Submitted:
29 June 2023
Posted:
30 June 2023
You are already at the latest version
Abstract
Artificial intelligence (AI) technologies, particularly the subfield of machine learning (ML), has been expected to bring significant benefits to all sectors of business and public services. The manufacturing industry is considered one of the domains most likely to benefit from AI tech-nologies. During the recent years, there has been a growing research and development effort on machine learning–based solutions for manufacturing industries, as shown by the growing number of research publications. However, the business, environmental or societal benefits of applying ML in manufacturing industry have not been reviewed and evaluated. This paper re-views the reported benefits of ML in the manufacturing industry by analysis of scientific publi-cations. The focus of the review is on research papers that were published from 2017 to 2021. The review pays particular attention to the industry sector, manufacturing operations, machine learning methods used, maturity of results and the benefits pursued and achieved. The benefits are divided into business benefits, environmental sustainability, and societal sustainability. The analysis shows that the maturity of ML-based solutions is still low, despite the intensive research. Consequently, future research projects should place more emphasis on the maturity of the solu-tions, which would lead to their broader adoption into operational use, thus benefiting industry and society at large. This calls for closer collaboration between the research community and in-dustry.
Keywords:
machine learning
; manufacturing
; industry
; business benefit
; sustainability
; artificial intelligence
1. Introduction
Artificial intelligence (AI), particularly its subfield machine learning (ML), is seen as a major source of economic growth, improved productivity, and other benefits in various industries. Consequently, researchers and practitioners have also studied and applied ML methods to meet the needs of the manufacturing industry. This review analyzes the research literature to discover what kinds of business and other benefits were pursued when applying ML in manufacturing industries and to what extent the goals have been reached.
Recent reviews have analyzed research publications about the use of ML methods in the context of manufacturing industries [1,2,3,4,5,6,7,8]. Bertolini et al. categorized papers on machine learning for industrial applications published since 2000 in terms of the applied algorithm and application domain [8]. They found 53 papers on quality management, 49 on production planning and control, 23 on maintenance management, and 19 on supply chain management. Respectively, 112 papers discuss supervised learning, 25 unsupervised learning, and 25 reinforcement learning. Machine learning methods are further divided into more detailed groups, and publication trends since 2000 are analyzed. The review paper includes a brief description of each of the 147 papers in the corpus. Some papers mention the expected benefits or results of applying ML methods, but this topic is not elaborated upon in the review.
Cioffi et al. analyzed the scientific literature relating to the application of artificial intelligence and machine learning in industry [6]. Their corpus included 84 papers from 1999 to 2019. Besides a bibliometric analysis, there is a short discussion on the expected benefits of using AI in industry, but it is on a rather high level and does not address the actual benefits achieved in individual application cases. Emerging trends in the application of AI are also touched on.
Dogant and Birant [5] surveyed publications on ML and data mining in manufacturing. They categorized the publications according to the ML methods and main subjects (manufacturing operations): scheduling, monitoring, quality, and failure. The review discusses the industrial benefits targeted at the general level but then focuses on assessing the results in terms of the ML method performance, not the industrial or business benefit. The initial data contained several thousand publications from 20 years, of which more than 100 papers were examined in some detail and cited.
Fornasiero et al. [4] reviewed the use of AI and big data in process industries. They categorize publications according to the industry sector, AI, and big data technology, as well as operations, such as process control, predictive maintenance, and supply chain. Their literature search produced approximately 200 relevant papers, of which a subset of the 42 most important papers is analyzed in the review. The business benefits of AI are discussed on general level in the introductory section and mentioned again in conclusion, but the publications have not been analyzed in this respect.
Paturi and Cheruku [3] reviewed the performance of different machine learning techniques applied in the manufacturing sector. The corpus includes approximately 80 papers, but unfortunately, the literature search protocol and databases used are not described in the review paper. The authors categorize ML methods into six groups: support vector machines (SVMs), random forests, logistic regression, artificial neural networks, naïve Bayes, and genetic algorithm methods. Applications are categorized as sectors such as the automotive and semiconductor industries and as tasks such as welding or honing. As the purpose of this paper is to provide a proper understanding of the performance of machine learning techniques in manufacturing applications, it focuses on comparing the above-mentioned six ML categories in terms of efficiency, error, maximum error, and other measures. When possible, the methods are ranked. In only a few cases, the review papers mention the achieved benefits for the manufacturing process.
A study to quantify the efforts put toward advancing ML in smart manufacturing and identifying the most prominent areas of ML use and popular algorithms was carried out by Sharp et al. [2]. They analyzed a pool of 4000 papers automatically using ML methods (sic!) and identified decision support, digital knowledge management, data management, and life cycle management as the high-level categories of using machine learning in smart manufacturing.
Carvalho et al. [9] reviewed ML methods applied to predictive maintenance. The focus of their study is on the ML methods used, what equipment is the target of predictive maintenance, the data used, and how ML methods are employed. The industrial benefits are not explicitly discussed. Their search produced 54 papers, 36 of which were selected for review.
Usuga Cadavid et al. [1] conducted a systematic review of research on ML applied to production planning and control (PPC) in the context of Industry 4.0 (I4.0). They analyzed 93 papers with a four-axis framework regarding ML methods, source of data, use cases in I4.0, and context and characteristics of I4.0. The benefits of applying ML methods are not specifically addressed.
Rather surprisingly, the benefits pursued and achieved by applying ML in the manufacturing industry have received little attention in the above-mentioned reviews. Consequently, there is a need for a study focusing on the direct and concrete benefits achieved by applying ML methods in the manufacturing industry and assessing the maturity of the (proposed) solutions. The purpose of this review is to answer this need and explore what kinds of benefits were expected when ML-based solutions are developed for manufacturing and how they have been realized. The benefits are divided into three main categories: 1) business benefit, including factors like improved productivity, efficiency, cost savings, and improved quality management; 2) environmental sustainability; and 3) societal sustainability. The maturity of the AI solutions is also analyzed. Practical examples of business benefits include decrease in energy usage or in production costs whereas benefits in environmental sustainability can be measured by the savings in resource consumption or decreased CO2 emissions. Societal sustainability refers, for example, to improvements in working conditions as a result of deploying AI based methods. Furthermore, this paper examines the targeted industrial sector, manufacturing operations, and the ML methods in case of each publication.
The remainder of the paper is organized as follows. Section 2 discusses machine learning and the manufacturing industry, thus providing the background for this work. Section 3 describes the methods and materials used in this review. The results are presented in Section 4, and their relevance and implications are discussed in Section 5. The conclusion and suggestions for future work are presented in Section 6.
2. Background: Machine Learning and the Manufacturing Industry
Artificial intelligence can roughly be divided into symbolic and connectionist AI [10]. The mainstream of connectionist AI, or data-driven AI, is machine learning. Machine learning is defined as the study of computer algorithms that can improve automatically through experience and the use of data [11]. Machine learning can be divided into supervised and unsupervised learning. In the former, the learning algorithm is given labeled training data, i.e., the right answers), while in the latter, the algorithm has to find the structure in the input data by itself. Commonly used ML algorithms include artificial neural networks (ANN), support vector machines (SVM), decision trees (DTs), genetic algorithms, and Bayesian networks [12].
There have been remarkable advances and performance improvements in machine learning since ca. 2010, much due to deep learning neural networks [13,14]. The performance of deep neural networks in image recognition surpassed that of traditional image recognition methods in 2012 [15]. For example, face recognition has seen impressive performance improvements during the last decade [16]. The breakthroughs were made possible by big technology trends, namely steadily increasing computing power, especially with Graphical Processing Units (GPU) [17], and the availability of abundant data for training and testing ML algorithms. The development of tools and software packages, such as TensorFlow [18] and PyTorch [19], helped to lower the threshold for applying deep neural networks and other machine learning methods in the scientific community and among practitioners outside it.
Machine learning methods have proven to be useful for general purpose needs, such as pattern recognition, computer vision, and natural language processing (NLP) [20,21]. It has also proved useful in industry-specific applications, such as targeted advertising [22], market and replenishing forecasting in retail [23], dynamic pricing, forecasting price trends, market sentiments, and probability of bankruptcy [24]. Other applications include credit scoring in banking and finance [25], sentiment analysis on social media data [26], analyzing customer churn in telecom business [27], and synthesizing molecular structures in pharmaceutical [28] and chemistry research [29].
Manufacturing is defined as “any industry that makes products from raw materials by the use of manual labour or machinery and that is usually carried out systematically with a division of labour” [30]. Manufacturing comprises 22 categories, ranging from food products to motor vehicles, as defined in the International Standard Industrial Classification (ISIC) [31]. It is worth noting that mining and extraction, building and civil engineering, as well as utilities like energy and water, are not included in manufacturing. Manufacturing, as measured by the gross domestic production (GDP), represented 16% of world GDP in 2020, with a value of 13.5 trillion USD [32].
Many researchers see artificial intelligence as a transformative technology by itself [33,34,35,36,37], while others view it as one major technology trend within the broader digital transformation process alongside big data, 5g, Internet of Things, Industry 4.0, and smart manufacturing [38,39]. Regardless of slightly different views, the business and societal impacts of AI are seen as very important. Studies have predicted a significant increase in productivity and economic growth throughout regions and industries as a result of AI technology [40]. For example, a report by Accenture [34] foresees that gross value-added growth, a close approximation of GDP, would be 35% higher in the United States, 34% in Japan, and 29% in Germany by 2035, compared with a baseline growth in a scenario where AI has been absorbed into the economy. A similar study by PwC states that “our research shows global GDP could be up to 14% higher in 2030 as a result of AI” [41]. It expects the manufacturing industry to benefit in three areas: enhanced monitoring and auto-correction of manufacturing processes, supply chain and production optimization, and on-demand production.
Lately, AI and ML have been linked to smart manufacturing and Industry 4.0 trends [2,42,43], while a recent keyword co-occurrence review names machine learning as an emerging trend in manufacturing research [44]. The manufacturing industry shows a strong interest in benefitting from AI and especially ML for different purposes, including maintenance management, process control, supply chain management, and quality management.
3. Material and Methods
3.1. Research Questions
The purpose of this work is to study what benefits have been pursued and achieved in the manufacturing industry with the deployment of machine learning and to assess the maturity of ML solutions. The principles and methods outlined for systematic review by Tranfield et al. [45] are followed.
The following research questions (RQ) were set.
- RQ1
- What are the targeted and achieved industrial benefits machine learning has brought to the manufacturing industry?
- RQ2
- What is the maturity level of the ML solutions presented in the publications?
- RQ3
- Which sectors of the manufacturing industry have used ML solutions?
- RQ4
- In which manufacturing operations have ML solutions been used?
- RQ5
- What is the relative popularity of different ML method families in the publication set?
3.1. Material
The Scopus database (www.scopus.com) was chosen to be used, since it has a broad coverage containing major publishers. The time period was limited to articles published between 2017 and 2021 and containing keywords shown in Table 1. The period covers the years when the number of relevant publications grew rapidly [5,8], following the growing interest in the potential AI and ML offer for the manufacturing industry. The search produced 680 candidate publications. The list of publications found in the search is available in Zenodo’s open repository via link given in the Data Availability Statement at the end of this paper. The goal when selecting publications for closer analysis was to create a sufficiently representative subset of scholarly literature, not explicitly to locate all possible publications in the fast-changing research field of ML solutions in manufacturing and process industry.
3.3. Methods
The flow chart for the review process is presented in Figure 1. It consists of a preliminary phase and steps 1–4. In the preliminary phase, after recognizing the need for the study, RQs were formulated, and a scoping study was performed to define the search keywords. In the first step, publications addressing the use of machine learning methods in the manufacturing industry were identified in the Scopus database.
The second step was screening the papers, first excluding those not addressing the manufacturing industry or machine learning (407 papers) even though they contained the right keywords, then removing review and general papers (25 papers) and introductory articles in conference proceedings (2). Altogether, 434 papers were excluded from further analysis in this step. For example, although the manufacturing industry was mentioned as a potential field to benefit from AI or machine learning, the paper focused on utilities [46] or the oil and gas industries [47]. Some papers mention machine learning as one of the digital technologies relevant to the modern manufacturing industry, for example, in the context of the Industry 4.0 concept [48,49], but do not address specific cases.
3.4. Analysis Framework
In the third step, the remaining 246 publications were analyzed using a framework with the following dimensions: benefit pursued (business, environmental, societal), the treatment of actual benefits achieved, the sector of the manufacturing industry, manufacturing operations, and the ML method used. The 246 papers were analyzed quantitatively; that is, only the number of papers in different classes is reported due to space limitations. However, detailed data is available in Zenado repository, via link given in Data Availability Statement at the end of this paper.
In the fourth step, those publications explicitly discussing the direct benefits achieved by using ML technology are analyzed in a qualitative and more detailed manner. The same analysis framework is used, supplemented with an assessment of maturity and source of data, thus adding two more dimensions to the framework. The dimensions of the framework, along with the explanation for each dimension and the relationship with RQ:s, are shown in Table 2.
The targeted and achieved industrial benefits (RQ1) are divided into three categories: business benefit, environmental sustainability, and societal sustainability. The first category, business benefit, is divided into direct benefits, which include increased productivity, efficiency, and cost savings, and indirect benefits, such as improved customer satisfaction due to better quality management. The analysis is elaborated by studying how the benefit to industry is treated in the publications: What and how much significant explicit benefits has machine learning–based AI brought to the manufacturing industry? To answer this, the publications are first categorized according to how the benefit is discussed: Benefit not discussed; Vague, qualitative statement (no numbers); Indirect, typically focusing on the performance of ML methods; and Direct, addressing the benefit to the industry concretely. The last category, discussing the direct benefits of the use of ML methods in the manufacturing industry, is the most interesting for this review, and publications falling into that category are analyzed individually. The maturity and data used (RQ2) in the above-mentioned publications are also analyzed.
Technology readiness level (TRL) is a tool widely used for assessing the maturity of technical systems [50]. In this work, the basic idea of TRL is used in a simplified form to assess the maturity of the results in the papers reviewed. Table 3 summarizes the criteria used, while the rightmost column shows the corresponding RTL, as used in EU RDI programs [51].
The manufacturing industry is divided into sectors (cf. RQ3), according to the ISIC [31]. For manufacturing operations (RQ4), the following classification was used: design and engineering; production and process control, including optimization; quality management; supply chain management; and maintenance management. A similar taxonomy was used by Bertolini et al. although they did not have a separate category for design and engineering [8], while Usuga Cavavid et al. [1] has a category for “Smart Design of Products and Processes” corresponding to design and engineering in this review.
To answer RQ5 (What is the relative frequency of different ML method families in the publication set?), the ML methods were divided into four broad categories: artificial neural network (ANN) methods, including deep learning and deep neural networks (DL, DNN), and convolutional neural networks (CNN); decision tree (DT) and its variants, including DT ensembles, e.g., random forest; support vector machines (SVM); and other. Publications discussing several ML methods with equal emphasis, for example, comparing their performance, are treated as a class of their own. The categorization is rather similar to that used by Carvalho et al. [9], who used four classes (random forests, ANN, SVM, and K-means).
4. Results
4.1. Bibliometric Analysis
Information on relevant publications for the review was retrieved from Scopus database. Scopus is one of the largest curated databases available on global scholarly literature. Relevant publications were identified with a search based on text in publications’ title, abstract and keywords as described in Table 1.
Bibliometric analysis was performed with Elsevier SciVal tool. The analysis was done for the large dataset comprising all results achieved with the Scopus search (680 publications). Basic results are presented in Table 4.
There has been a marked increase in activity in 2019 as shown in Figure 2. The development has continued in 2021 and 2022 (not seen in Figure 2 as the data was gathered in early March 2022).
China has been a leading country in publishing representing 20% share of the publications. The most active countries by number of publications according to the first author in 2017-2022 are presented in Table 5.
Majority of the publications, 81%, have been written by researchers in universities and research institutes without co-authors from industry, while 13% of the publications have been co-authored in collaboration between industry and academia. The share of publications where all the authors have company affiliation is 6%. Table 6 summarizes the results. In Table 7 the number of publications according to publication forum is given.
Distinctive key phrases within the research area were extracted from the publications using Elsevier Fingerprint Engine®, see Figure 3. The Fingerprint Engine® uses text mining and applies a variety of Natural Language Processing techniques to the titles, abstracts, and author keywords of the documents.
4.2. Quantitative Analysis of All Publications
In this section, the results of the review of publications are presented using the framework presented in the previous section: sectors of manufacturing industry (RQ3), manufacturing operations (RQ4), ML methods (RQ5), as well as benefits pursued, industrial benefits achieved, and maturity (RQ1 and RQ2). Furthermore, the data source used is analyzed, and an overview of the bibliometric information of the publications is given. The treatment concerns all 246 publications passing the screening (the second step, see Figure 1). At this stage, the papers were analyzed quantitatively.
The number of publications discussing different sectors of manufacturing is presented in Table 8. The sectors that have not been discussed in any of the publications have been omitted for clarity and conciseness. It should be noted that the class “other” contains publications in which the sector of industry was not specified, or the manufacturing industry division was not addressed at all. It covered 13% of the publications. The manufacture of machinery and equipment was addressed in 23% of the papers, while 13% of the papers discussed the manufacture of computer, electronic, and optical products. Repair and installation of machinery and equipment which include maintenance was addressed in 13 % of the papers.
The share of publications addressing different operations of industry are shown in Table 9. Many publications mentioned several operations, division of operations is presented based on the main industrial operation. Some of the papers presented multiple operations and they are classified as “Several functions Equally”. If one of them was clearly in focus, that is counted here. If the industry functions were seen as equally relevant, that was counted. Significant number of papers were focused on the maintenance management, forming 37% of all papers. “Production and process control” and “Quality management” both represented around 25 % of the papers.
The results about the use of different ML methods are presented in Table 10. Artificial neural networks are the most popular family of methods in the study, representing 60% of the cases, while DT methods represent 8% and SVMs represent 6% of the cases. Publications comparing the performance of different ML methods in a given task represent 11% of the cases. It should be noted that many publications focusing on a certain method still include benchmarking with other well-known ML methods. Other methods representing 15% of the publications include genetic algorithms [52], principal components analysis [53], and unsupervised clustering [54]. The “other” category contains six publications in which the ML method used was not specified.
Analysis of the main research question, RQ1, starts by looking at what kinds of benefit are pursued. The benefits are divided into three categories: business benefit; environmental sustainability; and societal sustainability. Business benefit has been divided into the following subclasses: productivity; cost saving and efficiency; and quality management. A summary of the results is shown in Table 11. A clear majority of the publications, 93%, focus on business benefits, while 6% emphasize environmental sustainability and only 1% societal benefits. Papers focusing on environmental sustainability often combine it with business benefits, for example, as reduced energy consumption decreases both CO2 emissions and energy costs [55].
The business benefit is divided into subclasses, of which cost saving and efficiency were pursued in 39% of the cases, while quality-related benefits were the main goal in 32% and productivity in 11% of the publications. In 17% of the publications, other business benefits are targeted, or they do not specify the business goals. It should be noted that the subclasses overlap somewhat, and many publications mention two or more goals. In the analysis, the prominent goal is noted.
The breakdown of the publications into categories according to how they treat benefits to the industry is shown in Table 12. The benefits of ML methods are not discussed at all in 5% of the publications. The discussion on benefits is vague in 34% of the cases. In this category, the pursued benefits are typically mentioned in the introduction section, providing motivation and background for the work, while the rest of the paper focuses on, for example, proposing ML methods to solve general industrial problems. An example of papers in this category is [56], which proposes a digital twin simulation tool that captures the dynamics of a machining vibration signal from a source model using a general adversarial network. The largest category, with 45% of the publications, is the one discussing indirect benefits, such as the performance of particular ML methods in certain tasks, such as predicting product quality (e.g. [57] or the accuracy of visual inspection methods [58]). Direct benefits are concretely discussed in 16% of the reviewed publications. The qualitative analysis of this group is presented in the next sub-section.
4.3. Qualitative Analysis of Publications Discussing Direct Benefits
The 40 publications addressing direct benefits are analyzed individually in the fourth step of the study, in which all the seven dimensions of the framework (see Table 2) are used. Analysis of the publications is presented in Table 13.
The industry sector’s manufacture of computer, electronic, and optical products, and Division 26 of ISIC is discussed in seven publications, while fabricated metal products (Division 25) and manufacture of chemicals and chemical products (Division 21) are discussed in six publications. The manufacture of coke and refined petroleum products (D19), motor vehicles (D29), and other non-metallic mineral products (D23) have been addressed in two papers each. The manufacture of food products (D10), textiles (D13), apparel (D14), and paper and paper products (D17) are topics of a single paper each. The rest of the publications (11 papers) do not specify the industry sector or address manufacturing on a general level.
The industry operations are represented in the 40 publications in the following way: process optimization and production control are discussed in 14 papers, maintenance management in 10 papers, quality management in eight papers, supply chain management in four papers, and one focusing on design and engineering. Of the ML method families, the artificial neural network is most often used (19 cases), DT and its variants are used in four cases, SVMs in two cases, while other methods, including Bayesian networks and Autoencoders, are used in 11 cases. In five cases, several methods are compared.
Business benefit is pursued in 28 cases, nine publications mention both business and environmental sustainability as goals, one paper mentions societal sustainability alongside business benefit, and two focus on environmental sustainability. It should be noted that environmental sustainability is mainly targeted by decreasing energy use, which at the same time results in decreased energy costs.
The maturity level is simulation (corresponding to TRL3 or TRL4) in 33 of the cases, while 3 are laboratory experiments (TRL4), 2 proof-of-concepts (TRL5 or TRL6), and 2 are in operational use (TRL7 and TRL9). This means that less than 1% (2) of the analyzed 246 publications describe the operational use of ML methods in the manufacturing industry. The source of data is a public database, e.g., Kaggle, in six cases, while three use data from laboratory experiments, five publications use simulated data, in 23 cases real industrial data is used in off-line way, and three use real data in on-line mode.
5. Discussion
The main goal of this systematic review is to explore what kinds of benefits are expected and achieved when ML-based solutions are applied in manufacturing and how they have been realized. Related to this, the maturity of the results is a topic of interest. The results show the dominance of business benefits as targeted benefits, while environmental and societal sustainability receive clearly less attention. Direct benefit to industry is discussed in only a fraction (16%) of the publications, while the rest compare the merits of different ML methods in the use cases, discuss the benefits of ML for industry only vaguely, or fail to address the issue. The maturity of the results is low: only two of the 246 publications report operational use of ML methods in industry (corresponding TRL7 and TRL9), while most remain at the level of simulations or laboratory experiments (TRL3 or TRL4). We find these findings to be the most important results of our study. To our knowledge, no other review paper has addressed the maturity and industrial benefits of ML.
Potential reasons for so few publications discussing the explicit and concrete benefits of ML solutions and the low maturity of the solutions can be divided into those stemming from the research community, industry, and the interaction of the two. Researchers are not encouraged to push their solutions to production use since it is a time-consuming effort, which does not directly advance their academic career. Their interest is in developing ML methods and publishing the results. From this viewpoint, it is clearly more productive to work with simulations or in a laboratory than in an industrial environment, where many mundane obstacles and nuances require time and attention. Also, ML researchers may lack in understanding of the business impacts of their work. An additional hindrance is that good quality real-world data is in many cases not readily available in industry. Since training and test data is a necessity for ML methods, this makes simulated data an attractive option.
Although the industry is interested in exploiting ML technology, decision makers must consider the safety and economic risks associated with new technologies. The risks associated with ML may even be prohibitive when the ML algorithm is a nontransparent black box. Providing the researchers with realistic and good-quality data, let alone access to the production line or process, means cost and risk to the industrial company. They must first see that the potential benefit for them is worth the cost and risk, which may decrease their willingness to support ML projects. It requires time and effort to develop a new ML method from the simulation level into a solution that is useful and reliable enough for production use. This requires long-term collaboration and commitment from a research group and an industrial partner or partners. Only 13% of the analyzed publications were co-authored by academic and industry employed researchers. This may indicate rather weak collaboration between academic researchers and industry. Probably many of the projects reported in the reviewed publications will never reach production stage but are terminated before that—as indicated by the high number of publications discussing simulations and laboratory prototypes and so few reporting ML-based solutions in production use.
In addition, two more potential reasons for the scarcity of publications reporting higher maturity-level results (TRL6 to TRL9) can be identified. The first reason relates to the difficulty of measuring the benefits of applying ML methods. Since industrial systems are complex and consist of several subsystems, it is difficult to pinpoint the exact benefits provided by the use of ML methods. In addition, the continuously changing circumstances in real industrial processes make it hard to show the impact of a particular change. The second reason relates to incentives for and hindrances to publishing. The development and deployment of ML methods for industrial applications are often done by engineers working for manufacturing companies or technology solution providers. They are not necessarily interested in publishing their results in scientific forums. Protecting trade secrets or an ongoing patenting process may be additional reasons for not publishing. On the other hand, though, the technology solution providers have strong motivation to have references of their work, also in the form of scientific publications.
A fundamental reason for so few papers on the benefits of ML in industry may lie in the fact that ML methods are still rather young. For example, deep learning with neural networks started to gain traction only 10 years ago. The road from fundamental research to production use in the manufacturing industry takes a long time, and we should expect the impact later in the future. Furthermore, it has been suggested that the full benefits of general-purpose technologies, such as AI, come with a delay, since they require other complementary intangible investments, such as changes in management and processes, to happen before taking full impact, that is, taking the shape of a “J-curve”, see [99].
The secondary goal of this work was to analyze which sectors of the manufacturing industry, which operations, and which ML methods were addressed in the publications. The sectors of industry addressed most often in the publications are the manufacture of computer, electronic and optical products, especially the semiconductor industry, the manufacture of fabricated metal products as well as the manufacture of chemicals and chemical products. Furthermore, many papers address general manufacturing; that is, they do not specify any field. Not surprisingly, ML methods are studied in the context of sectors where production technology, including automation, is advanced and capital investments are heavy. Of the industry operations, process optimization and production control, maintenance management, quality management, and supply chain management are discussed more than design and engineering, which gets the least attention. This is in line with the results of other reviews [4,6,8]. The low share of design and engineering operations in the papers is possibly because they are less straightforward—requiring human creativity—and thus more difficult for ML methods than more data-based tasks, such as quality control or maintenance management.
The artificial neural network methods are clearly the most often used ML method category in the publications, although the share of DT and SVM methods is not negligent. This is not surprising when considering the advances gained with deep learning neural networks during the last decade and the research efforts in that area. Bertolini et al. [8] report rather similar results, although the role of ANN is not so dominant in their data, while among the 36 publications analyzed by Carvalho et al. [7], random forest (included with the DT method family in this work), ANN, and SVM are almost equally popular.
The main limitation of this work is that not all relevant research and development results in applying ML in the manufacturing industry are reported in the scientific literature. This may cause bias in the results, and unfortunately, it is almost impossible to estimate the significance and extent of this bias. Because patent databases were not involved in the literature search, we do not know whether they would have changed the picture somehow. Naturally, these limitations apply to all systematic reviews of scientific literature regarding industry-related research. The second major limitation concerns research work, in which ML methods are part of larger systems applied in the manufacturing industry and the authors have not mentioned their role. This could be the case in, for example, robotics research.
6. Conclusion
A systematic review of publications discussing the benefits of machine learning in manufacturing industries was conducted. The main RQs concerned the explicit benefits that machine learning–based solutions had brought to the manufacturing industry and the maturity of the results presented in the research papers. In addition, the sectors of industry, operations, and machine learning methods used were analyzed, as in previous review papers.
A keyword search in the Scopus database produced 680 papers, of which 246 addressed machine learning in the context of the manufacturing industry. The vast majority of these publications stated business benefit as the goal, while environmental and social sustainability received clearly less attention. Only a minority of the papers (40) presented and discussed the direct benefits, such as business benefit or sustainability, to the industry, whereas the rest discussed the benefits vaguely or concentrated on the technical performance of machine learning methods, often comparing them against each other. The 40 publications addressing direct benefits to the industry were subject to further analysis, which showed that the maturity level of the results is rather low: only two were in operational use, two others were proof-of-concepts or industrial pilot cases, while the rest were simulations and laboratory experiments.
The results show that the maturity of machine learning–based solutions for the manufacturing industry reported in the literature is still rather low. Consequently, concrete measurable benefits for the industries are few. This contrasts with the great expectations associated with the use of AI and machine learning in the manufacturing industry, as expressed in the reports and forecasts published in recent years and in public discussions. This finding is the main contribution and novelty of this work.
The large number and wide coverage of research publications show that significant effort has been made toward utilizing machine learning technology in various sectors and operations of the manufacturing industry. Many of the published results, although not mature enough for operational use, show substantial potential for industrial benefits. Therefore, there is no reason to believe that in the coming years, machine learning–based solutions should not play a significant role in improving productivity, cost efficiency, and quality management in the industries while also contributing to sustainability.
Based on the results of this study, we suggest that future research projects on machine learning in industrial contexts should put more effort into developing the results from simulations to a more mature level. This calls for closer collaboration between the research community and industry so that the researchers get access to practical knowledge, data, and test sites to develop the solutions for operational use, producing industrial benefit. Furthermore, future literature reviews should include an analysis of the maturity and concrete industrial benefits of the cases where machine learning is discussed in industrial context and consider including patent databases in the literature search. This would provide valuable information for the research community, decision makers in the industries, and those planning national and EU research investments.
Funding
This work was partly supported by the Finnish Center for Artificial Intelligence, a project funded by the Academy of Finland (decision number 320183, 2019).
Data Availability Statement
The literature search data is available at https://zenodo.org/deposit/7193320.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Usuga Cadavid, J.P.; Lamouri, S.; Grabot, B.; Pellerin, R.; Fortin, A. Machine learning applied in production planning and control: a state-of-the-art in the era of industry 4.0. Journal of Intelligent Manufacturing 2020, 31. [Google Scholar] [CrossRef]
- Sharp, M.; Ak, R.; Hedberg, T. A survey of the advancing use and development of machine learning in smart manufacturing. J Manuf Syst. 2018, 48. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Cheruku, S. Application and performance of machine learning techniques in manufacturing sector from the past two decades: A review. In Materials Today: Proceedings; 2020. [Google Scholar] [CrossRef]
- Fornasiero, R.; Nettleton, D.F.; Kiebler, L.; Martinez de Yuso, A.; de Marco, C.E. AI and BD in Process Industry: A Literature Review with an Operational Perspective. In IFIP Advances in Information and Communication Technology; 2021. [Google Scholar] [CrossRef]
- Dogan, A.; Birant, D. Machine learning and data mining in manufacturing. Expert Systems with Applications 2021, 166. [Google Scholar] [CrossRef]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; de Felice, F. Artificial intelligence and machine learning applications in smart production: Progress, trends, and directions. Sustainability 2020, 12, 492. [Google Scholar] [CrossRef]
- Carvalho, T.P.; Soares, F.A.A.M.N.; Vita, R.; Francisco, R.D.P.; Basto, J.P.; Alcalá, S.G.S. A systematic literature review of machine learning methods applied to predictive maintenance. Comput Ind Eng. 2019, 137. [Google Scholar] [CrossRef]
- Bertolini, M.; Mezzogori, D.; Neroni, M.; Zammori, F. Machine Learning for industrial applications: A comprehensive literature review. Expert Systems with Applications 2021, 175. [Google Scholar] [CrossRef]
- Carvalho, T.P.; Soares, F.A.A.M.N.; Vita, R.; Francisco, R.D.P.; Basto, J.P.; Alcalá, S.G.S. A systematic literature review of machine learning methods applied to predictive maintenance. Comput Ind Eng. 2019, 137. [Google Scholar] [CrossRef]
- Garnelo, M.; Shanahan, M. Reconciling deep learning with symbolic artificial intelligence: representing objects and relations. Current Opinion in Behavioral Sciences 2019, 29. [Google Scholar] [CrossRef]
- Mitchell, T. Machine Learning; McGraw Hill: New York, 1997. [Google Scholar]
- Kubat, M. An Introduction to Machine Learning; Springer International Publishing: Cham, 2017. [Google Scholar]
- LeCun, Y.; Hinton, G.; Bengio, Y. Deep learning. Nature 2015, 521. [Google Scholar] [CrossRef]
- Schmidhuber, J. Deep Learning in neural networks: An overview. Neural Networks 2015, 61. [Google Scholar] [CrossRef]
- Russakovsky, O.; Deng, J.; Su, H.; Krause, J.; Satheesh, S.; Ma, S.; et al. ImageNet Large Scale Visual Recognition Challenge. Int J Comput Vis. 2015, 115. [Google Scholar] [CrossRef]
- Wang, M.; Deng, W. Deep face recognition: A survey. Neurocomputing 2021, 429. [Google Scholar] [CrossRef]
- Pandey, M.; Fernandez, M.; Gentile, F.; Isayev, O.; Tropsha, A.; Stern, A.C.; et al. The transformational role of GPU computing and deep learning in drug discovery. Nature Machine Intelligence 2022, 4. [Google Scholar] [CrossRef]
- Abadi, M.; Barham, P.; Chen, J.; Chen, Z.; Davis, A.; Dean, J.; et al. TensorFlow: A system for large-scale machine learning. In Proceedings of the 12th USENIX Symposium on Operating Systems Design and Implementation, OSDI 2016, 2016. [Google Scholar]
- Paszke, A.; Gross, S.; Massa, F.; Lerer, A.; Bradbury, J.; Chanan, G.; et al. PyTorch: An imperative style, high-performance deep learning library. In Advances in Neural Information Processing Systems; 2019. [Google Scholar]
- Liu, W.; Wang, Z.; Liu, X.; Zeng, N.; Liu, Y.; Alsaadi, F.E. A survey of deep neural network architectures and their applications. Neurocomputing 2017, 234. [Google Scholar] [CrossRef]
- Young, T.; Hazarika, D.; Poria, S.; Cambria, E. Recent trends in deep learning based natural language processing [Review Article]. IEEE Computational Intelligence Magazine 2018, 13. [Google Scholar] [CrossRef]
- Choi, J.A.; Lim, K. Identifying machine learning techniques for classification of target advertising. ICT Express 2020, 6. [Google Scholar] [CrossRef]
- Weber, F.D.; Schütte, R. State-of-the-art and adoption of artificial intelligence in retailing. Digital Policy, Regulation and Governance 2019, 21. [Google Scholar] [CrossRef]
- Bauer, J.; Jannach, D. Optimal pricing in e-commerce based on sparse and noisy data. Decis Support Syst. 2018, 106. [Google Scholar] [CrossRef]
- Milana, C.; Ashta, A. Artificial intelligence techniques in finance and financial markets: A survey of the literature. Strategic Change 2021, 30. [Google Scholar] [CrossRef]
- Ravi, K.; Ravi, V. A survey on opinion mining and sentiment analysis: Tasks, approaches and applications. Knowl Based Syst. 2015, 89. [Google Scholar] [CrossRef]
- Dalvi, P.K.; Khandge, S.K.; Deomore, A.; Bankar, A.; Kanade, V.A. Analysis of customer churn prediction in telecom industry using decision trees and logistic regression. In Proceedings of the 2016 Symposium on Colossal Data Analysis and Networking, CDAN 2016, 2016. [Google Scholar]
- Hessler, G.; Baringhaus, K.H. Artificial intelligence in drug design. Molecules 2018, 23, 2520. [Google Scholar] [CrossRef] [PubMed]
- Coley, C.W.; Thomas, D.A.; Lummiss, J.A.M.; Jaworski, J.N.; Breen, C.P.; Schultz, V.; et al. A robotic platform for flow synthesis of organic compounds informed by AI planning. Science 2019, 365. [Google Scholar] [CrossRef] [PubMed]
- Editors of Encyclopaedia. Encyclopedia Britannica. 2020. Manufacturing.
- United Nations. International Standard Industrial Classification (ISIC), Rev.4. International Yearbook of Industrial Statistics 2013. 2008. [Google Scholar]
- The World Bank. World Development Indicators (DataBank). 2021. Manufacturing, Value Added (% of GDP).
- Brynjolfsson, E.; McAfee, A. The Second Machine Age: Work, Progress, and Prosperity in a Time of Brilliant Technologies; W.W. Norton & Company: New York, 2014. [Google Scholar]
- Purdy, M.; Daugherty, P. Why Artificial Intelligence is the Future of Growth. Accenture 2016. [Google Scholar]
- Ford, M. Rise of the Robots: Technology and the Threat of a Jobless Future. Basic Books 2015. [Google Scholar]
- Manyika, J.; Lund, S.; Chui, M.; Bughin, J.; Woetzel, J.; Batra, P.; et al. Jobs lost, jobs gained: Workforce transitions in a time of automation, McKinsey Global Institute, December 2017.
- OECD. Artificial Intelligence in Society [Internet]. 2019. Available online: https://www.oecd-ilibrary.org/science-and-technology/artificial-intelligence-in-society_eedfee77-en (accessed on 1 August 2022).
- Warner, K.S.R.; Wäger, M. Building dynamic capabilities for digital transformation: An ongoing process of strategic renewal. Long Range Plann. 2019, 52. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. Journal of Intelligent Manufacturing 2020, 31. [Google Scholar] [CrossRef]
- Udell, M.; Stehel, V.; Kliestik, T.; Kliestikova, J.; Durana, P. Towards a smart automated society: Cognitive technologies, knowledge production, and economic growth. Economics, Management, and Financial Markets 2019, 14. [Google Scholar]
- Rao, A.; Verweij, G.; Cameron, E. Sizing the prize: What’s the real value of AI for your business and how can you capitalise? PwC 2020. [Google Scholar]
- Zheng, P.; Wang, H.; Sang, Z.; Zhong, R.Y.; Liu, Y.; Liu, C.; et al. Smart manufacturing systems for Industry 4.0: Conceptual framework, scenarios, and future perspectives. Frontiers of Mechanical Engineering 2018, 13. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing must embrace big data. Nature 2017, 544. [Google Scholar] [CrossRef]
- Yuan, C.; Li, G.; Kamarthi, S.; Jin, X.; Moghaddam, M. Trends in intelligent manufacturing research: a keyword co-occurrence network based review. Journal of Intelligent Manufacturing 2022, 33. [Google Scholar] [CrossRef]
- Tranfield, D.; Denyer, D.; Smart, P. Towards a Methodology for Developing Evidence-Informed Management Knowledge by Means of Systematic Review. British Journal of Management 2003, 14. [Google Scholar] [CrossRef]
- Robles-Velasco, A.; Muñuzuri, J.; Onieva, L.; Rodríguez-Palero, M. Trends and applications of machine learning in water supply networks management. Journal of Industrial Engineering and Management 2021, 14. [Google Scholar] [CrossRef]
- Boguslawski, B.; Boujonnier, M.; Bissuel-Beauvais, L.; Saghir, F.; Sharma, R.D. IIoT edge analytics: Deploying machine learning at the wellhead to identify rod pump failure. In Proceedings of the Society of Petroleum Engineers—SPE Middle East Artificial Lift Conference and Exhibition 2018, MEAL 2018; 2018. [Google Scholar]
- Kumar, P.; Bhamu, J.; Sangwan, K.S. Analysis of Barriers to Industry 4.0 adoption in Manufacturing Organizations: An ISM Approach. In Proceedings of the Procedia CIRP, 2021. 2021. [Google Scholar]
- Rai, R.; Tiwari, M.K.; Ivanov, D.; Dolgui, A. Machine learning in manufacturing and industry 4.0 applications. International Journal of Production Research 2021, 59. [Google Scholar] [CrossRef]
- Héder, M. From NASA to EU: The evolution of the TRL scale in Public Sector Innovation. Innovation Journal 2017, 22. [Google Scholar]
- EU Comission. Technology readiness levels (TRL); Commission Decision C(2014)4995; Extract from Part 19; EU Comission, 2014. [Google Scholar]
- Farooq, B.; Bao, J.; Li, J.; Liu, T.; Yin, S. Data-Driven Predictive Maintenance Approach for Spinning Cyber-Physical Production System. J Shanghai Jiaotong Univ Sci. 2020, 25. [Google Scholar] [CrossRef]
- Camps, M.; Etxegarai, M.; Bonada, F.; Lacheny, W.; Ballat-Durand, D.; Pauleau, S.; et al. Data-Driven Analysis of Friction Stir Welding for Aerospace Applications. 2021. [Google Scholar]
- de Lima, M.J.; Paredes Crovato, C.D.; Goytia Mejia, R.I.; da Rosa Righi, R.; de Oliveira Ramos, G.; André da Costa, C.; et al. HealthMon: An approach for monitoring machines degradation using time-series decomposition, clustering, and metaheuristics. Comput Ind Eng. 2021, 162. [Google Scholar] [CrossRef]
- Chen, S.H.; Liou, Y.C.; Chen, Y.H.; Wang, K.C. Order acceptance and scheduling problem with carbon emission reduction and electricity tariffs on a single machine. Sustainability 2019, 11, 5432. [Google Scholar] [CrossRef]
- Zotov, E.; Kadirkamanathan, V. CycleStyleGAN-Based Knowledge Transfer for a Machining Digital Twin. Front Artif Intell. 2021, 4. [Google Scholar] [CrossRef] [PubMed]
- Gaikwad, A.; Giera, B.; Guss, G.M.; Forien, J.B.; Matthews, M.J.; Rao, P. Heterogeneous sensing and scientific machine learning for quality assurance in laser powder bed fusion—A single-track study. Addit Manuf. 2020, 36. [Google Scholar] [CrossRef]
- Song, S.; Jing, J.; Huang, Y.; Shi, M. EfficientDet for fabric defect detection based on edge computing. J Eng Fiber Fabr. 2021, 16. [Google Scholar] [CrossRef]
- Lai, X.; Shui, H.; Ni, J. A two-layer long short-Term memory network for bottleneck prediction in multi-job manufacturing systems. In Proceedings of the ASME 2018 13th International Manufacturing Science and Engineering Conference, MSEC 2018; 2018. [Google Scholar]
- Ning, C.; You, F. Data-driven adaptive nested robust optimization: General modeling framework and efficient computational algorithm for decision making under uncertainty. AIChE Journal 2017, 63, 3790–3817. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, C.; Gao, Z.; Yao, Y. Ensemble deep kernel learning with application to quality prediction in industrial polymerization processes. Chemometrics and Intelligent Laboratory Systems 2018, 174, 15–21. [Google Scholar] [CrossRef]
- Abid, S. Texture defect detection by using polynomial interpolation and multilayer perceptron. J Eng Fiber Fabr. 2019, 14. [Google Scholar] [CrossRef]
- Kim, E.; Cho, S.; Lee, B.; Cho, M. Fault Detection and Diagnosis Using Self-Attentive Convolutional Neural Networks for Variable-Length Sensor Data in Semiconductor Manufacturing. IEEE Transactions on Semiconductor Manufacturing 2019, 32, 302–309. [Google Scholar] [CrossRef]
- Caihong, Z.; Zengyuan, W.; Chang, L. A Study on Quality Prediction for Smart Manufacturing Based on the Optimized BP-AdaBoost Model. In Proceedings of the 2019 IEEE International Conference on Smart Manufacturing, Industrial and Logistics Engineering, SMILE 2019; 2019; pp. 1–3. [Google Scholar]
- Ma, F.; Lin, D.; Zhong, J.; Han, X.; Wang, J.; Sun, W. CNN based process monitoring of spatially distributed system. In Proceedings of the 2019 11th CAA Symposium on Fault Detection, Supervision, and Safety for Technical Processes, SAFEPROCESS 2019; 2019; pp. 695–700. [Google Scholar]
- Wu, X.; Chen, J. The temperature process analysis and control on laser-assisted milling of nickel-based superalloy. International Journal of Advanced Manufacturing Technology 2018, 98, 223–235. [Google Scholar] [CrossRef]
- Biebl, F.; Glawar, R.; Jalali, A.; Ansari, F.; Haslhofer, B.; de Boer, P.; et al. A conceptual model to enable prescriptive maintenance for etching equipment in semiconductor manufacturing. In Proceedings of the Procedia CIRP; 2020; pp. 64–69. [Google Scholar]
- Zhang, W.; Lu, X.; Shi, H.; Zhou, L. Optimization control of coal methanol chemical process based on neural network algorithm. Chem Eng Trans. 2017, 62, 883–888. [Google Scholar] [CrossRef]
- Bhosekar, A.; Ierapetritou, M. A framework for supply chain optimization for modular manufacturing with production feasibility analysis. Comput Chem Eng. 2021, 145. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, K.; Sun, J. Sound singularity analysis for milling tool condition monitoring towards sustainable manufacturing. Mech Syst Signal Process. 2021, 157. [Google Scholar] [CrossRef]
- Frigerio, N.; Marzano, L.; Matta, A. An Online Policy for Energy-Efficient State Control of Manufacturing Equipment. IEEE Transactions on Automation Science and Engineering 2021, 18, 705–716. [Google Scholar] [CrossRef]
- Mendia, I.; Gil-López, S.; Landa-Torres, I.; Orbe, L.; Maqueda, E. Machine learning based adaptive soft sensor for flash point inference in a refinery realtime process. Results in Engineering 2022, 13. [Google Scholar] [CrossRef]
- Apiletti, D.; Barberis, C.; Cerquitelli, T.; Macii, A.; Macii, E.; Poncino, M.; et al. ISTEP, an integrated self-tuning engine for predictive maintenance in industry 4.0. In Proceedings of the 16th IEEE International Symposium on Parallel and Distributed Processing with Applications, 17th IEEE International Conference on Ubiquitous Computing and Communications, 8th IEEE International Conference on Big Data and Cloud Computing; 11t. 2019; pp. 924–931. [Google Scholar]
- Bhosekar, A.; Badejo, O.; Ierapetritou, M. Modular supply chain optimization considering demand uncertainty to manage risk. AIChE Journal 2021, 67. [Google Scholar] [CrossRef]
- Arena, S.; Florian, E.; Zennaro, I.; Orrù, P.F.; Sgarbossa, F. A novel decision support system for managing predictive maintenance strategies based on machine learning approaches. Saf Sci. 2022, 146. [Google Scholar] [CrossRef]
- Schmidt, B.; Wang, L. Predictive Maintenance of Machine Tool Linear Axes: A Case from Manufacturing Industry. In Procedia Manufacturing; 2018; pp. 118–125. [Google Scholar] [CrossRef]
- Wang, C.N.; Nhieu, N.L.; Tran, T.T.T. Stochastic chebyshev goal programming mixed integer linear model for sustainable global production planning. Mathematics 2021, 9, 1. [Google Scholar] [CrossRef]
- Chen, Y.C.; He, B.H.; Lin, S.S.; Soeseno, J.H.; Tan, D.S.; Chen, T.P.C.; et al. Demystifying data and AI for manufacturing: Case studies from a major computer maker. APSIPA Trans Signal Inf Process 2021. [Google Scholar] [CrossRef]
- Chidhananda, R.S.; Kulkarni, A. Application of automation strategies to prevent failure in mechatronic water plant system. In Materials Today: Proceedings; 2020; pp. 1480–1485. [Google Scholar] [CrossRef]
- Xu, Q.; Lu, S.; Jia, W.; Jiang, C. Imbalanced fault diagnosis of rotating machinery via multi-domain feature extraction and cost-sensitive learning. J Intell Manuf. 2020, 31, 1467–1481. [Google Scholar] [CrossRef]
- Kiangala, K.S.; Wang, Z. An Effective Predictive Maintenance Framework for Conveyor Motors Using Dual Time-Series Imaging and Convolutional Neural Network in an Industry 4.0 Environment. IEEE Access 2020, 8, 121033–121049. [Google Scholar] [CrossRef]
- Patel, D.; Zhou, N.; Shrivastava, S.; Kalagnanam, J. Doctor for Machines: A Failure Pattern Analysis Solution for Industry 4.0. In Proceedings of the 2020 IEEE International Conference on Big Data, Big Data 2020, 2020; pp. 1614–1623. [Google Scholar]
- Tufano, A.; Accorsi, R.; Manzini, R. Machine learning methods to improve the operations of 3PL logistics. In Procedia Manufacturing; 2020; pp. 62–69. [Google Scholar] [CrossRef]
- Buratti, Y.; Eijkens, C.; Hameiri, Z. Optimization of solar cell production lines using neural networks and genetic algorithms. ACS Appl Energy Mater. 2020, 3, 10317–10322. [Google Scholar] [CrossRef]
- Zhang, C.; Gupta, C.; Joichi, S.; Farahat, A.; Shao, H. Risk-based dynamic pricing via failure prediction. In Proceedings of the 18th IEEE International Conference on Machine Learning and Applications, ICMLA 2019; 2019; pp. 140–147. [Google Scholar]
- Beuth, F.; Schlosser, T.; Friedrich, M.; Kowerko, D. Improving Automated Visual Fault Detection by Combining a Biologically Plausible Model of Visual Attention with Deep Learning. In Proceedings of the IECON Proceedings (Industrial Electronics Conference); 2020; pp. 5323–5330. [Google Scholar]
- Ma, S.; Zhang, Y.; Lv, J.; Ge, Y.; Yang, H.; Li, L. Big data driven predictive production planning for energy-intensive manufacturing industries. Energy 2020, 211. [Google Scholar] [CrossRef]
- Mawson, V.J.; Hughes, B.R. Deep learning techniques for energy forecasting and condition monitoring in the manufacturing sector. Energy Build. 2020, 217. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Sun, Z.; Xiong, H.; Qin, R.; Li, C. Cost-imbalanced hyper parameter learning framework for quality classification. J Clean Prod. 2020, 242. [Google Scholar] [CrossRef]
- Ahmed, S.U.; Arora, R. Quality characteristics optimization in CNC end milling of A36 K02600 using Taguchi’s approach coupled with artificial neural network and genetic algorithm. International Journal of System Assurance Engineering and Management 2019, 10, 676–695. [Google Scholar] [CrossRef]
- Orihara, R. Applications of AI Technologies in Flash Memory Business. In Proceedings of the 2021 5th IEEE Electron Devices Technology and Manufacturing Conference, EDTM 2021; 2021. [Google Scholar]
- Kumar, R.; Patil, O.; Nath, S.K.; Sangwan, K.S.; Kumar, R. A Machine Vision-based Cyber-Physical Production System for Energy Efficiency and Enhanced Teaching-Learning Using a Learning Factory. In Proceedings of the Procedia CIRP; 2021; pp. 424–429. [Google Scholar] [CrossRef]
- Li, L.; Wang, Y.; Lin, K.Y. Preventive maintenance scheduling optimization based on opportunistic production-maintenance synchronization. J Intell Manuf. 2021, 32, 545–58. [Google Scholar] [CrossRef]
- Svoboda, J.; Minner, S. Tailoring inventory classification to industry applications: the benefits of understandable machine learning. Int J Prod Res. 2022, 60, 388–401. [Google Scholar] [CrossRef]
- Martello, R.H.; Ranzan, L.; Farenzena, M.; Trierweiler, J.O. Improving autoencoder training with novel goal functions based on multivariable control concepts. In IFAC-PapersOnLine; 2021; pp. 73–78. [Google Scholar] [CrossRef]
- Danishvar, M.; Danishvar, S.; Katsou, E.; Mansouri, S.A.; Mousavi, A. Energy-Aware Flowshop Scheduling: A Case for AI-Driven Sustainable Manufacturing. IEEE Access 2021, 9, 141678–141692. [Google Scholar] [CrossRef]
- Huseynov, N.T. Application of Modern Technologies for Planning Improvement and Saving on Costs in the Enterprise of the Industry 4.0. AISC, Advances in Intelligent Systems and Computing 2021, 1323, 272–279. [Google Scholar] [CrossRef]
- Frigerio, N.; Cornaggia, C.F.A.; Matta, A. An adaptive policy for on-line Energy-Efficient Control of machine tools under throughput constraint. J Clean Prod. 2021, 287. [Google Scholar] [CrossRef]
- Brynjolfsson, E.; Rock, D.; Syverson, C. The Productivity J-Curve: How Intangibles Complement General Purpose Technologies. American Economic Journal: Macroeconomics 2021, 13. [Google Scholar] [CrossRef]
Figure 1.
Flowchart for the systematic review process.
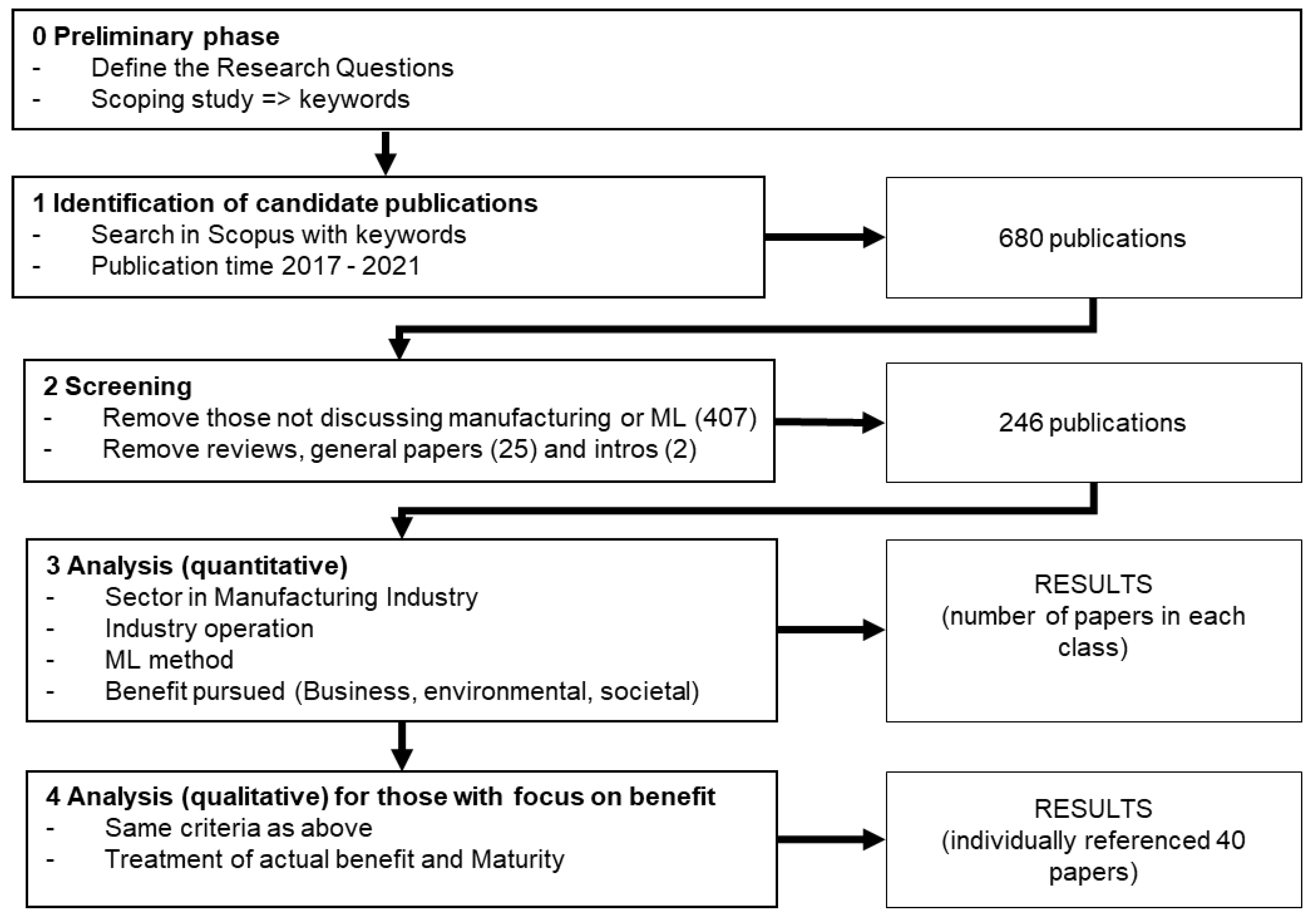
Figure 2.
Development of publication intensity (volume) from 2017 to 2021.
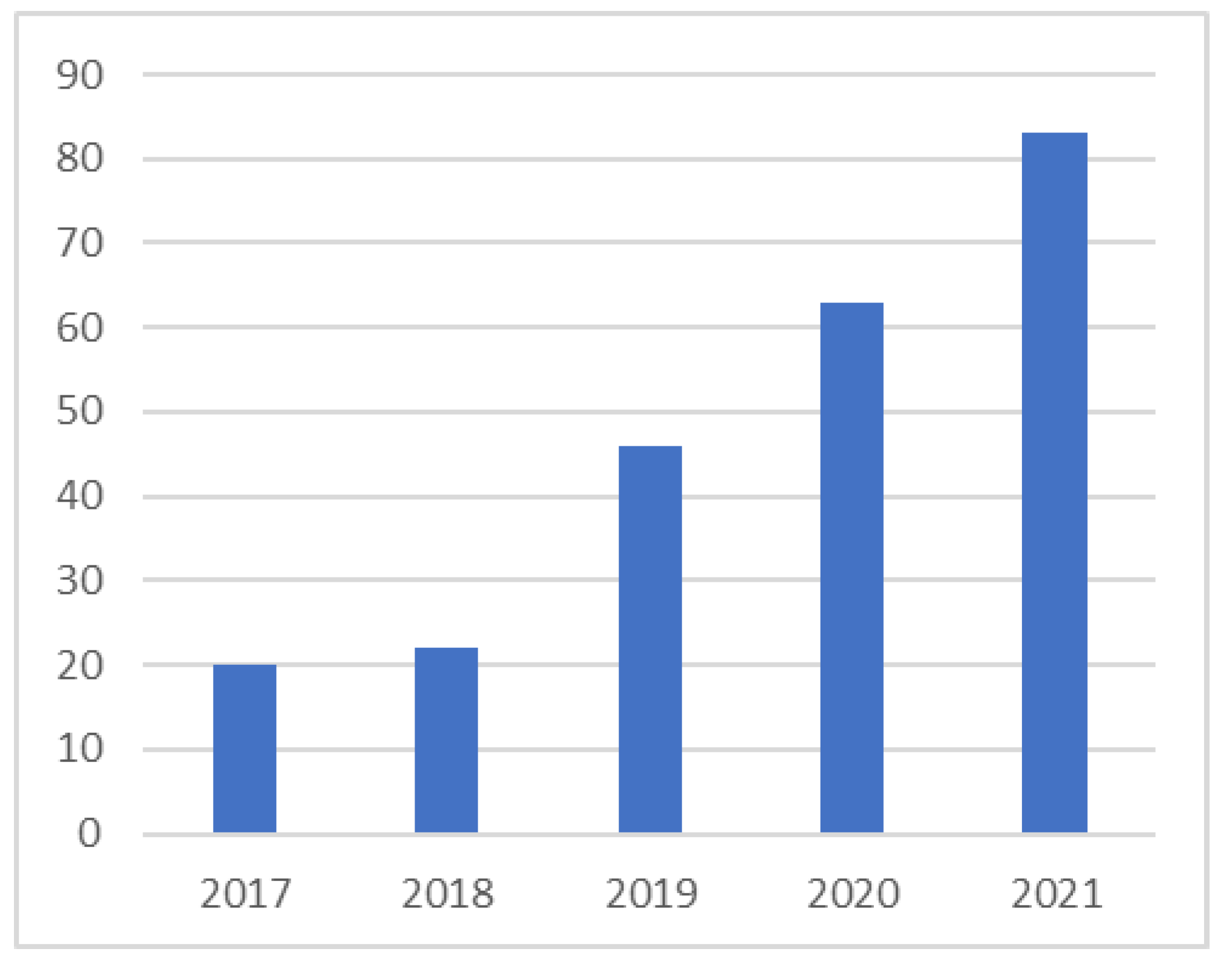
Figure 3.
The most frequent keywords in the publication set. Data: Elsevier Scival, word cloud by WordItOut.
Figure 3.
The most frequent keywords in the publication set. Data: Elsevier Scival, word cloud by WordItOut.


Table 1.
Terms for the literature search (in Scopus).
| Field of Business | Manufacturing OR Industry AND |
|---|---|
| AI technology | "machine learning" OR "deep learning" OR "neural network" OR "support vector machine" OR svm OR "random forest" OR "decision tree" OR "Deep Transfer Learning" AND |
| Benefit | benefit OR advantages OR "productivity increase" OR "efficiency increase" OR "quality increase" OR "operational improvement" OR "efficiency improvement" OR "quality improvement" OR "cost saving" OR "cost reduction" OR "cost decrease" OR "emission reduction" OR "emission decrease" OR "energy reduction" OR "energy decrease" OR "resource reduction" OR "resource decrease" OR "material reduction" OR "material decrease" OR "waste reduction" OR "waste decrease" OR "key performance indicator" OR kpi OR "decrease downtime" OR "reduce downtime" OR "decrease inefficiency" OR "reduce inefficiency" OR "downtime reduction" OR "inefficiency reduction" OR "improve response time" OR "response time improvement" OR "improve resource management" OR "resource management improvement" |
| Time range | 2017–2022 (2022: 08.03.2022) |
Table 2.
Framework for Analyzing the Publications.
| Dimension | Explanation | Related Research question |
|---|---|---|
| Benefit pursued | Business benefit (with sub-categories: productivity, cost saving or efficiency; quality management; other or not specified); environmental sustainability; societal sustainability | Benefit pursued (RQ1) |
| Treatment of benefit | Not discussed or vague, qualitative statements; indirect, e.g. accuracy of ML methods in specific case; direct, measured | Discussion on the benefit (RQ1) |
| Maturity (only in step 4) | Simulation; laboratory experiment; pilot or PoC; operational use (TRL) | Maturity of the solution (RQ2) |
| Data used (only in step 4) | Simulated; laboratory; database; off-line from industry; real-time on-line from industry | n/a |
| Sector of manufacturing industry | International Standard Industrial Classification, 24 classes | Sector of manufacturing industry (RQ3) |
| Industry function | Design and engineering; production and process control, including optimization; quality management; supply chain management; maintenance management; several functions equally | Industry function (RQ4) |
| ML method | ANN incl. DL, CNN; decision tree and variants; SVM; other; several (comparison of methods). | Machine learning method (RQ5) |
Table 3.
Assessment of Maturity Level.
| Implementation (Maturity of) | Data (Maturity of) | Corresponding TRL (EU Commission, 2014) |
|---|---|---|
| Simulated | Simulated data or data base | TRL 3 Experimental proof of concept |
| Simulated | Real industry data off-line | TRL 4 Technology validated in lab |
| Laboratory | Lab. data | TRL 4 Technology validated in lab |
| Proof-of-concept | Real on-line | TRL 5–6 Technology validated in relevant environment |
| Operational use | Real on-line | TRL 7 System prototype demonstration in operational environment - TRL 9 Actual system proven in an operational environment |
Table 4.
Basic bibliographic information.
| Citations per Publication | Field-Weighted Citation Impact | International Collaboration: Publicationc co-Authored with Institutions in Other Countries [%] | Publications in 10% Most Cited Worldwide [%] | Publications in Top 10% Journals (Source Normalized Impact per Paper) [%] |
|---|---|---|---|---|
| 11.8 | 2.24 | 21.2% | 25 | 28.5 |
Table 5.
Most active countries by number of publications 2017-2022 (data: 8.3.2022).
| Country | Scholarly output |
|---|---|
| China | 50 |
| Germany | 28 |
| USA | 20 |
| Italy | 18 |
| India | 13 |
| UK | 11 |
Table 6.
Publications by author affiliation.
| Author Affiliation | Number of Publications |
|---|---|
| Academic authors only | 200 |
| Co-authored (academy and industry) | 32 |
| Industry affiliated authors only | 14 |
Table 7.
Number of publications by types.
| Publication Type | Number of Publications |
|---|---|
| Conference proceedings | 106 |
| Article | 136 |
| Chapter in book, other | 4 |
Table 8.
Publications According to the Manufacturing Division Classification.
| Section C Manufacturing | Sector of Industry (NB. Sectors with no publications are omitted) | Number of publications |
|---|---|---|
| Division 10 | Manufacture of food products and beverages | 10 |
| Division 13 | Manufacture of textiles | 11 |
| Division 16 | Manufacture of wood and of products of wood and cork, except furniture | 1 |
| Division 17 | Manufacture of paper and paper products | 2 |
| Division 18 | Publishing, printing, and reproduction of recorded media | 1 |
| Division 19 | Manufacture of coke, refined petroleum products, and nuclear fuel | 9 |
| Division 20 | Manufacture of chemicals and chemical products | 19 |
| Division 21 | Manufacture of pharmaceuticals, medicinal chemical, and botanical products | 2 |
| Division 22 | Manufacture of rubber and plastics products | 5 |
| Division 24 | Manufacture of basic metals | 6 |
| Division 25 | Manufacture of fabricated metal products, except machinery and equipment | 1 |
| Division 26 | Manufacture of computer, electronic, and optical products | 33 |
| Division 27 | Manufacture of electrical equipment | 6 |
| Division 28 | Manufacture of machinery and equipment n.e.c. | 56 |
| Division 29 | Manufacture of motor vehicles, trailers and semi-trailers | 14 |
| Division 30 | Manufacture of other transport equipment | 5 |
| Division 31 | Manufacture of furniture | 2 |
| Division 33 | Repair and installation of machinery and equipment | 32 |
| Other | Sector not specified and papers addressing manufacturing in general | 31 |
Table 9.
Publications According to Operation.
| Operation | Number of publications |
|---|---|
| Several functions equally | 18 |
| Design and engineering | 6 |
| Production and process control, including optimization | 62 |
| Quality management | 56 |
| Supply chain management | 12 |
| Maintenance management | 92 |
Table 10.
Publications According to the ML Method.
| ML method | Number of publications |
|---|---|
| ANN incl. deep learning and CNN | 147 |
| DT, including random forest | 20 |
| SVM | 15 |
| Other or not specified | 38 |
| Several (method comparison) | 26 |
Table 11.
Publications According to Business Benefits Pursued.
| Benefit | Subclasses of Business Benefit | Number of Publications |
|---|---|---|
| Business benefit | Subclasses together | 228 |
| Productivity | 26 | |
| Cost saving or efficiency | 90 | |
| Quality management | 73 | |
| Other or not specified | 39 | |
| Environmental sustainability | - | 15 |
| Societal sustainability | - | 3 |
Table 12.
Publications According to How They Treat the Benefit.
| Treatment | Number of publications |
|---|---|
| Not discussed | 12 |
| Vague, qualitative statement | 83 |
| Indirect, such as accuracy of ML methods in specific case | 111 |
| Direct, measured | 40 |
Table 13.
Publications Discussing the Direct Benefits of ML in Manufacturing.
|
Abbreviations used in the table: Operation: D = design and engineering; P = process and production control, optimization; Q = quality management; M = maintenance management; S = supply chain. Benefit pursued: B = business benefit, E = environmental sustainability, S = social sustainability. Business benefit: P = productivity, E = efficiency, C = cost saving, Q = quality. Maturity: S = simulation; L = laboratory; PoC = proof-of-concept; O = operational in industry | ||||||||
| Author, year | Industry sector | Operation | ML method | Benefit pursued | Business benfit | Maturity | Source of data | Short description of the case |
| [59] | Motor vehicles … (D29) | P | ANN | B | P | S | Off-line | Predicting and then avoiding production bottlenecks and improving system throughput with a two-layer long short-term memory (LSTM). Simulations with industrial data from automotive underbody assembly lines show potential benefits. |
| [60] | Chemicals … (D20) | P | Other | B | P | S | Off-line | The DDANRO framework is deployed to an industrial multipurpose batch process in Dow Chemical Company for better process control. Bayesian nonparametric models and robust optimization are used. |
| [61] | Chemicals … (D20) | D | ANN | B | P | S | Off-line | Predicting the melt index in industrial polymerization processes for improved process control is proposed. The ensemble deep kernel learning (EDKL) model is compared with, for example, SVM. Data is from process records from an industrial polyethylene process in a Chinese plant. |
| [62] | Textiles (D13) | Q | ANN | B | Q | S | Off-line | Improving fault detection in fabric manufacturing is pursued. A machine vision algorithm using texture analysis and MLP-NN for a company using circular knitting machines was studied. The database consists of 76 images with defects. The detection rate is 98%. |
| [63] | Comp., electr. and optical (D26) | Q | ANN | B | Q, P | S | Off-line | Improved fault detection in the semiconductor industry is pursued. CNN-based method using variable-length status variable identification [SVID) data in semiconductor manufacturing for fault detection. Real-world data from two sets of 778 and 1546 wafers. |
| [64] | General manufacturing (C) | Q | ANN | B | Q | S | Database | Quality prediction method with back-propagation neural network and modified AdaBoost for small manufacturing. Data is from 110560 individual products (96% good, 4% faulty) via Kaggle platform. |
| [65] | Chemicals … (D20) | M | ANN | B | Q | S | Off-line | Goal is to develop a method for the early detection of process deviations. Case study with a pre-reforming reactor of hydrogen production units. Data from 3 months, 1-minute interval. The CNN regression model identified process deviation 4 hours earlier than the process engineer. |
| [66] | Fabricated metal products (D25) | P | ANN | B | Q | L | Laboratory | The goal is to find the most effective method to obtain a good surface quality by changing the laser energy in laser-assisted milling (LAML). A BP neural network is used to train specimens. |
| [67] | Comp., electr. and optical (D26) | M | Other | B | P | S | Off-line | ML algorithms are used to predict time-to-failure intervals for unplanned downtimes to be used for prescriptive maintenance. Data from different sources. In the industrial use case, a potential reduction of downtime of 12–21% and 2 percentage-point increased availability is shown. |
| [68] | Chemicals … (D20) | P | ANN | E, B | n/a | S | Off-line | Control method for reducing CO2 and energy use is proposed for the real-time optimization control of coal-to-methanol production. CNN is used for data from a factory under different conditions. The needed compressor power (kW) is reduced from 530 to 473 with the new method in the simulation. |
| [69] | Chemicals … (D20) | S | SVM | B | C | S | Simulated | The goal is to minimize the total cost of the supply chain. SVM is used. Case studies with reactor and separator systems and an industrial gas supply chain. Simulations provide costs (total, capex, operation, transport, and inventory) for various design options. |
| [70] | Fabricated metal … (D25) | M | SVM | E; B | C | PoC | Real on-line | Tool Condition Monitoring (TCM) system to maximize tool life and reduce CO2 using wavelet and SVM methods. Results with 10 cutters in the Computer numerical control (CNC) manufacturing plant. The average tool wear is improved by about 30%, while CO2 emissions declined by 29.5%. |
| [71] | General manufacturing (C) | P | Other | B; E | C | S | Simulated | The goal is to optimize the energy use of machine tools by switching them off when idle, i.e., waiting for the next job. The maximum likelihood estimation method is used. Data is from a machining center for powertrain applications (simulated or real?). With the on-line policy, the machines save 31% energy with respect to the always-on case. |
| [72] | Coke and Refined petroleum (D19) | P | Several equal | B | C | S | Off-line | The goal is to develop a soft sensor (method) for estimating the flash-point of diesel fuel and thus decrease cost and improve quality. Data from petrochemical plant for 3-year period, 1-min interval. A considerable reduction of the generated losses is estimated, from 29838$ up to 497306$/semester. |
| [73] | General manufacturing (C) | M | Several | B | C | S | Database | Goal is to build a tool for finding the best ML algorithm for predictive maintenance in each situation dynamically. Data is from a public dataset of 90 attributes describing the SMART hard-drive measurements and corresponding device failures for 125627 hard disks. |
| [74] | Chemicals … (D20) | S | Other | B | C, E | S | Simulated | The goal is to optimize the supply chain using mixed-integer linear programming. Two cases: reactor and separator; an industrial gas supply chain problem. The same authors have another publication partly covering the same topic. |
| [75] | Food products (D10) | M | DT | B | C | PoC | Off-line | Goal is to eventually develop a decision support system based on decision trees (DTs) for the decision-making of predictive maintenance implementation. Enable cost comparison between predictive and corrective maintenance approaches. Data from the food industry gearbox for roasting oilseeds. |
| [76] | Fabricated metal products (D25) | M | Several equal (comparison) | B; E | C | S | Off-line | Goal: maintenance decision support system which estimates cost of maintenance and a ratio of unplanned breakdowns for different scenarios. Data from 29 machine tools from 4 years. In the example case, estimated benefit: the direct cost is decreased by around 30-40%, and the value of occurrences of unplanned stops is decreased by a factor from 4 to 8. |
| [77] | Wearing apparel (D14) | P | Other | B, E, S | P, Q, C, E | S | Off-line | Goal: optimize production planning regarding backorder quantity, machine uptime and customer satisfaction as well as profits, emissions, and workforce change rate. The stochastic multi-objective mixed-integer optimization is used. Data from three textile factories. Result: improvements in profitability, emissions, workforce changing, and backorder of 21%, 37%, 30%, and 23%, respectively. |
| [78] | Comp., electr. and optical (D26) | Q | ANN, other | B | C, Q | O | Real-time on-line | Goal is cost reduction and improved quality. Three cases using ML methods are presented in Inventec Inc. company: logistics optimization, quality acceptance, and visual inspection. Results example: reducing the number of verification engineers by over half, which translates to hundreds of people. |
| [79] | General manufacturing (C) | M | Seve-ral | B | C | S | Database | Goal is to predict failure beforehand by producing alert message. Data is from a database of a water pump covering over a year of operation [Kaggle). Result: algorithm detects 6 out of 7 failures in the forehand. |
| [80] | Coke and refined petroleum (D19) | M | Other | B | C | S | Off-line | Goal is to develop data-driven framework for rotating machinery diagnosis. Data (vibration signal) from a pump in an oil refinery in China. “Our cost-sensitive learning method performs better in imbalanced fault classification.” |
| [81] | General manufacturing (C) | M | ANN | B | C, | S | Off-line | Goal is to develop an experimental predictive maintenance framework for conveyor motors. Data from the conveyor system of a small manufacturing plant was used for testing. ANN classifies conveyor motor status into critical fault, minor fault, and no-fault. |
| [82] | General manufacturing (C) | M | ANN | B | C; | S | Off-line | A framework named DoM (Doctor for Machines) to produce the best predictive model for several oil and gas industry cases. Six data sets, 4 real, 2 synthetic (pumps, turbo fans, hard disc). Result: 1) reduce the labor effort to build predictive models, 2) help to plan maintenance better. |
| [83] | Motor vehicles … (D29) | S | Other | B | P | S | Off-line | Goal is to use clustering methods to address the grouping of products into families for 3rd party logistics in supply chain. Data is from a packaging plant with 58000 different items. Result: capacitated clustering provides the highest balanced scenario with the lowest variance. |
| [84] | Comp., electr. and optical (D26) | P | Other | B | P | S | Simulated | A machine learning (ML) framework for quality improvement and estimation in PV production line is proposed. Simulated data is used. It predicts cell efficiencies with prediction errors of <0.03% absolute efficiency. Optimization method increases the mean cell efficiency of the simulated production line from 18.07% to 19.45%. |
| [85] | General manufacturing (C) | M | Other | B | C, E | S | Databases | A hybrid modeling approach that combines failure prediction with risk-based dynamic pricing (RBDP) for equipment-as-a-service business. Gradient boosting is used. Two public data sets are used: C-MPASS, a jet engine run-to-failure data set, and an Advanced planning and scheduling (APS) failure data set for heavy-duty Scania trucks. Result: improvement of 3.75% in terms of profit gains over a baseline method. |
| [86] | Comp., electr. and optical (D26) | Q | ANN | B | P, Q | S | Off-line | Goal is to develop a biology-inspired visual attention mechanism for automatic visual inspection, using DNN. Data: wafer data set originates from a real-world, laser-based dicing process of semiconductor wafers. Result: classification error rate for the faults drops from 33% to 12%. |
| [87] | Other non-metallic … (D23) | P | Several | B, E | E | S | Off-line | Goal is to establish an architecture for predictive production planning for the energy-intensive industry to achieve cleaner production and decreasing energy use. ML methods: recursive neural networks and long short-term memory. Data: energy consumption of a large ceramic factory. |
| [88] | General manufacturing (C) | P | ANN | B, E | C | S | Off-line | Goal is to forecast manufacturing facility energy consumption and optimize building energy consumption. Energy data is from an industrial building. Results: predicting energy consumption to an accuracy of 96.8%. Accurate forecasting helps optimization with the potential for 30% energy cost reduction by avoiding an oscillatory energy profile. |
| [89] | General manufacturing (C) | Q | DT | B, E | Q, C | S | Databases | Goal is to develop a hyper-learning quality classification system. Data is from published databases, including red vine, used cars, steel plates, and glass. Result: a generalizable framework where economic viability and environmental sustainability can be combined for cost-imbalanced quality classification is demonstrated. |
| [90] | Fabricated metal (D25) | P, Q | ANN | B, E | Q | L | Real data (lab) | Goal: minimizing surface roughness and energy consumption in a CNC end milling. Data from experimental set-up with CNC machine. Improvements in surface quality and reduction in energy consumption were found to be 28% and 30%, respectively. |
| [91] | Comp., electr. and optical (D26) | Q, P | ANN | B | Q P | S | Off-line | Goal is to use data-based methods in the semiconductor industry for defect analysis, design, and other needs. Data from semiconductor production (incl. defect data, images). Results, e.g., automating the potential for defect detection and reducing the human load by about two-thirds. |
| [92] | General manufacturing (C) | Q, P | ANN | E | - | L | Laboratory | Goal: less rework and thus energy use with early machine vision quality control. Data is from a laboratory set-up (“learning factory”). System has enhanced energy efficiency and reduced the total carbon footprint by 18% or more. Reduced labor need. (Note: laboratory set-up). |
| [93] | Comp., electr. and optical (D26) | M | ANN | B | E | S | Off-line | Goal: integrating preventive maintenance (PM) into production planning; to minimize the impact on production and to optimize the number of repairmen to save cost. Data from production line in semiconductor multi-workstation system with 153 workstations and 29 repairmen. Result: reduce personnel numbers while guaranteeing maintenance tasks. |
| [94] | General manuf. (C) | S | DT | B | C | S | Off-line | Goal: cost-based, multi-dimensional inventory classification system. Data from three industry data sets. |
| [95] | Paper and paper products (D17) | P | Other | B | C | S | Database | Goal: predict and classify rare problems in the production process, case leaf breakage. Autoencoder method used on a real-world dataset obtained from a pulp-and-paper manufacturing industry. Potential savings of up to 22 to 38 thousand dollars per month (based on simulation results). |
| [96] | Fabricated metal products (D25) | P | ANN | B, E | C | S | Off-line | Goal: multi-objective batch-based flowshop scheduling optimization (energy, cost, makespan). Shop floor data collection solution was implemented. Result: Scenario simulation decision support models can help decision makers evaluate options and make the best decisions automatically. |
| [97] | Other non-metallic … (D23) | M | ANN | B | C | O | Real data | The goal was to decrease the maintenance costs of production equipment. Data: production data from cement factories and macro-economic data. Result: maintenance costs were reduced to 4% in comparison with initial status. |
| [98] | Fabricated metal products fD25) | P | Other | B, E | C | S | Simulated | The goal is to develop an adaptive policy for on-line energy-efficient control of machine tools under throughput constraint (turning machines off when idle). Data: simulated scenarios partly based on real machines. In the simulated scenarios, the approach reduces the energy consumption up to 25% with respect to the baseline. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



