
Submitted:
10 July 2023
Posted:
11 July 2023
You are already at the latest version
Abstract
With a view to sustainable development and circular economy, this work focused on the possibility to valorize a secondary waste stream of recycled carbon fiber (rCF) to produce a 3D printing usable material with PA6,6 polymer matrix. The reinforcing fibers implemented in the present research are the result of a double recovery action: starting with pyrolysis from which long fibers are obtained, used to produce non-woven fabrics and, subsequently, fiber agglomerate wastes obtained from this last process are ground in a ball mill. The effect of a different amount of reinforcement at 5% and 10% by weight on the mechanical properties of 3D printed thermoplastic composites was investigated. Although the recycled fraction was successfully integrated in the production of filaments for 3D printing and therefore in the production of specimens via Fused Deposition Modeling technique, the results showed that fibers did not improve the mechanical properties as expected, due to an unsuitable average size distribution and the presence of a predominant dusty fraction ascribed to the non-optimized ball milling process. PA6,6 + 10 wt.% rCF composites exhibited a tensile strength of 59.53 MPa and a tensile modulus of 2.24 GPa, which correspond to an improvement in mechanical behavior of 21 5 % and 5 21 % compared to the neat PA6,6 specimens, respectively. The printed composite specimens loaded with the lowest content of rCF provided the greatest improvement in strength (+ 9% over the neat sample). Then, a prediction of the “optimum” critical length of carbon fibers was proposed that could be used for future optimizations of the recycled fiber processing.
Keywords:
short carbon fiber-reinforced thermoplastic composites
; recycled carbon fibers
; 3D printing
; recoverability
; critical length
1. Introduction
In recent years carbon fibers (CFs) have found applications in a wide variety of fields, including automotive, aircraft, electronic equipment, and sporting goods industries. Their use as reinforcement in composite materials is constantly growing even in fields more oriented towards mass production by replacing traditional metallic components, providing high specific mechanical properties which result in lower CO2 emissions [1]. Data analyses of this trend suggest that world production of CFs already doubled between 2009 and 2014 from 27 to 53 ktons and reached a maximum in 2022 with 117 ktons [2].
Such a boost in the use of CFs affects the generation of wastes that derive both from the production process (process wastes representing about 30-40 wt.% of the total) and from the end of life of the products [3].
Currently the main ways for the disposal of composite waste are incineration or landfilling, but these strategies will no longer be adequate due to environmental pollution and loss of CFs with high added value [1].
Recently several recycling technologies have been proposed to treat composite materials with CFs and recover the CFs to reuse them in other applications for both economic and environmental reasons, aiming at the production of sustainable composites made by recycled reinforcement and recyclable matrix [4].
The main technologies explored so far include mechanical recycling (shredding, crushing, milling), chemical recycling (solvent, catalyst, or supercritical fluids), and thermal recycling (pyrolysis, oxidation, steam thermolysis) and the objective of these techniques is to recover CFs in conditions as close to their initial state as possible to facilitate reuse in other applications [5].
Mechanical recycling is currently one of the consolidated methods and involves several steps to reduce the size of waste. First, the composites are ground to a size of about 50-100 mm and then further grinding is applied to obtain recycled materials with different dimensions which can range from powder to fibrous agglomerates. The materials obtained from this type of recycling can be used as reinforcements in short-fiber composite materials such as those used for extrusion and injection molding. Because of the resultant limited fiber aspect ratio, these materials have a low market value [6].
Due to the friction caused by materials during recycling, damage to equipment can occur, which directly increases the cost of various operations, and this decreases the economic margin of recycled materials, often making this choice less feasible. Dust produced by the recycling system is a major safety and health hazard, but it can be easily reduced with engineering controls and good ventilation [3,6].
In the case of chemical recycling, called solvolysis, the polymeric matrix is decomposed by a solution of acids, bases, and solvents whose composition must be adjusted according to the nature of the matrix. To increase the contact surface with the solution and aid in the dissolution of the matrix, solid composites are ground first. At the end of the process the CFs are washed to remove the decomposed polymer residues and the solvent residues.
Recycled CFs obtained in this way can be longer than mechanically ground ones and have been shown to maintain their tensile strength, with only a small percentage less than virgin CFs. However, the use of hazardous and concentrated chemicals has a significant environmental impact [7].
In thermal recycling high temperatures are used to degrade the polymeric matrix and leave the CFs as a residue and it can be divided into different types. For thermal processes the operating parameters must be carefully controlled to avoid the loss of valuable products or the change in the chemistry of the recovered materials. If the process temperature is too low, the fiber surface is covered by a layer of amorphous carbon following the limited degradation of the matrix whereas if the temperature is too high, the CFs surfaces oxidizes with consequent reduction of the diameter of the fibers and mechanical properties in general [1,8,9].
Therefore, the best way is at first to recover the long fibers through the process of pyrolysis, which will be later used to produce semi-finished products, such as non-woven fabrics, to be impregnated in a subsequent step. This step, in turn, generates a waste, namely the short fibers. The latter, through further processing, could be used in Fused Deposition Modeling (FDM) technology.
The mechanical properties of composite materials depend on many factors and the length of the fibers must certainly be mentioned among the main ones [10].
Normally, short CFs reinforced composite materials are prepared using extrusion compounding and injection molding techniques and in addition to the initial length of the fibers it should be remembered that during the production of these composites, fiber breakage occurs due to fiber-fiber interaction [11].
The manufacturing of filaments for 3D printing also falls within the scope of extrusion, which was the focus of this study.
3D printing has already been successfully applied in the manufacture of polymeric components ranging from prototypes to final products, but the main problem is that the resulting parts have inferior mechanical performance compared to parts fabricated using conventional techniques such as injection molding. To solve this problem, it has been seen that the addition of fibers in the polymer matrix forming a composite produces a significant improvement in the resistance of the molded parts [12].
At present, thermoplastic polymers are the ones mostly used in these processes including acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), polycarbonate (PC), and polyamide (PA).
In recent years many authors have studied the addition of short fibers in a thermoplastic polymer to create filaments of composite material used as raw material [13]. All these studies analyzed the effect of fiber content, fiber orientation and length [14], on the processability and performance of the manufactured components. In addition, some studies have reported comparisons between the properties of 3D printed composites and those manufactured with traditional molding techniques [12,15].
Among them, it can be worth mentioning the work of mechanical and morphological characterization and of PLA reinforced with 15 wt.% of short CFs carried out by Ferreira et al. [14], the study of the effects of process parameters on the tensile properties of parts fabricated in ABS and CFs by Ning et al. [16] and the investigation of engineering applications of PEEK composites and short CFs by Wang et al. [17]. In their work, Ferreira et al. however show problems in the adhesion between PLA and CFs and an embrittlement of the reinforced material due to the addition of short CFs is reported [14]. In the study by Ning et al. the effects of the process parameters on the tensile properties of the composites made by FDM are described, which have much in common with the composites made in the context of this study with the additive manufacturing technique [16]. Wang et al. in their research instead deal with the production of composite materials in PEEK and CFs with variable fiber content between 5 and 15% by weight successfully produced by extrusion [17].
In addition, the work by Giani et al. [18], in which the applicability of recycled carbon fibers to produce CF-reinforced PLA composites is demonstrated, is also worth mentioning. In this case the comparison between the neat and the reinforced samples showed about a doubling of the elastic modulus and of the maximum stress.
All these results are particularly interesting given the ease of manufacturing filaments for FDM and 3D printing and confirm the possibility of applying CFs in these areas, also by exploiting different matrices as environmental and economically sustainable alternatives.
The carbon fibers used in this study fall into the category of waste generated directly by the production process that uses a waste material and the main aim lies in the identification of a potential application for this by-product considered as a processing waste up to now. In particular the rCFs have been evaluated as reinforcement in a PA6,6 matrix for the production of filaments for 3D printing.
In this article the problems related to the size of the fibers used and the presence of a preponderant dusty fraction will be addressed. Furthermore, the possible solutions to this problem will be considered and the improvements in terms of mechanical properties will be evaluated.
2. Materials and Methods
2.1. Materials
The materials employed in this study were polyamide BASF Ultramid® 1000-11 NF2001 PA6,6 (BASF, Ludwigshafen, Germany) used as matrix and carbon microfibers supplied by Carbon Task Srl used as reinforcement for the composite. The characteristics of the raw polymer material are listed in Table 1.
The carbon microfibers (7 μm diameter) were supplied by Carbon Task Srl (Biella, Italy), a company that deals with the weaving of dry CFs from production waste and which, through its own production line designed over the last four years, has created a process which allows the production of non-woven fabrics of various weights.
These microfibers are the result of a double recovery action, starting from long fibers recycled carbon scraps resulting from pyrolysis, sent subsequently to the production of non-woven fabric; after this first recovery, further waste is obtained, due to the interweaving of the fibers inside the machinery and agglomerates of microfibers (average length of 550 µm) impossible to untangle are obtained as a waste. The latter are then periodically collected and ground in a ball mill. The output of the ball mill is the carbon microfibers used as reinforcement for the PA6,6 matrix in the present work.
Figure 1 shows a schematization of the double recovery action which leads to the formation of the carbon microfibers.
The physical properties and chemical composition of these microfibers have been obtained experimentally. Their density was determined using a helium pycnometer and was found to be 1.917 g/cm3. Subsequently, scanning electron microscopy (MIRA 3 FEG-SEM, TESCAN, Brno, Czech Republic) and Energy Dispersive Spectroscopy (Octane Elect EDS system, Edax, Mahwah, NJ, USA) analyses of the microfibers were carried out to study their morphology and elemental composition. As can be seen in Figure 2, the sample is characterized by numerous fragments of CFs with a very varied granulometry and a predominant fraction of pulverulent material, due to the ball milling process to which the raw materials are subjected.
Preliminary measurements were carried out using the SEM analysis program to evaluate the average size of the fiber fragments which reported an average length value of 30 12 µm.
As regards the EDS analysis, traces of aluminum and oxygen (Figure 3) have been identified.
Analyzing the relative amounts of aluminum and oxygen, it can be noted that they are present in a ratio of about 2:3 (Table 2) and therefore it can be assumed that they are traces of alumina (Al2O3) probably deriving from the mill balls which are made of alumina.
2.2. Methods
Three types of filaments with different amounts of fibers were produced:
- Neat PA6,6 filament
- filament in PA6,6 + 5% rCF, i.e., with the addition of 5 wt.% of recycled CFs.
- filament in PA6,6 + 10% rCF, i.e., with the addition of 10 wt.% of recycled CFs.
2.2.1. Filament extrusion for 3D printing
A die system was connected to a THERMO SCIENTIFIC PROCESS 11 twin-screw extruder (Thermo Fisher Scientific, Waltham, Massachusetts, USA) in which the material leaving the extruder is passed through a series of rotating cylinders which allow the filament to be given a constant pre-established cross-section to reach the final phase of winding on the reel (Figure 4).
Different extrusion temperature profiles have been selected for neat and composite filaments, given the presence of carbon microfibers which could lead to alterations in the rheology and thermal properties of the mixture. Table 2 reports the temperature programs inside the extruder (from feed to die) used in this work.
In all cases, the diameter of the filaments was periodically checked during the winding phase, to be sure that it fell within the dimensional range allowed for feeding to the 3D printer, i.e., a diameter between 1.60 and 1.80 mm with an optimum of 1.75 mm [19,20]. Figure 5 illustrates the PA6,6 filaments obtained from the extrusion process.
2.2.2. SEM analysis and sample preparation (carbon sputtering technique and cryogenic fracture)
As a first step, fracture surfaces of the three types of filaments used were analyzed, after brittle fracture in liquid nitrogen, by SEM, namely the neat filament in PA6,6 only and the pair of composite filaments with 5 and 10 wt.% reinforcement in recycled CFs. Prior SEM analysis, the specimens were sputter-coated with carbon to make the material conductive for the analysis. This pre-treatment was performed by an EM SCD005 vacuum sputter coater (Leica, Wetzlar, Germany).
2.2.3. Density measurements
As regards the characterization methods, the effective percentage of fiber by volume in the manufactured composite filaments was first evaluated by means of density measurements assuming that the dispersion of fibers is homogeneous within the composite material. These density measurements were carried out using an AccuPyc II 1340 helium pycnometer (MICROMERITICS, Norcross, GA, USA), and by buoyancy with the Mettler Toledo ME54 analytical balance on a series of 20 samples for each filament family. The results obtained were then compared with those obtained by chemical digestion, carried out following the ASTM D3171 standard. The procedure was carried out using 95-97% sulfuric acid (Honeywell Fluka, Charlotte, NC, USA) and 30% hydrogen peroxide (J. T. Baker, Waltham, MA, USA).
2.2.4. Study of the dimensional distribution of the fibers
To improve the filament production process with a view to future optimizations, the effective dimensional distribution of the carbon microfibers was studied.
The dimensions of a fibers sample not yet subjected to any production process and the samples obtained following a chemical dissolution of the matrix with formic acid on small portions of filament (both at 5 and 10 wt.% of CF) were analyzed.
In both cases, portions of microfibers were isolated, placed on slides and the dimensional study was carried out using a Leica DMI5000 M optical microscope (Leica, Wetzlar, Germany) and the IMAGEJ imaging software. A total of 20 images for each sample was captured, and a total of 90 measurements were made.
2.2.5. Tensile testing of the filaments
The filaments were tensile tested with a Zwick/Roell universal testing machine (Z010, load cell: 10 kN, pre-load: 10 MPa) with a crosshead speed of 20 mm/min and a gauge length of 30 mm. Before carrying out the test, five filaments per formulation were conditioned in an oven at 80 °C for at least 24 hours.
The success of these tests is appreciable since no filament, during the execution of the tests, experienced failure or damage at the clamps, but rather underwent necking as in the best of desirable cases (Figure 6).
2.2.6. Study of fiber homogeneity within the filaments
To verify the uniformity of fiber distribution throughout the entire filament, the density of each filament type was measured with a scale that uses the principle of hydrostatic buoyancy. Samples of about 3 cm in length (Figure 7) were prepared by cutting the filament in different areas.
Table 3 shows the average values of the calculated densities for each family and their standard deviations.
The small values of standard deviation are indicative of the homogeneity of fiber content along the filaments.
2.2.7. 3D Printing
After the in-depth study of the properties and characteristics of the 3D printing filament, the 3D printing of dumbbell samples with the three formulations chosen was carried out in order to perform the tensile tests. The standard dumbbell-shaped specimens were 7 mm x 3 mm with a useful length of 45 mm, with curved fittings and no perimeter (Figure 8). The machine used is a PRUSA i3 3D printer (Prusa, Prague, Czech Republic). As far as the operating temperatures are concerned, a printing temperature of 265 °C and a bed temperature of 90 °C were used for the neat PA6,6 and 5 wt.% rCFs specimens, while for the 10 wt.% rCFs specimens a printing temperature of 270 °C and a bed temperature of 110 °C were used. A printing speed of 40 mm/s, 100 % infill percentage, aligned rectilinear pattern, layer height of 0.2 mm were set for all three families.
2.2.8. Tensile Tests on the 3D Printed Samples
Four specimens for each family were subjected to tensile tests with the equipment already used for testing the single filaments (Zwick/Roell Z010 universal testing machine). The test was carried out in accordance with the ISO 527-2 standard. The test parameters were crosshead speed of 5 mm/min, gauge length of 20 mm, and preload of 1 MPa. The strain was measured with a contacting extensometer.
2.2.9. Microstructural analysis
After the mechanical characterization, the microstructural analysis of the cross sections of some 3D printed samples for each family was performed.
As already described about filaments, also in this case liquid nitrogen has been used to image by SEM the fracture surfaces of the specimens.
3. Results
3.1. Preliminary Analysis of PA6,6 Neat and Composite Filaments for 3D Printing
Before studying the mechanical properties of the 3D printed specimens, the morphology and the properties of the extruded filaments were investigated.
SEM analysis was carried out to study the surface of the filaments and check for any defects; tensile tests were carried out and the actual dimensions of the carbon microfibers were studied before and after extrusion.
3.1.1. SEM Analysis of Filament Fracture Surfaces
From the observation of the cross-section of the filament in neat PA6,6 (Figure 9), no particular features emerge. The surface is typical of a brittle fracture mechanism (caused by cryogenic fracture) and defects such as porosity or cavities cannot be detected. The diameter was measured and was found to be approximately 1.7 mm.
Also, the filaments in PA6,6 with 5 wt.% and 10 wt.% of recycled carbon fibers, display a uniform surface free of porosity (Figure 10a and Figure 11a). In these cases, at higher magnifications, carbon fibers can be found on the surface which are perfectly incorporated within the polymeric matrix, as visible in Figure 10b and Figure 11b. This result is indicative of a proper selection of the extrusion parameters for manufacturing the filaments implementing a single-step extrusion processing. Indeed, one of the crucial challenges in the fabrication of fiber-reinforced polymeric filaments for 3D printing is to ensure a homogeneous microstructure free of scattered porosity and fiber agglomerates. Generally, a double extrusion cycle is required to achieve uniform microstructure and adequate mixing/distribution of fibers within the matrix [21]. However, this additional stage can be time-consuming inducing further degradation mechanisms (thermal and mechanical degradation) to the constituent materials [22].
3.1.2. Evaluation of the Effective Percentage of Reinforcement
The extrusion of polymer composites faces two crucial aspects: (1) obtaining a homogeneous polymer-fiber compound with the aim of fabricating filaments with reinforcements well dispersed within the matrix and (2) evaluating the real percentage of fibers integrating into the final composite considering possible losses of materials that occur during processing into the extrusion line [23]. In order to obtain a material as homogeneous as possible within the filament, powdered PA6,6 was chosen as the raw material to make easier the mixing of the two phases. If pelleted PA6,6 had been used, it would have been very difficult to homogenize the microfibers in the extruder.
To estimate the actual amount of CFs present in the manufactured 3D printing filaments, two parallel studies were carried out: the first using the densities of the raw materials involved and the composites produced to estimate the effective percentage of reinforcement by volume and the second, following what is described by the ASTM D3171 standard, carrying out an acid attack on the filament sections and measuring the quantity of residual fibers after the filtration and drying processes.
For the first method the densities of both raw materials used and compounds themselves were taken into consideration, calculated using a balance that exploits the principle of hydrostatic thrust, while for the case of recycled carbon microfibers, the value was calculated using a helium pycnometer.
The density values and the percentage of fibers obtained at a theoretical level using the rule of mixtures are shown in Table 4.
The study of the actual percentage of carbon fiber present inside the composite filaments by chemical digestion was performed, as mentioned, following what is described by the ASTM D3171 standard, whose application is also illustrated in the article by Bowman et al. [24].
At the end of the various chemical etching phases, by applying the formulas given in the standard itself, it is possible to obtain the reinforcement content as a percentage by weight and by volume, the matrix content by weight and by volume and the void volume fraction. In this specific case, the aim was to calculate the value of the reinforcement content as a volume percentage to compare the results with those obtained with the previously described density method. The values obtained are shown in Table 5.
The estimate of the volumetric percentage of CF using the rule of mixtures (Table 4) differs with the values obtained using chemical digestion (Table 5). Primarily, the divergence is to be attributed to the density measurements on the composite which include the presence of voids in the samples. On the other hand, chemical digestion treatment makes the measurement independent of the material’s porosity, providing an almost-real measure of the amount of reinforcement incorporated in the composites. Converting the designed weight fractions of (5 wt.% and 10 wt.%) to the corresponding volumetric percentage results in volume contents of about 3.03 %v/v and 6.20 %v/v, respectively. Then, net of porosity, the filaments were loaded with an amount of reinforcement very close to the target values. This finding indicates that the manufacturing process implemented in this study allowed proper control of the rCF content in the matrix.
3.1.3. Dimensional Study of Carbon Microfibers
With the aim to optimize the filament production process, the actual dimensional distribution of the carbon microfibers involved in this study was investigated.
The size of a sample of fibers deriving from the ball milling process and the samples obtained following matrix dissolution were analyzed and compared. Figure 12 shows the acquired micrograph of CFs for the assessment of fiber size distribution.
Figure 13 plots the fiber size distribution for as-received rCF and fibers from the two composite samples. As expected, the average fiber length is reduced following extrusion due to the breakage that rCF experiences during processing. Moreover, the greatest dimensional reduction occurred in the sample loaded with a higher rCF volume fraction. Mean fiber length was reduced by 23% and 37% in PA6,6 composites incorporating 5 wt.% and 10 wt.% of CF, respectively This trend was predictable and is justifiable due to the brittle behavior of carbon fibers. During the extrusion process, the melting of the polymer in twin-screw extrusion requires large energy input, bringing to high local stresses and strains, which are very detrimental to the fiber’s dimensions [25]. In addition, a higher fiber content leads to a higher damage to fiber size. The increased deterioration of fiber length for a higher rCF volume fraction is mainly attributed to the higher fiber–fiber interaction [26]. As the percentage of fibers added inside the dosing hopper increases, the stresses due to the interaction with the neighboring fibers will also increase, enhancing breakage phenomena.
3.1.4. Tensile Tests on 3D Printing Filaments
The tensile test results are shown in Figure 14. As expected, the addition of rCF resulted in an increase in Young's modulus and tensile strength values. Compared to the neat PA6,6 filament, the best performance was obtained for the composite specimens incorporating the highest fiber content (PA6,6 + 10 wt.% rCF), resulting in an increase up to 25% and 11% in elastic modulus and strength, respectively. It is widely consolidated that implementing reinforcing materials (such as CF) for designing 3D-printable polymer composites prevents the strength limitations of FDM-fabricated pure thermoplastics parts while improving the functionality and applicability of the material [16]. The filaments produced in the present work show promising mechanical performances when compared with similar commercial products obtained from virgin microfibers. For instance, the study conducted by Al-Mazrouei et al. [27] involved the use of a commercial 3D-printable Nylon/CF filament (20 wt.% CF) having declared tensile strength and Young’s modulus of 66.3 MPa and 2.76 GPa, respectively.
3.2. Characterization of Tensile Properties of Neat PA6,6 and Resulting Composites
3.2.1. Tensile Tests on 3D Printed Specimens
Following the in-depth study of the properties and characteristics of the filament for 3D printing produced by extrusion, the manufacturing and mechanical characterization of the dumbbell printed samples was performed. Figure 15 shows the average values obtained during the tensile tests.
Tensile tests revealed that the role of microfibers on strengthening the PA6,6 matrix was similar to that detected during the filaments characterization but clearly involving lower strength and stiffness values. Compared to bulk specimens, the layering effect in 3D-printed parts introduces anisotropy and reduces the capacity to resist tensile and shear load [28]. Besides, the improvement in strength was not regular with increasing rCF volume fraction. The sample filled with 10 wt.% of rCF, although with the maximum increase in elastic modulus compared to the neat matrix (+ 21%), provided lower mechanical strength performance than PA6,6 + 5 wt.% rCF sample. Indeed, the lowest dosage of rCF induced the greatest improvement in tensile strength (+ 9% over the neat sample). The reason behind this behavior must be attributed to the presence of a large dusty fraction inside the microfiber feedstock used in this research and to the significant fiber breakage that occurs during compounding by extrusion and printing. This is in accordance with what was found in rCF size distribution analysis (Figure 13). It was well documented that for enhanced mechanical performance of fiber-reinforced composites, in general, higher residual length-to-diameter (l/d) ratio is better. As claimed by Lewicki et al. [29], the use of high l/d ratio (l/d > 50) CF (~ 350 µm length) is necessary to achieve high performance 3D printable composites while retaining a high degree of feature resolution. A proper choice of CF size can help increase the strength and stiffness of the thermoplastic polymer matrix significantly. Zhang et al. [30] found an increment of the tensile strength and elastic modulus of acrylonitrile butadiene styrene (ABS) matrix more than 40% and 140%, respectively, by integrating 15 wt.% of short CF. Liao et al. [31] investigated the effect of CF on PA12’s performance, detecting an increase in tensile strength and stiffness up to 102% and 266% respectively, following the addition of 10 wt.% of carbon reinforcements. Dul et al. [32] studied the effect of short CF (15 wt.%) on the mechanical properties of 3D-printed PA composite, revealing a maximum tensile strength of 96 MPa and a modulus of 7.9 GPa, with an increment of + 34 and + 147%, respectively, when compared to the neat PA sample. Therefore, the poor reinforcement effect was primarily attributable to the inadequate l/d ratio (l/d ~ 4) of microfibers used in this work which tends to undergo further decrease with extrusion processing. This evidence should be crucially taken into consideration for future process optimization.
By displaying the results of tensile tests, it is worth noting that the scattering of the results in the composite samples is significantly lower than that of the plain matrix. A possible explanation can be traced back to the influence of the thermal conductivity of the carbon microfiller. Conductive filler would promote more favorable diffusion and adhesion conditions between filaments during printing, reducing the effect of interlayer defects on the mechanical response of the material [33]. In this context, SEM analysis will clarify the influence of rCF on the microstructure of printed samples.
In any case it should be underlined the excellent behavior of all the specimens during the execution of the tests which, as shown in the Figure 16, underwent elongation and necking mechanisms typical of a mono-material system. The deformation and failure mode of the dumbbell specimens indicated an adequate synergy between the constituents as well as highlighting a minimal influence of the filaments debonding on the mechanical performance of the printed material.
The stress-strain curves (Figure 17) of the neat PA6,6 sample and PA6,6-CF composites clearly elucidate that the addition of carbon microfibers preserved the ductile behavior of the neat matrix. The stiffening induced by the rCF addition slightly reduced the elongation-at-break of the composites, ranging between 150% (10 wt.%. rCF) and 170% (5 wt.% rCF).
3.2.2. Microstructural Analysis
Following the tensile tests, the microstructural analysis of the cross-sections of 3D printed samples for each family was carried out. As regards the surface relating to the neat PA6,6 specimens (Figure 18), it can be said that it is almost homogeneous; the printing filaments show good mutual adhesion, to the point of being almost completely fused to each other, as it can be seen from the presence of small inter-filament cavities.
Even the surface of the PA6,6 specimens with 5% and 10% by weight of rCFs is quite homogeneous (Figure 19a,b) with the printing filaments showing a very good mutual adhesion. At the same magnification as in the previous case, the triangular shaped voids formed between the beads in the printed parts are barely distinguishable.
From a first visual analysis, it is clear that the inter-filament void fraction of the specimens loaded with carbon microfibers is lower and less widespread than that of the pure material. By processing the SEM micrographs with ImageJ software, the percentage of voids in the matrices was estimated. The void fraction in neat PA6,6 sample was around 2.20%. In the composite specimens the porosity rate decreased to 0.35% and 0.30% for 5 wt.% rCF and 10 wt.% rCF, respectively. Similar effect was observed by Tekinalp et al. [34] who investigated the void formation in 3D-printed polymer composites incorporating short CF. This result would consolidate the hypothesis, discussed in Section 3.2.1., concerning the improvement effect that the conductive fibers would confer on the print quality and inter-layer densification of the material. While a potential microstructural quality improvement was observed, on the other hand the CF-reinforced composite samples showed a limited increment in mechanical performance. These aspects provide a clear indication that fiber length optimization is the driving factor to achieve effective enhancement in strength behavior. Figure 20a shows the fractography of PA6,6 + 5 wt.% rCF sample generated from the tensile tests. The fracture surface appears completely free of any type of defect associated with the layer-by-layer production of 3D printed parts. Figure 20b displays the fiber distribution in the matrix. In addition to the l/d ratio of fiber, the fiber/matrix interface is one of the most influencing parameters for the final properties of the composite material which are strongly interlinked to the ability to transfer across the interfacial zone [35]. The surface of rCF looks smooth, and the matrix does not completely wrap around the fiber which points out a low/moderate adhesion between polymer and carbon inclusions. Moreover, some holes are observed on the fracture surface indicating that the fiber pull-out is the predominant mechanism of fracture rather than the inter-filament debonding (common occurrence in 3D printed specimens). Fiber desizing due to pyrolysis treatment can affect the interfacial interaction experienced by the fibers with the polyamide matrix. However, to date, the adhesion mechanisms between thermoplastics and reinforcing fibers are not fully understood. Some studies state that the thermal desizing process may facilitate several favorable fiber-matrix interactions (mechanical interlocking, non-covalent interactions, wetting) [36]. This is because the commercially available sizing agents for CF are primarily tailored for thermosetting resins. Therefore, when applied to thermoplastic polymers, the sizing mechanisms cause adverse effects on the fiber-matrix interface properties. Conversely, other studies [37] have demonstrated that sizing removal was an ineffective method to enhance the CF-matrix interfacial bond (specifically for polyamide matrices). The non-optimal adhesion of the fibers with matrix would suggest that the desizing induced by thermal recycling has no significant contribution on the interface properties. More detailed investigations will be required to quantify the effect of CF-matrix compatibility on the final performance of the composite over the problem related to the l/d ratio of the reinforcement.
4. Optimization Hypothesis
In the light of what has been investigated, it can be said that the reinforcing action of rCF was not significant due to the implementation of a filler with an unsuitable l/d ratio. For instance, the values of the Young's modulus and the tensile strength in our case for the composite loaded with 10 wt.% of rCF are respectively 2.24 GPa and 59.53 MPa on average, which correspond to an improvement in mechanical behavior of 21% and 5% compared to the neat PA6,6 specimens. These values are markedly lower than results available in the literature (reviewed in Section 3.2.1.) implementing CF in 3D printed composites.
The main cause that led to such limited strength performance is certainly the unsuitable average size of the CFs used. As already mentioned, indeed, in the reinforcement used there is a preponderant dusty fraction, and the longer fibers are then further crushed during the various phases of extrusion of the filament and subsequent printing. As mentioned, the fibers used as reinforcement are obtained by grinding, in a ball mill, inextricable agglomerates of recycled fibers. A possibility of optimization is therefore to act on the grinding phase, studying in detail an operation that allows to grind the agglomerates, untangling the fibers, but obtaining fibers of adequate length to improve the mechanical properties of rCF-reinforced composites.
In this regard it is possible to obtain an ideal length measurement through studies on the mechanical behavior of short-fiber composites. First, it is necessary to understand the effect of discontinuous fibers in a polymeric matrix by studying the mechanism of reinforcement of the fibers. The fibers exert their effect by limiting the deformation of the matrix and in this way the applied external load is transferred to the fibers by shear at the fiber/matrix interface. In short fibers the tensile stress increases from zero at the ends up to a value σmax which would occur if the fibers were continuous. σmax can be determined from equation (1):
where σc is the stress applied to the composite and El can be determined via the rule of mixtures.
Therefore, there is a minimum fiber length that will allow the fiber to reach its full loading potential. The minimum fiber length at which maximum fiber stress can be achieved is called the load transfer length (lt) and the value can be determined from a force balance (2):
where τ is the shear strength of the fiber/matrix interface and d is the diameter of the fiber [38]. Note that lt is also a function of the stress applied to the composite.
Let us consider the case of the composite material with 10 wt.% of rCFs. To carry out the calculation and estimate an attempt value for lt for our specific case we need to extrapolate the values for σmax, τ and the Young's modulus of the CFs only (Ef).
As regards the σmax, as a first approximation it can be assumed that the specimen breaks during the tensile test for pull-out as observed from the SEM analysis. As regards the τ value, reference was made to the experimental value obtained for a PA matrix composite reinforced with desized CFs by Kim et al. [37]. The value of τ is set equal to 24 MPa. Finally, the value of Young's modulus for carbon fibers alone is considered equal to 230 GPa [39].
Applying the rule of mixtures:
with Ef and Em modulus of fibers and matrix and Vf and Vm, volume fraction of the fibers and the matrix, respectively.
Using (1):
Using (2):
The fiber length obtained estimated in the calculation widely exceeds the average size of carbon fillers integrated in the composite with 10 wt% of rCF (~ 19 µm), supporting the poor performance improvement of the composite.
However, it should be noted that the ideal length of 115 µm must be the average length of the fibers already incorporated into the composite and not after the ball mill processing. It was verified that, between the milled rCF and the effective production of the composite material, the fibers undergo breaking which led to maximum loss of about 37% in length (for PA6,6 + 10 wt.% rCF). To compensate for the damaging effect of extrusion, preserving adequate l/d ratio for obtaining effectiveness in mechanical performances and assuring adequate printability of the material, an average dimension ranging between 200-300 µm can be proposed. These values clearly consider the average size of the input waste carbon agglomerates which are subjected to milling to obtain the filler implemented in the present research.
6. Conclusions
The purpose of the work was to explore the possibility of implementing recycled microfibers, deriving from a secondary shredding of recycled carbon fiber, as a reinforcement in the production of thermoplastic matrix composites optimized for 3D printing technology. The main results of the study are as follows:
- the extrusion parameters have been successfully optimized to obtain composites filaments suitable for 3D printing processing;
- the mechanical characterization on the printed filaments revealed that the rCF increased the Young’s modulus and tensile strength up to 25% and 11% of the composites (10 wt.%. of rCF), in comparison to the performance of neat sample, respectively.
- tensile tests on printed specimens highlighted a similar increment in strength performance (+ 16% in Young’s modulus and + 9% in tensile strength for 5 wt.% rCF and + 21% in Young’s modulus and + 5% in tensile strength, for 10 wt.% rCF). SEM analysis showed microstructures not affected by the common defects induced by the layer-by-layer deposition of additive fabrication. This demonstrates the achievement of well-selected printing parameters for the processing of the composites developed in the present work;
- the average length of microfibers employed in this research was estimated at 30 μm, too short for consistently improving the strength. In addition, a complication factor for the present case is the gradual reduction in size that the fibers undergo following extrusion. The dimensional optimization of the output rCF fraction from the milling process is undoubtedly a challenge to be faced in order to maximize the mechanical performance of composites.
- The field of additive manufacturing is currently in continuous expansion and this, combined with the increasing interest in the field of eco-sustainable and circular composite materials, places this research in a strategic position particularly suitable for future studies and improvements.
Author Contributions
Conceptualization, M.V;F.S; J.T; methodology, M.V. and M.S; validation, M.V. and M.S; F.S.; J.T.; formal analysis, M.S.; I.R.; C.S.; S.A.; investigation, S.A.; I.R.; M.S.; C.S.; data curation, S.A.; C.S.; M.S.; writing—original draft preparation, S.A.; I.R.; writing—review and editing, M.V.; M.S.; supervision, M.V.; F.S.; J.T.; funding acquisition, M.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding for research costs
Acknowledgments
some of the researchers working in this study has a founding carried out within the MICS (Made in Italy – Circular and Sustainable) Extended Partnership and received funding from the European Union Next-GenerationEU (PIANO NAZIONALE DI RIPRESA E RESILIENZA (PNRR) – MISSIONE 4 COMPONENTE 2, INVESTIMENTO 1.3 – D.D. 1551.11-10-2022, PE00000004). This manuscript reflects only the authors’ views and opinions, neither the European Union nor the European Commission can be considered responsible for them. The authors would like to thank Christian Scopinich (Carbon Task Srl) for providing recycled carbon fibers implemented in the research activity.
Conflicts of Interest
The authors declare no conflict of interest
References
- Giorgini, L.; Benelli, T.; Brancolini, G.; Mazzocchetti, L. Recycling of carbon fiber reinforced composite waste to close their life cycle in a cradle-to-cradle approach. Current opinion in green and sustainable chemistry 2020, 26, 100368. [Google Scholar] [CrossRef]
- Naqvi, S. R.; Prabhakara, H. M.; Bramer, E. A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resources, conservation and recycling 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V. S.; Wang, H.; Wang, C. H. Current status of carbon fibre and carbon fibre composites recycling. Composites Part B: Engineering 2020, 193, 108053. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Biblioteca, I.; Sambucci, M. Thermoplastic Composite Materials Approach for More Circular Components: From Monomer to In Situ Polymerization, a Review. J. Compos. Sci. 2022, 6, 132. [Google Scholar] [CrossRef]
- Nunes, A. O.; Viana, L. R.; Guineheuc, P. M.; da Silva Moris, V. A.; de Paiva, J. M. F.; Barna, R.; Soudais, Y. Life cycle assessment of a steam thermolysis process to recover carbon fibers from carbon fiber-reinforced polymer waste. The International Journal of Life Cycle Assessment 2018, 23, 1825–1838. [Google Scholar] [CrossRef]
- Anane-Fenin, K.; Akinlabi, E. T.; Akinlabi, E. T. Recycling of fibre reinforced composites: A review of current technologies. In Proceedings of the DII-2017 Conference on Infrastructure Development and Investment Strategies for Africa, Livingstone, Zambia, 30 August – 1 September 2017. [Google Scholar]
- Pimenta, S.; Pinho, S. T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste management 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed]
- Mazzocchetti, L.; Benelli, T.; D'Angelo, E.; Leonardi, C.; Zattini, G.; Giorgini, L. Validation of carbon fibers recycling by pyro-gasification: The influence of oxidation conditions to obtain clean fibers and promote fiber/matrix adhesion in epoxy composites. Composites Part A: Applied Science and Manufacturing 2018, 112, 504–514. [Google Scholar] [CrossRef]
- Giorgini, L. , Benelli, T.; Mazzocchetti, L.; Leonardi, C.; Zattini, G.; Minak, G.,...; Tosi, C. Recovery of carbon fibers from cured and uncured carbon fiber reinforced composites wastes and their use as feedstock for a new composite production. Polymer composites 2015, 36, 1084–1095. [Google Scholar] [CrossRef]
- Sayam, A.; Rahman, A. M.; Rahman, M. S.; Smriti, S. A.; Ahmed, F.; Rabbi, M. F. ,...; Faruque, M. O. A review on carbon fiber-reinforced hierarchical composites: Mechanical performance, manufacturing process, structural applications and allied challenges. Carbon Letters 2022, 32, 1173–1205. [Google Scholar] [CrossRef]
- Fu, S. Y.; Lauke, B.; Mäder, E.; Yue, C. Y.; Hu, X.; Mai, Y. W. Hybrid effects on tensile properties of hybrid short-glass-fiber-and short-carbon-fiber-reinforced polypropylene composites. Journal of materials science 2001, 36, 1243–1251. [Google Scholar] [CrossRef]
- Dickson, A. N.; Abourayana, H. M.; Dowling, D. P. 3D printing of fibre-reinforced thermoplastic composites using fused filament fabrication—A review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Blok, L.G.; Woods, B.K.S. 3D printed composites Benchmarking the state-of-the-art. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20-25 August 2017. http://www.iccm21.org/index.php?m=content&c=index&a=lists&catid=5. [Google Scholar]
- Ferreira, R. T. L.; Amatte, I. C.; Dutra, T. A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Composites Part B: Engineering 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Blok, L. G.; Longana, M. L.; Yu, H.; Woods, B. K. An investigation into 3D printing of fibre reinforced thermoplastic composites. Additive Manufacturing 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. Journal of composite materials 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Composites Part B: Engineering 2020, 198, 108175. [Google Scholar] [CrossRef]
- Giani, N.; Mazzocchetti, L.; Benelli, T.; Picchioni, F.; Giorgini, L. Towards sustainability in 3D printing of thermoplastic composites: Evaluation of recycled carbon fibers as reinforcing agent for FDM filament production and 3D printing. Composites Part A: Applied Science and Manufacturing 2022, 159, 107002. [Google Scholar] [CrossRef]
- Cardona, C.; Curdes, A. H.; Isaacs, A. J. Effects of filament diameter tolerances in fused filament fabrication. IU Journal of Undergraduate Research 2016, 2, 44–47. [Google Scholar] [CrossRef]
- Haq, R. H. A.; Marwah, O. F.; Rahman, M. A.; Haw, H. F.; Abdullah, H.; Ahmad, S. 3D Printer parameters analysis for PCL/PLA filament wire using Design of Experiment (DOE). Materials Science and Engineering 2019, 607, 012001. [Google Scholar] [CrossRef]
- Polline, M.; Mutua, J. M.; Mbuya, T. O.; Ernest, K. Recipe development and mechanical characterization of carbon fibre reinforced recycled polypropylene 3D printing filament. Open Journal of Composite Materials 2021, 11, 47–61. [Google Scholar] [CrossRef]
- Capone, C.; Di Landro, L.; Inzoli, F.; Penco, M.; Sartore, L. Thermal and mechanical degradation during polymer extrusion processing. Polymer Engineering & Science 2007, 47, 1813–1819. [Google Scholar] [CrossRef]
- Yasim-Anuar, T.A.T.; Ariffin, H.; Norrrahim, M.N.F.; Hassan, M.A.; Andou, Y.; Tsukegi, T.; Nishida, H. Well-Dispersed Cellulose Nanofiber in Low Density Polyethylene Nanocomposite by Liquid-Assisted Extrusion. Polymers 2020, 12, 927. [Google Scholar] [CrossRef]
- Bowman, S.; Jiang, Q.; Memon, H.; Qiu, Y.; Liu, W.; Wei, Y. Effects of styrene-acrylic sizing on the mechanical properties of carbon fiber thermoplastic towpregs and their composites. Molecules 2018, 23, 547. [Google Scholar] [CrossRef]
- Berzin, F.; Beaugrand, J.; Dobosz, S.; Budtova, T.; Vergnes, B. Lignocellulosic fiber breakage in a molten polymer. Part 3. Modeling of the dimensional change of the fibers during compounding by twin screw extrusion. Composites Part A: Applied Science and Manufacturing 2017, 101, 422–431. [Google Scholar] [CrossRef]
- Fu, S. Y.; Lauke, B.; Mäder, E.; Yue, C. Y.; Hu, X. J. C. P. A. A. S. Tensile properties of short-glass-fiber-and short-carbon-fiber-reinforced polypropylene composites. Composites Part A: Applied Science and Manufacturing 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Al-Mazrouei, N.; Al-Marzouqi, A.H.; Ahmed, W. Characterization and Sustainability Potential of Recycling 3D-Printed Nylon Composite Wastes. Sustainability 2022, 14, 10458. [Google Scholar] [CrossRef]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer reinforcement of 3D printed concrete by the in-process deposition of U-nails. Cement and Concrete Research 2021, 148, 106535. [Google Scholar] [CrossRef]
- Lewicki, J. P.; Rodriguez, J. N.; Zhu, C.; Worsley, M. A.; Wu, A. S.; Kanarska, Y. ,...; King, M. J. 3D-printing of meso-structurally ordered carbon fiber/polymer composites with unprecedented orthotropic physical properties. Scientific reports 2017, 7, 43401. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T. W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Composites Part B: Engineering 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S. ...; Zhu, Y. Properties of oriented carbon fiber/polyamide 12 composite parts fabricated by fused deposition modeling. Materials & Design 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. High-performance polyamide/carbon fiber composites for fused filament fabrication: mechanical and functional performances. Journal of Materials Engineering and Performance 2021, 30, 5066–5085. [Google Scholar] [CrossRef]
- Blanco, I.; Cicala, G.; Recca, G.; Tosto, C. Specific Heat Capacity and Thermal Conductivity Measurements of PLA-Based 3D-Printed Parts with Milled Carbon Fiber Reinforcement. Entropy 2022, 24, 654. [Google Scholar] [CrossRef]
- Tekinalp, H. L.; Kunc, V.; Velez-Garcia, G. M.; Duty, C. E.; Love, L. J.; Naskar, A. K. ,...; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Composites Science and Technology 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Sang, L.; Wang, C.; Wang, Y.; Wei, Z. Thermo-oxidative ageing effect on mechanical properties and morphology of short fibre reinforced polyamide composites–comparison of carbon and glass fibres. RSC advances 2017, 7, 43334–43344. [Google Scholar] [CrossRef]
- Kiss, P.; Glinz, J.; Stadlbauer, W.; Burgstaller, C.; Archodoulaki, V. M. The effect of thermally desized carbon fibre reinforcement on the flexural and impact properties of PA6, PPS and PEEK composite laminates: A comparative study. Composites Part B: Engineering 2021, 215, 108844. [Google Scholar] [CrossRef]
- Kim, D. K.; Kang, S. H.; Han, W.; Kim, K. W.; Kim, B. J. Facile method to enhance the mechanical interfacial strength between carbon fibers and polyamide 6 using modified silane coupling agents. Carbon Letters 2022, 32, 1463–1472. [Google Scholar] [CrossRef]
- Crawford, R.J. Mechanical Behaviour of Composites. In Plastics Engineering, 3rd ed.; Editor Crawford, R.J., Ed.; Publisher: Butterworth-Heinemann, 1998; pp. 168–244. [Google Scholar]
- Tanaka, K. , Mizuno, S., Honda, H., Katayama, T., & Enoki, S. Effect of water absorption on the mechanical properties of carbon fiber/polyamide composites. Journal of Solid Mechanics and Materials Engineering 2013, 7, 520–529. [Google Scholar] [CrossRef]
Figure 1.
Schematization of the double recovery action.
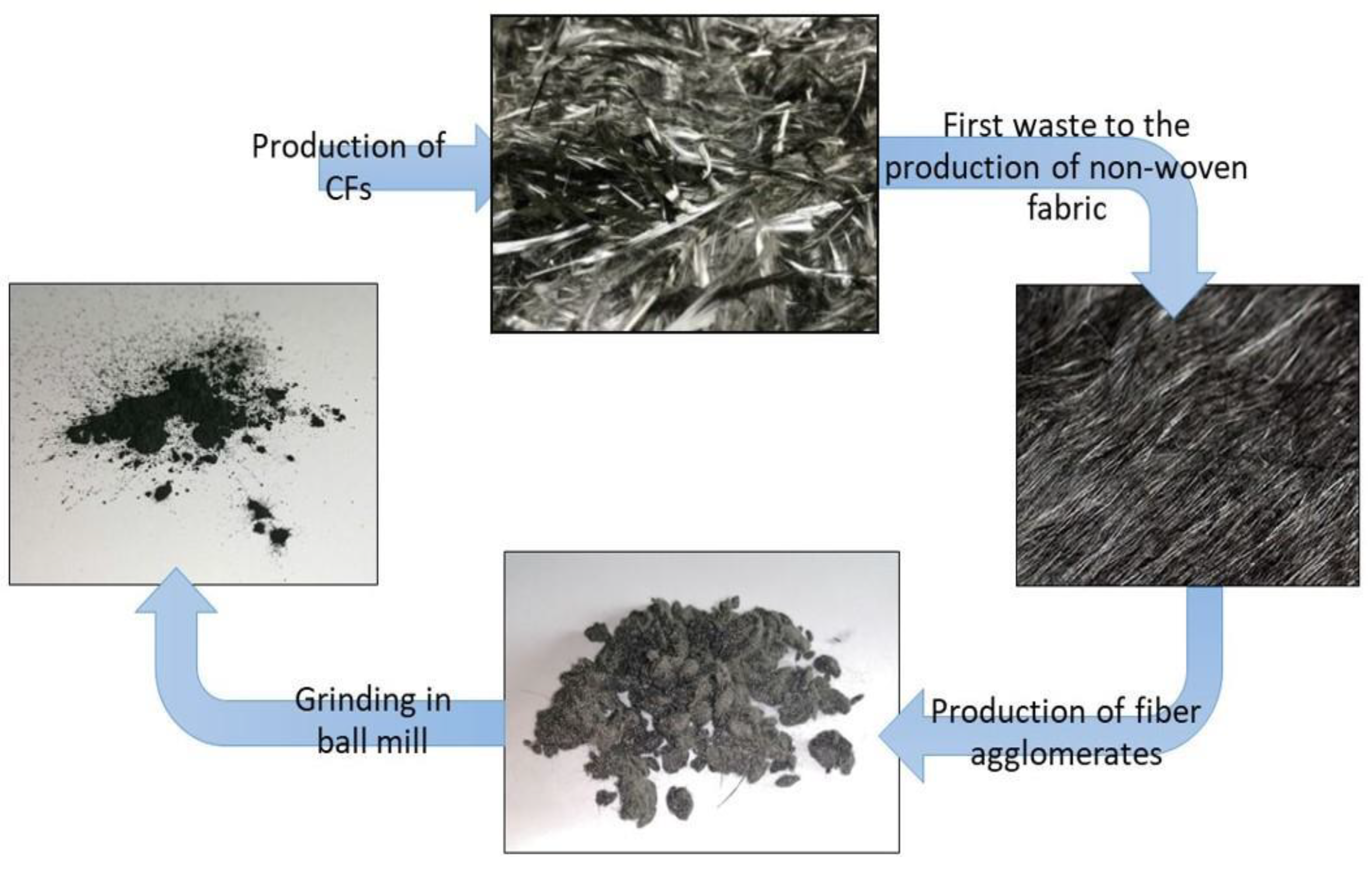
Figure 2.
SEM micrograph of a sample of carbon microfibers.
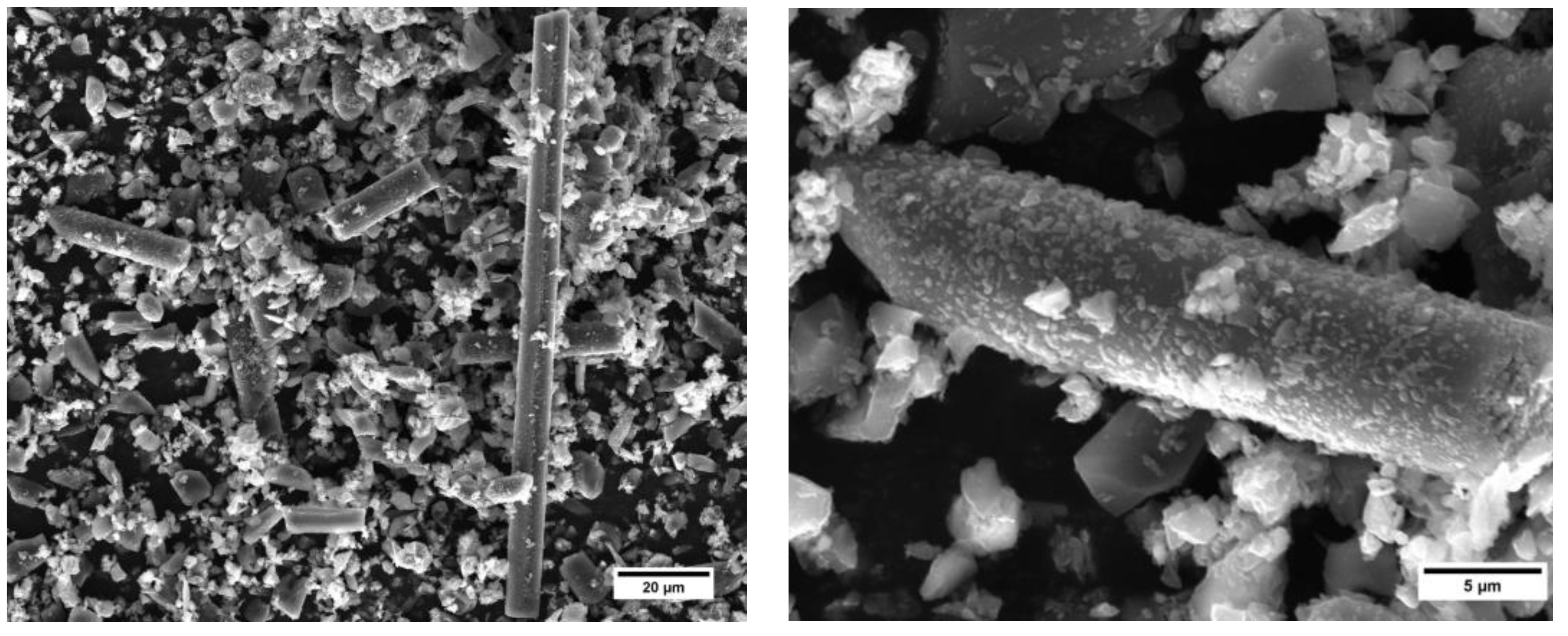
Figure 3.
EDS analysis spectrum and atomic percentage of the elements.
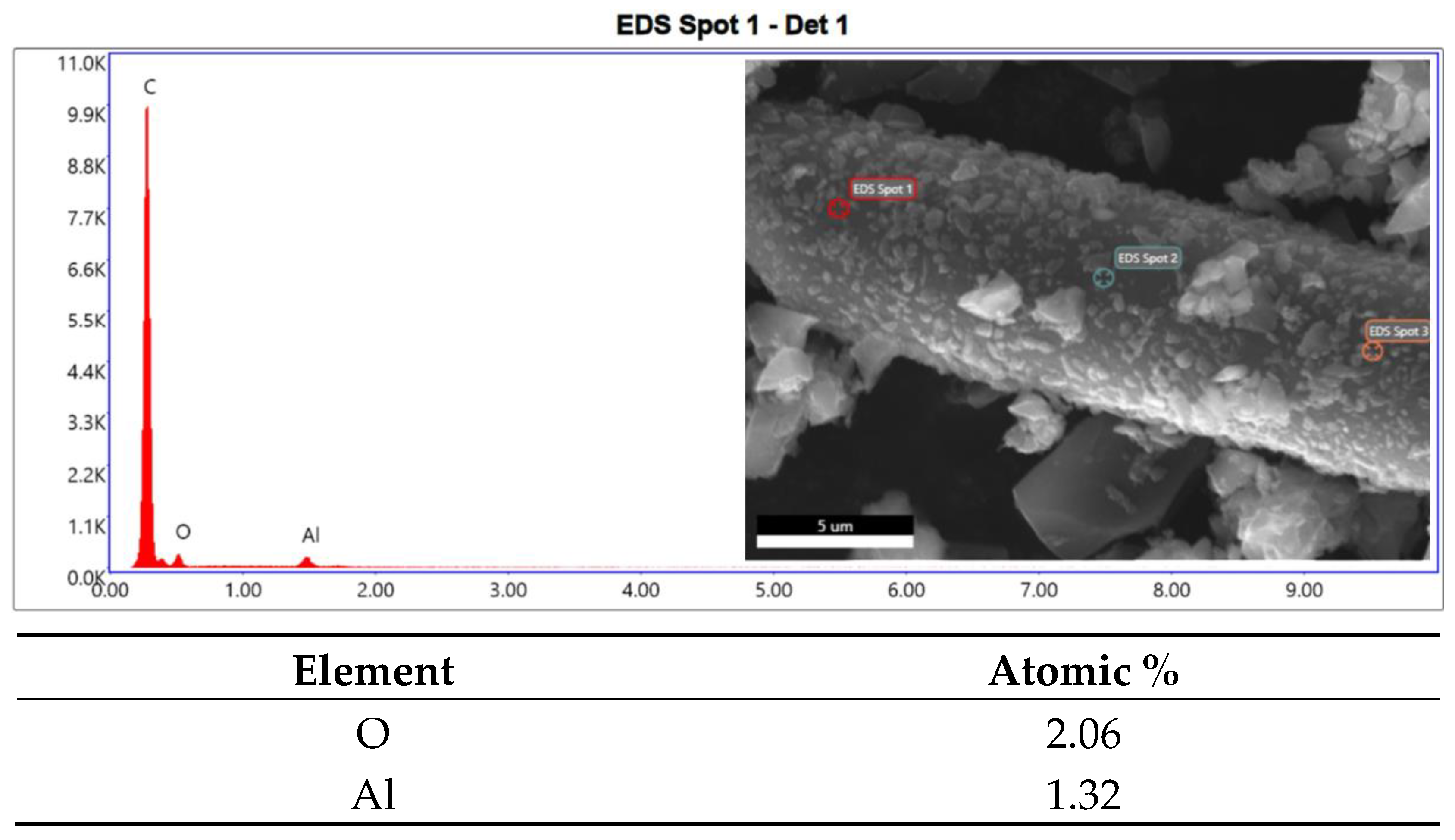
Figure 4.
Machine setup for the extrusion of 3D printing filaments.

Figure 5.
3D printing filaments obtained from extrusion processing.

Figure 6.
Tensile test on a filament.

Figure 7.
Filament samples for density measurements.
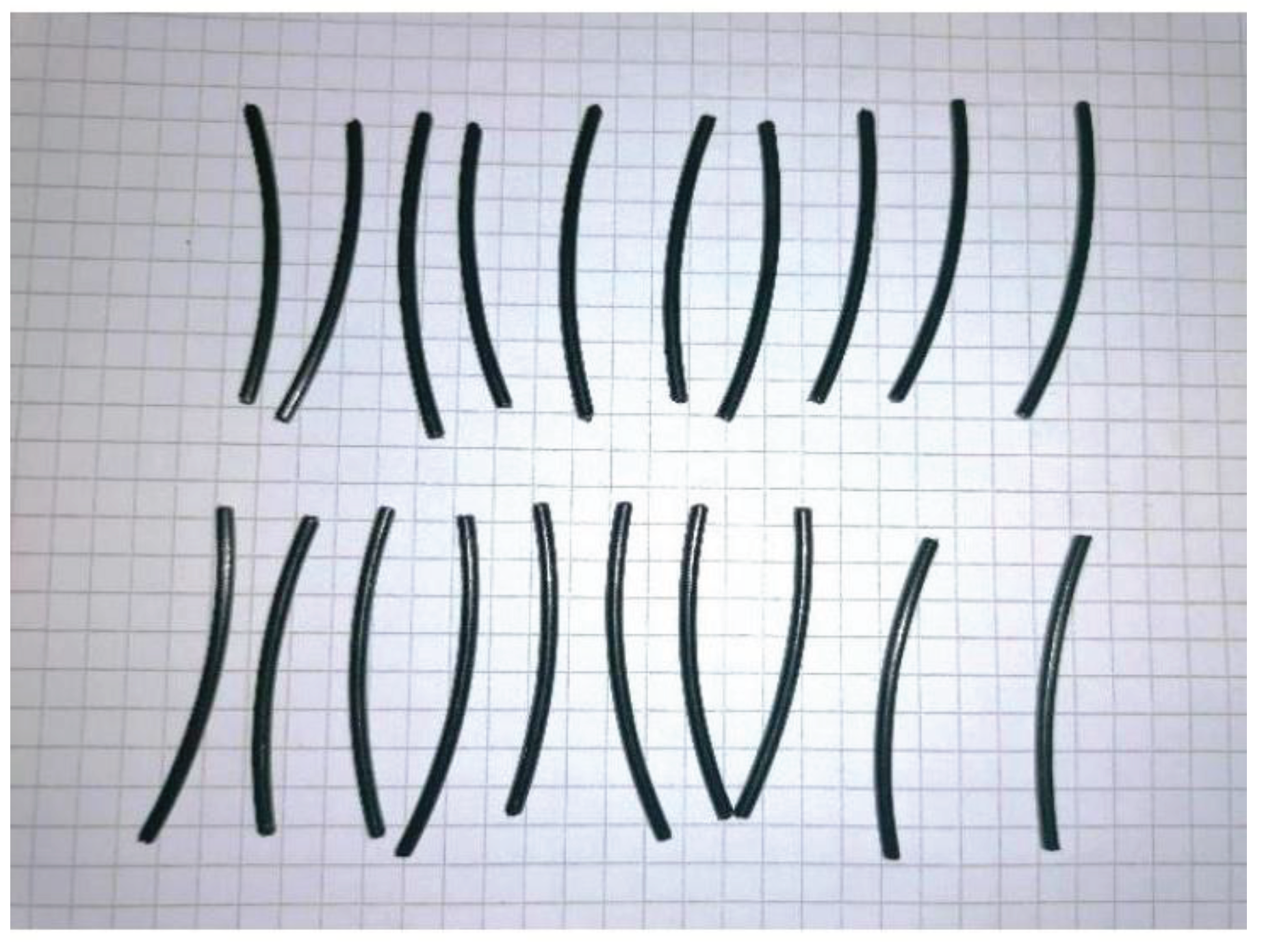
Figure 8.
3D printed dumbbell-shaped samples.
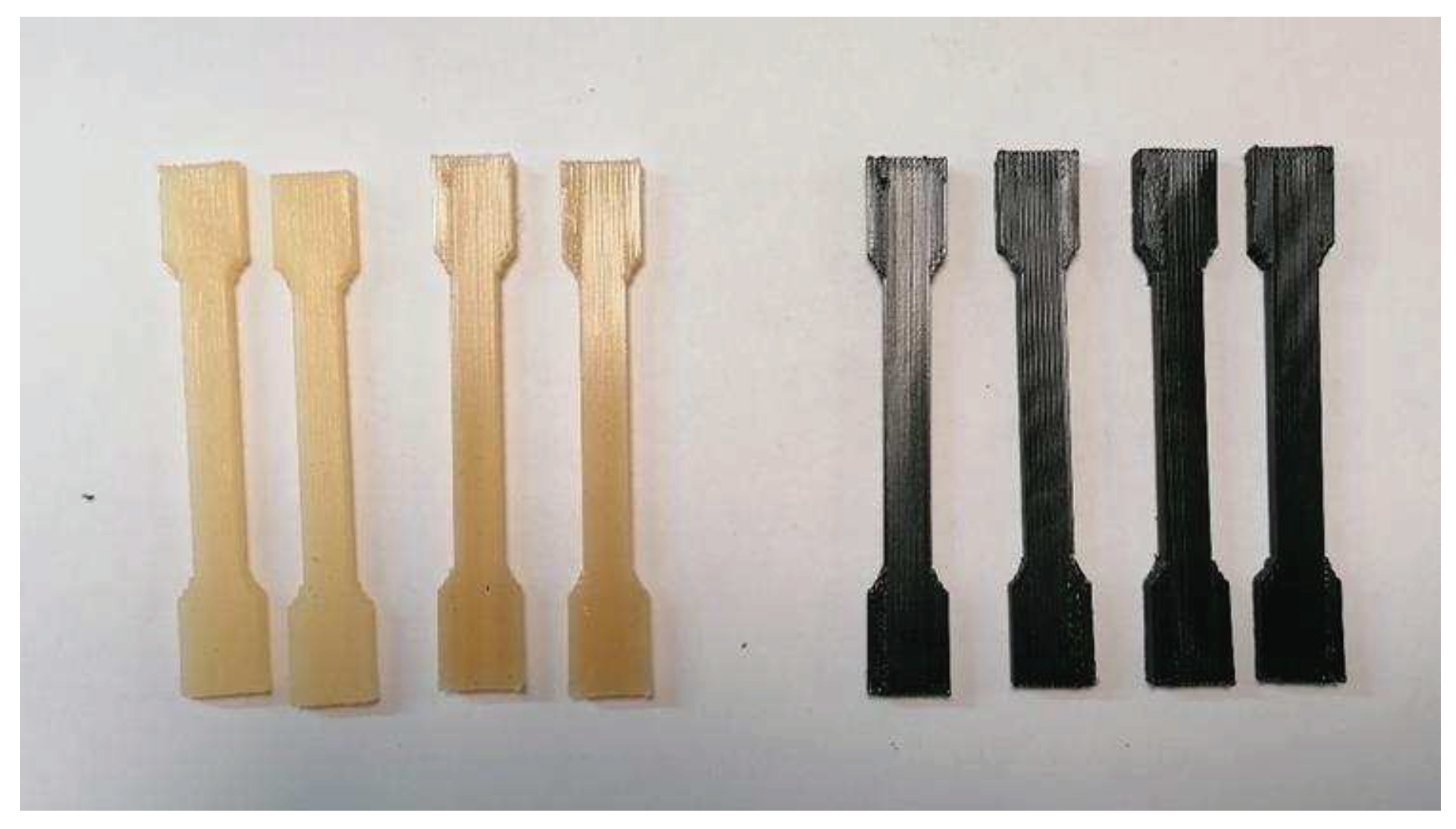
Figure 9.
SEM micrograph of neat PA6,6 filament – 250 x.
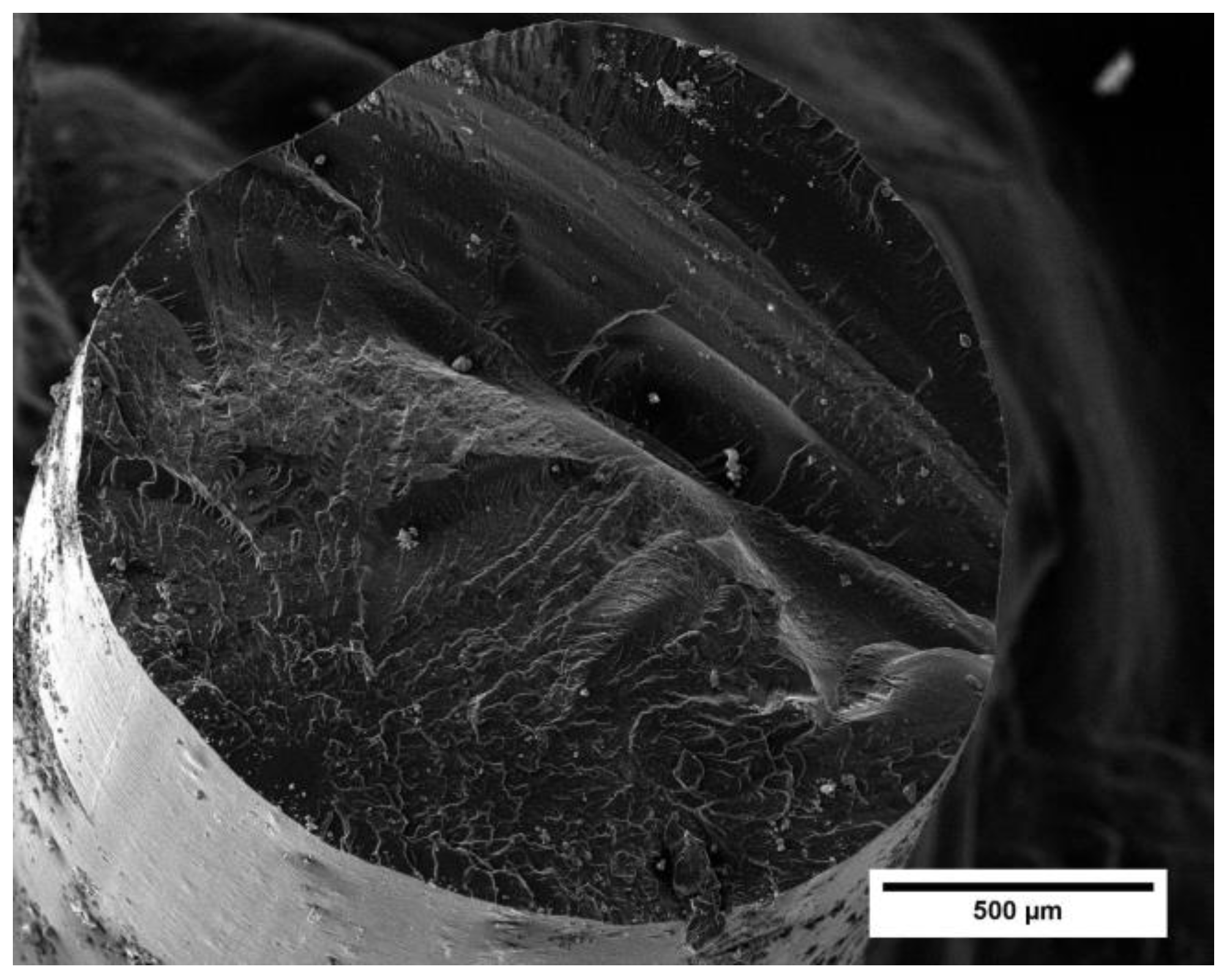
Figure 10.
(a) SEM micrograph of PA6,6 + 5 wt.% rCF filament; (b) Detail of rCF embedded into the matrix.
Figure 10.
(a) SEM micrograph of PA6,6 + 5 wt.% rCF filament; (b) Detail of rCF embedded into the matrix.
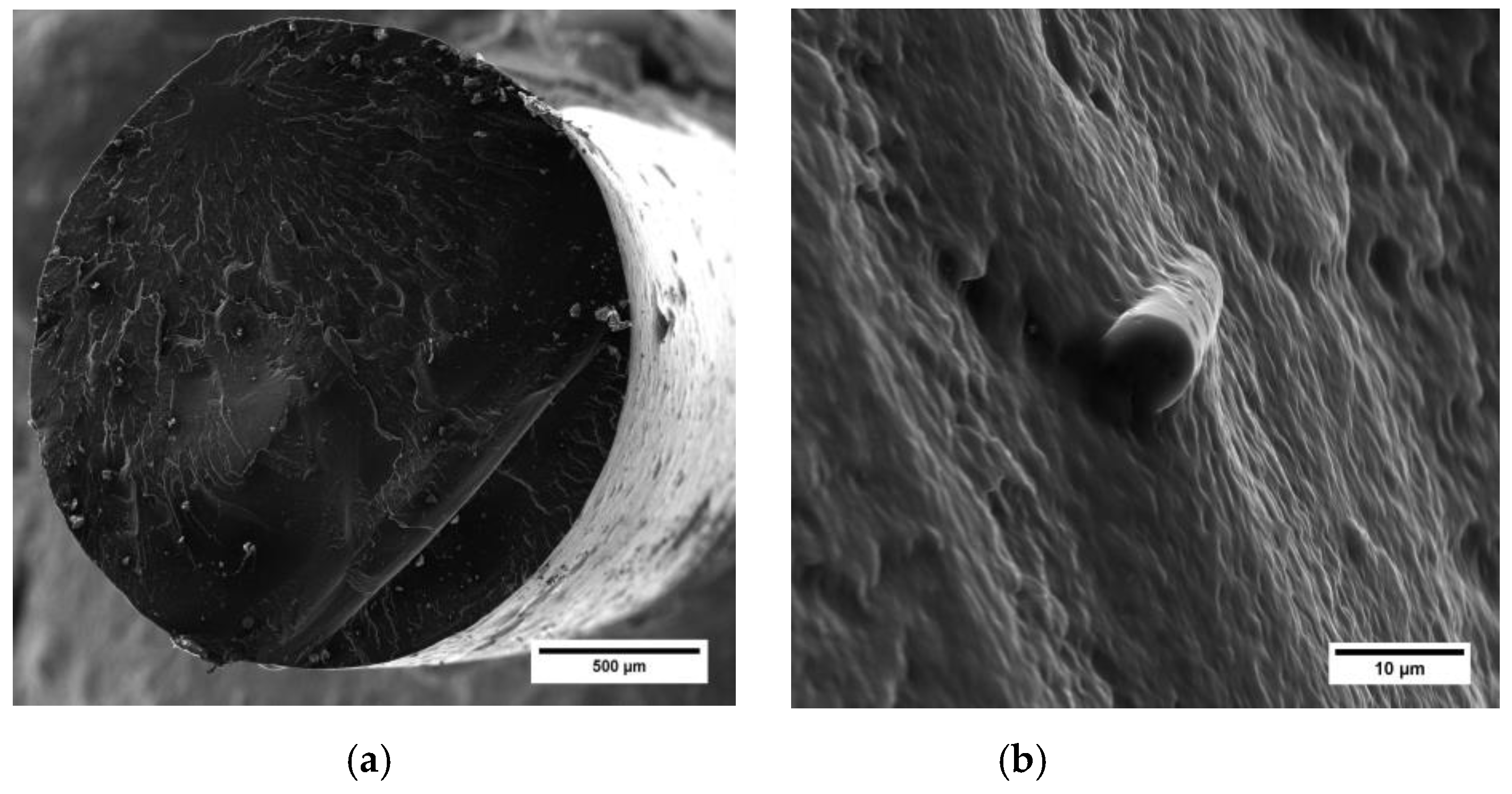
Figure 11.
(a) SEM micrograph of PA6,6 + 10 wt.% rCF filament; (b) Detail of rCFs embedded into the matrix.
Figure 11.
(a) SEM micrograph of PA6,6 + 10 wt.% rCF filament; (b) Detail of rCFs embedded into the matrix.
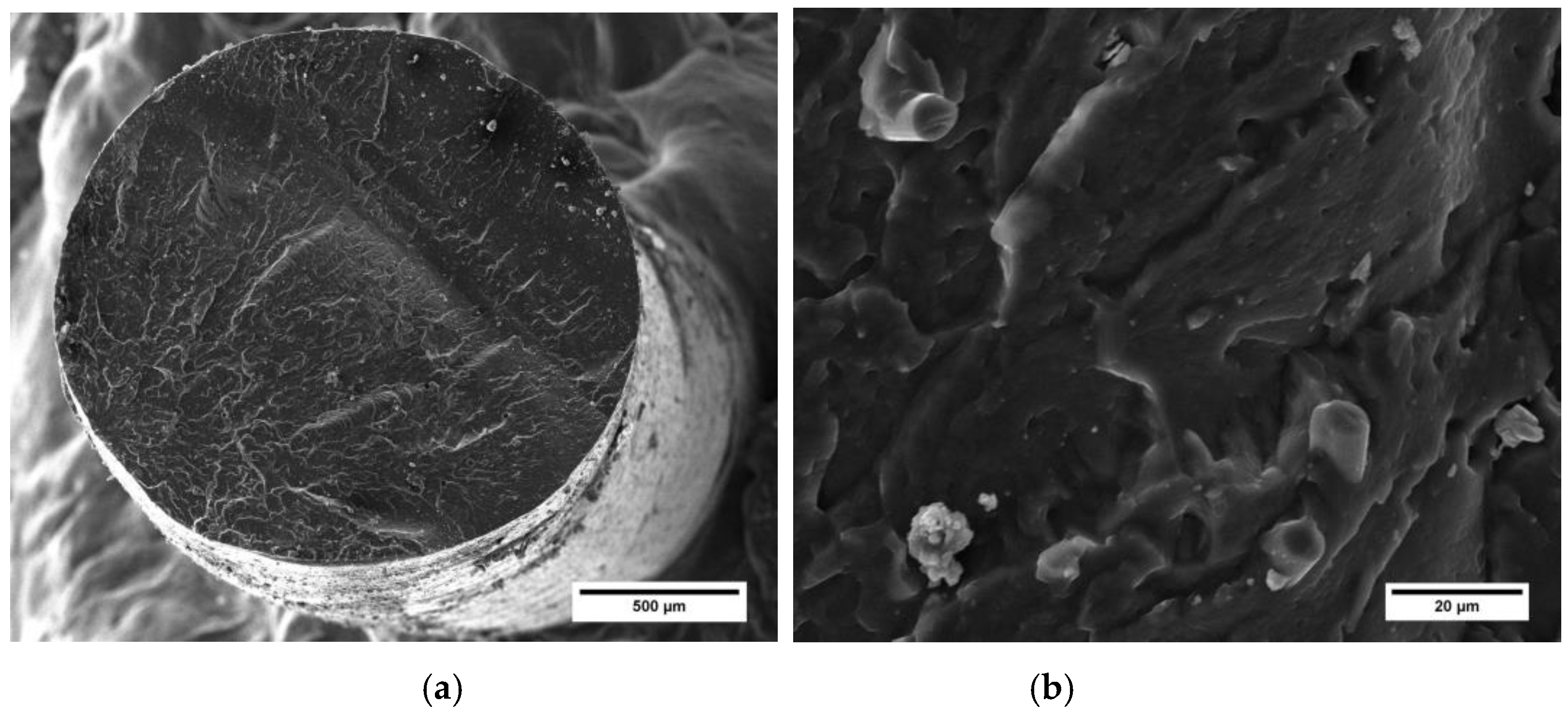
Figure 12.
Carbon microfibers under the optical microscope.

Figure 13.
Fiber size distribution.
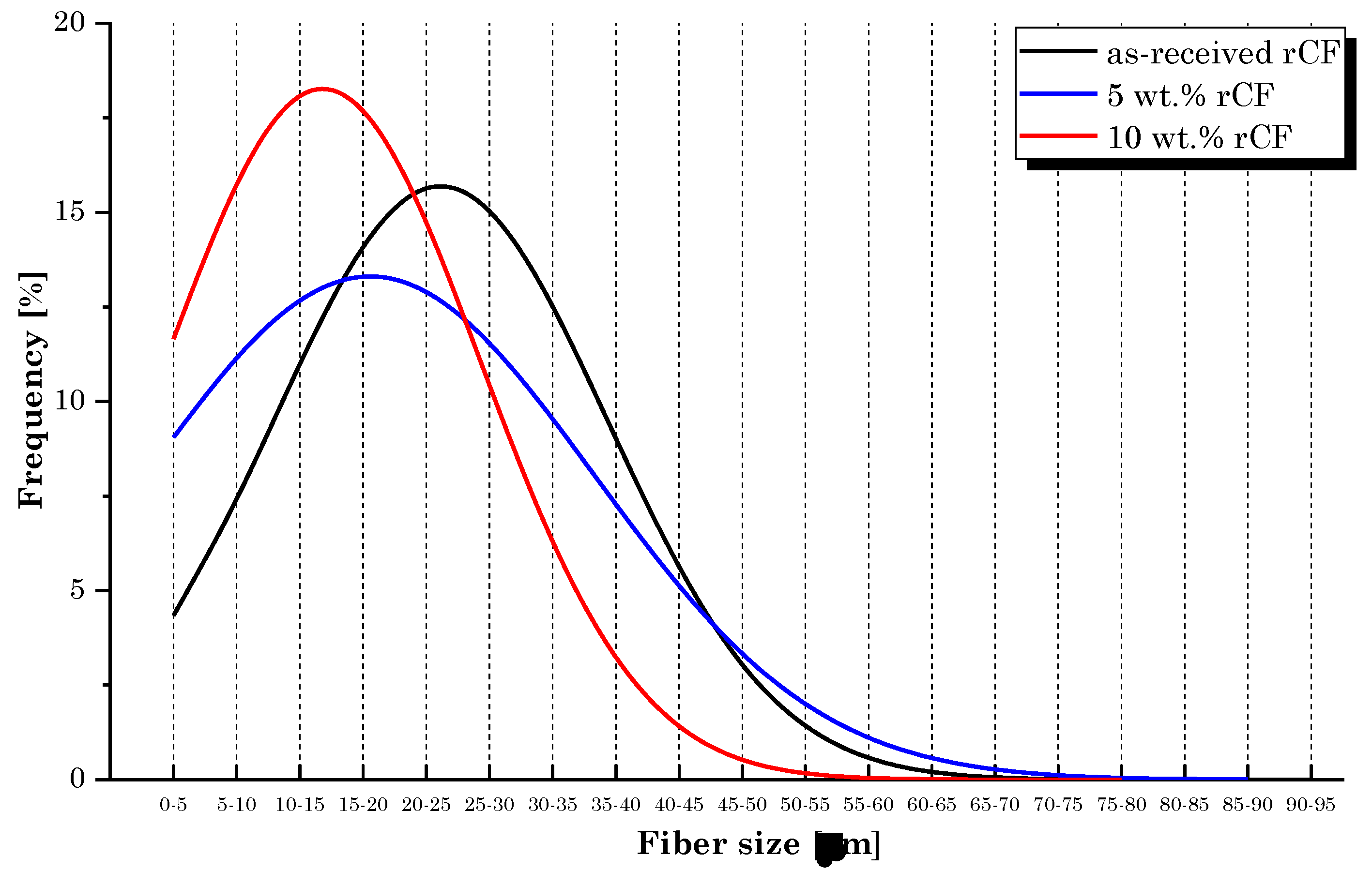
Figure 14.
Tensile test results: tensile strength and Young's modulus values of each manufactured filament.
Figure 14.
Tensile test results: tensile strength and Young's modulus values of each manufactured filament.
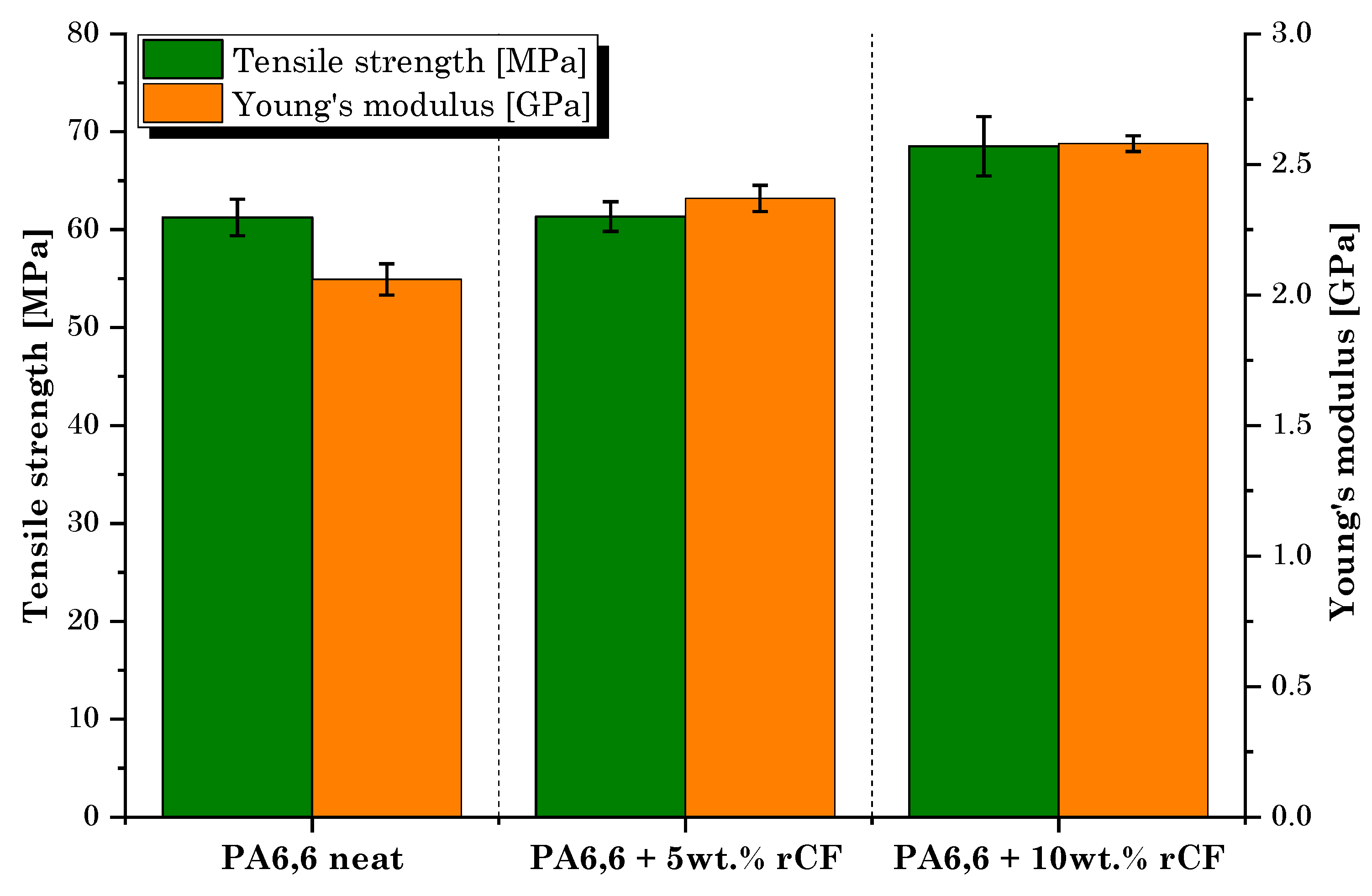
Figure 15.
Tensile test results: tensile strength and Young's modulus values of 3D printed dumbbell samples.
Figure 15.
Tensile test results: tensile strength and Young's modulus values of 3D printed dumbbell samples.
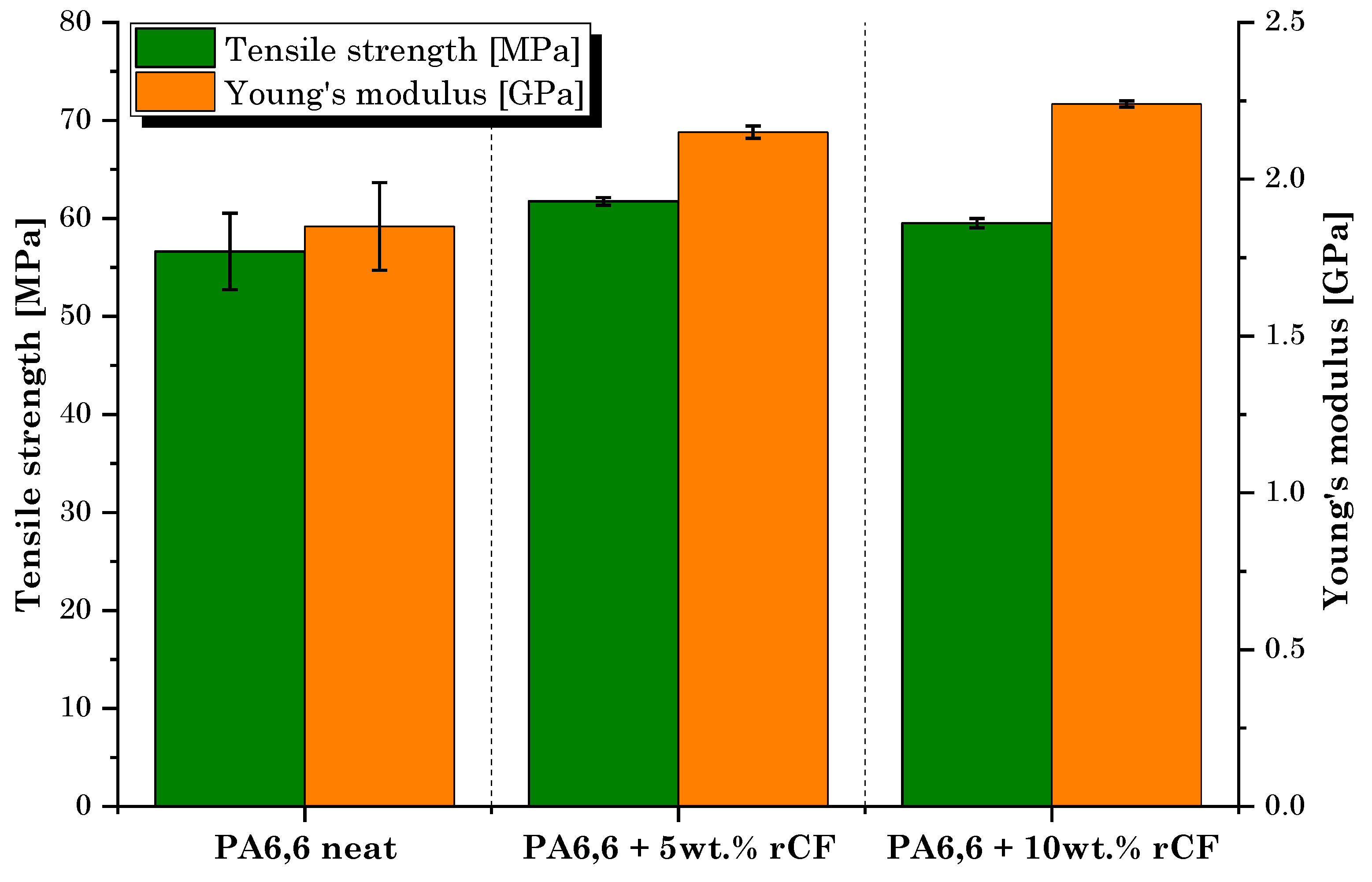
Figure 16.
3D printed composite specimens during tensile test: (a) PA6,6 neat and (b) PA6,6 composite.
Figure 16.
3D printed composite specimens during tensile test: (a) PA6,6 neat and (b) PA6,6 composite.
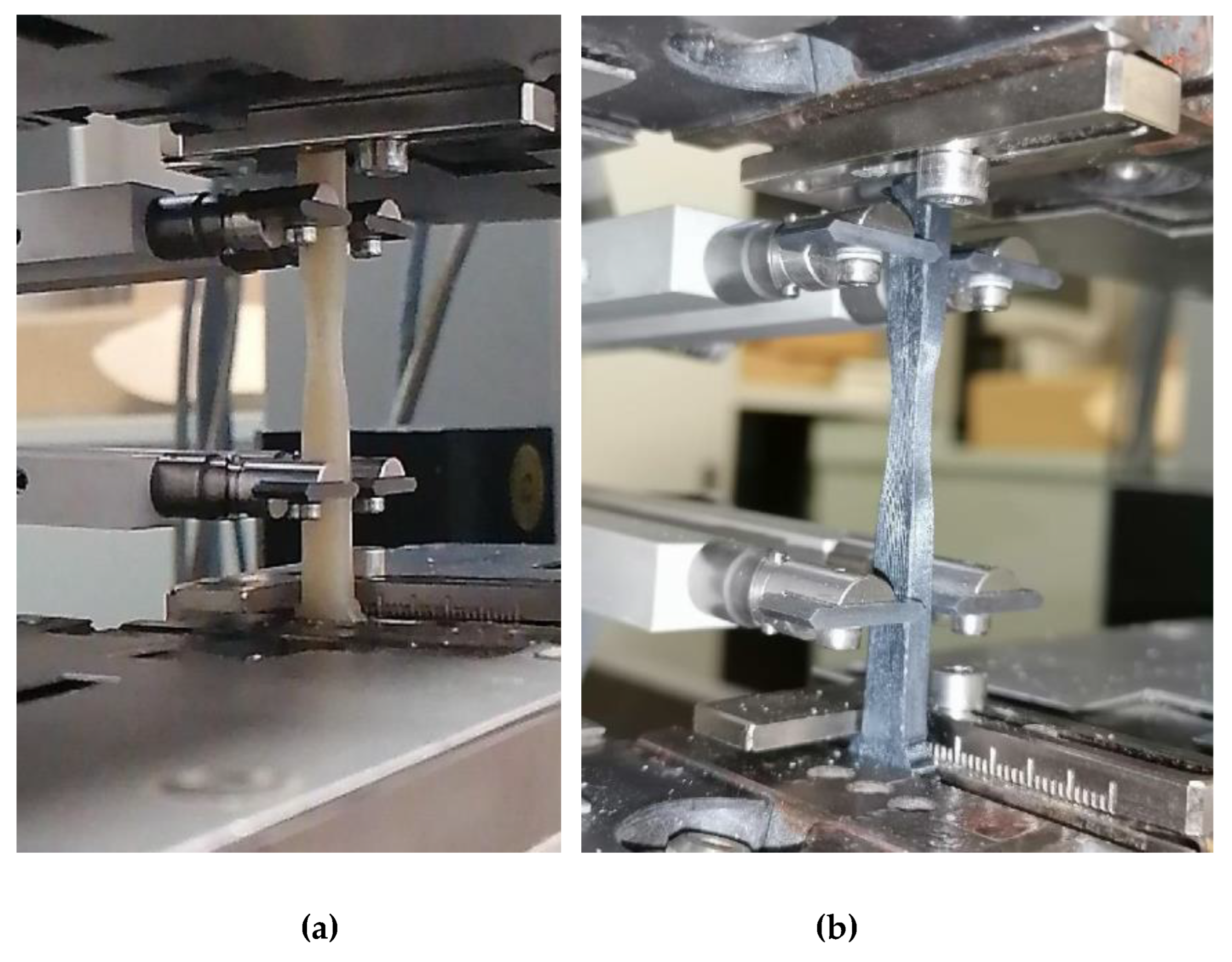
Figure 17.
Stress-strain behavior of 3D printed dumbbell samples.
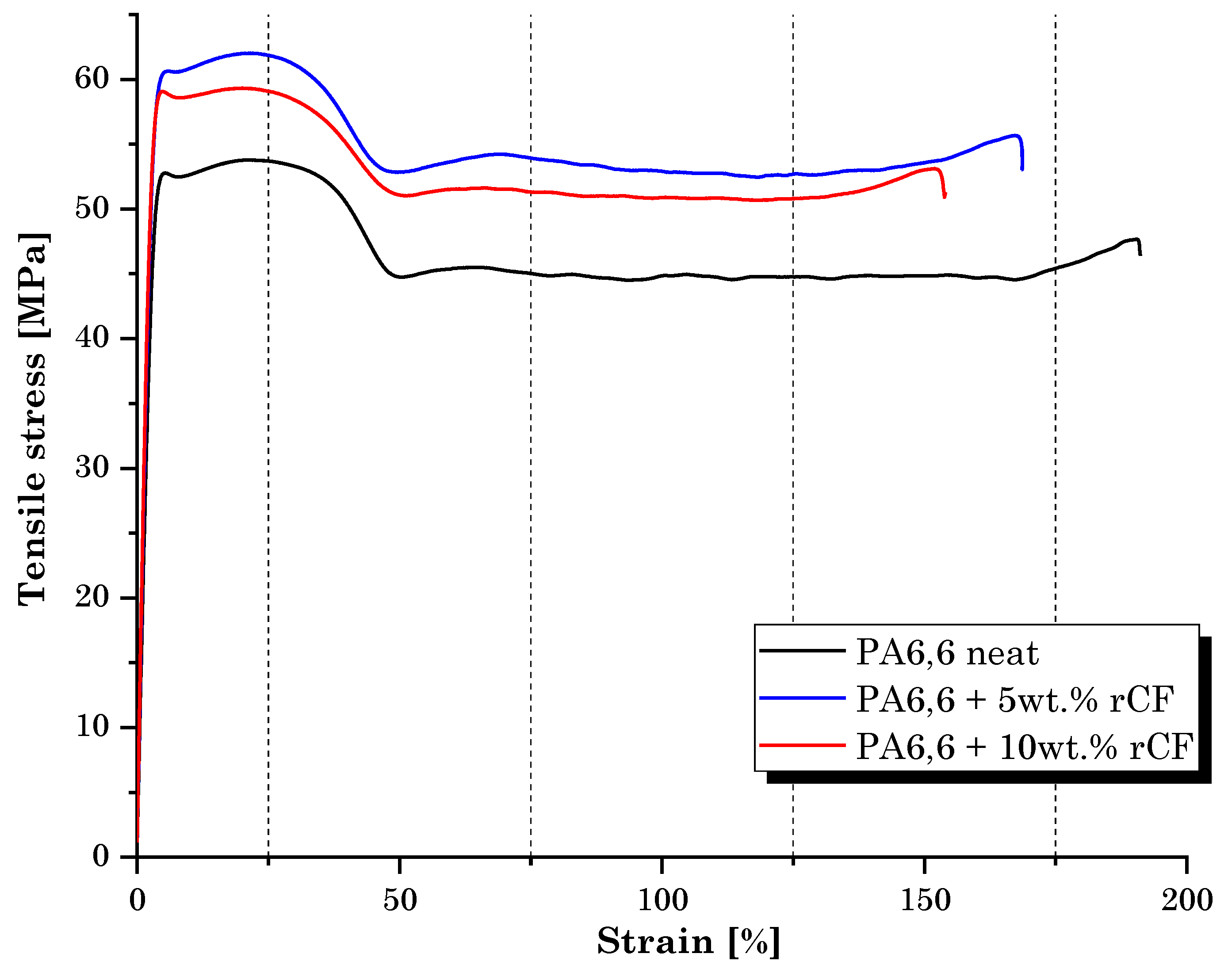
Figure 18.
SEM micrographs of neat PA6,6 specimen. The dotted circles highlight inter-filament voids in the matrix.
Figure 18.
SEM micrographs of neat PA6,6 specimen. The dotted circles highlight inter-filament voids in the matrix.
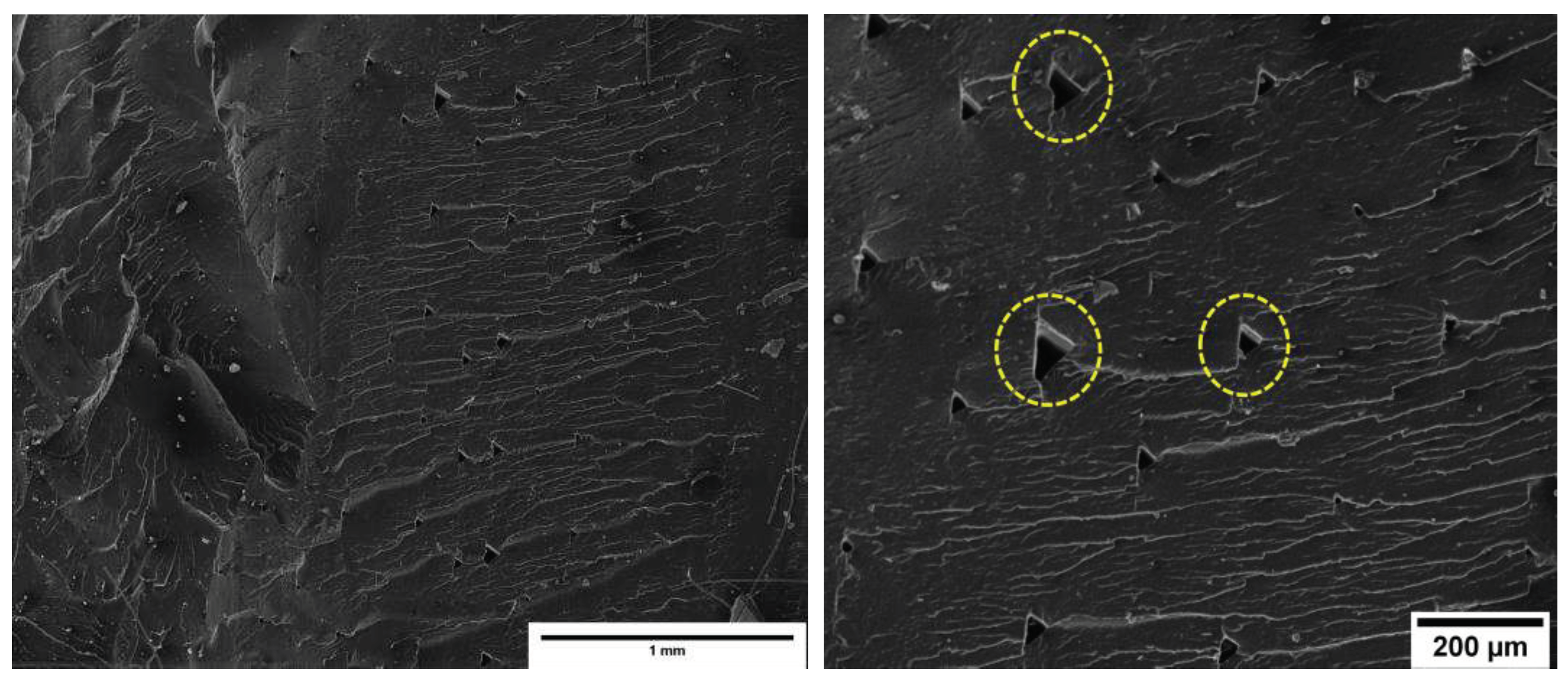
Figure 19.
SEM micrographs of (a) PA6,6 + 5 wt.% rCF and (b) PA6,6 + 10 wt.% rCF specimens. The dotted circles highlight inter-filament voids in the matrix.
Figure 19.
SEM micrographs of (a) PA6,6 + 5 wt.% rCF and (b) PA6,6 + 10 wt.% rCF specimens. The dotted circles highlight inter-filament voids in the matrix.
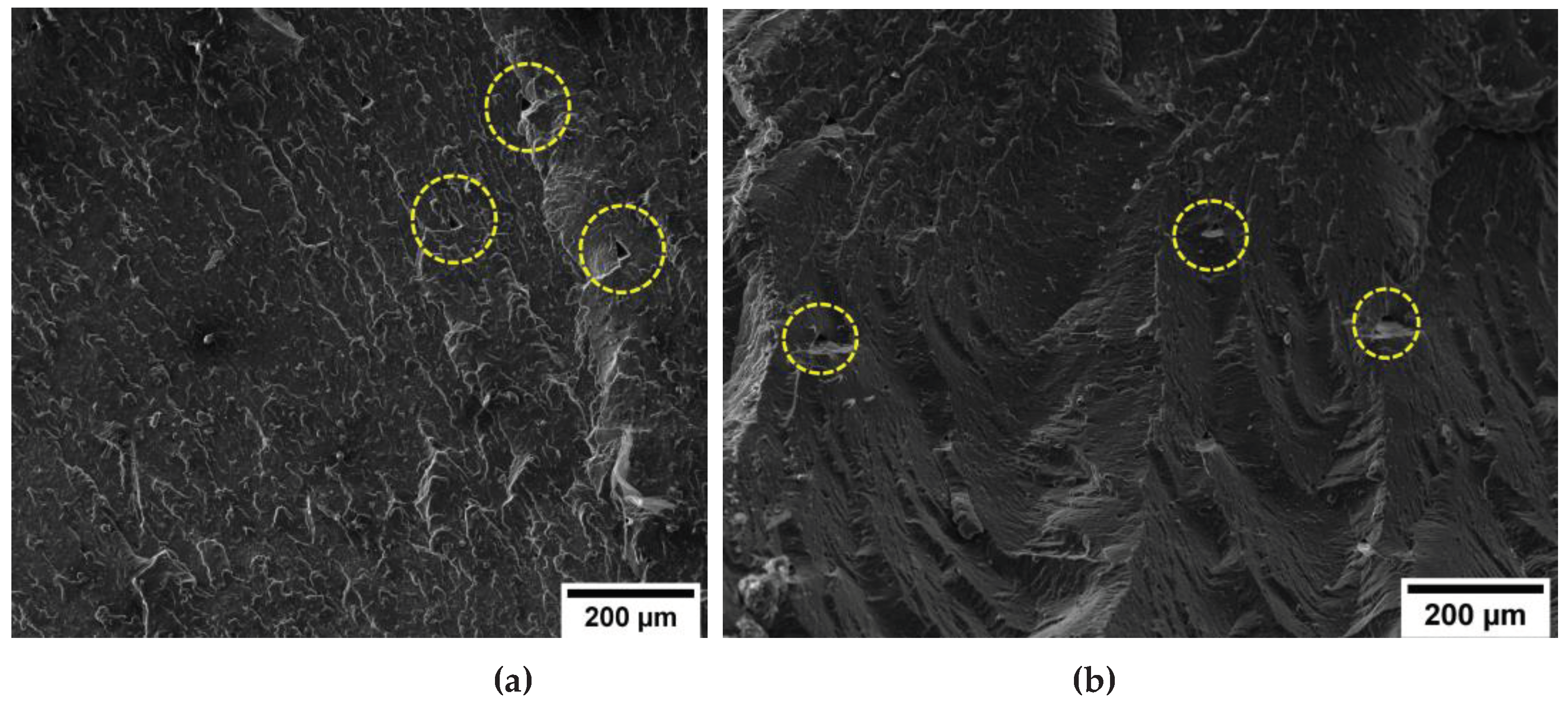
Figure 20.
SEM micrographs of fracture surface of PA6,6 + 5 wt.% rCF specimen: (a) general view of the surface and (b) distribution of rCFs in the matrix.
Figure 20.
SEM micrographs of fracture surface of PA6,6 + 5 wt.% rCF specimen: (a) general view of the surface and (b) distribution of rCFs in the matrix.
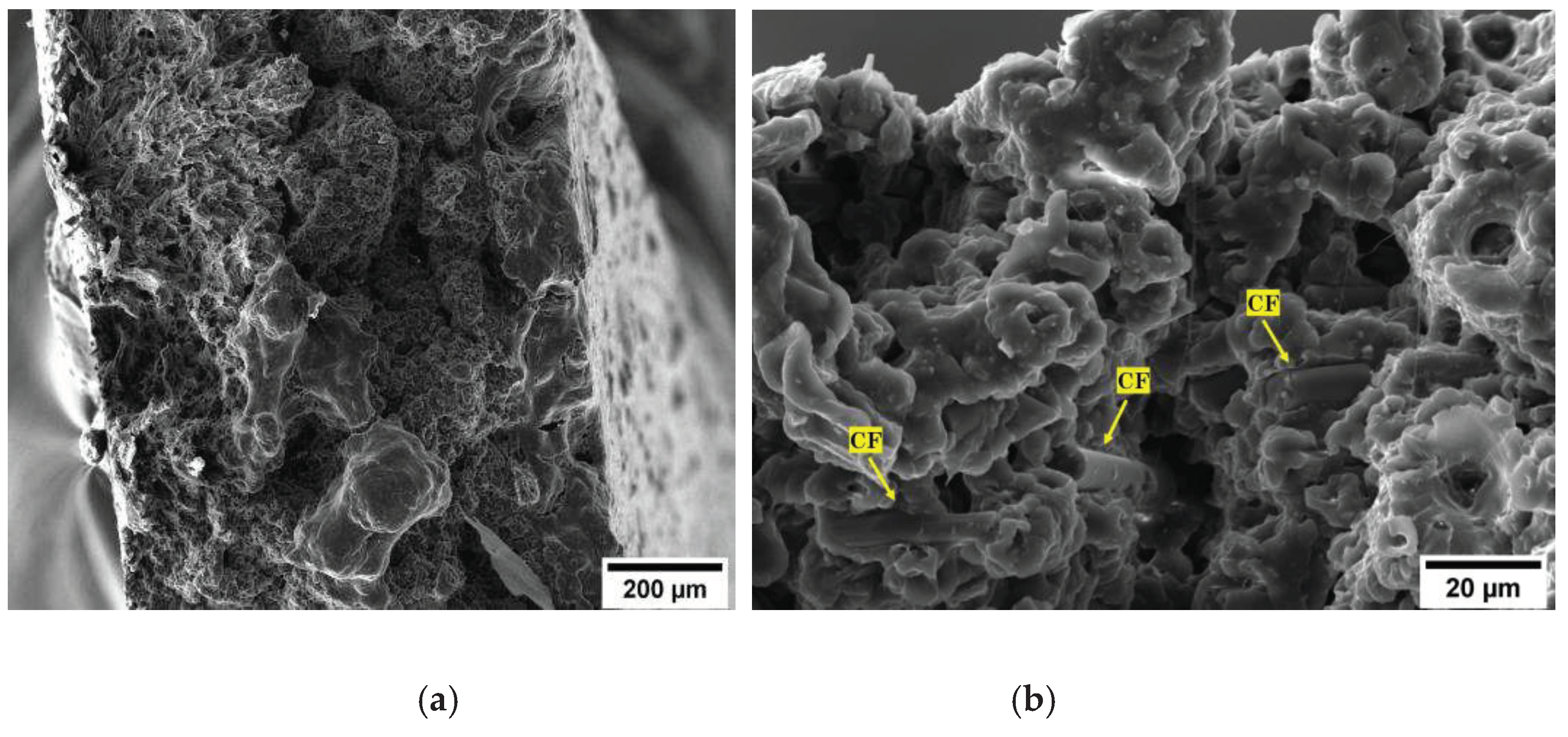

Table 1.
Physical and mechanical properties of BASF Ultramid® 1000-11 NF2001 PA6,6 from the technical data sheet.
Table 1.
Physical and mechanical properties of BASF Ultramid® 1000-11 NF2001 PA6,6 from the technical data sheet.
| Properties | Values | Comments |
|---|---|---|
| Density | 1.14 g/cc | ISO 1183 |
| Water Absorption | 8.5% | ISO 62 |
| Moisture Absorption at Equilibrium | 2.5% | 23 °C/50% R.H.; ISO 62 |
| Tensile Strength, Yield | 83.0 Mpa | 50 mm/min; ISO 527 |
| Elongation at Break | 25% | 50 mm/min, Normal strain; ISO 527 |
| Elongation at Yield | 5.0% | 50 mm/min; ISO 527 |
| Tensile Modulus | 3.00 Gpa | 1 mm/min; ISO 527 |
| Flexural Strength | 117 Gpa | ASTM Test |
| Flexural Modulus | 2.90 Gpa | ASTM Test |
| Melting Point | 257 °C | 10 K/min ASTM Test |
Table 2.
Temperature profiles employed during extrusion of PA6,6 filaments (neat and composites).
| PA6,6 neat filament | PA6,6 + rCF | |
|---|---|---|
| Zone 1 Temperature, °C | 255 | 260 |
| Zone 2 Temperature, °C | 255 | 260 |
| Zone 3 Temperature, °C | 260 | 265 |
| Zone 4 Temperature, °C | 260 | 265 |
| Zone 5 Temperature, °C | 260 | 265 |
| Zone 6 Temperature, °C | 255 | 260 |
| Zone 7 Temperature, °C | 250 | 255 |
| Die Temperature, °C | 235 | 240 |
| Screw speed, rpm | 150 | 150 |
Table 3.
Standard deviation of fiber dispersion in the specimens.
| Sample | std. dev. |
|---|---|
| PA6,6 neat | 1.129 ± 0.026 g/cm3 |
| PA6,6 + 5 wt.% rCF | 1.148 ± 0.019 g/cm3 |
| PA6,6 + 10 wt.% rCF | 1.164 ± 0.014 g/cm3 |
Table 4.
Density values of CFs, neat PA6,6, and PA6,6 composites and estimated theoretical values of the percentage of reinforcement in composite filaments.
Table 4.
Density values of CFs, neat PA6,6, and PA6,6 composites and estimated theoretical values of the percentage of reinforcement in composite filaments.
| Material | Method | Value |
|---|---|---|
| rCFs | helium pycnometer | 1.917 g/cm3 |
| PA6,6 neat filament | buoyancy balance | 1.129 g/cm3 |
| PA6,6 + 5 wt.% rCF filament | buoyancy balance | 1.148 g/cm3 |
| PA6,6 + 10 wt.% rCF filament | buoyancy balance | 1.164 g/cm3 |
| Percentage of rCF reinforcement | ||
| PA6,6 + 5 wt.% rCF filament | Rule of mixtures | 2.41 %v/v |
| PA6,6 + 10 wt.% rCF filament | 4.44 %v/v | |
Table 5.
Effective percentage of reinforcement in composite filaments obtained by acid attack.
| Material | Value |
|---|---|
| PA6,6 + 5 wt.% rCF filament | 3.40 %v/v |
| PA6,6 + 10 wt.% rCF filament | 6.79 %v/v |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



