
Submitted:
18 July 2023
Posted:
19 July 2023
You are already at the latest version
Abstract
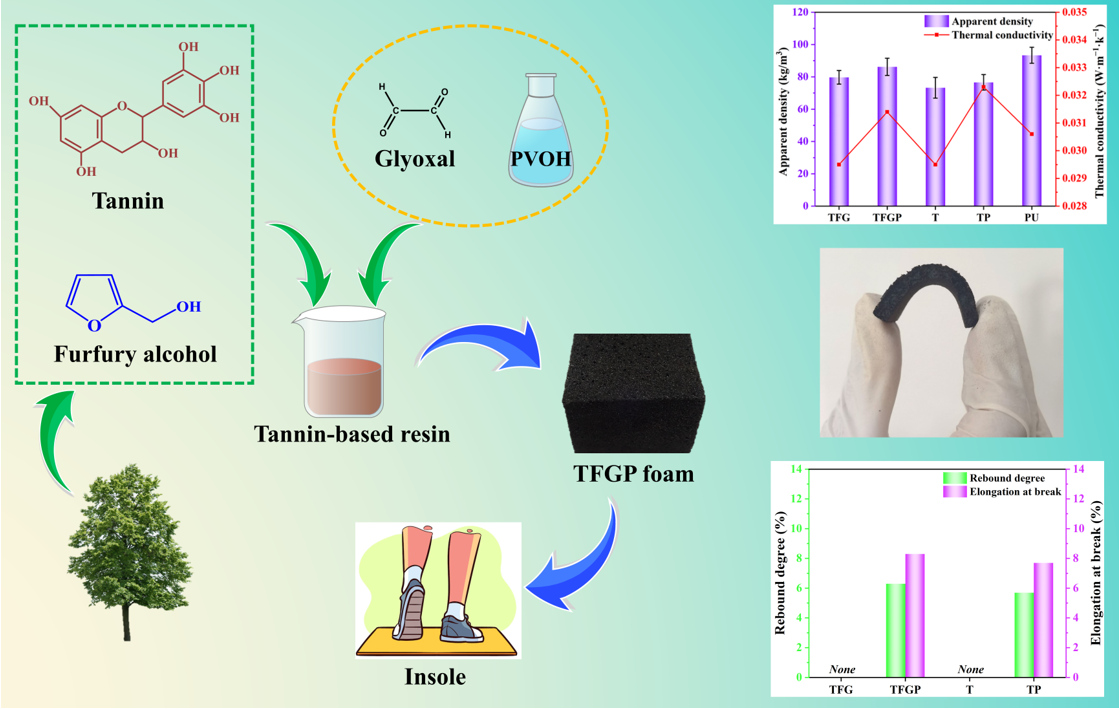
The exploitation of bio-based foams implies an increase in the use of renewable biological resources to reduce the rapid consumption of petroleum-derived resources. Both tannins and furfuryl alcohol are derived from forestry resources and are therefore considered as attractive precursors for the preparation of tannin-furanic foams. In addition, toughening modification of tannin-furanic foams using polyvinyl alcohol (PVOH) resulted in a more flexible network-like structure, which imparts excellent flexibility to the foams with acquirement of relative properties that are even close to those of polyurethane foams, which are the most used polymers for fabrication of insoles for athletes. In addition, the addition of PVOH did not affect the thermal insulation of the foams, resilience and elongation at break, while reducing the brittleness of the samples and improving the mechanical properties. Also the observation of the morphology of the foam indicated that the compatibility between PVOH and tannin-furanic resin is good, and the cured foam does not show fragmentation or collapse, while the bubble pore structure is uniform. The developed flexible foam derived from biomass resources endowed the foam good thermal insulation properties and high mechanical properties, and the samples exhibited suitable physical parameters to be used as flexible insoles for athletes.
Keywords:
Tannin
; Furfuryl alcohol
; Polyvinyl alcohol
; Foam
; Insole
1. Introduction
As a necessity in everyday life, footwear serves to protect the feet from injury or irritation, and also has an aesthetically pleasing and comfortable design that can be matched to a variety of outfits and occasions. According to a report by APICCAPS, global footwear production totals 22 billion pairs in 2021, an increase of 8.6 % from 2020, and is expected to grow every year [1]. Since the increasing consumption of footwear is expected to result in a large amount of polymer waste in our environment, it is essential to develop footwear components with biodegradable properties [2,3]. Insoles are a major component of footwear items that enhance the comfort of the wearer. Especially for athletes during exercise, soft insoles with shock absorption can effectively protect their feet. Insoles can be classified as foam insoles [4], rubber insoles [5], and ethylene-vinyl acetate copolymer (EVA) insoles [6]. However, foam insoles are widely favored for their good shock absorption, breathability and anti-slip properties [7]. The main raw materials for preparing traditional foam insoles come from petroleum derivatives, such as polyurethane (PU) insoles, polyvinyl chloride (PVC) insoles and EVA insoles. Due to the large consumption of petrochemical resources, the rising prices of petrochemical raw materials, and the release of large amounts of carbon dioxide during processing, it is important to explore renewable materials to replace the petroleum-derived materials in the preparation of insoles for athletes.
In recent years, natural biomass materials have been used to substitute some petroleum-based materials for preparation of bio-based materials, such as biomass adhesives [8,9,10], foams [11,12,13], plastics [14] and grinding wheels [15]. In case of biomass foams, condensed tannin-furfuryl alcohol co-condensation resin-based foams has been studied intensively [16,17]. Condensed tannins are mainly extracted from tree bark, which are widely available and simple to process. Resins prepared from tannins have high glass transition temperature [18], so tannins are often used to replace phenol in the preparation of biomass materials. In addition, furfuryl alcohol is derived from the processing residues of wheat, corn and sugarcane, and its stable furanic ring structure gives it good heat and water resistance. Under acidic conditions, the hydroxymethyl group of furfuryl alcohol can react with the C6/C8 position on the A ring of tannins to form tannin-based resins [19]. In our previous study, we successfully prepared thermosetting foam using tannin-based resin, which has low density, good thermal insulation and cushioning properties [16]. However, tannin-based foams are brittle and not suitable for applications requiring flexibility. The studies related to preparation of toughening of materials via modification, addition of toughening agents was usually dominated. Polyvinyl alcohol (PVOH) was widely used in the toughening of resin-based materials, such as foams [20], films [21] and hydrogels [22].
Therefore, based on the above facts, the PVOH was used as a toughening agent to improve the tear strength, tensile strength and elongation at break of the tannin-furanic resin-based foam. We hope that the resulting flexible biomass foam insoles can expand the application of tannin in industry and provide technical reference and theoretical guidance for the development and application of new bio-based insoles for athletes.
2. Materials and Methods
2.1. Materials
Bayberry (Myrica rubra) tannin powder (T, 85%) was purchased from Shengxuan Chemical Company (Zhengzhou, China). Furfuryl alcohol (F, 98%), glyoxal (G, 40%), p-toluenesulfonic acid (pTSA, 97.5%), ether (99.5%) and PVOH (5%) were obtained from Sinopharm (Beijing, China). Tween 80 and guar gum (viscosity : 5000-5500 mPa·s) were purchased from Shandong Kepler Biotechnology Co., Ltd. (Shandong, China).
2.2. Preparation of flexible tannin-furanic resin-based foams
According to the formula in Table 1, the tannin powder, furfuryl alcohol and glyoxal were added into a 250 mL beaker and stirred evenly to obtain tannin-furfuryl alcohol-glyoxal (TFG) resin [16]. Then, Tween 80 as emulsifier, guar gum as release agent and PVOH as toughening agent were added, and stirred with an egg beater at a low speed (50 r/min) for 10 min. Finally, the p-TSA (30% aqueous solution) and ether as foaming agent were added to TFG resin under stirring for 5 s to obtain the TFG-PVOH (TFGP) mixture, which was then placed in an oven at 60 °C for 30 min to foam it evenly. Then, the sample was taken out to obtain flexible TFGP foam. Its preparation process and appearance are shown in Scheme 1.
2.3. Characterizations
The structure of each foam was investigated using a Varian 1000 infrared spectrometer (Varian, Palo Alto, CA, USA) and ESI-MS spectrometer (Waters, Milford, MA, USA). For the FTIR examination, the samples preparation involved mixing 1 g of KBr with 0.01 g of each sample in powder form and the investigation run covered a wavenumber range of 500 to 4000 cm−1.
The apparent density of foam samples was determined according to the GB/T 6342-2009 national standard. The size of each sample was measured and Eq.(1) was applied for calculating the apparent density:
where, m is the mass of the sample, g; v is the volume of the sample, mm3; ρ is the apparent density, kg/m3.
Thermal conductivity can effectively reveal the insulation performance of the sample, therefore a lower thermal conductivity can maintain the foot temperature and improve the comfort of the wearer. The thermal conductivity of the samples was tested using a thermal conductivity meter (YBF-2, MINSKS, Xian, China). The samples were cut into cylinders with radius (R) 50 mm and thickness (h) 10 mm, and the obtained data was processed according to the Eq.(2):
where, λ is the thermal conductivity of the foam, W·m-1·K-1; m is the mass of the lower copper plate, g; c is the specific heat capacity of the copper block, and are the radius and thickness of the lower copper plate, mm, respectively; R is the radius of the sample, mm; h is the height of the sample, mm; is the temperature difference between the upper and lower copper plates; is the cooling rate of the copper plate exposed to the air.
Hardness is the main feature of any outsole, midsole or foam insole, because it is related to flexibility and cushioning effect. Shore hardness tester is often used for soft plastics and rubber materials. The test method depends on pressing a specific indenter into the material under specific conditions and measure the hardness of the material by the numerical value displayed by the hardness tester. In the current study, Shore hardness tester (LX-C, HANDPI, Shanghai, China) was selected for measuring the hardness of foam samples.
The rebound rate of the samples was tested according to the national standard GB/T 6670-2008. The samples were cut according to the dimensions (100 ± 0.5) mm × (100 ± 0.5) mm × (50 ± 0.5) mm then tested using a falling ball rebound meter (PMLQ-400, Beiguang Precision Instrument Co., Beijing, China). The drop height of the steel ball was 500 mm ± 0. 5 mm and the mass of the steel ball was 16. 8 g ± 1. 5 g. Three measurements were conducted for each specimen and the average value was recorded.
Under the environmental conditions of room temperature, 23 °C and relative humidity not more than 75%, the foam samples were cut to a dumbbell shape with a thickness of 2 mm according to the standard of GB/T 528-2009 in accordance with Figure 1. A universal testing machine (WDW-20D, Bairoe Test Equipment Co., Ltd., Shanghai, China) was used to apply tensile force at a speed of 500±50 mm/min until the specimen is broken, while the test was repeated five times under the same conditions. The elongation at break of the specimens was calculated according to the Eq.(3):
where, E is the elongation at break of the specimen, %; L is the specimen fracture distance, mm; L0 is the specimen original distance, mm.
The tensile strength of the foam samples was tested according to the national standard GB/T 528-2009. The foam samples were cut according to the dimensional requirements appearing in Figure 1 and tested using a universal testing machine (WDW-20D, Bairoe Test Equipment Co., Ltd., Shanghai, China) with a jig stretching rate of 500 ± 50 mm/min until the specimens were pulled off, and the maximum tensile force and the cross-sectional area of the specimens were recorded and calculated according to Eq.(4):
where, TS is the tensile strength of the sample, kPa; F is the maximum load on the sample, N; A is the original cross-sectional area of the sample, mm2.
The tear strength of the samples was tested according to the national standard GB/T 6342-1996. The foam samples were cut into rectangular specimens as illustrated in Figure 2, and each specimen should have a 50±5 mm long cut on one side. The samples were tested with a tear strength tester (INSTRON-6800, INSTRON Ltd., Boston, USA) with a fixture moving at a speed of 50 mm/ min. The test results were calculated according to Eq.(5):
where, R is the tear strength, N/m; F is the maximum tear value, N; d is the initial average thickness of the sample, m.
3. Results and discussion
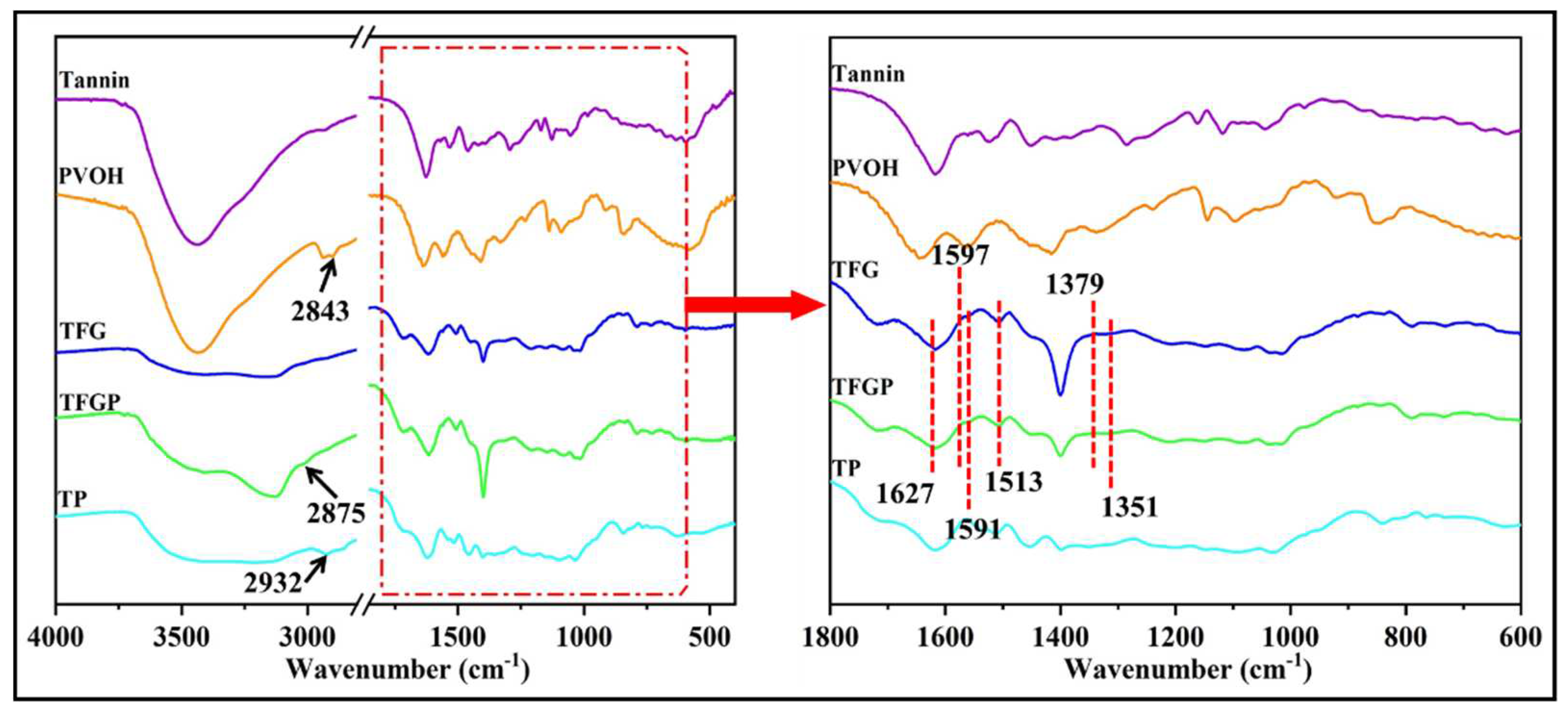
Figure 3 shows the FTIR spectra of tannin, PVOH, TP, TFG and TFGP. The C=C bond and aromatic group conjugate absorption peaks were found at 2300 cm-1. The other groups contained in TFG and TFGP were dominated by CH2-, C-O-C and -OH. Due to the presence of absorption pertaining to multiple groups that overlap each other, the peaks at 1627, 1597, 1591 and 1513 cm-1 indicate the presence of a large number of -OH and C=C in furfuryl alcohol and benzene ring, which are mainly attributed to the phenolic hydroxyl groups carried on benzene ring and benzene ring itself. Meanwhile, the absorption peaks at 1379 and 1351 cm-1 are attributed to C-O-C symmetic and antisymmetric stretching vibrations, indicating that the hydroxymethyl group on furfuryl alcohol undergoes hydroxyl aldol condensation reaction with the characteristic group of glyoxal. In addition, the peak at 2843 cm-1 in PVOH refers to the -CHO absorption peak, which indicates that PVOH underwent isomerization reaction to form dilute aldehyde structure, and the peak of PVOH at 2843 cm-1 was shifted to 2875 cm-1 in TP and 2932 cm-1 in TFGP, respectively. The FTIR analysis revealed to some extent the condensation reactions between tannins and polyvinyl alcohol as well as tannins, furfuryl alcohol and glyoxal (Scheme 2).
Since the size of the internal pore structure of the foam is related to the density, the apparent density test can be used to effectively infer the internal pore size of the foam. Hence, a larger pore size can wrap more air, which in turn has an effect on the thermal conductivity of the foam. The results of the apparent density and thermal conductivity of the foam are shown in Figure 4. The larger the apparent density of the foam, the smaller its internal pore size [23]. The density of TFG foam is larger than that of T foam, which proves that the cross-linking reaction of tannin and furfuryl alcohol forms a dense network-like structure, making the pore structure of the foam denser, which corresponds well to the results of mechanical properties. It can also be observed that the addition of PVOH further increased the density of the foam, making the bubble pore size smaller and enhancing the overall performance of the foam. The results of thermal conductivity are consistent with the obtained data of apparent density. It was found that the thermal conductivity of TFGP foam is 0.0315 W·m-1·K-1which was close to that of TFG foam (0.0295 W·m-1·K-1). This result reveals that the addition of PVOH as toughening can reduce the thermal conductivity of foam, but the reduction is not significant. Meanwhile, TFGP also achieves a suitable thermal conductivity compared with that of insoles made from common polyurethane foam [24].
The relationship between repeated foot-ground impact and overuse injuries in sports makes shock absorption performance a key design feature of insoles. Therefore, the hardness of the insole is a key factor affecting the shock absorption performance of the footwear [25]. Shore hardness values of the foam samples are shown in Figure 5. The samples TFG and T are brittle materials, which is attributed to the large number of benzene rings in the tannin structure, thus the resulting foam samples are brittle, and the data tested are affected by the depression of the sample surface under the pressure of the hardness tester probe (as shown in the circle in Figure 5b). In contrast, samples with addition of the toughening agent, PVOH, such as TFGP and TP, showed no indentation of the probe onto the sample surface at the end of the test. This is mainly because the tannin and furfuryl alcohol undergo cross-linking reaction to form a network structure that can effectively bear loads. It is obvious that the toughening agent effectively reduces the brittleness of the samples and improves the overall performance. The hardness values of TFGP and TP were 42 and 47, respectively. The common EVA foam insole in the market has a hardness of 48 [26], accordingly insole material made from TFGP foam show hardness that meets the use requirements.
The results of the rebound degree and elongation at break tests of the foam samples are shown in Figure 6a. Since the TFG and T foams are rigid with no elasticity, the falling steel balls can break the samples directly during the resilience test, and there is no rebound phenomenon. The rebound degree of TFGP and TP were 6.3% and 5.7%, respectively. The addition of PVOH effectively improved the elasticity of the samples, which could maintain its integrity and bounce the balls up to a certain height when the samples came into contact with the falling steel balls. At the same time, the tight pore structure of the foam can deform and maintain the structural integrity when it is subjected to force (Figure 6b), so the samples have good resilience characteristics and elongation at break. Although the thermal conductivity of TFGP is slightly higher than that of TFG foam (Figure 4), its own elasticity is higher than that of TFG foam.
Figure 7 shows the tear strength and tensile strength of this foam sample. It can be clearly seen that the addition of PVOH onto the foam is beneficial to improve the tear and tensile strength values compared with TFG and T. In particular, the addition of PVOH made the tear strength of TFGP (1.43 kN/m-1) which is higher than that of TP (0.86 kN/m-1). This depends on the cross-linking reaction between tannin and furfuryl alcohol to form a network-like structure of the foam and improve the tear strength of the foam, and this was confirmed by FT-IR, which is inaccordance with some references [16]. Meanwhile, the addition of PVOH made the TFG and T samples softer, while improving the network-like structure inside the foam and enhancing the tensile properties of the foam. Importantly, the tensile strength of TFGP (0.93 MPa) was more than three times that of TP foam (0.32 MPa), and the difference in tensile strength could also be confirmed as a result of the cross-linking reaction of tannin and furfuryl alcohol.
4. Conclusions
Polyvinyl alcohol based composite foams can be prepared in an oven by a simple process while containing components from forestry resources such as tannins and furfuryl alcohol from poplar trees. The produced bio-based foams are considered meaningful due to their good appearance and absence of collapse and breakage. The physical mixing of the tannin resin and PVOH took place at the same time, while the reasonable compatibility of PVOH with the tannin resin was responsible for its uniform dispersion in the resin matrix. Compared with the original TFG foam, TFGP foam exhibited better toughness and good insulation properties. In addition, the cross-linking reaction of tannin and furfuryl alcohol rendered the foam acquire a robust network-like structure, while the added PVOH also enhanced the overall mechanical properties of the foam, resulting in excellent tear and tensile strength values for the TFGP foam compared with TFG and T foams. In near future, based on its good development prospect, TFGP foam can be considered as a biomass foam to replace petrochemical-based foams and be widely used in the field of sports products.
Author Contributions
B.L. participated in the formal analysis and the writing of the original draft. J.Z. supervised the work. H.E., Z.Z., Z.H., J.T., Z.M. and F.C. reviewed and edited the work.
Acknowledgments
This work was supported by the Yunnan Provincial Natural Science Foundation (Grant No. 202101AT070038), Yunnan Agricultural joint project (202101BD070001-105), as well as the Yunnan Provincial Youth top talent project (Grant No. YNWR-QNBJ-2020-166) and the 111 project (D21027).
Conflicts of Interest
The authors declare no conflict of interest.
References
- www.worldfootwear.com/news/european-footwear-production-drops-in-the-last-4-decades/8723.html.
- Bernardini, J.; Anguillesi, I.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Optimizing the lignin based synthesis of flexible polyurethane foams employing reactive liquefying agents. Polym. Int. 2015, 64, 1235–1244. [Google Scholar] [CrossRef]
- Kohan, L.; Martins, C.R.; Duarte, L.O.; Pinheiro, L.; Baruque-Ramos, J. Panorama of natural fibers applied in Brazilian footwear: materials and market. SN Applied Sciences 2019, 1, 895. [Google Scholar] [CrossRef]
- Morita, J.; Ando, Y.; Komatsu, S.; Matsumura, K.; Okazaki, T.; Asano, Y.; Nakatani, M.; Tanaka, H. Mechanical Properties and Reliability of Parametrically Designed Architected Materials Using Urethane Elastomers. Polymers 2021, 13, 842. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Wang, Z.; Yu, P.; Yang, X.; Sun, Z.; Zhang, Y.; Wu, Y.; Jiang, C. Ultrasensitive and wide-range reduced graphene oxide/natural rubber foam sensors for multifunctional self-powered wireless wearable applications. Compos. Sci. Technol. 2022, 226, 109560. [Google Scholar] [CrossRef]
- Anggoro, P.W.; Bawono, B.; Jamari, J.; Tauviqirrahman, M.; Bayuseno, A.P. Advanced design and manufacturing of custom orthotics insoles based on hybrid Taguchi-response surface method. Heliyon. 2021, 7, e06481. [Google Scholar] [CrossRef]
- Li, N.; Yick, K.; Yu, A. Novel weft-knitted spacer structure with silicone tube and foam inlays for cushioning insoles. J. Ind. Text. 2022. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Yadav, S.M.; Antov, P.; Papadopoulos, A.N.; Pizzi, A.; Iswanto, A.H. Recent developments in lignin-and tannin-based non-isocyanate polyurethane resins for wood adhesives—A review. Appl. Sci. 2021, 11, 4242. [Google Scholar] [CrossRef]
- Chen, M.S.; Luo, J.; Shi, R.Q.; Zhang, J.Z.; Gao, Q.; Li, J. Improved adhesion performance of soy protein-based adhesives with a larch tannin-based resin. Polymers 2017, 9, 408. [Google Scholar] [CrossRef] [PubMed]
- Ghahri, S.; Chen, X.; Pizzi, A.; Hajihassani, R.; Papadopoulos, A.N. Natural tannins as new cross-linking materials for soy-based adhesives. Polymers 2021, 13, 595. [Google Scholar] [CrossRef] [PubMed]
- Esmaeili, N.; Salimi, A.; Zohuriaan-Mehr, M.J.; Vafayan, M.; Meyer, W. Bio-based thermosetting epoxy foam: Tannic acid valorization toward dye-decontaminating and thermo-protecting applications. J. Hazard. Mater. 2018, 357, 30–39. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Liao, J.; Essawy, H.; Zhang, J.; Zhou, X. Preparation and characterization of novel cellular/nonporous foam structures derived from tannin furanic resin. Ind. Crops Prod. 2021, 162, 113264. [Google Scholar] [CrossRef]
- Khundamri, N.; Aouf, C.; Fulcrand, H.; Dubreucq, E.; Tanrattanakul, V. Bio-based flexible epoxy foam synthesized from epoxidized soybean oil and epoxidized mangosteen tannin. Ind. Crops Prod. 2019, 128, 556–565. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, B.; Zhou, Y.; Essawy, H.; Liang, J.; Zhou, X.; Du, G. Preparation and characterization of a bio-based rigid plastic based on gelatinized starch cross-linked with furfural and formaldehyde. Ind. Crops Prod. 2022, 186, 115246. [Google Scholar] [CrossRef]
- Lagel, M.C.; Pizzi, A.; Basso, M.C.; Abdalla, S. Development and characterization of abrasive grinding wheels with a tanninfuranic resins matrix. Ind. Crops Prod. 2015, 65, 343–348. [Google Scholar] [CrossRef]
- Liu, B.; Zhou, Y.; Essawy, H.; Feng, S.; Li, X.; Liao, J.; Zhou, X.; Zhang, J.; Xie, S. Formaldehyde Free Renewable Thermosetting Foam Based on Biomass Tannin with a Lignin Additive. JOURNAL OF RENEWABLE MATERIALS 2022, 10, 3009–3024. [Google Scholar] [CrossRef]
- Chen, X.; Guigo, N.; Pizzi, A.; Sbirrazzuoli, N.; Li, B.; Fredon, E.; Gerardin, C. Ambient Temperature Self-Blowing Tannin-Humins Biofoams. Polymers 2020, 12, 2732. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Nicollin, A.; Pizzi, A.; Zhou, X.; Sauget, A.; Delmotte, L. Natural tannin–furanic thermosetting moulding plastics. RSC Adv. 2013, 3, 17732–17740. [Google Scholar] [CrossRef]
- Zhang, J.; Xi, X.; Liang, J.; Pizzi, A.; Du, G.; Deng, S. Tannin-based adhesive cross-linked by furfuryl alcohol-glyoxal and epoxy resins. Int. J. Adhes. Adhes. 2019, 94, 47–52. [Google Scholar] [CrossRef]
- Li, Y.; Deng, J.; Zhang, J. Porous poly(vinyl formal) foam prepared using poly(vinyl alcohol) of low degree of polymerization. Polym. Int. 2018, 67, 1438–1444. [Google Scholar] [CrossRef]
- Xu, Y.; Liu, B.; Zheng, L.; Zhou, Y.; Essawy, H.; Chen, X.; Zhou, X.; Zhang, J. Facile Fabrication of High-Performance Composite Films Comprising Polyvinyl Alcohol as Matrix and Phenolic Tree Extracts. Polymers 2023, 15, 1424. [Google Scholar] [CrossRef]
- Wang, M.; Bai, J.; Shao, K.; Tang, W.; Zhao, X.; Lin, D.; Huang, S.; Chen, C.; Ding, Z.; Ye, J. Poly(vinyl alcohol) Hydrogels: The Old and New Functional Materials. Int. J. Polym. Sci. 2021. [Google Scholar] [CrossRef]
- Zhou, X.; Li, B.; Xu, Y.; Essawy, H.; Wu, Z.; Du, G. Tannin-furanic resin foam reinforced with cellulose nanofibers (CNF). Ind. Crops Prod. 2019, 134, 107–112. [Google Scholar] [CrossRef]
- Zhang, H.; Fang, W.; Li, Y.; Tao, W. Experimental study of the thermal conductivity of polyurethane foams. Appl. Therm. Eng. 2017, 115, 528–538. [Google Scholar] [CrossRef]
- Baltich, J.; Maurer, C.; Nigg, B.M. Increased vertical impact forces and altered running mechanics with softer midsole shoes. PLOS ONE 2015, 10, e0125196. [Google Scholar] [CrossRef] [PubMed]
- Anggoro, P.W.; Bawono, B.; Jamari, J.; Tauviqirrahman, M.; Bayuseno, A.P. Advanced design and manufacturing of custom orthotics insoles based on hybrid Taguchi-response surface method. Heliyon 2021, 7, e06481. [Google Scholar] [CrossRef] [PubMed]
Scheme 1.
Preparation process of S4.
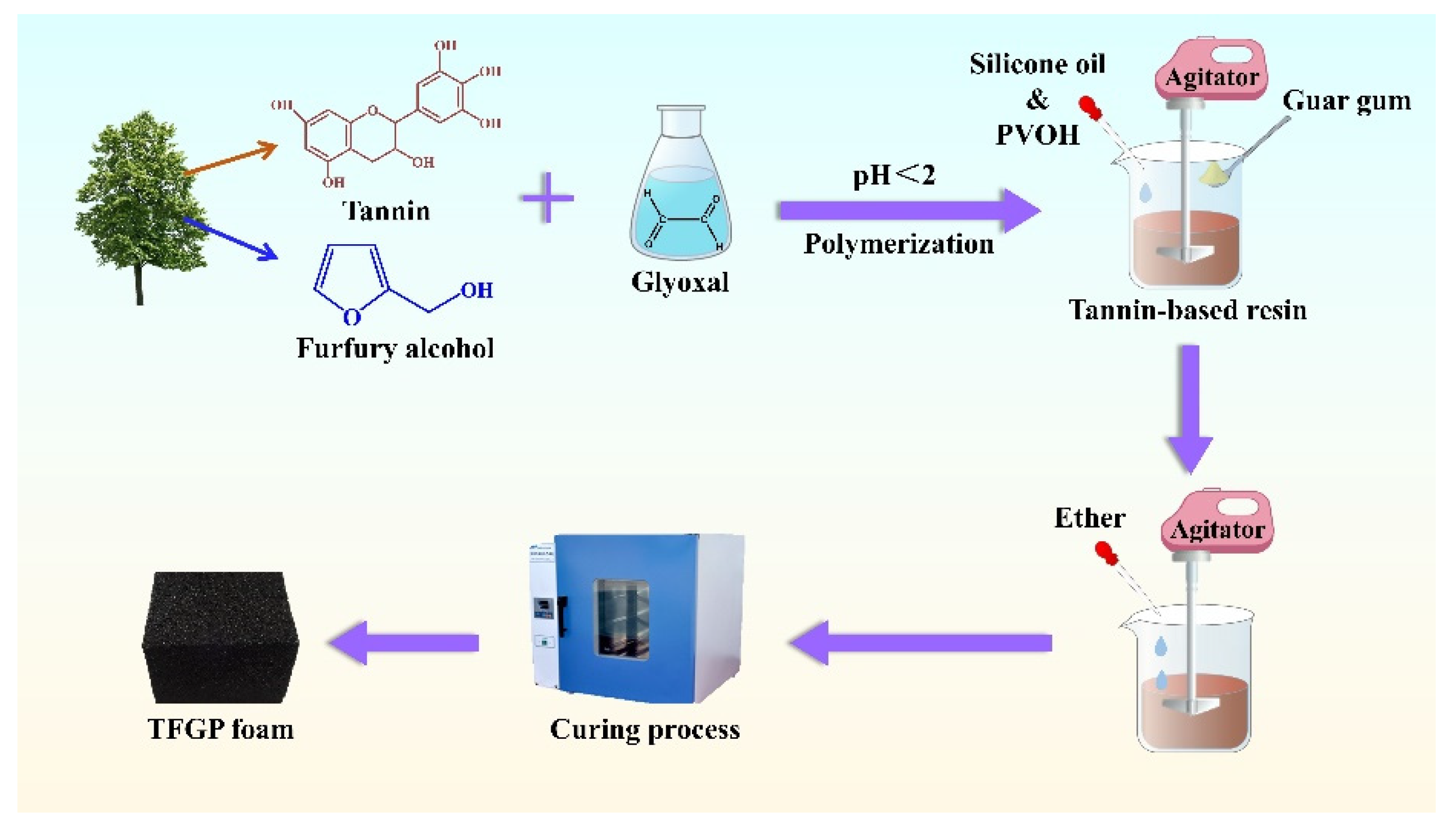
Figure 1.
Size and shape of sample for elongation at break testing.
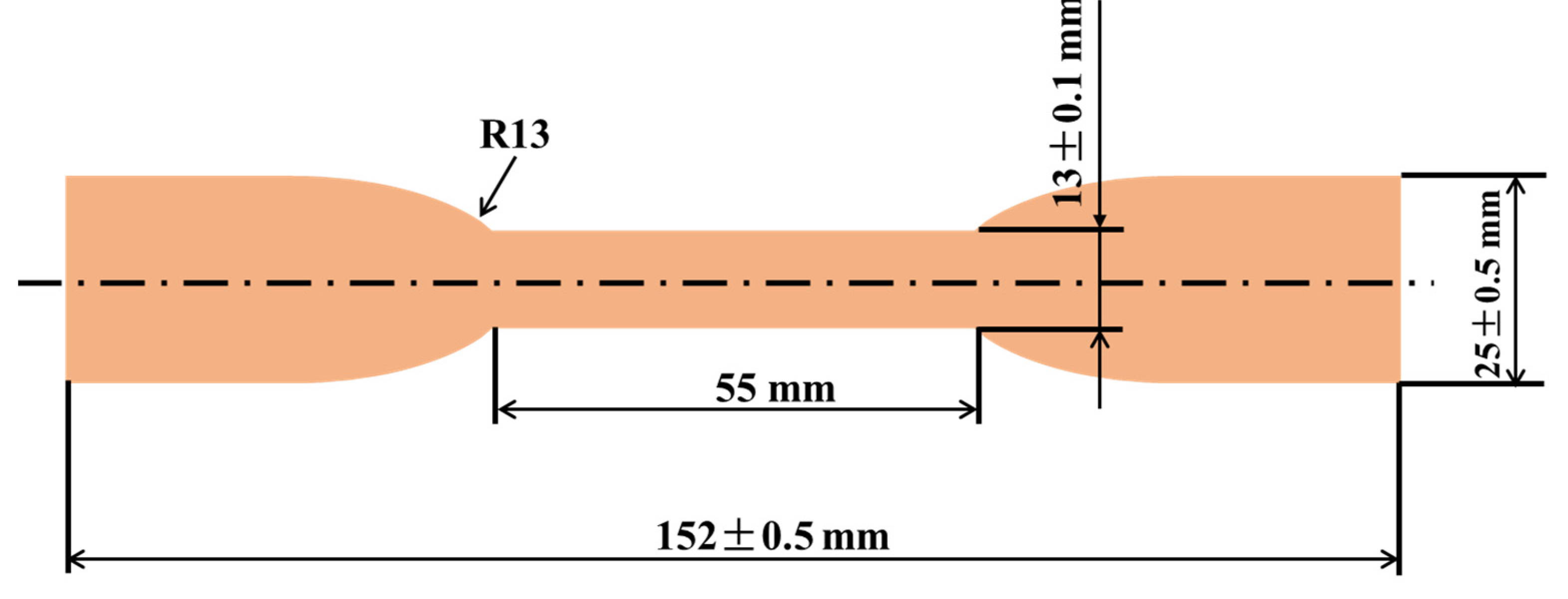
Figure 2.
Size and shape of sample for tear strength testing.
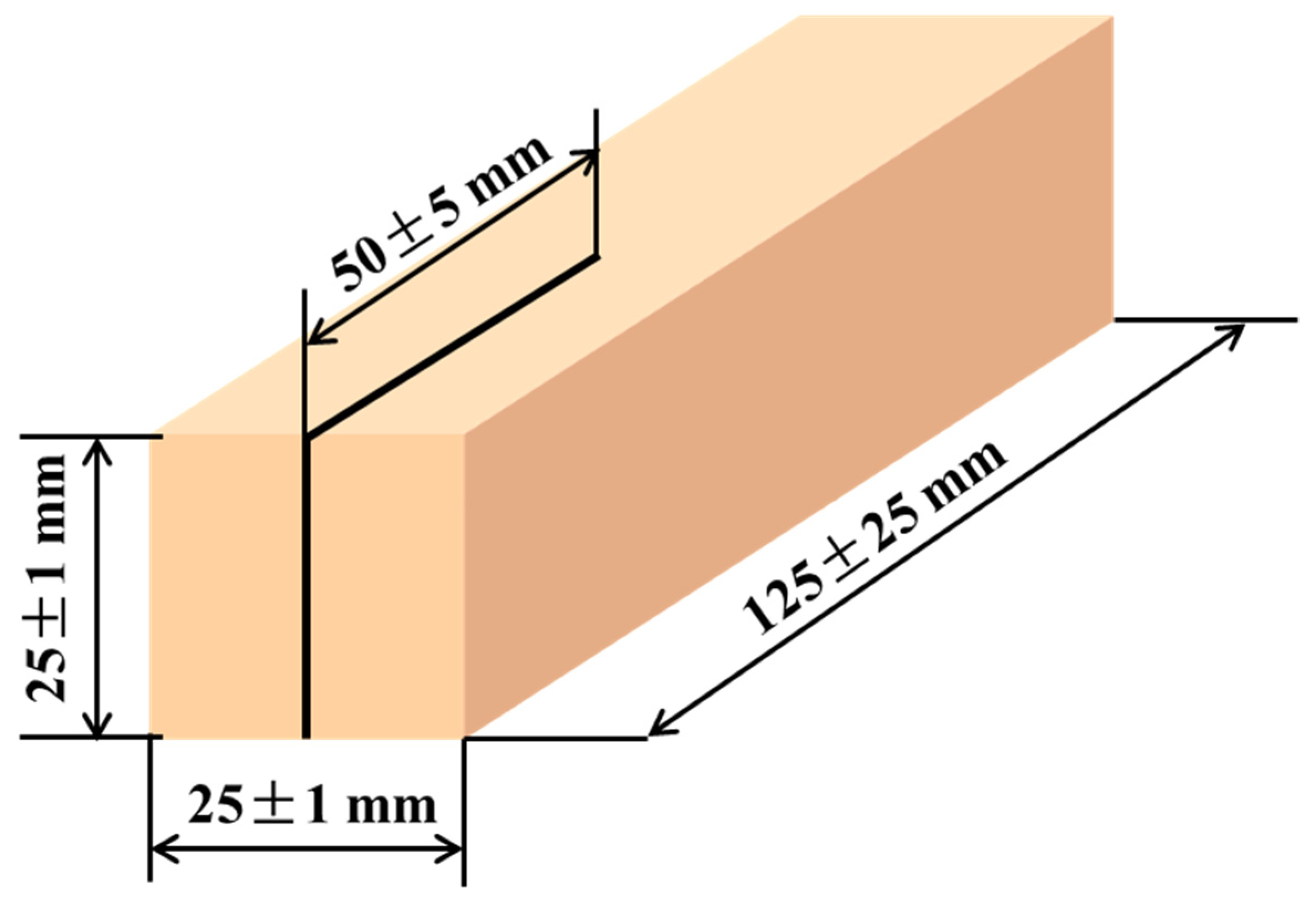
Figure 3.
FT-IR spectra of tannin, PVOH, TFG, TFGP and TP.
Scheme 2.
The main chemical reactions of tannin, furfuryl alcohol, glyoxal and PVOH, (a) the reset reaction of PVOH, (b) the reaction between tannin, furfuryl alcohol and glyoxal, (c) the reaction between tannin and PVOH.
Scheme 2.
The main chemical reactions of tannin, furfuryl alcohol, glyoxal and PVOH, (a) the reset reaction of PVOH, (b) the reaction between tannin, furfuryl alcohol and glyoxal, (c) the reaction between tannin and PVOH.
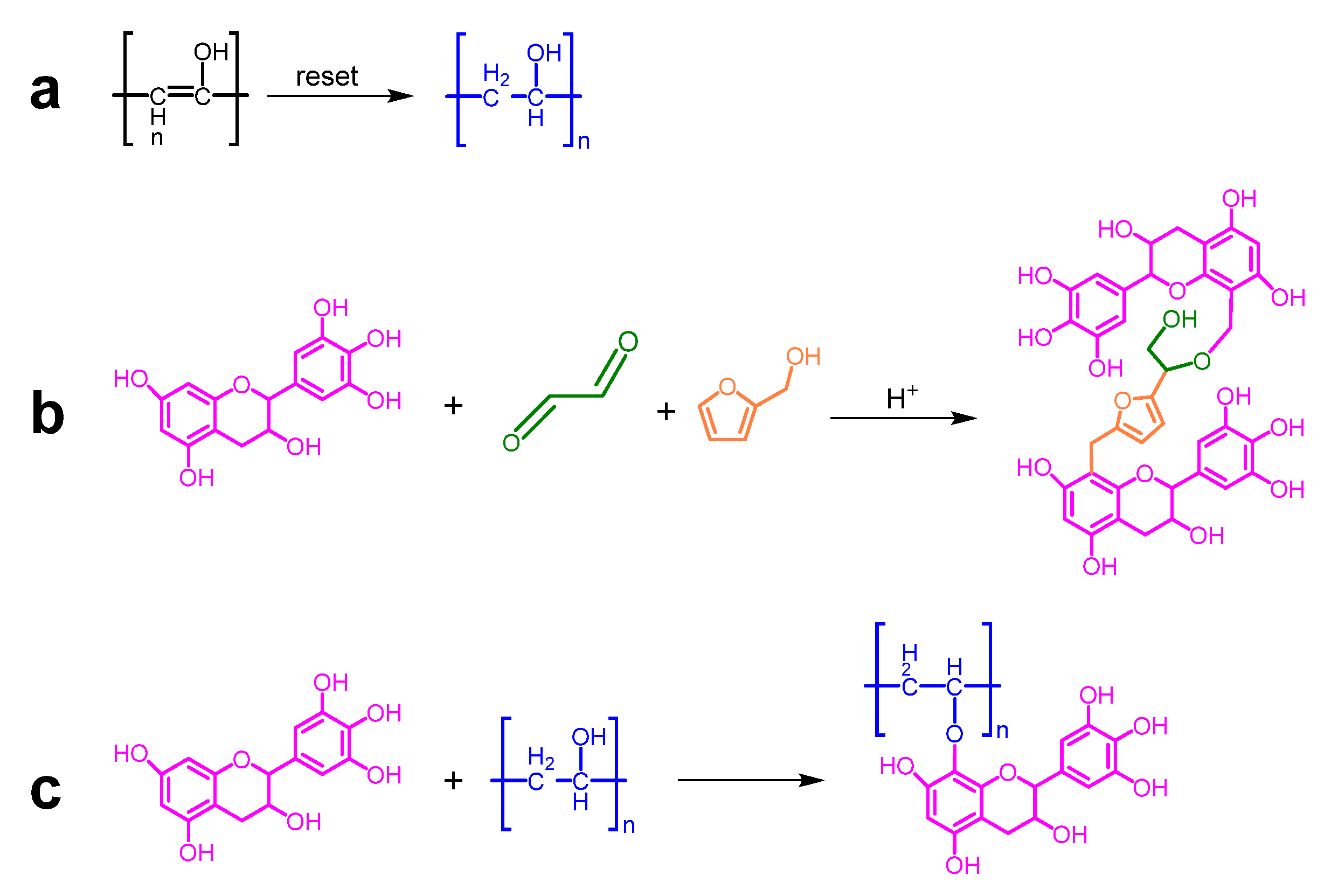
Figure 4.
Apparent density and thermal conductivity of tannin-based foam samples.
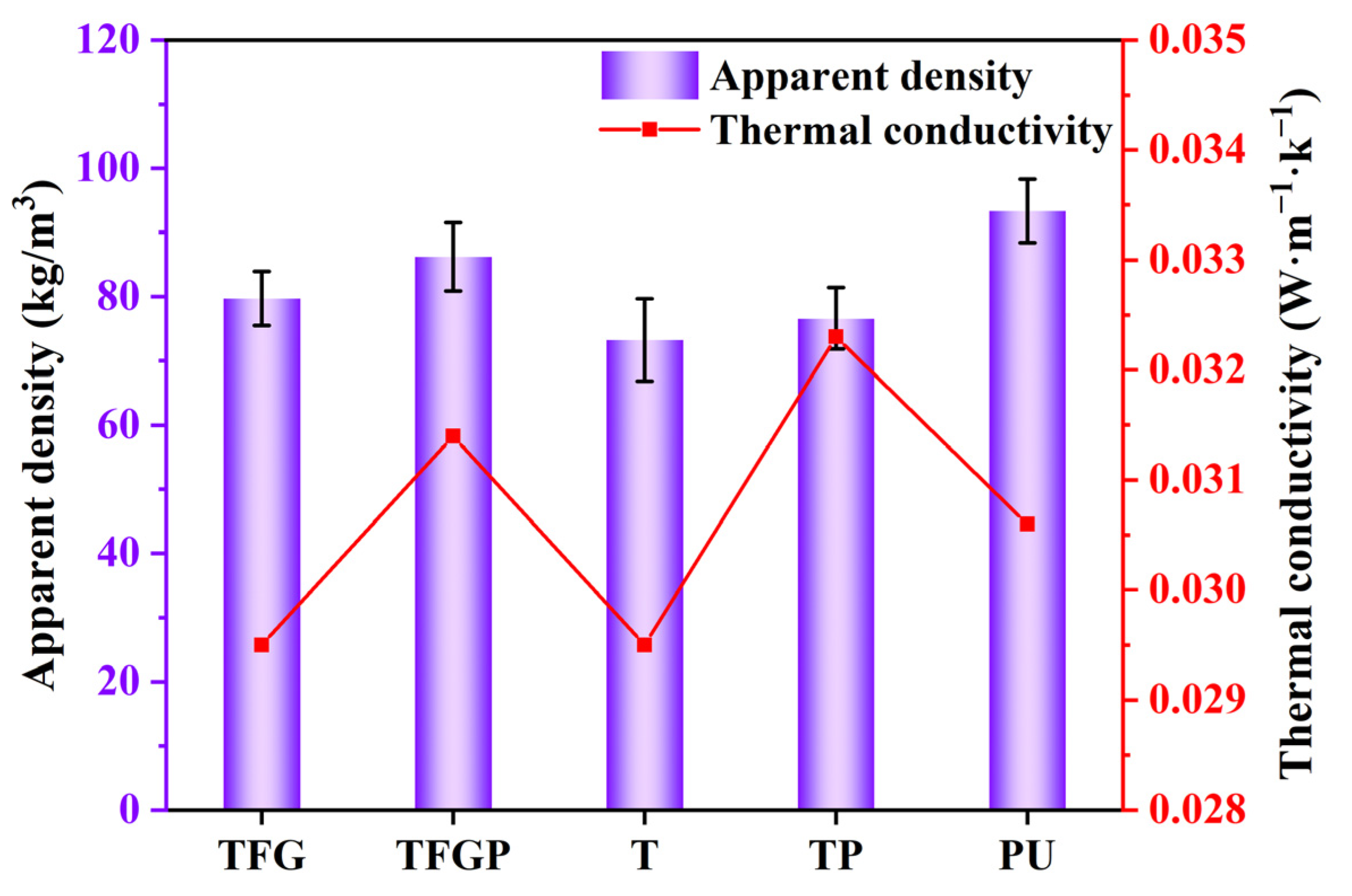
Figure 5.
Shore hardness of tannin-based foam samples.
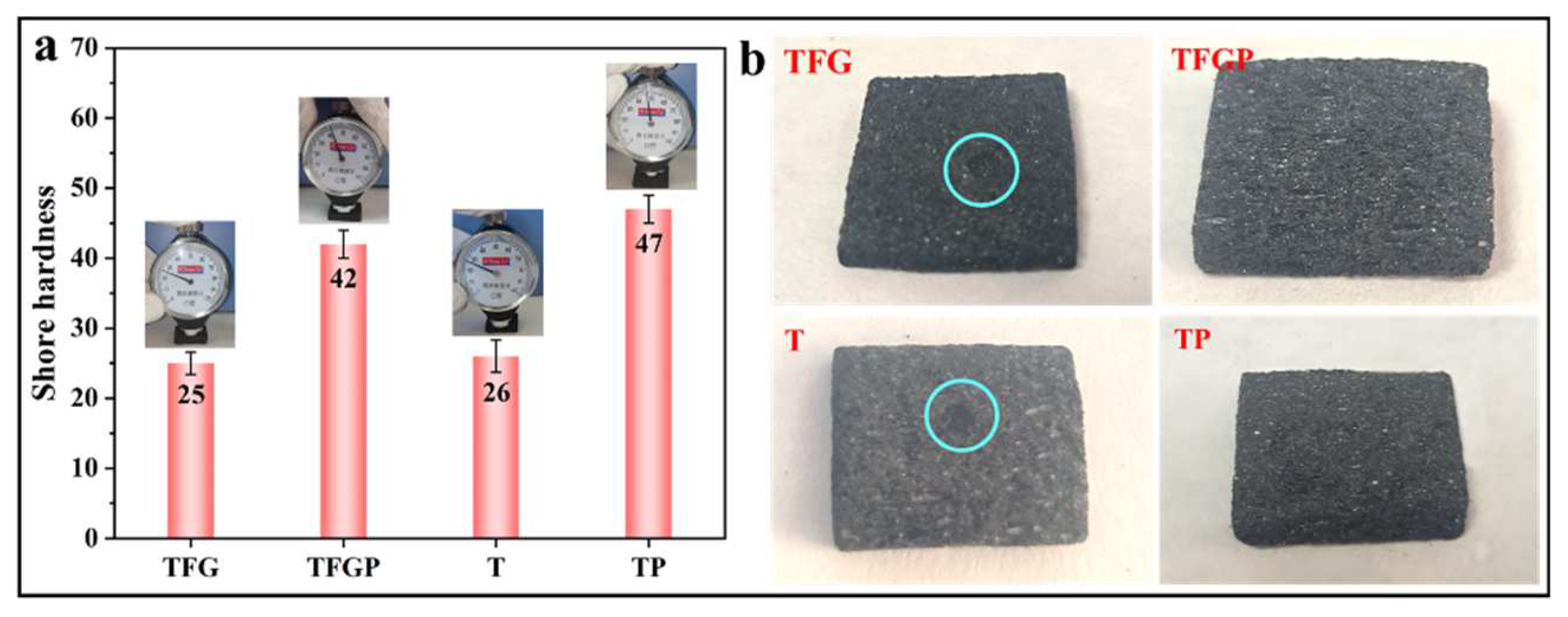
Figure 6.
Rebound degree and elongation at break of tannin-based foam samples.
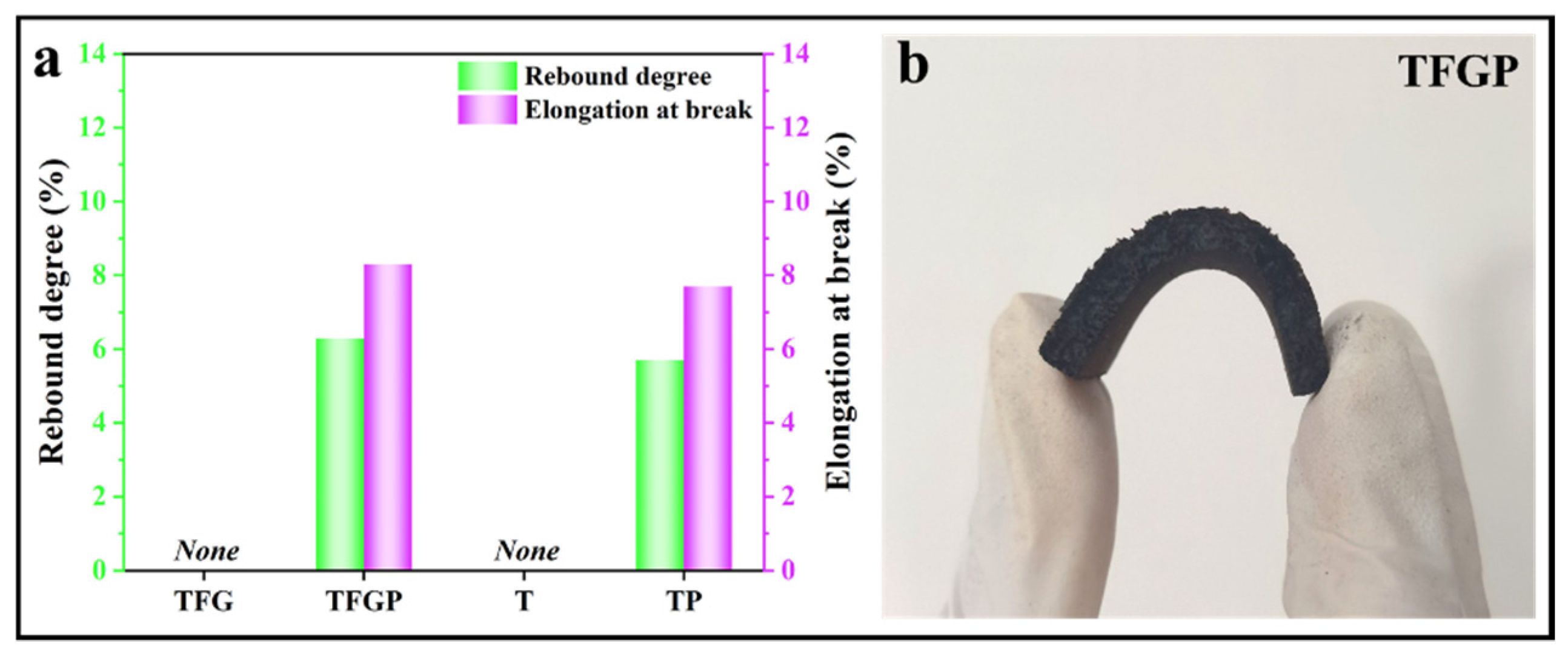
Figure 7.
Tear and tensile strength values of tannin-based foam samples.
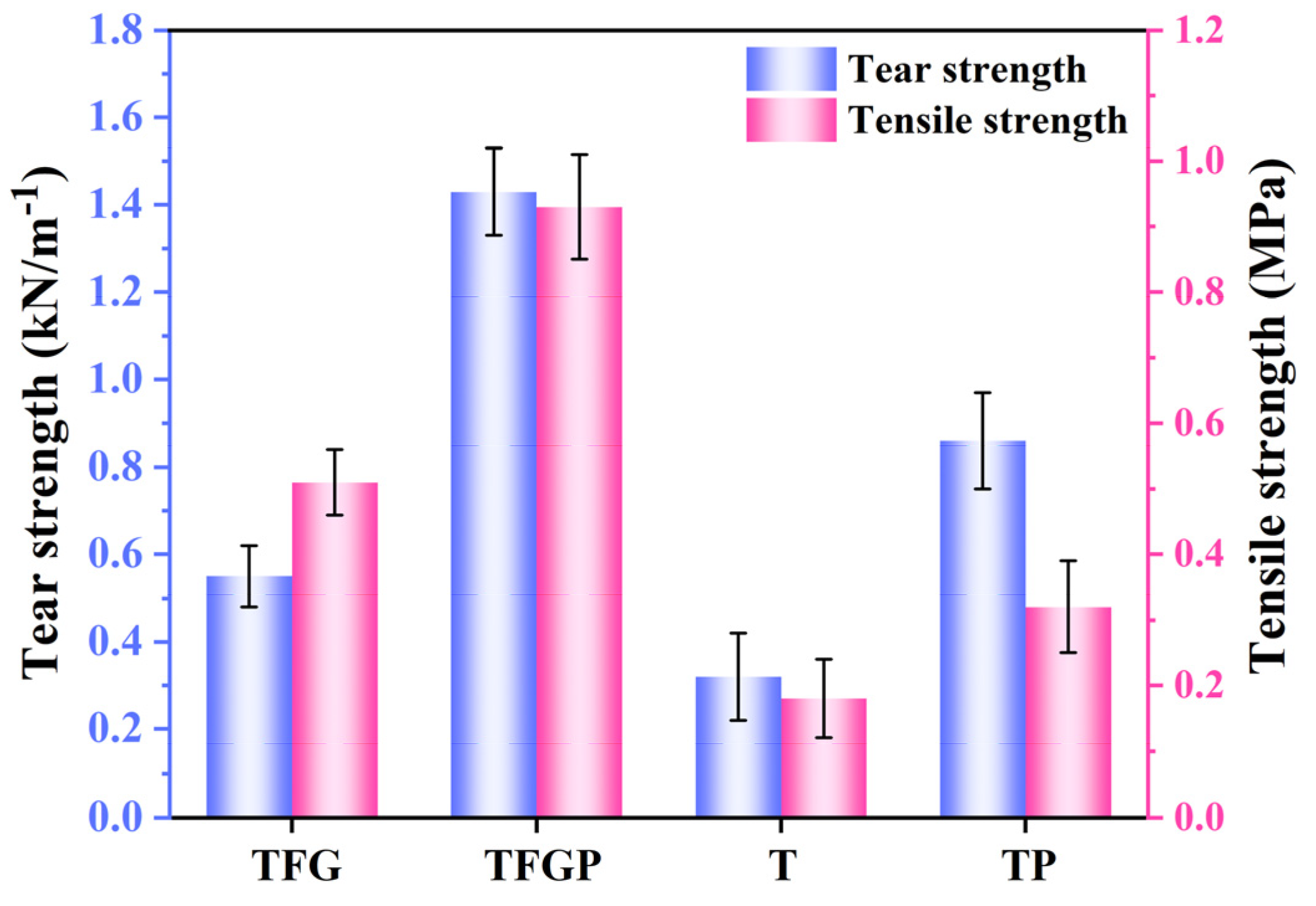

Table 1.
Formulations incorporated in foam preparations.
| Type | Tannin/g | Distilled Water/g | Furfuryl Alcohol/g | Glyoxal/g | Ether/g | Tween 80/g | Guar Gum/g | pTSA/g | PVOH/g |
|---|---|---|---|---|---|---|---|---|---|
| T | 20 | 10 | 0 | 0 | 0 | 4 | 2 | 0 | 0 |
| TP | 20 | 10 | 0 | 0 | 0 | 4 | 2 | 0 | 15 |
| TFG | 30 | 0 | 20 | 10 | 2 | 4 | 2 | 15 | 0 |
| TFGP | 30 | 0 | 20 | 10 | 2 | 4 | 2 | 15 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



