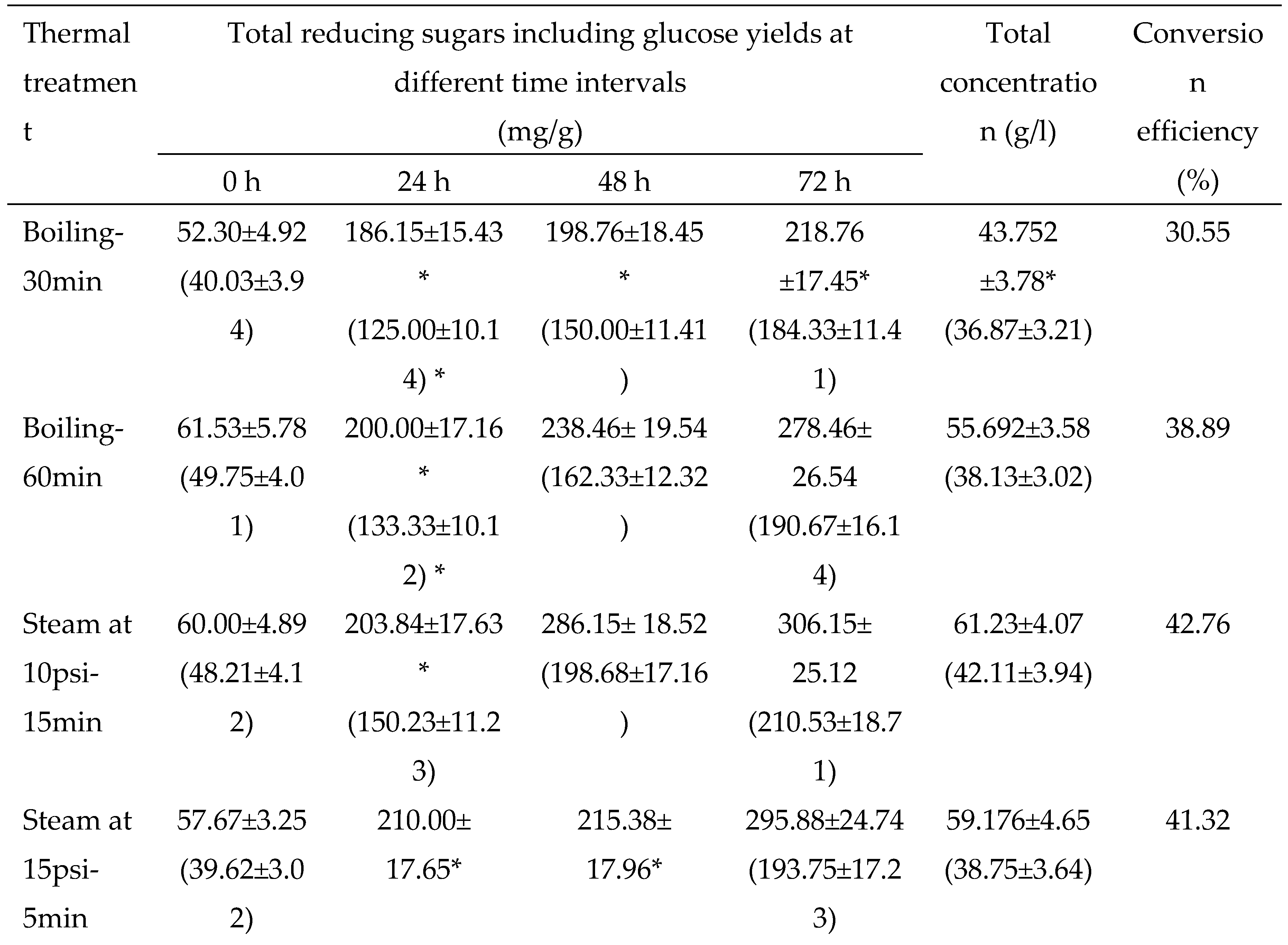
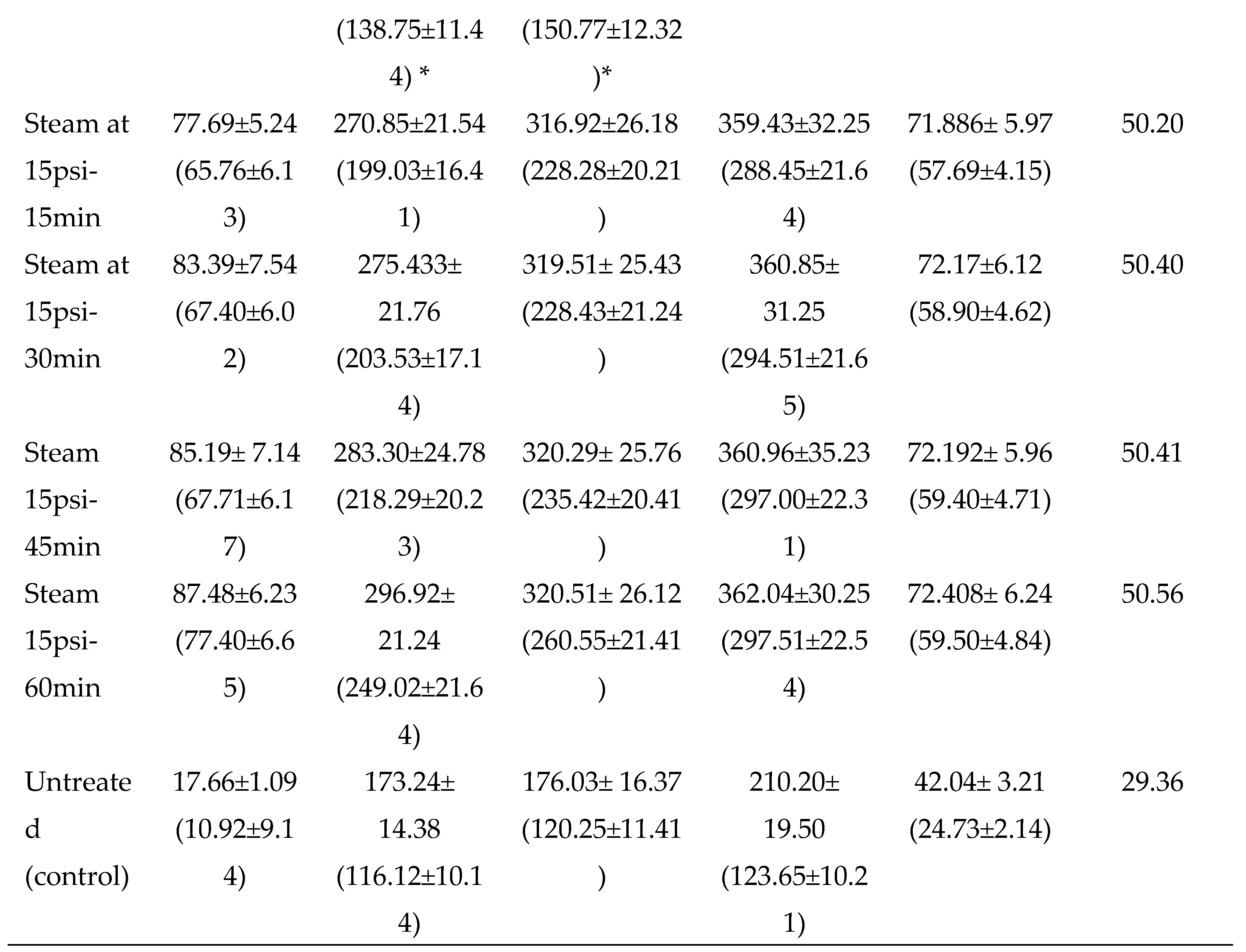
The values in parenthesis indicate the glucose yields All the values differ from control significantly by Holm-Sidak test with P<0.001 except those marked with *.
Table 2.
Total reducing sugars and glucose yields as a result of chemicals pretreatment of potato peels followed by enzymatic hydrolysis.
Table 2.
Total reducing sugars and glucose yields as a result of chemicals pretreatment of potato peels followed by enzymatic hydrolysis.
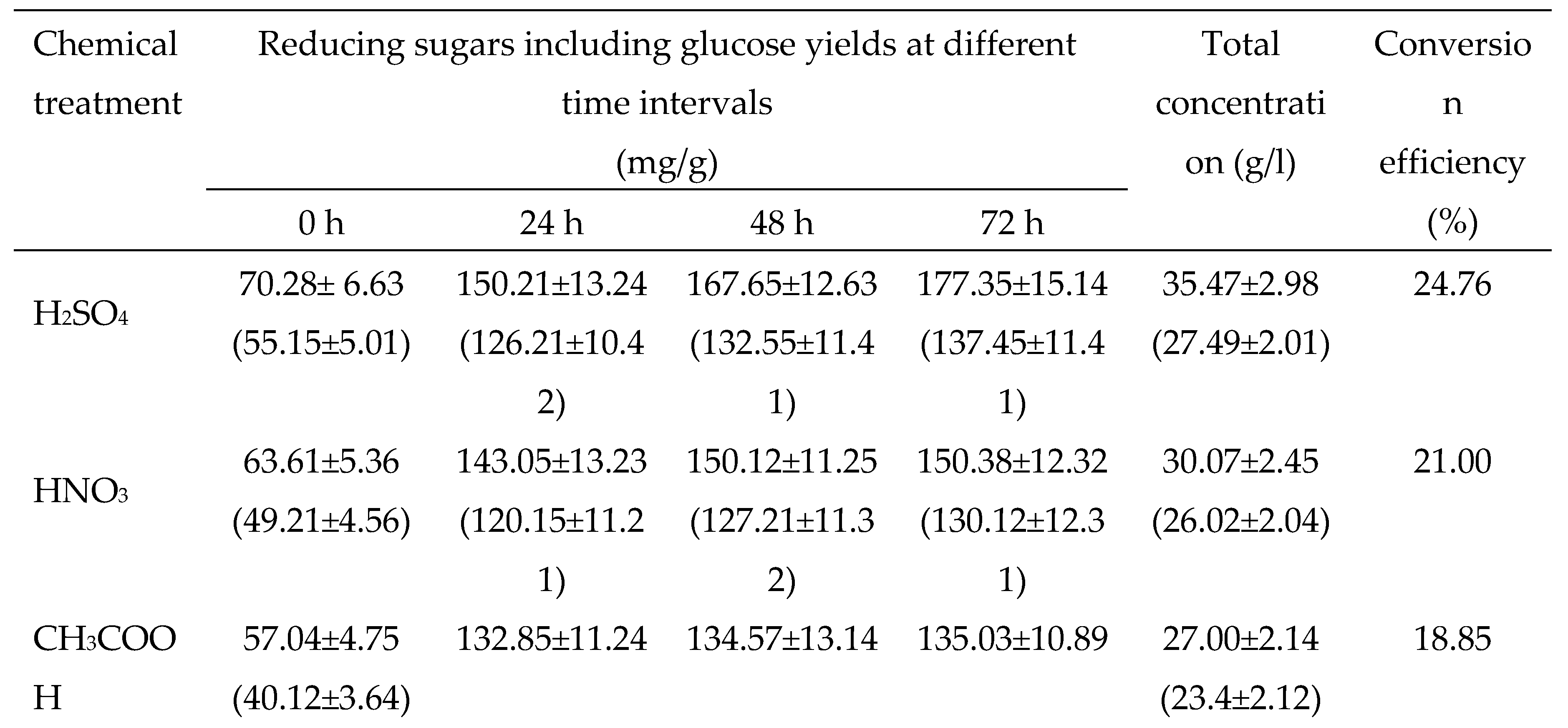
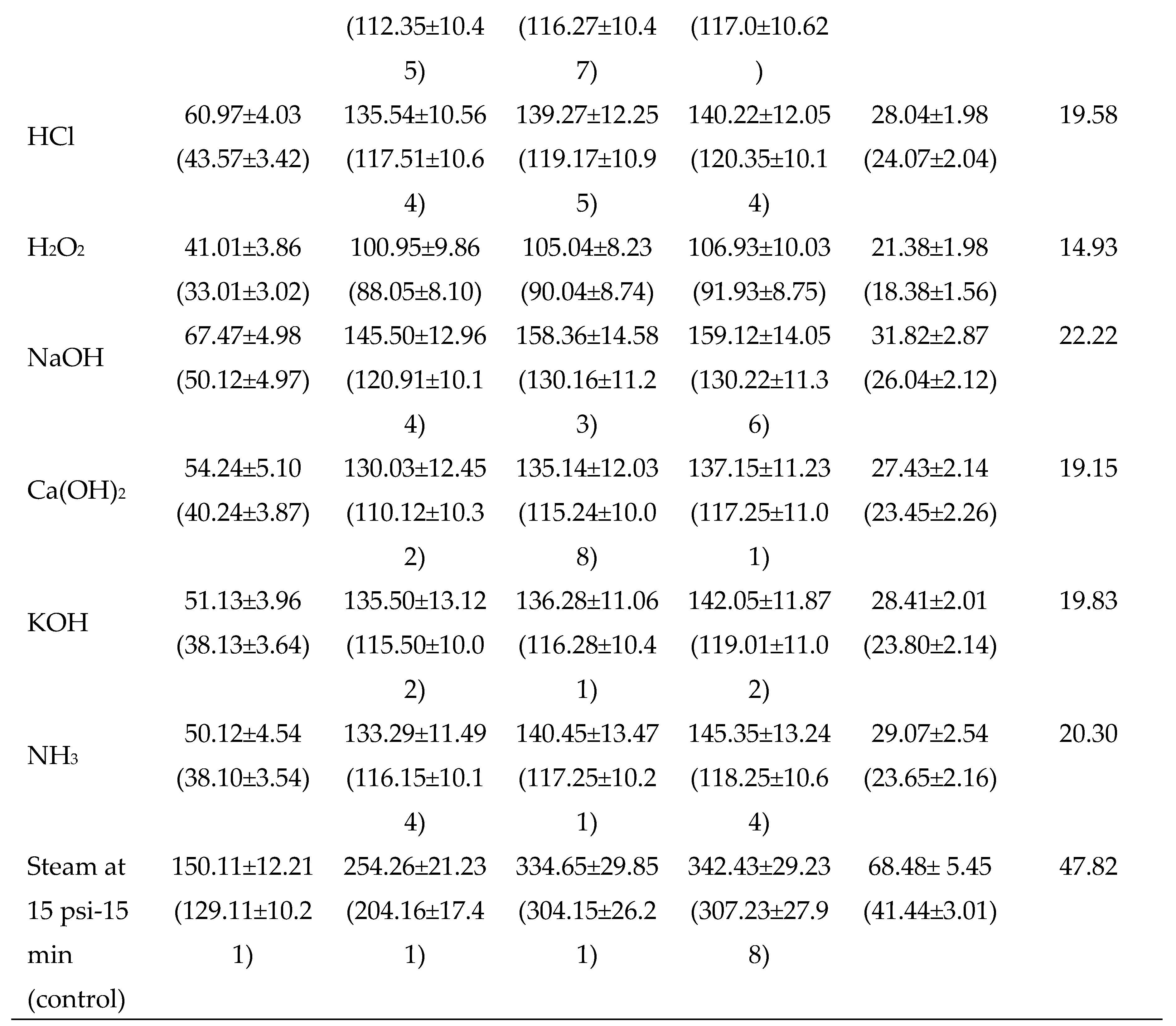
The values in parenthesis indicate the glucose yields All the values differ from the control significantly by Holm-Sidak test with P<0.001 except those marked with *.
Table 3.
Total reducing sugars and glucose yields as a result of thermo-chemical pretreatment of potato peels with varying concentration of chemicals followed by enzymatic hydrolysis.
Table 3.
Total reducing sugars and glucose yields as a result of thermo-chemical pretreatment of potato peels with varying concentration of chemicals followed by enzymatic hydrolysis.
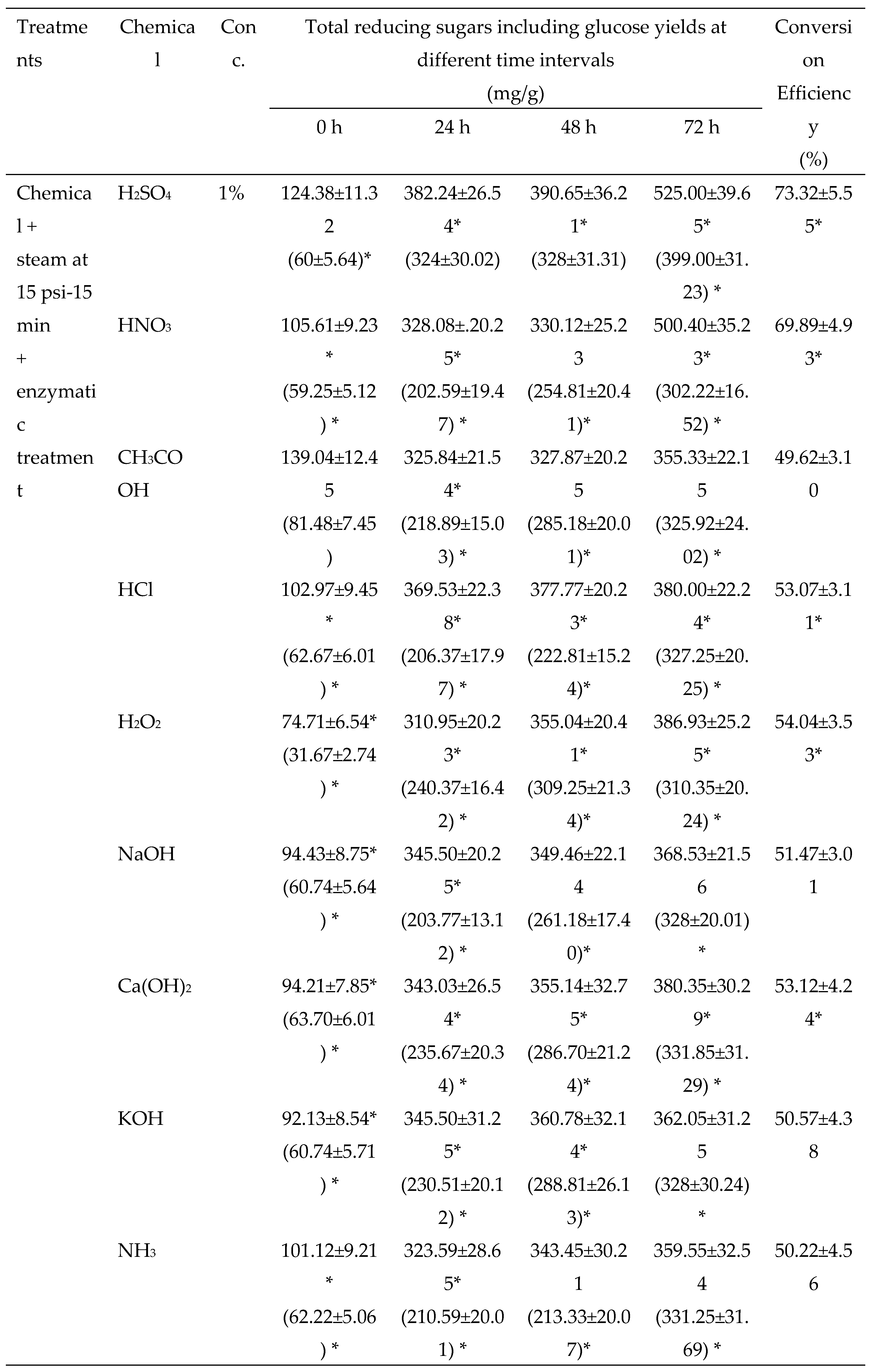
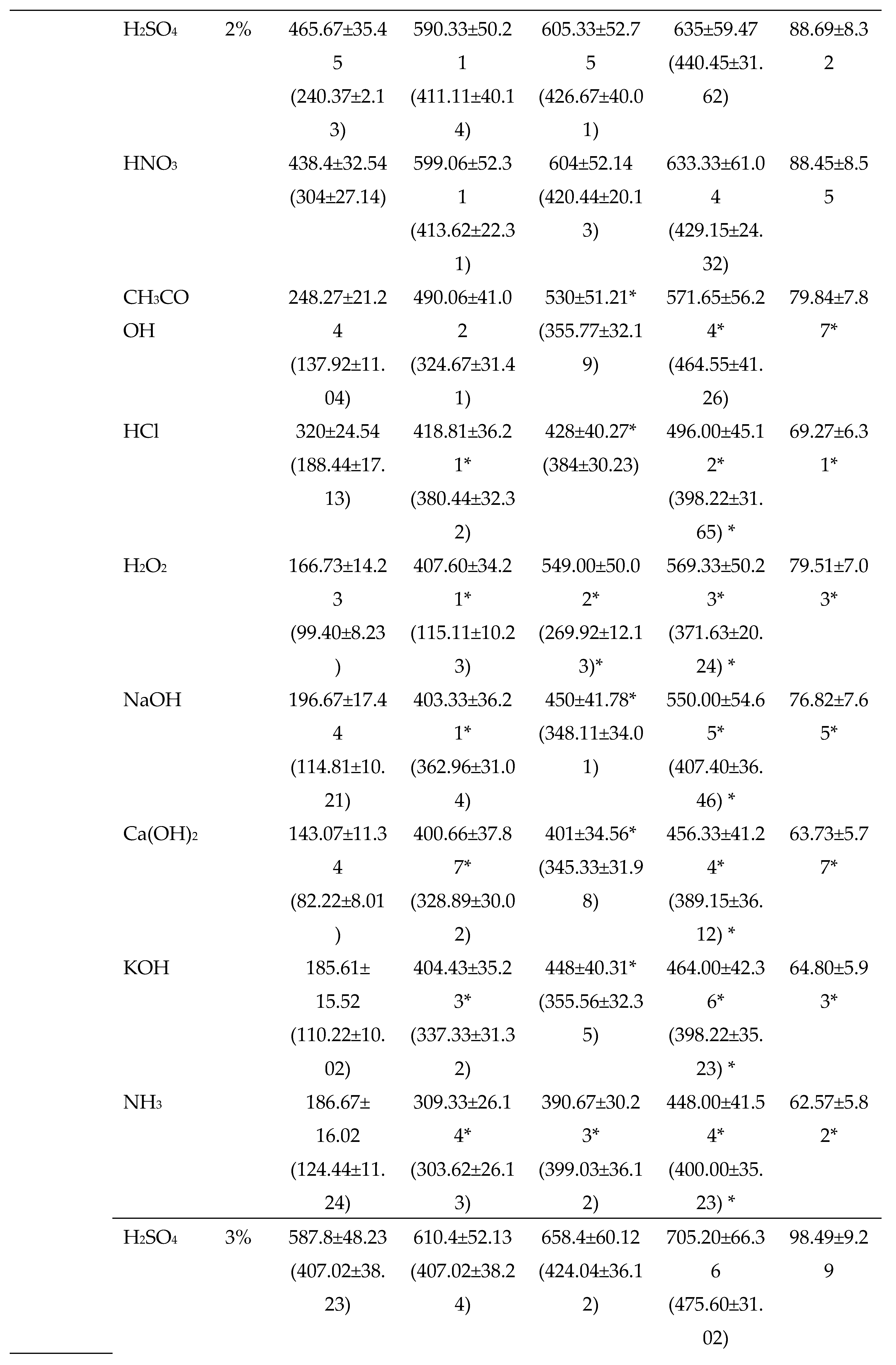
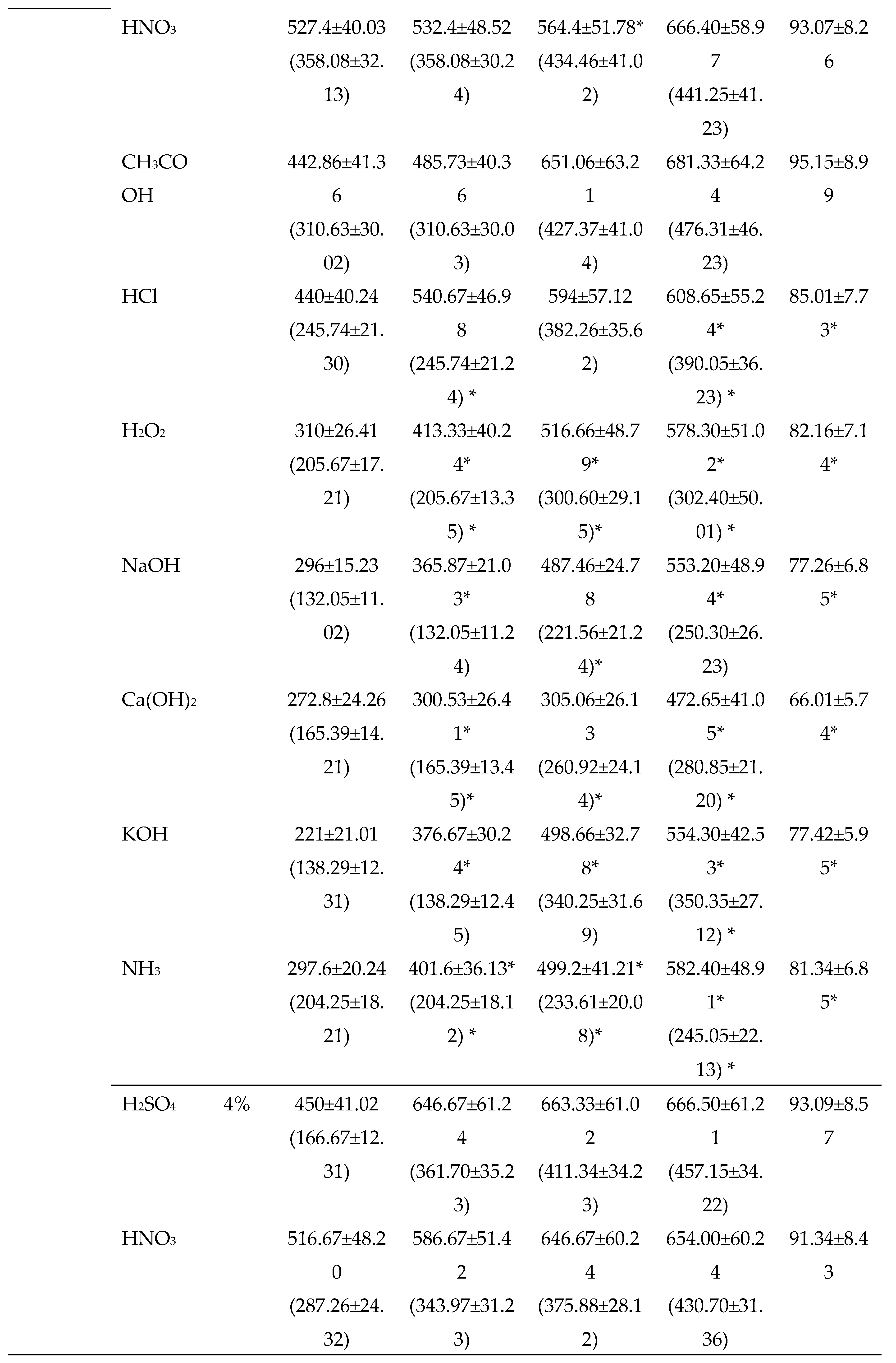
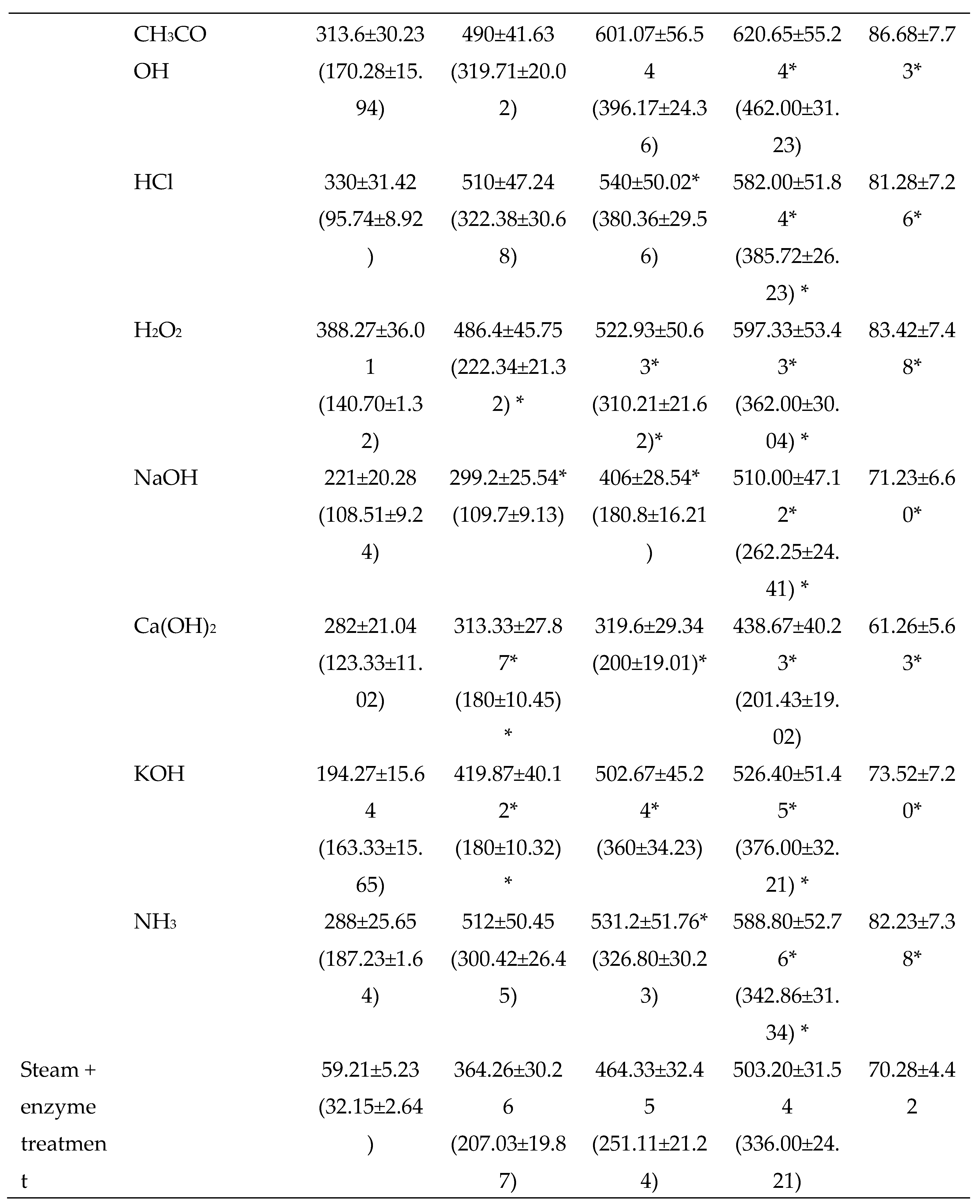
The values in parenthesis indicate the glucose yields All the values differ from control significantly by Holm-Sidak test with P<0.001 except those marked with *.
Table 4.
Ethanol yields as a result of thermo-chemical pretreatment of potato peels with varying concentration of chemicals followed by enzymatic hydrolysis.
Table 4.
Ethanol yields as a result of thermo-chemical pretreatment of potato peels with varying concentration of chemicals followed by enzymatic hydrolysis.
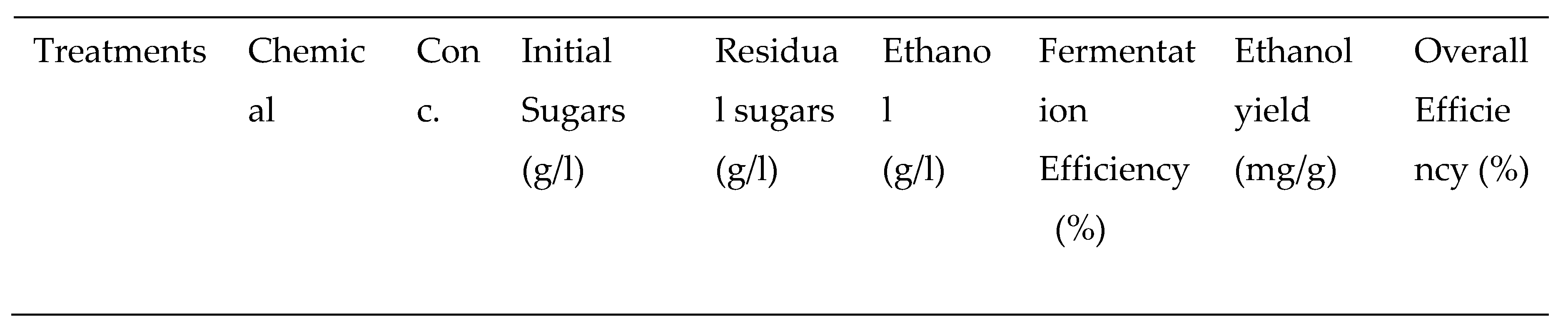
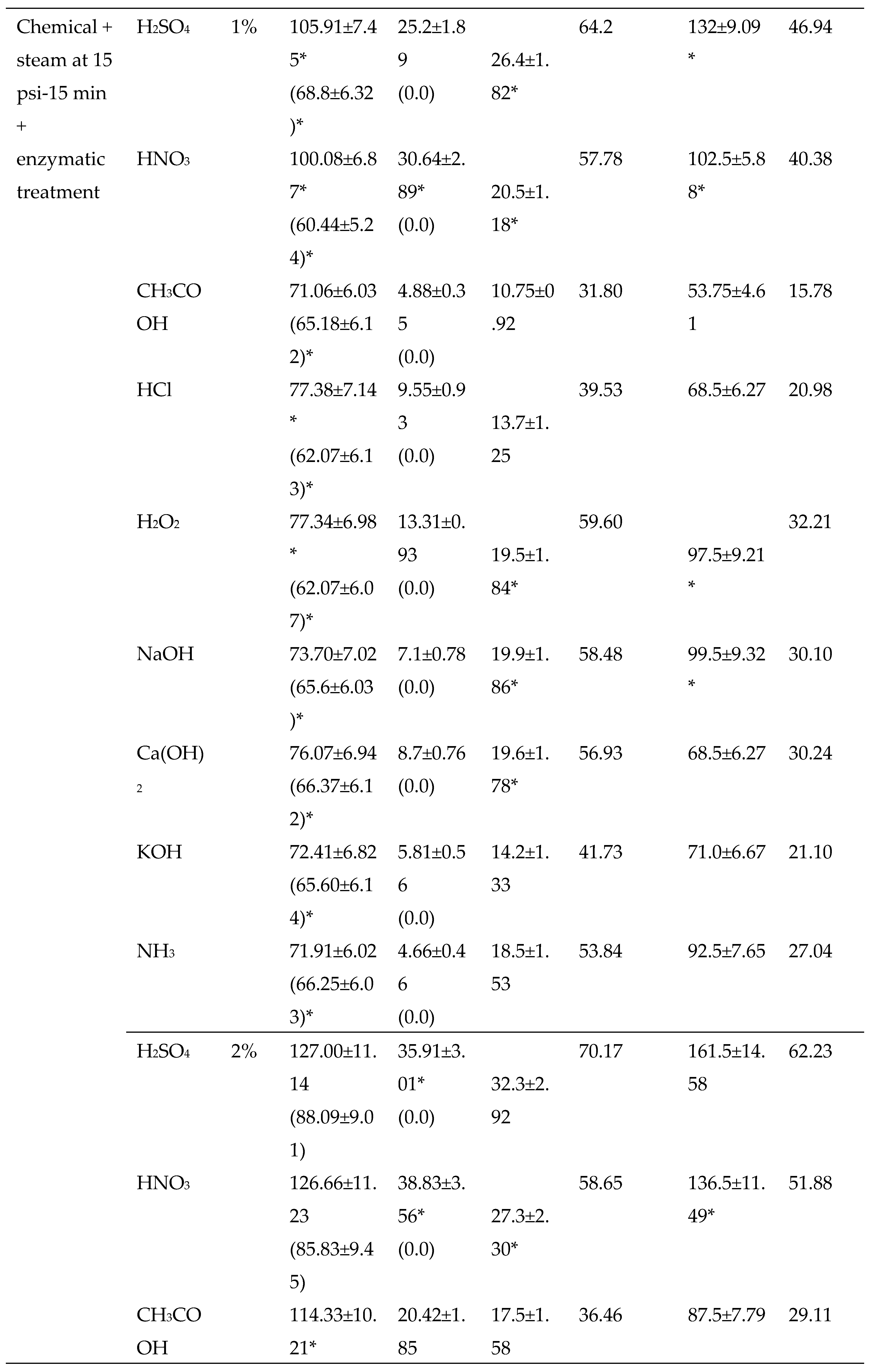
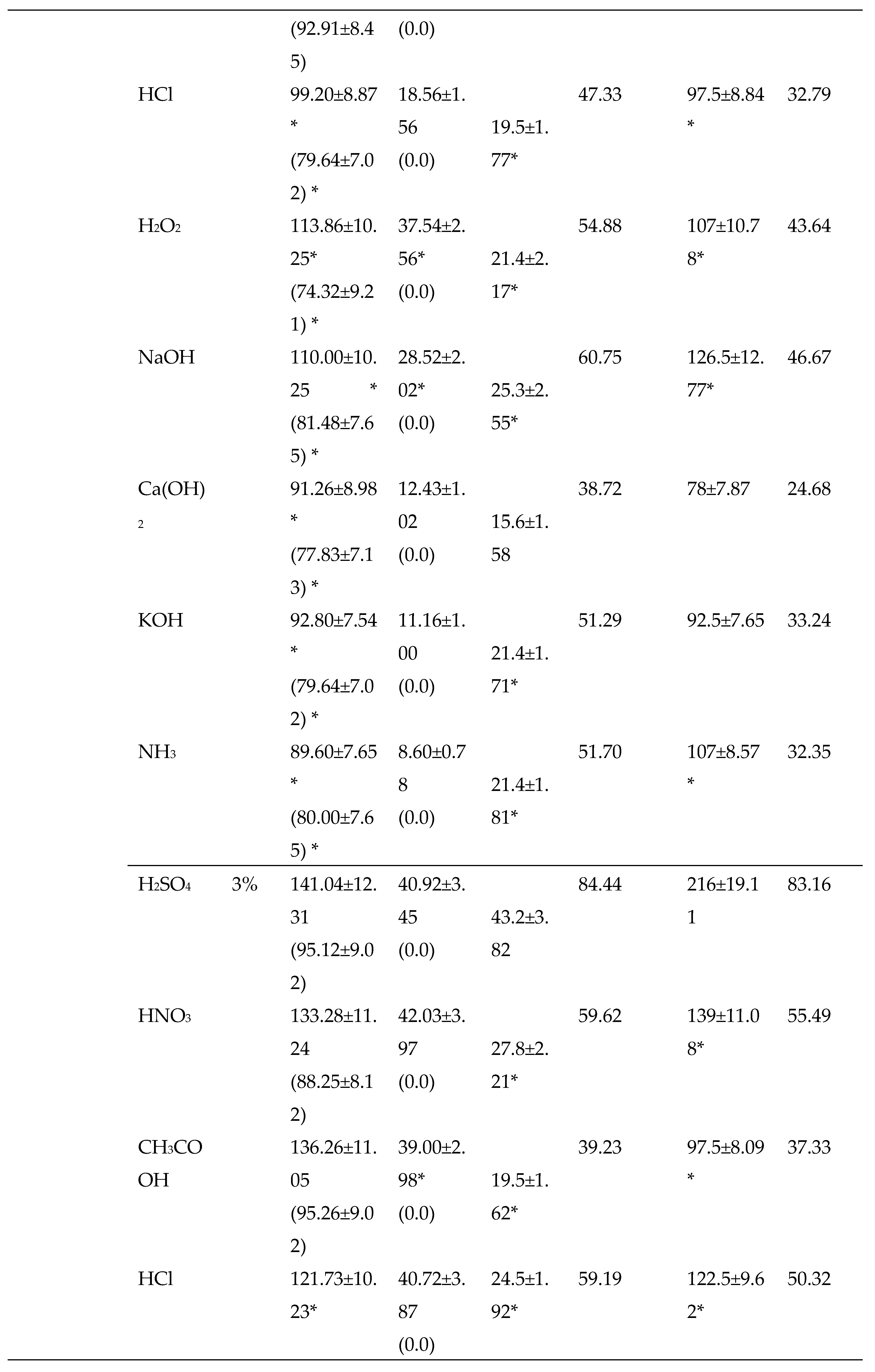
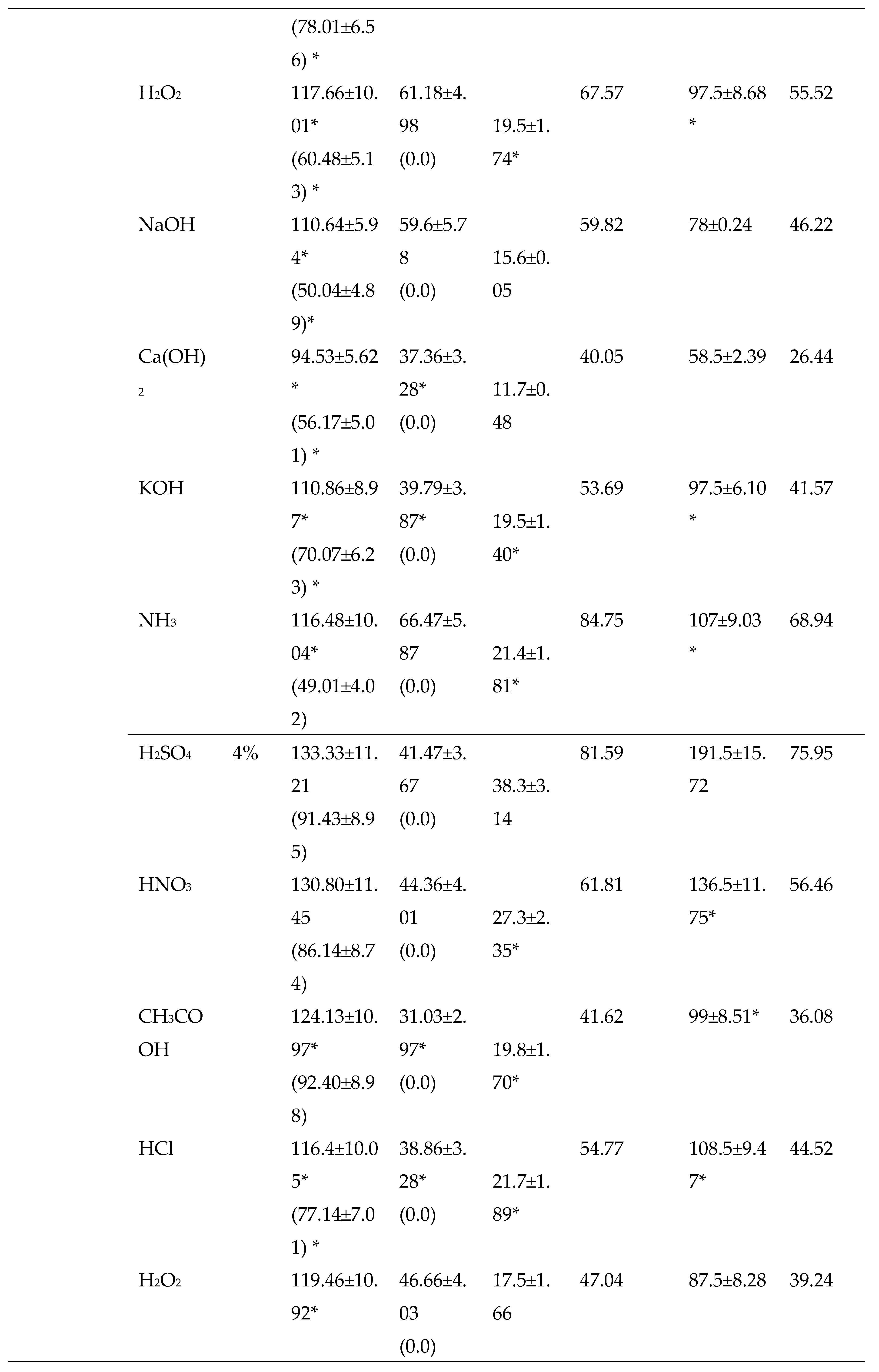
The values in parenthesis indicate the glucose yields All the values differ from the control significantly by Holm-Sidak test with P<0.001 except those marked with *.
Table 5.
Ethanol yields as a result of supplementation of various nutrients with varying solid loadings during fermentation.
Table 5.
Ethanol yields as a result of supplementation of various nutrients with varying solid loadings during fermentation.
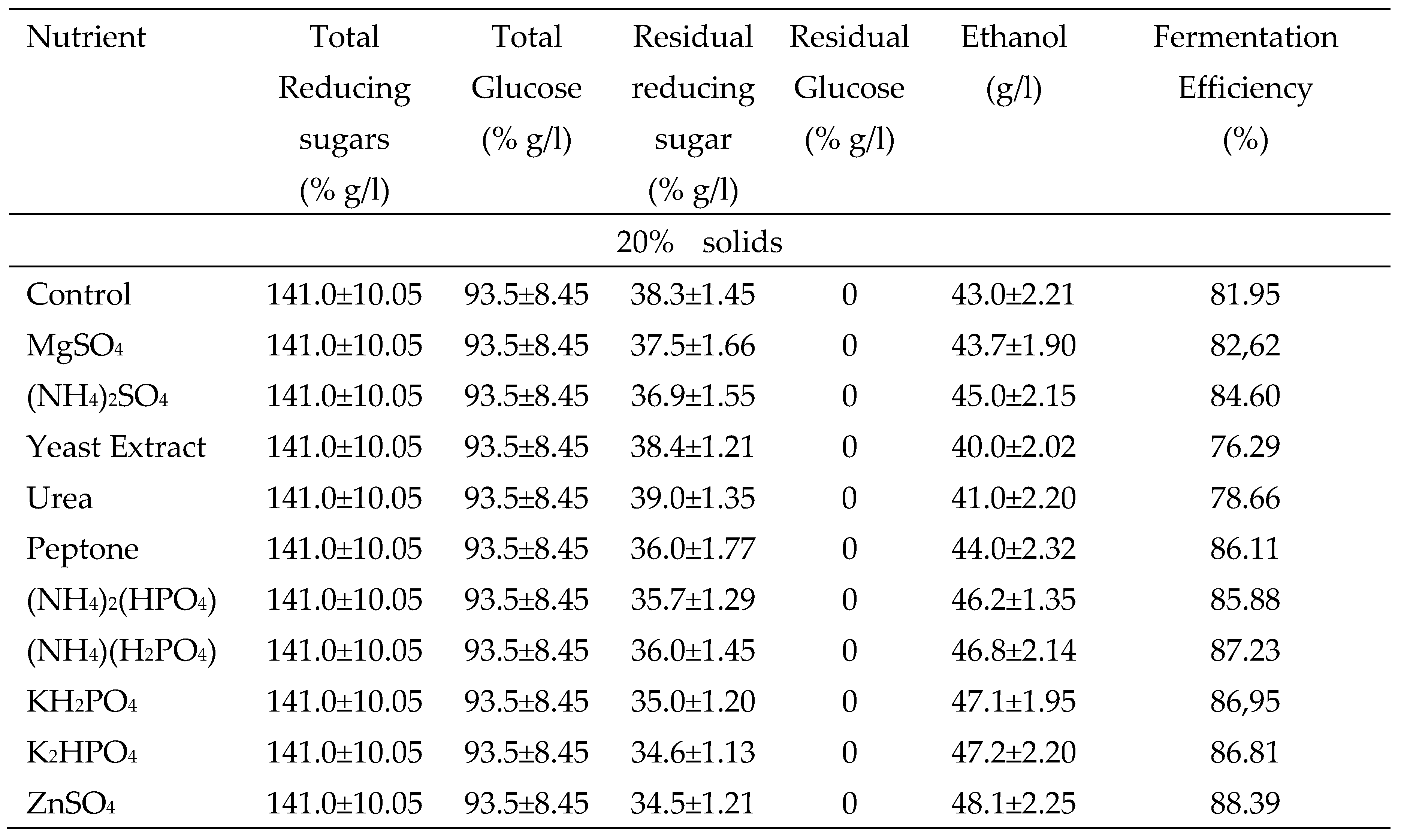
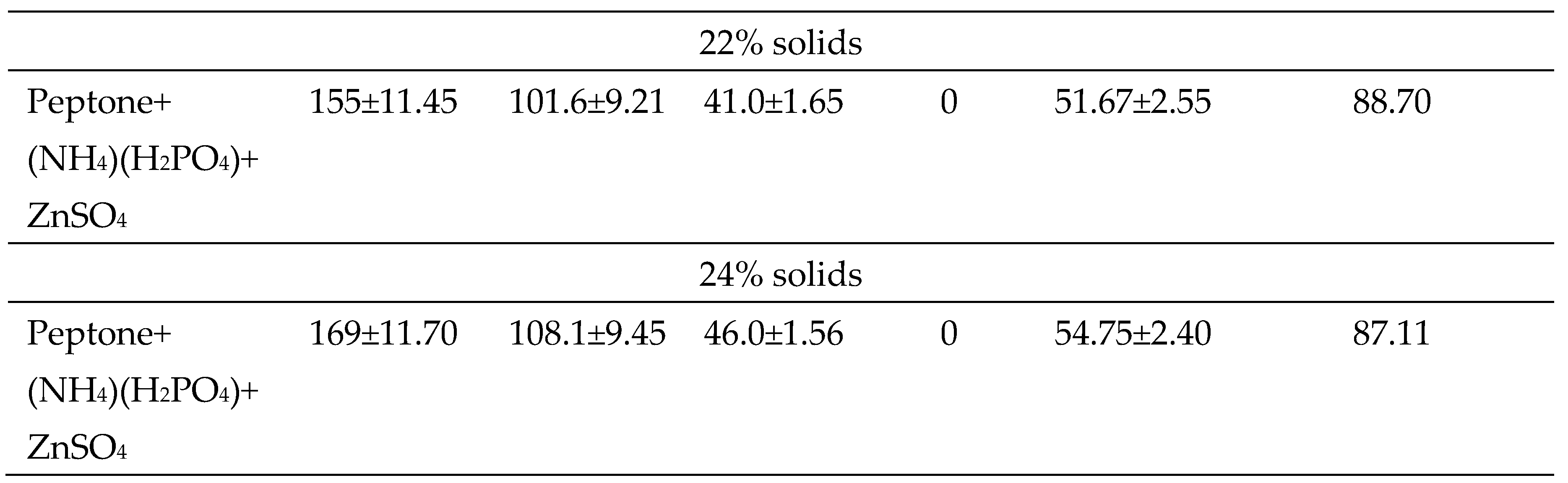
All the values differ from the control significantly by Holm-Sidak test with P<0.001 except those marked with *.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



