
Submitted:
30 May 2023
Posted:
01 June 2023
You are already at the latest version
Abstract
Several methods of processing wood into strong, durable products for the construction industry provide transformative opportunities to substitute for less sustainable building materials. Carbon storage is a further advantage, with the added possibility of combustion for bioenergy at end of life. Intense research activity in this area is expected to open up new markets for wood fiber during the lifetime of trees now being planted.
Here, wood-derived materials are classified according to the particle size, from metres to nanometres, into which the wood is fragmented before reconstitution. Materials made by densifying or chemically modifying solid wood with no fragmentation are already in production for exterior doors, window frames and cladding, with improved uniformity and stability compared with unmodified wood. Pre-commercial developments promise further gains in durability and strength.
Emerging developments extend these process technologies to wood that has been chipped or stranded or pulped, retaining the above advantages over raw timber for weather-facing applications and adding processability by moulding or extrusion. Crucially, the raw material does not then need to be sawn timber but can be bioenergy-grade wood biomass. This will facilitate afforestation strategies that combine the aims of carbon sequestration and biodiversity.
Keywords:
carbon footprint
; embodied carbon
; biomass
; composite materials
; material substitution
1. Introduction
In the struggle to bring climate change under control, forestry has a key role [1,2] as emphasised at the COP27 summit. The FAO document State of the World’s Forests 2022 [3] endorsed at COP27, outlines three pathways to green recovery. One of these pathways is described as follows: Increasing sustainable forest use, and building green value chains, would help meet future demand for materials and support sustainable economies.
Given the urgency of reducing net greenhouse gas (GHG) emissions in the present decade [1], we need to know, now, how best to harness timber utilisation for that purpose. For example, almost half of the current global timber utilisation is for bioenergy [4] substituting fossil fuels with renewable timber. Alternatively, timber products can be substituted for construction materials like steel and concrete, saving the emissions inherent in their production as well as allowing storage of wood carbon [5]. Which of these paths, bioenergy or construction, is more effective for mitigation of climate change? Similar questions arise when deciding on strategies for afforestation or reforestation, because the end uses that will be possible at harvest depend on what is planted today [2].
Based on data in Stephenson & MacKay [6], 1 tonne of softwood pellets used for electricity generation replaces about 0.22 tonne of natural gas and thereby saves about 0.6 tonne CO2e (carbon dioxide equivalent) of fossil GHG emissions. The FAO document cited above [3] states that substituting a non-wood building material with wood avoids carbon emissions of, on average, 0.9 kg of carbon for every 1 kg of carbon in the wood, leading to an estimate of 1.2 tonnes CO2e per tonne of wood. These estimates are approximate and variable [4], but if taken at face value they indicate that greater GHG savings might be available from timber products used in construction than from bioenergy.
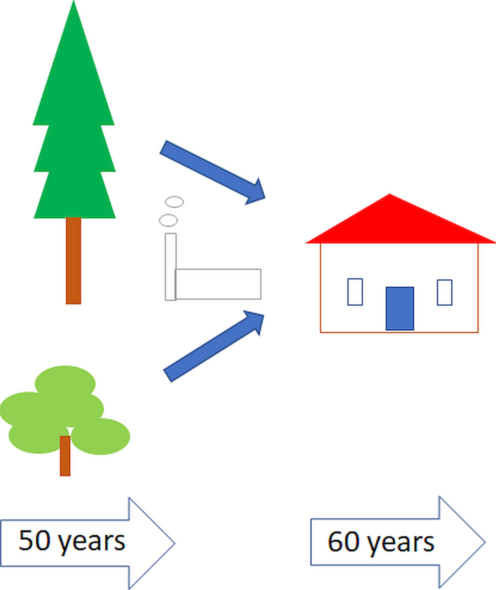
Structural elements in buildings are expected to have a service life as long as the building itself. The use of wood in these structural applications therefore has strong prospects for carbon storage, in addition to reducing GHG emissions by substitution. The duration of carbon storage should logically be considered as the total of storage within the growing tree and during the service life of the wood product, although these are conventionally separated into different economic sectors. The contribution of service life is typically greater. For example, for commercial softwood on a 50-year rotation the volume growth curve [7] is such that the mean age of the wood (as opposed to the tree) at harvest is only 15-20 years. The service life of Class 2 construction timber is conventionally stated as 60 years [8], but 100 years is sometimes assumed [9], amounting to ‘permanent’ carbon storage on the IPCC time frame [10].
Some of the current and potential substitution of traditional building materials is by unmodified sawn timber, and by well-established products such as plywood and glulam for which the raw material is either sawlogs or veneer-grade logs. Supplies of these high-grade raw materials are limited. FAO projections suggest that a 30% increase in demand for sawlogs by 2050 could be matched by supply from forests growing today, but that raw materials for engineered wood products substituting for traditional building materials would need to come from lower grades of industrial roundwood [4]. The process technologies underlying these projections are not all yet in place, and need closer examination.
Sawn timber has many virtues but also has well-recognised drawbacks as a construction material, including distortion with changes in humidity and lack of mechanical uniformity due to knots, leading to imprecision and the need for large safety factors in structural calculations [11]. Softwood timber often needs preservative treatment to improve its durability [11], leading to problems with end-of-life combustion for electricity generation. Developments in the direct modification of sawn timber, described in detail below, have led to materials with improved stability, uniformity and durability, without the need for any preservative treatment that would hinder end-of-life recovery of their potential bioenergy value. These improvements in performance are beginning to widen the range of building applications in which wood products modified from high-grade sawn timber or veneer can substitute for traditional raw materials. Extensive future manufacture of this class of modified wood products would generate a global supply gap for sawlogs and veneer logs [4], with consequences for their price, quality and compliance with sustainability regulations [12].
However, a more recent set of processing innovations promise to allow lower-grade timber to be converted to a range of durable engineered wood products with diverse applications in the building industry [13]. These lower grades of timber, widely used for bioenergy [14], include not only industrial roundwood but also short-rotation coppice wood, which can deliver shorter-term gains in carbon sequestration on suitable soils [15]; wood from non-commercial woodland; recycled wood products and sawmill residues. Changes in forest management to conserve biodiversity [9] are less likely to impact lower-grade timber production than sawn timber. Utilising lower-grade timber in modified products for structural applications is therefore key to combining biodiversity and carbon aims in afforestation.
Much of the new processing technology utilising chipped or stranded lower-grade timber already exists, at varying stages from laboratory to commercial scale [16] as described by Technology Readiness Levels (TRL) 1-9. More developments will reach commercialisation over the next decade [16], within the lifetime of trees now being planted, closing the gap in raw material supply even if there is widespread substitution of concrete and steel by timber products.
Going further, is it feasible to convert biomass-grade wood to products stronger, more durable or more suited to advanced manufacturing than sawn softwoods? Looking into the future the answer appears to be yes, paving a way to completely new markets for wood-derived products in competition with less sustainable weather-facing materials like tile, glass and uPVC (polyvinyl chloride) as well as steel, brick and concrete [16]. Such processes are at varying TRL. Most are still short of commercial production (TRL 1-5), but large gains in sustainability have recently been commercialised through durable wood products that can be moulded into external doors, substituting for uPVC or tropical hardwoods. Durable wood products suitable for extrusion would allow similar gains to be extended to roofline panels and guttering that are now made from uPVC, and perhaps to HDPE (high-density polyethylene) drainage and water pipes. Synthetic polymers including uPVC, HDPE and polypropylene have about 60-70 Kg CO2e /Kg embodied carbon, several times that of concrete and steel [17], making them particularly attractive targets for substitution with wood products if the necessary processability can be achieved.
Of course, processing wood into new materials requires energy and often additives, so it has associated GHG emissions [18]. Based on the estimates cited above [3,6] a wood-derived material could have up to (1.2-0.6 = 0.6) kg CO2e / kg embodied carbon added during processing while still retaining an advantage over biomass combustion, without taking the end-of-life combustion of the wood-derived material into account. If end-of-life combustion for bioenergy is included, it is roughly equivalent to that of dry wood on a mass basis. So another way to look at the comparison is to estimate that as long as a wood-derived material is carbon-neutral or better, there is an advantage compared to biomass combustion. If the wood will be burned for electricity generation, it is better to burn it after a long service life replacing steel or PVC than immediately after harvest, particularly if priority is given to GHG emissions in the next decade from now.
Comparing the relative impact of timber utilisation strategies on global carbon dioxide levels is complex. Hill [5] and Forster [2] give accessible introductions to how the embodied carbon in timber and its products can be quantified and compared with other building materials, and the pitfalls and assumptions involved. The particular difficulties that arise from the biogenic carbon content of timber are discussed by [19]. A tonne of timber does not simply replace a tonne of steel or concrete [20] because buildings constructed with timber or timber products are necessarily different in design. Hill [5] gives estimates for typical GHG savings that ensue from substituting timber for steel and concrete, which are broadly in line with the FAO State of the World’s Forests [3] but incorporate wide variation, from near zero to double the average figures. The carbon footprint of processed wood products is not always known, especially for materials that are still at the laboratory or pilot production stage [13] and do not yet have environmental product declarations (EPDs). For both wood products and non-wood materials, the net GHG emissions depend on the proportion of renewable energy used and the proportion of material recycling [19]. The standardised methods for preparing key documentation such as EPDs have problems with biogenic carbon and in allowing for end-of-life energy recovery [19], although it is safe to assume that end-of-life combustion in place of fossil fuels adds further GHG savings relative to non-wood materials.
Diverting wood from bioenergy into construction would require reassessment of the current legislative background and subsidy policies. As well as decisions about the destination of harvested timber, planting decisions are influenced by the (rather volatile) price premiums that sawlogs and veneer logs command. It would be desirable to know the raw material quality requirements for new wood-based materials so that planting and silvicultural decisions can be optimised.
This review covers new and established construction materials derived from wood. The sustainability of modified wood products has been well reviewed by Hill [18] with the emphasis on extending the duration of carbon storage in applications where at present unmodified wood is used. Here, in contrast, the emphasis is on new properties enabling new applications. The focus is not on the technical detail of the processes, which has been reviewed elsewhere [13] but on the prospects for improving properties like durability to widen competitiveness with traditional building materials, and on utilising biomass-grade timber as raw material.
2. New products from timber
Durable timber products in production or on the horizon can be divided into several groups with slightly different requirements in terms of the raw timber from which they are or will be produced [13,16] and different carbon footprints [13]. Here, four groups of such materials will be differentiated according to how far - if at all - the wood is disintegrated before being reconstituted into the product:
(1) Macro-particulate materials, where sawn timber or peeled veneer is left intact but is subjected to thermal, mechanical or chemical modification to improve its durability, its stability and sometimes its mechanical performance [21].
(2) Meso-particulate materials, where the wood is chipped or stranded into mm-sized fragments and then modified and reconstituted into a uniform panel or strip format.
(3) Micro-particulate materials, where the wood is pulped to technical fibres – essentially single wood cells, some tens of micrometres in diameter and up to a few mm long, as in paper – and then reconstituted.
(4) Nano-particulate materials, where the wood is disintegrated as far as cellulose fibres (nanocelluloses and related materials with widths on the nm scale) which are then used as the fibre component of composite materials.
Figure 1.
Classification of wood-derived construction materials according to the particle size to which the wood is reduced before being reconstituted. Note that the typical particle length and thickness are shown on logarithmic scales. The energy required for comminution increases as the particle size becomes less, particularly between chips and wood pulp.
Figure 1.
Classification of wood-derived construction materials according to the particle size to which the wood is reduced before being reconstituted. Note that the typical particle length and thickness are shown on logarithmic scales. The energy required for comminution increases as the particle size becomes less, particularly between chips and wood pulp.
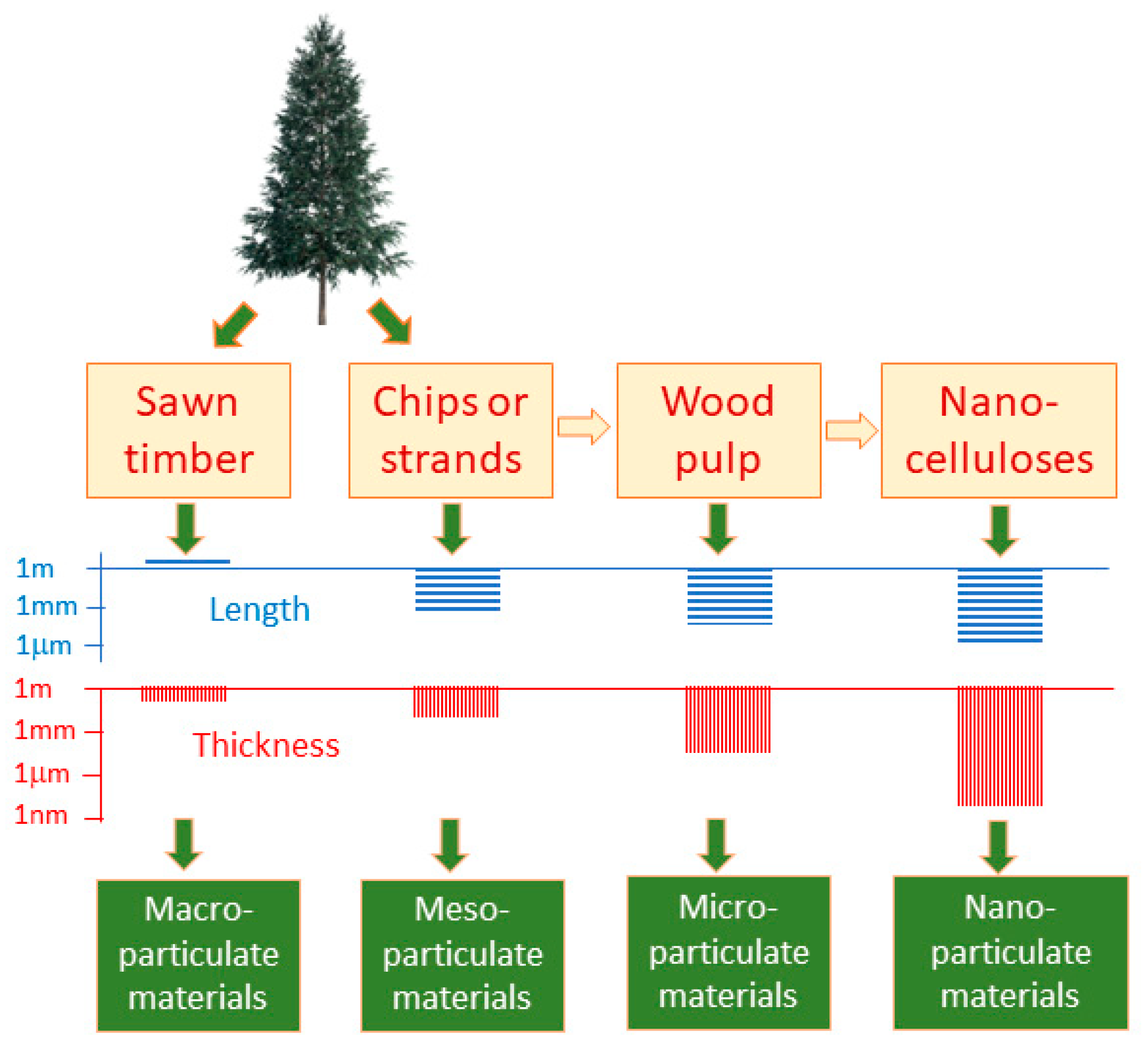
This classification is not standard but is useful for comparing the sustainability of wood products. Very broadly, the embodied energy and embodied carbon of modified wood products increase as the particle size is reduced, because of the energy requirement for comminution. The increase is rather steep between meso- and micro-particulate materials. This is illustrated by an increase in embodied energy of 0.17 kg CO2e / kg from logs to wood chips and a further increase of 0.44 kg CO2e / kg from wood chips to thermomechanical pulp [22]. The energy required to produce nanocellulose is dependent on the process, but generally large [23].
A second, very variable, component of the embodied energy of the product arises from the subsequent steps in the manufacturing process, for example acetylation or addition of non-wood resin [13]. As the particle size decreases, however, chemical modification generally becomes slightly more energy-efficient through improved heat and material transport, and the possibilities widen for downstream manufacturing processes such as extrusion and moulding. The feedstock quality requirements for macro-particulate materials are at least as stringent as for sawn timber, such as top diameter and stem straightness, but for meso- and some micro-particulate materials a wide range of timber sources can be used, including much timber that would at present be considered suitable only for biomass combustion.
Making timber into strong, durable products usually involves inhibiting the ingress of moisture, in one way or another [13]. That is because moisture is required for the distortion and fungal degradation of sawn timber, but also because meso-particulate and smaller wood fragments swell laterally on hydration with enough force to rupture whatever resin or adhesive holds them together. Moisture uptake can be reduced in several ways: by squeezing closed the cellular spaces in the wood; by impregnating these (mm) spaces and often the smaller (nm) spaces within the cell wall with a compatible polymer; or by chemically modifying the cell-wall polymers to make them more hydrophobic. It is moisture within the cell walls that leads to distortion and degradation.
Note that the terms macro-, meso-, micro- and nano-particulate refer to the size of the particles into which the wood is disintegrated, not the size of the end products. In fact, meso-particulate and micro-particulate materials can be manufactured as beams or panels with larger dimensions than sawn timber or plywood, as well as having greater dimensional stability and uniformity of properties [11]. Even where the materials are no stronger than clear sawn timber, uniformity in strength and absence of knots allow more accurate structural calculations and avoid the need for excessive safety factors when specifying dimensions, amounting to an improvement in usable strength.
3. Durable macro-particulate materials
Macro-particulate materials such as thermally treated, densified and acetylated wood are well-established products made directly from sawn timber or peeled veneers.
Thermally treated wood has a long history [24]. High-temperature treatment of intact timber boards or battens releases acetic acid which hydrolyses some of the hemicellulose and lignin polymers in the wood and allows the lignin to redistribute [25]. The resulting thermally modified wood has reduced water sorption and improved durability and dimensional stability [26,27], but water can eventually penetrate and reverse these changes. A typical embodied carbon level is 0.6 kg CO2e / kg [28].
An equally well-established product is densified wood, which is compressed across the grain until the free space inside the wood cells is largely removed [29]. The mechanical compression produces heat which leads to chemical changes similar to those in thermally modified wood [30]. Again, the resistance to water ingress is not fully permanent and the material can swell and revert over time [26]. The increased density improves strength and hardness.
The use of densified veneers is compatible with conventional lamination processes for plywood manufacture, and plywood made from densified hardwoods is now produced commercially by several European and Asian plywood manufacturers. It is stronger and more hard-wearing than conventional plywood [31]. Laminated veneer lumber is likewise being made in North America using densified veneers, giving added durability [32].
Both thermally modified and densified wood products have been marketed commercially for a long time. Recently, however, several process combining chemical modification with subsequent densification have been developed [33,34]. For example, delignification followed by densification leads to greatly improved water resistance and long-term stability, together with a considerable increase in strength and hardness [33,35]. Fire resistance is greater than that of untreated wood and can be further improved by thermal surface treatment [36]. Delignification followed by a ‘water-shock’ treatment allows sheet timber to be moulded into 2D or 3D shapes [37]. The increase in embodied carbon due to delignification may be estimated from that occurring in thermochemical pulping, and is relatively high at about 1 kg CO2e / kg, although this is offset by a reduced energy requirement for subsequent densification. Materials of this type have not yet reached commercial production (TRL 1-4) but it seems likely that much of the future development in macro-scale processing will be along similar lines.
A different approach to preventing water ingress is to acetylate wood so that it becomes hydrophobic [38]. Acetylated wood products such as Accoya® are in commercial production on quite a substantial scale. They have better durability and dimensional stability, but slightly lower strength, than thermally processed or conventionally densified wood [39,40]. Acetylated wood is now widely used for products such as door or window frames in Europe. Plywood based on acetylated veneers is also in commercial production, and has improved weatherproof characteristics with reduced susceptibility to delamination under damp conditions [41]. The embodied carbon in acetylated wood includes that of the acetic anhydride used in its manufacture (less that of the acetic acid by-product) and a small contribution from process energy, but the acetylated product is still slightly net carbon-negative [42].
Another modified wood product is furfurylated wood (Kebony®) in which furfuryl alcohol derived from xylans is the modifying agent. Like acetylated wood, Kebony wood has improved durability and is in commercial production for window frames [13].
As acetylated and furfurylated wood have shown, durable macro-particulate wood products can extend the use of softwoods into market areas that were formerly the preserve of unsustainable tropical hardwoods, without incurring the end-of-life problems associated with chemical wood preservation. Further improvements in durability and reductions in embodied energy can be expected, especially from wood that is chemically treated and then densified. Some of these new products improve on the mechanical performance of the raw material [33] instead of incurring some loss of strength as is the case with acetylated wood. There is then a realistic prospect of utilisation in structural, weather-facing applications, from roofing shingles to bridges.
Impregnation with phenol-formaldehyde and other thermosetting resins is another way to add hardness, dimensional stability and durability to wood. A range of modified wood products on that principle, including mouldable plywood and laminated veneer lumber, are in commercial production in India and elsewhere [13]. The embodied carbon of the resin, at a relatively high loading, contributes to that of the product. If wood is impregnated with a synthetic polymer having a similar refractive index to the wood cell walls, it becomes transparent or nearly so, without loss of strength [43,44]. Transparent wood is not yet in commercial production (TRL 1-2) but may become a viable substitute for glass if it can be produced cheaply enough. It is also the basis for new materials with solar energy blocking or capture capability [43,45].
All macro-scale processes, to different extents, require that the wood should be reasonably homogeneous. Knots can be accommodated to some degree in acetylated wood, but not in the densified or transparent products. This means that clear wood is advantageous in whatever dimensions are necessary, so similar quality to sawlogs or veneer logs is needed [13]. Radiata pine has been quite widely used, based on its knot-free reputation when pruning was widely practiced. In hardwoods, the more linear structure of the lignin means that it can more readily be redistributed [46], which might be an advantage in some processes. Cellulose orientation (microfibril angle, the angle by which the cellulose fibres diverge from the grain [47]) is a factor that has not been widely studied with respect to the quality of modified wood products. In untreated timber, the low microfibril angles found in mature wood confer stiffness, whereas the high microfibril angles found in juvenile wood confer flexibility and sometimes toughness. These properties are likely to be carried through into durable modified wood products. The influence on quality depends on the product. For structural materials low microfibril angles can be assumed to be an advantage.
4. Durable meso-particulate materials
A number of long-established panel materials including chipboard and oriented strand board are made from relatively low-quality timber, chipped or flaked and bonded together with a phenol-formaldehyde or urea-formaldehyde resin [48]. The raw material for chipboard manufacture is usually a mix of coniferous industrial roundwood and recycled wood fibre. These products are in general high-volume, low-value materials intended for interior use, because in a wet environment the wood particles take up moisture, swell and fracture the bonding resin [25]. The consequences are familiar when houses with chipboard furnishings and doors are flooded. Water resistance can be increased to some extent by careful choice of resin [48], so that some grades of oriented strand board (OSB-4) can be used for sarking and as the web material in engineered timber I-joists. However, the current generation of materials are generally not weatherproof and durable enough for outdoor applications and for large-scale construction purposes.
The profit margins on these relatively low-value materials leave limited headroom for highly innovative research and the price competitiveness of the panel industry focuses attention on cost savings in production methods rather than novel products. The technical focus until now has been on the bonding resins, particularly on improving either their moisture resistance or their green credentials [49,50].
This situation will change as new processes for modifying sawn timber are adapted for smaller particle sizes. Acetylated oriented-strand board is a modified, durable example of such a material [51,52], developed outside the established panel industry and close to commercial production.
A more established approach is impregnation of wood strands with a compatible polymer. Since the mass of polymer added is comparable with the mass of wood, its cost and embodied carbon are as important as those of the wood itself. Casein-impregnated panels (Superwood®) are made from stranded, recycled timber and residues from the dairy industry. This material has good mechanical properties but limited weather resistance, and is intended mainly for indoor use.
It is likely that new meso-particulate materials will be introduced incorporating other chemical modification technologies now in use, or under development, for macro-particulate wood processing as described above [29]. Any process that reduces moisture uptake by the wood fibres will also reduce the tendency for their swelling to damage the resin binder. It may be possible to utilise lignin already present in the wood as a binder, effectively ‘welding’ the particles together [53]. In principle the process technology is simplified when the particle size is reduced and diffusion kinetics are thus improved, which may offset the modest energy cost of chipping or stranding and minimise the embodied carbon in the product. Acetylated oriented-strand panels have embodied carbon content about 0.3 Kg CO2e/Kg, more than conventional oriented-strand board, but end-of-life bioenergy recovery gives potentially more favourable GHG performance than non-wood building materials.
Starting from stranded timber, processes involving both chemical modification and densification [33,34] may have considerable potential for the manufacture of second-generation particle boards related to oriented-strand board but with substantially improved mechanical performance, and sufficiently weather-resistant for outdoor use as roofing tiles or cladding. Process development will not be trivial, but similar processes [33] may lead to oriented strip materials that are uniform, predictable in mechanical properties, intrinsically resistant to moisture penetration and thus suitable for replacing steel in the construction of larger-scale buildings, bridges and other structures.
New manufacturing processes producing advanced, durable meso-particulate materials would probably not be demanding in terms of timber quality. Sawlogs, or trees of sufficient girth to provide them, would clearly not be a requirement in the way that they are for macro-particulate products. Species and chemical composition are not likely to be crucially important. Softwoods and hardwoods would probably both be suitable, although because their lignin and hemicellulose structure differ somewhat [54] they might be best suited to different processes. Low microfibril angle is likely to confer stiffness [47], more noticeably when the mechanical properties of improved matrix or bonding systems are no longer limiting. Whatever chipping, stranding or grinding methods are used they need to be combined with prior or subsequent separation of bark and knotwood [29], as is routine in pulping and in veneer production for plywood. This requirement would probably prevent the operations from being carried out in the forest, which could otherwise be an attractive option allowing forwarding and transport as chips rather than logs. In summary, for conversion to meso-particulate materials, timber volume matters much more than most present-day quality characteristics like stem straightness and sawlog out-turn.
5. Micro-particulate materials
Paper, cardboard and conventional medium-density fibreboard (MDF) are technically micro materials with low durability [55]. More durable acetylated MDF can be made either by fibrillation of acetylated wood [56] or by acetylation of wood fibre [57], giving similar water-resistance advantages to acetylated oriented-strand board. Acetylated micro materials have quite recently come into commercial production as panels and moulded into products such as doors (Tricoya®). Acetylated MDF panels have more embodied carbon than conventional MDF due to the acetylation step, but end-of-life bioenergy recovery gives potentially more favourable GHG performance than non-wood building materials. The long expected service life of these materials would allow much more effective carbon storage than in paper [55].
A similar range of chemical modification and densification processes to those described above for meso-particulate materials could in principle be suitable at micro-particulate scale, with similar advantages including durability and weather resistance. The flow characteristics of micro-particulate fibres might simplify some of the modification processes and facilitate downstream processes such as extrusion in continuous lengths and appropriate thickness for structural purposes, although the strength would depend on the degree of fibre orientation that achieved in the extrusion process. If more complex sections could be extruded, wood-based guttering and roofline panels might be competitive with uPVC.
Wood-plastic composites are an older class of composite materials made from wood flour, a thermoplastic (often polyethylene) and a coupling agent to improve compatibility [58]. They can be moulded or extruded into a wide range of physical formats and have been commercially manufactured for several decades, for example as decking materials [59]. Due to limited fibre-matrix compatibility their mechanical performance is not outstanding, especially at above 50% wood content [60]. Long fibres, as in pulpwood, increase strength at the expense of processability [61]. The coupling agents developed for this class of products could be useful in other processes.
6. Nano-particulate materials
Processes for separating out nanoscale cellulose fibres were developed during the 1990s, based on hydrolysis with concentrated sulphuric or phosphoric acid [62,63]. The acid does two things. First, it cleaves the fibrils into short, nanocrystalline segments, typically under a micrometre in length and nanometres or tens of nanometres in width (Cellulose nanocrystals, CNCs). Secondly, it attaches negatively charged sulphate or phosphate groups to the surface of the fibrils. Under very intensive homogenisation, charge repulsion then disperses the cellulose nanocrystals into a form of colloidal suspension that can be handled in the liquid state. Alternatively, using reagents like TEMPO, surface charges can be introduced without hydrolysis so that intensive homogenisation disperses full-length, cellulose nanofbrils (CNFs) [64]. The process technology leading to CNCs and CNFs has been extensively reviewed [65].
These processes were developed with the idea that the nanocellulose products could substitute for glass or carbon fibre in a new generation of sustainable composite materials [23,66]. This vision has yet to become a large-scale commercial reality, mainly due to unsatisfactory fibre-matrix adhesion [67]. Nanocelluloses are in medium-scale commercial production in North America and East Asia, but so far, the limiting factor has been the technologies for utilising the materials rather than their production. Much of the present utilisation is as rheology modifiers in aqueous suspension [68,69] and in a wide range of high-value applications from electronics to biomedicine [70].
A number of developments, mainly still at laboratory scale, could bring nanocellulose composite materials closer to the degree of commercial importance initially envisaged. With chemically milder preparation methods from wood it is possible to leave some of the lignin still present in the fibres, making their surface properties more hydrophobic and more compatible with synthetic matrix polymers [55]. The consequent increase in fibre diameter is acceptable for some purposes. Indeed there is now a continuum of potential fibrillated cellulose products from nanocrystalline celluloses to the micro-scale fibres mentioned in the previous section [55], and varied processes for surface modification [71].
Initially nanocelluloses were manufactured from high-grade purified cellulose, e.g. dissolving pulp. This put a threshold on potential manufacturing costs and embodied energy and carbon, with the capital and energy costs of high-shear homogenisation being a limiting factor [55,68]. If it becomes possible to make usable - not necessarily nanoscale – fibrillated lignocellulose products directly from wood, using milder mechanical disruption methods, costs may come down to more competitive levels [55]. Even though its commercial development has lagged considerably behind basic research, nanocellulose production is widely seen as a commercial growth area and predictions for the medium term (5-10 years) are optimistic [72].
7. Discussion
With the construction sector accounting for about a quarter of global GHG emissions [9], the scale of opportunity for wood products is large. The GHG emission savings that are possible through substituting untreated, or more often preservative-treated, sawn timber for concrete, brick and steel have been widely discussed [5,20]. The ‘macro-particulate’ group of modified wood materials already offer emission savings compared to preservative-treated softwoods, mainly through permitting end-of-life combustion for bioenergy [5]. New methods for processing sawn timber and veneer will lead to further improvements in durability and strength, extending the range of weather-facing applications in which they can compete with traditional materials like concrete and steel. However if these advantages are exploited on a substantial scale the supply of the necessary high-grade raw material will become limiting. Trees of the quality to provide sawn timber account for only about 10% of global wood production [9].
This restriction on scale, and the accompanying pricing disadvantage, will be avoided if the wood modification technologies are adapted to improve the durability and strength of meso-particulate materials, building on the improved forms of oriented-strand board now entering the market. These meso-particulate materials can be made from a wide range of lower-grade wood biomass, currently considered as fit only for bioenergy. They also lift the restriction on the dimensions of beam and panel products.
Applying similar modification processes to make micro-particulate materials will open up a new range of processing possibilities. In particular, extrusion processing would allow the manufacture of products such as guttering and pipes currently made, with extravagant embodied carbon, from PVC and HDPE. Opportunities may also appear for the substitution of steel in other industries such as vehicle manufacture and shipbuilding.
Potentially large savings in net GHG emissions are potentially accessible by diverting wood destined for bioenergy into the manufacture of these materials. However the savings are not, as yet, quantitatively well defined, given the wide variation in the embodied carbon content of both the modified wood materials and the traditional building materials for which they substitute [18,20], the variability of substitution ratios and their dependence on the strength and stiffness of the new materials [5].
These considerations apply to planting as well as post-harvest decisions. The prospect of manufacturing durable products from what would currently be considered biomass-grade timber means that when planting decisions are being made, timber quality should be reduced in priority compared to volume yield, and some aspects of quality may need to be redefined.
8. Conclusions
The technology is now available to bring about transformative change in the production and processing of timber with mitigation of climate change as a central aim [3]. Processes involving densification and chemical modification are commercially well established. New combinations of these two approaches promise large improvements in stability, durability and mechanical performance when applied to solid wood. A key development will be their extension to meso- and micro-particulate wood products, permitting tapping of the large wood resources now consigned to bioenergy. Process energy will add embodied carbon to these new materials but they will still compare favourably with traditional building materials when end-of-life bioenergy recovery is taken into account. The comparison with PVC is particularly favourable. These considerations are not well accounted for in current procedures for, e.g. environmental product declarations or carbon credit calculations, and regulatory as well as subsidy reform may be needed to provide an economic landscape that will encourage change.
Funding
No financial support was received in connection with the preparation of this review.
Acknowledgments
The author thanks P. Livingstone for useful discussions.
Conflicts of Interest
The author declares no conflict of interest.
References
- UCCU. Glasgow Leaders' declaration on forests and land use. Available online: https://ukcop26.org/glasgow-leaders-declaration-on-forests-and-land-use/.
- Forster, E.J.; Healey, J.R.; Dymond, C.; Styles, D. Commercial afforestation can deliver effective climate change mitigation under multiple decarbonisation pathways. Nature Communications 2021, 12. [Google Scholar] [CrossRef] [PubMed]
- FAO. The State of the World's Forests, 2022; FAO: Rome, 2022; Available online: https://www.fao.org/publications/home/fao-flagship-publications/the-state-of-the-worlds-forests/en.
- FAO. Global forest sector outlook 2050. Assessing future demand and sources of timber for a sustainable economy. Background paper for The State of the World’s Forests 2022; FAO: Rome, 2022; Available online: https://www.fao.org/documents/card/en/c/cc2265en.
- Hill, C.A.S. The environmental consequences concerning the use of timber in the built environment. Frontiers in Built Environment 2019. [Google Scholar] [CrossRef]
- Stephenson, A.L.; MacKay, D.J.C. Life cycle impacts of biomass electricity in 2020. In Scenarios for assessing the greenhouse gas impacts and energy input requirements of using North American woody bomass for electricity generation in the UK; UK Department of Energy and Climate Change: London, 2014; pp. 1–154. [Google Scholar]
- Matthews, R.W.; Jenkins, T.A.R.; Mackie, E.D.; Dick, E.C. Forest Yield. A handbook on forest growth and yield tables for British Forestry. 2016, 92. [Google Scholar]
- WPA. Code of Practice: Industrial wood preservation. 2021. Available online: https://www.thewpa.org.uk/resources-for-treated-wood.
- UNECE. Forest Sector Outlook Study 2020-2040; United Nations: Geneva, 2021. [Google Scholar]
- Gaudreault, C.; Miner, R. Temporal aspects in evaluating the greenhouse gas mitigation benefits of using residues from forest products manufacturing facilities for energy production. Journal of Industrial Ecology 2015, 19, 994–1007. [Google Scholar] [CrossRef]
- Ramage, M.H.; Burridge, H.C.; Busse-Wicher, M.; Fereday, G.; Reynolds, T.; Shah, D.U.; Wu, G.; Yu, L.; Fleming, P.; Densley-Tingley, D.; et al. The wood from the trees: The use of timber in construction. Renewable & Sustainable Energy Reviews 2017, 68, 333–359. [Google Scholar] [CrossRef]
- Mitchell, J. Net zero could drive up the global demand for timber, putting at risk the world’s forests. Investment Monitor 2022.
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood modification technologies - a review. Iforest-Biogeosciences and Forestry 2017, 10, 895–908. [Google Scholar] [CrossRef]
- Hastings, A.; Tallis, M.J.; Casella, E.; Matthews, R.W.; Henshall, P.A.; Milner, S.; Smith, P.; Taylor, G. The technical potential of Great Britain to produce ligno-cellulosic biomass for bioenergy in current and future climates. Global Change Biology Bioenergy 2014, 6, 108–122. [Google Scholar] [CrossRef]
- Morrison, R.; Rowe, R.L.; Cooper, H.M.; McNamara, N.P. Multi-year carbon budget of a mature commercial short rotation coppice willow plantation. Global Change Biology Bioenergy 2019, 11, 895–909. [Google Scholar] [CrossRef]
- Chen, C.; Kuang, Y.; Zhu, S.; Burgert, I.; Keplinger, T.; Gong, A.; Li, T.; Berglund, L.; Eichhorn, S.J.; Hu, L. Structure-property-function relationships of natural and engineered wood. Nature Reviews Materials 2020, 5, 642–666. [Google Scholar] [CrossRef]
- Alsabri, A.; Al-Ghamdi, S.G. Carbon footprint and embodied energy of PVC, PE, and PP piping: Perspective on environmental performance. Energy Reports 2020, 6, 364–370. [Google Scholar] [CrossRef]
- Hill, C.; Hughes, M.; Gudsell, D. Environmental impact of wood modification. Coatings 2021, 11. [Google Scholar] [CrossRef]
- Tellnes, L.G.F.; Ganne-Chedeville, C.; Dias, A.; Dolezal, F.; Hill, C.; Escamilla, E.Z. Comparative assessment for biogenic carbon accounting methods in carbon footprint of products: A review study for construction materials based on forest products. Iforest-Biogeosciences and Forestry 2017, 10, 815–823. [Google Scholar] [CrossRef]
- Anderson, J.; Moncaster, A. Embodied carbon, embodied energy and renewable energy: A review of environmental product declarations. Proceedings of the Institution of Civil Engineers-Structures and Buildings 2022. [Google Scholar] [CrossRef]
- Berglund, L.A.; Burgert, I. Bioinspired wood nanotechnology for functional materials. Advanced Materials 2018, 30. [Google Scholar] [CrossRef] [PubMed]
- Tomberlin, K.E.; Venditti, R.; Yao, Y. Life cycle carbon footprint analysis of pulp and paper grades in the United States using production-line-based data and integration. Bioresources 2020, 15, 3899–3914. [Google Scholar] [CrossRef]
- Kim, J.-H.; Shim, B.S.; Kim, H.S.; Lee, Y.-J.; Min, S.-K.; Jang, D.; Abas, Z.; Kim, J. Review of nanocellulose for sustainable future materials. International Journal of Precision Engineering and Manufacturing-Green Technology 2015, 2, 197–213. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Boonstra, M.; Pizzi, A.; Tekely, P.; Militz, H. Characterisation of thermally modified wood: Molecular reasons for wood performance improvement. Holz Als Roh-Und Werkstoff 1998, 56, 149–153. [Google Scholar] [CrossRef]
- Raul Pelaez-Samaniego, M.; Yadama, V.; Lowell, E.; Espinoza-Herrera, R. A review of wood thermal pretreatments to improve wood composite properties. Wood Science and Technology 2013, 47, 1285–1319. [Google Scholar] [CrossRef]
- Hill, C.A.S.; Ramsay, J.; Keating, B.; Laine, K.; Rautkari, L.; Hughes, M.; Constant, B. The water vapour sorption properties of thermally modified and densified wood. Journal of Materials Science 2012, 47, 3191–3197. [Google Scholar] [CrossRef]
- Hakkou, M.; Petrissans, M.; Gerardin, P.; Zoulalian, A. Investigations of the reasons for fungal durability of heat-treated beech wood. Polymer Degradation and Stability 2006, 91, 393–397. [Google Scholar] [CrossRef]
- Jallinoja, M.; Raty, T. Environmental Product Declaration: Lunawood Thermowood. 2019. Available online: https://lunawood.com/environmental-product-declaration/.
- Navi, P.; Girardet, F. Effects of thermo-hydro-mechanical treatment on the structure and properties of wood. Holzforschung 2000, 54, 287–293. [Google Scholar] [CrossRef]
- Welzbacher, C.R.; Wehsener, J.; Rapp, A.O.; Haller, P. Thermo-mechanical densification combined with thermal modification of Norway spruce (Picea abies Karst) in industrial scale - Dimensional stability and durability aspects. Holz als Roh-und Werkstoff 2008, 66, 39–49. [Google Scholar] [CrossRef]
- Jakob, M.; Stemmer, G.; Czabany, I.; Muller, U.; Gindl-Altmutter, W. Preparation of high strength plywood from partially delignified densified wood. Polymers 2020, 12. [Google Scholar] [CrossRef] [PubMed]
- Slabohm, M.; Militz, H. Bonding performance of hot-bonded acetylated beech (Fagus sylvatica L.) laminated veneer lumber (LVL). Wood Material Science & Engineering 2022. [Google Scholar] [CrossRef]
- Song, J.; Chen, C.; Zhu, S.; Zhu, M.; Dai, J.; Ray, U.; Li, Y.; Kuang, Y.; Li, Y.; Quispe, N.; et al. Processing bulk natural wood into a high-performance structural material. Nature 2018, 554, 224. [Google Scholar] [CrossRef] [PubMed]
- Frey, M.; Widner, D.; Segmehl, J.S.; Casdorff, K.; Keplinger, T.; Burgert, I. Delignified and densified cellulose bulk materials with excellent tensile properties for sustainable engineering. Acs Applied Materials & Interfaces 2018, 10, 5030–5037. [Google Scholar] [CrossRef]
- Frey, M.; Biffi, G.; Adobes-Vidal, M.; Zirkelbach, M.; Wang, Y.; Tu, K.; Hirt, A.M.; Masania, K.; Burgert, I.; Keplinger, T. Tunable wood by reversible interlocking and bioinspired mechanical gradients. Advanced Science 2019, 6. [Google Scholar] [CrossRef]
- Gan, W.; Chen, C.; Wang, Z.; Song, J.; Kuang, Y.; He, S.; Mi, R.; Sunderland, P.B.; Hu, L. Dense, self-formed char layer enables a fire-retardant wood structural material. Advanced Functional Materials 2019, 29. [Google Scholar] [CrossRef]
- Xiao, S.L.; Chen, C.J.; Xia, Q.Q.; Liu, Y.; Yao, Y.; Chen, Q.Y.; Hartsfield, M.; Brozena, A.; Tu, K.K.; Eichhorn, S.J.; et al. Lightweight, strong, moldable wood via cell wall engineering as a sustainable structural material. Science 2021, 374, 465–471. [Google Scholar] [CrossRef]
- Rowell, R.M. Acetylation of wood - Journey from analytical technique to commercial reality. Forest Products Journal 2006, 56, 4–12. [Google Scholar]
- Thygesen, L.G.; Engelund, E.T.; Hoffmeyer, P. Water sorption in wood and modified wood at high values of relative humidity. Part I: Results for untreated, acetylated, and furfurylated Norway spruce. Holzforschung 2010, 64, 315–323. [Google Scholar] [CrossRef]
- Rowell, R.M.; Ibach, R.E.; McSweeny, J.; Nilsson, T. Understanding decay resistance, dimensional stability and strength changes in heat-treated and acetylated wood. Wood Material Science & Engineering 2009, 4, 14–22. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, T.; Crocetti, R.; Walinder, M. Experimental investigation on mechanical properties of acetylated birch plywood and its angle-dependence. Construction and Building Materials 2022, 344. [Google Scholar] [CrossRef]
- Del Rio, D.D.F.; Sovacool, B.K.; Griffiths, S.; Bazilian, M.; Kim, J.; Foley, A.M.; Rooney, D. Decarbonizing the pulp and paper industry: A critical and systematic review of sociotechnical developments and policy options. Renewable & Sustainable Energy Reviews 2022, 167. [Google Scholar] [CrossRef]
- Li, Y.; Vasileva, E.; Sychugov, I.; Popov, S.; Berglund, L. Optically transparent wood: Recent progress, opportunities, and challenges. Advanced Optical Materials 2018, 6. [Google Scholar] [CrossRef]
- Zhu, M.; Song, J.; Li, T.; Gong, A.; Wang, Y.; Dai, J.; Yao, Y.; Luo, W.; Henderson, D.; Hu, L. Highly anisotropic, hghly tansparent wood composites. Advanced Materials 2016, 28, 5181. [Google Scholar] [CrossRef]
- Zhu, M.; Li, T.; Davis, C.S.; Yao, Y.; Dai, J.; Wang, Y.; AlQatari, F.; Gilman, J.W.; Hu, L. Transparent and haze wood composites for highly efficient broadband light management in solar cells. Nano Energy 2016, 26, 332–339. [Google Scholar] [CrossRef]
- Nishiyama, Y.; Langan, P.; O'Neill, H.; Pingali, S.V.; Harton, S. Structural coarsening of aspen wood by hydrothermal pretreatment monitored by small- and wide-angle scattering of X-rays and neutrons on oriented specimens. Cellulose 2014, 21, 1015–1024. [Google Scholar] [CrossRef]
- Barnett, J.R.; Bonham, V.A. Cellulose microfibril angle in the cell wall of wood fibres. Biological Reviews 2004, 79, 461–472. [Google Scholar] [CrossRef]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood composites and their polymer binders. Polymers 2020, 12. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Manohar, S.Y.; Laksana, R.P.B.; Widya, F.; Maya, I.; Faizatul, F.; Solihat, N.N.; Sari, F.P.; Wahyu, H. The removal of cured urea-formaldehyde adhesive towards sustainable medium density fiberboard production: A review. Jurnal Sylva Lestari 2021, 9, 23–44. [Google Scholar] [CrossRef]
- Arias, A.; Gonzalez-Rodriguez, S.; Vetroni Barros, M.; Salvador, R.; de Francisco, A.C.; Piekarski, C.M.; Teresa Moreira, M. Recent developments in bio-based adhesives from renewable natural resources. Journal of Cleaner Production 2021, 314. [Google Scholar] [CrossRef]
- Pipiska, T.; Paril, P.; Cermak, P.; Domeny, J.; Kral, P.; Kamke, F. Effect of chemical and thermal modification, and material replacement on strand board properties. European Journal of Wood and Wood Products 2020, 78, 565–575. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Traboulay, E. Dimensional stability of OSB made from acetylated Fir strands. Holz als Roh- und Werkstoff 2002, 60, 84–87. [Google Scholar] [CrossRef]
- Gedara, A.K.A.; Chianella, I.; Endrino, J.L.; Zhang, Q. Adhesiveless bonding of wood - A review with a focus on wood welding. Bioresources 2021, 16, 6448–6470. [Google Scholar] [CrossRef]
- Lichtenegger, H.; Reiterer, A.; Stanzl-Tschegg, S.E.; Fratzl, P. Variation of cellulose microfibril angles in softwoods and hardwoods - A possible strategy of mechanical optimization. Journal of Structural Biology 1999, 128, 257–269. [Google Scholar] [CrossRef]
- Li, T.; Chen, C.; Brozena, A.H.; Zhu, J.Y.; Xu, L.; Driemeier, C.; Dai, J.; Rojas, O.J.; Isogai, A.; Wagberg, L.; et al. Developing fibrillated cellulose as a sustainable technological material. Nature 2021, 590, 47–56. [Google Scholar] [CrossRef]
- Mai, C.; Direske, M.; Varel, D.; Weber, A. Light medium-density fibreboards (MDFs): Does acetylation improve the physico-mechanical properties? European Journal of Wood and Wood Products 2017, 75, 739–745. [Google Scholar] [CrossRef]
- Ahmed, S.A.; Adamopoulos, S.; Li, J.Q.; Kovacikova, J. Prediction of mechanical performance of acetylated MDF at different humid conditions. Applied Sciences-Basel 2020, 10. [Google Scholar] [CrossRef]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries! Bioresource Technology 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Vaisanen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Management 2016, 54, 62–73. [Google Scholar] [CrossRef] [PubMed]
- Leu, S.-Y.; Yang, T.-H.; Lo, S.-F.; Yang, T.-H. Optimized material composition to improve the physical and mechanical properties of extruded wood-plastic composites (WPCs). Construction and Building Materials 2012, 29, 120–127. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Krause, C.; Wolcott, M. Effect of fiber length on processing and properties of extruded wood-fiber/HDPE composites. Journal of Applied Polymer Science 2008, 110, 1085–1092. [Google Scholar] [CrossRef]
- Jiang, F.; Li, T.; Li, Y.; Zhang, Y.; Gong, A.; Dai, J.; Hitz, E.; Luo, W.; Hu, L. Wood-based nanotechnologies toward sustainability. Advanced Materials 2018, 30. [Google Scholar] [CrossRef]
- Thomas, B.; Raj, M.C.; Athira, K.B.; Rubiyah, M.H.; Joy, J.; Moores, A.; Drisko, G.L.; Sanchez, C. Nanocellulose, a versatile green platform: From biosources to materials and their applications. Chemical Reviews 2018, 118, 11575–11625. [Google Scholar] [CrossRef] [PubMed]
- Isogai, A.; Saito, T.; Fukuzumi, H. TEMPO-oxidized cellulose nanofibers. Nanoscale 2011, 3, 71–85. [Google Scholar] [CrossRef]
- Dhali, K.; Ghasemlou, M.; Daver, F.; Cass, P.; Adhikari, B. A review of nanocellulose as a new material towards environmental sustainability. Science of the Total Environment 2021, 775. [Google Scholar] [CrossRef]
- Dufresne, A. Nanocellulose: A new ageless bionanomaterial. Materials Today 2013, 16, 220–227. [Google Scholar] [CrossRef]
- Gardner, D.J.; Oporto, G.S.; Mills, R.; Samir, M.A.S.A. Adhesion and surface issues in cellulose and nanocellulose. Journal of Adhesion Science and Technology 2008, 22, 545–567. [Google Scholar] [CrossRef]
- Yadav, C.; Saini, A.; Zhang, W.; You, X.; Chauhan, I.; Mohanty, P.; Li, X. Plant-based nanocellulose: A review of routine and recent preparation methods with current progress in its applications as rheology modifier and 3D bioprinting. International Journal of Biological Macromolecules 2021, 166, 1586–1616. [Google Scholar] [CrossRef] [PubMed]
- Balea, A.; Fuente, E.; Concepcion Monte, M.; Merayo, N.; Campano, C.; Negro, C.; Blanco, A. Industrial application of nanocelluloses in papermaking: A review of challenges, technical solutions, and market perspectives. Molecules 2020, 25. [Google Scholar] [CrossRef] [PubMed]
- Charreau, H.; Cavallo, E.; Laura Foresti, M. Patents involving nanocellulose: Analysis of their evolution since 2010. Carbohydrate Polymers 2020, 237. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Biswas, S.K.; Han, J.; Tanpichai, S.; Li, M.-C.; Chen, C.; Zhu, S.; Das, A.K.; Yano, H. Surface and interface engineering for nanocellulosic advanced materials. Advanced Materials 2021, 33. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindstrom, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today's state. Materials Today 2018, 21, 720–748. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



