
Submitted:
03 June 2023
Posted:
05 June 2023
You are already at the latest version
Abstract
Aqueous enzymatic method is a green oil extraction technology with limited industrial application owing to the need for demulsification of the oil body intermediate product. Existing demulsification methods have problems including low demulsification rates and high costs, such that new methods are needed. Free fatty acids produced by lipid hydrolysis can affect the stability of peanut oil body (POB) at a certain concentration. After screening even-carbon fatty acids with carbon chain lengths below ten, caproic acid was selected for demulsification of POB using response surface methodology and a Box–Behnken design. Under the optimal conditions (caproic acid concentration, 0.22%; material-to-liquid ratio, 1:4.7 (w/v); time, 61 min; and temperature, 79 C), a demulsification rate of 97.87% was achieved. Caproic acid not only adjusted the reaction system pH to cause aggregation of the POB interfacial proteins, but also decreased the interfacial tension and viscoelasticity of the interfacial film with increasing caproic acid concentration to realize POB demulsification. Compared with pressed oil and soxhlet-extracted oil, the acid value and peroxide value of caproic acid demulsified oil were increased, while the unsaturated fatty acid content and oxidation induction time were decreased. However, the tocopherol and tocotrienol contents were higher than those of the soxhlet-extracted oil. This study provides a new method for the demulsification of POB.
Keywords:
Peanut oil body
; caproic acid
; demulsification
; oil quality
1. Introduction
The peanut (Arachis hypogaea L.) is an important oilseed crop grown worldwide. The annual peanut output of China accounts for 36% of global production. Peanuts are rich in oil, protein, and carbohydrates, and are commonly used for peanut oil extraction and consumption as food (such as peanut butter)(Bonku & Yu, 2020; J. Ji, Liu, & Wang, 2020). Peanut oil contains about 80% unsaturated fatty acids, and other nutrients including tocopherol, phytosterol, and squalene, resulting in effective reduction of the incidence of diabetes and cardiovascular diseases, and delayed progression of atherosclerosis(F. Jiang et al., 2020).
Traditional peanut oil extraction methods include cold pressing (CP), solvent extraction (SE), and aqueous extraction (AE). The peanut oil extraction rate using CP is low, which limits its industrial application. The peanut oil extraction rate using SE is high, but problems include solvent residue and production safety. The peanut meal obtained after high-temperature desolvation can only be used as feed, leading to wasted protein resources(Diaz-Suarez et al., 2021; Fang, Fei, Sun, & Jin, 2016). AE is applied to crushed oil plants using water as the extraction medium, wherein the oil and water are then separated by utilizing the different affinities of different components in the materials for water, and differences in the oil and water densities. However, the extraction rate of AE is low, with most oil remaining in the oilseed cells in the form of oil bodies (OBs)(Chen, Li, Ren, & Liu, 2016). Aqueous enzymatic extraction (AEE) is based on AE with added enzyme preparation to enzymatically hydrolyze the oilseed cell wall, resulting in accelerated release of oil/OBs from oilseed cells(Latif, Diosady, & Anwar, 2008). Commonly used enzyme preparations are divided into protease (Alcalase 2.4L, flavor protease, papain) and glycosidase (cellulase, hemicellulase, pectinase, viscozyme L) categories(J. Li et al., 2013; X.-J. Li et al., 2016). During protease use, storage proteins and oil body interface proteins (OBIPs) are enzymatically hydrolyzed into small peptide molecules, resulting in a low protein extraction rate and oil release from inside the OBs. However, glycosidase has no effect on storage proteins and OBIPs, allowing high-quality nonenzymatic protein and intact OBs to be obtained(C. Liu, Chen, & Xia, 2022; Tabtabaei & Diosady, 2013). Owing to their good emulsification, thermal stability, and nutrient-rich properties, OBs are often used in natural emulsifiers, plant dairy products, and drug embedding, among other applications(Khor, Shen, & Kraemer, 2013; Yan, Zhao, Kong, Hua, & Chen, 2016). Accordingly, glycosidase is currently receiving greater interest.
Enzyme use is dependent on the oilseed type and cell wall composition. In previous work, our team found that viscozyme L efficiently degraded cellulose, hemicellulose, and pectin in peanut cell walls, and accelerated the release of peanut oil bodies (POBs) and proteins, with highest yields of 93.67% and 76.84%, respectively(Gao, Liu, Yao, & Chen, 2021; C. Liu, Hao, Chen, & Zhu, 2020). When peanut oil is extracted by AEE (using glycosidase), the intermediate POBs must be demulsified to release internal oil.
OBs are submicron-sized organelles that store triacylglycerols and are mainly composed of 94.21–98.17 wt% neutral lipids, 0.60–3.00 wt% OBIPs, and 0.60–2.00 wt% phospholipids(J. T. C. Tzen, Cao, Laurent, Ratnayake, & Huang, 1993). These three components form a spherical structure with a neutral lipid core and an interfacial membrane (protein–phospholipid interaction) outer layer(Penno, Hackenbroich, & Thiele, 2013). OBs can remain stable under certain environmental conditions. Their stability is mainly determined by internal factors (composition and structure of interfacial membrane) and external environmental factors (pH and temperature). When OBIPs and phospholipids are hydrolyzed by protease or phospholipase, the structure and integrity of the OB interface membrane are destroyed and the internal oil is released(L. H. Jiang, Hua, Wang, & Xu, 2010; Lamsal & Johnson, 2007). The reaction system pH is close to the isoelectric point of OBIPs, and OBs were demulsified due to the aggregation of OBIPs(Ramin & Karamatollah, 2017). Heating, freeze–thaw cycling, microwave irradiation, high-pressure CO2, inorganic salts, and enzymes can all cause OB demulsification(Dybowska & Krupa-Kozak, 2020; L. Ji et al., 2013; Lin et al., 2007; Longzheng, Fusheng, Kunlun, Tingwei, & Lianzhou, 2020; Nagao, Takahashi, Shono, & Otake, 2010; Pengfei et al., 2017). Owing to low demulsification rates, high costs, poor oil quality, and the subsequent required demulsification process, existing demulsification methods cannot meet the needs of industrial production, forcing researchers to seek new demulsification methods.
During the oil extraction process, oil is hydrolyzed to produce free fatty acids, and the hydroxyl hydrogen atom of the fatty acids can ionize to hydrogen cations. When these fatty acids reach a certain concentration, they can adjust the reaction system pH to demulsify OBs. Added fatty acids can be removed in the subsequent oil refining process. Odd-carbon fatty acids are mostly toxic, while fatty acids with more than ten carbon atoms are solid at room temperature. Therefore, even-carbon fatty acids with a carbon chain length below ten were selected for demulsification tests. In this study, POB was first extracted by AEE (viscozyme L), followed by the screening of fatty acids and optimization of the demulsification process. The oil obtained by fatty acid demulsification was compared with those obtained by pressing and Soxhlet extraction, and the demulsification mechanism was explored.
2. Materials and Methods
2.1. Materials
Peanuts (Yuhua-23) were purchased at a local market (Henan province, China). Pressed crude peanut oil and Soxhlet-extracted crude peanut oil were prepared in the laboratory. All chemicals and reagents were purchased from Aladdin Reagent Co., Ltd., and were of analytical reagent grade or higher. Viscozyme L was purchased from Novozymes (Bagsvaerd, Denmark).
2.2. Extraction of peanut oil body by aqueous enzymatic extraction
POBs were extracted using AEE as described by Li et al.(P. F. Li et al., 2017), with some modifications. Peanuts were mixed with deionized water 1:5 (w/v), soaked at 4 °C for 8 h, and washed with deionized water 2–3 times, before adding more deionized water. The water-treated peanuts were then crushed with a tissue shredder (C022E, Joyoung Co., Ltd., Shandong, China) for 2 min to form peanut milk. Viscozyme L (2.00%, v/w) was added for enzymatic hydrolysis at 50 °C for 2 h. After centrifugation at 5000 rpm for 10 min, the upper POBs were extracted and stored at 4 °C. Further analyses were performed within 24 h.
2.3. Screening of fatty acids
Using a material-to-liquid ratio of 1:5 (w/v), temperature of 60 °C, and time of 60 min, the pH value of the POB was adjusted to the POB interfacial protein isoelectric point (pH 4.50) using formic acid, acetic acid, butyric acid, caproic acid, and caprylic acid, respectively, and the demulsification rates were recorded. The demulsification rate was calculated using equation (1):
2.4. Optimization of fatty acid demulsification
The fatty acid selected from the previous experiment was used to optimize the demulsification of POBs. The optimal extraction concentration (%), material-to-liquid ratio (w/v), time (min), and temperature (°C) were determined by Box–Behnken design (BBD) using response surface methodology (RSM). The generalized polynomial model used to predict the corresponding variable is shown in equation (2):
where Y is the predicted response, β0, βi, βij, βii are the regression coefficients for intercept, linear, interaction and square, respectively, and Xi and Xj are the independent coded variables. The coding levels of the response surface factors are shown in the Table 1. Design expert software Version 8 (Stat-Ease, Inc., Minneapolis, MN, USA) was used to perform data analysis and RSM.
2.5. Sodium dodecyl sulfate–polyacrylamide gel electrophoresis (SDS-PAGE)
SDS-PAGE was used to analyze the composition of OBIPs, as described by Zhou et al.(Zhou, Chen, Liu, Zhu, & Jiang, 2020). The POB protein content was measured by Kjeldahl nitrogen determination, with 1:1.5 (w/w) sodium lauryl sulfate added to elute OBIPs, and the lower aqueous phase extracted by centrifugation and mixed with the loading buffer in a ratio of 1:1 (v/v) to achieve a final protein content of 5 mg/mL. The concentrations of the concentrated gel and separating gel were 5% and 12%, respectively.
2.6. Physicochemical properties
The acid value and peroxide value were determined using AOCS official methods Cd 3-25 and Cd 3d-63.
2.7. Fatty acid composition
The Folch method was used to extract lipids from POB(Folch, Lees, & Sloane Stanley, 1957). The fatty acid composition was determined by gas chromatography (Agilent Technologies chromatograph model 5975 inert XL Net Work GC system) equipped with a flame ionization detector. The oil was converted into fatty acid methyl esters according to the method described by Fozo et al.(Fozo & Quivey, 2004). The gas chromatography conditions were as follows: HP-88 capillary column (100 m × 250 μm × 0.20 μm); programmed heating, increased from 140 °C (held for 1 min) to 240 °C (held for 20 min) at 4 °C/min; inlet temperature, 260 °C; flame ionization detector temperature, 260 °C.
2.8. Determination of tocol (tocopherol and tocotrienol) contents
The tocopherol and tocotrienol contents in peanut oil were determined according to the method of Ji et al.(J. Ji, Liu, Shi, Wang, & Wang, 2019). Qualitatively and quantitatively determination of was then performed according to the standard solution and standard curve.
2.9. Oxidation stability
The oxidative stability was determined by measuring the oxidation time using Rancimat apparatus (Metrohm CH series743). At 120±0.2 °C, peanut oil (5.0 g) was charged with air at a rate of 20 L/h and the volatile compounds produced by peanut oil were introduced into pure water. Resulting changes in the electrical conductivity of the pure water were then continuously observed.
2.10. Statistical analysis
All tests were performed in triplicate, data were expressed as means±standard deviation. Plots were drawn using Origin 8.5 software. Data were subjected to statistical analysis using the SPSS 17.0 software package (SPSS Inc., Chicago, IL). One-way analysis of variance (ANOVA) was used to analyze significant differences (P < 0.05).
3. Results and Discussion
3.1. Fatty acid screening
Common short-chain fatty acids, including formic acid, acetic acid, butyric acid, caproic acid, and caprylic acid, were screened by addition to the POBs to obtain a POB pH value of 4.5 (the isoelectric point of OBIPs). The resulting demulsification rates are shown in Figure 1. Without fatty acid addition, the POB demulsification rate at pH 4.5 was 74.29%, which was lower than that reported by Chabrand et al. (83.00%)(Chabrand, Kim, Zhang, Glatz, & Jung, 2008). This difference might be due to different oilseed types, extraction methods, and OB compositions. The demulsification rate was significantly increased by the addition of different fatty acids, with caproic acid and caprylic acid affording demulsification rates of 93.10% and 93.01%, respectively. The improved demulsification rate with fatty acid addition indicated that fatty acids effectively reduced the stability of the POB interface film, causing release of the internal oil. As the most effective fatty acid, caproic acid was selected for subsequent experiments.
3.2. Single-factor experiments
3.2.1. Caproic acid concentration
The effect of caproic acid concentration on the POB demulsification rate is shown in Figure 2. With increasing caproic acid concentration, the POB demulsification rate showed an initial increase and subsequent decrease. When the caproic acid concentration was 0.2% (v/w), the demulsification rate was highest, at 96.16%. The POB interfacial membrane is mainly composed of interfacial proteins and phospholipids. As amphiphilic molecules, the solubility of OBIPs was reduced at acidic pH, and interfacial adsorption and diffusion was inhibited, resulting in decreased POB stability. The POB stability was worst at pH values close to the isoelectric point(Yang, Cao, Cao, Lu, & Su, 2018). As a low-molecular-weight fatty acid, caproic acid can provide a large amount of hydrogen ions to adjust the reaction system pH, decreasing the pH value with an increasing caproic acid concentration.
When the caproic acid concentration was less than 0.20%, the demulsification rate increased with increasing caproic acid concentration, while the reaction system pH decreased, albeit remaining higher than the isoelectric point of OBIPs, such that the contact between caproic acid and POBs was insufficient(Su, Hoang Chinh, Thi Loan, & Huang, 2019). When the concentration was 0.20%, the reaction system pH was 4.53, which was close to the isoelectric point of OBIPs, and the demulsification rate obtained was highest. However, with increasing concentration greater than 0.20%, the pH value decreased and was far from the isoelectric point, and the POB demulsification rate decreased. Therefore, caproic acid concentrations of 0.10%–0.30% (v/w) were selected for response surface tests.
3.2.2. Material-to-liquid ratio
Figure 3 shows the effect of the material-to-liquid ratio (ratio of POBs to water; 1:3–1:7, w/v) on the demulsification rate. With an increasing materials-to-liquid ratio, the POB demulsification rate initially increased and then decreased, with the maximum demulsification rate of 96.00% achieved at a ratio of 1:5. The material-to-liquid ratio determined the POB concentration, caproic acid concentration, and uniformity of the reaction system during the demulsification process(Q. Liu et al., 2019). When the material-to-liquid ratio was less than 1:5, the reaction system had high viscosity, such that caproic acid could not achieve full contact with the POBs(Dash, Pathak, & Pradhan, 2021). A lower material-to-liquid ratio resulted in a lower reaction system pH (below the isoelectric point of OBIPs (4.50)) and, therefore, a decreased POB demulsification rate. When the material-to-liquid ratio was greater than 1:5, not only was the caproic acid concentration reduced and the contact area between caproic acid and POBs increased, but also the reaction system pH was greater than the isoelectric point of OBIPs, resulting in a lower demulsification rate(Hu et al., 2020). Finally, material-to-liquid ratios of 1:4–1:6 (w/v) were selected for response surface tests.
3.2.3. Reaction time
The effect of reaction time on the POB demulsification rate is shown in Figure 4. With increasing reaction time in the range of 20–60 min, the POB demulsification rate increased significantly, reaching the maximum value of 96.00% at 60 min. As the reaction time was further increased, the demulsification rate showed a stable gradual increase. The reaction time effects the POB demulsification rate through two mechanistic steps; initially, caproic acid diffuses into the POB surface, and then enters the POB interior to promote peanut oil release(Dash et al., 2021). Owing to its slightly water-soluble nature, caproic acid diffused to the surface of POBs slowly. Within 20–60 min, the reaction between caproic acid and POBs became more extensive with increasing time, resulting in an increased demulsification rate. An excessive reaction time might lead to the degradation of oil quality, unnecessary energy consumption, and by-product formation(Yusoff, Gordon, Ezeh, & Niranjan, 2016). Therefore, reaction times of 40–80 min were selected for response surface tests.
3.2.4. Temperature
Figure 5 shows the effect of temperature on the POB demulsification rate. The POB demulsification rate significantly increased with increasing temperature between 40 and 70 °C. The highest demulsification rate of 96.11% was obtained at 70 °C. The demulsification rate plateaued at temperatures exceeding 70 °C. The increased reaction temperature reduced the surface tension and viscosity of POBs, resulting in improved diffusion of caproic acid in the reaction system and improved contact with POBs. Furthermore, temperature could cause the OBIP structure to expand, exposing more binding sites and increasing the demulsification rate(Q. Liu et al., 2019). When the temperature exceeded 70 °C, the POB demulsification rate did not change significantly, but nutrients in the demulsified peanut oil that could not withstand high temperatures became denatured with increasing temperature, resulting in decreased quality(Passos, Yilmaz, Silva, & Coimbra, 2009; Yusoff et al., 2016). Finally, reaction temperatures of 60–80 °C were selected for response surface tests.
3.3. RSM model development
With the demulsification rate as the response value (Y), and the caproic acid concentration (X1), material-to-liquid ratio (X2), reaction time (X3), and temperature (X4) as independent variables, the corresponding experimental design and results are shown in Table 2. A total of 29 runs were performed in this experiment, with the demulsification rate ranging from 87.08% to 97.83%.
According to the results, regression fitting was conducted for each factor, and the following multiple regression equation was obtained, as shown in equation (3):
Y = 96.71 + 1.45X1 + 0.28X2 + 1.68X3 + 2.26X4 + 0.60X1X2 − 0.65X1X3 − 0.43X1X4 − 0.64X2X3 − 0.31X2X4 − 0.65X3X4 − 2.70X12 − 1.47X22 − 1.82X32 − 1.11X42
The results of variance analysis are shown in Table 3. The model p value was less than 0.0001, indicating that the model was significant. Although the lack of fit was not significant (p > 0.05). The caproic acid concentration (X1), reaction time (X3), and temperature (X4) had extremely significant effects on the demulsification rate, while the material-to-liquid ratio (X2) did not have a significant effect. The significance order of the factors was temperature > time > concentration. The correlation coefficient of the model (R2) was 0.9494, and the adjusted correlation coefficient (R2adj) was 0.8989. Therefore, the regression model predicted the effect of caproic acid on the demulsification rate of POBs.
3.4. Determination of optimal conditions
The optimal demulsification process predicted by the regression model had a caproic acid concentration of 0.22%, material-to-liquid ratio of 1:4.73 (w/v), reaction time of 61.2 min, and temperature of 78.9 °C, the predicted demulsification rate was 97.87%. To facilitate the actual operation, the predicted conditions were modified to a caproic acid concentration of 0.22%, material-to-liquid ratio of 1:4.7 (w/v), reaction time of 61 min, and temperature of 79 °C. The actual demulsification rate was 97.64±0.42%, representing a 0.23% difference from the predicted value, which indicated that the actual value was close to the predicted value, and the model was reliable and applicable to accurate prediction of the POB demulsification rate.
3.5. Caproic acid demulsification mechanism
As shown in Figure 6, under acidic pH conditions, POBs had been demulsified at pH 4.00, 4.50, and 5.00, with the maximum demulsification rate of 60.84% obtained at pH 4.50. At pH 4.50, the OBIPs were at their isoelectric point and the proteins aggregated to release the oil inside POBs. Owing to differences in the peanut raw materials and oil extraction methods, different POBs have different isoelectric points. POBs extracted by Wang et al.(W. Wang et al., 2019) had an isoelectric point of pH 4.70, while those extracted by Tzen et al.(J. T. Tzen, Peng, Cheng, Chen, & Chiu, 1997) had isoelectric points of pH 5.00–6.00. The demulsification rate was lower than the 82.00% reported by Chabrand et al.(Chabrand et al., 2008) due to the demulsification rate not reaching the maximum value under the optimal conditions in this experiment.
For POBs and deionized water mixed at a 1:5 (w/v) ratio, the pH value of the reaction system after adding caproic acid at different concentrations is shown in Figure 7. With increasing caproic acid concentration, the reaction system pH initially decreased sharply, and then the decreased more slowly. Caproic acid has been shown to release large amounts of hydrogen ions to adjust the pH value of the system. Compared with pH demulsification, caproic acid affords a higher demulsification rate. The addition of caproic acid can reduce the pH value of the reaction system, with the highest demulsification rate obtained when the amount of caproic acid added causes the reaction system pH to reach the isoelectric point of POBs. As shown in Figure 8, no difference in the composition of OBIPs was observed before and after demulsification with caproic acid, indicating that caproic acid adsorbed to the POB surface more quickly, and reduced the interfacial tension of POBs more effectively, compared with OBIPs(Tuntiwiwattanapun, Tongcumpou, Haagenson, & Wiesenborn, 2013). In summary, the mechanism of caproic acid demulsification was divided into two parts. First, caproic acid reduced the reaction system pH, causing OBIP aggregation. Second, caproic acid addition significantly reduced the interfacial tension and reduced the viscoelasticity of the interfacial film with increasing caproic acid concentration, achieving demulsification(Z. Li et al., 2018).
3.6. Physicochemical properties of caproic acid demulsified oil
As shown in Table 4, the acid value and peroxide value of pressed oil were lowest among the three types of peanut crude oil, while the acid value and peroxide value of caproic acid demulsified oil were significantly higher, at 0.62 mg KOH/g and 0.23 g/100g, respectively, than those of pressed oil and soxhlet-extracted oil. The acid value of caproic acid demulsified oil was highest, perhaps due to a small amount of caproic acid being dissolved in peanut oil during the demulsification process, and the high temperature of caproic acid demulsification leading to oil hydrolysis, which increased the free fatty acid content. The peroxide value increased due to differences in the chemical composition of lipids (free fatty acids, natural antioxidants, and pro-oxidants) and their tolerance to environmental factors leading to oxidation reactions in lipids(Bederska-Lojewska et al., 2021). Free fatty acids and peroxides in caproic acid demulsified oil can be removed by subsequent oil refining.
3.7. Fatty acid composition
The fatty acid composition of crude peanut oil was analyzed using three different methods, as shown in Table 5. A total of nine fatty acids were detected. Among saturated fatty acids, palmitic acid (C16:0) and stearic acid (C18:0) were the most abundant, with small amounts of behenic acid (C22:0) and lignoceric acid (C24:0) also present. The oleic acid (C18:1) content was highest among monounsaturated fatty acids, accounting for about 37.75%–38.19% of the total fatty acid content. The only polyunsaturated fatty acid detected was linoleic acid (C18:2), accounting for 38.90%–40.67% of the total fatty acid content. Different fatty acid compositions in the crude peanut oil were obtained by the three extraction methods. No erucic acid was detected in the pressed oil and soxhlet-extracted oil, while 0.25% erucic acid was found in the caproic acid demulsified oil. The three crude oils had similar unsaturated fatty acid contents, at about 80%, with oleic acid and linoleic acid being the most abundant. Oleic acid is considered to be the healthiest dietary fatty acid owing to its ability to lower cholesterol, regulate blood lipids, and lower blood sugar(Gong et al., 2018). The oleic acid and linoleic acid contents were similar, with a relative content ratio close to 1. The stability index, namely, the oleic acid/linoleic acid (O/L) ratio, is usually used to evaluate the quality of peanuts and peanut products. From the modern nutritional perspective, a high O/L value indicates a product with better shelf life and higher nutritional value(Capellini, Giacomini, Cuevas, & Rodrigues, 2017; Xu et al., 2021).
3.8. Total tocopherol and tocotrienol contents
Tocopherols are important endogenous antioxidants that can inhibit the internal and external oxidation of vegetable oil, and improve the antioxidant capacity of vegetable oil by inhibiting primary oxidation in free radical chain reactions(Jiao et al., 2014). The degree of inhibition of oil oxidation rancidity is positively correlated with the tocopherol content(Mahatma et al., 2016). Four types of tocopherol (α, β, γ, δ) and two types of tocotrienol (α, γ) were detected in the three types of peanut oils, and the specific contents are shown in Table 6.
Peanut oil mainly comprised α-tocopherol and γ-tocopherol, which accounted for 83.21%–86.56% of the total content. The total tocopherol content decreased in the order pressed oil > caproic acid demulsified oil > soxhlet-extracted oil. The total tocopherol content of caproic acid demulsified oil was 3.23% lower than that of pressed oil, which might be due to the former process being conducted at a higher temperature, resulting in some tocopherols undergoing reactions to reduce final content. Meanwhile, the total tocopherol content of caproic acid demulsified oil was higher than that of soxhlet-extracted oil. This was due to tocopherol being dissolved in peanut oil, and POB, as a storage lipid, not being destroyed during the AEE process. The POB structure and composition were complete, which can avoid the interaction of tocopherol with polysaccharides and proteins, ultimately reducing tocopherol loss(Chiacchierini, Mele, Restuccia, & Vinci, 2007; Q. Wang, Gao, Yang, & Nishinari, 2021).
3.9. Oxidation stability
Accelerated oxidation experiments were conducted on the three types of peanut oil, and the results are shown in Figure 9. Air was continuously injected into the oil at high temperature (120 °C) and volatile substances produced by the oil were introduced into pure water through the air. During this process, the conductivity of the pure water was continuously observed and the inflection point of the oxidation curve was detected, with the latter taken as the oxidation induction time, which reflects the oil stability(B. Liu, Du, Zeng, Chen, & Niu, 2009). The oxidation induction times of pressed oil, soxhlet-extracted oil, and caproic acid demulsified oil were 3.43, 1.63, and 0.07 h, respectively. Therefore, the oxidation induction time of caproic acid demulsified oil was significantly lower than those of the other two peanut oils. During the caproic acid demulsification process, a small amount of caproic acid entered the peanut oil, which induced the oil oxidation reaction during oxidation induction, resulting in a significant decrease in induction time. This caproic acid can be removed by subsequent oil refining, which can improve the oxidative stability of the demulsified oil.
4. Conclusions
Among even-carbon fatty acids with carbon chain lengths below ten, caproic acid afforded the highest demulsification rate of POBs obtained by AEE (Viscozyme L). Through RSM optimization, a highest demulsification rate of 97.87% was obtained under optimal experimental conditions (caproic acid concentration, 0.22%; material-to-liquid ratio, 1:4.7 (w/v); time, 61 min; and temperature, 79 °C). Caproic acid not only reduced the reaction system pH, but also caused OBIPs to aggregate. Simultaneously, with increasing caproic acid concentration, the interfacial tension and viscoelasticity of the interface film were significantly reduced, resulting in POB demulsification. During POB demulsification, caproic acid addition, oil hydrolysis, and high temperatures led to increased acid and peroxide values for the caproic acid demulsified oil. Furthermore, the unsaturated fatty acid content and oxidation induction time were decreased, but the tocopherol and tocotrienol contents were effectively retained. The quality of caproic acid demulsified oil can be improved by removing free fatty acids through oil refining. Fatty acid demulsification provided a novel strategy and technology for the demulsification of POBs extracted by AEE.
Declaration of competing interests
The authors have declared no conflict of interest.
Acknowledgments
We gratefully acknowledge financial support received from the National Natural Science Foundation of China (U21A20270).
References
- Bederska-Lojewska, D., Pieszka, M., Marzec, A., Rudzinska, M., Grygier, A., Siger, A., Cieslik-Boczula, K., Orczewska-Dudek, S., & Migdal, W. (2021). Physicochemical Properties, Fatty Acid Composition, Volatile Compounds of Blueberries, Cranberries, Raspberries, and Cuckooflower Seeds Obtained Using Sonication Method. Molecules, 26 (24).
- Bonku, R., & Yu, J. (2020). Health aspects of peanuts as an outcome of its chemical composition. Food Science and Human Wellness, 9 (1), 21-30.
- Capellini, M. C., Giacomini, V., Cuevas, M. S., & Rodrigues, C. E. C. (2017). Rice bran oil extraction using alcoholic solvents: Physicochemical characterization of oil and protein fraction functionality. Industrial Crops and Products, 104, 133-143.
- Chabrand, R. M., Kim, H.-J., Zhang, C., Glatz, C. E., & Jung, S. (2008). Destabilization of the emulsion formed during aqueous extraction of soybean oil. Journal of the American Oil Chemists Society, 85 (4), 383-390.
- Chen, L., Li, R., Ren, X., & Liu, T. (2016). Improved aqueous extraction of microalgal lipid by combined enzymatic and thermal lysis from wet biomass of Nannochloropsis oceanica. Bioresource Technology, 214, 138-143.
- Chiacchierini, E., Mele, G., Restuccia, D., & Vinci, G. (2007). Impact evaluation of innovative and sustainable extraction technologies on olive oil quality. Trends in Food Science & Technology, 18 (6), 299-305.
- Dash, D. R. , Pathak, S. S., & Pradhan, R. C. (2021). Extraction of oil from Terminalia chebula kernel by using ultrasound technology: Influence of process parameters on extraction kinetics. Industrial Crops and Products, 171.
- Diaz-Suarez, P. , Rosales-Quintero, A., Fernandez-Lafuente, R., Pola-Sanchez, E., Hernandez-Cruz, M. C., Ovando-Chacon, S. L., Rodrigues, R. C., & Tacias-Pascacio, V. G. (2021). Aqueous enzymatic extraction of Ricinus communis seeds oil using Viscozyme L. Industrial Crops and Products, 170.
- Dybowska, B. E., & Krupa-Kozak, U. (2020). Stability of oil-in-water emulsions as influenced by thermal treatment of whey protein dispersions or emulsions. International Journal of Dairy Technology, 73 (3), 513-520.
- Fang, X., Fei, X., Sun, H., & Jin, Y. (2016). Aqueous enzymatic extraction and demulsification of camellia seed oil (Camellia oleifera Abel.) and the oil's physicochemical properties. European Journal of Lipid Science and Technology, 118 (2), 244-251.
- Folch, J., Lees, M., & Sloane Stanley, G. H. (1957). A simple method for the isolation and purification of total lipides from animal tissues. The Journal of biological chemistry, 226 (1), 497-509.
- Fozo, E. M., & Quivey, R. G., Jr. (2004). Shifts in the membrane fatty acid profile of Streptococcus mutans enhance survival in acidic environments. Applied and Environmental Microbiology, 70 (2), 929-936.
- Gao, Y., Liu, C., Yao, F., & Chen, F. (2021). Aqueous enzymatic extraction of peanut oil body and protein and evaluation of its physicochemical and functional properties. International Journal of Food Engineering, 17 (11), 897-908.
- Gong, A. n., Shi, A.-m., Liu, H.-z., Yu, H.-w., Liu, L., Lin, W.-j., & Wang, Q. (2018). Relationship of chemical properties of different peanut varieties to peanut butter storage stability. Journal of Integrative Agriculture, 17 (5), 1003-1010.
- Hu, B. , Li, Y., Song, J., Li, H., Zhou, Q., Li, C., Zhang, Z., Liu, Y., Liu, A., Zhang, Q., Liu, S., & Luo, Q. (2020). Oil extraction from tiger nut (Cyperus esculentus L. ) using the combination of microwave-ultrasonic assisted aqueous enzymatic method - design, optimization and quality evaluation. Journal of Chromatography A, 1627.
- Ji, J., Liu, Y., Shi, L., Wang, N., & Wang, X. (2019). Effect of roasting treatment on the chemical composition of sesame oil. Lwt-Food Science and Technology, 101, 191-200.
- Ji, J. , Liu, Y., & Wang, D. (2020). Comparison of de-skin pretreatment and oil extraction on aflatoxins, phthalate esters, and polycyclic aromatic hydrocarbons in peanut oil. Food Control, 118.
- Ji, L., Yuan-Gang, Z., Meng, L., Cheng-Bo, G., Chun-Jian, Z., Thomas, E., & Yu-Jie, F. (2013). Aqueous enzymatic process assisted by microwave extraction of oil from yellow horn (Xanthoceras sorbifolia Bunge.) seed kernels and its quality evaluation. Food Chemistry, 138 (4), 2152-2158.
- Jiang, F., Yuan, L., Shu, N., Wang, W., Liu, Y., & Xu, Y.-J. (2020). Foodomics Revealed the Effects of Extract Methods on the Composition and Nutrition of Peanut Oil. Journal of Agricultural and Food Chemistry, 68 (4), 1147-1156.
- Jiang, L. H., Hua, D., Wang, Z., & Xu, S. Y. (2010). Aqueous enzymatic extraction of peanut oil and protein hydrolysates. Food and Bioproducts Processing, 88 (C2-3), 233-238.
- Jiao, J., Li, Z.-G., Gai, Q.-Y., Li, X.-J., Wei, F.-Y., Fu, Y.-J., & Ma, W. (2014). Microwave-assisted aqueous enzymatic extraction of oil from pumpkin seeds and evaluation of its physicochemical properties, fatty acid compositions and antioxidant activities. Food Chemistry, 147, 17-24.
- Khor, V. K., Shen, W.-J., & Kraemer, F. B. (2013). Lipid droplet metabolism. Current Opinion in Clinical Nutrition and Metabolic Care, 16 (6), 632-637.
- Lamsal, B. P., & Johnson, L. A. (2007). Separating oil from aqueous extraction fractions of soybean. Journal of the American Oil Chemists Society, 84 (8), 785-792.
- Latif, S., Diosady, L. L., & Anwar, F. (2008). Enzyme-assisted aqueous extraction of oil and protein from canola (Brassica napus L.) seeds. European Journal of Lipid Science and Technology, 110 (10), 887-892.
- Li, J., Zu, Y.-G., Luo, M., Gu, C.-B., Zhao, C.-J., Efferth, T., & Fu, Y.-J. (2013). Aqueous enzymatic process assisted by microwave extraction of oil from yellow horn (Xanthoceras sorbifolia Bunge.) seed kernels and its quality evaluation. Food Chemistry, 138 (4), 2152-2158.
- Li, P. F. , Zhang, W. B., Han, X., Liu, J. J., Liu, Y. Y., Gasmalla, M. A. A., & Yang, R. J. (2017). Demulsification of oil-rich emulsion and characterization of protein hydrolysates from peanut cream emulsion of aqueous extraction processing. Journal of Food Engineering, 204, 64-72.
- Li, X.-J., Li, Z.-G., Wang, X., Han, J.-Y., Zhang, B., Fu, Y.-J., & Zhao, C.-J. (2016). Application of cavitation system to accelerate aqueous enzymatic extraction of seed oil from Cucurbita pepo L. and evaluation of hypoglycemic effect. Food Chemistry, 212, 403-410.
- Li, Z. , Geng, H., Wang, X., Jing, B., Liu, Y., & Tan, Y. (2018). Noval tannic acid-based polyether as an effective demulsifier for water-in-aging crude oil emulsions. Chemical Engineering Journal, 354, 1110-1119.
- Lin, C., He, G., Li, X., Peng, L., Dong, C., Gu, S., & Xiao, G. (2007). Freeze/thaw induced demulsification of water-in-oil emulsions with loosely packed droplets. Separation and Purification Technology, 56 (2), 175-183.
- Liu, B., Du, J., Zeng, J., Chen, C., & Niu, S. (2009). Characterization and antioxidant activity of dihydromyricetin-lecithin complex. European Food Research and Technology, 230 (2), 325-331.
- Liu, C., Chen, F.-s., & Xia, Y.-m. (2022). Composition and structural characterization of peanut crude oil bodies extracted by aqueous enzymatic method. Journal of Food Composition and Analysis, 105.
- Liu, C., Hao, L.-h., Chen, F.-s., & Zhu, T.-w. (2020). The Mechanism of Extraction of Peanut Protein and Oil Bodies by Enzymatic Hydrolysis of the Cell Wall. Journal of Oleo Science, 69 (11), 1467-1479.
- Liu, Q., Li, P., Chen, J., Li, C., Jiang, L., Luo, M., & Sun, A. (2019). Optimization of Aqueous Enzymatic Extraction of Castor (Ricinus communis) Seeds Oil Using Response Surface Methodology. Journal of Biobased Materials and Bioenergy, 13 (1), 114-122.
- Longzheng, Z., Fusheng, C., Kunlun, L., Tingwei, Z., & Lianzhou, J. (2020). Combination of alcalase 2.4 L and CaCl2 for aqueous extraction of peanut oil. Journal of Food Science, 85 (6), 1772-1780.
- Mahatma, M. K., Thawait, L. K., Bishi, S. K., Khatediya, N., Rathnakumar, A. L., Lalwani, H. B., & Misra, J. B. (2016). Nutritional composition and antioxidant activity of Spanish and Virginia groundnuts (Arachis hypogaea L.): a comparative study. Journal of Food Science and Technology-Mysore, 53 (5), 2279-2286.
- Nagao, S., Takahashi, T., Shono, A., & Otake, K. (2010). Effects of high-pressure carbon dioxide on the demulsification of O/W emulsion. Desalination and Water Treatment, 17 (1-3), 80-89.
- Passos, C. P., Yilmaz, S., Silva, C. M., & Coimbra, M. A. (2009). Enhancement of grape seed oil extraction using a cell wall degrading enzyme cocktail. Food Chemistry, 115 (1), 48-53.
- Pengfei, L., Wenbin, Z., Xin, H., Junjun, L., Yuanyuan, L., Gasmalla, M. A. A., & Ruijin, Y. (2017). Demulsification of oil-rich emulsion and characterization of protein hydrolysates from peanut cream emulsion of aqueous extraction processing. Journal of Food Engineering, 204, 64-72.
- Penno, A., Hackenbroich, G., & Thiele, C. (2013). Phospholipids and lipid droplets. Biochimica Et Biophysica Acta-Molecular and Cell Biology of Lipids, 1831 (3), 589-594.
- Ramin, G., & Karamatollah, R. (2017). Optimization of an aqueous extraction process for pomegranate seed oil. Journal of the American Oil Chemists' Society, 94 (12), 1491-1501.
- Su, C.-H., Hoang Chinh, N., Thi Loan, B., & Huang, D.-L. (2019). Enzyme-assisted extraction of insect fat for biodiesel production. Journal of Cleaner Production, 223, 436-444.
- Tabtabaei, S., & Diosady, L. L. (2013). Aqueous and enzymatic extraction processes for the production of food-grade proteins and industrial oil from dehulled yellow mustard flour. Food Research International, 52 (1), 547-556.
- Tuntiwiwattanapun, N., Tongcumpou, C., Haagenson, D., & Wiesenborn, D. (2013). Development and Scale-up of Aqueous Surfactant-Assisted Extraction of Canola Oil for Use as Biodiesel Feedstock. Journal of the American Oil Chemists Society, 90 (7), 1089-1099.
- Tzen, J. T., Peng, C. C., Cheng, D. J., Chen, E. C., & Chiu, J. M. (1997). A new method for seed oil body purification and examination of oil body integrity following germination. Journal of Biochemistry, 121 (4), 762-768.
- Tzen, J. T. C., Cao, Y. Z., Laurent, P., Ratnayake, C., & Huang, A. H. C. (1993). LIPIDS, PROTEINS, AND STRUCTURE OF SEED OIL BODIES FROM DIVERSE SPECIES. Plant Physiology, 101 (1), 267-276.
- Wang, Q., Gao, C., Yang, N., & Nishinari, K. (2021). Effect of simulated saliva components on the in vitro digestion of peanut oil body emulsion. Rsc Advances, 11 (49), 30520-30531.
- Wang, W., Cui, C., Wang, Q., Sun, C., Jiang, L., & Hou, J. (2019). Effect of pH on physicochemical properties of oil bodies from different oil crops. Journal of Food Science and Technology-Mysore, 56 (1), 49-58.
- Xu, D. , Gao, Q., Ma, N., Hao, J., Yuan, Y., Zhang, M., Cao, Y., & Ho, C.-T. (2021). Structures and physicochemical characterization of enzyme extracted oil bodies from rice bran. Lwt-Food Science and Technology, 135.
- Yan, Z., Zhao, L., Kong, X., Hua, Y., & Chen, Y. (2016). Behaviors of particle size and bound proteins of oil bodies in soymilk processing. Food Chemistry, 194, 881-890.
- Yang, M., Cao, J., Cao, F., Lu, C., & Su, E. (2018). Efficient Extraction of Bioactive Flavonoids from Ginkgo biloba Leaves Using Deep Eutectic Solvent/Water Mixture as Green Media. Chemical and Biochemical Engineering Quarterly, 32 (3), 315-324.
- Yusoff, M. M., Gordon, M. H., Ezeh, O., & Niranjan, K. (2016). Aqueous enzymatic extraction of Moringa oleifera oil. Food Chemistry, 211, 400-408.
- Zhou, L., Chen, F., Liu, K., Zhu, T., & Jiang, L. (2020). Combination of Alcalase 2.4 L and CaCl2 for aqueous extraction of peanut oil. Journal of Food Science, 85 (6), 1772-1780.
Figure 1.
Effects of different fatty acids on the demulsification rate of peanut oil bodies.
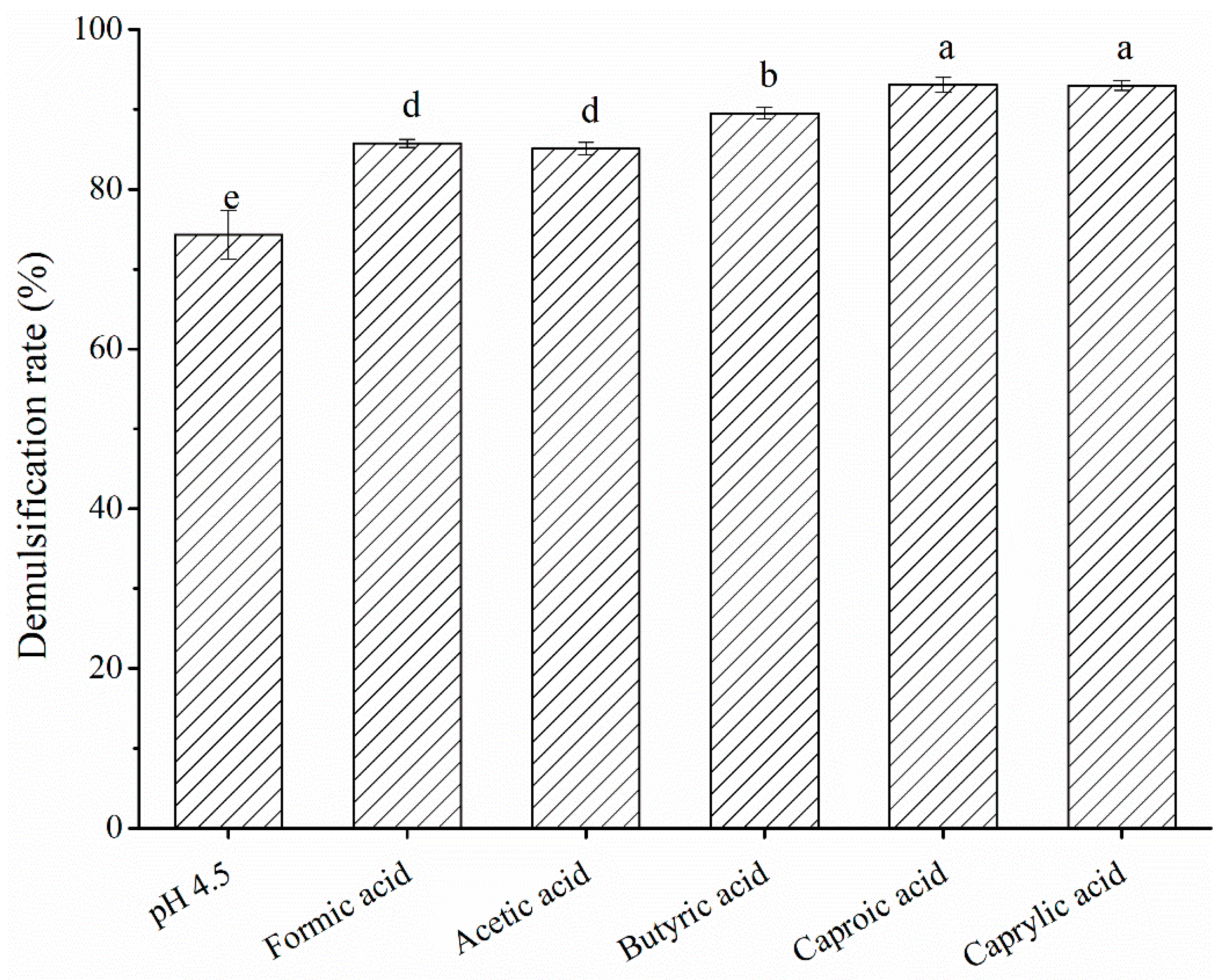
Figure 2.
Effect of caproic acid concentration on the demulsification rate of peanut oil bodies.
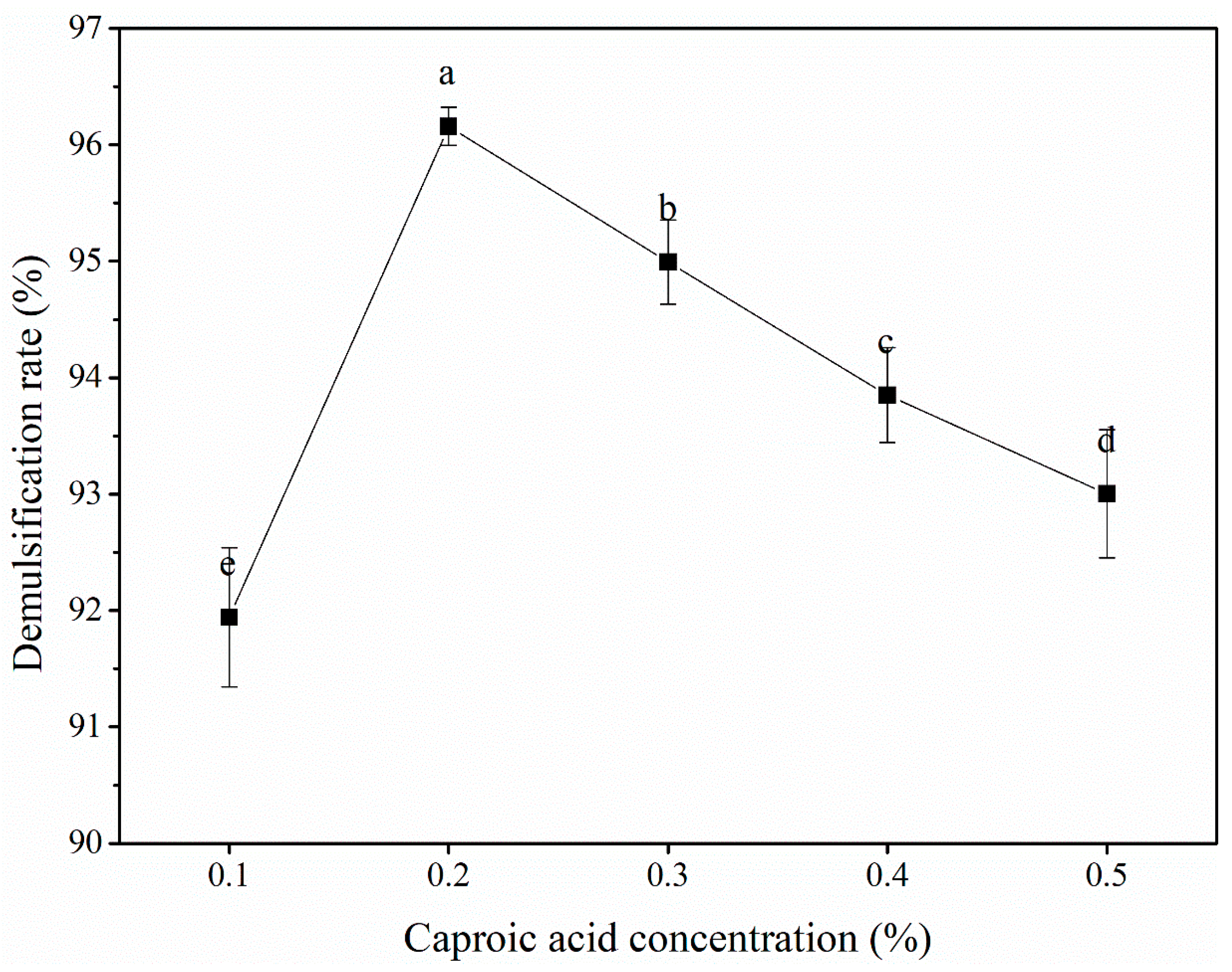
Figure 3.
Effect of material-to-liquid ratio on the demulsification rate of peanut oil bodies.
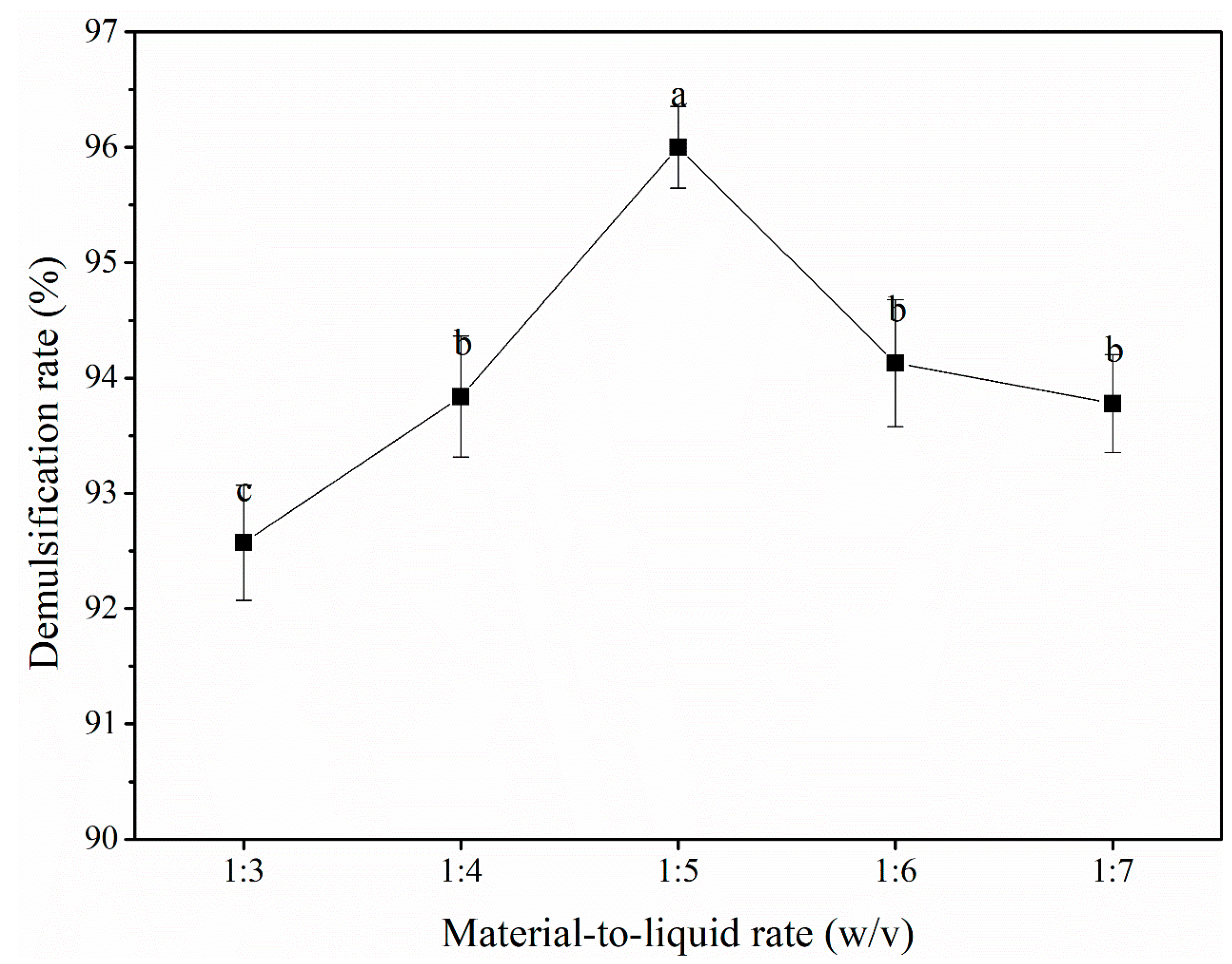
Figure 4.
Effect of reaction time on the demulsification rate of peanut oil bodies.
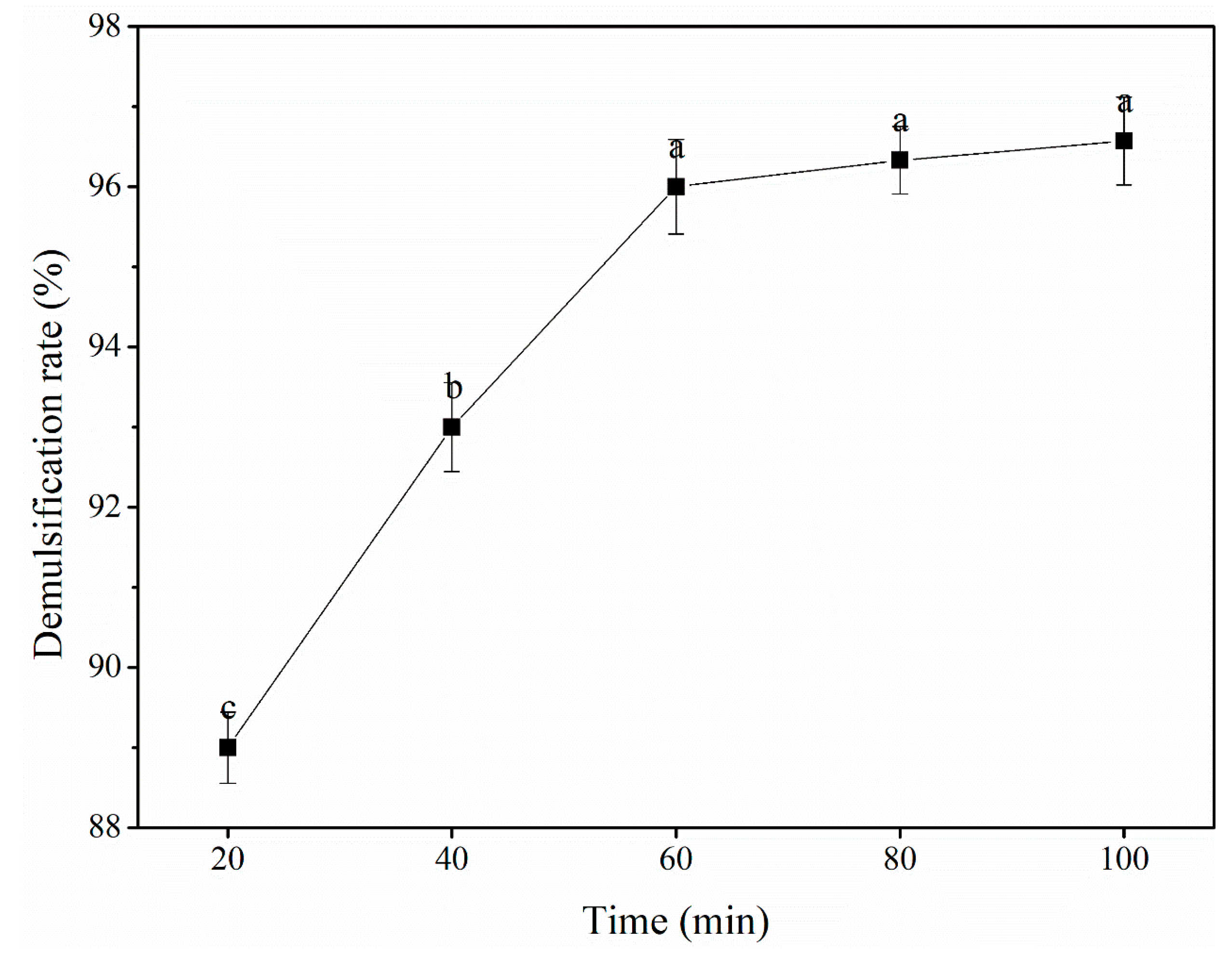
Figure 5.
Effect of temperature on the demulsification rate of peanut oil bodies.
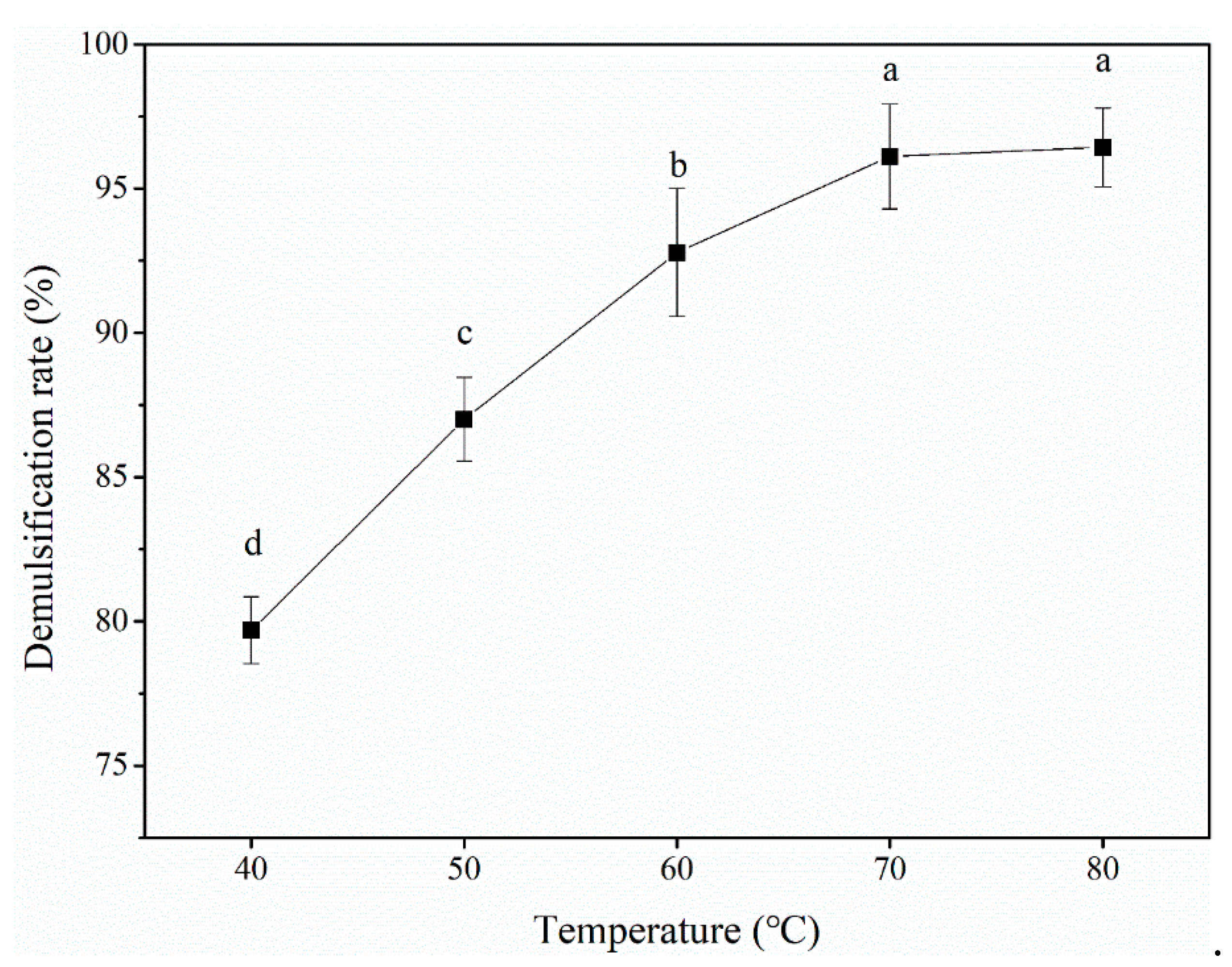
Figure 6.
Demulsification rate of peanut oil bodies under different pH conditions.
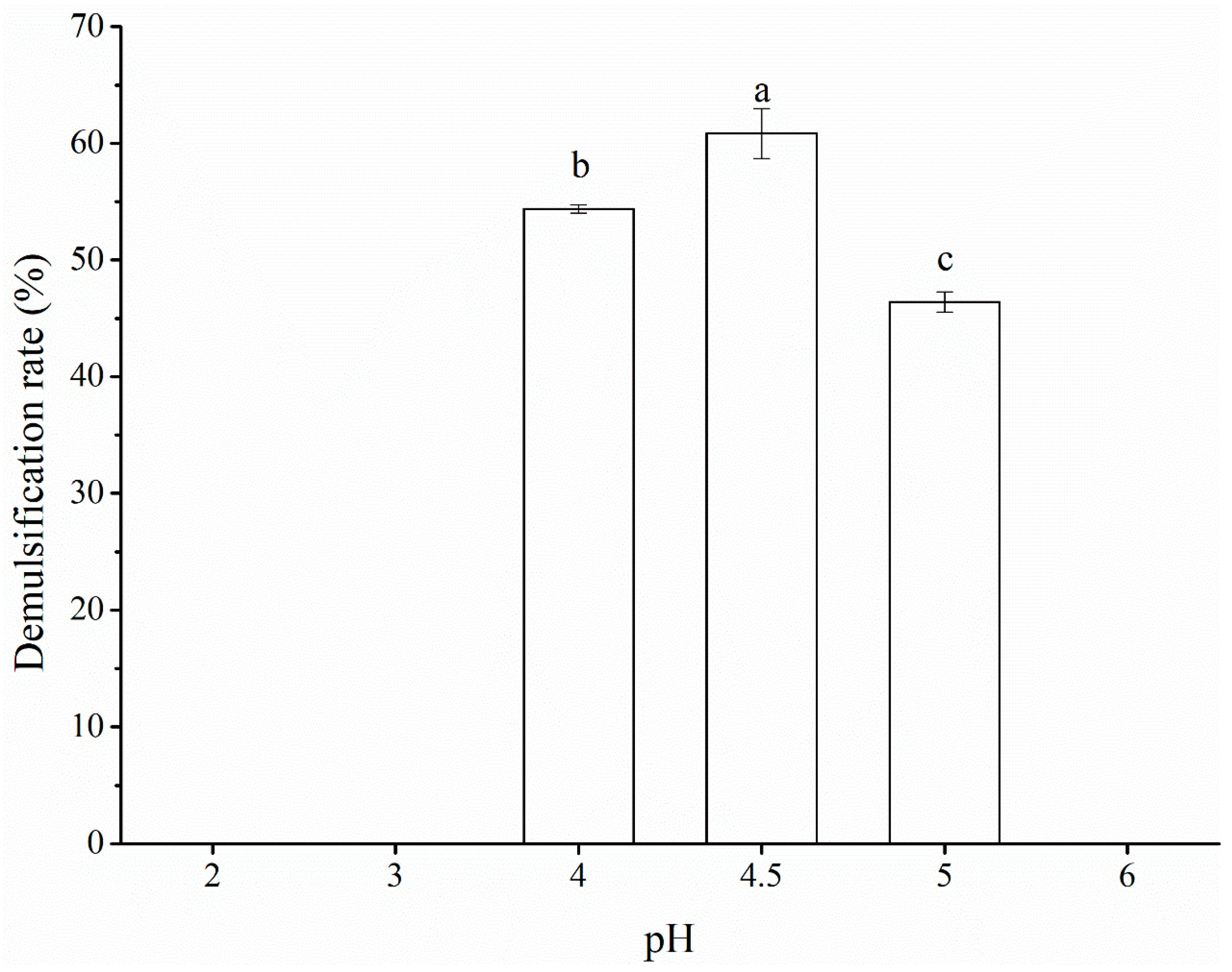
Figure 7.
The pH of peanut oil bodies with different concentrations of caproic acid added.
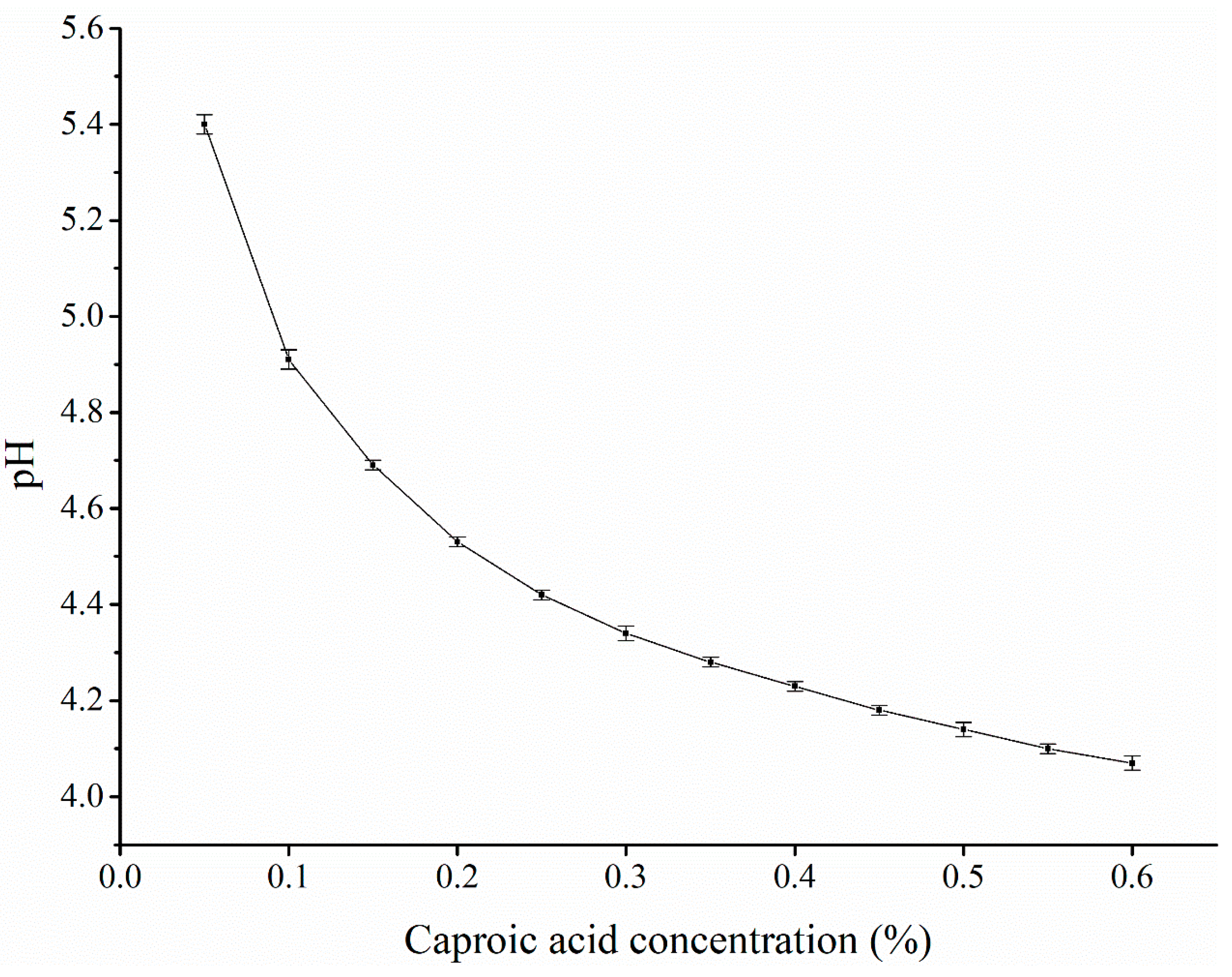
Figure 8.
Interfacial protein compositions of peanut oil bodies before and after demulsification (M, band 1, and band 2 represent the marker, and peanut oil bodies before and after demulsification, respectively.).
Figure 8.
Interfacial protein compositions of peanut oil bodies before and after demulsification (M, band 1, and band 2 represent the marker, and peanut oil bodies before and after demulsification, respectively.).
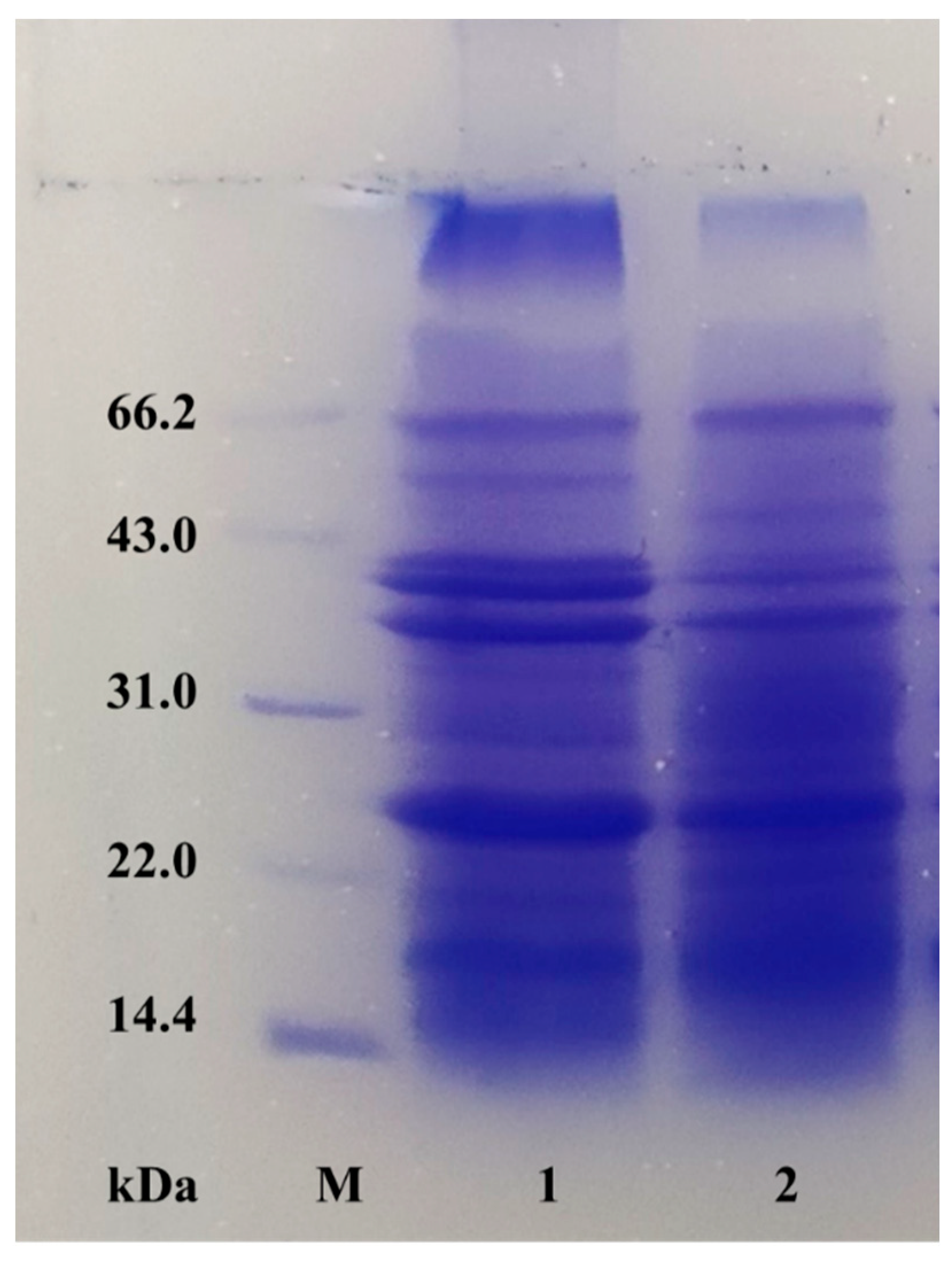
Figure 9.
Accelerated oxidation diagram of crude peanut oil extracted by different methods (A, B, and C represent pressed oil, Soxhlet-extracted oil, and caproic acid demulsified oil, respectively).
Figure 9.
Accelerated oxidation diagram of crude peanut oil extracted by different methods (A, B, and C represent pressed oil, Soxhlet-extracted oil, and caproic acid demulsified oil, respectively).
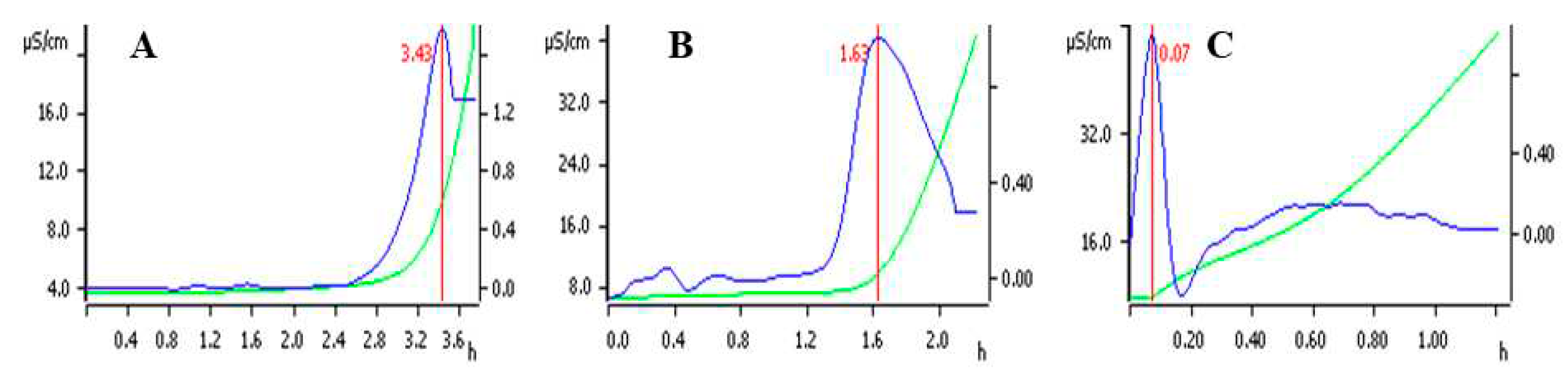

Table 1.
Process variables and their levels used in Box–Behnken design.
| Variables | Factor | Coded levels | ||
| -1 | 0 | 1 | ||
| X1 | Concentration (%) | 0.10 | 0.20 | 0.30 |
| X2 | Materials-to-liquid ratio (w/v) | 1:4 | 1:5 | 1:6 |
| X3 | Time (min) | 40 | 60 | 80 |
| X4 | Temperature (ºC) | 60 | 70 | 80 |
Table 2.
Box-Behnken design matrix experiments and demulsification rate results.
| Run | Variable | Response, Y | |||
| X1 | X2 | X3 | X4 | ||
| 1 | -1 | 0 | 0 | -1 | 89.00±0.21 |
| 2 | -1 | 1 | 0 | 0 | 91.44±0.18 |
| 3 | -1 | -1 | 0 | 0 | 92.67±0.33 |
| 4 | -1 | 0 | 1 | 0 | 92.51±0.18 |
| 5 | -1 | 0 | 0 | 1 | 93.89±0.20 |
| 6 | -1 | 0 | -1 | 0 | 87.08±0.13 |
| 7 | 0 | -1 | 0 | -1 | 91.23±0.37 |
| 8 | 0 | -1 | 1 | 0 | 94.56±0.25 |
| 9 | 0 | 0 | 0 | 0 | 97.15±0.43 |
| 10 | 0 | 0 | 0 | 0 | 97.00±0.37 |
| 11 | 0 | 0 | 1 | 1 | 97.83±0.55 |
| 12 | 0 | 0 | 0 | 0 | 96.81±0.28 |
| 13 | 0 | -1 | 0 | 1 | 96.11±0.34 |
| 14 | 0 | 1 | 0 | -1 | 92.18±0.22 |
| 15 | 0 | 1 | -1 | 0 | 93.00±0.17 |
| 16 | 0 | -1 | -1 | 0 | 90.34±0.31 |
| 17 | 0 | 0 | -1 | -1 | 89.58±0.10 |
| 18 | 0 | 1 | 0 | 1 | 95.83±0.50 |
| 19 | 0 | 1 | 1 | 0 | 94.66±0.34 |
| 20 | 0 | 0 | -1 | 1 | 96.12±0.15 |
| 21 | 0 | 0 | 0 | 0 | 96.59±0.26 |
| 22 | 0 | 0 | 0 | 0 | 95.99±0.34 |
| 23 | 0 | 0 | 1 | -1 | 93.89±0.42 |
| 24 | 1 | 0 | -1 | 0 | 92.58±0.19 |
| 25 | 1 | 0 | 0 | 1 | 95.37±0.29 |
| 26 | 1 | 0 | 1 | 0 | 95.42±0.31 |
| 27 | 1 | 0 | 0 | -1 | 92.21±0.20 |
| 28 | 1 | -1 | 0 | 0 | 93.60±0.22 |
| 29 | 1 | 1 | 0 | 0 | 94.76±0.26 |
Table 3.
ANOVA for the RSM model.
| Source | Sum of squares | Degree of freedom | Mean squares | F value | p value | Significance |
| Model | 191.71 | 14 | 13.69 | 18.78 | < 0.0001 | ** |
| X1 | 25.09 | 1 | 25.09 | 34.40 | < 0.0001 | ** |
| X2 | 0.94 | 1 | 0.94 | 1.29 | 0.2751 | |
| X3 | 33.90 | 1 | 33.90 | 46.49 | < 0.0001 | ** |
| X4 | 61.02 | 1 | 61.02 | 83.49 | < 0.0001 | ** |
| X1X2 | 1.43 | 1 | 1.43 | 1.96 | 0.1835 | |
| X1X3 | 1.68 | 1 | 1.68 | 2.30 | 0.1517 | |
| X1X4 | 0.75 | 1 | 0.75 | 1.03 | 0.3283 | |
| X2X3 | 1.64 | 1 | 1.64 | 2.25 | 0.1561 | |
| X2X4 | 0.38 | 1 | 0.38 | 0.52 | 0.4833 | |
| X3X4 | 1.69 | 1 | 1.69 | 2.32 | 0.1502 | |
| X12 | 47.24 | 1 | 47.24 | 64.77 | < 0.0001 | ** |
| X22 | 13.97 | 1 | 13.97 | 19.15 | 0.0006 | * |
| X32 | 21.45 | 1 | 21.45 | 29.41 | < 0.0001 | ** |
| X42 | 7.99 | 1 | 7.99 | 10.95 | 0.0052 | ** |
| Residual (error) | 10.21 | 14 | 0.73 | |||
| Lack of fit | 9.39 | 10 | 0.94 | 4.58 | 0.0779 | No significance |
| Pure error | 0.82 | 4 | 0.21 | |||
| Total | 201.92 | 28 |
Table 4.
Physicochemical indexes of crude peanut oil extracted by different methods.
| Index | Pressed oil | Soxhlet-extracted oil | Caproic acid demulsified oil |
| Acid value (mg KOH/g) |
0.18±0.03b | 0.38±0.02b | 0.62±0.06a |
| Peroxide value (g/100g) | 0.07±0.00b | 0.08±0.00b | 0.23±0.00a |
Table 5.
Fatty acid composition of crude peanut oil extracted by different methods.
| Fatty acid | Pressed oil | Soxhlet-extracted oil | Caproic acid demulsified oil |
| Palmitic acid (C16:0) | 11.89±0.01c | 12.43±0.03b | 12.69±0.02a |
| Stearic acid (C18:0) | 3.65±0.01c | 3.82±0.02b | 3.94±0.01a |
| Oleic acid (C18:1) | 38.04±0.10a | 37.75±0.01b | 38.19±0.04a |
| Linoleic acid (C18:2) | 40.67±0.03a | 40.25±0.013b | 38.90±0.03c |
| Arachidic acid (C20:0) | 1.47±0.03b | 1.44±0.00b | 1.49±0.01a |
| Arachidonic acid (C20:1) | 0.77±0.01a | 0.82±0.02a | 0.71±0.12a |
| Behenic acid (C22:0) | 2.29±0.03a | 2.28±0.01a | 2.33±0.09a |
| Erucic acid (C22:1) | 0.00±0.00 | 0.00±0.00 | 0.25±0.02 |
| Lignoceric acid (C24:0) | 1.23±0.04b | 1.22±0.04b | 1.50±0.03a |
| MUFA | 38.81±0.12b | 38.57±0.03c | 39.16±0.10a |
| PUFA | 40.67±0.03a | 40.25±0.01b | 38.90±0.03c |
| UFA | 79.41±0.09a | 78.82±0.05b | 78.05±0.07c |
| SFA | 20.53±0.09c | 21.18±0.05b | 21.95±.07a |
| UFA/SFA | 3.87±0.02a | 3.72±0.01b | 3.56±0.01c |
| O/L | 0.94±0.00b | 0.94±0.68b | 0.98±0.00a |
Table 6.
Tocopherols content of crude peanut oil extracted by different methods.
| Pressed oil | Soxhlet-extracted oil | Caproic acid demulsified oil | |
| α-tocopherol (µg/g) | 5.61±0.44a | 5.37±0.03b | 5.62±0.01a |
| α-tocotrienol (µg/g) | 0.13±0.01a | 0.10±0.01b | 0.08±0.00b |
| β- tocopherol (µg/g) | 0.41±0.00a | 0.44±0.02a | 0.32±0.00b |
| γ- tocopherol (µg/g) | 4.04±0.25a | 3.45±0.01b | 3.98±0.01a |
| γ- tocotrienol (µg/g) | 0.81±0.06a | 0.78±0.02a | 0.78±0.01a |
| δ- tocopherol (µg/g) | 0.46±0.00a | 0.46±0.00a | 0.31±0.00b |
| Total content (µg/g) | 11.46±0.08a | 10.60±0.05c | 11.09±0.02b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



