
Submitted:
17 May 2023
Posted:
18 May 2023
You are already at the latest version
Abstract
The current concerns of both society and materials industries about the environmental impact of thermoset composites, as well as new legislation, have led the scientific sector to search for more sustainable alternatives to reduce the environmental impact of thermoset composites. Until now, to a large extent, sustainable reinforcements have been used to manufacture more sustainable composites and thus contribute to the reduction of pollutants. However, in recent years, new alternatives have been developed such as thermosetting resins with bio-based content and/or systems such as recyclable amines and vitrimers that enable recycling/reuse. Throughout this review, some new bio-based thermoset systems as well as new recyclable systems and sustainable reinforcements are described and a brief overview of the biocomposites market and its impact is shown.
Keywords:
Sustainability
; thermoset composites
; bio-based
; sustainable reinforcements
; biocomposites applications
1. Introduction
One of the most pressing problems in the 21st century is the continuing depletion of crude oil, i.e., the scarcity of petroleum-based products, and the serious environmental problems such as pollution. This is why, for materials such as composites, more and more emphasis is being placed on the research for renewable alternatives [1,2,3].
This fact affects, above all, to thermosetting materials, as they have the disadvantage of not being recyclable, which translates into an increase in the waste landfills [1]. However, in recent years, thermosetting resins have been developed using renewable sources which, despite not being recyclable, represent a significant improvement in terms of sustainability. On the other hand, in addition to these bio-based resins, the research sector has developed alternatives for the recycling of thermosets, and vitrimers, which allows composites to be remoulded using a heat source once cured.
In order to make these materials more sustainable, the use of more renewable reinforcements such as cores and natural fibers, which are used in various manufacturing processes to obtain products such as clothing, sports equipment, etc., has been increasing for several years [4,5,6,7] resulting in a production of approximately 30,000,000 tonnes/year. It should be noted that, in addition to the fact that these types of reinforcements have an excellent specific modulus and elongation at break, they contribute to improving the economic situation of farmers, as these fibers come form lignocellulosic products.
2. Sustainable thermoset resins
The high interest in the development of sustainable thermosetting resins is mainly due to their high properties. Thanks to the ability to form crosslinked networks after curing, these resins present excellent chemical properties, good thermal and mechanical properties, and excellent stability [2]. Within this group of resins, the following could be find: epoxy resins, polyester, vinylester and benzoxazine (phenolic). Neverthelless, to synthetize bio-based thermosetting resins, it should be taken into account that, due to the complex structures of biomass resources, it is not practical and efficient to use them directly. Thus, biomass needs to be transformed into more useful or simpler molecules called building blocks or intermediates [8]. In addition, among the possible sustainable alternatives, there are also furan resins, which can be obtained from agricultural by-products.
The following is a summary of the sustainable resins currently available on the market and the renewable sources from which they are derived. These have been developed through the exploitation of renewable feedstock, formula optimization, copolymerization, etc.
2.1. Furan Resin
As mentioned above, furan resin is obtained from agricultural by-products [9], in particular, furfural is obtained from furan by catalytic hydrolysis of biomass. This is then transformed into furfuryl alcohol and, though condensation reactions and a Diels-Alder cycloaddition, furan resin is obtained.
The main advantage of this type of resin is that is a good substitute for phenolic resins, which are in demand because of their good thermal stability, mechanical properties and durability.
Table 1. Advantages and disadvantages of furan resins below summarises the advantages and disadvantages of this resins.
As mentioned above, the thermal stability of these resins is one of the most important factors. In fact, according to the research carried out by [10], this kind of resin could be used in the manufacturing of materials for the railway sector. Additionally, they are used in the foundry industry as sand binders for the manufacture of moulds.
2.2. Bio-based Benzoxazine Resin
Benzoxazine resin (Figure 1) is a type of thermosetting phenolic resin that has been gaining interest in recent years due to its many advantages, including low water absorption, good thermal stability, zero shrinkage, high char yield and no by -products during curing reaction [2]. In terms of sustainability, these resins are good candidates, as they are flexible in their molecular design that allows its synthesis using several types of phenols and amines, the components of which can be obtained from natural sources. In fact, thanks to the wide variety of sources from which these products can be obtained, it is possible to synthesise benzoxazine resins with properties even superior to those obtained from petroleum.
In fact, if a comparison is made between amines and phenols, in nature it is more common to find different types of phenols of biological origin, which contain different substituents that allow the development of polybenzoxazine materials with different properties and characteristics.
One of the main natural sources of aromatic substances is lignin, from which compounds such as vanillin, eugenol and guaiacol can be obtained and used for the synthesis of benzoxazine.
Some characteristics of these compounds are shown below:
- Guaiacol: compound with a simple structure for which a copolymerization reaction is necessary in order to obtain a better performance.
- Vanillin: compound whose aldehyde group could remain intact during the synthesis of the benzoxazine monomers.
- Eugenol: has both an allyl group and a phenolic hydroxyl group of the way bio-based bisphenol can be obtained.
In addition to the compounds aforementioned, these types of resins can also be obtained from coumarin, sesamol and arbutin.
With regard to the amines that can be used in the development, the most widely used is furfurylamine, as it improved the hydrogen bonding system. Nevertheless, it should be noted that compared to phenols, there are not as many sustainable varieties, which makes difficult to obtain resins with different properties.
Finally, other lignin-derived acids can also be used like, for example: ferulic acid, phloretic acid and p-coumaric acid, whose carboxylic acid groups can lower the benzoxazine ring-opening temperature to around 130ºC.
2.3. Bio-based Epoxy Resin
Among the bio-based resins, epoxy resins are currently the most developed. These resins have great advantages such as low shrinkage, easy mouldability, good adhesion and high resistance to weathering, which makes them very attractive for the numerous applications in various sectors. Most of these resins (nearly 90%) are developed through the use of epichlorohydrin and bisphenol A (in presence of sodium hydroxide), the latter being a compound that is considerably harmful to both health and the environment.
For this reason, one of the key objectives has been the synthesis of these resins from natural elements. The methodology of the preparation of epoxy resins means that compounds of related renowable origin (Figure 2) have great potential for the synthesis of epoxy resins, which translates into a wide range of possibilities for obtaining this type of resin with bio-based content. Furthermore, it should be taken into account that, during the curing reaction, the epoxy group could be ring-opened by carboxyl, anhydride, or amine. Being, therefore posssible to design bio-based systems using a mixture of several renewable curing agents. To obtain bio-based epoxy resins, there are two types of routes: (i) direct reaction between apichlorohydrin and the biobased compound (phenol or carboxylic acid), and (ii) the epoxidation of C-C double bonds into oxirane.
As can be seen in the picture above, there are different options for the synthesis of bio-based epoxi resins. However, considering that vegetable oils are the most suitable raw materials and that they contain, generally, unsaturated double bonds, are the best candidates to promote epoxidation reactions.
Due to the several renewable options by which these resins can be obtained, they can be separated into the following groups: (i) Aromatic-containing bio-based epoxy resin, (ii) Aliphatic bio-based epoxy resin, (iii) Fully bio-based epoxy resin.
Within the aromatic bio-based epoxy resins, different sources for their synthesis such as cardanol, lignin or gallic acid could be found.
Cardanol is a by-product extracted from cashew nut shells, which contains a hydroxyl group, olefinic bonds in the alkyl chain and an aromatic ring, making ir an interesting substitute for bisphenol A in epoxy networks. However, it should be noted that, due to its inborn structural defects, the aliphatic chain present in this compound, causes the glass transition temperature values of the final materials to be lower than those obtained in resins with DGEBA. With respect to the mechanical properties, these are also inferior to those obtained with DGEBA. That is why a copolymerization with other reactants is needed [2,8].
On the other hand, lignin is a very promising aromatic raw material of removable origin for the development of bio-based epoxy resins, as it is one of the most abundant biopolymers and also has phenolic hydroxyl groups that can react with epichlorohydrin. This compound is found in most plants (present in cell walls) and is generated in large quantities as a by-product of the paper industry, among others. Focusing on its structure, it is a complex and amorphous three-dimensional network, whose content varies depending on the type of plant, accounting for around 15-40% of the dry weight of the lignocellulosic biomass. Due to its complicated structure and variation in molecular weight, its industrial applications are rather limited, as they tend to result in low yields. Therefore, fractionation or pre-treatment of lignin is currently being used to develop low polydispersity and more homogeneous starting materials.
With regard to the synthesis of bio-based epoxy resins, these compounds must also be modified prior to the epoxidation process, as lignings are not soluble and have low functionality. The most common processes for using lignin are summarised below:
- Direct mixing of lignin with epoxy resin
- Modification of lignin by glycidylation
- Modification of lignin derivatives and subsequent glycidylation
According to the latest research by Liu et al. (2021), copolymerisation of partially depolymerised lignin is one of the most promising methods. In addition, lignin derivatives are the most suitable for the synthesis of epoxy resins. Among them, vanillin, which has been mentioned above in the section on benzoxazine resin synthesis, stands out. Furthermore, apart from vanillin, another compound that stands out among others is eugenol, as it has two functional groups, phenolic hydroxyl group and allyl group, which can be modified to precursors with a variety of functionality for bio-based epoxy resins. In comparison to traditional BPA-based epoxy resins, it should be noted that the bio-based materials derived from lignin, exhibit a higher limiting oxygen index (LOI), which can be traduced in a more effective material in terms of fire retardancy.
Finally, gallic acid is a compound derived from hydrolytic tannins, with three phenolic hydroxyl groups and a carboxylic group in its structure that can be used for the synthesis.
Within the aliphatic group, vegetable oils (a mixture of esters derived from glycerol and unsaturated fatty acids) stand out, which are one of the main raw materials in the development of bio-based epoxy resins, which are obtained through the epoxidation reaction with molecular oxygen or through chemoenzymatic reactions. These include castor oil, soybean oil, microalgae oil and residual vegetable oil, among others [2,8]. In general, these types of oils have been widely used for products such as those for cosmetics, lubricants, coatings, resins, etc.
In addition to oils, sucrose or aliphatic polyols of biological origin, such as glycerol or sorbitol, are other valid alternatives.
Fully bio-based resins are considered to be those systems in which the epoxy precursor and hardener are from renewable sources. The curing agents used for the cross-linking of epoxy resins are generally polyamines and carboxylic compounds. Therefore, in order to be able to obtain a 100% bio-based system, one of the most attractive alternatives is to give vegetable oils the appropriate functionality so that they can also act as hardening agents in the system. As an example, lignin-derived curing agents can be prepared using either of two methods: (i) reaction of lignin with ozone in the presence of NaOH (provides the lignin with unsaturated carboxyl groups); (ii) modified lignin together with, for example, anhydrides.
2.4. Bio-based Unsatured Polyester Resin
Polyester resins (Ups) are obtained from the condensation of a saturated dicarboxylic acid or its anhydride as well as an unsaturated dicarboxylic acid with dialcohols such as ethylene glycol or propylene glycol. Once the condensation reaction has taken place, the carbon-carbon double bonds polymerise to form a cross-linked network through the addition of free radicals [8,11].
These resins have many advantages such as high workability, good mechanical, electrical and chemical properties and low cost compared to epoxy resins.
In addition, in recent years, there has been increasing interest in the synthesis of these resins using removable raw materials such as diacids and diols. For example, itaconic acid has a carbon-carbon double bond and two carboxyl groups, so it has a high similarity to maleic acid. It is therefore a very interesting substitute.
However, it should be noted that very few bio-based products contain at least one benzene ring together with two carboxyl groups or two hydroxyl groups with reactivity. The furan ring is the one that provides this type of resin with the necessary rigidity. Therefore, in order to obtain bio-based UP resins with good thermo-mechanical properties, itaconic acid is a good alternative. In addition to this, there are other alternatives such as resorcinol, although this requires prior treatment due to its low nucleophilicity, or eugenol, which has a phenolic fraction and an allyl group.
In Table 2, some natural sources are shown in order to summarise the bio-based elements from which thermosetting resins and other substances can be obtained.
3. Sustainable reinforcements
3.1. Natural Fibers
Natural fibers have demonstrated their capabilities in load-bearing applications due to their strength and stiffness. Compared with traditional composites, natural fiber composites have attracted much attention in the industry due to their density and environmental friendliness[1]. Natural fibers consist of many elongated fibrils of cellulose and lignin, which associate with hydrogen bonds to provide strength and inflexibility. Synthetic fibers show better mechanical and physical properties compared to natural fibers. The specific modulus and elongation at break are better in natural fibers than in synthetic ones, which is considered an important factor in polymer engineering composites [12].
Besides vegetable fibers, there are also different kinds of different animal fibers, such as, for example, those made of wool, silk, feathers, bird fibers and animal hair are the most important resources. Straw fibers are collected from the husks and straws of crops such as wheat, rice, and barley. Natural fibers can be obtained in bundles from many parts of plants, such as bast stems, leaves, and seeds. Fiber classifications are shown in Figure 3.
3.1.1. Natural fiber-polymer composites
Natural fiber composites are materials made of a polymer matrix embedded with high-strength natural fibers such as flax, jute, oil palm, and kenaf [13,14,15]. One reason for their growing use is that natural fibers have a similar stiffness to glass fibers, and higher strength [16]. Because of these characteristics and cheaper sources, these natural fibers offer advantageous strengths and stiffness at a lower cost [17].
There are some aspects affect the characteristics and performance of these kind of composites, such as the moisture [18], the hydrophilic nature of natural fibers and fiber loadings [19,20,21]. It is usually noticed that high fiber loadings provide good mechanical strength. Another variable to take into account is the chemical composition of natural fibers. Their structure is normally composed by cellulose, hemicellulose, lignin, and waxes; contributing to characteristics of composites. Studies have been reported on suitability, competitiveness, and capabilities of natural fibers with matrixes. Researchers have studied the compatibility of natural fibers and matrix by using various surface modification techniques and manufacturing processes. Moreover, processing techniques and parameters are other factors affecting composites' characteristics. Selection of appropriate processing techniques provides the best characteristics of producing composites. Some studies have been done on the basis of comparative studies of natural fibers with particular polymers [22].
3.1.2. Hybrid composites
Natural fiber reinforced hybrid composites are created in order to meet the environment friendly and answering to the demand of industry looking for sustainability. Reinforcing two or more natural fibers into a single matrix develops a hybrid composite. There are many researchers [23,24] who have tried to select the best combination of natural fibers to achieve the best outcome for utilization and minimize the negative aspects. Combinations of different types of fibers in a single matrix can generate synergistic result and, therefore high valued hybrid biocomposites. Basically, three types of reinforcement methods have been incorporated: (1) a mixture of two types of short fibers before adding matrix [25], or (2) adding fibers into polymer alternatively layering a fiber mat or fabric and matrix [26]; (3) in the case of glass fiber-LC fiber composite systems, addition of nonwoven and woven fabric in both types of reinforcements [27,28].
3.2. Sustainable cores
Composite sandwich structures are widely applied in aerospace, marine, transportation [29,30,31,32], and construction industries. The sandwich structure consists of two (top and bottom) skins or facings bonded to a core material [33]. The main function of this core material is to give the composite sandwich structures high compressive and flexural strength, as well as provide greater rigidity, without significantly increasing the overall weight of the composite material.
The core structure allows sandwich panels to be tailored to specific applications, where the most commonly used core structures are foams or solid cores, honeycomb cores, truss cores, and web cores [34] (Figure 4). Polymer foam cores, for example, are widely used for car flooring, boat parts, and turbine blades due to their resistance to fatigue and temperature, good rigidity, and high strength [35,36,37,38]. On the other hand, honeycomb cores are suitable for aerospace [38], automotive, sports, and marine industries.
Thus, composite core materials have to meet the requirements of the application in which they will be placed, these requirements may lead to the fulfilment of the following properties: resistance to chemicals, moisture, corrosion, etc. For this reason, for its application specific materials and configuration need to be selected.
Even though many composite core materials are well-stablished, due to the increasing awareness of environmental issues has led to the use of new sustainable materials for sandwich structures [32]. Although, there is still the need to search and manufacture more environmentally friendly materials, there are currently some companies, such as EconCore, that have developed sustainable core materials based on natural materials. Nowadays, the sustainable core materials available are wood, Poly-Lactic Acid (PLA), and tannin among others.
PLA is a biodegradable polymer obtained form renewable sources, such as through sugar fermentation or starch-rich products, which has gained much attention in the last few years. Du et al. [39] developed a bio-based sandwich structure made of both skin and core materials from biofiber and PLA matrix. The findings indicated that new developed material met the automotive specification requirements for load floor flexural properties. Lascano et al. [40] have developed a highly sustainable sandwich structure made of PLA honeycomb core and PLA/flax skin faces with balanced mechanical properties for medium-to-high technological applications. Furthermore, TU/Ecomotive team from Eindhoven University of Technology [41] has proven the suitability of using PLA honeycomb core from EconCore to produce the chassis, body, and interior of the world’s first car made from biocomposites.
Balsa wood is widely used in the fabrication of wind turbine blades, boats, decks, small sized aircrafts, etc. [42]. It is a light and natural material, known to be also good for thermal and acoustic insulation. Although the balsa core can be used as blocks or lumbers, its substitution by thin veneer layers shows improved properties. Shir Mohammadi et al. [43], for example, demonstrated that laminated veneer lumber (LVL) balsa improved the toughness od a core material compared to solid balsa, although it is dependent on the lamination adhesive. Wu et al. [44] similarly confirmed the advantage of using veneered balsa wood in comparison to block material, since the first one reduces property scatter. Nowadays, veneer-based core material is commercially available known as Baltek® VBC from 3A Composites. On the other hand, Gurit® commercializes end-grain balsa wood core in a wide range of densities, thicknesses, formats, and finishes under the trade name of Balsaflex™.
Cork is a truly lightweight material, good electric, thermal, sound, and vibration insulator, in addition to impermeable to gases or liquids [45]. When this material is used as a core in a sandwich structure it offers high stiffness-to-weight ratio, high strength-to-weight ratio, thermal and acoustic insulation, etc. [46].
Sargianis et al. [47] showed that sandwich material made of carbon fibre face sheets and cork agglomerate as a core material provided a great performance in both acoustics and vibration. The authors claimed that these results could present a good solution in the aircraft and aerospace industries.
In a different study, Hoto et al. [48] developed a sustainable asymmetric sandwich material with basalt and flax natural fibres, an agglomerate cork panel as a core, and a bio-based epoxy resin as a matrix. The results showed good energy absorption behaviour during bending test and how the infiltration of the resin inside the core reduced the water absorption. Additionally, Torres et al. [49] presented the mechanical performance under tensile and flexural loads of this sandwich material composition. A longboard was manufactured as demonstrator and the results to failure showed acceptable performance for service conditions.
Amorim Cork Composites commercializes CORECORK materials made of cork granules agglomerated and free of plasticisers. The portfolio offers core materials for lightweight composite structures and products, besides to sandwich materials for residential and industrial applications.
Last but not least, polymer foams derived from diverse bio sources, such as tannin [50], starch [51], flax oil, etc., or recyclable processes, such as recycled PET foams [52], have been investigated or even commercialized. It is the case of ArmaFORM PET MC foam developed by Armacell made from 100% post-consumer recycled PET and fully recyclable, and with improved compression strength and impact performance.
4. Composite Recyclability
In recent years has arisen the concern about the accumulation of waste composite materials, due to the vast number of wind turbines, aircrafts, and boats for example reaching their End-of-Life and consequently being decommissioned. Furthermore, if we think about the ban that countries can impose on composite landfilling in the oncoming years, as Germany did it in 2009, the reuse and recyclability of composite materials has become necessary.
This section will not describe each recycling method available for composite materials (mechanical, thermal, and chemical recycling), but will present the most recent studies and developments on recyclable thermoset resins.
Liu et al. presented a fully recyclable phenolic based resin using commercial novolac resin and toluene diisocyanate by forming dynamic cross-linked network [53]. The showed advantage consisted of avoiding catalysts and exhibiting good recyclability with high Tg value (up to 200°C), in addition to almost equal mechanical strength even after five crushing and molding cycles. In this case, the presented reversibly exchangeable topology is comparable to that of vitrimers. Vitrimers are characterized due to its facility to flow above its topology freezing transition temperature, Tv (temperature in which the material changes from viscoelastic solid to viscoelastic liquid), while becoming rigid (like a thermoset) below it (Figure 5).
The dynamic networks present on vitrimer materials are based on exchangeable reactions, such as imine-amine exchange, transesterification, disulfide exchange, among others.
The first commercially available vitrimer material is based on imine-amine exchange developed by Taynton et al. [54,55] under the name Vitrimax™ and commercialized by Mallinda [56]. They offer diverse Vitrimax™ materials with different properties, Tg values for example, and oriented to different manufacturing processes. In order to understand the manufacturing method of this kind of materials, He et al. [57] recently presented the network malleability, interfacial welding, and solvent-assisted recyclability of these materials following the previous work of Taynton et al. [54]. It demonstrated the recyclability process and the reusability of the recycled polyimine for the next group of composite manufacturing.
On different studies, disulfide-containing hardeners have been applied to develop reversible self-healing and malleable epoxy resins. It is the case of the work presented by Zhang et al. [58] in which which 1,4,5-oxadithiepane-2,7-dione (DSAA) was designed and synthesized to be used as hardener along with methylhexahydrophthalic anhydride (MHHPA) as co-curing agent. The developed resin showed high mechanical strength and good thermal resistance (Tg of 113°C) meeting the requirements for electronic packaging, in addition to good malleability and reversible self-healing ability. Preliminary tests about the recyclability process have been also presented, although it still needs to be improved.
Since 2016, an extensive work has been made using aromatic disulfide bonds to crosslink epoxy resins and develop a new generation of fiber-reinforced thermoset composite material with good (re)processability, reparability, and recyclability [59,60]. The processability/reshaping was proven and compared to a reference thermoset material, in which the new developed material showed good processability in a hot press at 200°C at 100bar for 5 minutes (Figure 6). Furthermore, the mechanical recycling of such material was also presented, showing comparable mechanical properties to the reference material after the recycling process. Recently, the same group obtained an aero grade epoxy resin with high Tg values (175°C) while being sustainable [61]. The solution to reach higher Tg values comes from the idea of introducing some fraction of permanent crosslinks (up to 30%) in order not to lose the reprocessability of the material.
Following the idea of recycling epoxy resins, it has been extensively demonstrated the possibility of recycling epoxy-based composite materials to recover at least the reinforcements while keeping its properties. It is the case of the Recyclamine™ technology originated by Connora Technologies and acquired by Aditya Birla in 2019. The recycling process is based on a dilute acetic acid solution at approximately 70-80°C for 1h, which permits the recovery of the reinforcements after rinsing them in water and dried at room temperature [62]. The recycled epoxy thermoplastic mixture is neutralized with a base (sodium hydroxide) and after its precipitation, the mixture is filtered, rinsed, and dried (Figure 7). The approximated properties of the recovered epoxy-thermoplastic are provided in Table 3.
Thanks to the fully recyclable epoxy resin system, more sustainable composite materials have been developed. It is the case of the work presented by Cicala et al. [63] in which bio-based resins alongside hybrid flax/carbon fibers were used to manufacture hybrid and recyclable composites. Furthermore, the reprocessing possibilities of the recycled thermoplastic with a both microinjection molder and a single-screw extruder to produce filaments for fused deposition modelling (FDM) processing are described, showing good mechanical properties.
In a similar study, Ferrari et al. showed the possibility to recycle bio-based thermoset composites derived from waste flours [64]. This research opens the opportunity to recycle organic wastes, minimizing the negative impacts on the environment.
Since 2014, Arkema started the production of the liquid thermoplastic Elium® resin. This resin is based on acrylic monomers with similar properties to thermosets but being easily recyclable. It is main advantages are the liquid state, facilitating its processability like thermoset resins, the ability to polymerize at room temperature and harden more quickly, and the possibility to be easily recycled in contrast to thermoset resins [65]. In the investigations carried out by Gebhardt, M. et. al [66], they used a matrix composed of virgin Elium® and Elium® mixed with different percentages of recycled Elium® already polymerized in the form of granules. After a dissolution process and manufacture of CFRP laminates, these were compared with those made from 100% virgin Elium® and resulted in good mechanical properties. Furthermore, in order to recycle these materials, this type of resins can be both reprocessed and recycled by solvolysis with a common solvent.
Another recently developed alternative is the Akelite resin patented by CSIC. This system is an acrylic resin with good mechanical properties and the ability to be thermoformed once cured, as well as being recyclable by immersion in acetone [67].
Among the thermoforming options, the epoxy systems from Cecence [68] also stand out, which can be used in a wide range of sectors due to their properties. Specifically, there are 3 systems on the market: K_Chip, K_Plate and K_Rod, which have considerably low moulding temperatures as well as the swirling of the cured part.
Finally, one of the new developments that is not yet available on the market is the SWANCOR system known as "EzCiclo", which is an epoxy resin with the capacity to be recycled by solvolysis with the solvent "Cleaver", which allows the recycled resin resulting from the process to be reused.
5. Applications
Biocomposites applications in sectors such as the automotive sector have experienced an exponential growth in Europe, as according to European regulations (EURO 6) in 2020, those cars that generate CO2 emissions above 95 g/km will receive a penalty [69]. Therefore, the use of biocomposites in this type of sector helps to reduce these emissions. In fact, it should be noted that, in addition, the European Directive 2000/53/EC has established the objective of recycling 95% by weight of automobiles, creating a value chain with the use of biocomposites.
With regard to the different sectors that make use of this type of materials, the following stand out [69]:
Tissue Engineering
This type of material is used in bone regeneration. Generally, biodegradable materials with good mechanical properties are used. In fact, porous nanomaterials have recently been developed for use in tissue engineering, as polymeric materials do not interfere with cell growth.
Advanced Electronic Devices
Within the electronics sector, multifunctional biocomposites are used for the fabrication of innovative devices such as medical devices, displays, sensors, etc. A clear example of this are cellulose nanofibers, which are used in the manufacture of wiring, etc.
Automotive
Compared to conventional composites, biocomposites are lighter in weight. For this reason, they are used in the automotive sector, as they provide a reduction in CO2 emissions and significant fuel savings. Generally, these types of materials are used in vehicle interiors (dashboards, door panels, etc.), mainly due to their strength and the moisture absorption of natura fibers.
Other applications
In addition to the sectors aforementioned, biocomposites have started to be used in aircraft interior panels, wind blades and in some housing elements such as flooring, roof panels and door frames, among others.
5.1. Biocomposites market size
Currently, as discussed in section 2.3. above, epoxy resins with a bio-based content of around 30% are available, which have a considerably lower environmental impact. Such systems and other types of bio-based resins are already being used in numerous applications together with natural reinforcements in various sectors such as aerospace, automotive and electronics for secondary applications. And the use of biocomposites is expected to increase in the coming years. In fact, according to a study published by [69,70] during the period 2018-2030, the composites market was valued at USD 24,59 billion (Figure 8) in 2021 and is expected to increase at a CAGR (Compound Annual Growth Rate) of 16,1%.
In fact, developed countries such as Germany, the US and Japan are increasingly focusing on the use of more sustainable products that promote the recyclability components.
In order to use such materials in other more novel applications, it is vital to identify the processing techniques and conditions, as well as the properties of the matrices, fibers and their interfaces. Thus, for the development of biocomposites, it is essential to have prior knowledge of the constituent materials in order to achieve the properties demanded by each of the sector and applications.
6. Conclusions
Throughout the review, sustainable alternatives to conventional thermoset systems have been analysed. As it has been observed, there are currently several alternatives to reduce the environmental impact of composite materials. However, it is still necessary to invest in research in order to obtain thermosetting resins with a higher bio-based content and, at the same time, provide similar properties to resins from fossil sources.
On the other hand, with respect to recyclable and/or thermoformable systems, these have very interesting properties, as most of them have similar properties to the initial ones once the recycling process has been carried out. Although other systems such as Recyclamine, mentioned above, lead to the possibility of using the recycled material in a second life where the thermoplastic material has a place.
In conclusion, it is considered that the advances made in terms of sustainability do present an important improvement, but it is necessary to look for other alternatives in future actions that address the environmental problem in a more complete way.
Author Contributions
Conceptualization, P.A.E. and A.I.; methodology, P.A.E., A.I. and R.S.R.; validation, P.A.E. and K.G.; formal analysis, R.S.R.; investigation, P.A.E.; resources, P.A.E., A.I., R.S.R; data curation, A.I.; writing—original draft preparation, P.A.E.; writing—review and editing, P.A.E., A.I., R.S.R.; visualization, K.G.; supervision, K.G.; project administration, P.A.E; funding acquisition, R.S.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Provincial Council of Bizkaia by its Technology Transfer Program 2021 (BIOKONP Project, Reference 6/12/TT/2021/).
Institutional Review Board Statement
Not applicable.
Data Availability Statement
The data reported in this study are available upon request from the corresponding author.
Acknowledgments
In this section, you can acknowledge any support given which is not covered by the author contribution or funding sections. This may include administrative and technical support, or donations in kind (e.g., materials used for experiments).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dinu, R. , Montes, S. ( 2021). Reprocessable humins thermosets and composites. Composites Science and Technology, 207. [CrossRef]
- Liu, J. , Zhang, L., Shun, W., Dai, J., Peng, Y., & Liu, X. (2021). Recent development on bio-based thermosetting resins. In Journal of Polymer Science (Vol. 59, Issue 14, pp. 1474–1490). John Wiley and Sons Inc. [CrossRef]
- Pearson RA. Thermosetting plastics. In: Craver CD, Carraher CE, editors. Ap- plied polymer science: 21st century. Oxford: Pergamon; 20 0 0. p. 197–207.
- Watson, K. J. , & Wiedemann, S. G. (2019). Review of Methodological Choices in LCA-Based Textile and Apparel Rating Tools: Key Issues and Recommendations Relating to Assessment of Fabrics Made From Natural Fibre Types. Sustainability, 11(14), 3846. [CrossRef]
- Vanitha, R. , & Kavitha, C. (2021). Development of natural cellulose fiber and its food packaging application. Materials Today: Proceedings, 36, 903–906. [CrossRef]
- Fortunati, E. , Verma, D., Luzi, F., & Torre, L. (2021). Natural Fibre Based Biopolymer Formulations with Potential Applications in Biomedical and Packaging Sector. Mini-Reviews in Organic Chemistry, 18(4), 450–464. [CrossRef]
- Mashkour, M. , & Mashkour, M. (2021). A Simple and Scalable Approach for Fabricating High-Performance Superparamagnetic Natural Cellulose Fibers and Papers. Carbohydrate Polymers, 256, 117425. [CrossRef]
- Liu, J. , Wang, S., Peng, Y., Zhu, J., Zhao, W., & Liu, X. (2021). Advances in sustainable thermosetting resins: From renewable feedstock to high performance and recyclability. In Progress in Polymer Science (Vol. 113). Elsevier Ltd. [CrossRef]
- McKillip,W. ACS Symposium Series, Adhesives from Renewable Resources, Chapter 29, Chemistry of Furan Polymers 385; American Chemical Society: Washington, DC, USA, 1989; p. 408. [Google Scholar]
- Ares-Elejoste, P. , Allue, A., Ballestero, J., Neira, S., Gómez-Alonso, J. L., & Gondra, K. (2022). Development and Characterisation of Sustainable Prepregs with Improved Fire Behaviour Based on Furan Resin and Basalt Fibre Reinforcement. Polymers, 14(9). [CrossRef]
- Ma, S. , Li, T., Liu, X., & Zhu, J. (2016). Research progress on bio-based thermosetting resins. Polymer International, 65(2), 164–173. [CrossRef]
- Kabir, M. M. , Wang, H., Lau, K. T., & Cardona, F. (2012). Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Composites Part B: Engineering, 43(7), 2883–2892. [CrossRef]
- Chu, L. , Shi, J., Yu, H., & Souza de Cursi, E. (2019). Uncertainty propagation in moisture absorption of flax/glass fiber reinforced hybrid composites. Materials Research Express, 6(11), 115208. [CrossRef]
- Laftah, W. A. , & Majid, R. A. (2019). Development of bio-composite film based on high density polyethylene and oil palm mesocarp fibre. SN Applied Sciences, 1(11), 1404. [CrossRef]
- Feng, N. L. , Malingam, S. D., Ping, C. W., & Razali, N. (2020). Mechanical properties and water absorption of kenaf/pineapple leaf fiber-reinforced polypropylene hybrid composites. Polymer Composites, 41(4), 1255–1264. [CrossRef]
- Bledzki, A. (1999). Composites reinforced with cellulose based fibres. Progress in Polymer Science, 24(2), 221–274. [CrossRef]
- HUDA, M. , DRZAL, L., MOHANTY, A., & MISRA, M. (2006). Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly(lactic acid) (PLA) composites: A comparative study. Composites Science and Technology, 66(11–12), 1813–1824. [CrossRef]
- Ramakrishnan, T. , Senthil Kumar, S., Samuel Chelladurai, S. J., Gnanasekaran, S., Geetha, N. K., Arthanari, R., & Debtera, B. (2022). Effect of Moisture Content on Mechanical Properties of AAM Natural Fiber-Reinforced Isophthalic Polyester Composites. Advances in Materials Science and Engineering, 2022, 1–10. [CrossRef]
- Xie, Y. , Hill, C. A. S., Xiao, Z., Militz, H., & Mai, C. (2010). Silane coupling agents used for natural fiber/polymer composites: A review. Composites Part A: Applied Science and Manufacturing, 41(7), 806–819. [CrossRef]
- Ramasamy, S. , Natesan, V. T., Balasubramanian, K., Justin, J. M., Samrot, A. v., & Jayaraj, J. J. (2022). Study on Effect of Fiber Loading Natural Coccinia Grandis Fiber Epoxy Composite. Journal of Natural Fibers, 19(14), 7542–7552. [CrossRef]
- Sathees Kumar, S. (2020). Effect of Natural Fiber Loading on Mechanical Properties and Thermal Characteristics of Hybrid Polyester Composites for Industrial and Construction Fields. Fibers and Polymers, 21(7), 1508–1514. [CrossRef]
- AL-Oqla, F. M. , & Sapuan, S. M. (2014). Natural fiber reinforced polymer composites in industrial applications: feasibility of date palm fibers for sustainable automotive industry. Journal of Cleaner Production, 66, 347–354. [CrossRef]
- Zhang, Y. , Li, Y., Ma, H., & Yu, T. (2013). Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Composites Science and Technology, 88, 172–177. [CrossRef]
- Zhong, L. X. , Fu, S. Y., Zhou, X. S., & Zhan, H. Y. (2011). Effect of surface microfibrillation of sisal fibre on the mechanical properties of sisal/aramid fibre hybrid composites. Composites Part A: Applied Science and Manufacturing, 42(3), 244–252. [CrossRef]
- Bino Prince Raja, D. , & Stanly Jones Retnam, B. (2019). Effect of short fibre orientation on the mechanical characterization of a composite material-hybrid fibre reinforced polymer matrix. Bulletin of Materials Science, 42(3), 111. [CrossRef]
- Sreekala, M. S. , Kumaran, M. G., Geethakumariamma, M. L., & Thomas, S. (2004). Environmental effects in oil palm fiber reinforced phenol formaldehyde composites: Studies on thermal, biological, moisture and high energy radiation effects. Advanced Composite Materials, 13(3–4), 171–197. [CrossRef]
- Jacob, M. , Thomas, S., & Varughese, K. T. (2004). Mechanical properties of sisal/oil palm hybrid fiber reinforced natural rubber composites. Composites Science and Technology, 64(7–8), 955–965. [CrossRef]
- Asim, M. , Saba, N., Jawaid, M., & Nasir, M. (2018). Potential of natural fiber/biomass filler-reinforced polymer composites in aerospace applications. In Sustainable Composites for Aerospace Applications (pp. 253–268). Elsevier. [CrossRef]
- Palomba, G. , Epasto, G., & Crupi, V. (2022). Lightweight sandwich structures for marine applications: a review. Mechanics of Advanced Materials and Structures, 29(26), 4839–4864. [CrossRef]
- Pavlović, A. , Sintoni, D. ( 248, 112523. [CrossRef]
- Yanes-Armas, S. , de Castro, J., & Keller, T. (2017). Long-term design of FRP-PUR web-core sandwich structures in building construction. Composite Structures, 181, 214–228. [CrossRef]
- Oliveira, P. R. , May, M., Panzera, T. H., & Hiermaier, S. (2022). Bio-based/green sandwich structures: A review. Thin-Walled Structures, 177, 109426. [CrossRef]
- Stewart, R. (2009). At the core of lightweight composites. Reinforced Plastics, 53(3), 30–35. [CrossRef]
- Vinson, J. R. (n.d.). Sandwich Structures: Past, Present, and Future. In Sandwich Structures 7: Advancing with Sandwich Structures and Materials (pp. 3–12). Springer-Verlag. [CrossRef]
- Liu, J. , Tao, J. ( 235, 117475. [CrossRef]
- Shah, O. R. , & Tarfaoui, M. (2017). Determination of mode I & II strain energy release rates in composite foam core sandwiches. An experimental study of the composite foam core interfacial fracture resistance. Composites Part B: Engineering, 111, 134–142. [CrossRef]
- Balıkoğlu, F. , Arslan, N., Demircioğlu, T., İnal, O., İren, M., & Ataş, A. (2020). Improving four-point bending performance of marine composite sandwich beams by core modification. Journal of Composite Materials, 54(8), 1049–1066. [CrossRef]
- Farooq, U. , Ahmad, M. ( 42(5), 1775–1782. [CrossRef]
- Du, Y. , Yan, N., & Kortschot, M. T. (2014). Novel lightweight sandwich-structured bio-fiber-reinforced poly(lactic acid) composites. Journal of Materials Science, 49(5), 2018–2026. [CrossRef]
- Lascano, D. , Guillen-Pineda, R., Quiles-Carrillo, L., Ivorra-Martínez, J., Balart, R., Montanes, N., & Boronat, T. (2021). Manufacturing and Characterization of Highly Environmentally Friendly Sandwich Composites from Polylactide Cores and Flax-Polylactide Faces. Polymers, 13(3), 342. [CrossRef]
- Nickels, L. (2017). Car with a biodegradable core. Reinforced Plastics, 61(6), 332–334. [CrossRef]
- Galos, J. , Das, R., Sutcliffe, M. P., & Mouritz, A. P. (2022). Review of balsa core sandwich composite structures. Materials & Design, 221, 111013. [CrossRef]
- Shir Mohammadi, M. , & Nairn, J. A. (2017). Balsa sandwich composite fracture study: Comparison of laminated to solid balsa core materials and debonding from thick balsa core materials. Composites Part B: Engineering, 122, 165–172. [CrossRef]
- Wu, C. , Vahedi, N., Vassilopoulos, A. P., & Keller, T. (2020). Mechanical properties of a balsa wood veneer structural sandwich core material. Construction and Building Materials, 265, 120193. [CrossRef]
- Gil, L. (2009). Cork Composites: A Review. Materials, 2(3), 776–789. [CrossRef]
- Sousa-Martins, J. , Kakogiannis, D. ( 46, 140–146. [CrossRef]
- Sargianis, J. , Kim, H. ( 2(1), 403. [CrossRef] [PubMed]
- Hoto, R. , Furundarena, G. A. ( 127, 48–52. [CrossRef]
- Torres, J. P. , Hoto, R., Andrés, J., & García-Manrique, J. A. (2013). Manufacture of Green-Composite Sandwich Structures with Basalt Fiber and Bioepoxy Resin. Advances in Materials Science and Engineering, 2013, 1–9. [CrossRef]
- Tondi, G. , & Petutschnigg, A. (2017). Tannin-Based Foams: The Innovative Material for Insulation Purposes. In Handbook of Composites from Renewable Materials (pp. 93–105). Wiley. [CrossRef]
- Jiang, T. , Duan, Q., Zhu, J., Liu, H., & Yu, L. (2020). Starch-based biodegradable materials: Challenges and opportunities. Advanced Industrial and Engineering Polymer Research, 3(1), 8–18. [CrossRef]
- Bocz, K. , Ronkay, F., Molnár, B., Vadas, D., Gyürkés, M., Gere, D., Marosi, G., & Czigany, T. (2021). Recycled PET foaming: Supercritical carbon dioxide assisted extrusion with real-time quality monitoring. Advanced Industrial and Engineering Polymer Research, 4(3), 178–186. [CrossRef]
- Liu, X. , Li, Y., Xing, X., Zhang, G., & Jing, X. (2021). Fully recyclable and high performance phenolic resin based on dynamic urethane bonds and its application in self-repairable composites. Polymer, 229, 124022. [CrossRef]
- Taynton, P. , Yu, K., Shoemaker, R. K., Jin, Y., Qi, H. J., & Zhang, W. (2014). Heat- or Water-Driven Malleability in a Highly Recyclable Covalent Network Polymer. Advanced Materials, 26(23), 3938–3942. [CrossRef]
- Taynton, P. , Ni, H. ( 28(15), 2904–2909. [CrossRef] [PubMed]
- Home - Mallinda Inc. (n.d.). Retrieved , 2023, from https://mallinda. 16 May.
- He, X. , Shi, X., Chung, C., Lei, Z., Zhang, W., & Yu, K. (2021). A sustainable manufacturing method of thermoset composites based on covalent adaptable network polymers. Composites Part B: Engineering, 221, 109004. [CrossRef]
- Zhang, Y. , Yuan, L., Liang, G., & Gu, A. (2018). Developing Reversible Self-Healing and Malleable Epoxy Resins with High Performance and Fast Recycling through Building Cross-Linked Network with New Disulfide-Containing Hardener. Industrial & Engineering Chemistry Research, 57(37), 12397–12406. [CrossRef]
- Ruiz de Luzuriaga, A. , Martin, R., Markaide, N., Rekondo, A., Cabañero, G., Rodríguez, J., & Odriozola, I. (2016). Epoxy resin with exchangeable disulfide crosslinks to obtain reprocessable, repairable and recyclable fiber-reinforced thermoset composites. Materials Horizons, 3(3), 241–247. [CrossRef]
- Li, X. , Zhang, J., Zhang, L., Ruiz de Luzuriaga, A., Rekondo, A., & Wang, D.-Y. (2021). Recyclable flame-retardant epoxy composites based on disulfide bonds: Flammability and recyclability. Composites Communications, 25, 100754. [CrossRef]
- Ruiz de Luzuriaga, A. , Markaide, N., Salaberria, A. M., Azcune, I., Rekondo, A., & Grande, H. J. (2022). Aero Grade Epoxy Vitrimer towards Commercialization. Polymers, 14(15), 3180. [CrossRef]
- la Rosa, A. , Blanco, I., Banatao, D., Pastine, S., Björklund, A., & Cicala, G. (2018). Innovative Chemical Process for Recycling Thermosets Cured with Recyclamines® by Converting Bio-Epoxy Composites in Reusable Thermoplastic—An LCA Study. Materials, 11(3), 353. [CrossRef]
- Cicala, G. , Pergolizzi, E., Piscopo, F., Carbone, D., & Recca, G. (2018). Hybrid composites manufactured by resin infusion with a fully recyclable bioepoxy resin. Composites Part B: Engineering, 132, 69–76. [CrossRef]
- Ferrari, F. , Esposito Corcione, C., Striani, R., Saitta, L., Cicala, G., & Greco, A. (2021). Fully Recyclable Bio-Based Epoxy Formulations Using Epoxidized Precursors from Waste Flour: Thermal and Mechanical Characterization. Polymers, 13(16), 2768. [CrossRef]
- Elium® Resin: a breakthrough innovation in composite materials | Arkema Global. (n.d.). Retrieved , 2023, from https://www.arkema. 16 May.
- Gebhardt, M. , Chakraborty, S., Manolakis, I., & Meiners, D. (2020). Closed-loop room temperature recycling of Elium CFRPs and its influence on the 2nd generation composite properties. Journal of Plastics Technology.
- Carnicero, R. , Cano, L., Lopez-Manchado, M. A., & Verdejo, R. (2022). Manufacturing, Testing and Recycling of a small recyclable wind turbine blade. Journal of Physics: Conference Series, 2265(3), 032013. [CrossRef]
- Products & Services - Cecence. (n.d.). Retrieved , 2023, from https://cecence. 16 May.
- Andrew Jefferson, J. ; D. N., H. (2022). Sustainable biobased composites for advanced applications: recent trends and future opportunities - A critical review. Composites Part C.
- Biocomposites Market- Regional & Country Analysis (2022-2029). Retrieved from https://greyviews.
[1] 10.1016/j.jobe.2020.101411 |
Figure 1.
Benzoxazine Structure.
Figure 2.
Renewable sources for the synthesis of bio-based epoxy resins.
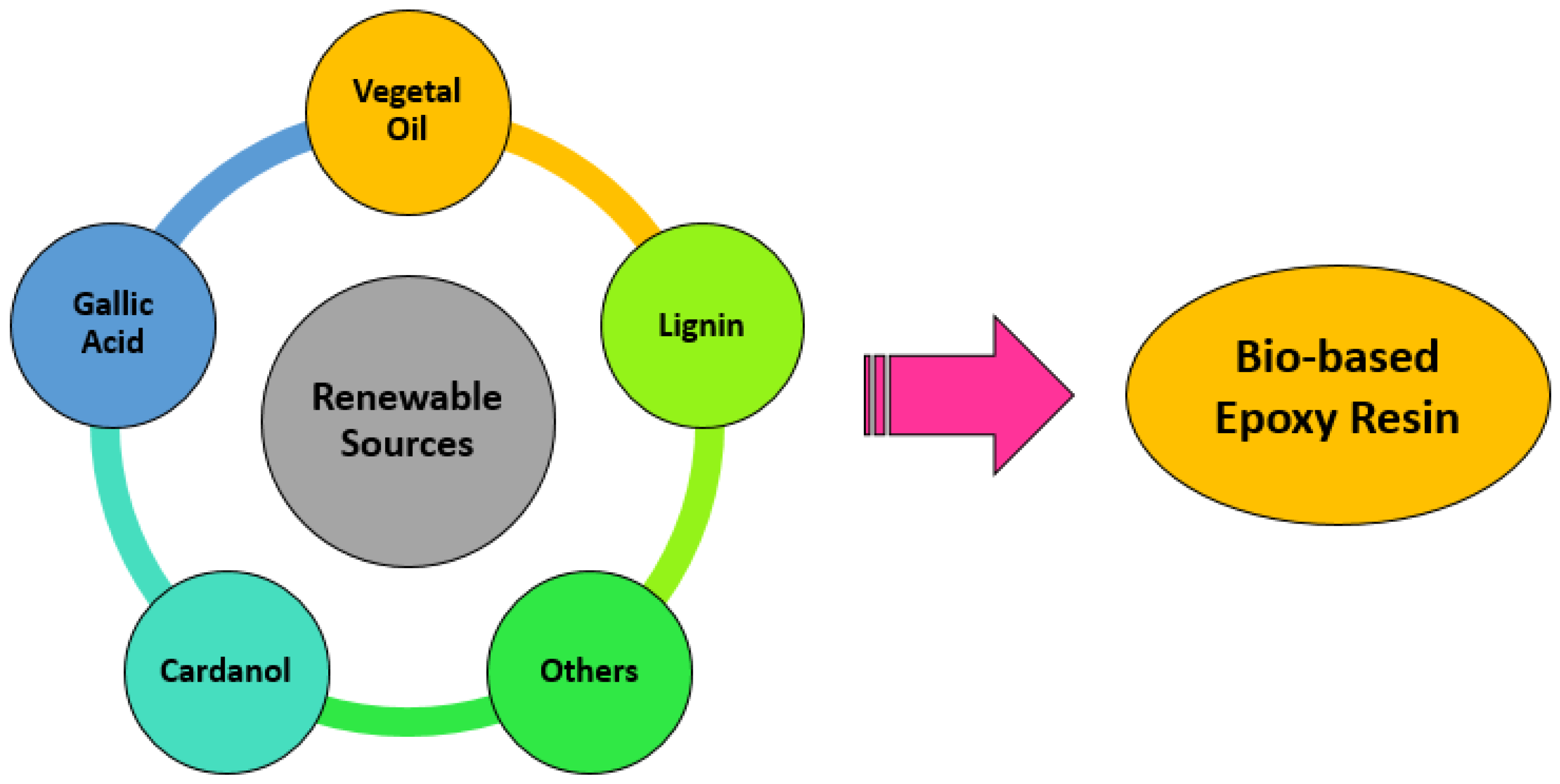
Figure 3.
Classification of sustainable fibres.
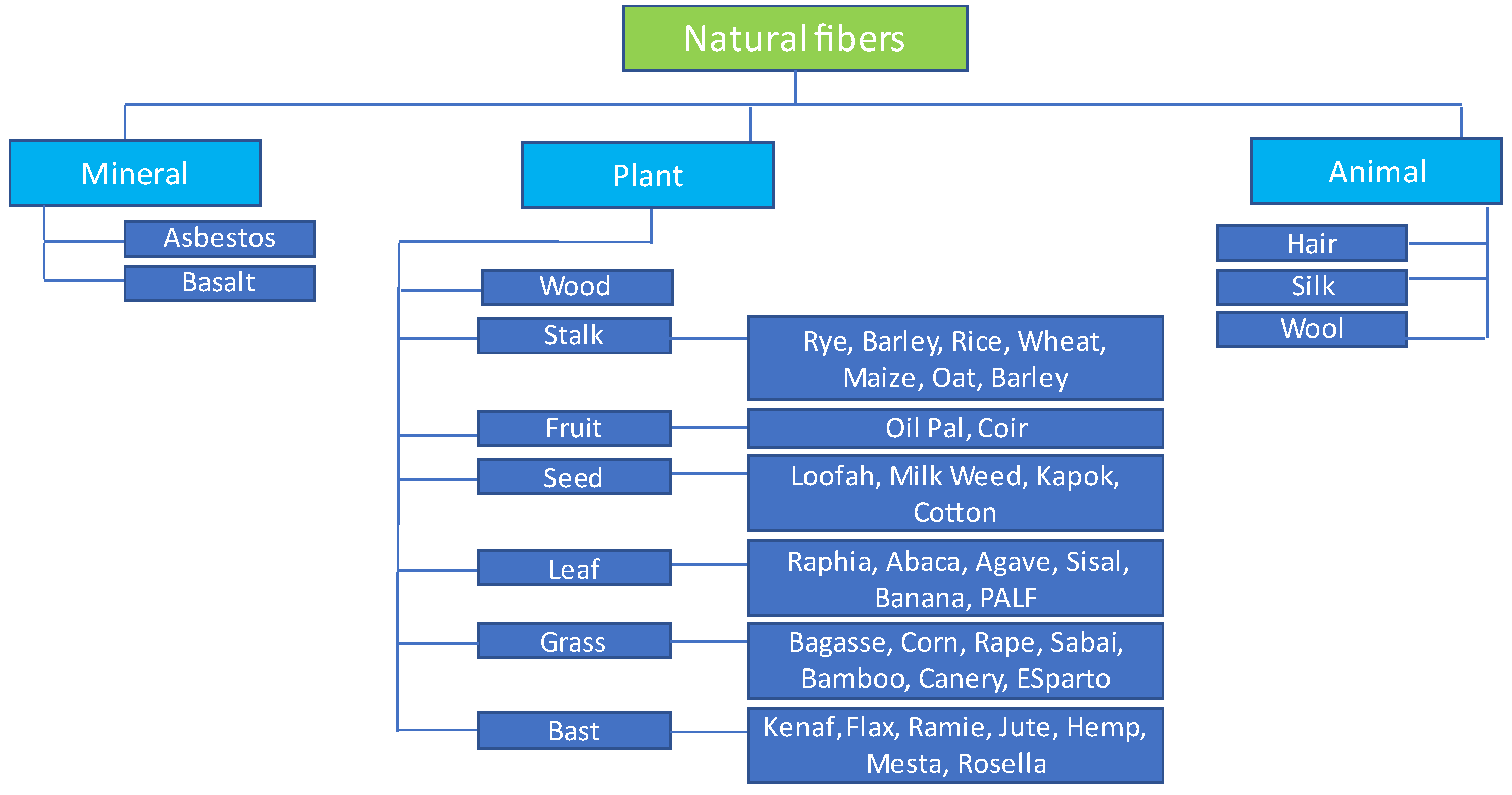
Figure 4.
Sandwich Construction Configurations.
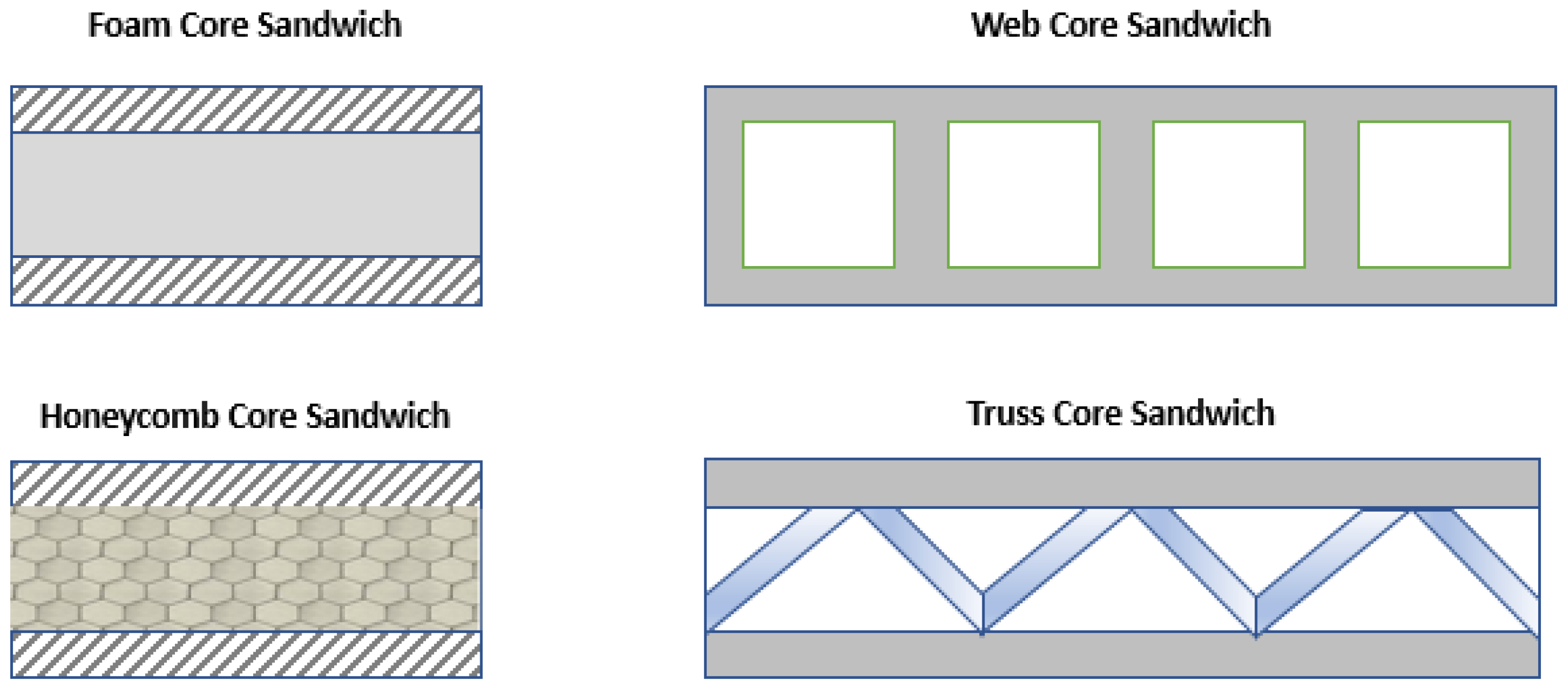
Figure 5.
Schematic representation of the vitrimer system.
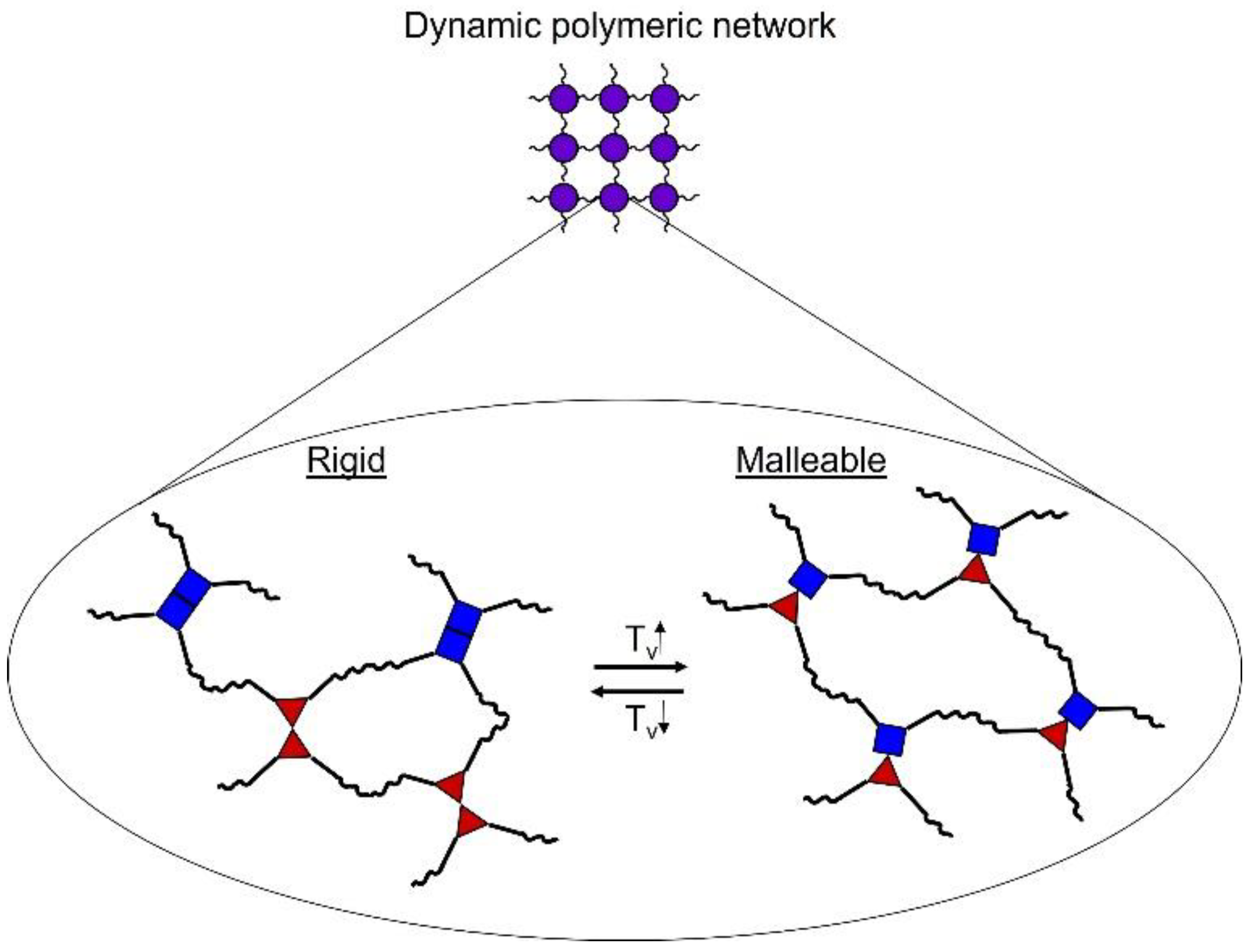
Figure 6.
Demonstration of the reprocessability of epoxy vitrimer.

Figure 7.
Recycling process of epoxy-based resin crosslinked with the Recyclamine™.
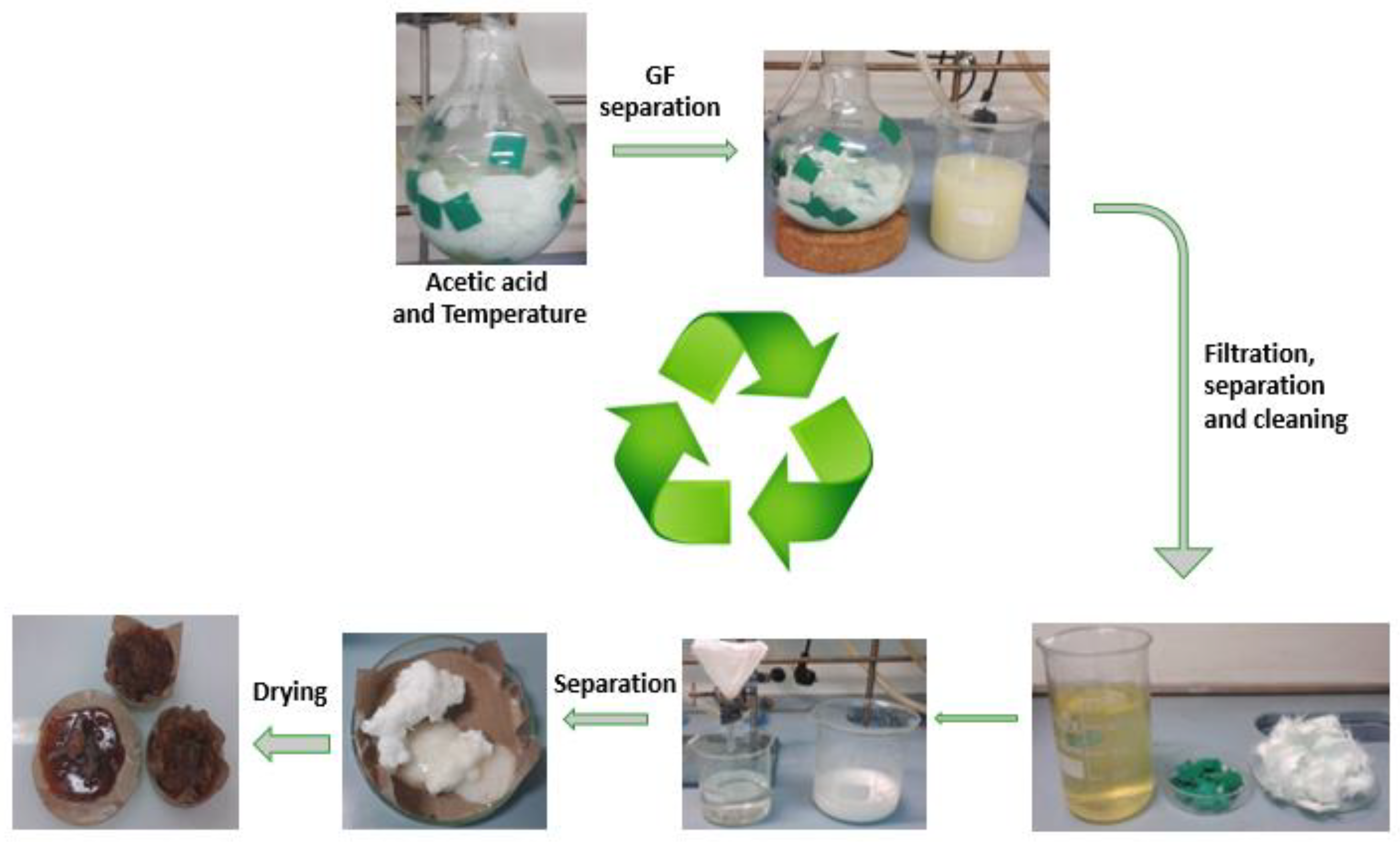
Figure 8.
Biocomposites market development.
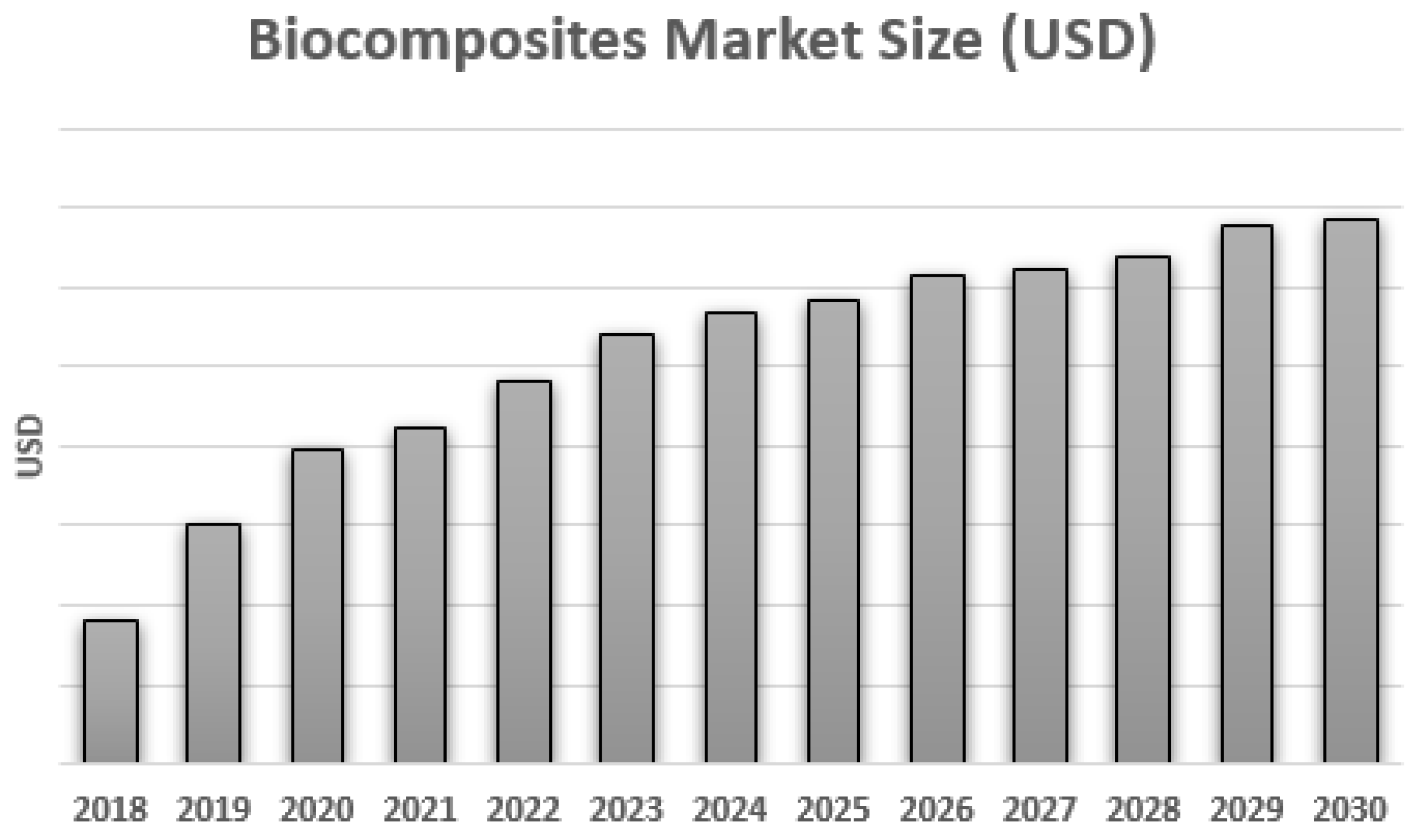

Table 1.
Advantages and disadvantages of furan resins.
| Advantages | Disadvantages |
|---|---|
| Derived from renewable resources | High variation of viscosity with temperature |
| Good chemical and thermal resistance | High shrinkage during curing |
| Free monomer content: ≥ 1% | H2O generation during polymerisation |
| Good fire properties | |
| Similar performance to phenolic resins |
Table 2.
Natural sources for the development of bio-based products.
| Resource | Related Chemical | Functional Group | Bio-based Products |
|---|---|---|---|
| Carbohydrate | Itaconic acid | Carboxyl; C-C double bond | Epoxy resin; Ups; Ups reactive diluents |
| Furfuryl amine | Furan group | Benzoxazine and Epoxy resin | |
| Isosorbide | Alcohols; Diheterocycles | Ups; Epoxy and curing agent | |
| Lignin | Vanillin | Aldehyde | Benzoxazine and Epoxy resin |
| Eugenol | C-C double bond | Benzoxazine and Epoxy resin; Ups reactive diluents | |
| Guaiacol | |||
| Vegetable Oils | Glyceride | Ester group; unsaturated aliphatic chain | Epoxy resin and curing agent; Ups; Ups reactive diluents |
| Cardanol | unsaturated aliphatic chain | Benzoxazine; Epoxy resin |
Table 3.
Average of properties of the recovered epoxy-thermoplastic [62].
Table 3.
Average of properties of the recovered epoxy-thermoplastic [62].
| Properties | Value |
|---|---|
| Glass transition temperature (Tg) | 40-60 ºC |
| Melting temperature (Tm) | 120-140 ºC |
| Tensile Modulus | 2.4 GPa |
| Tensile Strength | 57 MPa |
| Elongation | 45 % |
| Shore D hardness | 80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



