
Submitted:
28 June 2023
Posted:
29 June 2023
You are already at the latest version
Abstract
The exponential growth in the consumption of electronics, in combination with the reduction in their useful life, leads to a significant increase in the volume of electronic material discarded. Printed Circuit Boards (PCBs) are modules composed of ceramic, polymer and metallic materials of high economic value and with a great potential for damage to biotic and anthropic environments when inadequately discarded. The aims of this work was to study the main environmental impacts and the efficiency of mechanical operations in the electronic waste recycling process in optimizing the concentration of metallic copper. For this, the samples obtained were characterized according to their morphology and chemical composition, and subjected to physical and mechanical treatments: dismantling, grinding, separation by granulometry, density and magnetic property. The environment impacts were estimated by the Life Cycle Assessment of the pre-treatment processes, associated with copper extraction operations in WPCBs. According to the results obtained, it is possible to infer that the NM +1mm Concentrated product presents in its metallic composition around 78% of copper, which contributes to the efficiency of the hydrometallurgical extraction processes. It is noteworthy that the Concentrated class represents about 14% of copper (wt) taking into account the amount of 3.789 kg of PCB waste input material. The potential for reinsertion of the dust in the material recovery process is highlighted, given that the chemical composition of this particulate has a significant presence of metals. In general, it was found that due to the higher concentration (wt %) of the sample being allocated in the range of - 0.15mm + 0.05mm, the elements Fe (18.30%), Si (10.73%), Ca (9.21%) and Cu (8.89%) stand out regarding the participation of the elemental composition of this fraction and also regarding the general composition of the sample. Furthermore, the generation of dust during the fragmentation process, can be associated with occupational respiratory diseases when not managed. About the Life Cycle Assessment, in seven of the nine categories evaluated, crushing and screening activities accounted for more than 90% of the recorded impact values. In general, it is estimated that in the pre-treatment phase be generated 15.4 kg CO2 eq.
Keywords:
Electronic waste
; Waste management
; Copper recovery
1. Introduction
The recycling of electronic waste has become a goal for extractive industries due to the increase in the quantity and economic value associated with the recovery of materials. Urban mining, as the electronics recycling activity is called, provides for obtaining more precious metals than the conventional mining process (Xavier & Lins, 2018).
Printed Circuit Boards (PCBs) are widely found as components of electronic devices, being composed of several metallic, polymeric and ceramic materials (Ribeiro et al., 2019). Sun et al, (2017) states that WEEE, especially PCBs, are characterized by chemical and physical distinction in relation to other industrial waste, being often constituted by materials of high economic value and also by materials that express an imminent risk to the environment. biotic and anthropic.
Thus, the recycling of materials from PCB represents the mitigation of environmental and social impacts, ensuring that it is tangible to obtain recoverable metal concentrates. Silvas (2014) also states that during the PCB metal recovery process, there is a heterogeneous composition that it presents, which dictates the careful need to select recovery methods and parameters, such as the hydrometallurgical and biohydrometallurgical processes that demand unique chemical/biochemical leaching characteristics (oxi-reduction potential, pH, ionic strength, bacterial strain, mode of agitation, etc.).
Its composition is heterogeneously characteristic, presenting diversities according to the type of equipment. The board can be produced in cellulose or fiberglass accompanied by epoxy or phenolic resin, with the superposition of copper layers that can vary between one and sixteen layers (Ilankoon et al. 2018). Perdigones (2022) corroborates that PCBs can be classified according to the number of copper layers deposited on the insulating board, and may present a copper sheet followed by a substrate laminate (single face), two copper sheets interspersed with laminates of substrate (double-sided) or from 4 to 16 copper sheets interspersed with substrate laminates (multi-layer).
According to Zhou et al. (2010) the elementary composition of PCBs varies according to the type and its applications. In general, PCBs contain approximately 28% metals, 23% polymers and the remaining percentage corresponds to ceramic materials.About 10-20% of PCB is made of copper, which forms the conductive layer for electrical connection between different components. Precious metals, especially Au and Pd, are used as contact materials in joints. Typical Pb/Sn solders, which are used to connect surface components, represent 4 to 6% of the total board mass. The components affixed to the PCBs also have different metals in their compositions, including: Ga, In, Ti, Si, Ge, As, Sb, Se, Te, Ta, etc (Kasper & Veit, 2018; Gu et al, 2019).
Due to the diverse and complex nature of PCB waste, the characterization in terms of type, structure, components and composition becomes important to establish the process for recycling (Ghosh, 2015). According to Isıldar et al, (2018) and Suresh et al, (2018) toxic components, especially Pb, Cd, Hg, As and Cr are significantly present in PCBs. Liu et al. (2009) reported that electronic waste recycling workers had chromosomal alterations in a proportion 20 times greater than those who were not exposed to electronic waste. What confirms the high degree of toxicity of these elements to human health.
The recovery of metals from electronic waste requires the execution of pre-treatment initially, aiming at releasing the metals existing inside the PCBs, which will later be extracted by metallurgical processes such as hydrometallurgy, biohydrometallurgy or pyrometallurgy.
The dismantling of different electronic components fixed superficially on the PCBs is a very important step in the recycling process. Selective disassembly of hazardous PCB components ensures that toxic elements do not enter the mainstream of the recycling process. Components such as batteries, capacitors, etc., are treated differently and in more dedicated installations, as these components contain toxic heavy metals (Kaya, 2018).
The steps for processing PCB waste is basically composed of four distinct phases, namely (Kumar et al, 2015; Nekouei et al, 2018): Comminution - In which PCB waste is fragmented and/or crushed in a hammer/knife mill for homogenization and particle size reduction; Particle size classification - After grinding residues are submitted to sieves with different size openings, with the objective of grouping the fractions into a specific granulometry; Magnetic separation - This process is mainly carried out by magnetic separators with different intensities that are intended to separate magnetic materials from previously comminuted waste. The resulting material can be classified as ferromagnetic, paramagnetic and diamagnetic; Electrostatic separation – By electrostatic separation, materials are segmented according to their electrical properties.
Considering that any system, product, process or activity generates environmental impacts from the extraction of natural resources, until the end of their useful life, in which they are returned to the environment in the form of aqueous (effluents) and atmospheric emissions, waste or energy, ACV is used and characterized by its excellence in evaluating the environmental performance of products and services (Dias et al., 2022).
This study aims to assess the efficiency of mechanical operations in the electronic waste recycling process in optimizing the concentration of metallic copper, considering the use of density separation by shaker table, and the environment impacts associated.
The work presents its relevance in studying a physical and mechanical treatment route that allows the enrichment of the copper fraction in the process of recovery of metals in electronic waste, which contributes to the improvement of recovery parameters, such as material grain size and selection of the hydrometallurgical route most suitable for the metal of interest. Furthermore, the work contributes to the characterization of the particulate material, defined as dust, obtained during the electronic waste fragmentation stage. The composition of this by-product is relevant for the identification of the main component metals, in addition to stimulating the insertion of this material in the metal recovery process. In addition, the work is important in studying the environmental impacts associated with the metal recovery route considered in this study, creating opportunities for environmental improvements in copper extraction processes in electronic waste.
2. Material and Methods
2.1. Material
The materials used in the study consist of PCB samples submitted to the dismantling process for the removal of plastic components. For the internal characterization of the studied sample, the Stemi 2000 - C Stereo Microscope was used to analyze the material after a transverse section.
2.2. Physical and Mechanical Processing
The steps adopted by this methodology consisted (i) Manual collection and dismantling; (ii) Comminution; (iii) Particle size classification; (iv) Separation by density; (v) Magnetic separation.
The PCBs waste were cut into 5 cm2 pieces using a guillotine. Then, they were ground using a hammer shredder (EWZ M400) with an 8 mm diameter grid (primary milling), and a shredder of RETSCH SM 200 knives with a 4 mm diameter grid for smaller sizes (secondary crushing). After this process, it was possible to obtain a particulate sample, which was subjected to a selection according to the size of its particles, comprising the intervals +1 mm, -1 mm + 0.45 mm, - 0.45 mm. The classification was carried out with the aid of a vibrating stirrer (Retch AS 200).
Following the sample's separation by granulometry, the material was subjected to dynamics of separation by density, allowing the obtainment of four distinct product classes in terms of granulometry and composition of materials. each of the classes was identified as follows: Concentrated, Mixed, Sterile and Organic Matter. The Wilfley shaker table is characterized by an inclined surface, which has linear extensions called rifles. There is an asymmetric movement in the longitudinal direction and a film of water that crosses the table surface transversely.
After separation by the shaker table, a manual magnetic device was used to classify the materials in terms of their magnetic characteristics. Products that presented magnetic characteristics were allocated to the Magnetic materials group (M), whereas products that did not present magnetic properties, or that presented low magnetic capacity, were allocated to the group of non-magnetic materials (NM).
2.2.1. Physical and Chemical Characterization of WPCB Dust
Due to the generation of dust during the fragmentation process, which can have the potential for reinsertion in the material recovery process, as well as being associated with occupational respiratory diseases when not well managed, this material was characterized, captured during the process. of comminution through paper filters with a diameter of 37 mm, moistened with water. The filters were then submitted to an oven for drying for a period of 24 hours, at a temperature of 50 ºC. Then, the scraping procedure was performed on each filter used, accumulating all the material in a single sample.
The purpose of this procedure was to characterize physically and chemically the particulate material, with low granulometry, which was in suspension inside the fragmentation equipment. For the characterization of the general dust sample, the Scanning Electron Microscopy - SEM examination was performed, using the environmental scanning electron microscope, high resolution (Schottky), and also the Energy Dispersive Spectroscopy - EDS with Microanalysis by X-Ray and Electron Diffraction Pattern Analysis: Quanta 400 FEG ESEM/EDAX Genesis X4M. The sample was coated with a thin film of Au/Pd, by sputtering, using the SPI Module Sputter Coater equipment.
2.3. Physical and Chemical Characterization of WPCB
After the physical and mechanical processing phase, the samples were segmented according to the magnetic property, particle size and product class (defined after the density separation process). With the aid of the Stemi 2000 - C Stereo Microscope, the samples were analyzed visually, allowing the previous selection of the material of interest in this study. In order to corroborate with the visual analysis, elementary characterization of the samples was also carried out based on X-Ray Fluorescence using the Oxford X-MET 7000 equipment. The Concentrated and Mixed classes were prioritized, due to the greater potential for concentration in metals, especially copper.
For the quantification of metals, the technique of submitting the samples in a chemical solution composed of nitric acid (HNO3) and hydrochloric acid (HCl) in the ratio of 1:3 – by ISO 11466:1995, was used. Chemical digestions were performed in triplicates with the aid of Kjeldahl tubes, following the solid/liquid ratio of 1g/15 mL, runtime 3 hours, at 90 ºC. After cooling to room temperature, the solutions were filtered and diluted with deionized water to a volume of 100 mL.
After digestion in aqua regia and filtering, the supernatant residue retained on paper filters was taken to an oven for 24 hours at 50 ºC. After this period, the residual material was weighed, and the initial weight of the sample was subtracted from the weight of the residual material, allowing the quantification of the insolubilized material. It should be noted that the class of insoluble materials comprises polymeric and ceramic materials, whereas the materials solubilized during the process correspond to metallic materials.
The quantification of copper was determined by Atomic Absorption Spectrometry using the UNICAM 969 AA spectrometer equipment. For analysis of the organic fraction of the sample, Total Carbon (TC) was determined with a TC analyzer (TOC-V, SHIMADZU), by EN 13137: 2001 standard.
2.4. Life Cycle Assessment - LCA
The objective of this LCA study was to estimate the Life Cycle Impacts of the pre-treatment processes, associated with Cu extraction operations in WPCBs using the standards and general principles of the NBR ISO 14040.
Regarding the definition of the system boundary for the evaluation, the pre-treatment were considered. The boundary of the system initially studied comprises two sets of processes, as shown in the Figure 1: process I (crushing and sieving operations) and process II (density separation and magnetic separation).
Taking into account that the pre-treatment phase is common to all downstream processes, the LCA of this set of processes was carried out in isolation, in order to assess their specific environmental impact. Thus, the Functional Unit was established in terms of obtaining 1 kg of product CNM + 1mm (with a concentration of 78% Cu), since this was the input product for the leaching processes that took place a posteriori.
In the Life Cycle Inventory related to each process, as shown in the Table 1 and Table 2, data were collected, measured, calculated or estimated, allowing the quantification of inputs and outputs, which contributed to the LCIA. The software used to support this work was SimaPRO® 8.0, which allowed obtaining additional information by consulting the Ecoinvent 3.0 database.
3. Results and Discussion
In order to ensure the uniformity of the sample, PCBs from computers, also known as motherboards, were used in this study. However, the boards may vary in terms of their basic composition, even if they are obtained from the same type of electronic equipment.
Thus, the Stemi 2000 - C Stereo Microscope was used to identify and characterize the boards by image, according to their internal structure. The analysis based on the cross section performed on the printed circuit board allowed the visualization of four copper layers inside, which are interspersed with layers of fiberglass. In the outermost regions it is possible to identify the presence of an overlay layer composed of epoxy resin. In view of the internal structure shown and the materials that compose it, it is possible to infer that the analyzed plate corresponds to the FR - 4 model, which is indicated by the literature as the type of plate used mainly in the manufacture of computers and electronics.
3.1. Physical and Mechanical Processing: Copper Concentration
After dismantling and cutting the guillotine, the sample was subjected to the comminution process, using two different models of shredders. In the first stage of the comminution process, the material was ground using an EWZ M400/I-200 hammer mill with an 8 mm diameter sieve. The process was carried out in duplicate to ensure greater homogeneity regarding the grain size of the batch. In quantitative terms, the comminution process started with the entry of approximately 4.5 kg of dismantled and guillotined material.
In sequence, the material already crushed by the hammer shredder, was submitted to the knife shredder, model RETSCH SM 200 with a 4 mm diameter sieve, which allowed the reduction of the sample grain size. The process also occurred in duplicate. The grinding in this type of mill is carried out, mainly, when the purpose is to release the materials, as in the case of copper present inside the PCBs. It is noteworthy that prior to the occurrence of fragmentation processes, the equipment used was subjected to hygiene procedures so that there was no contamination of the sample obtained.
During the crushing process it was possible to record an estimated loss of about 0.192 kg of material. Thus, in general terms, it was found that the overall losses during the comminution process correspond to about 4.3% of the total sample entering the process. These losses are associated with materials retained close to the internal structure of the equipment and materials that are easily crushed and end up dissipating in the form of dust during the process.
After the comminution process, the material was classified according to seven particle sizes, respectively, +1 mm; -1mm +0.71mm; -0.71mm +0.45mm; -0.45mm +0.25mm; -0.25mm +0.15mm; -0.15mm +0.05mm; and -0.05mm. The granulometric separation took place with the aid of the vibrating separator (RETSCH AS 200) and the corresponding sieves.
According to Table 3, the distribution, in percentage of mass of the general sample, had its highest concentration in the particle size fraction +1mm, representing about 64% of the total sample mass. The remaining 36% are distributed in the other fractions, not exceeding the representativeness of 10% of the total mass of the general sample in each fraction.
The shaker table (Figure 2) is characterized by an inclined surface, which has small projections (rifles) positioned in parallel along its length. There is an asymmetrical movement in the longitudinal direction and a film of water that crosses the table surface transversely.
The dense liquid technique is used to separate solid particles through the difference in density. The particles that need to be separated are immersed in a liquid that has a density value between the density values of the components that are to be separated. The heavier particles go to the bottom while the lighter particles float on the surface. The process proves to be quite efficient, as it makes it possible to separate metals from polymers and ceramics.
However, to ensure greater efficiency in the density separation process, it was noticed through a pilot test that the samples of low granulometry, which had little representation in relation to the total mass of the overall sample, did not respond efficiently to the process. Thus, it was decided to group the general material into only three particle size fractions.
Thus, after separation by secondary particle size fraction, where the +1mm, -1mm +0.45mm and -0.45mm class intervals were adopted, the sample was subjected to density separation, using an shaker table, with a flow rate of 0.000009508 m3/s. Water was used as a liquid medium to carry out the density separation activity. Four product classes are obtained from this step, being named: Concentrated (C), Mixed (M), Sterile (S) and Organic Matter (OM).
The Concentrated class stands out for presenting greater potential for enriching metals through the process of separation by densities, since higher density materials, when compared to the density of the medium, follow the oscillatory movement of the table along the rifles, leading to mostly in the same compartment.
The Mixed class has some relevance regarding the presence of metals. However, it is also characterized by having polymeric and ceramic materials, which makes this class less favorable to the enrichment of metals, when compared to the Concentrated class.
The Sterile and Organic Matter classes are characterized by the intense accumulation of ceramic and polymeric materials, that is, low metal enrichment potential. In this case, the materials had a density lower than the density of water, suffering immediate fluctuation during the process.
Together, the Concentrated and Mixed Material classes corresponded to 60% of the total mass of the sample submitted to the density separation process. Table 4 shows the mass distribution (%) of the classes obtained in the density separation.
After separation by density, the general sample was segmented according to particle size fraction and class. Figure 3 shows the mass distribution of the overall sample, in percentage. The participation of +1mm particle size in the composition of three of the four observed classes is highlighted. In addition, taking into account the Concentrated and Mixed classes with +1mm particle size, which have greater potential for metallic enrichment, it is clear that together they correspond to about 44% by mass of the overall sample.
Subsequently, magnetic separation was performed, through which two groups of materials were identified: Non-Magnetic Materials (NM) and Magnetic Materials (M). About 7% of the sample corresponded to materials with magnetic characteristics (M), whereas NM materials presented values around 93% of the mass of the general sample.
Based on the information shown in Figure 4, it was observed that the greatest presence of magnetic materials (M) was recorded in the particle size fraction – 0.45 mm, reaching the value of 23% of the total (wt) of this particle size range. The size fraction +1mm is mainly composed of non-magnetic material (NM), about 97% of the total of this sample (wt).
Taking into account the classes obtained after separation by density, it was found that in the Concentrated, Mixed and Sterile fraction, the NM materials of particle size +1mm predominated their composition, representing about 16%, 27% and 21% respectively, in relation to the mass of the overall sample (Figure 5).
However, the Sterile and Organic Matter classes are characterized by low metal accumulation potential, according to the dynamics of the shaker table. Thus, the Concentrated and Mixed classes stand out due to the potential for accumulation of metals, including copper (Cu), and these two classes are the central target of this study. The Figure 6 and Table 5 systematizes the entire operational flow of the pre-treatment phase, showing the inventory of each operation.
The Concentrated and Mixed classes became the target of the study due to the significant presence of metals in their compositions. By selecting the Concentrated and Mixed classes, twelve different products were obtained, varying according to the particle size and the presence of magnetic property or not, as shown in Table 6, where the total mass of the sample corresponded to 2,234.95 grams (sum of the masses of all products in the Concentrated and Mixed classes).
The samples selected for visual analysis and chemical composition were defined from the quartering process. As it is a material with great heterogeneity and with different particle sizes, the need to ensure the greatest possible uniformity in the samples to be submitted for analysis is highlighted. Manual quartering consisted of reducing the mass of the samples by dividing the global sample into aliquots with lower mass, in order to obtain the final sample according to the purpose of the assay.
The samples were sent for three complementary analyses, namely: quantification of the Total Carbon (TC); Visual analysis of the physical structure of the constituent particles of each sample; Chemical analysis using aqua regia digestion and Atomic Absorption Spectrometry. The result of the analysis estimated a low presence of carbon in the samples of the Concentrated class, reaching its highest value, 1.9% of Total Carbon, in the product CNM +1mm and CNM -0.45mm. It is noted, as expected after the density separation process, that the Mixed class has a greater presence of Carbon in its samples, with its highest value, 24.1% of Total Carbon, in the MNM +1mm product. This is due to the greater presence of polymeric material in the Mixed class, when compared to the Concentrated class. Figure 7 shows the values recorded for each product analyzed in relation to the concentration of Total Carbon (%) in the analyzed samples.
Thus, a significant increase in the existence of polymer and ceramic materials in the Mixed class can be seen when compared to the Concentrated Class, which are significantly recorded in the products MNM +1 mm, MM +1mm, MNM -0.45mm and MM - 0.45mm.
Thus, the samples considered in the study were sent to chemical studies, carried out by applying the sample in the aqua regia solution, observing their reactions and behavior Figure 8. Then, according to the data obtained from the Atomic Absorption Spectrometry, the product Concentrated Non-magnetic (CNM) +1mm stands out, which presented 78% of Cu concentration in the studied sample, according to the solubilized metallic fraction. The Mixed Non-magnetic (MNM) -1mm + 0.45mm product also presents relevant values for the copper concentration in the composition, about 67%. As expected, based on the characteristics exhibited by metallic copper, it was confirmed that the NM fraction exhibits an enrichment of this metal.
It was also observed that the reduction in the presence of copper in the CNM fraction is associated with the sample's particle size, that is, by reducing the particle size, the presence of copper in the CNM sample also reduces. The same does not occur with the MNM product, since the MNM -1mm + 0.45mm presents the highest copper concentration value in this class. Analyzing Figure 9, it is possible to obtain the concentrations of the samples considered in the study.
Given the representativeness of the Concentrate class for this study, the Atomic Absorption Spectrometry analysis was performed to quantify other metals in this class. Thus, Table 7 shows the metallic composition of each product in the Concentrate class, according to the presence of the following metals: copper, iron, zinc, nickel, silver, gold, manganese and others.
Considering the quantification of existing metallic materials in each product (Figure 7) associated with the quantification of the Cu concentration in the samples (Figure 8), it was possible to estimate the Cu weight value, based on each product studied (Table 4). Thus, Equation 1 was obtained to calculate the total fraction of existing copper, considering all the samples studied
Where,
The Table 8 stratifies the Cu values by weight for each product, according to the concentration obtained according to Atomic Absorption Spectrometry. In view of these data, it became possible to infer that the Concentrated and Mixed classes, together, represent about 772 grams of copper, which in general terms, taking into account the amount of 3,789.12g of input material (eliminating losses and pilot test), represents about 20% of copper in relation to the total weight of PCB waste used in the study. It is noteworthy that the Concentrated class alone presents 14% of the copper (wt) of the input sample.
Thus, the CNM + 1mm product has become of great interest for this system due to the potential concentration of metals, especially copper. Figure 10 shows the images related to the +1mm particle size fraction, CNM (Figure A and B). In Figure 10 a) and b) it is possible to identify the existence of particles that have a green hue on their surface, with orange edges (highlighted in red). These particles possibly originate from the PCB substrate, being summarily constituted by epoxy resin (covered by solder mask), copper layers - deposited on the substrate, and fiberglass.
By analyzing the orange colored particles, possibly copper particles, it was possible to perceive different presented geometries. In addition to the Cu particles originating from the PCB substrate, it is possible to notice (Figure b) the presence of copper from PCB inductors, in a rod shape.
Considering all losses during the physical treatment process, the input sample for the chemical analysis corresponds to 3.789 kg. In view of these data, it was possible to infer that the Concentrated and Mixed classes, together, represent about 772 grams of copper, which in general terms represents about 20 % of copper in relation to the total of PCB waste (wt%) used in the study. It is noteworthy that the Concentrated class alone presents 14 % of the copper (by mass) of the input sample.
3.2. Analysis of Dust Obteined in the Fragmentation Process
Wang et al., (2012) show, based on statistical data, that the amount of dust generated in industrial material recovery lines from PCBs corresponds, on average, to about 3.7% of the plant's processing capacity. In addition, the authors emphasize the great difficulty in disposing or properly treating the generated dust.
According to the generation of dust during the fragmentation process, which can present potential for reinsertion in the material recovery process, as well as being associated with occupational respiratory diseases when not well managed, the characterization of this material, captured during the comminution process by means of 37 mm diameter paper filters, moistened with water. The purpose of this procedure was to characterize the particulate material physically and chemically, with low granulometry, which was in suspension inside the fragmentation equipment.
As shown in Figure 11 a) and b), through the SEM analysis, the particles that compound the sample have diversified geometries. The elongated, rod-shaped particles are believed to be fiberglass particles, found mainly in the internal coating of the copper layers of PCBs.
Thus, with the aid of the EDS analysis, it was possible to study the particles Z1, Z2, Z3, and Z4. The Figure 12 a) shows the Z1 particle, which presents Ba and Ti in its composition. According to Silvas et al., (2015), this particle probably originates from a ferroelectric material that is frequently used by the electronics industry. This material is in the form of Barium Titanate (BaTiO3), which is characterized by being a ceramic material that exhibits photorefractive effect and dielectric properties.
According to Wang et al, (2012), the substrate of the PCBs is mainly composed of C and O, in addition to metals such as Si, and Al, that are released during the grinding process. According to Figure 12 b) obtained by the EDS test at point Z2, it is possible to infer that the analyzed particle possibly represents a part of the substrate of the PCB, since it presents the typical elementary characterization.
In view of the images obtained by the SEM (Figure 11b), it is possible to perceive the geometric peculiarity of the Z3 particle, where it is elongated. When observing the information generated from the EDS analysis (Figure 12 c) in the Z3 particle, the presence of the elements Si, O, C, Al and Ca is highlighted. In view of these characteristics, the Z3 particle is possibly fibers of glass, where the elements mentioned above exist in the form of oxides such as SiO2 and Al2O3.
In the analysis of point Z4 (Figure 12 d), it is noted the relevant presence of Sn and Pb in the sample, because this element is used frequently in the production of PCBs to weld other components to the surface of the board.
After characterization by image, the general dust sample was subjected to the separation process by granulometric fractions, where four class intervals were defined. Since the largest particle size presented by the sample was below 0.45 mm, the following classes were assigned: - 0.45 mm + 0.25 mm, - 0.25 mm + 0.15 mm, - 0.15 mm + 0.05 mm and - 0.05 mm.
Figure 13 shows the distribution of the mass, in percentage, presented by each granulometric fraction in relation to the general sample. Approximately 70% of the entire sample obtained showed an interval granulometry of - 0.15 mm + 0.05 mm.
With the support of the X-Ray Fluorescence equipment - Oxford X-MET 7000, the elemental chemical analysis of each particle size fraction was obtained, which are shown in Figure 14.
In general, it was found that due to the higher concentration (wt %) of the sample being allocated in the range of - 0.15mm + 0.05mm, the elements Fe (18.30%), Si (10.73%), Ca (9.21%) and Cu (8.89%) stand out regarding the participation of the elemental composition of this fraction and also regarding the general composition of the sample. However, in a punctual analysis, it is possible to notice the inversely proportional tendency of the presence of Fe in relation to the particle size of the classes, that is, the smaller the particle size of the material, the greater the relative presence of Fe in the fraction, registering 2.34 % (wt) in particles with the largest grain size and reaching 29.70% (wt) in the class with the smallest particle grain size.
The opposite occurs with Cu, which registers its largest participation (28.38%) in the composition of the fraction with the largest particle size (- 0.45 mm + 0.25 mm), decreasing its presence as the particle size increases also decreases.
3.3. Life Cycle Assessment
Analyzing the total values of the impacts generated in the pre-treatment phase for copper recovery in PCB waste, shown in the Figure 15, it becomes possible to infer that the crushing and sieving operations, which make up process I, had a majority participation in all impact categories evaluated. In seven of the nine categories evaluated, crushing and screening activities accounted for more than 90% of the recorded impact values. Table 9 presents the LCIA results for the pre-treatment phase. Thus, the importance of developing new technologies and methods in the pre-treatment phase is highlighted, which prioritize energy efficiency and value the recovery of the fraction of dust generated in this stage.
In a particular analysis of process I, it was found that the impacts associated with it are greatly influenced by the way of obtaining the energy used in this stage, especially by the energy matrix presented by each geographic area. This is due to the use of equipment that requires more energy consumption, when compared to the activities that make up process II.
On the other hand, the density separation operation, performed on an shaker table, required the use of water, which generated effluents as an output of the process. In addition, waste disposed in underground deposits contributed to process II reaching around 20% of the total share in the Freshwater Ecotoxicity Impact category.
The crushing process is necessary because it has the characteristic of releasing metals in the PCB, mainly copper, which is also present in the inner layers of the PCB. however, most of the materials processed in the grinding phase are of ceramic or polymeric origin, which makes subsequent processes for the recovery of metals in quantity and quality difficult.
It was possible to obtain a class of sample with non-magnetic characteristics, granulometry greater than 1mm and concentration of 78% Cu due to the separation operations carried out in process II, which contributed to the accumulation of metals, in particular copper, in a specific fraction, facilitating hydrometallurgical or pyrometallurgical processes.
4. Conclusion
Therefore, it is concluded that the density separation significantly contributes to increase the efficiency of pre-treatment phase and physical separation operations in the process of recovering materials from electronic waste. Especially in the extraction and recovery of metals, such as copper.
Based on the data obtained, it is possible to infer that the NM +1mm concentrated product presents in its metallic composition around 78% of copper, which contributes to the efficiency of the hydrometallurgical extraction processes.
According to the generation of dust during the fragmentation process, which can be associated with occupational respiratory diseases when not managed. The potential for reinsertion of this by-product in the material recovery process is highlighted, given that the chemical composition of this particulate has a significant presence of metals.
The study highlighted the recovery of metals in electronic waste as a potential practice; due to its collaborative power to reduce product volumes in the end of life phase; in addition to providing extractive reduction of natural resources and mitigating environmental impacts associated with their final disposal waste.
It should be noted that the processes carried out for the recovery of materials must be economically, socially and environmentally viable, and their associated impacts are continuously measured and monitored.
Considering the physical-mechanical processes of the pre-treatment phase for copper concentration in PCB waste, crushing and sieving operations are responsible for 90% of the environmental impacts associated with this system. This is strongly linked to the way energy is obtained and the energy efficiency of the equipment used.
Authors Contributions
Conceptualization: Josinaldo Dias; Methodology: Josinaldo Dias and Sílvia Pinho; Validation: Josinaldo, Angelus G. P. da Silva and José N. F. de Holanda; Investigation: Josinaldo Dias, Sílvia C. Pinho, Aurora M. Futuro, Angelus G. P. da Silva and José N. F. de Holanda; Writing - original draft preparation: Josinaldo Dias, Fabíola Martins Delatorre and Amanda Oliveira da Conceição; Writing - review and editing: Josinaldo Dias, Sílvia Cardinal Pinho, Fabíola Martins Delatorre and Gilson Mendonça de Miranda Júnior; Supervision: Josinaldo Dias.
Funding
Capes.
Data Availability Statement
The data that support the findings of this study are available on request from the corresponding author Josinaldo Dias. The data are not publicly available due to containing information that could compromise research participant privacy/consent.
Ethical Approval
Not applicable.
Consent to Participate
Not applicable.
Consent to Publish
Not applicable.
Availability of Data and Materials
The data are not publicly available due to containing information that could compromise research participant privacy/consent.
Acknowledgments
Financial support for this work was provided by state university of the northern rio de janeiro (uenf) and by the coordenação de aperfeiçoamento de pessoal de nível superior – brasil (capes). The authors thank the international cooperation program capes/pdse/88881.190561/2018-01.
Competing Interests
The authors declare that they have no competing interests.
Highlights
The dismantling operation contributes to a significant reduction of polymers in the process of extracting metals from electronic waste, facilitating extractive metallurgical processes.
Density separation collaborates for efficient copper recovery in electronic wastes.
In the non-magnetic fraction, with a grain size of +1mm it was possible to obtain about 78% of copper in the metallic constitution of this sample.
References
- Dias, J., Xavier, G., Azevedo, A. et al. Eco-friendly ceramic bricks: a comparative study of life cycle impact methods. Environmental Science and Pollution Research. 29, 76202–76215 (2022). [CrossRef]
- Ghosh B, Ghosh MK, Parhi P, Mukherjee PS, Mishra BK, Waste Printed Circuit Boards Recycling: An Extensive Assessment of Current Status, Journal of Cleaner Production (2015). ttps://doi.org/10.1016/j.jclepro.2015.02.024. [CrossRef]
- Gu, F., Summers, P.A., Hall, P., 2019. Recovering materials from waste mobile phones: recent technological developments. J. Clean. Prod. 237. [CrossRef]
- Ilankoon IM, S.K.; Ghorbani, Y.; Chong, M.N.; Herath, G.; Moyo, T.; Petersen, J. E-waste in the international context–A review of trade flows, regulations, hazards, waste management strategies and technologies for value recovery. Waste Manag. 2018, 82, 258–275. [Google Scholar] [CrossRef] [PubMed]
- ISO 14040: 2006/Amd 1:2020; Environmental Management Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006.
- Is¸ıldar, A., Rene, E.R., van Hullebusch, E.D., Lens, P.N.L., 2018. Electronic waste as a secondary source of critical metals: management and recovery technologies. Resour. Conserv. Recycl. 135, 296–312. [CrossRef]
- Kasper, A.C.; Veit, H.M. Gold recovery from printed circuit boards of mobile phones scraps using a leaching solution alternative to cyanide. Braz. J. Chem. Eng. 2018, 35, 931–942. [Google Scholar] [CrossRef]
- Kaya M (2018) Waste printed circuit board (WPCB) recycling technology: disassembly and desoldering approach. In: Reference module in materials science and materials engineering/Encyclopedia of renewable and sustainable materials volume. Elsevier. [CrossRef]
- Kumar, V.; Lee, J.; Jeong, J.; Kumar, M.; Kim, B. Recycling of printed circuit boards (PCBs) to generate enriched rare metal concentrate. J. Ind. Eng. Chem 2015, 21, 805e813. [Google Scholar] [CrossRef]
- Liu, R.; Shieh, R.; Yeh, R.Y.; Lin, C. The general utilization of scrapped PC board. Waste Manage. (Oxf. ) 2009, 29, 2842–2845. [Google Scholar] [CrossRef]
- Ribeiro P. P., M. , Santos, I. D., Achilles Dutra, A. J. B., Copper and metals concentration from printed circuit boards using a zig-zag classifier, Journal of Materials Research and Technology, Volume 8, Issue 1, 2019, Pages 513-520, ISSN 2238-7854. [CrossRef]
- Perdigones, F.; Quero, J.M. Printed Circuit Boards: The Layers’ Functions for Electronic and Biomedical Engineering. Micromachines 2022, 13, 460. [Google Scholar] [CrossRef] [PubMed]
- Nekouei, R. K. , Pahlevani, F., Rajarao, R., Golmohammadzadeh, R., Sahajwalla, V. Two-step pre-processing enrichment of waste printed circuit boards: Mechanical milling and physical separation, Journal of Cleaner Production, Volume 184, 2018, Pages 1113-1124. [CrossRef]
- Silvas, F.P.C.; Jiménez, M.M.C.; Caldas, M.P.K.; De Moraes, V.T.; Espinosa, D.C.R.; Tenório, J.A.S. Printed circuit board recycling: Physical processing and copper extraction by selective leaching. Waste Manag. 2015, 46, 503–510. [Google Scholar] [CrossRef] [PubMed]
- Silvas, F.P.C. Utilização de hidrometalurgia e biohidrometalurgia para reciclagem de placas de circuito impresso/F.P.C. Silvas. -- Tese (Doutorado) - Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia Química. São Paulo, 2014.
- Sun, Z.; Cao, H.; Xiao, Y.; Sietsma, J.; Jin, W.; Agherhuis, H.; Yang, Y. Towards sustainability for recovery of critical metals from electronic waste: the hydrochemistry processes. ACS Sustain Chem 2017, 5, 21–401. [Google Scholar] [CrossRef]
- Suresh, S.S.; Bonda, S.; Mohanty, S.; Nayak, S.K. A review on computer waste with its special insight to toxic elements, segregation and recycling techniques. Process Saf. Environ. Prot. 2018, 116, 477–493. [Google Scholar] [CrossRef]
- Wang, F.; Huisman, J.; et al. The Best-of-2-Worlds philosophy: Developing local dismantling and global infrastructure network for sustainable e-waste treatment in emerging economies. Waste Manag. 2012. [Google Scholar] [CrossRef] [PubMed]
- Xavier, L.H.; Lins, F.A.F. Mineração Urbana de resíduos eletroeletrônicos: uma nova fronteira a explorar no Brasil. BRASIL MINERAL - nº 379 - Março de 2018.
- Zhou, Y.; Qiu, K. A new technology for recycling materials from waste printed circuit boards. J. Hazard. Mater. 2010, 175, 823–828. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
System boundry considered for LCA of the pre-treatment process.
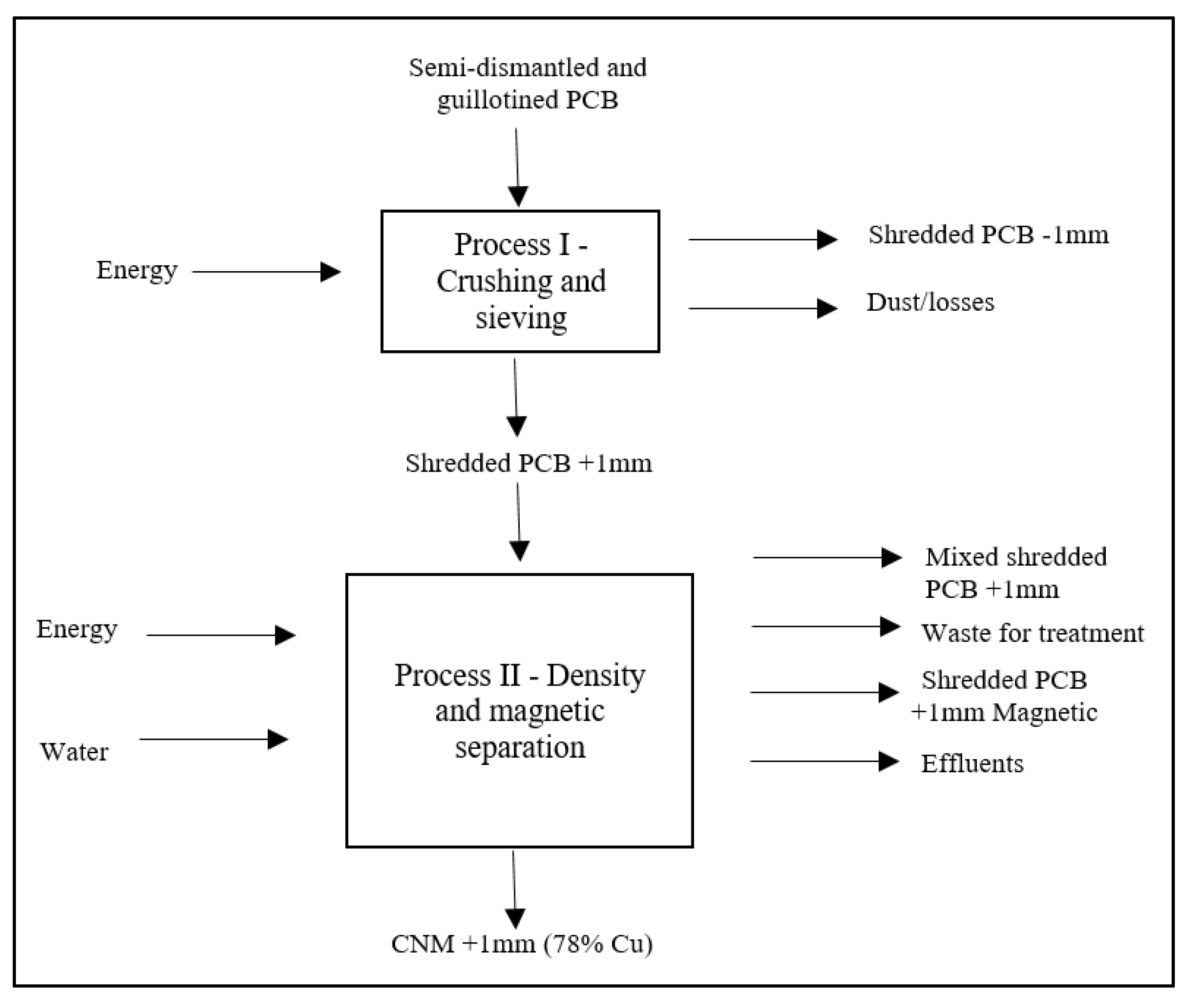
Figure 2.
Density separation scheme by Wilfley shaker table.
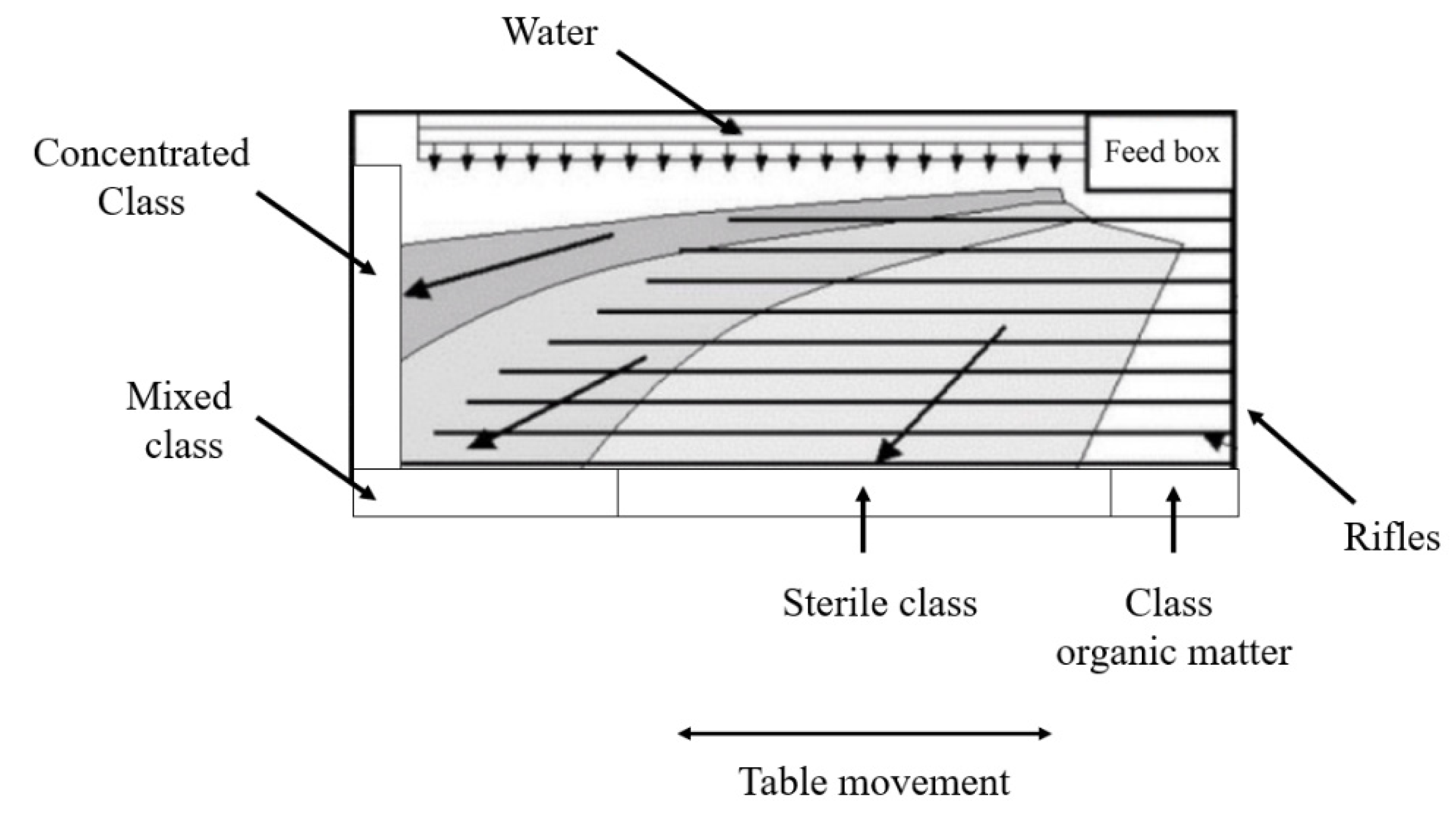
Figure 3.
Yield distribution (wt %) according to the class and particle size fraction of the sample.
Figure 3.
Yield distribution (wt %) according to the class and particle size fraction of the sample.
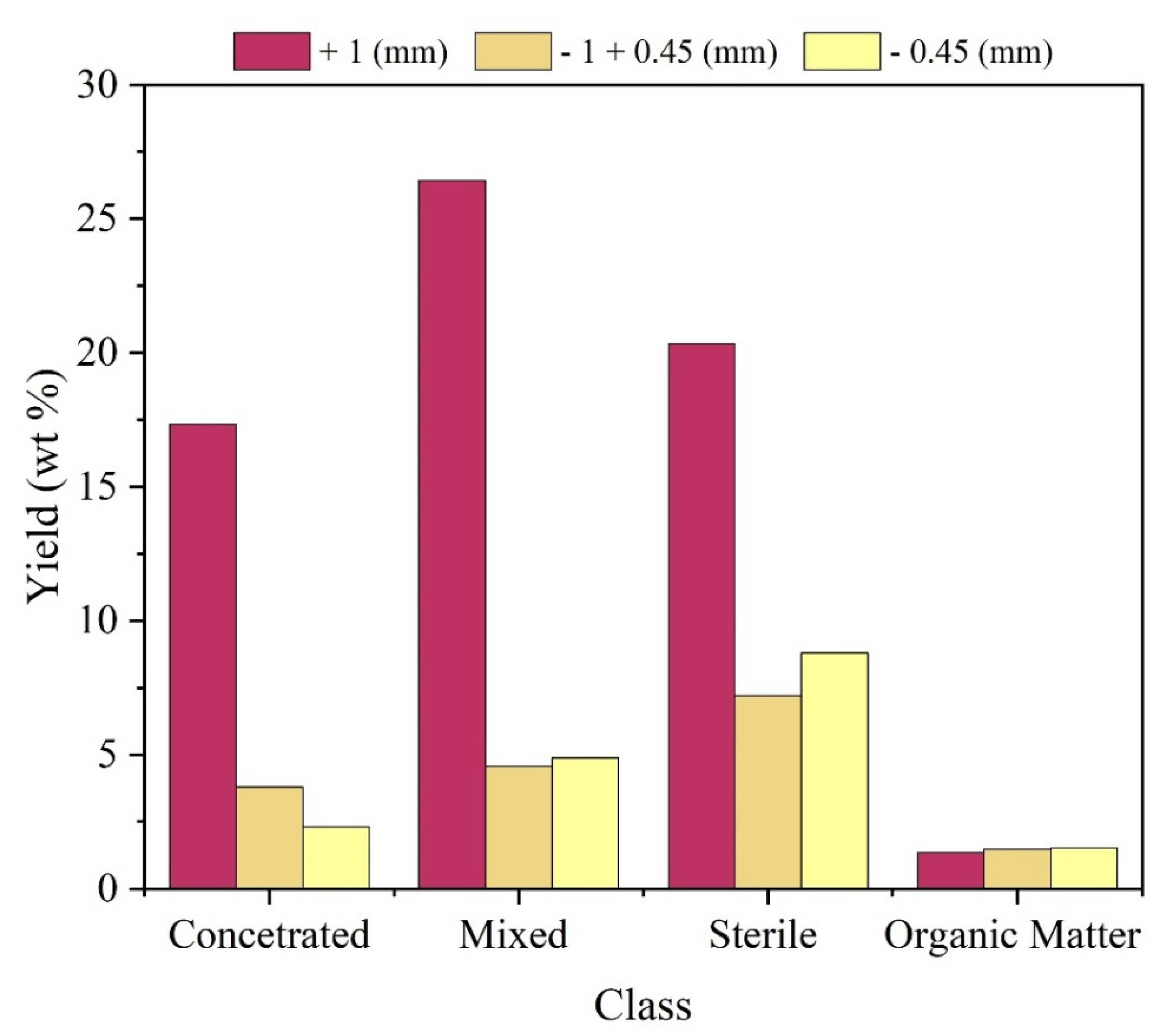
Figure 4.
Yield distribution (wt %) according to the size fraction and magnetic composition of the sample.
Figure 4.
Yield distribution (wt %) according to the size fraction and magnetic composition of the sample.
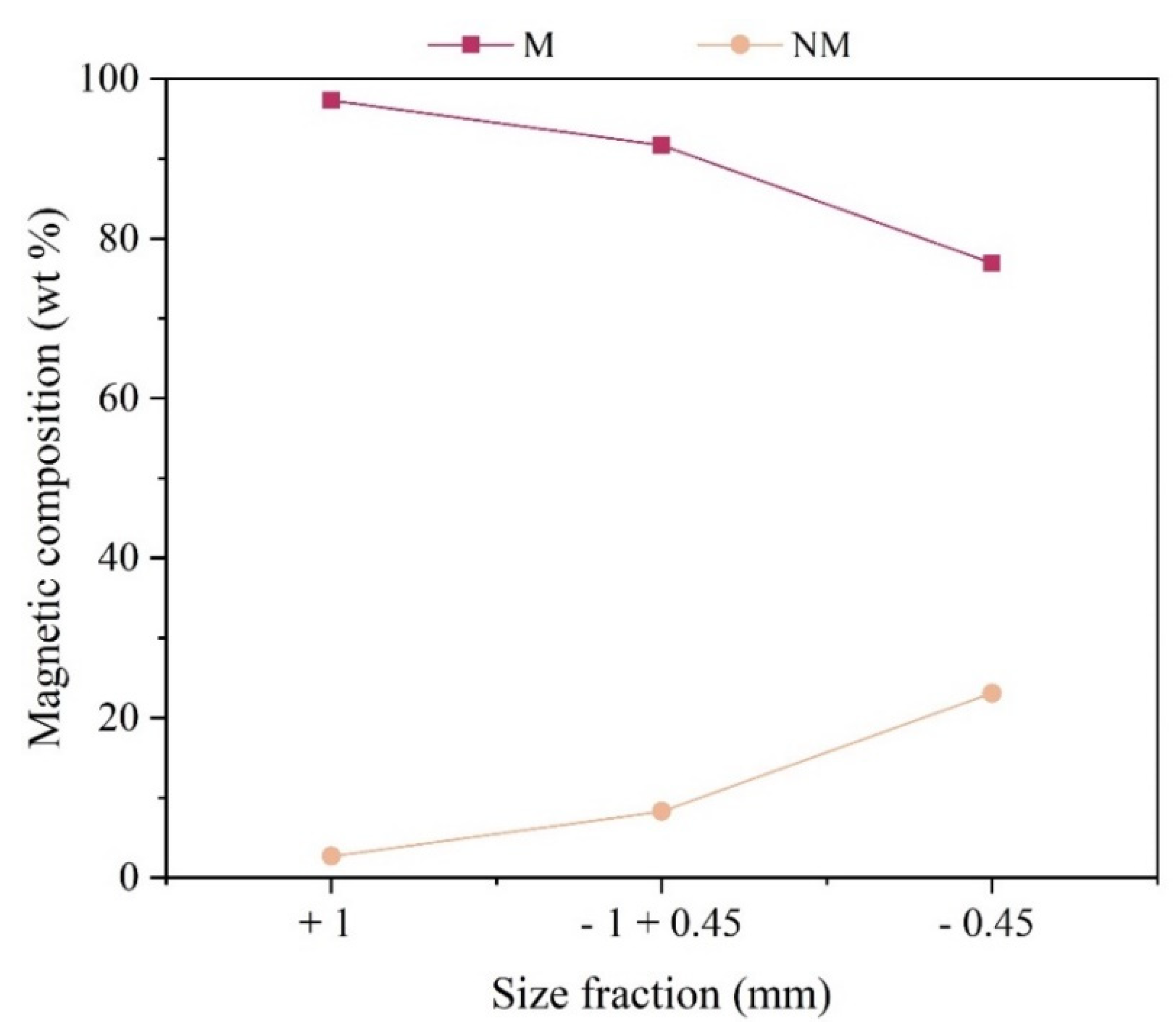
Figure 5.
Yield distribution (wt %) according to the size fraction, classes and magnetic composition of the sample.
Figure 5.
Yield distribution (wt %) according to the size fraction, classes and magnetic composition of the sample.
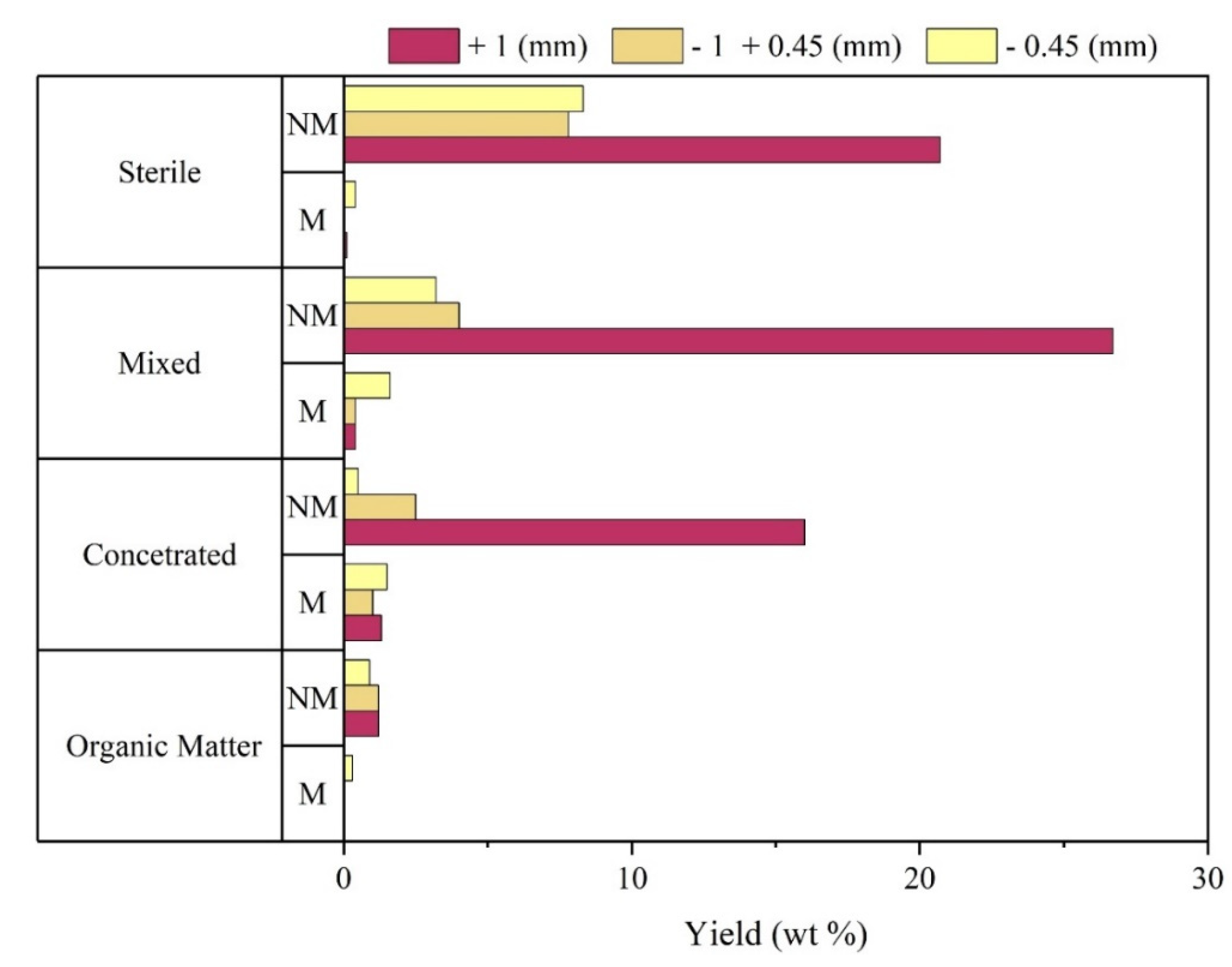
Figure 6.
inventory of inputs and outputs in the pre-treatment phase.
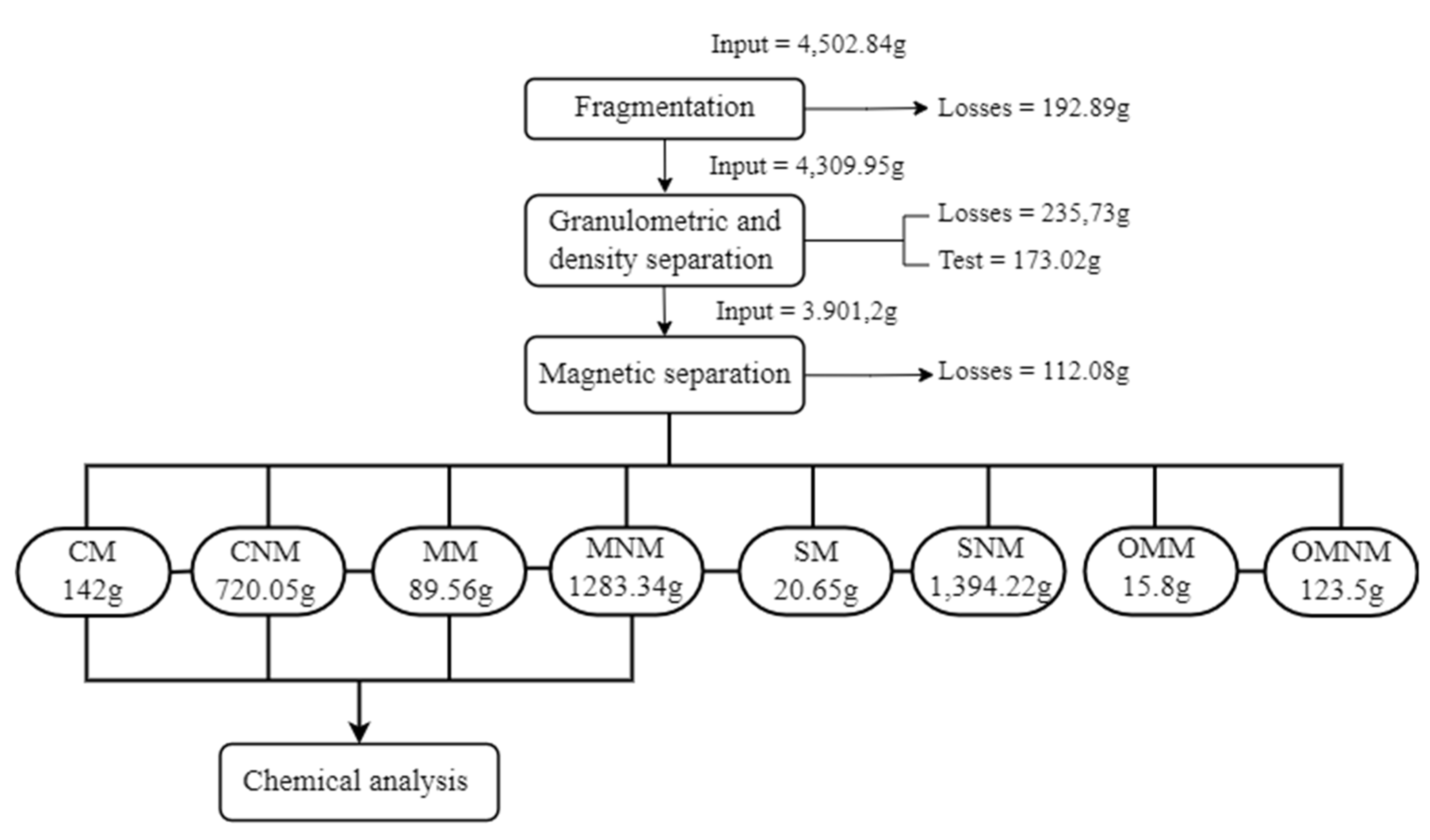
Figure 7.
Total Carbon Concentration (TC) in the samples.
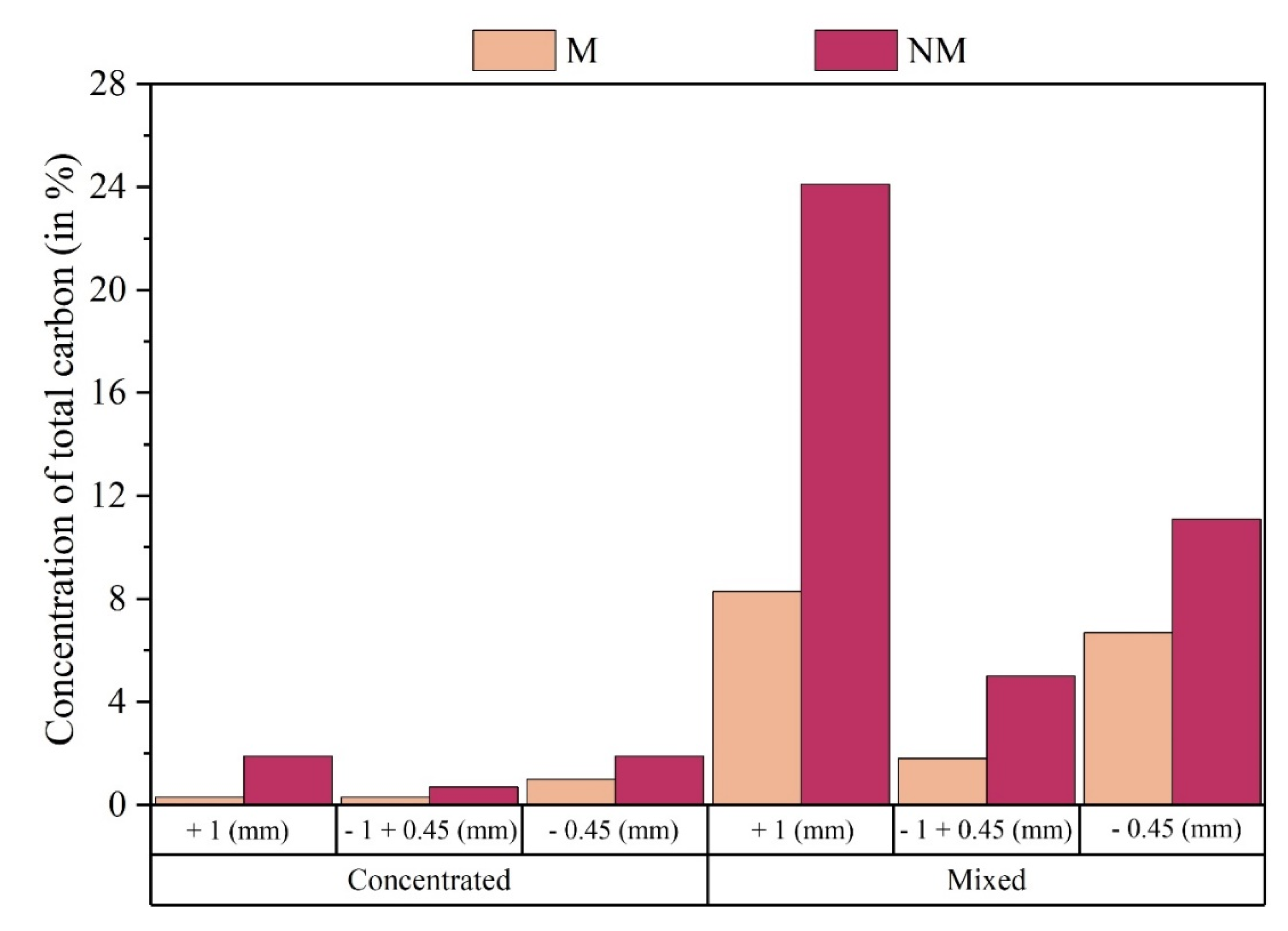
Figure 8.
Quantification of insolubilized material during digestion by aqua regia.
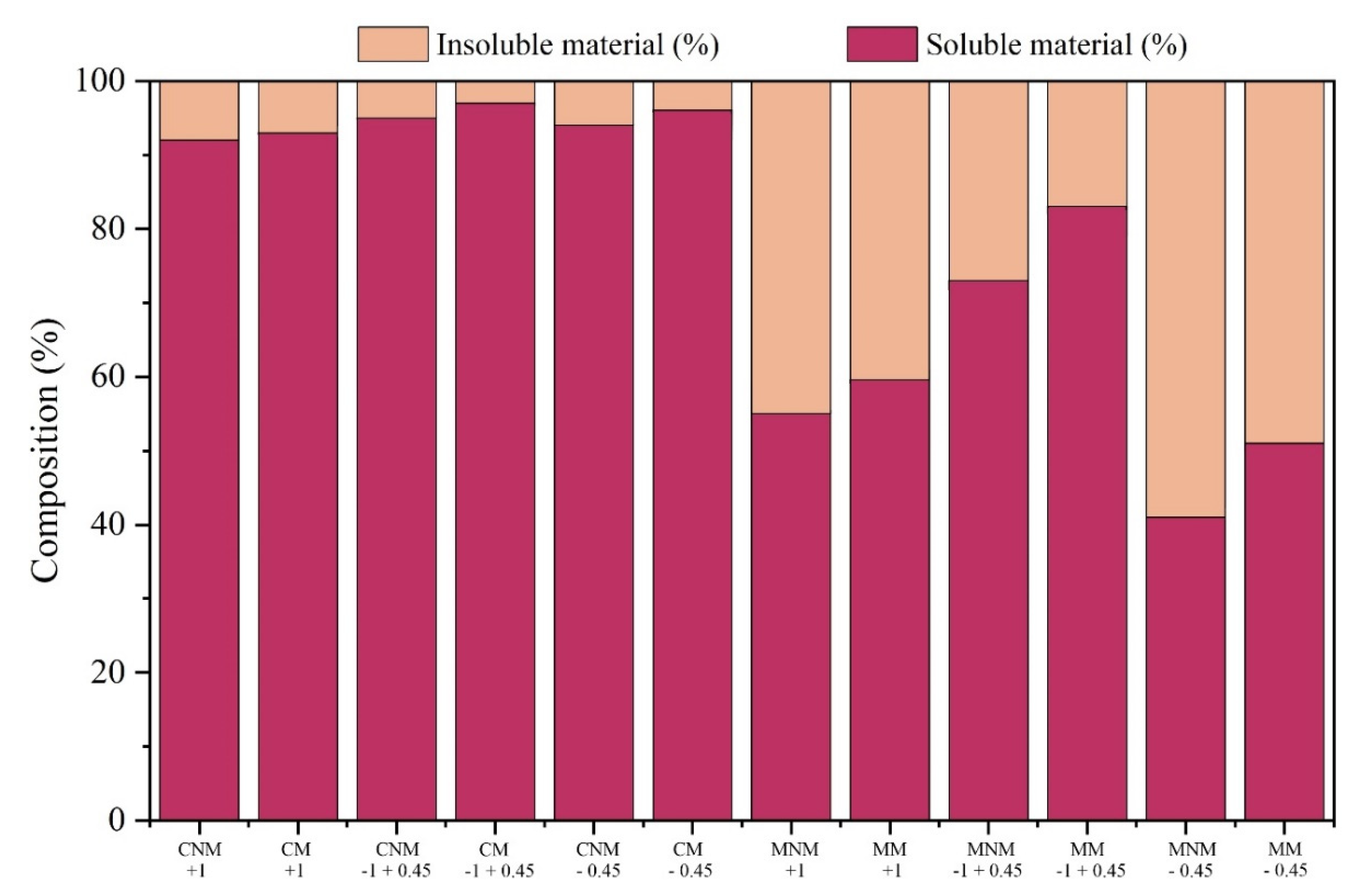
Figure 9.
Copper concentration in each analyzed product.
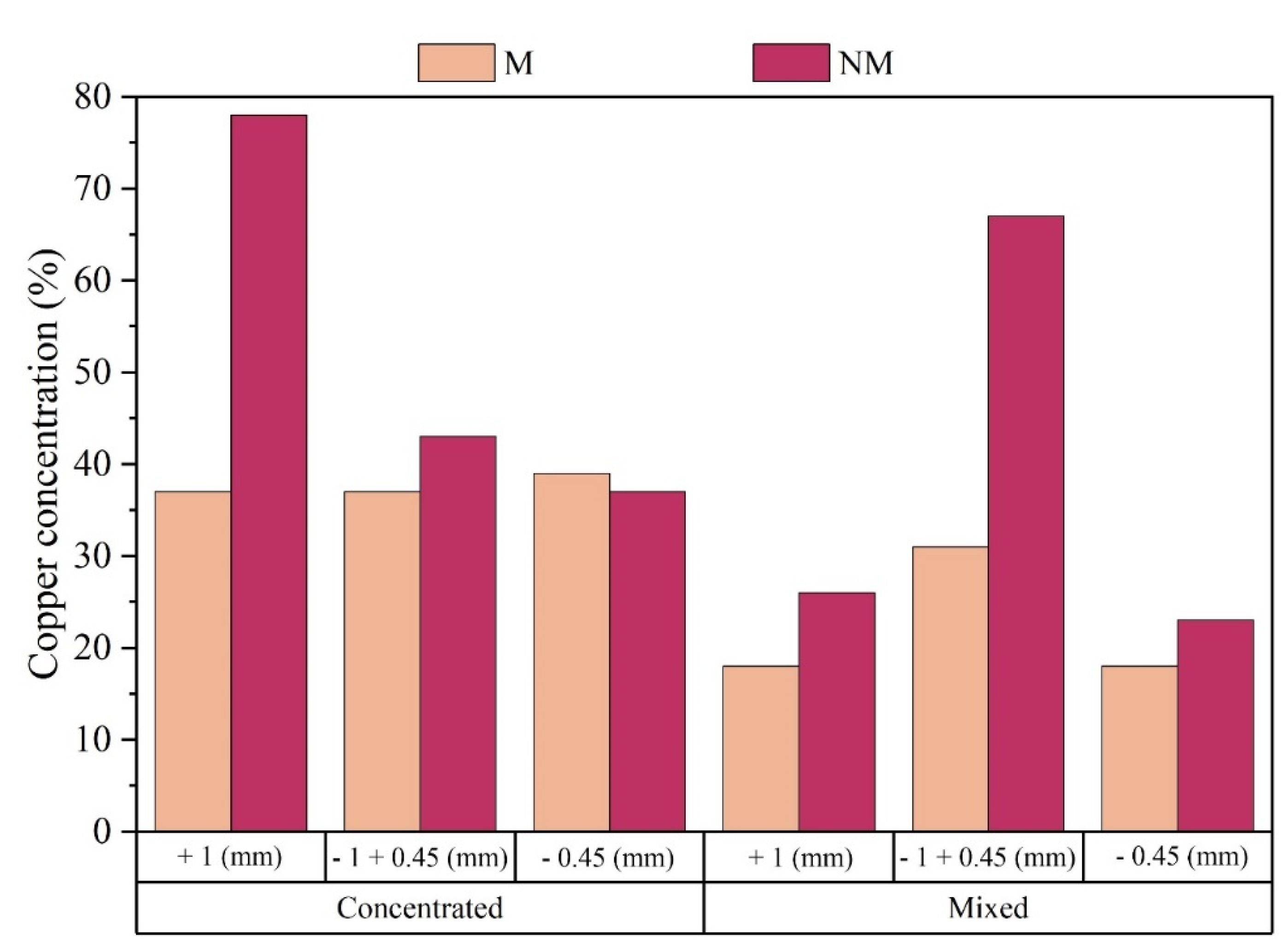
Figure 10.
Stereo Microscope image of the CNM +1mm product a) image size 5mm and b) image size 2mm.
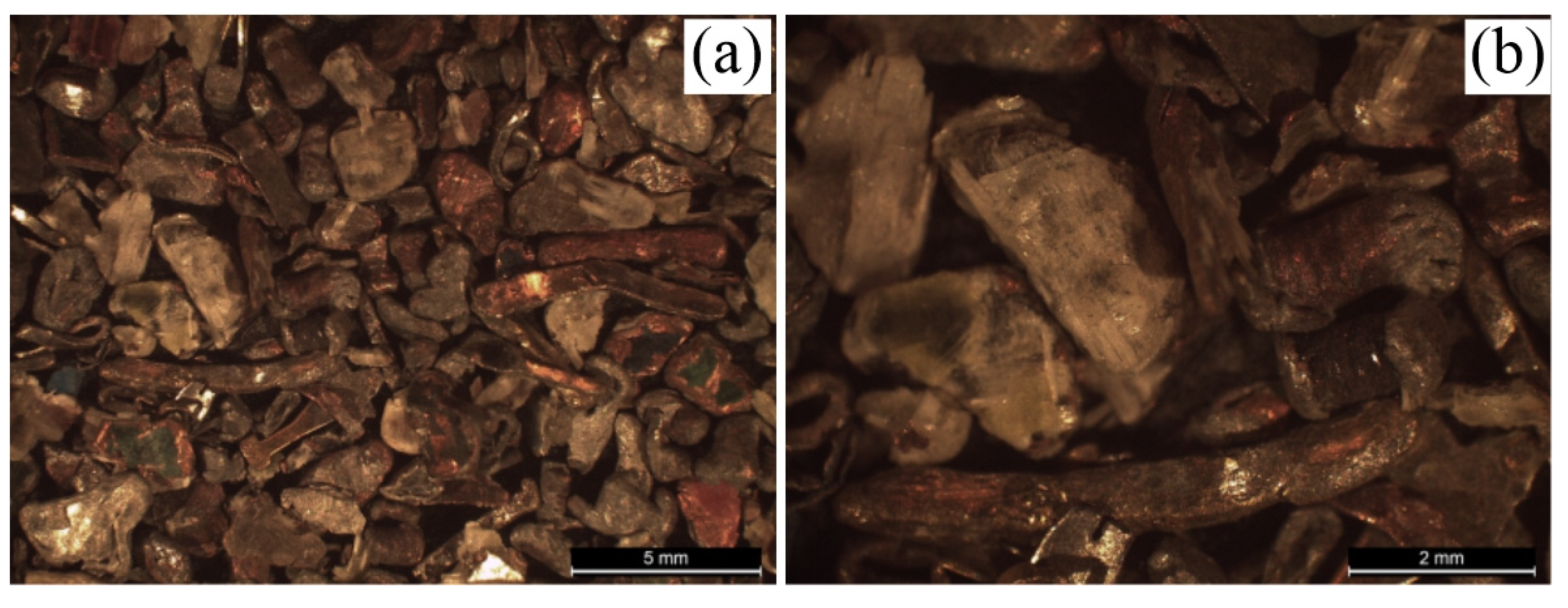
Figure 11.
Scanning Electron Microscopy. a) global image – point Z1; b) Approximate image (500x) - points Z2, Z3 and Z4.
Figure 11.
Scanning Electron Microscopy. a) global image – point Z1; b) Approximate image (500x) - points Z2, Z3 and Z4.
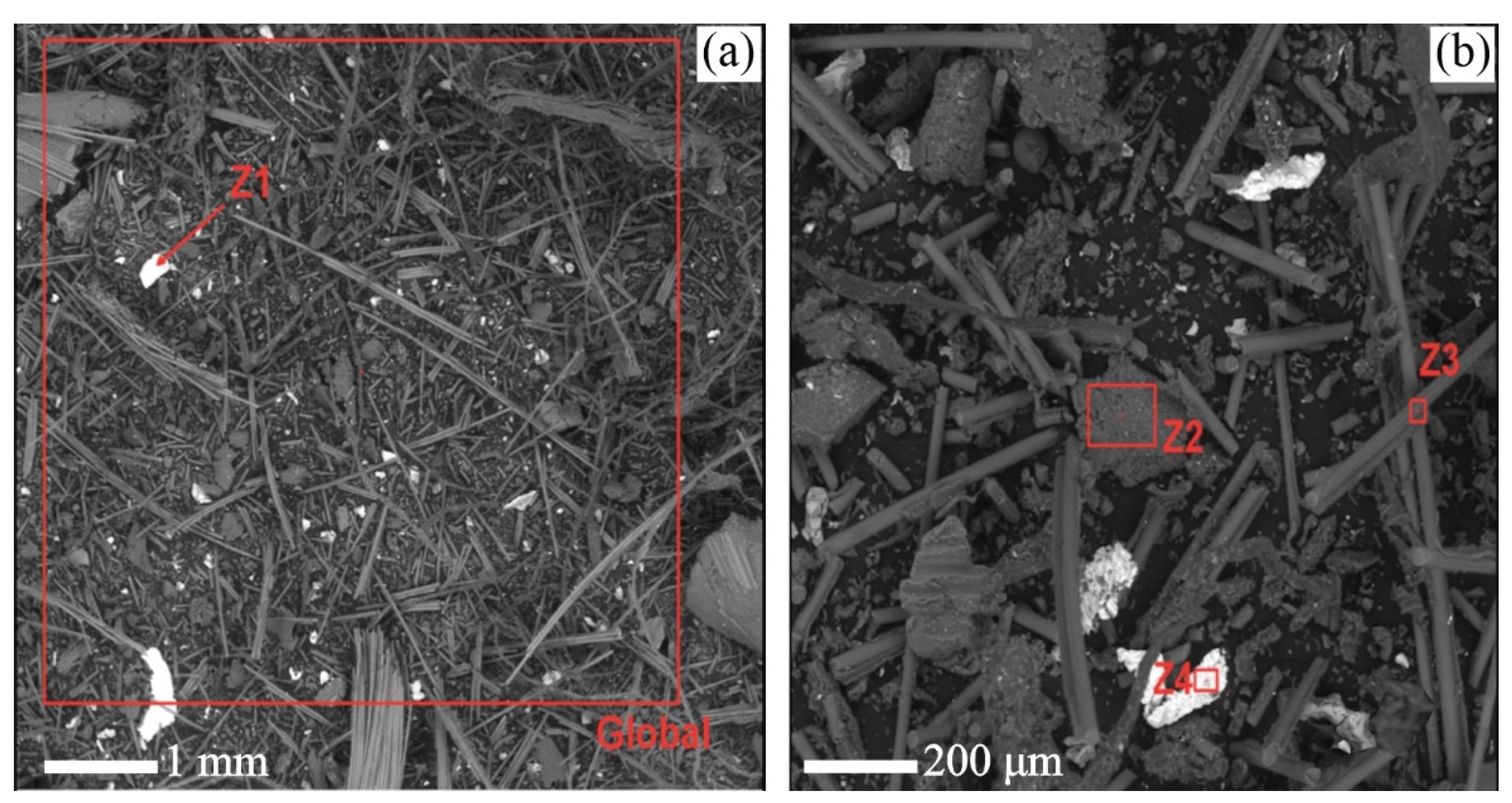
Figure 12.
Electron Dispersion Spectroscopy (EDS) – a) point Z1; b) point Z2; c) point Z3; d) point Z4.
Figure 12.
Electron Dispersion Spectroscopy (EDS) – a) point Z1; b) point Z2; c) point Z3; d) point Z4.
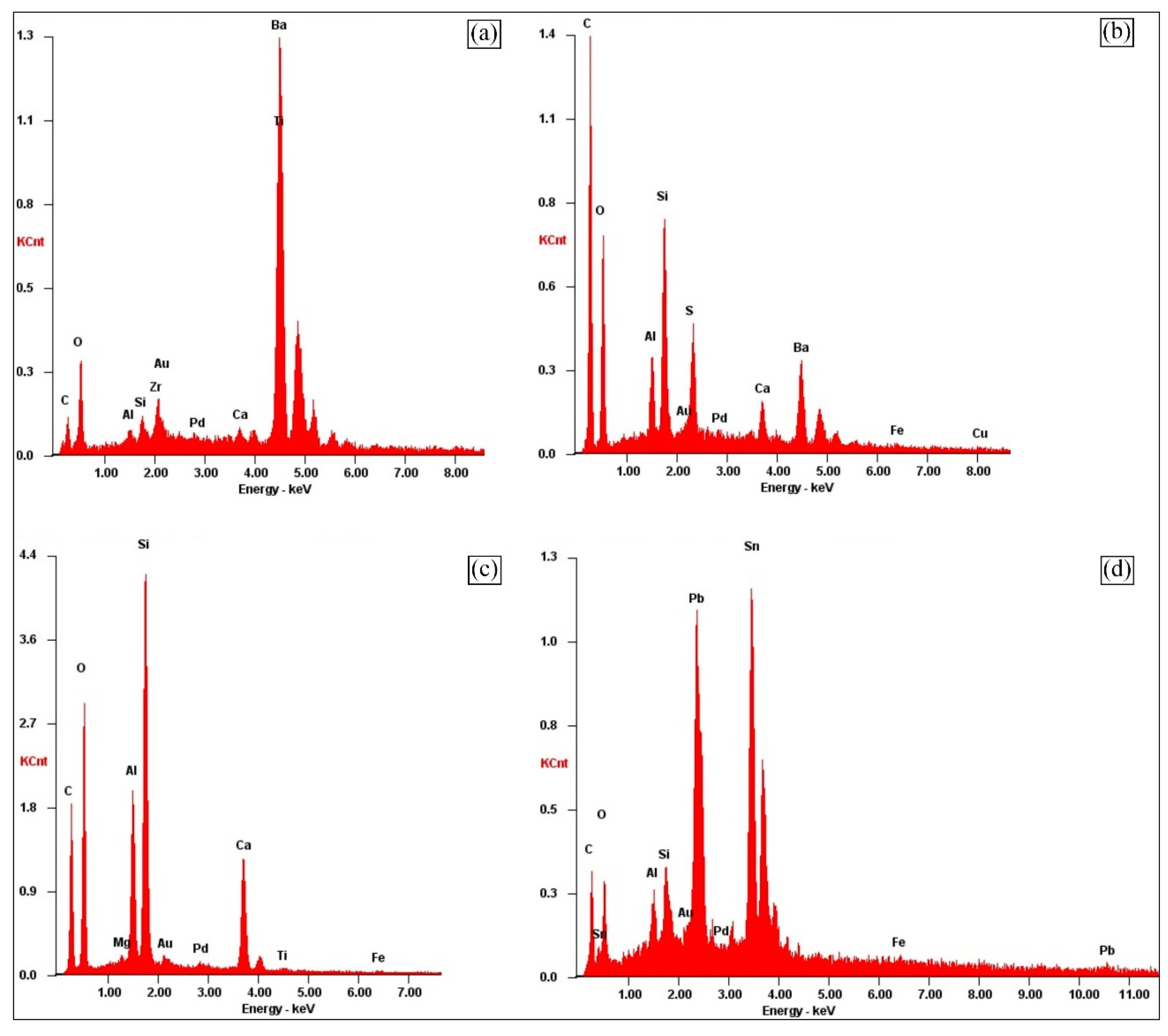
Figure 13.
Dust sample distribution (wt %).
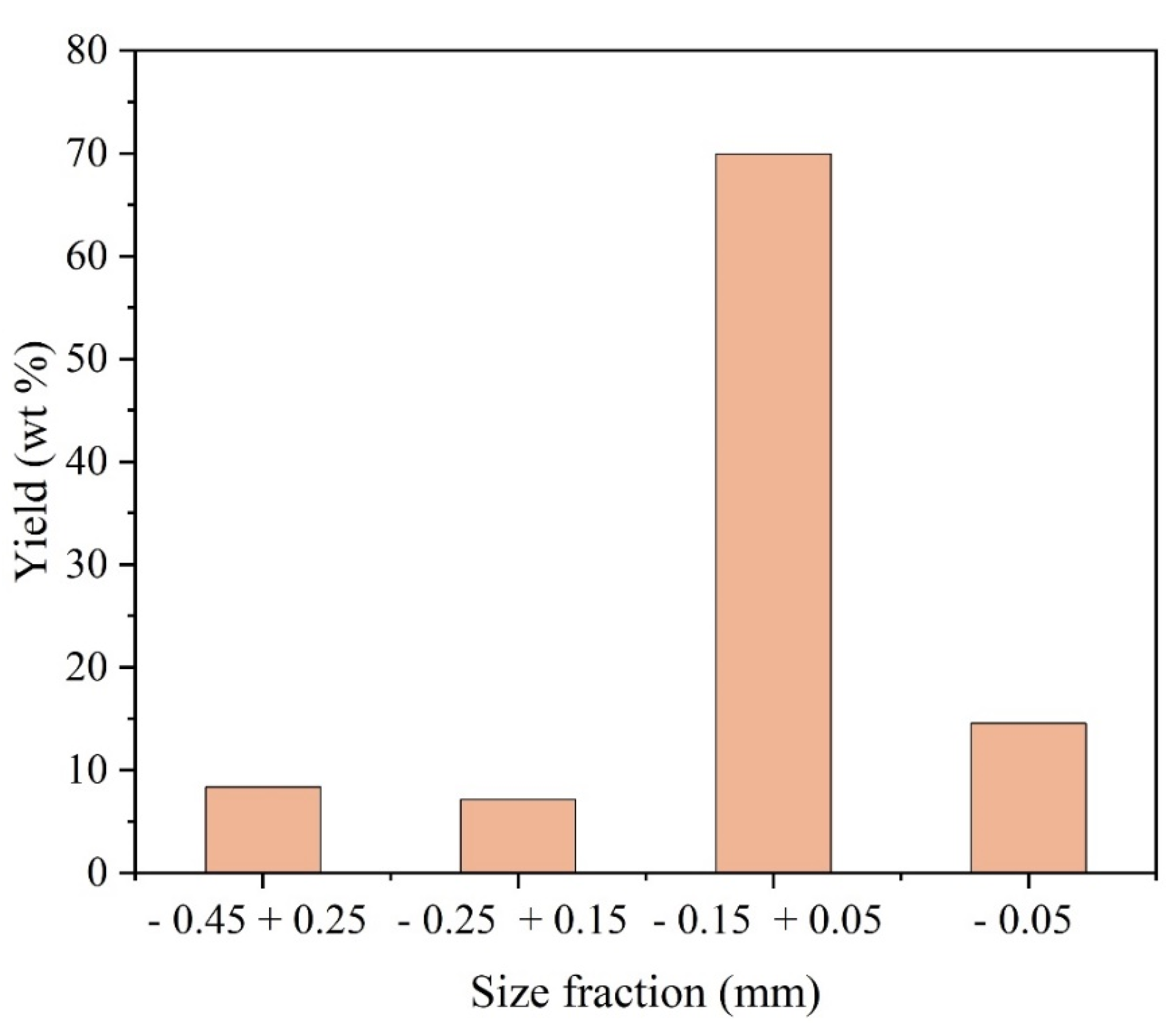
Figure 14.
Chemical composition (wt %) dust sample according to the size fraction (mm).
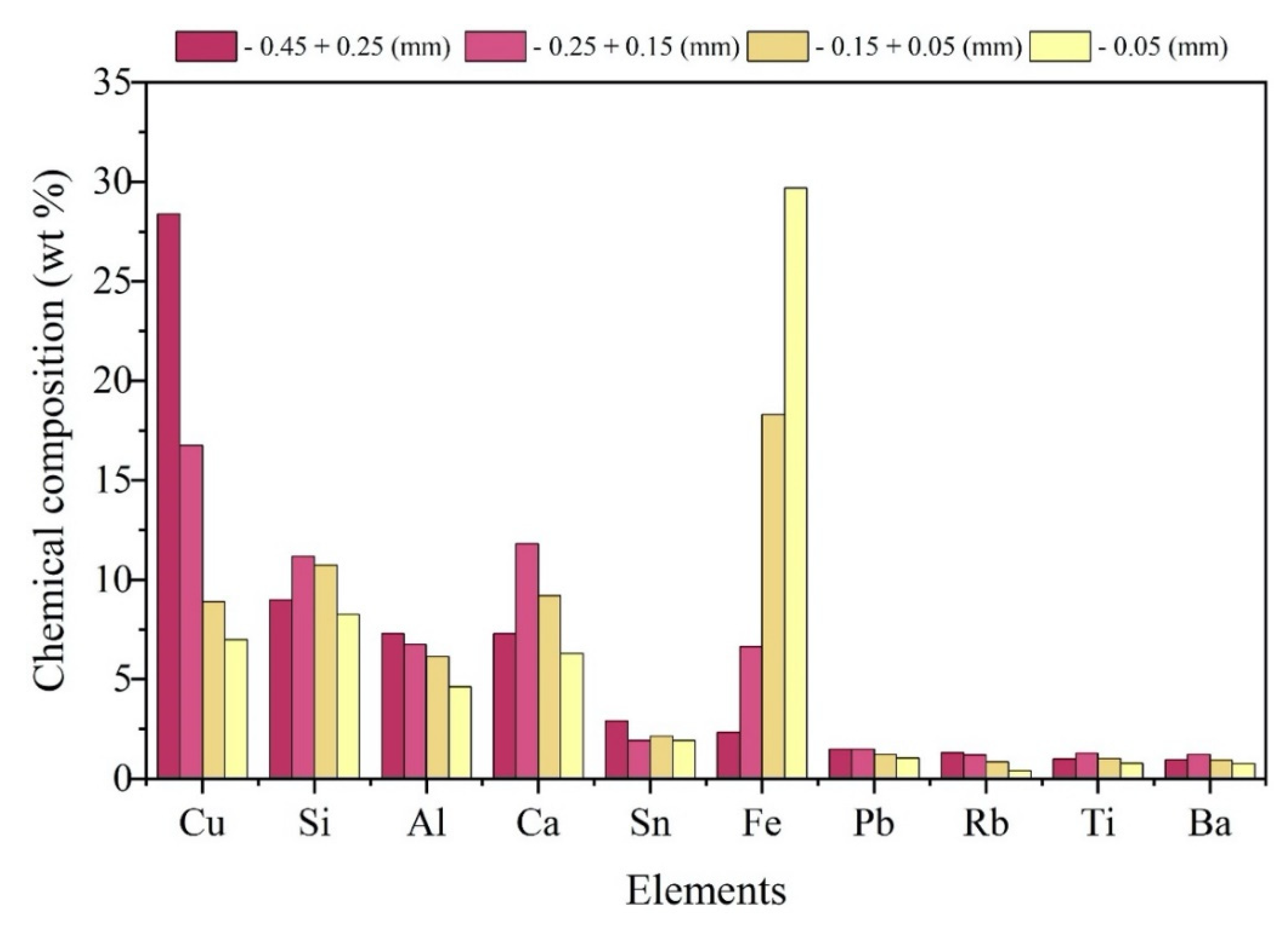
Figure 15.
Life Cycle Impact Assessment for the pre-treatment phase.
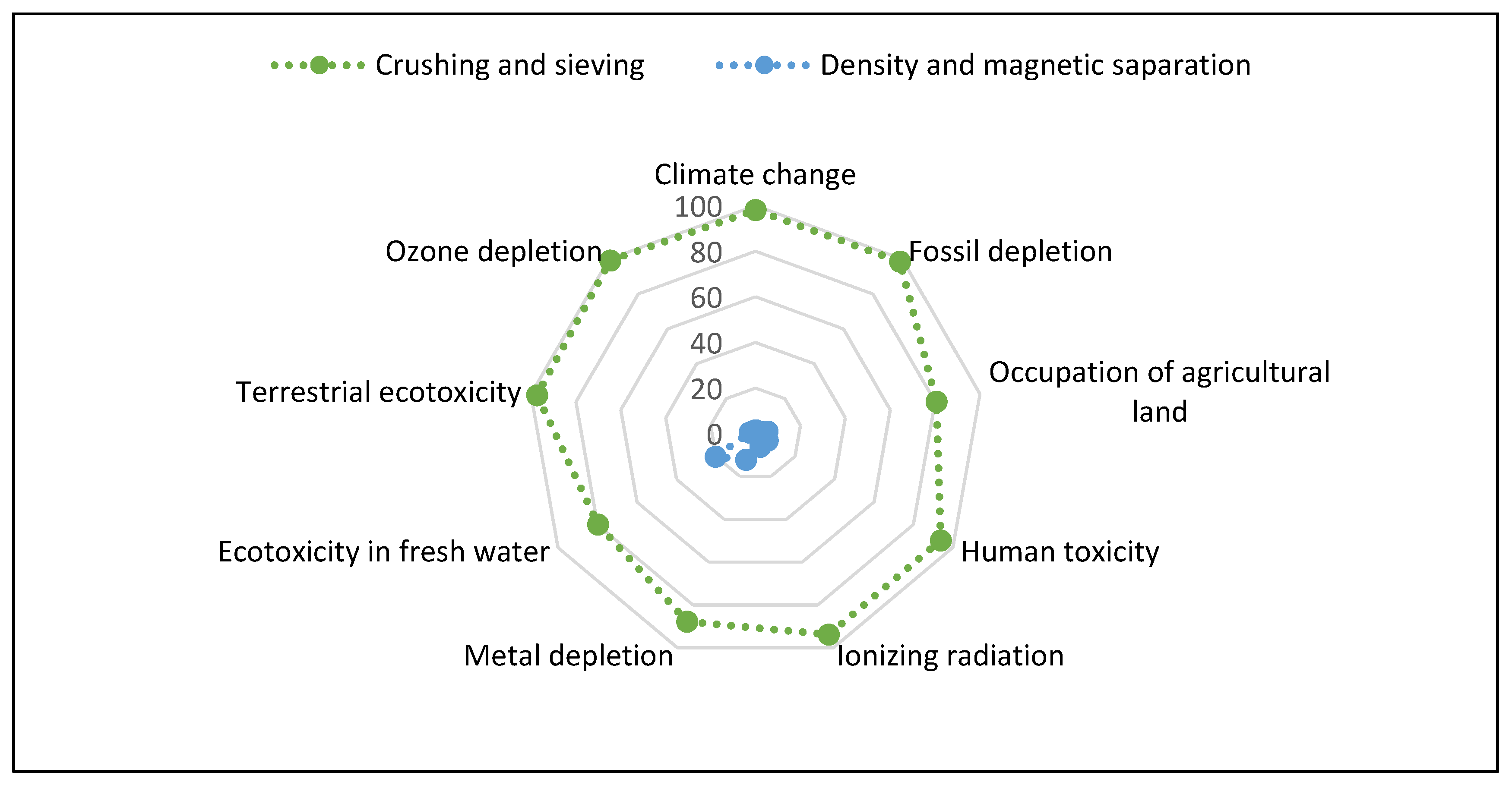

Table 1.
Process I - LCI considering functional unit = 1kg CNM +1mm (78% Cu).
| Processo I | ||
|---|---|---|
| Description | Value | Unit |
| Inputs (materials e energy) | ||
| WPCB | 7,16 | kg |
| Energy | 29,5 | kWh |
| Output | ||
| Shredded PCB +1mm | 4,33 | kg |
| Shredded PCB -1mm | 2,51 | kg |
| Waste for treatments – Dust/losses | 0,32 | kg |
Table 2.
Process II - LCI considering functional unit = 1kg CNM +1mm (78% Cu).
| Processo II | ||
|---|---|---|
| Description | Value | Unit |
| Inputs (materials e energy) | ||
| Shredded PCB +1mm | 4,33 | kg |
| Energy Water |
0,36 0,33 |
kWh m3 |
| Output | ||
| CNM +1mm (78% Cu) shredded PCB triturado +1mm M |
1 0,08 |
kg kg |
| Mixed shredded PCB +1mm | 2,99 | kg |
| Waste for treatment | 0,25 | kg |
| Effluentes | 0,32 | m3 |
Table 3.
Samples particle size fraction obtained.
| Paticule size fraction | Yield (wt %) |
|---|---|
| +1mm | 63.27 |
| - 1mm + 0.71mm | 7.38 |
| - 0.71mm +0.45mm | 9.23 |
| - 0.45mm + 0.25mm | 5.42 |
| - 0.25mm + 0.15mm | 3.67 |
| - 0.15mm + 0.05mm | 5.93 |
| - 0.05mm | 5.09 |
Table 4.
Mass distribution of classes obtained in density separation.
| Classes | Yield (wt %) |
|---|---|
| Concentrated | 24 |
| Mixed | 36 |
| Sterile | 36 |
| Organic matter | 4 |
Table 5.
Yield distribution (wt) according to granulometry, class and magnetic characteristic.
| Size fraction | Concentrated (g) |
Mixed (g) |
Sterile (g) |
Organic Matter (g) |
||||
|---|---|---|---|---|---|---|---|---|
| M | NM | M | NM | M | NM | M | NM | |
| +1 mm | 49.84 | 604.47 | 15.34 | 1009.81 | 2.13 | 785.06 | - | 44.04 |
| -1mm +0.45mm |
37 | 95.83 | 14.49 | 151.28 | 1.87 | 294.99 | - | 45.9 |
| -0.45mm | 55.16 | 19.75 | 59.73 | 122.25 | 16.65 | 314.17 | 15.8 | 33.56 |
| Total | 142 | 720.05 | 89.56 | 1283.34 | 20.65 | 1394.22 | 15.8 | 123.5 |
Table 6.
Yield distribution.
| Class | Size fraction (mm) | Product i | Magnetic properties | wt (g) |
|---|---|---|---|---|
| Concentrated | +1 mm | 1 | NM | 604.47 |
| 2 | M | 49.84 | ||
| -1 mm + 0.45 mm | 3 | NM | 95.83 | |
| 4 | M | 37.00 | ||
| – 0.45 mm | 5 | NM | 19.75 | |
| 6 | M | 55.16 | ||
| Mixed | +1 mm | 7 | NM | 1009.81 |
| 8 | M | 15.34 | ||
| -1 mm + 0.45 mm | 9 | NM | 151.28 | |
| 10 | M | 14.49 | ||
| – 0.45 mm | 11 | NM | 122.25 | |
| 12 | M | 59.73 |
Table 7.
Composition of the metallic fraction of the Concentrated class.
| Class and size fraction | Cu (%) | Zn (%) | Mn (%) | Au (%) | Fe (%) | Ag (%) | Ni (%) | Others (%) |
|---|---|---|---|---|---|---|---|---|
| CNM +1mm | 78.48 | 15.00 | 0.008 | 0.01 | 0.04 | 0.02 | 0.21 | 6.23 |
| CM +1mm | 37.46 | 3.1 | 0.13 | 0.02 | 44.9 | 0.02 | 3.7 | 10.67 |
| CNM -1mm +0.45mm | 42.34 | 8.07 | 0.01 | 0.02 | 0.04 | 0.02 | 0.12 | 49.38 |
| CM -1mm +0.45mm | 37.30 | 0.35 | 0.09 | 0.05 | 31.6 | 0.01 | 2.83 | 27.77 |
| CNM -0.45mm | 37.36 | 1.46 | 0.03 | 0.07 | 0.06 | 0.02 | 0.14 | 60.86 |
| CM -0.45mm | 39.02 | 0.3241 | 0.11 | 0.07 | 55.3 | 0.04 | 1.16 | 3.97 |
Table 8.
Quantification of the accumulated copper fraction.
| Classe | Size Fraction (mm) | Magnetic Fraction | Product i | Metalic Fraction (%) | Cu Fraction (%) | Weight of Fraction (g) | Metalic Fraction (g) | Cu Fraction (g) |
|---|---|---|---|---|---|---|---|---|
| Concentrated | +1 mm | NM | 1 | 92 | 78 | 604.47 | 556.11 | 433.76 |
| M | 2 | 93 | 37 | 49.84 | 46.35 | 17.15 | ||
| -1 mm + 0.45 mm | NM | 3 | 95 | 43 | 95.83 | 91.04 | 39.15 | |
| M | 4 | 97 | 37 | 37.00 | 35.89 | 13.28 | ||
| – 0.45 mm | NM | 5 | 94 | 37 | 19.75 | 18.56 | 6.87 | |
| M | 6 | 96 | 39 | 55.16 | 52.95 | 20.65 | ||
| Mixed | +1 mm | NM | 7 | 55 | 26 | 1.009.81 | 555.39 | 144.40 |
| M | 8 | 59 | 18 | 15.34 | 9.05 | 1.63 | ||
| -1 mm + 0.45 mm | NM | 9 | 73 | 67 | 151.28 | 110.43 | 73.99 | |
| M | 10 | 83 | 31 | 14.49 | 12.03 | 3.73 | ||
| – 0.45 mm | NM | 11 | 41 | 23 | 122.25 | 50.12 | 11.52 | |
| M | 12 | 51 | 18 | 59.73 | 30.46 | 5.48 | ||
| Total Fraction | 2.234.95 | 1.568.38 | 771.61 |
Table 9.
: Life Cycle impact Assessment of the pre-treatment phase.
| Impact category | Unit | Total | Crushing and sieving | Density and magnetic separation |
|---|---|---|---|---|
| Climate change | kg CO2 eq | 15.4 | 15.1 | 0.236 |
| Fossil depletion | kg oil eq | 4.1 | 4.04 | 0.0613 |
| Occupation of agricultural land | m2a | 3.77 | 3.04 | 0.2 |
| Human toxicity | kg 1.4-DB eq | 3.24 | 3.04 | 0.2 |
| Ionizing radiation | kBq U235 eq | 3.24 | 3.04 | 0.2 |
| Metal depletion | kg Fe eq | 0.246 | 0.216 | 0.03 |
| Ecotoxicity in fresh water | kg 1.4-DB eq | 0.0979 | 0.0781 | 0.0198 |
| Terrestrial ecotoxicity | kg 1.4-DB eq | 0.000695 | 0.000676 | 1.89E-5 |
| Ozone depletion | kg CFC-11 eq | 1.2E-6 | 1.19E-6 | 1.71E-8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



