
Submitted:
14 June 2023
Posted:
14 June 2023
You are already at the latest version
Abstract
The process of anaerobic digestion used for methane production can be enhanced by incorporating stimulating materials. The effects of these materials are dependent on various factors including the processed substrate, process conditions, and the type and amount of the stimulating material used. As part of the study, three different stimulating materials - iron powder, lime, and milled porous ceramic - were added to the 30-day anaerobic digestion of the brewer's spent grain to improve its performance. Different doses ranging from 0.2 to 2.3 gTS×L-1 were tested, and methane production kinetics were determined using the first-order model. The results showed that the methane yield ranged from 281.4±8.0 to 326.1±9.3 ml×gVS-1, while substrate biodegradation ranged from 56.0±1.6 to 68.1±0.7%. The addition of lime reduced methane yield at almost all doses by -6.7% to -3.3%, while the addition of iron powder increased methane yield from 0.8% to 9.8%. The addition of ceramic powder resulted in a methane yield change ranging from -2.6% to 4.6%. These findings suggest that the use of stimulating materials should be approached with caution, as even slight changes in the amount used can impact methane production.
Keywords:
brewers’ spent grain
; biomethane production kinetics
; methane fermentation
; biogas
; anaerobic digestion
; iron powder
; Fe
; lime
; Ca(OH)2
; porous ceramic.
1. Introduction
Brewer's spend grain (BSG) is a byproduct of beer production. Worldwide spent grain production is around 38.6 × 106 Mg×year-1 [1]. Projections indicate further growth in beer production, which will increase the amount of BSG waste generated in the production process [2]. According to Mussatto et al. [3] each hectoliter of beer generates about 22 kg of BSG waste [3]. In Poland, about 889 thousand tons of waste from the brewing industry were generated in 2019, of which BSG accounts for about 85% of the waste mass. BSG waste poses some problems due to its high water content, which is typically around 80%. Brewer's spend grain is an interesting substrate for use in many industries due to its composition [4]. BSG is rich in protein, fiber, amino acids, and vitamins [5]. However, the use of this material is limited by its high water content. Water affects the acceleration of the BSG rotting process by which this material can become unsafe for use [3]. Due to high moisture content, high chemical energy content, and relatively easy degradability in anaerobic conditions, the BSG can be used as an alternative to commonly used substrates in the methane fermentation process [5]. The biggest advantage of using BSG is its hydration and high-quality composition. Of course, these properties are maintained when using fresh BSG directly or stored for up to 3 days at most. In the methane fermentation process, it is important to maintain a high-quality substrate to ensure high and stable biogas production [2,3,6].
The current geopolitical situation is forcing a reconstruction of the existing model of global energy production. Conventional fuels are being replaced by alternative energy sources over time, but their share is still low [7]. The main reason for the slow energy transition is the failure to adapt the existing energy infrastructure to the use of alternative fuels. Currently, in Poland alone, more than half of the population has a gas grid connection. In contrast, industry consumes 40% of the gas from the total stream used in Poland [8]. Biogas is an interesting energy source that has the potential to replace natural gas. Currently, biomethane, or biogas after a purification process, is of great interest. Biogas purification methods increase the share of methane in the gas stream but do not increase its production in the methane fermentation process itself [9]. Optimizing the methane fermentation process to increase the proportion of methane in biogas is sought because the possibility of producing a high-quality fuel similar in quality to natural gas may allow biogas to be distributed with existing infrastructure [10].
Biogas consists of a mixture of different gases, of which about 1/3 is carbon dioxide (CO2) and 2/3 methane (CH4), as well as water vapor and trace gases [11]. The calorific value of pure methane, which is 35 MJ×m-3, is an important measure of its energy potential. In the case of biogas, the energy value can vary depending on the proportion of gases that make up its mixture, especially the proportion of methane. The average calorific value of biogas is about 21 MJ×m-3, oscillating between 16 and 23 MJ×m-3. If biogas is purified of carbon dioxide, its calorific value can increase to about 35 MJ×m-3. This is important because the elimination of CO2 increases the energy value of biogas. The energy value of 1 m3 of purified biogas is comparable to the energy contained in 0.93 m3 of natural gas, 1 dm3 of diesel fuel, or 1.25 kg of coal. It can also be said that the energy contained in 1 m3 of biogas is equivalent to about 9.4 kWh of electricity [12].
From the point of view of a biogas plant operator, the methane content is of paramount importance, as it represents the percentage of methane in the gas mixture that is responsible for energy recovery. The factors affecting the methane content include substrate moisture content, fermentation temperature, hydraulic retention time, substrate preparation, and degree of its decomposition [12,13]. The quality of substrates has a major impact on the quantity and quality of biogas produced, so it may be necessary to carry out substrate pretreatment. As a general rule, the substrate must be of the highest possible quality. Methane yield is particularly dependent on the composition of the substrate, including the presence of fats, proteins, and carbohydrates. It is worth noting that methane yield decreases in the order of fats, proteins, and carbohydrates [14].
The methane fermentation process comprises four phases, each involving different microorganisms and biochemical reactions. The first phase is hydrolysis, in which polymeric organic compounds (fats, proteins, and carbohydrates) are broken down into simpler forms by hydrolytic bacteria. Proteins, fats, lipids, and carbohydrates are converted into amino acids, fatty acids, and simple sugars, respectively. The second phase is acidogenesis, in which the products of hydrolysis are converted by acid-forming bacteria into organic acids, alcohols, amines, and other compounds. The third phase is acetogenesis, in which the products of acidogenesis are converted by acetic bacteria into acetates and carbon dioxide. The fourth and final phase is methanogenesis, in which acetate and alcohol products are converted to methane and carbon dioxide by methanogenic microorganisms [11,15].
In recent years, in addition to optimizing and monitoring the basic parameters of methane fermentation, there has been interest in additives to stimulate biogas production and process stability. One way to increase the efficiency of biogas production is to place porous materials in the digester to improve the adhesion surface of microorganisms and thus increase their population. The most commonly used materials added to the methane fermentation process are activated carbon, biocarbon, zeolite, and mineral wool [16]. However, in addition to these additives, there are other options for stimulating the process. An example of such material is clay material in the form of ceramics. The use of natural or modified zeolites results in more efficient removal of organic matter and prevents the leaching of microorganisms. Microorganisms in porous materials find space for their colonies to grow. According to Khor et al. [17], zeolite is an excellent ion exchanger that removes ammonium ions with up to 95% efficiency. Properties of zeolite such as highly developed porous structure, minimal pore diameter, and low bulk density make this material an interesting stimulator of methane fermentation. It has been shown that clay materials affect the microbiologic and enzymatic transformation of substances inhibiting anaerobic decomposition processes [18]. Another method of methane fermentation stimulation is trace elements supplementation. Trace elements are crucial for the proper functioning of enzyme complexes in all organisms. In anaerobic digesters, the control and supplementation of trace elements are essential for ensuring stable and efficient methane production processes. On the other hand, deficits in trace elements can cause imbalances in the process. Unfortunately, the metabolic mechanisms and adaptation of affected microbial communities to such deficits are not yet fully comprehended [16,19,20]. Many researchers have indicated that trace elements play an important role in the growth of methanogens and the formation of methane. In addition, supplementing with alkaline metals can effectively reduce the acidification caused by the quick breakdown of easily degradable substrates. This acidification occurs due to the accumulation of volatile fatty acids, which are produced by acidogenic microorganisms at a rate that exceeds the processing capabilities of methanogenic microorganisms [21] One of the important trace elements in methane fermentation is iron. It is believed that in microbial metabolism, iron can act as an electron donor and facilitate the functioning of important enzymes during the acetogenesis process shifting propionate concentration to acetate that next is used for methane production by methanogenic bacteria [22]. Besides iron can alleviate low pH by stimulating the metabolic efficiency of microorganisms and reducing the oxidation-reduction potential [23]. Another material that can be used for methane fermentation improvement or substrate preparation is lime. Lime plays an important role in the decomposition of lignin. Anaerobic microorganisms have a problem biodegrading lignin due to its crystalline structure and accessible surface area making it difficult for the enzyme to reach the reaction site [24]. To improve the efficiency of the process, lime is added to the substrate before methane fermentation to depolymerize biomass, leading to the formation of simpler compounds that are more accessible to microorganisms [25]. Various lime types also can be added directly to the anaerobic reactor to increase buffer capacity and stabilize the desired pH [26].
To ensure the optimal performance of biogas plants, it is crucial to optimize the methane fermentation process. In this study, the effects of three commonly used stimulating materials on globally abundant organic waste (BSG) were tested. While the stimulants used in this study have been tested individually on various substrates by other researchers, the authors have observed a lack of studies examining the effects of these stimulants on the mesophilic methane fermentation of the brewery's spent grain. To address this gap, the study tested different doses of three stimulating materials to determine their impact on methane production and kinetics.
2. Materials and Methods
2.1. Materials
Digestate used as inoculum for the AD experiment was collected from an agricultural biogas plant (Bio-Wat Sp. z o. o., Świdnica, Poland). The biogas plant has a total electrical power of 1 MW and was fed with maize silage and other unspecified seasonal agricultural substrates. The digestate was collected from a post-fermentation chamber. The same day, digestate was transported to the laboratory and strained through a piece of fabric to remove large solids particles. Afterward, liquid digestate was poured into 5 dm3 containers (not completely tight) and placed in the laboratory incubator (POL-EKO-APARATURA, model ST 3 COMF, Wodzisław Śląski, Poland) at 4 °C. Before use in the experiment, liquid digestate was heated to room temperature.
The main substrate, the brewery’s spent grains (BSG) was collected from a small-scale beer production installation (Wroclaw University of Environmental and Life Sciences, Wrocław, Poland). Wet BSG was dried at 80 °C using the laboratory dryer (WAMED, model KBC-65W, Warsaw, Poland) and stored in plastics bags that were placed into the laboratory freezer Electrolux, model EC5231AOW, Jászberény, Hungary) at -31 °C. Before use in the AD experiment, BSG was defrosted and heated to room temperature.
Materials used for methane fermentation stimulation were milled porous ceramics (Cf), iron powder (Fe), and lime (L) (calcium hydroxide (Ca(OH)2)). Porus ceramics were made from ceramic rings used as a ceramic cartridge for aquariums (NCR-0.5, Aqua Nova). Ceramic rings were crushed into powder. Fe and Ca(OH)2 were purchased from Warchem Sp. Z o. o company as high purity chemicals.
2.2. Methods
2.2.1. Materials characterization
Materials used and generated in the study (process residues), with some exceptions, were analyzed for total solids (TS), volatile solids (VS), ash content (AC), pH, electrical conductivity (EC), elemental contents (C, H, N, S, O), and trace elements content (Fe, Co, Mo, Se, W, Cu, Zn, Mn). The TS, VS, and AC were determined using a laboratory dryer (WAMED, model KBC-65W, Warsaw, Poland) and muffle furnace (SNOL, model 8.1/1100, Utena, Lithuania) according to PN-EN 14346:2011 and 15169:2011 standards [27,28]. The pH and EC were measured using a ph/EC meter (Elmetron, model CPC-411, Zabrze, Poland). For dry materials, the pH and EC measurements were made in material to distilled water solutions 1:10 by mass, while for liquid materials direct measurement was made. The elemental content was determined using an elemental analyzer (PerkinElmer, 2400 CHNS/O Series II, Waltham, MA, USA). The trace elements content was determined were determined using inductively coupled plasma atomic emission spectrometry (Thermo Scientific, model 7400) according to PN-EN ISO 118852009 standard [29].
2.2.2. Anaerobic digestion experiment
The anaerobic digestion experiment was performed using the automatic methane potential test system (BPC Instruments AB, model AMPTS® II, Lund, Sweden). The system consists of 15 batch reactors of 0.5 L volume each, placed in a water batch set at 37 °C. The reactors content was mixed by an agitation system. The experiment was performed in three trials, where each took 30 days. In each trial, another stimulating material was tested. Each trial consists of 1 reactor filled with inoculum, 2 reactors filled with inoculum and BSG, and 12 reactors filled with inoculum, BSG, and stimulating material. Those 12 reactors contained 6 variants with different amounts of added stimulating materials. The amount of specific material was added to obtain material to BSG share of 1, 3, 5, 7, 9, and 12% by total solids. Each reactor was filled with 150 g of wet inoculum, 4.71 g of dry BSG, and an appropriate amount of stimulating materials. The substrate-to-inoculum ratio (SIR) by volatile solids was kept at 0.61. At the beginning and the end of the process, the pH and EC were measured.
It turned out that in some doses ceramic and iron powders had positive effects on the anaerobic digestion of BSG (the higher methane production concerning control). For that reason, an additional trial was performed. The purpose was to determine the possible synergistic or antagonistic interactions that may occur between the stimulating materials. The experiment was performed in the same manner but ceramic and iron powders were mixed and added to reactors in amounts to obtain 3, 6, and 9% of stimulating materials to the substrate.

Table 1.
Anaerobic digestion experiment matrix and reactors setup.
| Variant name, - | D | 0 | 1 | 3 | 5 | 7 | 9 | 12 |
|---|---|---|---|---|---|---|---|---|
| Substrate, gwet* | 0.00 | 11.7 | 11.7 | 11.7 | 11.7 | 11.7 | 11.7 | 11.7 |
| Substrate, gTS | 0.00 | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 |
| Substrate, gvs | 0.00 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 |
| Inoculum, gwet | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 |
| Inoculum, gTS | 7.95 | 7.95 | 7.95 | 7.95 | 7.95 | 7.95 | 7.95 | 7.95 |
| Inoculum, gvs | 0.00 | 4.71 | 4.71 | 4.71 | 4.71 | 4.71 | 4.71 | 4.71 |
| SIR by TS, - | - | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 |
| SIR by VS, - | - | 0.61 | 0.61 | 0.61 | 0.61 | 0.61 | 0.61 | 0.61 |
| Stimulatory materials, gTS | - | - | 0.03 | 0.09 | 0.145 | 0.20 | 0.26 | 0.35 |
| Stimulatory materials, gTS×L-1 | - | - | 0.20 | 0.60 | 0.95 | 1.34 | 1.70 | 2.30 |
| Stimulatory materials to substrate by TS, % | - | - | 1 | 3 | 5 | 7 | 9 | 12 |
| *dry substrate was placed into the reactors, | ||||||||
2.2.3. Kinetics parameter determination
The cumulative methane production results obtained from the anaerobic digestion experiment were subjected to the determination of the kinetic parameters. Kinetics parameters allow for mathematical descriptions of curves and easier comparison between obtained results. The first-order model according to equations 1, 2, and 3 was used. Kinetics parameters were estimated by raw data fitting to the model using the least square methods employing Statistica software (TIBCO, version 13.0, USA).
Where, 𝑦𝑡 – experimental biomethane yield obtained after time t, ml×gVS-1, 𝑦𝑚 – estimated maximal methane yield, ml×gVS-1, 𝑘 – methane production constant, d-1, 𝑡 – process time, d, and r – biomethane production rate, ml×gVS-1×d-1, – half-life time of maximal methane production, d.
2.2.3. Substrate conversion efficiency
The theoretical maximal methane potential (yt) of processed brewery spent grain was calculated using Boyle's stoichiometric formula presented in equation 3. Afterward to determine the efficiency of BSG conversion into methane obtained biodegradability (BD) was calculated according to equation 4. To check organic matter utilization also volatile solids removal (VSr) according to equation 5 was calculated.
Where, CaHbOcNdSe is an elemental composition of processed brewery spent grain, a, b, c, d, e is a molar % shares of those elements contained in the volatile solids; yexp – experimental methane yield, ml×gVS-1; and yt – theoretical maximal biochemical methane potential, ml×gVS-1; – volatile solids removal, %; – volatile solids at the start of the AD process, g; – volatile solids after the AD process, g.
2.2.4. Statistical analysis
The results of kinetics parameters and substrate conversion efficiency were subjected to the ANOVA at p<0.05 to check if stimulating materials affected these parameters. When statistically significant differences occurred, a post-hoc Tukey’s test was performed to check between which groups those differences occurred. The analyses were performed using Statistica software (TIBCO, version 13.0, USA).
3. Results and Discussion
3.1. Materials
The liquid digestate used as an inoculum in the anaerobic digestion process was characterized by a total solids (TS) content of 6.8% and volatile solids (VS) content of 46.9%. The fresh brewery-spent grain obtained after the beer production process had TS of 20.4% and VS of 96.2%. The elemental analysis revealed that dry inoculum consists of 22.5% of C, 2.4% of H, 3.3% of N, 2% of S, 12.3% of O, and 57.5% of ash, while dry BSG consists of 48.6% of C, 7.0% of H, 4.4% of N, 2.0% of S, 35% of O, and 3.1% of ash. As a result, the theoretical maximal methane potential (yt) calculated using equation (4) for inoculum was 494 ml×gVS-1 while for BSG was 510 ml×gVS-1. The inoculum pH and EC were 7.75 and 32.4 µS×cm-1 respectively, while BSG pH and EC were 6.4 and 718 µS×cm-1 respectively.
The above-mentioned parameters were not determined for stimulating materials (iron particles (Fe), lime (L), and milled ceramic filter (Cf)) due to their specific characteristics. All materials were dry (TS~100%) and supposed to have no organic matter (VS~0%). Fe and Cf are inert materials that do not change pH, while L is highly alkaline. Fe supposes to increase EC while having a low/non-effect on pores volume and pH, Cf supposes to affect only pore volume, while L supposes to affect mainly pH and EC due to an increase of soluble ions.
3.2. Anaerobic digestion
In Figure 1, Figure 2 and Figure 3, the results of simulating materials added to the AD process are presented. The addition of iron particles (Fe) did not change the initial pH and EC. The pH in the reactors differs from 7.72 to 7.75, while EC differs from 31.08 to 31.83 µS×cm-1 without specific trends. During AD supplemented with Fe, after 30 days of the process, the control reactor produced 316.2±10.8 ml×gVS-1 of methane. Fe supplementation in shares of 1, 3, 5, 7, 9, and 12% resulted in methane production of 326.1±9.3, 347.2±3.4, 309±10, 317.2±3.5, 313.8±6.7, and 314.5±3.4 ml×gVS-1, respectively (Figure 1). As a result, Fe supplementations of up to 3% of BSG’s total solids increased methane production, while higher Fe doses slightly decreased it. The highest increase in methane production was observed for Fe3 (9.8%), while the lowest increase was for Fe9 (0.8%).
Although the iron powder did not do its job and no increase in electrical conductivity was observed, many studies show that iron supplementation can enhance methane production, substrate conversion, process stability, and increase the reduction of H2S [30]. Iron is one of many essential trace metals needed during the AD process and similarly to other heavy metals constitute part of enzymes that drive various AD reactions. Overload as well as depletion of specific trace metals will result in the inhibition of AD microorganisms. The stimulatory or inhibitory effect does not only depends on total metal concentration, but also its chemical forms, pH, and redox potential [30,31]. Each group of AD microorganisms has its optimal trace elements concentration and it is believed that acidogens are more resistant to heavy metals overloading than methanogens [31]. For that reason, different results of iron supplementation among studies can be found. In the work of Andriamanohiarisoamanana et al. [32] iron powder (85% Fe3O4) was added to dairy manure at a concentration between 2 and 20 g×L-1. The iron powder did not change the methane yield significantly but the hydrolysis constant rate increased by ~100%, the lag phase was reduced to half and the reduction of ~99% of H2S was obtained concerning the reactor without Fe3O4 supplementation [32]. On the contrary, Liu et al. [33] tested different types of zero-valent iron in the form of iron powder, clean scrap, and rusty scrap at doses of 1 – 4 g×L-1. As a result, the methane yield increased from 248 to 300 ml ml×gVS-1 (an increase of 21%) while hydrolysis did not change (0.083 d-1) [33]. Cao et al. [34] tested the effects of zero valency iron powder (Fe0) at a dosage of 30 mg×gVS −1 on the AD of sewage sludge. Fe0 addition resulted in a small reduction in the diversity of the archaeal community that decreased from 1534 OTUs to 1493 OTUs and a significant increase in the content of hydrogenotrophic methanogens (by 15.4%) was observed. Increased abundance of hydrogenotrophic methanogens helped to reduce hydrogen partial pressure, thereby increasing acetic acid content and methane production by 18.2% [34]. It is worth noting that hydrogenotrophic methanogens are a group of slow-growing microorganisms that convert dissolved CO2 and H2 (CO2+4H2→CH4+2H2O) that during normal AD are responsible for around 1/3 of total methane production [35]. Meng et al. [22] studied the effects of Fe0 addition to the acidogenic reactor that processed artificial wastewater. The results show that Fe0 powder enhances the conversion of propionate to acetate raising acetate production and chemical oxygen demand (COD) removal [22].
In the case of AD supplemented with lime (Figure 2), the control reactor produced 301.7±16.7 ml×gVS-1 of methane. The control reactors’ pH was 7.84 and lime addition slightly increased its value up to 7.86. There were no significant changes in EC values. The methane yield after 30 days of the process for reactors with lime added in 1, 3, 5, 7, 9, and 12% shares were 281.4±8.0, 286.7±4.3, 291.8±3.7, 285.5±8.5, 302.2±11.8 and 287.2±7.9 ml×gVS-1 respectively (Figure 2). Only reactor L9 had a similar methane yield as the control while other reactors show a methane yield decrease in the range from -6.7% to -3.3% suggesting that for tested materials, lime addition had a negative effect. Interestingly, for unknown reasons between days 12 and 16, the lag phase in methane production occurred. Such phenomena were not observed for experiments with Fe and Cf, though the same BSG and inoculum were used.
For a performed experiment, lime turned out to not improve methane production. The lack of process improvement was probably because the pH of the process was already in the optimal range. Although it was expected that the alkaline properties of lime would increase pH and improve process stability, the tested organic loading (SIR by VS of 0.61) did not lead to digester overloading, and the drop in pH did not harm or inhibit the methanogenic microorganisms. For example, Zhang et al. [36] studied lime loadings of 0, 0.015, 0.03, and 0.05 gCa(OH)2×gdry biomass-1 on AD of smooth cordgrass and observed biogas production decreasing by 7.1%, 20%, and 75.7% respectively. The decrease in biogas production was probably due to too high initial pH (11.1-12.9) and though the pH stabilized quickly at the optimum range around 6.5-7.5, the methanogenic bacteria activity was disturbed [36]. What's more other microorganisms weren’t inhibited since volatile fatty acids (VFAs) were still produced and accumulated [36]. In turn, Zhang et al. [37] studied the impact of using lime mud, a byproduct of the papermaking process, as a buffering agent and inorganic nutrient on the stability of the mesophilic AD of food waste. The lime mud was primarily comprised of CaCO3 and CaO, and the experiment involved lime mud doses of 0, 2, 6, 10, and 14 g×L-1. An increase in lime dosage up to 10 g×L-1 significantly improved methane production, while a lack of lime (control) result in almost complete inhibition. On the other hand, increasing mud load over >10 g×L-1 starts to reduce methane production [37]. That shows that a proper amount of lime can stabilize the process while too high can decrease its efficiency. As a result, a proper amount of lime added during anaerobic digestion can help to slower volatile fatty acids release, maintaining a pH level that's beneficial for the survival of methanogenic bacteria [37]. The optimal pH range for a one-stage AD process is generally between 7-8 [38], but the range differs for each type of microorganism. Fermentative bacteria can thrive at a pH of 4-8.5 with an optimum of 5-6, while methane-producing archaea can survive at 5.5-8.0, with an optimal range of 6.5-8.0 [35]. For that reason maintaining the appropriate levels of acidity and alkalinity is crucial in the anaerobic digestion process to ensure efficient methanogenic activity and metabolism pathways. Deviations in pH, VFAs, or alkalinity levels can obstruct microbial growth, leading to the inhibition of CH4 production. Careful monitoring and balancing of these factors (e.g. by adding lime) are essential to achieve high biogas/biomethane production [26,36,37,39].
During the trial with porous ceramic powder supplementation, the methane yield from the control was 311.8±3.1%. The addition of ceramic didn’t change significantly both pH and EC which varied from 7.77 to 7.80 and from 41 to 45 µS×cm-1 respectively. The methane yield from the reactors Cf0-12 was 308.0±4.0, 310.9±0.3, 308.0±3.2, 326.1±31.3, 303.7±1.4, and 311.9±2.7 ml×gVS-1 respectively (Figure 3). As a result, the change in methane production considering control was, -1.0%, -0.3%, -1.2%, 4.6%, -2.6%, and 0.01% respectively. The highest increase in methane production was obtained for reactor Cf7 (4.6%), while the highest decrease was for reactor Cf9 (-2.6%). Contrary to trials with iron powder and lime, the course of cumulative methane production for ceramic powder has no disturbance, suggesting a lack of impact on process stability.
Porous materials are widely used in the anaerobic digestion process as a support medium for bacteria colonization by increasing the available surface. When fixed beds are used, porous materials immobilize microorganisms' biomass increasing AD performance. The most common porous materials are natural zeolites [40] and carbonaceous materials, e.g. biochar [41]. Other porous materials used for bacterial adhesion and thus increasing microorganisms' population are bentonite, mineral wool, polyurethane, polyacrylate, polyethylene, or straw [42]. Regardless of porous material, the pores must be large enough for methanogenic bacteria populations to colonize. Each bacterium is about 1 µm in size. For that reason, the pore size and distribution and the way of its usage (as an additive or as a fixed bed) affect the microbial community and AD performance [43]. In addition to the porous structure, other specific properties of used materials (e.g. surface functional groups, existence of metals, specific surface area ion exchange capacity, etc.) can affect the AD process, and final effects will depend on synergetic/antagonistic interactions [40,41,44]. For example, Montalvo et al. [45] studied the effects of particle size and doses of zeolite and sand addition on the AD of synthetic and piggery wastes. Doses of 0.05 to 0.40 gzeolite×VSS-1 were used and mechanisms of AD enhancement depended on a processed substrate. For piggery waste, the methane yield increase was related to microorganisms' immobilization on zeolite while, for synthetic waste, the methane increase was related to microorganism immobilization and concentration reduction of toxic nitrogen by zeolite [45]. The results showed that 0.10 gzeolite×VSS-1 was the most beneficial for total chemical oxygen demand (TCOD) decrease and methane yield increase, while higher doses up to 0.30 gzeolite×VSS-1 resulted in less process performance improvement. It is noteworthy that the addition of 0.40 gzeolite×VSS-1 has resulted in a decline in process performance compared to the control group without any supplementation. Similar results were obtained by Shi et al. [44] who investigated the impact of different biochar doses on suppressed mesophilic anaerobic digestion of oily sludge (OS). Biochar doses of 0.6, 1.2, 2.4, and 4.8 gbiochar×VS of OS-1 were used. All doses up to 2.4 gbiochar×VS of OS-1 resulted in process performance improvement concerning control while 4.8 gbiochar×VS of OS-1 turns out to be excessive resulting in negative effects with methanogenic efficiency, extending lag phase and decreasing total methane yield [44]. This show that the proper amount of porous material can improve the AD process while too high result in its disturbance. When using a high dose of porous material, it can reduce the amount of free water available. This can affect the transportation of nutrients and metabolites near the porous material particles and associated microorganisms. Consequently, using a large amount of porous material can increase the medium's apparent viscosity, which can hinder mass transfer between the substrate and microorganisms responsible for the process ultimately slowing down the anaerobic digestion process [44,45]. Taking the above, it can be concluded that in performed research (Figure 3), the amount of used ceramic powder could be too small to significantly improve the microorganism's community and too small to significantly interrupt mass transfer between the substrate (dissolved organic matter from BSG) and microorganisms since the difference in obtained methane yield did not differ significantly.
Figure 4 presents the results of an additional experiment whose purpose was to check the possible occurrence of synergistic interactions between stimulating materials when used at the same time. For the experiment ceramic and iron powders were chosen because some of the doses were shown to have positive effects on methane production (Figure 1 and Figure 3) while lime reduced methane yield at all tested doses (Figure 2). The control reactors without ceramic and iron powders after 30 days produced 305.3±2.7 ml×gVS-1. The variants with 3, 6, and 9% of stimulating materials to the substrate produced 305.2±8.2, 298.1±0.9, and 299.1±6.2 ml×gVS-1 respectively (Figure 4). The differences turned out to be statistically insignificant showing a lack of methane yield improvement and a lack of synergistic/antagonistic interactions between studied materials. The lack of methane yield improvement may result from the fact that the experiment was performed at a suitable substrate-to-inoculum ratio (SIR) for microorganisms thus both over- or under-loading of the process was avoided [46,47], or from the fact that added materials were too low to affect an already optimized process. Thus probably additional ceramic pores weren’t used for microorganisms' growth (there was enough place before ceramic was used) while the iron was probably not used to enhance the conversion of propionate to acetate (the process was not overloaded and there was no excessive accumulation of propionate).
3.3. Kinetics parameters and substrate conversion efficiency
To study the effects of simulating materials on the methane production process throughout the range and not just focusing on the final methane yield after 30 days, kinetics parameters were determined and summarized in Table 2 alongside substrate conversion efficiency.
The estimated maximal methane yield (𝑦𝑚ax) in the trial with Fe varied from 383.6±2.6 ml×gVS-1 for control (Fe0) to 403±9.2 ml×gVS-1 for Fe3. At the same time, no significant differences were observed for methane production constant (k) that varied in a much narrow range from 0.07 to 0.08 d-1. The biomethane production rate (r) varied from 26.4±1.5 to 31.7±1.5 ml×(gvs×d)-1 and was the lowest for Fe0 and the highest for Fe3. In the case of a half-life time of maximal methane production (), the half of maximal estimated value was obtained the fastest by reactors Fe5 (8.6±0.5 d), while control after 10.1±0.5 d (Table 2).
For the trial with lime, the 𝑦𝑚 varied from 305.0±2.0 to 329.5±13, and k varied from 0.10 to 0.12 d-1 without a specific trend. Though there was no specific trend for 𝑦𝑚 and k, the methane production rate decreased with increasing lime load. The r decreased from 40.1±5.2 ml×(gvs×d)-1 for control to 32.5±2.7 ml×(gvs×d)-1 for L12. In contradiction to Fe supplementation, lime supplementation resulted in an extension of time needed to obtain half of the maximal methane production from 5.6±0.6 d (L0) to 6.8±0.6 (L12) (Table 2).
In the case of AD supplemented with porous ceramics, the 𝑦𝑚ax varied from 296.2±2.3 ml×gVS-1 to 300.7±2.0 ml×gVS-1, k varied from 0.23 d-1 to 0.25 d-1, r varied from 68.1±2.4 ml×(gvs×d)-1 to 71.7±2.5 ml×(gvs×d)-1, and varied from 2.8±0.1 d to 3.1±0.0 d. The obtained values didn’t differ significantly (p<0.05) from control and the mean values of specific variants were covered by standard deviations of other variants suggesting that the addition of ceramic powder had no significant effect on methane production kinetics (Table 2).
Obtained biodegradability (BD) and, volatile solids removal (VSr) slightly differ between trials. The mean BD value from all control reactors was 60.9% while VSr) was 44.1%. For the trial with Fe, the control reactor obtained a BSG conversion to methane of 62.0±2.1%, while for L and Cf trials, control reactors obtained 58.8±3.3% and 61.9±0.7% respectively while for VSr these values were 43.0±0.9%, 44.7±0.0%, and 44.7±2.1%, respectively (Table 2). In the case of the Fe trial, the highest BD was obtained for Fe3 (68.1±0.7%), and the highest VSr was obtained for Fe9 (44.3±1.5%). For lime trials, almost in all cases, the addition of lime resulted in decreasing BD. The lime addition did not have specific effects on VSr. In the case of the porous ceramics trial, the highest BD was obtained by Cf7 (64.8±6.2%) while the highest VSr was obtained by Cf1 (45.6±1.0%) (Table 2).
3.3. Process residues
The characteristics of digestate (process residues) were summarized in Table 3 and Table 4. The mean value of the organic matter (VS) in process residues in the control reactors was 63.2%, while inorganic matter (AC) consists of 36.8% of dry matter. The elemental analysis of dry mass revealed that process residues from control reactors consisted of 33.7% of C, 4.5% of H, 3.9% of N, 1.2% of S, and 20.9% of O. As a result of similar methane yield and obtained biodegradation as well as volatile solids removal (Table 3), the process residues are characterized by similar organic matter content and its composition.
In the case of the Fe trial, no differences were found between the presented data, suggesting that Fe addition did not affect process residue quality. A small EC increase can be observed between the control Fe0 (33.8 µS×cm-1) and others Fe1-12 (>34.2 µS×cm-1) (Table 3), nevertheless, the difference is not statistically significant (p <0.05) suggesting that addition of iron powder do not help to increase electrical conductivity.
For a lime trial, obtained results of process residues are similar to those from the Fe trial. Due to the mineral nature of lime, a small decrease in volatile solids and a small increase in ash content with increasing lime content is visible. The VS decreased from 62.4±1.2% for control (L0) to 61.0±0.1% for L12, while ash content increased from 37.6±1.2% to 39.0±0.1% for those reactors. Interestingly no differences in final pH can be observed though it was assumed that lime will affect pH. The addition of ceramic powder didn’t change significantly analyzed properties, and results were similar to those from Fe and lime trials. Here also, a small decrease in VS and increase in AC is observed with an increasing ceramic powder share increase (Table 3).
Digestate from agricultural substrates is generally considered to have good fertilizer properties [48]. The quality of digestate differ significantly depending on processed substrates, used technology, and process operational parameters. Digestate from agricultural biogas plants is typically characterized by a total solids content of 3.2-6.6%, a volatile solids content of 61-76.5%, and a pH of 8.2-9.4 [49]. In the case of the batch reactors where no in-and-out fluent takes place, the final concentration of specific elements (C, H, N, S, O) contained in residual mass depends on the initial content in the used substrate and inoculum and produced biogas quantity and quality. As a result of organic matter conversion to biogas, volatile solids are reduced, and specific elements leave reactors in the form of biogas. Biogas may consist of 40-75% of CH4, 15-60% of CO2, 1-5% of H2O (as vapor), and other gases like NH3, and H2S < 1% and specific biogas composition depend on the processed substrate and process operational parameters [50,51]. As a result, the total amounts of element decrease in favor of the relative increase of ash content. The most important elements of digestate as fertilizer are the concentration of elemental carbon and nitrogen. Depending on the processed substrate those elements varied from 29.1 to 40.9% and from 4.72 to 16.4% (by dry mass) respectively [52]. Due to volatile solids removal, process residues are characterized by higher ash content than processed substrates. In the case of digestate from agricultural plants, the inorganic fraction may consist of 23.5-39% of the dry mass of residues [49]. It seems that the addition of tested stimulation materials even in high doses of up to 12% of used substrates didn’t change process residue quality since most of its properties are in the range of those that can be found in other studies.
The concentration of micro and macro elements depends on the quality of substrates placed into the reactor. Digestate used in the research was characterized by Fe of 4050±600, Co of 1.85±0.35, Mo of 1.15±0.25, Se of < 0.5, W of < 0.5, Cu of 31±6, Zn of 225±45, and Mn of 110±20 while BSG was characterized by Fe of 570±60, Co of <0.20, Mo of 0.68±0.14, Se of <0.4, W of <0.5, Cu of 13±3, Zn of 63±13 and Mn of 26±5 mg×kgTS-1.
The trace elements contained in process residues were summarized in Table 4. As could be expected, the addition of Fe to the AD process increased its content in process residues. The Fe content increased significantly from 3300±500 mg×kgTS-1 for Fe0 to 8650±1300 mg×kgTS-1 for Fe12. Besides other trace elements concentrations in process slurry were similar to those contained in used digestate regardless of the trial. The Co varied from 1.5±0.3 to 2.5±0.6 mg×kgTS-1, Mo varied from 1.2±0.2 to 2.9±0.6 mg×kgTS-1, Cu varied from 25.5±5.5 to 33.5±6.5 mg×kgTS-1, Zn varied from 175±35 to 240±50 mg×kgTS-1, and Mn varied from 87±18 to 104±35 mg×kgTS-1 (Table 4). In the case of Se and W, the concentrations were below the limit of detection of < 5 mg×kgTS-1. Due to the high deviation in obtained results, there were significant differences between tested variants except Fe in the trial with Fe addition. As a result, tested materials didn't affect the quality of process residues.
5. Conclusions
In the research, three stimulating materials were added to a 30-day-long, mesophilic anaerobic digestion of brewer’s spent grain. Effects of iron powder, lime, and milled porous ceramic at doses of 0.2, 0.6, 0.95, 1.34, 1.7, and 2.3 gTS×L-1 were tested. The impact of lime addition on methane yield was mostly negative, ranging from -6.7% to -3.3%. However, the addition of iron powder showed an increase in methane yield, ranging from 0.8% to 9.8%. The effect of ceramic powder on methane yield was mixed, with changes ranging from -2.6% to 4.6%. Though a different final methane yield was obtained, the kinetics of methane production did not differ significantly. Based on the results of the research, to increase methane yield from mesophilic anaerobic digestion of BSG, iron powder at a dose of 0.6 g×L-1, or ceramic powder at a dose of 1.34 g×L-1 can be used. The research revealed a lack of synergetic or antagonistic effects when the iron is mixed with ceramic on methane yield. It is possible that the lack of positive impact from stimulating materials on methane production in this study is due to the process being conducted under optimal conditions, rendering additional stimulation unnecessary. Therefore, future research should explore the use of stimulating materials in processes that are not operating at their optimal level.
Author Contributions
Conceptualization, K.Ś; methodology, K.Ś.; software, K.Ś, E.S; validation, K.Ś. formal analysis, W.A.R, E.S, K.Ś.; investigation, W.A.R, K.Ś, E.S; resources, K.Ś.; data curation, K.Ś.; writing—original draft preparation, K.Ś, W.A.R., E.S; writing—review and editing, K.Ś, W.A.R., E.S;.; visualization, K.Ś. E.S; supervision, K.Ś.; project administration, K.Ś.; funding acquisition K.Ś. All authors have read and agreed to the published version of the manuscript.
Funding
The research was funded by "National Science Centre, Poland", project number "2019/35/N/ST8/02498". The APC is co-financed by Wrocław University of Environmental and Life Sciences.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Essential data were presented in the manuscript in the Results Section
Conflicts of Interest
The authors declare no conflict of interest. Authors declare that funders had no role in the design of the study; in the collection, analysis, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Karlović, A.; Jurić, A.; Ćorić, N.; Habschied, K.; Krstanović, V.; Mastanjević, K. By-Products in the Malting and Brewing Industries-Re-Usage Possibilities. Fermentation 2020, 6, 1–17. [Google Scholar] [CrossRef]
- Dudek, M.; Świechowski, K.; Manczarski, P.; Koziel, J.A.; Białowiec, A. The Effect of Biochar Addition on the Biogas Production Kinetics from the Anaerobic Digestion of Brewers’ Spent Grain. Energies (Basel) 2019, 12, 1–22. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ Spent Grain: Generation, Characteristics and Potential Applications. J Cereal Sci 2006, 43, 1–14. [Google Scholar] [CrossRef]
- Russ, W.; Mörtel, H.; Meyer-Pittroff, R. Application of Spent Grains to Increase Porosity in Bricks. Constr Build Mater 2005, 19, 117–126. [Google Scholar] [CrossRef]
- Thomas, K.R.; Rahman, P.K.S.M. Brewery Wastes. Strategies for Sustainability. A Review. Asp Appl Biol 2006, 80, 147–153. [Google Scholar]
- Saenge, C.; Cheirsilp, B.; Suksaroge, T.T.; Bourtoom, T. Potential Use of Oleaginous Red Yeast Rhodotorula Glutinis for the Bioconversion of Crude Glycerol from Biodiesel Plant to Lipids and Carotenoids. Process Biochemistry 2011, 46, 210–218. [Google Scholar] [CrossRef]
- Syguła, E.; Gałęzowska, M.; Białowiec, A. Enhanced Production of Biogas Using Biochar–Sulfur Composite in the Methane Fermentation Process. Materials 2022, 15. [Google Scholar] [CrossRef]
- Kostowski, W.; Barzantny, M. Efektywność Energetyczna i Środowiskowa Wybranych Metod Wykorzystania Wodoru Energy and Environmental Efficiency of Selected Methods to Use Hydrogen. 2022, 445–450.
- Magazyn Biomasa Raport Biogaz w Polsce. 2020.
- Świechowski, K.; Rasaq, W.A.; Syguła, E. Anaerobic Digestion of Brewer’s Spent Grain with Biochars—Biomethane Production and Digestate Quality Effects. Front Energy Res 2023, 11. [Google Scholar] [CrossRef]
- Ryckebosch, E.; Drouillon, M.; Vervaeren, H. Techniques for Transformation of Biogas to Biomethane. Biomass Bioenergy 2011, 35, 1633–1645. [Google Scholar] [CrossRef]
- Rejman-Burzyńska, A.; Maksymiak-Lach, H.; Jędrysik, E. Potencjał Energetyczny Biogazu – Ocena Zasobów Surowcowych Do Produkcji Biogazu w Polsce. Chemik 2013, 67, 446–453. [Google Scholar]
- Sakiewicz, P.; Cebula, J.; Piotrowski, K.; Bohdziewicz, J. Kinetics of Methane Fermentation of Selected Post-Processed Poultry Beddings — Possibilities of Process Intensification and Limitations. 2019, 2, 105–112. [Google Scholar] [CrossRef]
- IEA Bioenergy Methane Emissions from Biogas Plants; 2017; ISBN 978-1-910154-35-9.
- Krzysztof Ziemiński Methane Fermentation Process as Anaerobic Digestion of Biomass: Transformations, Stages and Microorganisms. Afr J Biotechnol 2012, 11, 4127–4139. [CrossRef]
- Qiang, H.; Lang, D.L.; Li, Y.Y. High-Solid Mesophilic Methane Fermentation of Food Waste with an Emphasis on Iron, Cobalt, and Nickel Requirements. Bioresour Technol 2012, 103, 21–27. [Google Scholar] [CrossRef]
- Khor, W.C.; Rabaey, K.; Vervaeren, H. Low Temperature Calcium Hydroxide Treatment Enhances Anaerobic Methane Production from (Extruded) Biomass. Bioresour Technol 2015, 176, 181–188. [Google Scholar] [CrossRef]
- Krishania, M.; Vijay, V.K.; Chandra, R. Methane Fermentation and Kinetics of Wheat Straw Pretreated Substrates Co-Digested with Cattle Manure in Batch Assay. Energy 2013, 57, 359–367. [Google Scholar] [CrossRef]
- Bischof, L.F.; Haurat, M.F.; Hoffmann, L.; Albersmeier, A.; Wolf, J.; Neu, A.; Pham, T.K.; Albaum, S.P.; Jakobi, T.; Schouten, S.; et al. Early Response of Sulfolobus Acidocaldarius to Nutrient Limitation. Front Microbiol 2019, 9. [Google Scholar] [CrossRef]
- Wintsche, B.; Glaser, K.; Sträuber, H.; Centler, F.; Liebetrau, J.; Harms, H.; Kleinsteuber, S. Trace Elements Induce Predominance among Methanogenic Activity in Anaerobic Digestion. Front Microbiol 2016, 7. [Google Scholar] [CrossRef] [PubMed]
- Preeti Rao, P.; Seenayya, G. Improvement of Methanogenesis from Cow Dung and Poultry Litter Waste Digesters by Addition of Iron. World J Microbiol Biotechnol 1994, 10, 211–214. [Google Scholar] [CrossRef] [PubMed]
- Meng, X.; Zhang, Y.; Li, Q.; Quan, X. Adding Fe0 Powder to Enhance the Anaerobic Conversion of Propionate to Acetate. Biochem Eng J 2013, 73, 80–85. [Google Scholar] [CrossRef]
- Takashima, M.; Shimada, K.; Speece, R.E. Minimum Requirements for Trace Metals (Iron, Nickel, Cobalt, and Zinc) in Thermophilic and Mesophilic Methane Fermentation from Glucose. Water Environment Research 2011, 83, 339–346. [Google Scholar] [CrossRef] [PubMed]
- Grgas, D.; Rukavina, M.; Bešlo, D.; Štefanac, T.; Crnek, V.; Šiki, T.; Habuda-stani, M. The Bacterial Degradation of Lignin — A Review. 2023, 1–17.
- Kaar, W.E.; Holtzapple, M.T. Using Lime Pretreatment to Facilitate the Enzymic Hydrolysis of Corn Stover. Biomass Bioenergy 2000, 18, 189–199. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, J.; Wang, X. Effects of Alkalinity Sources on the Stability of Anaerobic Digestion from Food Waste. Waste Management & Research: The Journal for a Sustainable Circular Economy 2015, 33, 1033–1040. [Google Scholar] [CrossRef]
- PN-EN 14346:2011 Standard. Waste Characteristics. Calculation of Dry Mass on the Basis of Dry Residue or Water Content.
- PN-EN 15169:2011 Standard. Waste Characteristics. Determination of Organic Matter Content for Waste, Slurry and Sludge.
- 2: ISO 118852009 Water Quality - Determination of Selected Elements by Inductively Coupled Plasma Optical Emission Spectrometry (ICP-OES) (ISO 11885, 1188.
- Abdelwahab, T.A.M.; Fodah, A.E.M. Utilization of Nanoparticles for Biogas Production Focusing on Process Stability and Effluent Quality. SN Appl Sci 2022, 4, 332. [Google Scholar] [CrossRef]
- Chen, Y.; Cheng, J.J.; Creamer, K.S. Inhibition of Anaerobic Digestion Process: A Review. Bioresour Technol 2008, 99, 4044–4064. [Google Scholar] [CrossRef] [PubMed]
- Andriamanohiarisoamanana, F.J.; Shirai, T.; Yamashiro, T.; Yasui, S.; Iwasaki, M.; Ihara, I.; Nishida, T.; Tangtaweewipat, S.; Umetsu, K. Valorizing Waste Iron Powder in Biogas Production: Hydrogen Sulfide Control and Process Performances. J Environ Manage 2018, 208, 134–141. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.; Zhang, Y.; Ni, B.-J. Zero Valent Iron Significantly Enhances Methane Production from Waste Activated Sludge by Improving Biochemical Methane Potential Rather Than Hydrolysis Rate. Sci Rep 2015, 5, 8263. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Wang, Y.; Liu, T. Effects of Iron Powder Addition and Thermal Hydrolysis on Methane Production and the Archaeal Community during the Anaerobic Digestion of Sludge. Int J Environ Res Public Health 2022, 19, 4470. [Google Scholar] [CrossRef]
- Lohani, S.P.; Havukainen, J. Anaerobic Digestion: Factors Affecting Anaerobic Digestion Process. In Energy, Environment, and Sustainability; Springer Nature, 2018; pp. 343–359.
- Zhang, Y.; Liang, Y.; Chen, J.; Chen, H. Effect of Lime Loading on the Performance of Simultaneous Lime Treatment and Dry Anaerobic Digestion of Smooth Cordgrass. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects 2016, 38, 3048–3054. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Q.; Zheng, P.; Wang, Y. Anaerobic Digestion of Food Waste Stabilized by Lime Mud from Papermaking Process. Bioresour Technol 2014, 170, 270–277. [Google Scholar] [CrossRef]
- Drosg, B. Process Monitoring in Biogas Plants; 2013.
- Jun, D.; Yong-sheng, Z.; Mei, H.; Wei-hong, Z. Influence of Alkalinity on the Stabilization of Municipal Solid Waste in Anaerobic Simulated Bioreactor. J Hazard Mater 2009, 163, 717–722. [Google Scholar] [CrossRef]
- Montalvo, S.; Guerrero, L.; Borja, R.; Sánchez, E.; Milán, Z.; Cortés, I.; Angeles de la la Rubia, M. Application of Natural Zeolites in Anaerobic Digestion Processes: A Review. Appl Clay Sci 2012, 58, 125–133. [Google Scholar] [CrossRef]
- Cavali, M.; Libardi Junior, N.; de Almeida Mohedano, R.; Belli Filho, P.; da Costa, R.H.R.; de Castilhos Junior, A.B. Biochar and Hydrochar in the Context of Anaerobic Digestion for a Circular Approach: An Overview. Science of The Total Environment 2022, 822, 153614. [Google Scholar] [CrossRef]
- Ward, A.J.; Hobbs, P.J.; Holliman, P.J.; Jones, D.L. Optimisation of the Anaerobic Digestion of Agricultural Resources. Bioresour Technol 2008, 99, 7928–7940. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Sánchez, C.; González-González, A.; Cuadros-Salcedo, F.; Cuadros-Blázquez, F. Using Low-Cost Porous Materials to Increase Biogas Production: A Case Study in Extremadura (Spain). J Clean Prod 2018, 198, 1165–1172. [Google Scholar] [CrossRef]
- Shi, Y.; Liu, M.; Li, J.; Yao, Y.; Tang, J.; Niu, Q. The Dosage-Effect of Biochar on Anaerobic Digestion under the Suppression of Oily Sludge: Performance Variation, Microbial Community Succession and Potential Detoxification Mechanisms. J Hazard Mater 2022, 421, 126819. [Google Scholar] [CrossRef] [PubMed]
- Montalvo, S.; Díaz, F.; Guerrero, L.; Sánchez, E.; Borja, R. Effect of Particle Size and Doses of Zeolite Addition on Anaerobic Digestion Processes of Synthetic and Piggery Wastes. Process Biochemistry 2005, 40, 1475–1481. [Google Scholar] [CrossRef]
- Koch, K.; Hafner, S.D.; Weinrich, S.; Astals, S.; Holliger, C. Power and Limitations of Biochemical Methane Potential (BMP) Tests. Front Energy Res 2020, 8. [Google Scholar] [CrossRef]
- Koch, K.; Hafner, S.D.; Weinrich, S.; Astals, S. Identification of Critical Problems in Biochemical Methane Potential (BMP) Tests From Methane Production Curves. Front Environ Sci 2019, 7. [Google Scholar] [CrossRef]
- Akunna, J.C. Anaerobic Treatment of Brewery Wastes. In Brewing Microbiology; Elsevier, 2015; pp. 407–424.
- Czekała, W.; Lewicki, A.; Pochwatka, P.; Czekała, A.; Wojcieszak, D.; Jóźwiakowski, K.; Waliszewska, H. Digestate Management in Polish Farms as an Element of the Nutrient Cycle. J Clean Prod 2020, 242, 118454. [Google Scholar] [CrossRef]
- Li, Y.; Alaimo, C.P.; Kim, M.; Kado, N.Y.; Peppers, J.; Xue, J.; Wan, C.; Green, P.G.; Zhang, R.; Jenkins, B.M.; et al. Composition and Toxicity of Biogas Produced from Different Feedstocks in California. Environ Sci Technol 2019, 53, 11569–11579. [Google Scholar] [CrossRef] [PubMed]
- Bharathiraja, B.; Sudharsana, T.; Jayamuthunagai, J.; Praveenkumar, R.; Chozhavendhan, S.; Iyyappan, J. Biogas Production–A Review on Composition, Fuel Properties, Feed Stock and Principles of Anaerobic Digestion. Renewable and Sustainable Energy Reviews 2018, 90, 570–582. [Google Scholar] [CrossRef]
- Häfner, F.; Hartung, J.; Möller, K. Digestate Composition Affecting N Fertiliser Value and C Mineralisation. Waste Biomass Valorization 2022, 13, 3445–3462. [Google Scholar] [CrossRef]
Figure 1.
Methane production from BSG supplemented with iron particles (Fe).
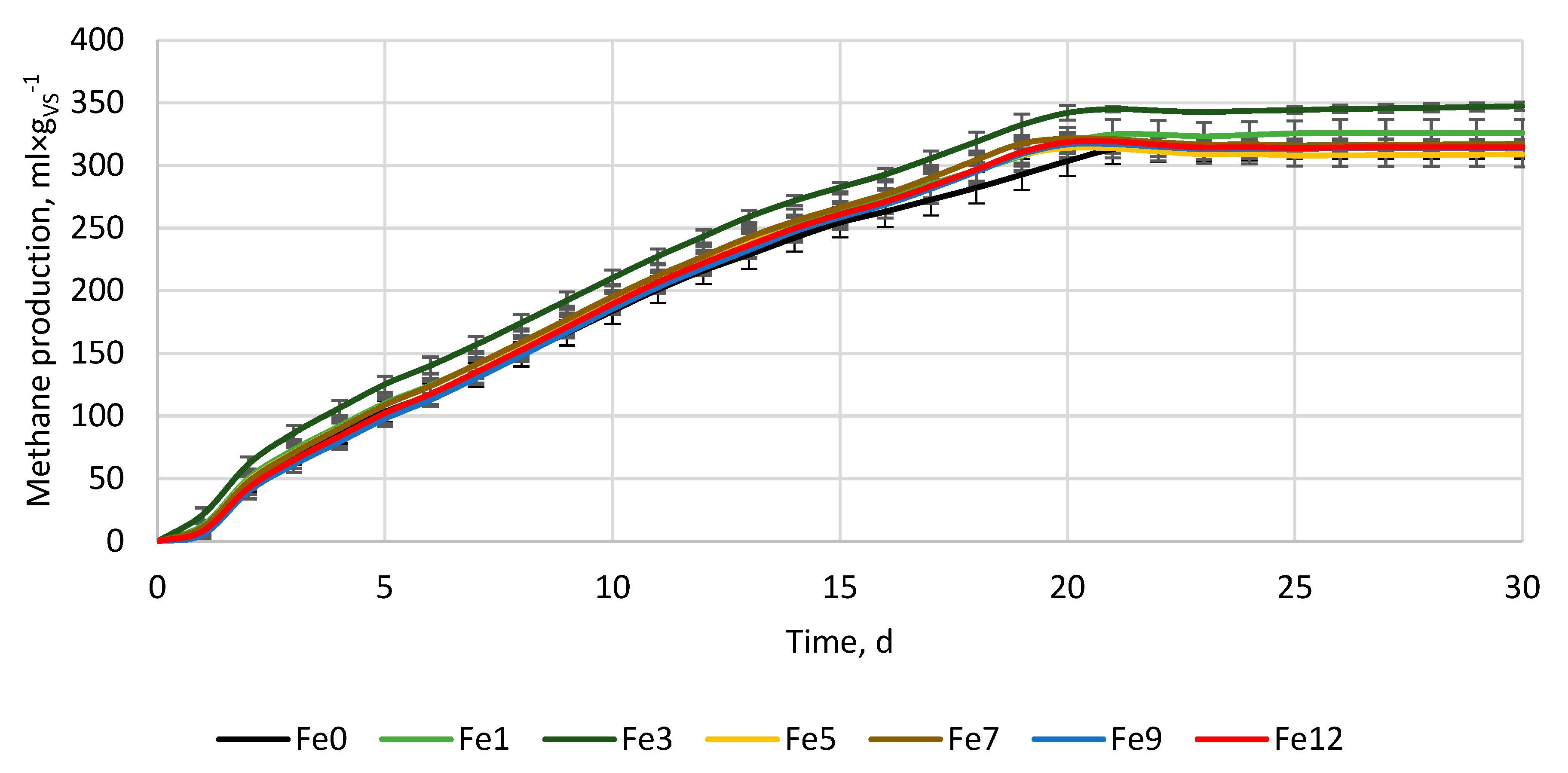
Figure 2.
Methane production from BSG supplemented with lime (Ca(OH)2).
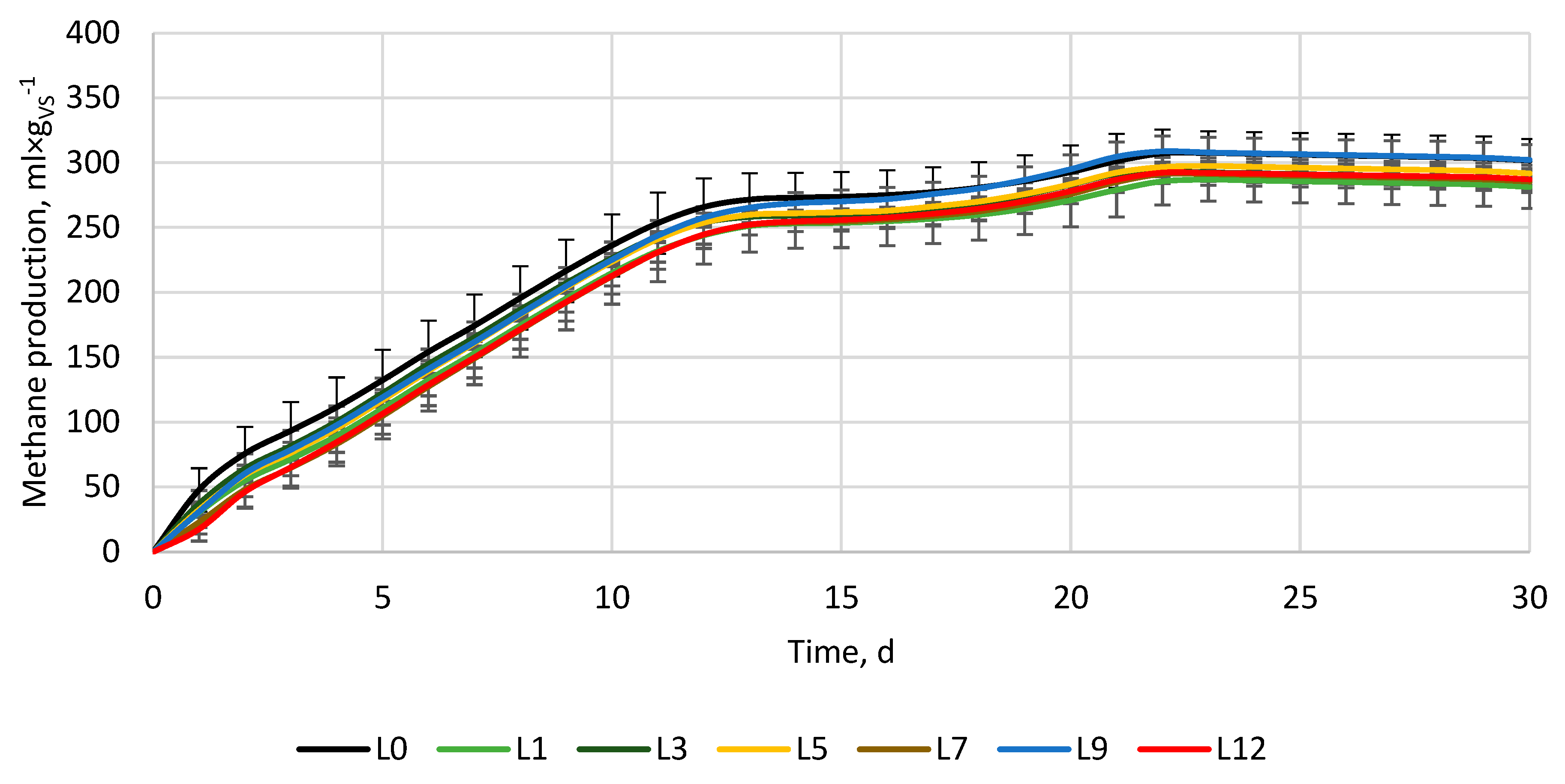
Figure 3.
Methane production from BSG supplemented with milled ceramic powder.
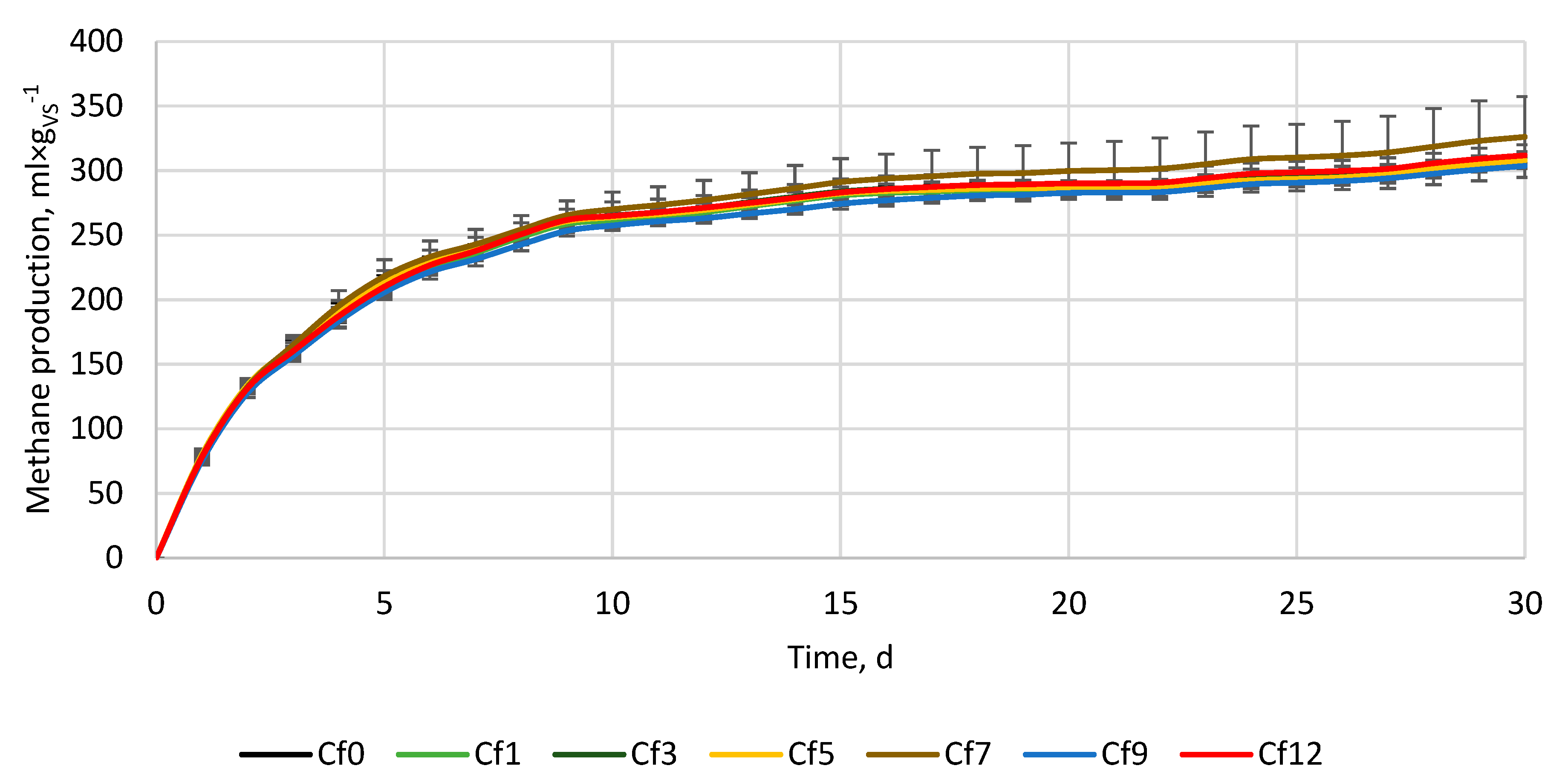
Figure 4.
Methane production from BSG supplemented with different amounts of iron powder and ceramic powder.
Figure 4.
Methane production from BSG supplemented with different amounts of iron powder and ceramic powder.
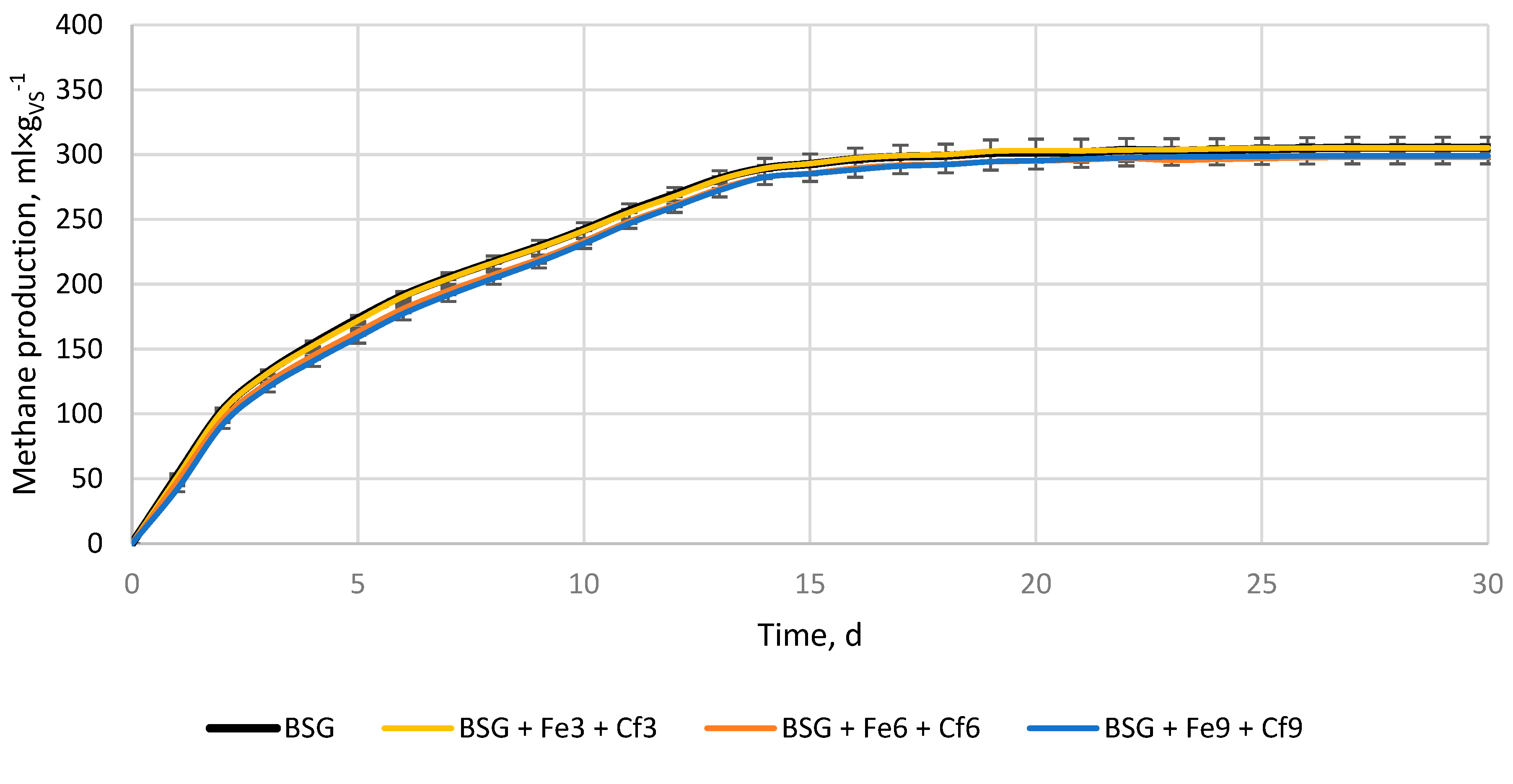
Table 2.
Kinetics parameters and substrate conversion efficiency.
| Variant, - | ymax, ml×gvs-1 | k, d-1 | r, ml×(gvs×d)-1 | t1/2, d | BD, % | VSr, % |
|---|---|---|---|---|---|---|
| Fe0 | 383.6±2.6 | 0.07±0.00 | 26.4±1.5 | 10.1±0.5 | 62.0±2.1 | 43.0±0.9 |
| Fe1 | 389.1±9.9 | 0.07±0.00 | 28.3±0.4 | 9.5±0.4 | 63.9±1.8 | 42.6±0.6 |
| Fe3 | 403.1±9.2 | 0.08±0.01 | 31.7±1.5 | 8.8±0.6 | 68.1±0.7 | 43.6±0.5 |
| Fe5 | 360.3±1.6 | 0.08±0.00 | 29.1±1.7 | 8.6±0.5 | 60.6±2.0 | 44.2±1.9 |
| Fe7 | 373.2±0.1 | 0.08±0.00 | 29.3±0.9 | 8.8±0.3 | 62.2±0.7 | 43.4±0.7 |
| Fe9 | 383.4±4.5 | 0.07±0.00 | 26.8±0.6 | 9.9±0.1 | 61.5±1.3 | 44.3±1.5 |
| Fe12 | 378.6±5.3 | 0.07±0.01 | 27.8±1.6 | 9.5±0.7 | 61.6±0.7 | 40.7±0.7 |
| L0 | 320.2±7.2 | 0.12±0.01 | 40.1±5.2 | 5.6±0.6 | 58.8±3.3 | 44.7±0.0 |
| L1 | 305.0±2.0 | 0.11±0.01 | 33.9±3.0 | 6.3±0.5 | 54.8±1.6 | 45.6±0.8 |
| L3 | 306.6±3.0 | 0.12±0.00 | 37.2±0.6 | 5.7±0.0 | 55.9±0.8 | 45.1±1.3 |
| L5 | 315.2±5.3 | 0.11±0.01 | 35.5±1.0 | 6.2±0.3 | 56.9±0.7 | 42.9±1.1 |
| L7 | 314.4±4.9 | 0.10±0.00 | 32.3±1.1 | 6.8±0.1 | 55.6±1.7 | 44.4±0.0 |
| L9 | 329.5±13 | 0.11±0.01 | 35.5±0.8 | 6.4±0.4 | 58.9±2.3 | 44.8±0.3 |
| L12 | 316.7±0.3 | 0.10±0.01 | 32.5±2.7 | 6.8±0.6 | 56.0±1.6 | 45.2±0.1 |
| Cf0 | 298.7±1.8 | 0.24±0.01 | 71.7±2.5 | 2.9±0.1 | 61.9±0.7 | 44.7±2.1 |
| Cf1 | 296.2±2.3 | 0.24±0.01 | 70.6±2.0 | 2.9±0.1 | 61.3±0.7 | 45.6±1.0 |
| Cf3 | 299.0±6.7 | 0.24±0.00 | 72.4±2.9 | 2.9±0.0 | 61.7±1.8 | 45.1±0.4 |
| Cf5 | 296.0±2.5 | 0.25±0.01 | 73.3±1.6 | 2.8±0.1 | 61.1±0.8 | 42.9±0.8 |
| Cf7 | 312.7±6.7 | 0.22±0.00 | 69.7±2.9 | 3.1±0.0 | 64.8±6.2 | 44.4±2.4 |
| Cf9 | 292.7±1.5 | 0.23±0.01 | 68.1±2.4 | 3.0±0.1 | 60.3±0.2 | 44.8±0.7 |
| Cf12 | 300.7±2.0 | 0.23±0.00 | 70.0±1.0 | 3.0±0.0 | 62.0±0.7 | 45.2±1.5 |
Table 3.
Process residues characteristics.
| Variant, - | VS, % | C, % | H, % | N, % | S, % | O, % | AC, % | pH, - | EC, µS×cm-1 |
|---|---|---|---|---|---|---|---|---|---|
| Fe0 | 63.7±0.1 | 35.5±1.1 | 5.0±0.1 | 4.2±0.3 | 1.4±0.1 | 19.1±0.4 | 36.3±0.1 | 8.07±0.01 | 33.80±0.00 |
| Fe1 | 64.2±0.3 | 34.0±0.4 | 4.5±0.0 | 4.2±0.2 | 1.3±0.2 | 21.5±0.2 | 35.8±0.3 | 8.11±0.01 | 34.50±1.27 |
| Fe3 | 62.8±2.7 | 32.5±0.9 | 4.2±0.2 | 3.9±0.2 | 1.4±0.3 | 22.2±0.4 | 37.2±2.7 | 8.09±0.01 | 34.70±0.14 |
| Fe5 | 62.8±0.8 | 31.7±2.1 | 4.0±0.3 | 3.8±0.1 | 1.5±0.4 | 23.3±0.7 | 37.2±0.8 | 8.11±0.02 | 34.30±0.42 |
| Fe7 | 63.9±0.2 | 35.0±1.3 | 4.5±0.4 | 4.6±0.5 | 1.5±0.1 | 19.7±0.6 | 36.1±0.2 | 8.11±0.01 | 34.20±0.57 |
| Fe9 | 63.0±0.9 | 34.3±0.4 | 4.3±0.3 | 4.5±0.1 | 1.4±0.0 | 19.9±0.2 | 37.0±0.9 | 8.14±0.00 | 34.45±0.21 |
| Fe12 | 64.5±0.3 | 32.5±1.6 | 4.2±0.3 | 4.4±0.6 | 1.4±0.1 | 23.4±0.6 | 35.5±0.3 | 8.13±0.00 | 34.70±0.14 |
| L0 | 62.4±1.2 | 33.1±2.3 | 4.3±0.6 | 3.7±0.1 | 1.2±0.0 | 21.3±0.7 | 37.6±1.2 | 7.92±0.02 | 34.95±0.07 |
| L1 | 63.4±0.1 | 32.1±0.3 | 4.1±0.0 | 4.1±0.2 | 1.2±0.1 | 23.1±0.2 | 36.6±0.1 | 7.94±0.00 | 35.70±0.00 |
| L3 | 62.5±0.6 | 33.4±1.5 | 4.3±0.3 | 4.1±0.6 | 1.3±0.1 | 20.6±0.6 | 37.5±0.6 | 7.94±0.00 | 33.50±0.07 |
| L5 | 62.3±1.7 | 35.3±1.1 | 4.4±0.2 | 4.6±0.6 | 1.2±0.1 | 18.0±0.5 | 37.7±1.7 | 7.95±0.04 | 34.80±0.07 |
| L7 | 63.1±0.1 | 33.8±1.0 | 4.4±0.3 | 4.8±0.0 | 1.2±0.2 | 20.1±0.4 | 36.9±0.1 | 7.95±0.01 | 35.15±0.07 |
| L9 | 61.6±0.3 | 30.6±1.8 | 3.9±0.4 | 4.6±0.4 | 1.1±0.4 | 22.5±0.7 | 38.4±0.3 | 7.95±0.01 | 35.30±0.07 |
| L12 | 61.0±0.1 | 31.6±0.7 | 3.9±0.1 | 4.4±0.0 | 0.8±0.1 | 21.1±0.2 | 39.0±0.1 | 7.94±0.01 | 35.50±0.07 |
| Cf0 | 63.4±1.2 | 32.6±0.3 | 4.3±0.1 | 3.9±0.1 | 1.1±0.2 | 22.5±0.2 | 36.6±1.2 | 7.92±0.02 | 34.95±1.06 |
| Cf1 | 63.8±1.1 | 32.3±0.5 | 4.2±0.2 | 4.1±0.0 | 1.2±0.1 | 23.1±0.2 | 36.2±1.1 | 7.94±0.02 | 35.70±0.14 |
| Cf3 | 63.6±1.6 | 32.5±2.6 | 4.3±0.6 | 4.0±0.4 | 1.1±0.0 | 22.8±0.9 | 36.4±1.6 | 7.94±0.03 | 33.50±0.78 |
| Cf5 | 63.6±2.2 | 31.7±5.1 | 4.1±1.0 | 4.2±0.3 | 1.0±0.1 | 23.6±1.6 | 36.4±2.2 | 7.95±0.01 | 34.80±0.99 |
| Cf7 | 63.7±1.5 | 30.5±0.7 | 4.1±0.2 | 4.7±0.3 | 1.0±0.0 | 24.4±0.3 | 36.3±1.5 | 7.95±0.03 | 35.15±0.49 |
| Cf9 | 62.8±0.9 | 31.7±0.1 | 4.2±0.0 | 4.6±0.2 | 1.1±0.1 | 22.3±0.1 | 37.2±0.9 | 7.95±0.04 | 35.30±0.57 |
| Cf12 | 62.1±1.3 | 32.0±0.2 | 4.0±0.1 | 4.4±0.3 | 1.0±0.1 | 21.8±0.2 | 37.9±1.3 | 7.94±0.01 | 35.50±2.33 |
Table 4.
Micro and macronutrients in process residues, mg×kgTS-1.
| Share, % | Fe | Co | Mo | Se | W | Cu | Zn | Mn |
|---|---|---|---|---|---|---|---|---|
| Fe0 | 3300±500 | 1.5±0.3 | 1.6±0.3 | < 5.0 | < 5.0 | 27.5±5.5 | 210±40 | 99±20 |
| Fe1 | 3350±500 | 1.6±0.3 | 1.2±0.2 | < 5.0 | < 5.0 | 25.5±5.5 | 195±40 | 87±18 |
| Fe3 | 5400±800 | 2.2±0.5 | 1.6±0.3 | < 5.0 | < 5.0 | 28.5±5.5 | 220±45 | 96±19 |
| Fe5 | 5650±850 | 2.2±0.5 | 1.8±0.4 | < 5.0 | < 5.0 | 28.5±6.0 | 215±40 | 96.5±19 |
| Fe7 | 6950±1050 | 2.8±0.6 | 2.9±0.6 | < 5.0 | < 5.0 | 31.5±3.0 | 230±45 | 102±19 |
| Fe9 | 6400±950 | 2.6±0.5 | 1.4±0.3 | < 5.0 | < 5.0 | 26.5±5.0 | 200±40 | 86±17 |
| Fe12 | 8650±1300 | 3.3±0.7 | 2.0±0.4 | < 5.0 | < 5.0 | 31.5±6.5 | 240±50 | 104±35 |
| L0 | 3500±550 | 1.5±0.3 | 1.7±0.3 | < 5.0 | < 5.0 | 31.0±6.0 | 190±40 | 100±30 |
| L1 | 3550±550 | 1.7±0.3 | 2.2±0.5 | < 5.0 | < 5.0 | 30.0±6.0 | 200±40 | 97±19 |
| L3 | 3350±500 | 1.4±0.3 | 2.3±0.5 | < 5.0 | < 5.0 | 28.5±5.5 | 180±35 | 96±29 |
| L5 | 3150±450 | 1.3±0.3 | 1.9±0.4 | < 5.0 | < 5.0 | 27.0±5.5 | 175±35 | 92±18 |
| L7 | 3800±550 | 2.1±0.4 | 2.1±1.8 | < 5.0 | < 5.0 | 33.5±6.5 | 195±40 | 104±20 |
| L9 | 3550±550 | 1.6±0.3 | 2.3±0.5 | < 5.0 | < 5.0 | 30.5±6.0 | 205±40 | 103±19 |
| L12 | 3500±500 | 1.6±0.3 | 2.2±0.5 | < 5.0 | < 5.0 | 29.5±6.0 | 195±40 | 97±19 |
| Cf0 | 3520±520 | 1.5±0.5 | 1.6±0.6 | < 5.0 | < 5.0 | 29.3±7.5 | 200±45 | 99±25 |
| Cf1 | 3450±520 | 1.6±0.6 | 1.7±0.7 | < 5.0 | < 5.0 | 27.0±8.5 | 198±55 | 93±35 |
| Cf3 | 3250±650 | 1.8±0.6 | 1.9±0.6 | < 5.0 | < 5.0 | 28.5±8.5 | 200±50 | 97±30 |
| Cf5 | 3400±650 | 1.7±0.6 | 1.8±0.5 | < 5.0 | < 5.0 | 27.75±8 | 195±50 | 94±30 |
| Cf7 | 3680±800 | 2.4±0.5 | 2.5±1.2 | < 5.0 | < 5.0 | 32.5±7.5 | 213±45 | 103±30 |
| Cf9 | 3530±750 | 2.1±0.5 | 1.8±0.4 | < 5.0 | < 5.0 | 28.5±8.0 | 203±50 | 94±30 |
| Cf12 | 3520±900 | 2.5±0.6 | 2.1±0.6 | < 5.0 | < 5.0 | 30.5±8.0 | 218±50 | 100±30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



