Submitted:
31 July 2023
Posted:
03 August 2023
You are already at the latest version
Abstract
The global environmental impact of plastic waste is significant, with only 9% being recycled, causing pollution and harming the environment and humans. Due to increased traffic, limited funding, and dwindling natural resources, Jordan's road network is deteriorating rapidly. Pavement performance can be improved through high-quality materials and sustainable construction practices. The research investigates using Polyethylene Terephthalate as a polymer additive in asphalt mixtures to enhance their properties. Basalt and limestone mixtures were applied to asphalt mixtures. The optimal binder content for the control mixture was 4.8% for basalt and 4.93% for limestone. When modified with 10% PET, the basalt mixture showed slightly better stability than the control mix, while higher PET proportions led to reduced strength. PET-modified mixtures consistently displayed higher flows and bulk densities, with a more pronounced impact on the basalt mixture. PET increased the air-void ratio in basalt but had minimal effect on VMA. PET offers economic and environmental advantages, saving 8.4% of the original bitumen cost. As a result, limestone mixture properties, which are inferior to basalt mixture properties, improved significantly compared to basalt mixture properties. PET has the potential to create sustainable and high-performing asphalt mixtures, providing valuable insights for road construction and environmental management.
Keywords:
Green pavement
; Polyethylene Terephthalate
; Limestone and Basalt Aggregates
; Modified Asphalt mixtures
; Mixture properties
1. Introduction
Sustainable transportation is essential. Sustainable and eco-friendly road construction is gaining worldwide recognition. Factors such as high demand, scarce raw materials, and high energy costs led to the rise of eco-friendly construction [1,2], which triggered a global search for eco-friendly construction methods. Innovative infrastructure development practices, environmental impact reduction, and budget constraints drive the focus. Global waste is projected to reach 3.40 billion tons by 2050, exceeding the population growth rate for the same period. High-income countries are expected to see a 19% rise in daily waste generation per capita compared to 40% or more in low- and middle-income countries. The waste generation in the low-income countries will be doubled by 2050; at present, the East Asia and Pacific region accounts for 23% of global waste generation. The Middle East and North Africa region produces only 6%. Waste generation is increasing rapidly in Sub-Saharan Africa, South Asia, and the Middle East and North Africa. Currently, over half of the waste in these regions is openly dumped[3]. According to the same source, only 19% is recovered through recycling (3.5%), and composting (5.5%), and 11% is incinerated for final disposal. The plastic material is non-biodegradable, and it has been analyzed that it remains unchanged for a very long time. Plastic use has significantly increased in the world, with production doubling from 2000 to 2019, reaching 460 million tons. Nearly two-thirds of all plastic waste produced is composed of products with a life span of less than five years. Globally, plastics account for 3.4% of greenhouse gas emissions. Only 9% of plastic waste is recycled, while 22% is mishandled. There has been an increase in the generation of plastic waste worldwide by more than 353 million tons between 2000 and 2019 [4].
1.1. Green Infrastructure
The European report suggested a green infrastructure strategy to conserve resources and lower emissions. Implementing recycling and reuse methods saves natural resources [5]. Recycling reduces costs, conserves resource, saves energy, protects the environment, and increases infrastructure durability [6,7]. Essawy et al. [8] make the point that recycling can lead to the development of secondary industries that use recycled materials. Among the materials recycled in road construction are and plastic wastes such as polyethylene terephthalate (PET), polystyrene, polyvinyl chloride, foamed polystyrene, low and high-density polyethylene [9], fly ash, silica fume, ground-granulated blast furnace slag, reclaimed asphalt pavement (RAP), and reclaimed concrete [10]. An array of industrial materials can be utilized in granular base and sub-base layers, such as bottom ash, foundry sand, reclaimed concrete and asphalt, glass, blast furnace slag, steel slag, and scrap tires. Fly ash can also be used as a mineral filler in asphalt base, granular base, and sub-base applications [6].
A review of 200+ articles was conducted to evaluate warm mix asphalt technology and waste materials such as crumb rubber (CR) modifier, recycled plastic (RP), vacuum tower bottoms (VTB), RAP, reclaimed asphalt shingles (RAs), construction and demolition (C and D) wastes, steel and copper slags, and bio-binders evaluated environmental and economic benefits, and engineering performance concerns. Combinations of technologies and waste materials were found to be beneficial in the study. However, a thorough economic analysis is absent, indicating the requirement for additional studies to fully appraise their sustainability [11]. Asphalt base layers can be constructed from fly ash, bottom ash, foundry sand, reclaimed concrete, and RAP. Adding ground rubber tires to asphalt mix lowers costs while increasing pavement durability. Souliman and Kaloush [12] assessed the extended fatigue life of rubber and polymer modified asphalt mixtures. They conducted tests using the flexural bending beam fatigue test to evaluate the performance of these modified asphalt mixes. The research showed that incorporating rubber and polymer modifiers could enhance the durability of asphalt mixes. An investigation looked at using RAP and plastic for roads in economically constrained countries like Pakistan. Chomicz-Kowalska & Maciejewski [13] used innovative technologies to assess sixteen mixtures with standard aggregate composition using recycled mineral-bitumen road base mixture pavement layers and virgin materials with foamed bitumen and Portland cement contents. Statistical models estimated the mixture properties; using the desirability functions and desirability index, the study concluded that mixtures with higher amounts of foamed bitumen and less Portland cement performed best.
Researchers evaluated the effects of rejuvenated RAP (30%, 40%, and 50% of the total mixture) modified with nano clay (0%, 1%, 3%, and 5% of the neat binder). RAP was rejuvenated with asphalt cement Asphalt cement grade 85-100, and the Marshall test was conducted to assess stability, flow, and air voids. Indirect-strength-tensile tests (ITS) were conducted on rejuvenated RAP mixtures. Compared to mixes without nano clay, rejuvenated RAP mixtures with nano clay performed better. Added 5% nano clay to 50 percent RAP mixtures improved stability (15%), reduced flow (14.3%), and reduced moisture damage [14].
The addition of Olive Husk Ash (OHA), a Middle Eastern waste, to asphalt concrete mixtures has been investigated. The Marshall Test was done using OHA concentrations from 0% to 20% to examine how it affects the asphalt binder's properties. Different mixtures of asphalt and limestone were tested in multiple trials to determine the ideal asphalt content. The adding of OHA was found to increase Marshall stability and void in mineral aggregate but decreases flow, retained stability, stiffness, and retained stiffness in asphalt binder. Positive results observed as OHA replaces 10% to 15% of asphalt binder [15].
1.2. Plastic Waste in Asphalt Mixtures
Different polymers and additives can enhance asphalt properties. For many years, virgin polymers have been used to enhance the properties of asphalt pavements [16]. The use of plastic waste in road construction in India was examined, highlighting the utilization process and demonstrating the potential for utilizing a significant amount of plastic waste (8% of waste plastic to the weight of bitumen is added) for improving road performance (stability, tensile strength, and durability) and increasing their lifespan, making them more environmentally friendly [17]. Pavement construction can benefit from polyethylene, polystyrene, and polypropylene waste. Plastic waste is shredded, coated with aggregate, mixed with hot bitumen, and used to strengthen and enhance pavement durability. This approach reduces air voids, increases stability, improves pavement construction cost-effectiveness, and reduces environmental impact [18]. Polyethylene, polypropylene, and polystyrene can be incorporated into modified asphalt mixes; when heated, these materials soften between 110°C and 140°C and do not produce toxic gases. Plastic Coated Aggregates (PCA) are formed when hot aggregates are sprayed with plastics at 160°C to create a film-like structure. Hot bitumen mixed with PCA results in improved binding and wetting characteristics. The road's load-bearing capacity increases by 100% with the PCA-Bitumen mix and has higher Marshall stability values (18-20KN). Roads constructed with PCA-Bitumen mixes have shown positive performance and are eco-friendly and cost-effective in road construction [19].
Recycled wastes have been increasingly used in place of virgin materials, such as PET wastes, the most used thermoplastic polyester [20]. PET is an acronym for polyethylene terephthalate, a long-chain polymer belonging to the generic group of PET is a semi-crystalline, thermoplastic polyester [21]. PET is a polyester produced by reacting an acid with alcohol [22]. PET is a polymer that is easy to handle and also durable and robust, has low gas permeability, and is thermally stable and chemical [23]. PET has diverse applications in automotive, lighting, food packaging, electronics, sports, x-rays, houseware, textiles, power tools, and photos. PET can be used as an additive to asphalt mixture for economic and environmental reasons [24]. According to a literature review, PET improves pavement's mechanical properties, durability, and long-term sustainability. By blending PET waste into asphalt mixtures, PET waste can be disposed of environmentally friendly and produce high-quality paving [25]. The PET waste can be recycled by adding PET to the bituminous mixture in road construction, which serves as a modifier for asphalt [20,26,27].The virgin binder is modified with different percentages of PET (2%, 4%, and 6%) and RAP (20%, 30%, and 40%). Evaluating the modified binder includes examining its conventional properties, thermal stability, and rutting resistance. According to the findings, the modified binder remains stable at temperatures as high as 470°C and exhibits superior resistance against rutting [27].
Recycled PET is evaluated by replacing part of the fine aggregate in modified asphalt mixtures. Asphalt mixtures are modified with recycled PET pellets containing 5% to 25% of their weight, sized between 2.36mm and 1.18mm. A repeat load axial test and a direct tensile stiffness modulus test are used to test asphalt mixtures. PET can enhance asphalt mixture permanent deformation characteristics, albeit at the expense of decreased stiffness in modified asphalt mixtures. The use of modified asphalt mixtures for road pavements could be beneficial to the environment and economy [26]. The mechanical behavior of a hot asphalt mixture containing recycled PET particles from bottles was evaluated in Chile through tests on the Marshall stability, flow, and resilience module at various temperatures. The amount of PET in the mixture was increased from 6% to 14% by incorporating PET fibers of significant size. PET fibers enhanced stability and resistance to deformation and fatigue compared to conventional materials [28].
A fiber-reinforced asphalt mix using irradiated waste PET was analyzed using analysis of variance and response surface methods to determine volumetric and Marshall stability. Gamma radiation enhances the mechanical and thermal properties of the polymer, resulting in increased strength. Based on the study, 0.53% irradiated fiber and 5.25% binder are optimal [29].
This study investigated using crumb rubber (CR) and PET as replacements for semi-dense asphalt sand in asphalt mixtures. The mixtures were evaluated based on various properties: compactibility, indirect tensile strength (ITS), fracture energy (FE), water sensitivity, surface texture, and acoustic absorption. The results showed that both CR and PET samples had higher air voids than expected after compaction, with PET requiring more compaction energy. The ITS, FE, and water sensitivity were significantly reduced with CR replacement. The PET mixture performed similarly to the control regarding FE. Sound absorption was influenced more by air voids than by material type. According to the study, replacing sand in large quantities with CR and PET is not recommended. They can be used as asphalt mixture modifiers with lower addition contents, around 1%, to perform better [30].
Environmentally friendly road construction was examined from design to demolition, as well as its challenges and benefits. Further, it evaluated the effects of recycling PET plastic bottle wastes in bituminous asphaltic concrete (BAC) for flexible pavements in North Central Nigeria. Mix design includes 60/70 penetration-grade asphaltic concrete, coarse aggregate, fine aggregate, and filler. According to the results, polymer-coated aggregate (PCA)-modified BAC allows for more plastic waste utilization than polymer-modified BAC. Both modified BAC types showed increased air void, mineral aggregate void, and Marshall stability [31]. PET waste proportions of 8%, 10%, and 12% by weight of bitumen content were compared to conventional bituminous concrete types. According to the results, the PET-modified mixture shows higher resistance to deformation and a slower rate of deformation than the conventional mix. This study highlights the potential of PET waste to improve bituminous mix designs in road construction [32].
There are concerns about the chemical, physical, and mechanical properties of waste materials integrated into asphalt pavement to address permanent deformation. A study investigated the physical improvements of ACW-14 bitumen by incorporating PET waste as a partial replacement for bitumen content. Different percentages of PET were added to the bitumen, and the study evaluated the modified bitumen's density, viscosity, flow, stability, and stiffness. The findings indicate that the best performance was achieved with 5.8% PET content, meeting the requirements outlined by Malaysian Standards [33].
Fundamental bitumen tests assessed the impact of recycled polymer and optimized mixing. It was found that adding 4% recycled HDPE to a pen-grade binder yielded promising results. A developmental recycled binder was compared with the traditional binders in this study. However, it outperformed a proprietary polymer-modified binder despite not matching its performance [34]. The study found that incorporating 10% PET by weight of the binder had no adverse effect on mix performance. These mixtures exhibited satisfactory resistance to moisture damage and a long fatigue life. However, they showed subpar performance in terms of rutting at high temperatures and low loading frequency [35].
1.3. Asphalt Mixture Modification in Jordan
High-density polyethylene (HDPE) and low-density polyethylene (LDPE) were used to coat aggregates in modified asphalt cement mixtures by [36]. The recommended modifier proportion is 12% by weight of bitumen content. Mixed HDPE-modified materials were more stable than LDPE or non-modified, with higher bulk densities than LDPE but less than non-modified. HDPE-modified mixtures have slightly higher air voids than non-modified mixtures but lower air voids than LDPE mixtures.
Roads in Jordan using low-quality limestone aggregate have poor skid resistance showing early damage. Researchers explored using basalt to replace limestone aggregate to enhance local asphalt concrete mixes. They explored total replacement of limestone with basalt, as well as replacement of coarse and fine aggregates. The study determined that the optimal mix involved basalt as the coarse aggregate and limestone as the fine aggregate. To prevent potential stripping issues, 20% of the filler portion (material smaller than 0.075 mm) was replaced with lime. Marshall Stability, indirect tensile strength, stripping resistance, resilient modulus, dynamic creep, fatigue, and rutting all showed that this optimal mix was superior. Basalt as coarse aggregate, limestone as fine aggregate, and lime as filler can enhance the overall quality of asphalt concrete mixes in Jordan [37].
Fly ash, a product of oil shale burning, was tested chemically and physically. Asphalt concrete mixes were made and tested using fly ash instead of mineral filler. Marshall Stability, tensile strength, stripping resistance, modulus, creep, fatigue, and rutting tests were conducted. The results showed fly ash improved the strength and water sensitivity of the asphalt concrete mixes. 10% replacement was optimal for enhanced mechanical properties [38]. Steel slag obtained from a steel factory in Jordan was used in asphalt mixtures and compared to control specimens with 100% limestone-dense graded aggregates. Marshall specimens were prepared using different combinations of steel slag, limestone aggregates, and varying bitumen contents. The results showed that samples with 100% steel slag aggregates reduced the optimal binder content. In addition, they had increased density and stability values compared to control specimens. The flow, percentage of air voids, and mineral voids decreased, still meeting the Asphalt Institute recommended values [39].
A variety of percentages of polystyrene were added to bitumen in order to assess the properties thereof, including penetration degree, softening point, ductility, and flash point. Increasing polystyrene content affects bitumen properties. It increases softening, flash, and fire points while reducing penetration and ductility. Research suggests that reusing polystyrene waste in asphalt mixes is a sustainable solution for reusing unwanted materials [40. As the polyethylene content of the asphalt binder increases, the binder's complex shear modulus and rotational viscosity are also enhanced. The rutting parameter also improves, but the phase angle remains unaffected [41]. Data from Jordan's central and southern regions were analyzed to study asphalt mixture performance and environmental impact by varying RAP content in the mix (0%, 5%, 10%, and 15%). The study found that the dynamic creep strain decreased as the percentage of RAP in the mix increased; however, for a specific RAP, the optimal replacement percentage was 10% because of marginal properties. Cost analysis determined that 20% RAP in asphalt mixes could save $7.85 per ton [42].
Substituting natural bentonite clay (NBC) in asphalt concrete mixtures, freeze-thaw cycles were studied. A variety of percentages of NBC (5%, 10%, 15%, and 20% by weight of filler portion) were substituted for mineral filler. The study evaluated Marshall stability, flow, FT cycles, and interior damage using ultrasonic pulse velocity. The results showed that incorporating NBC into asphalt mixtures was effective and replacing 5% of the filler with NBC reduced damage caused by continuous rapid cycles over eight weeks by 13%. This could result in reduced maintenance expenses and longer-lasting pavement [43].
The possibility of using white cement dust and iron filings as fillers to modify asphalt mix properties was investigated. The aggregate and bitumen tests were done, and Marshall tests were used to measure the mixture's performance. White cement dust and limestone powder are recommended over iron filings as a filler for consistently better results; a 5% content was observed to be the best white cement dust content [44]. An experimental study evaluated the performance of recycled asphalt mixtures prepared with reclaimed asphalt pavement aggregate and two filler additives (steel slag and silica fume) at four different aggregate percentages. The additives proved effective in the lab, increasing Marshall stability from 11.73 to 32.73 kn; the highest stability load was observed for mixes containing 75% RAP and 50% steel slag. Despite the strength variability, the combination of 75% RAP and 100% silica fume produced the highest load value of 31.02 kn. Introducing steel slag in water decreased stability while still satisfying ASTM standards [45].
1.4. Municipal Solid Waste in Jordan
Global waste is expected to grow to 3.40 billion tons by 2050, more than double population growth over the same period. The Middle East and North Africa region produce the least in absolute terms, at 6 percent, and Jordan's share is 0.2% (Figure 1). However, the fastest-growing areas are Sub-Saharan Africa, South Asia, the Middle East, and North Africa (MENA). By 2050, total waste generation is expected to double in MENA, with more than half of the waste openly dumped, which will have vast implications for the environment, health, and prosperity, requiring urgent action [3].
The municipal waste growth in Jordan will be more than double the population growth for the same period. "Your environment, your home" Solid Waste Learning Hub in Jordan expects waste generation to reach 6.4 million tons by 2050 (a 3.4% growth compared with 2030), a level that exceeds the MENA (2.2%) and global (1.6%) averages.
According to the Environment Ministry, Jordan produces 1kg of waste per capita daily, higher than the worldwide average of 0.74 kg, and uses 1.5 plastic bags per day - 500 plastic bags per person per year. In Jordan, 2.2 - 3.3 million tons of solid waste are generated annually, of which 300,000 tons are recycled, or 8-10 percent. Approximately 1,662,939 tons of waste were received at Jordan's 19 landfills scattered throughout the Kingdom in 2019 (the figure does not include solid waste arriving at all landfills). Approximately 51 percent of the total volume of waste is organic, plastic recyclables comprise 15 percent, paper 14 percent, and metal 4 percent (Figure 2). The plastic waste compose in Jordan is outsize the global percentage (12%).
A total of 8,719 km of roads are supervised by the Ministry of Public Works and Housing, including those outside municipal boundaries and those passing through them. A limited budget of $1,154 per km is allocated for road maintenance, which amounts to $7.13 million JD ($US 10 million). With Jordan's population expected to grow at a rate of 2.2%, waste generation will surpass twice that rate. Jordan's primary roads are mostly asphalt, and rising fuel costs and a lack of energy resources require sustainable construction. To serve growing towns, new roads must be built and existing roads must be maintained to handle high traffic levels. In 2022, the limited budget ($117 million for new construction and $US 10 million for maintenance) calls for innovative solutions to reduce transportation costs. Using waste produced by the population for highway construction and maintenance could conserve resources, minimize landfill waste, and reduce transportation, energy, and disposal costs. In addition to reducing costs, this approach can protect the environment.
This study aims to investigate the use of PET plastic waste as a modifier in asphalt cement mixtures to enhance their properties. The research seeks to find the optimal PET plastic waste content to improve the mixture's properties, increase pavement durability, and extend its lifespan. The study will explore alternative aggregate types in experiments, such as limestone and basalt.
This research is significant because PET use in asphalt mixtures has not been previously studied in Jordan. The study intends to shed light on this topic, considering physical properties, environmental and economic perspectives. The research can contribute to more sustainable and cost-effective road construction practices in Jordan by understanding the potential benefits of PET plastic waste in asphalt mixtures.
2. Research Methodology
Asphalt concrete mixture (ACM) was prepared according to standard procedures, mainly by the American Society for Testing and Materials (ASTM). The physical properties of ACM constituent materials were measured and compared with recognized standards. Additionally, plastic waste-modified ACM properties were evaluated and compared with ordinary, unmodified ACM using conventional aggregates. ACMs modified and unmodified were assessed against recommended standards. PET applies to varying proportions of bitumen content (5 to 15% in 5% increments) in the modified ACM, while the unmodified ACM is considered a control group. In the ACM design, two types of aggregates were utilized, limestone, which is the most widely used aggregate in Jordan, and basalt, which has become a popular option for asphalt construction in Jordan in recent years because of its abundance in the region and its properties that improve the performance of the mixture. The ACM was designed to for the desert road that carry high traffic volumes in hot weather. This economic analysis was used to check the viability of using recycled material for the construction of the desert road connecting the southern and northern borders of the country, which is in the southern part of the country. Figure 3 presents and summarizes the methods employed in this research.
2.1. Material
2.1.1. Bitumen Materials
The ACM was designed using asphalt cement binder 60/70, which withstands heat. The specifications for this asphalt grade are shown in Table 1. Three characteristics were evaluated, and the samples met specifications. ASTM D36 [45] was used to determine the bituminous binder softening point. The test determines how sensitive asphalt (binder) is to temperature changes. A penetration index test measures the distance, in tenths of a millimeter, that a standard needle penetrates vertically into a sample/binder at standard temperature, load, and time. The test was conducted according to ASTM D5 [48]. Three penetration readings were considered representative. The ductility of bituminous binder is assessed by measuring how long a standard briquette specimen will elongate before breaking at a specified speed and temperature (ASTM D113) when it is pulled apart at a specified speed and temperature [49].
2.1.2. Plastic Material
There are seven general types of plastic, as illustrated in Figure 4, that vary by use, ability to recycle, and time to decompose. According to an Australian survey, PET, HDPE, and LDPE are more likely to be recycled [50]. PET is an incredibly versatile plastic material that is widely used across a variety of industries daily. Due to its molecular and chemical composition, it can take on various forms. PET is used in packaging, containers, non-food bottles, and engineering projects. Due to its mechanical and thermal properties, electrical insulation and various industrial components can be made from this material. One of the most important aspects of PET is its high recyclability. This makes it ideal for making reusable bottles, textiles, and other eco-friendly items.
Plastic, PET in this case, may be added to the ACM by dry or wet processes. During the dry process, plastic waste is shredded into small pieces (2.36mm - 4.75mm); the aggregate mix is heated to 170°C and transferred to the mixer chamber; the shredded plastic waste is applied to the hot aggregate, and the bitumen is brought to 160°C. Plastic-coated aggregate is mixed with hot bitumen to obtain a homogenous mix. Alternatively, the wet process involves grinding plastic waste into powder and mixing it with bitumen. This process increases bitumen's melting point and improves its flexibility. Shredded plastic waste increases the durability of asphalt mixes. However, the dry process was chosen over the wet process due to its ease of construction and lower investment requirements. It offers a practical and effective method of improving pavement properties. The plastic contents added to the heated aggregates were 5, 10, and 15% by weight binder, and the binder weight was reduced proportionally. Coding the aggregate with plastic reduces voids and absorbs moisture.
2.1.3. Aggregate
This study considered crushed limestone and basalt aggregate materials with maximum granular sizes of 19 mm. Limestone is a sedimentary rock composed of calcite and aragonite. Jordan typically uses limestone aggregates for hot-mix asphalt pavements. As a result of its durability, stability, drainage, low thermal expansion, high bonding, low stripping potential, resistance to adverse weather conditions, and ability to facilitate water flow, limestone is commonly used in asphalt mixtures. Basalt is an igneous rock with refined grains due to rapid lava cooling. Asphalt mixtures with crushed basalt stones are more stable, thermally resistant, and skid resistant. Basalt-based asphalt concrete mixes are resistant to ruts and extreme temperatures and perform well under heavy traffic.
Crushed rock, sand, and filler are the aggregates used in bituminous paving mixtures. Fine aggregate passes through a No. 8 sieve, coarse aggregate retains sieve No. 8, and filler passes through a No. 200 sieve. Based on ASTM Designation 3515 [51], Table 2 provides suggested grading requirements for combined aggregates and individual fractions with grading requirements according to Jordanian specifications, which are almost identical to ASTM requirements with a slight deviation. Combining aggregates to achieve the desired gradation is a crucial step in mix design. Material passing through the No. 8 sieve affects the texture of the pavement surface. The texture becomes finer when more gradings pass the No. 8 sieve while coarser when fewer do. Fine aggregates and mineral fillers may pass the No. 200 sieve, but organic matter and clay must not be present. Figure 5 shows the proposed gradation and specification borders for each aggregate type. Jordanian specifications apply to wearing courses with high traffic volumes. The blending ratios used in developing the gradation are shown in Table 3.
ASTM standards were followed in calculating the specific gravity of each aggregate. According to Table 3, basalt stone has superior properties to limestone aggregates when tested using the Los Angles abrasion and absorption tests.
2.2. Asphalt Cement Mixture Design
2.2.1. Asphalt Mixture Design Types
The Superpave and Marshall methods are commonly used to design asphalt pavement mixes. In the 1940s, Bruce Marshall developed the Marshall method. Despite its widespread use, the Marshall method has limitations when simulating real pavement conditions and estimating shear strength. In contrast, Superpave addresses all mix-design elements to ensure asphalt mixtures resist cracking and deformation. Despite Superpave's advantages, the Marshall method is preferred in Jordan due to contractor familiarity, cost-effectiveness, and lack of Ministry of Works approval. This study will use the Marshall method, which involves selecting aggregates and asphalt materials based on their asphalt binder content. Marshall's method involves heating, mixing, and compacting asphalt, and aggregate, followed by stability and flow tests.
Asphalt pavements are composed of aggregates, asphalt cement, and air voids. For flexible pavements, the design mix should achieve stability, durability, slip resistance, and cost-effectiveness. Asphalt cement plays a crucial role in forming a bond in asphalt concrete. Asphalt content significantly impacts pavement properties, and various mix design procedures aim to select the optimal bitumen content. Test specimens are prepared and subjected to stability flow tests, density, and air void (AV) and voids filled with mineral aggregate (VMA) analysis to evaluate the mix's performance under specific conditions.
2.2.2. Asphalt Mixture Preparation: Marshall Method
Control Mixture Preparation
The coarse aggregate, fine aggregate, and filler material must be proportioned appropriately to comply with relevant standards. The required amount of mix is taken to produce specimens approximately 63.5 mm thick per ASTM D6926 [55]. About 1200 gm of aggregates and filler are heated to 175° - 190°C, while the rammer and compaction mold assembly are preheated to 100°C - 145{55}. The bitumen is heated to 121°C to 138°C, then added to the heated aggregate and thoroughly mixed during the first trial. The mix is then placed in a mold and compacted with a specified number of blows. The Marshall Compactor hits each side 75 times to compact the asphalt mixture, which is then cooled to room temperature. Using a sample extractor, the sample is extracted from the mold. After 24 hours, the compacted mixtures are immersed in a water bath at a temperature of (60±1°C) for 30 to 40 minutes, following ASTM D6927 [56]. After removing the specimen from the tub, the test must be completed within 30 seconds. The samples are then loaded into the Marshall stability testing machine at a rate of 5 millimeters per minute until they break. Marshall Stability indicates the maximum load in kn that causes specimen failure. After obtaining the stability value, it is corrected for volume. In units of 0.25 mm, Flow Value measures how much deformation occurs at maximum load.
Control mixes, with two types of aggregate (limestone and basalt), were tested to determine the optimal bitumen content (OBC) using mix performance indicators (Marshall stability, flow, density, AV, and VMA). Three samples were prepared for each proposed cement ratio (ranging from 3.5% to 6%, in 0.5% increments).
The limestone-based ACM control mix has a gradation with 56% coarse aggregate, 41% fine aggregate, and 3% filler. In comparison, the basalt mix has 52% coarse aggregate, 43% fine aggregate, and 5% filler. The OBC was calculated by averaging asphalt contents with three asphalt properties. The average bitumen amount for maximum stability, maximum density, and closest to 4% air. VMA at the average asphalt was checked to see if it met the minim of 13% and if the flow was within the specific limit (2-4%). The results for the control mixes with limestone basalt aggregate were 4.93%, and 4.8%.
Modified Mixture Preparation
The study's second part concerns the modified asphalt mix design incorporating PET as a recycled material. This replaces a portion of the optimum asphalt cement content determined for the control mix. In the basalt aggregate mix, PET proportions of 5, 10, and 15% were part of OBC weight. Three samples of limestone mix were prepared and tested based on an optimal ratio of recycled material (10%). The plastic waste was shredded and heated to 170°C for 60 minutes. Likewise, the aggregates were heated to 170°C in the oven. They were coated and mixed with molten plastic waste in a temperature range of 160–180°C to form plastic-coated aggregates (Figure 6). After thoroughly coating the aggregate, hot asphalt cement was mixed after reducing the content proportionately to the added PET. Three samples for each proportion were prepared using the Marshall apparatus according to ASTM D6926-20 standards [55]. The mixes were tested for stability, flow, and density, and the AV and VMA were calculated for each PET proportion. As traffic loads increase, asphalt mixtures are more likely to develop fatigue cracks and ruts. ITS tests, defined by ASTM D6931-12 [57], are commonly used to evaluate this damage. Asphalt mixtures are measured for their tensile properties, which is crucial for assessing their performance and durability.
An ITS test involves placing a cylindrical specimen between loading strips. At a constant displacement speed, the sample is loaded along the cylinder's axis until it breaks. A specimen's indirect tensile strength is defined as its maximum tensile stress, expressed in gigapascals (GPa), based on its peak load at the break. ITS values are determined before and after immersion in a 40°C water bath for 72 hours for asphalt mixture samples. The Indirect Tensile Strength Ratio (ITSR) describes the relationship between strength values before (unconditioned/control) and after water storage (conditioned). The ITS values help determine potential moisture damage to asphalt mixtures in the field and evaluate their relative quality. A minimum ITSR of 0.70 to 0.80 is often used to gauge the mixture's resistance to water-induced damage and overall performance under traffic loads. The PET-basalt-modified asphalt mixture of the three tested proportions was evaluated for ITS properties.
3. Results
3.1. Control Mix Design Properties
The OBC for control ACM for the control was determined using the Marshall design method. The engineering properties tested were Marshall stability, density, % air void, flow, and VMA. For each ACM mixture, three samples each were used to obtain the average for each % addition of bitumen. The OBC for the control ACM was obtained using five parameters as follows. Figure 7 shows an analysis of limestone and basalt control mixes. The results showed that the basalt aggregate needed higher asphalt content to attain its highest load capacity stability load of 2,3180 kg at 5% asphalt cement content Figure 7-a). This is 15.3% superior to the limestone mix maximum stability (1,811 kg) reported but at lower asphalt content (4.5%). Both results far exceed the specification minimum (750 kg).
In limestone mixtures, flow values consistently increased as asphalt content increased. On the other hand, for basalt mixes, the flow initially increased with the rise in asphalt content until it peaked at 5% asphalt content, after which it started to decline (as depicted in Figure 7-b). However, it is noteworthy that the flow values of both mixes at various binder contents remained within 2-4% standard limits.
The bulk density of the limestone mixture exhibits a wide range, spanning from 2.05 to 2.38 g/cm³, while the basalt mixture demonstrates a narrower range, ranging from 2.2 to 2.33 g/cm³. A significant increase in bulk density was observed when the binder content of the limestone mixture was raised from 3.5% to 4%. However, as the binder content increased, the bulk density rate incremented. In contrast, with increasing binder content, the bulk density of the basalt mixture increased. The basalt mixtures' bulk density values were lower at higher binder content levels (above 5%), while at lower binder content levels (less than 4.5%), they were higher. Interestingly, at a binder content of 4.5%, the bulk density of both mixtures was the same (Figure 7-c).
The reduction in air voids was more pronounced in the basalt mix, and though significant in the limestone mix, it became less prominent when the binder content reached 5% (as shown in Figure 7-d). The air voids decreased from 10.4% to 3.2% for basalt mixes when the binder content increased from 3.5% to 5.5%. Similarly, the air voids decreased from 9.8% to 3.8% for limestone mixes within the same binder content range. Once the bitumen content exceeded 4%, the air voids in both mixtures fell within the standard limits set for the binder course (4-7%) and wear course (3-6%). Figure 7-e depicts the correlation between voids in mineral aggregate (VMA) and binder content in various mixtures. As the binder content increases, the VMA decreases, particularly in the basalt mixture. It declines sharply, dropping from 15.4% at 3.5% bitumen content to 13% with just a 0.5% asphalt content increase. Subsequently, as the binder content is further increased by 1.5% to reach 5.5%, the rate of VMA decrease slows down to 12.2%. In contrast, limestone mixtures decrease VMA as the bitumen content increases. All samples in the study met the minimum VMA requirement, starting at 13.8% with 3.5% asphalt content and gradually decreasing to 13.2% with 5.5% binder content. In conclusion, while the trend in basalt mixture properties reveals significant changes in VMA with varying binder content, the VMA properties in limestone mixtures do not vary considerably with changing binder content.
The ASTM code provisions calculate the optimum asphalt content (OBC) for all tested mixes in two steps. Firstly, the asphalt content value that yielded the maximum Marshall stability and unit weight results for each blend was determined. Secondly, an interpolation was performed between 3% and 5% internal air void ratios for each mix. As a result, the OBC for the control ACM was 4.8% for the basalt mixture compared to 4.93% for the limestone mixture. This indicates that the asphalt content required for the limestone mixture is higher than for the basalt mixture, confirming Naser et al. (2022) findings. The flow and VMA values corresponding to the OBC were checked against the standards and found to comply.
3.2. PET Modified Mixtures Properties
Once the Optimum Asphalt Content (OBC) was established, the properties of the control asphalt mixture corresponding to the OBC (without any additives) were determined. These properties were considered the baseline for comparison with the modified mixtures that utilized shredded PET, replacing 5%, 10%, and 15% of the bitumen for the basalt mixture and 10% for the limestone mixture. The following analysis compares the properties of the control mixture and basalt and limestone PET-modified mixtures. The basalt asphalt mixture modified with shredded PET at 10% of the bitumen content showed maximum stability of 2,235 kg (Figure 8). Mixtures with PET modifications exhibited slightly higher stability than the control mix (2,220 kg), indicating a marginal improvement of less than 1%. However, other PET proportions resulted in lower strength than the control mix.
The minimum stability for the PET-modified mixture was observed at a 15% modifier proportion measured by the weight of bitumen. This resulted in a reduction in stability of up to 10% and a reduction of 5% for the mix incorporating 5% PET. On the other hand, the limestone-modified mixture showed an improvement of 12% compared to the control mixture when 10% of the bitumen was replaced with PET. However, when used as a 10% replacement, the basalt PET-modified mixtures exhibit stability that surpasses that of the limestone mixture by an additional 12%. The comparison strongly favors the basalt mixture over the control mixture, surpassing the limestone mixture's stability by an impressive 21%.
The minimum flow of the asphalt mixture control with basalt aggregate (Figure 9) was reported to be 2.90 mm, slightly lower than the limestone mixture (3.0 mm) by 7%. PET-modified mixtures exhibited higher flows than control mixtures of limestone and basalt. The deviation from the basalt control mixture ranged from 0.55 mm to 0.2 mm for the 15% and 5% PET replacement ratios, respectively. The increase is 19% and 7%, respectively. It should be noted that the mixture modified with 15% PET, with a maximum bulk density, also met MPWH guidelines (2-4 mm) regarding flow. The flow in the 10% PET-modified basalt mixture was 16% higher than in the control mixture, while in the limestone PET mixture, it was only 10% higher.
The basalt PET-modified mixture achieved its highest bulk density at PET 15% proportion, surpassing the control mixture by 8% (Figure 10). PET-modified mixtures consistently exhibited higher bulk densities than control ones, with basalt mixtures showing an average increase of 7% over the control mixture. In comparison, the PET limestone mixture only showed a 1% increase. On the contrary, it resulted in a 6% increase in the density of the basalt mixture, exceeding that of the limestone mixture by 2% at the same proportion. Interestingly, the limestone control mixture initially had a higher density than the basalt control mixture. This indicates that the impact of adding PET to basalt is more pronounced than on the limestone mixture, as adding 10% PET by bitumen weight had minimal effect on the limestone mixture density.
The basalt control mixture contains 4.45% air voids, 3% more than the limestone mixture (4.3%). As PET modifier content increases to 10%, the basalt mixture has a higher air void ratio than the limestone mixture by 15%. The air void ratio of the basalt mixture with 10% modifier content is 6.05%, resulting in a 36% increase over the control mixture. A limestone-modified mixture, however, produced 5.12% air voids at 10% content, compared to 4.3% for the control. A comparison of the air void ratios in the basalt mixture at three different PET ratios revealed only marginal differences, ranging from 5.9% at a 5% PET ratio to 6.1% at a 10% PET ratio (Figure 11). Adding PET recycling material to the binder significantly impacts the air-void ratio in basalt asphalt mixtures. Less increase has also been observed in limestone mixtures.
National standards require that the air voids in the wearing surface course not exceed 6%. Upon incorporating PET beyond 5%, the asphalt mixture may exceed the permissible national air void limit (6%) for the wearing course layer. However, the upper limit can reach up to 7% for the binder course layer. This allows the modified basalt mixture to meet the binder course requirement. On the other hand, the limestone mixture provides performance indicators related to air voids that meet the wearing course layer standards.
After 10% of the bitumen content of the limestone mixture was replaced with PET, the modified mixture showed the highest percentage of VMA in the modified asphalt mixture, measuring 13.6%, corresponding to a 3% change over the control mixture. The limestone mixture consistently exhibited a higher VMA than the basalt mixture. This was due to a 6% higher VMA for the limestone control mixture and an 8% increase for the modified mixture with 10% PET. (Figure 12). However, PET added to the basalt mixture had minimal impact on its properties. A PET proportion of 5% and 10% resulted in a 1% change in VMA content, whereas a PET proportion of 15% resulted in a 2% increase. As a result, the VMA content is consistent regardless of PET content, at 12%. The VMA content of basalt mixtures modified with PET was slightly lower than that of limestone-modified mixtures. The national standard requires a minimum VMA of 12% for the binder course layer and 13% for the wearing course layer. According to the results, the basalt-modified mixture meets the requirements for the binder course layer, while the limestone mixture meets the requirements for the wearing course layer.
3.3. Modified Asphalt Mixture Tensile Strength
The indirect tensile strength test results reveal that the strength of the asphalt mixture varies with the proportion of the PET modifier. Figure 13 indicates that the mixture's tensile strength decreases as the PET proportion increases. For instance, when the PET content increases from 5% to 10%, the unconditioned and conditioned sample strength decreases by 10.6%. Further increasing the PET content by an additional 5% led to even more significant reductions in the unconditioned and conditioned strength, with decreases of 26% and 37%, respectively. This suggests that the impact on the conditioned sample was more pronounced at 15% PET content than at 5% or 10%. If the ratio of conditioned to unconditioned strengths is less than 0.70, the mixture is considered as moisture susceptible.
Similarly, the indirect tensile strength ratio (ITSR), which represents the indirect tensile strength of the conditioned mixture compared to the unconditioned mixture, decreases with increasing PET content. The ITSR drops sharply as PET content reaches 15%, reaching 73%, which is close to the acceptable ITSR limit (70%). However, the ratio difference between 5% and 10% PET content is minimal. This indicates that adding 10% PET did not significantly impact the tensile strength.
3.4. Economic and Environmental Implications
Figure 14 presents data on municipal waste generation and population growth from 2013 to 2050. Between 2013 and 2016, waste and population increased, with waste growing by 3.5% and population by 4.1%. The ratio of waste growth to population growth during this period was 0.84, indicating waste generation lagged population growth. In 2030, waste generation increased by 2.6%, while population growth slowed to 1.3%. The ratio of waste growth to population growth rose to 2.10, signifying a significant increase in waste generation compared to population growth. Likewise, in 2050, waste generation increased by 3.3%, and population growth was 1.4%. The ratio of waste growth to population growth increased to 2.40, highlighting the continued disparity between waste generation and population growth. Over the entire period, waste growth was 3.1%, while population growth averaged 2.3%. The ratio of waste growth to population growth was 1.39, indicating that waste generation increased slightly faster than population growth on average. There is concern that waste generation is outpacing population growth, posing challenges in waste management and environmental impact. Waste reduction, recycling, and sustainable practices are essential to addressing these issues and promoting an environmentally responsible future. Using recycled materials for construction, a sector that often consumes large quantities of natural resources contributes to sustainability and positively to the environment [3].
Incorporating PET into asphalt mixtures as a recycling material yields numerous advantages. It reduces pavement deformation, boosts fatigue resistance, and improves adhesion between asphalt and aggregates. Moreover, PET reduces plastic waste and disposal and transportation expenses through recycling. This contributes to waste reduction and enhances the pavement's overall characteristics. Using modified asphalt decreases costs by reducing bitumen consumption and proves cost-effective in building sidewalks and managing plastic waste disposal.
Considering desert roads, studying the amount of bitumen used and the potential reduction when utilizing PET, along with the cost savings in paving construction and waste disposal, further supports this approach's environmental and economic advantages. The cost-effectiveness and benefits of incorporating PET into the asphalt mixture for the desert road project, which spans 165 km. Two cross-sections were considered in the construction design; two and three lanes in each direction were examined as a case. This analysis aimed to evaluate the economic impact of using a PET-modified mixture in constructing the road, which currently features 12-13 cm thick asphalt layers (7 cm as a binder course and 5 cm as a wearing course for the two-lane roadway segment and 6 cm for the three-lane roadway segment).
The study determined that for every kilometer of the road, approximately 83.04 and 112.8 tons/km of asphalt are needed for the two and three-lane cross-sections to construct the binder course. Additionally, 61.92 and 100 tons/km of bitumen are required to build the wearing course layer for the two and three-lane cross-sections, respectively. Integrating PET into the construction process would save 8.3 tons/km and 6.19 tons/km for the binder and wearing course layers, respectively. This is for the two-lane road segment. Likewise, the bitumen reserved for the three-lane segment would be 11.28 and 10 tons/km for the binder and wearing course layers.
PET, priced at 80 JD/ton, replaced bitumen at significant cost savings. In two-lane and three-lane cross-sections, bitumen costs were reduced by 7,248 JD/km and 10,639.2 JD/km ($10,237 to $15,027 US). For the same cross-sections, recycled PET material was estimated to cost 1,159.7 JD/km ($1,638 and 2,404.3 US), respectively. Net savings equal 8,599 JD and 12,623 JD ($8,599 and 12,623 US), equivalent to 8.4% of the original bitumen cost.
4. Discussion
The study delved into the properties and performance of control and PET-modified asphalt mixtures for road construction, uncovering key parameters influencing their suitability for pavement projects. Here's a comprehensive summary of the findings.
4.1. Control Mix Design Properties
Marshall Stability: The asphalt content needed for maximum load capacity stability was higher for basalt aggregate than limestone mix. Both exceeded the minimum 750 kg requirement, aiding pavement material selection. Basalt mix achieved 2,318 kg stability at 5% asphalt content, surpassing limestone mix (1,811 kg at 4.5%). These findings disagree with Naser et al. [45], which showed high limestone mixture stability. On the other hand, Asi et al. [37] showed that incorporating basalt in the mixture enhanced its properties. Limestone mixtures exhibited consistent flow increases with asphalt content, providing enhanced workability conforming to earlier findings of Naser et al., 2022. Basalt mixes peaked at 5% asphalt content before declining, which optimizes construction workability. The limestone mixture's bulk density range was wider than the basalt mixtures. Understanding these trends helps select appropriate binder content for desired density and pavement integrity. Naser et al. [45] found that the basalt mixture bulk density is higher than the limestone mixture. This research shows that limestone mixture density is higher at high binder content, and the opposite is true for lower content. Basalt mixes showed a more significant reduction in air voids with increasing binder content. Both mixtures met standard limits for binder and wearing courses' air voids. This finding confirms Naser et al. [45]. Further, the VMA decreased with increasing binder content, especially in the basalt mix. Both mixtures met minimum VMA requirements for binder and wearing course layers, vital for durable asphalt mix design. This also contradicts what Naser et al. [45] reported in their study. Several studies have shown that basalt mixture enhances mixture performance over limestone mixture [58,59,60].
4.2. PET Modified Mixtures Properties
A negative correlation exists between the amount of air voids and the amount of mineral aggregate voids in asphalt mixtures. Increasing air voids in an asphalt mix decreases its density. Compaction and design must be combined to optimize pavement performance. It is found that low-density and high-air voids are more susceptible to rutting and fatigue failure. In contrast, higher-density and lower-air voids increase stability, deformation resistance, and load-bearing capacity. Pavement durability and performance depend on maintaining the proper air void content (Zaltuom, 2018). Air voids should be around 3% to 4% for rut resistance and about 4% to 5% for fatigue resistance. A pavement with more than 8% to 10% air voids is more likely to rut. Asphalt pavements can withstand heavy traffic loads and environmental challenges by adhering to the appropriate air void limits and achieving the desired density.
Flow rates and bulk densities were consistently higher in PET-modified mixtures, particularly in basalt mixes, confirming earlier findings [33]. Understanding PET's impact on density and workability is valuable. By incorporating PET into basalt mixes, the air-void ratio significantly rose, exceeding the permissible national limit (6%) for wearing courses but meeting the requirements for binder courses (up to 7%). In terms of wearing course layers, the limestone mix meets the standards. It was reported earlier that AV increased with an increase in PET content [30,31]. As compared to the control at the optimum PET binder, adding PET increased the air voids in the basalt mixture (36%) more than the limestone mixture (19%). Despite the increased air voids, the basalt mixture's density improved. Density also increased in the limestone mixture, although to a lesser extent than in the basalt mixture. As compared to the control, limestone showed a significant improvement in stability, but basalt did not. Some of the properties of the limestone mixture were significantly enhanced when PET was incorporated better than the basalt mixture. The basalt mixes modified with 10% PET exhibited slightly higher stability than the control mix (less than 1% improvement), but more significant PET proportions (15%) reduced their stability. Limestone-modified mixes showed a 12% improvement with 10% PET replacement, demonstrating PET's potential and limitations as a modifier. Mixture stability improvement due to PET incorporation was confirmed in the literature [28,31]. Further, PET had minimal impact on VMA in basalt mixtures but improved it by 12% in limestone-modified mixtures. Both mixtures met VMA requirements for binder and wearer layers, which are critical for aggregate-binder adhesion.
The relationship between indirect tensile strength, stability, and density in asphalt mixtures is crucial for assessing pavement performance. Indirect tensile strength measures resistance to cracking and failure under tensile stresses. Stability indicates the mixture's ability to withstand deformation under traffic loads and environmental conditions. Higher density, achieved through proper compaction, enhances indirect tensile strength and stability. Achieving the optimal balance of these factors is vital to designing high-quality and durable asphalt mixtures. Proper mix design, compaction techniques, and quality control during construction are essential for pavement longevity and reliability.
Tensile strength decreased with increasing PET content, with 15% PET most affected. The indirect tensile strength ratio (ITSR) dropped sharply to 15%, providing insight into PET's influence on asphalt mixture tensile properties. PET-modified asphalt proved cost-effective for pavement construction and managing plastic waste, with significant cost savings (8.4% of the original bitumen cost) observed in the desert road project. Incorporating recycled materials enhances sustainability, reduces waste, and minimizes disposal and transportation expenses.
5. Conclusion:
This study provides valuable insights into the design of control and PET-modified asphalt mixtures for road construction. Engineers and decision-makers can use these results to select appropriate materials and improve mixture designs. Incorporating PET into road construction is a sustainable approach that offers economic and environmental benefits. It is crucial, however, to consider specific project requirements to achieve the best results. This will lead to a more sustainable and economically viable construction industry. The optimal PET content was 10%. Incorporating PET increases density and air voids in mixture construction, reducing the VMA. The stability of limestone improved significantly and marginally in the basalt mixture. It ensures an optimal design with enough air voids to prevent rutting and low enough air voids to prevent air and water permeability. As a result, the three ratios for the three PET contents exceeded the permissible percentage of 0.7 required for indirect tensile strength. Thus, the modified asphalt mixture can withstand various weather conditions, provide stability, and increase durability. Using recycled materials like PET, the construction sector can contribute to sustainability and reduce environmental impact while saving costs by approximately 8.4%. The main conclusion showed that limestone mixture properties, which have inferior characteristics to the basalt mixture, improved significantly compared to basalt. It is recommended to investigate further the use of basalt PET-modified mixtures in roads not susceptible to rutting and study different proportions of the modifier in limestone mixtures.
Author Contributions
Conceptualization, L. SH and A.A.; methodology, L.SH.; validation, , L. SH and A.A.; formal analysis, , L. SH.; investigation, L. SH and A.A.; resources, A.A.; data curation, L.SH.; writing—original draft preparation, A.A.; writing—review and editing, L.SH.; visualization, A.A.; supervision, L.SH.; project administration, L.SH.; funding acquisition, A.A.
Funding
Al Hussein Technical University funded this research as part of support for data collection for research work in the university.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The invaluable contributions of Jameela Al Nsour and her team in data collection are gratefully acknowledged. Their dedication and efforts have played a crucial role in gathering the necessary information for this study. Special thanks to Dr. Ibrahim Asi for his invaluable advice and guidance throughout the research process. We are also grateful to Dr. Mohammad Al Ashhab, Dean of Scientific Research and Innovation, for his generous support in providing funds for this project. The study team would also like to acknowledge Al Hussein Technical University administration's support in making this work possible.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Safiuddin, M., Jumaat, M. Z., Salam, M. A., Islam, M. S., & Hashim, R. (2010). Utilization of solid wastes in construction materials. International Journal of the Physical Sciences, 5, 1952–1963.
- De Rezende, L. R., Camapum-de-Carvalho, J., & Palmeira, E. M. (2015). The use of alternative and improved construction materials and geosynthetics for pavements. In B. Indraratna, J. Chu, & C. Rujikiatkamjorn (Eds.), Ground improvement case histories, (pp. 481–505). San Diego, CA: Butterworth-Heinemann. ISBN 9780081006986.Retrieved from http://www.sciencedirect.com/science/ article/pii/B9780081006986000167. [CrossRef]
- Kaza, S., Yao, L., Bhada-Tata, P., & Van Woerden, F. (2018). What a waste 2.0: a global snapshot of solid waste management to 2050. World Bank Publications.
- OECD (2022).Plastic pollution is growing relentlessly as waste management and recycling fall short, says OECD. https://www.oecd.org/environment/plastic-pollution-is-growing-relentlessly-as-waste-management-and-recycling-fall-short.htm.
- FEHRL. (2008). New road construction concepts. Towards reliable, green, safe and smart and human infrastructure in Europe. Retrieved from http://ec.europa.eu/transport/ road_safety/projects/doc/nr2c_final_report.pdf.
- United States Environmental Protection Agency (USEPA). (2009). Using recycled industrial materials in roadways. United States Environmental Protection Agency, EPA-530-F-08-024.
- Wahlstrom, M., Laine-Ylijoki, J., Jarnstrom, H., Kaartinen, T., Erlandsson, M., Cousins, A. P., … Jorgensen, A. (2014). Environmental sustainable construction products and materials—Assessment of release and emissions (Nordic Innovation Report).
- Essawy, A. I., Saleh, A. M. M., Zaky, M. T., Farag, R. K., & Ragab, A. A. (2013). Environmentally friendly road construction. Egyptian Journal of Petroleum, 22, 189–198. http://doi.org/10.1016/j.ejpe.2012.09.010.
- Kamaruddin, M. A., Abdullah, M. M. A., Zawawi, M. H., & Zainol, M. R. R. A. (2017, November). Potential use of plastic waste as construction materials: recent progress and future prospect. In IOP Conference Series: Materials Science and Engineering (Vol. 267, No. 1, p. 012011). Iop Publishing. [CrossRef]
- The State of Queensland - Department of Transport and Main Roads. (SQDTMR) 2020. Use of recycled materials in road construction Technical Note TN193.
- Pouranian, M. R., & Shishehbor, M. (2019). Sustainability assessment of green asphalt mixtures: A review. Environments, 6(6), 73. [CrossRef]
- Souliman, M. I., & Kaloush, K. E. (2011). Assessment of the extended fatigue life for rubber and polymer modified asphalt mixtures using flexural bending beam fatigue test. Jordan Journal of Civil Engineering, 5(2), 210-215.
- Chomicz-Kowalska, A., & Maciejewski, K. (2015). Multivariate optimization of recycled road base cold mixtures with foamed bitumen. Procedia Engineering, 108, 436-444. [CrossRef]
- Jaafar, M. A., Joni, H. H., & Karim, H. H. (2022). Evaluation of Reclaimed Asphalt Mixtures Modified by Nanoclay Powder on Moisture Damage. In IOP Conference Series: Earth and Environmental Science (Vol. 961, No. 1, p. 012047). IOP Publishing. [CrossRef]
- Al Qadi, A. N., Khedaywi, T. S., Haddad, M. A., & Al-Rababa'ah, O. A. (2021, February). Investigating the Effect of Olive Husk Ash on the Properties of Asphalt Concrete Mixture. In Annales de Chimie Science des Materiaux (Vol. 45, No. 1). [CrossRef]
- Kalantar, Z. N., Karim, M. R., & Mahrez, A. (2012). A review of using waste and virgin polymer in pavement. Construction and Building Materials, 33, 55-62. [CrossRef]
- Kashiyani, B., Pitroda, J., & Umrigar, F. S. (2013, December). Plastic waste: Opportunities for eco-friendly material of bituminous road construction. In National Conference CRDCE13 (pp. 1-8).
- Singh, P., Kumar, A., Singh, S., Rajput, R. and Singh, C.L., 2020. Use of Plastic Waste in Flexible Pavement-Green Highway. International Journal of Engineering Research and, 9(09). [CrossRef]
- Rajasekaran, S., Vasudevan, R. and Paulraj, S., 2013. Reuse of waste plastics coated aggregates-bitumen mix composite for road application–green method. American Journal of Engineering and Research, 2(11), pp.1-13.
- Bottenbruch, L. & Anders S. (1996) Engineering Thermoplastics: Polycarbonates, Polyacetals Polyesters, and Cellulose Esters. 1996: Hanser Publishers.
- Webb, H. K., Arnott, J., Crawford, R. J., & Ivanova, E. P. (2012). Plastic degradation and its environmental implications with special reference to poly (ethylene terephthalate). Polymers, 5(1), 1-18. [CrossRef]
- Sinha, V., Patel, M. R., & Patel, J. V. (2010). PET waste management by chemical recycling: a review. Journal of Polymers and the Environment, 18(1), 8-25. [CrossRef]
- Awaja, F., and Pavel, D. (2005). Recycling of PET. European Polymer Journal, 2005. 41(7): p. 1453-1477. [CrossRef]
- Ahmad, A. F., Razali, A. R., & Razelan, I. S. M. (2017, May). Utilization of polyethylene terephthalate (PET) in asphalt pavement: A review. In IOP Conference Series: Materials Science and Engineering (Vol. 203, No. 1, p. 012004). IOP Publishing. [CrossRef]
- Ben Zair, M. M., Jakarni, F. M., Muniandy, R., & Hassim, S. (2021). A brief review: application of recycled polyethylene terephthalate in asphalt pavement reinforcement. Sustainability, 13(3), 1303. [CrossRef]
- Rahman, W.M.N.W.A. and Wahab, A.F.A., 2013. Green pavement using recycled polyethylene terephthalate (PET) as partial fine aggregate replacement in modified asphalt. Procedia Engineering, 53, pp.124-128. [CrossRef]
- Hayat, U., Rahim, A., Khan, A.H. and Rehman, Z.U., 2020. Use of plastic wastes and reclaimed asphalt for sustainable development. Baltic journal of road & bridge engineering (rtu publishing house), 15(2). [CrossRef]
- Movilla-Quesada, D., Raposeiras, A.C. and Olavarría, J., 2019. Effects of recycled polyethylene terephthalate (PET) on stiffness of hot asphalt mixtures. Advances in Civil Engineering, 2019. [CrossRef]
- Usman, A., Sutanto, M.H., Napiah, M., Zoorob, S.E., Abdulrahman, S. and Saeed, S.M., 2021. Irradiated polyethylene terephthalate fiber and binder contents optimization for fiber-reinforced asphalt mix using response surface methodology. Ain Shams Engineering Journal, 12(1), pp.271-282. [CrossRef]
- Mikhailenko, P., Piao, Z., Kakar, M.R., Athari, S., Bueno, M. and Poulikakos, L.D., 2021. Effect of waste PET and CR as sand replacement on the durability and acoustical properties of semi dense asphalt (SDA) mixtures. Sustainable Materials and Technologies, 29, p.e00295. [CrossRef]
- Sojobi, A.O., Nwobodo, S.E. and Aladegboye, O.J., 2016. Recycling of polyethylene terephthalate (PET) plastic bottle wastes in bituminous asphaltic concrete. Cogent engineering, 3(1), p.1133480. [CrossRef]
- Ahmad, M.S. and Ahmad, S.A., 2022. The impact of polyethylene terephthalate waste on different bituminous designs. Journal of Engineering and Applied Science, 69(1), p.53. [CrossRef]
- Almahdi, B.A., Ahmeda, A.G., Adwan, I. and Ladin, M.A., 2021. Feasibility of utilizing waste polyethylene terephthalate as replacement in asphalt binder mixture. Knowledge-Based Engineering and Sciences, 2(1), pp.47-57. [CrossRef]
- Casey, D., McNally, C., Gibney, A., & Gilchrist, M. D. (2008). Development of a recycled polymer modified binder for use in stone mastic asphalt. Resources, Conservation and Recycling, 52(10), 1167-1174. [CrossRef]
- Lugeiyamu, L., Kunlin, M., Mensahn, E. S., & Faraz, A. (2021). Utilization of waste polyethylene terephthalate (PET) as partial replacement of bitumen in stone mastic asphalt. Construction and Building Materials, 309, 125176. [CrossRef]
- Awwad, M. T., & Shbeeb, L. (2007). The use of polyethylene in hot asphalt mixtures. American Journal of Applied Sciences, 4, 390–396. [CrossRef]
- Asi, I., Shalabi, F., & Naji, J (2009). Use of basalt in asphalt concrete mixes. Construction and Building Materials, 23(1), 498-506. [CrossRef]
- Asi, I., & Assa’ad, A. (2005). Effect of Jordanian oil shale fly ash on asphalt mixes. Journal of Materials in Civil Engineering, 17(5), 553-559. [CrossRef]
- Shatnawi, A. S., Abdel-Jaber, M. S., Abdel-Jaber, M. S., & Ramadan, K. Z. (2008). Effect of Jordanian steel blast furnace slag on asphalt concrete hot mixes. Jordan Journal of Civil Engineering, 2(3), 197-207.
- Baker, M. B., Abendeh, R., Abu-Salem, Z., & Khedaywi, T. (2016). Production of sustainable asphalt mixes using recycled polystyrene. International Journal of Applied Environmental Sciences, 11(1), 183-192.
- Ghuzlan, K. A., Al-Khateeb, G. G., & Qasem, Y. (2013). Rheological properties of polyethylene-modified asphalt binder. Athens Journal of Technology and Engineering, 10(2013), 1-14.
- Abo-Qudais, S., Ibrahim, A., & Al-Ramahi, E. (2016). Utilizing Reclaimed Asphalt Pavement in Asphalt Mixtures: Laboratory Performance and Environmental and Cost Impacts. J. Geotech. Transp. Eng, 2, 26-32.
- Bani Baker, M. I., Abendeh, R. M., & Khasawneh, M. A. (2022). Freeze and thaw effect on asphalt concrete mixtures modified with natural bentonite clay. Coatings, 12(11), 1664. [CrossRef]
- Khliefat, I., & Msallam, M. (2020). Modification of asphalt mixes using white cement dust and iron filings as a filler. Advances in Civil and Architectural Engineering, 11(21), 67-77. [CrossRef]
- Naser, M., Abdel-Jaber, M. T., Al-Shamayleh, R., Ibrahim, R., Louzi, N., & AlKhrissat, T. (2023). Improving the Mechanical Properties of Recycled Asphalt Pavement Mixtures Using Steel Slag and Silica Fume as a Filler. Buildings, 13(1), 132. [CrossRef]
- Jordan Green Building Council (JGBC) and Friedrich Ebert Stiftung (FES). (2016) Your Guide to Waste management in Jordan: Waste Sorting Informative booklet.
- ASTM D36. (2020). Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus), ASTM International. [CrossRef]
- ASTM D5. (2020). Standard Test Method for Penetration of Bituminous Materials, ASTM International. [CrossRef]
- ASTM D113. (2017), Standard Test Method for Ductility of Asphalt Materials, ASTM International. [CrossRef]
- O'Farrell, K. (2020). 2018–19 Australian Plastics Recycling Survey Report Department of Agriculture, Water and the Environment. R01-03-A21509.
- ASTM D-3515 (2001). Standard Specification for Hot-Mixed, Hot-Laid Bituminous Paving Mixtures.
- ASTM C-127. (2015). Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. ASTM International. [CrossRef]
- ASTM C128. (2015)., Standard Test Method For Relative Density (Specific Gravity) and Absorption of Fine Aggregate. ASTM International. [CrossRef]
- ASTM C-131. (2020). Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM International. [CrossRef]
- ASTM D6926. (2020). Standard Practice for Preparation of Asphalt Mixture Specimens Using Marshall Apparatus. ASTM International. [CrossRef]
- ASTM D6927. (2015). Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures, ASTM International. [CrossRef]
- ASTM- D6931. (2020) Standard Test Method for Indirect Tensile (IDT) Strength of Bituminous Mixtures. ASTM International.
- Al-Khateeb, G. G., Khedaywi, T. S., Obaidat, T. I. A. S., & Najib, A. M. (2013). Laboratory study for comparing rutting performance of limestone and basalt superpave asphalt mixtures. Journal of Materials in Civil Engineering, 25(1), 21-29. [CrossRef]
- Cao, W., Liu, S., & Feng, Z. (2013). Comparison of performance of stone matrix asphalt mixtures using basalt and limestone aggregates. Construction and Building Materials, 41, 474-479. [CrossRef]
- Xu, G., Fan, J., Ma, T., Zhao, W., Ding, X., & Wang, Z. (2021). Research on application feasibility of limestone in sublayer of Double-Layer permeable asphalt pavement. Construction and Building Materials, 287, 123051. [CrossRef]
- Zaltuom, A. M. (2018). A review study of the effect of air voids on asphalt pavement life. The First Conference for Engineering Sciences and Technology. Al- Mergib University. [CrossRef]
Figure 1.
Projected waste generation, by region (millions of tons/year).
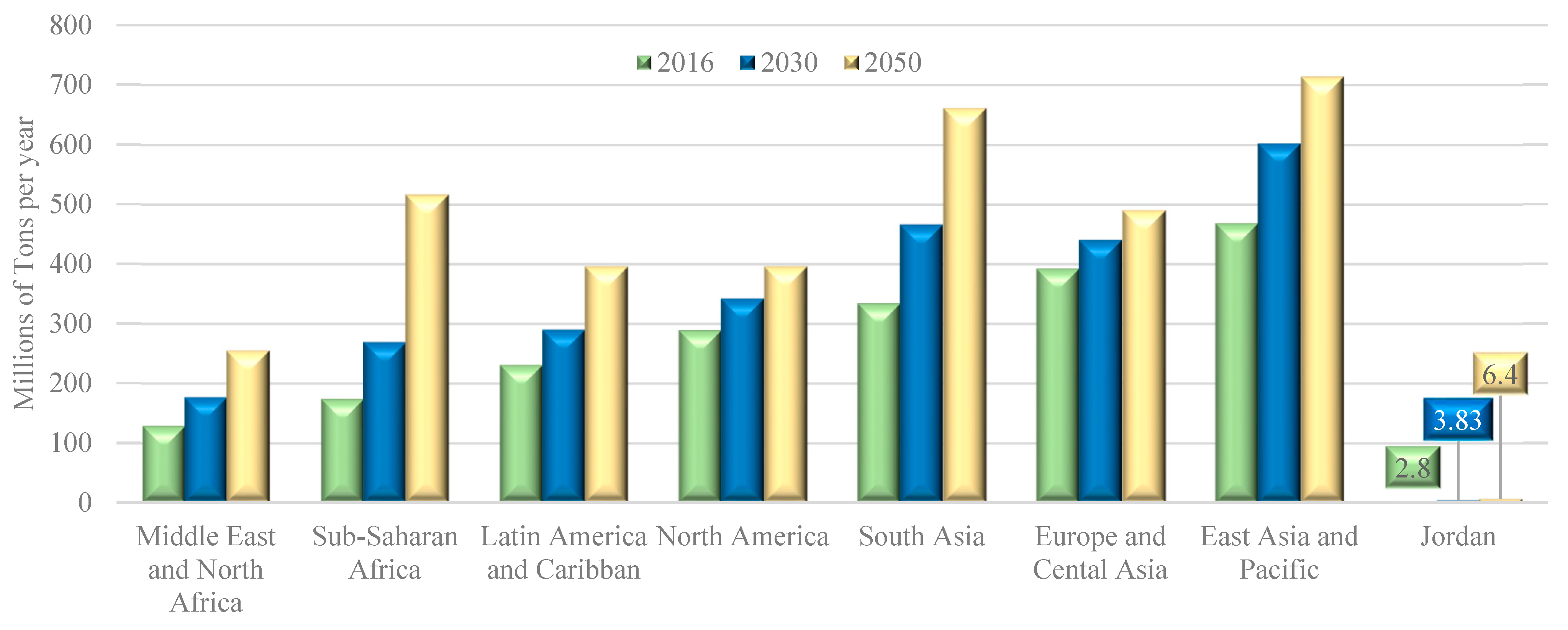
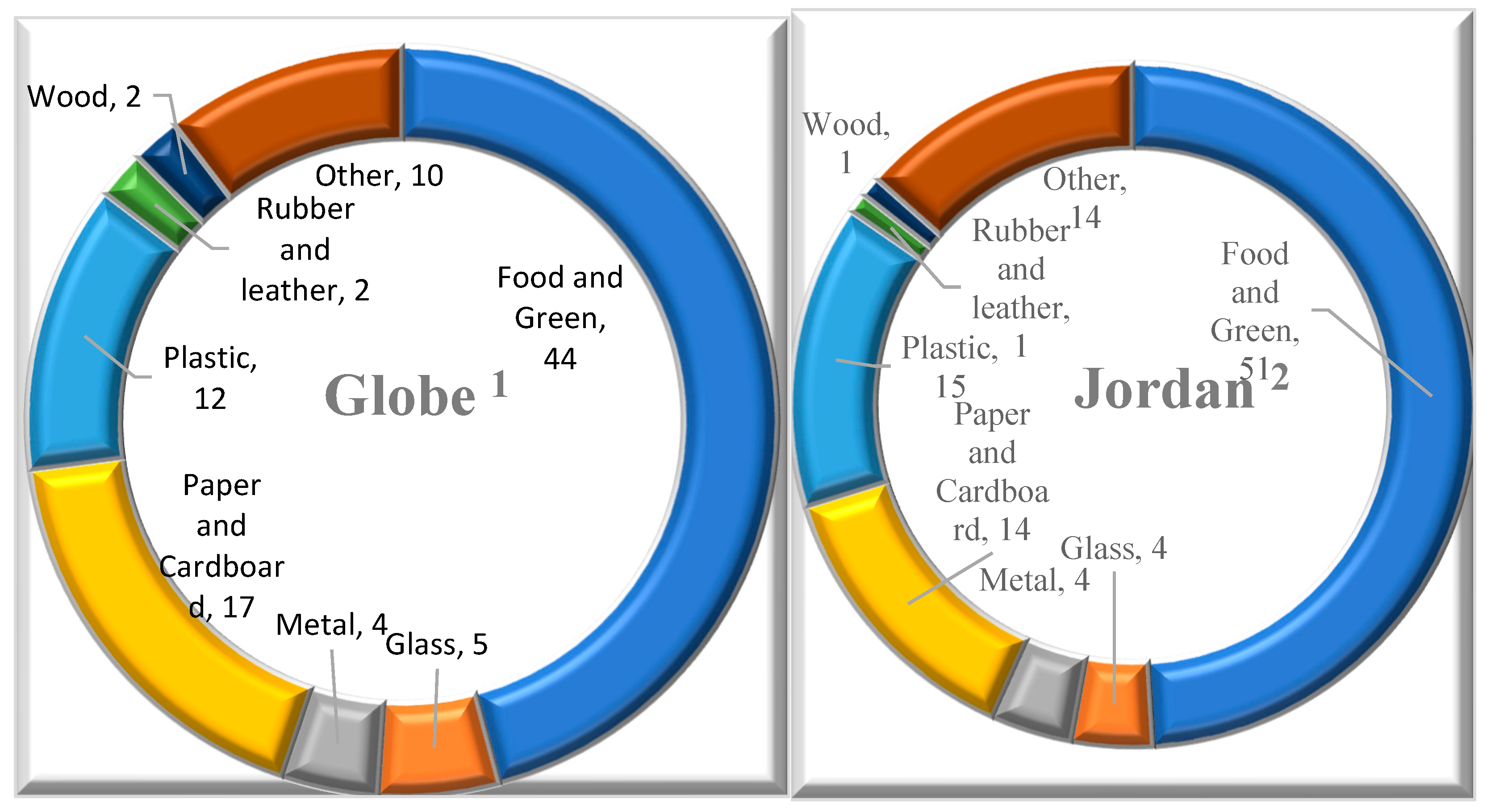
Figure 3.
Research Methodology.
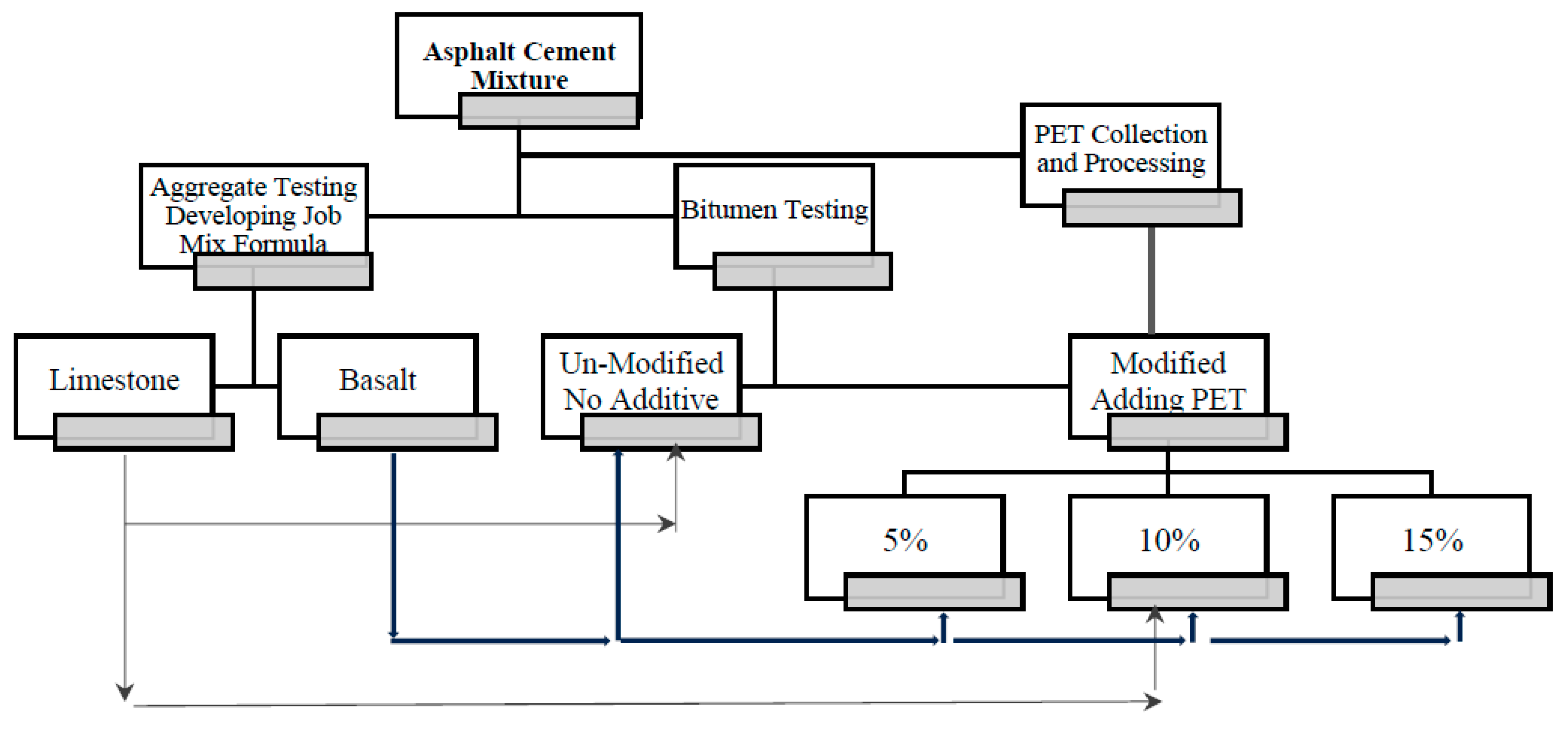
Figure 4.
Plastic Type by Use, Recyclability. Developed by HeapsGood (2022) Based on 2018-19 Australian Plastics Recycling Survey- Department of Water, Agriculture and the Environment [50].
Figure 4.
Plastic Type by Use, Recyclability. Developed by HeapsGood (2022) Based on 2018-19 Australian Plastics Recycling Survey- Department of Water, Agriculture and the Environment [50].
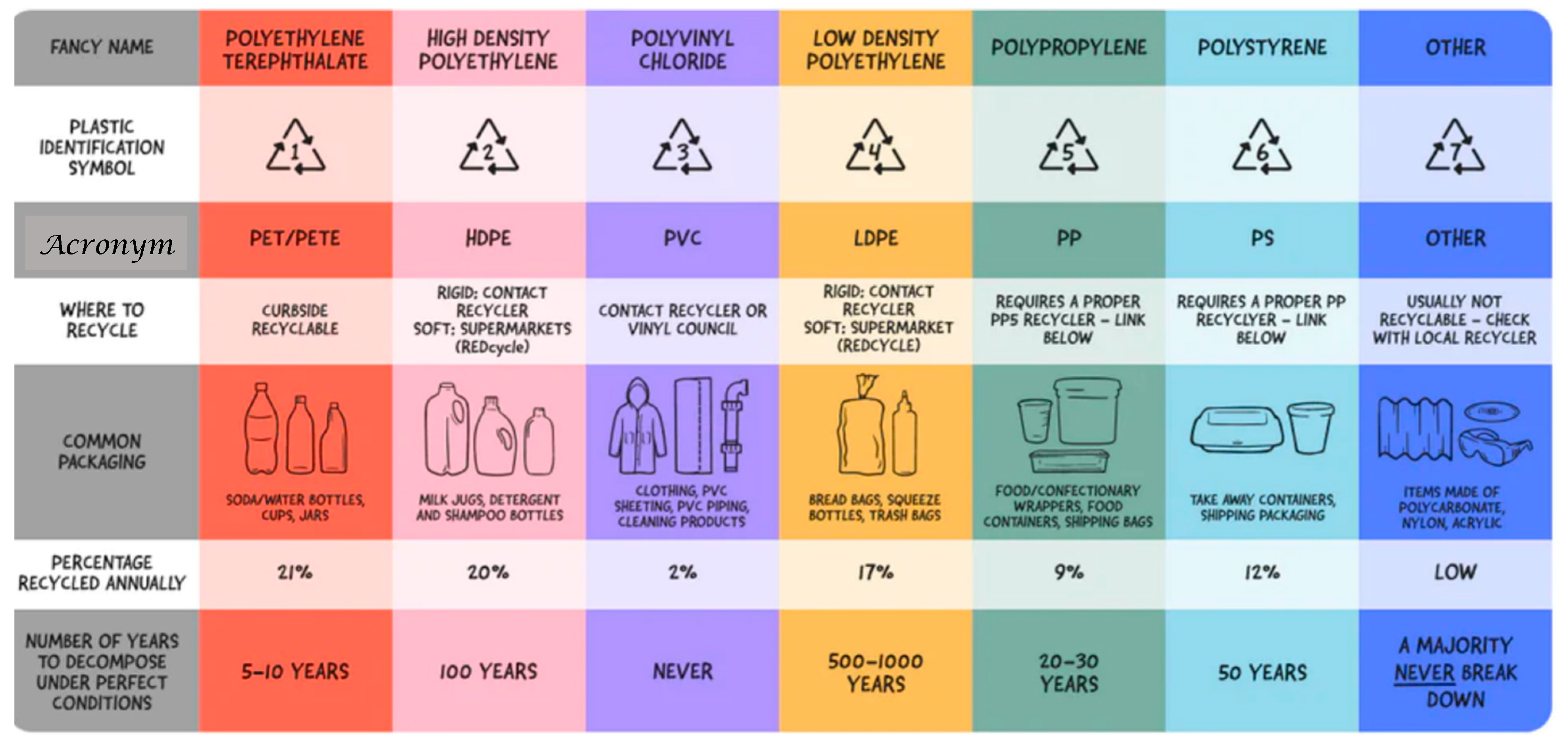
Figure 5.
Gradation of limestone and Basalt Aggregate.
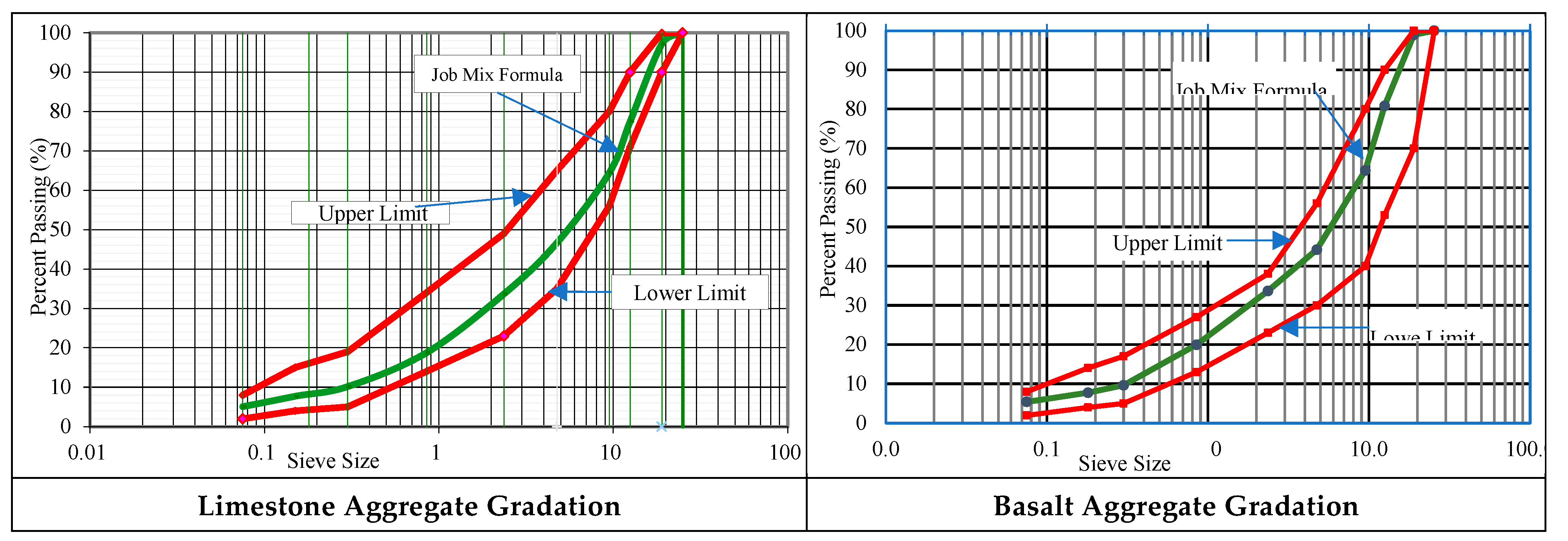
Figure 6.
Modified ACM-PET Preparation.

Figure 7.
Marshal Mix Results of the Two Aggregate Types in Properties (a) Marshall Stability; (b) Flow; (c) Bulk Density; (d) Air Voids; (e) VMA.
Figure 7.
Marshal Mix Results of the Two Aggregate Types in Properties (a) Marshall Stability; (b) Flow; (c) Bulk Density; (d) Air Voids; (e) VMA.
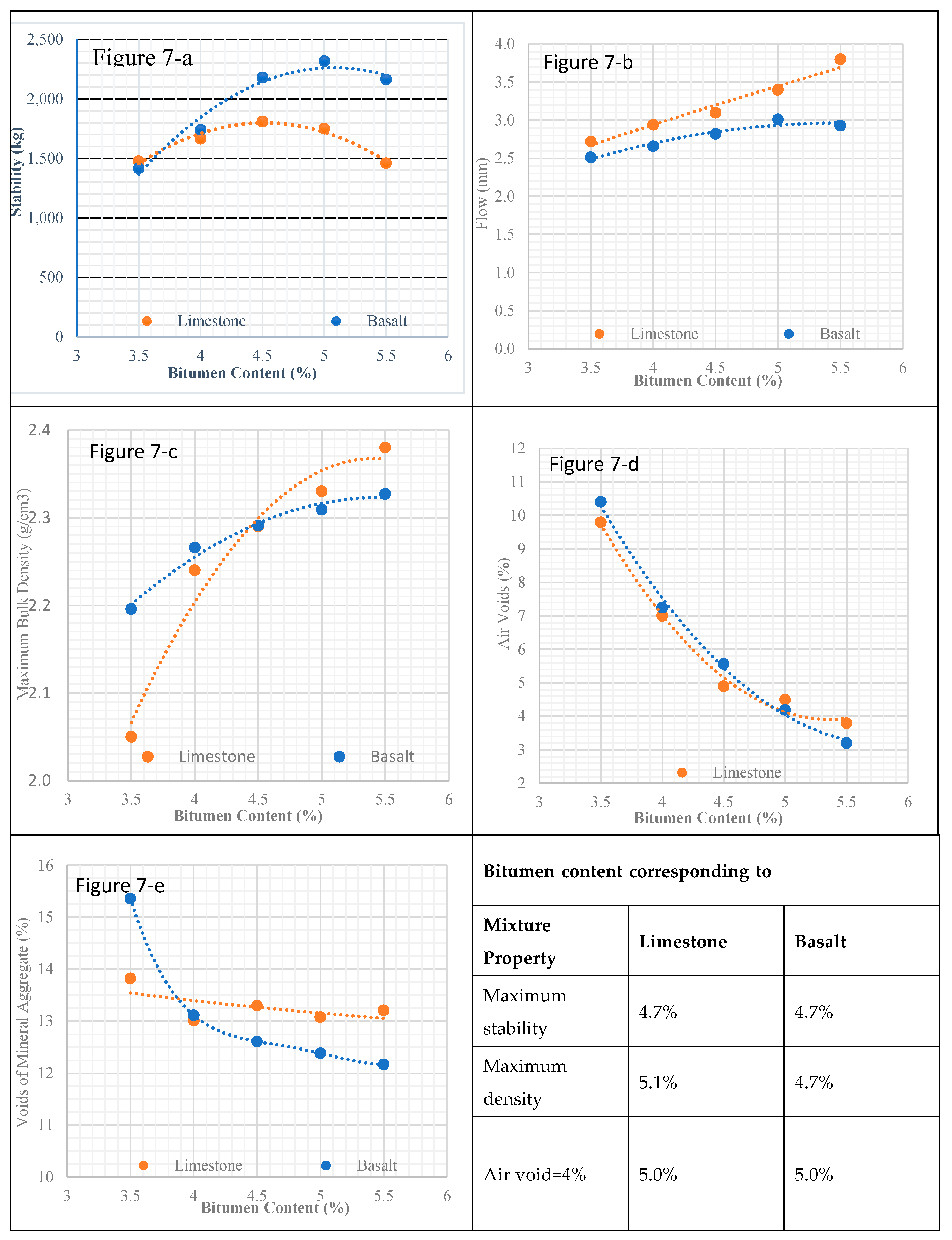
Figure 8.
Maximum Asphalt Mixture Stability by PET Modifier Proportion Compared to Control Mixture.
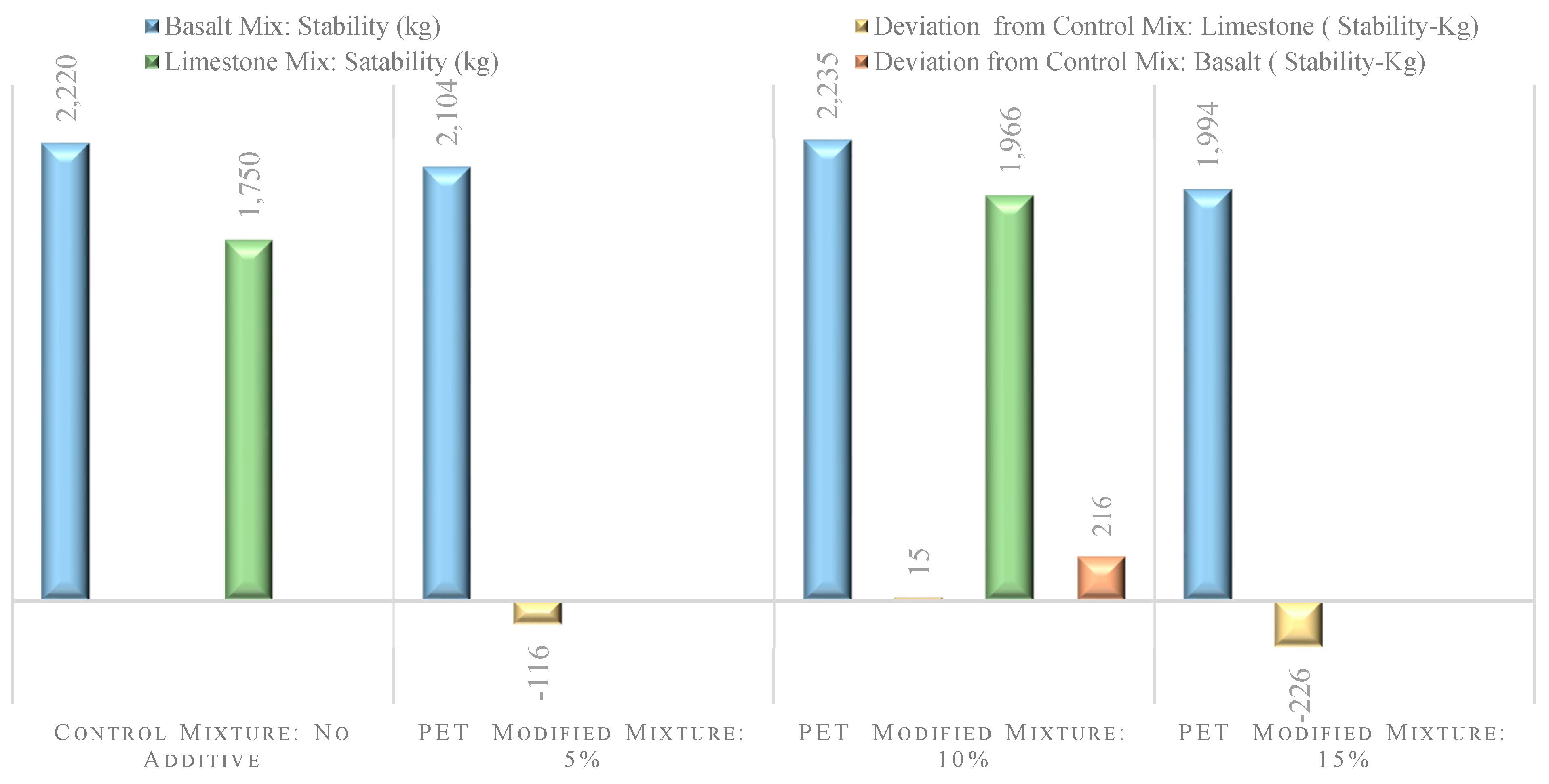
Figure 9.
Asphalt Mixture Flow by PET Modifier Proportion Compared to Control Mixture.
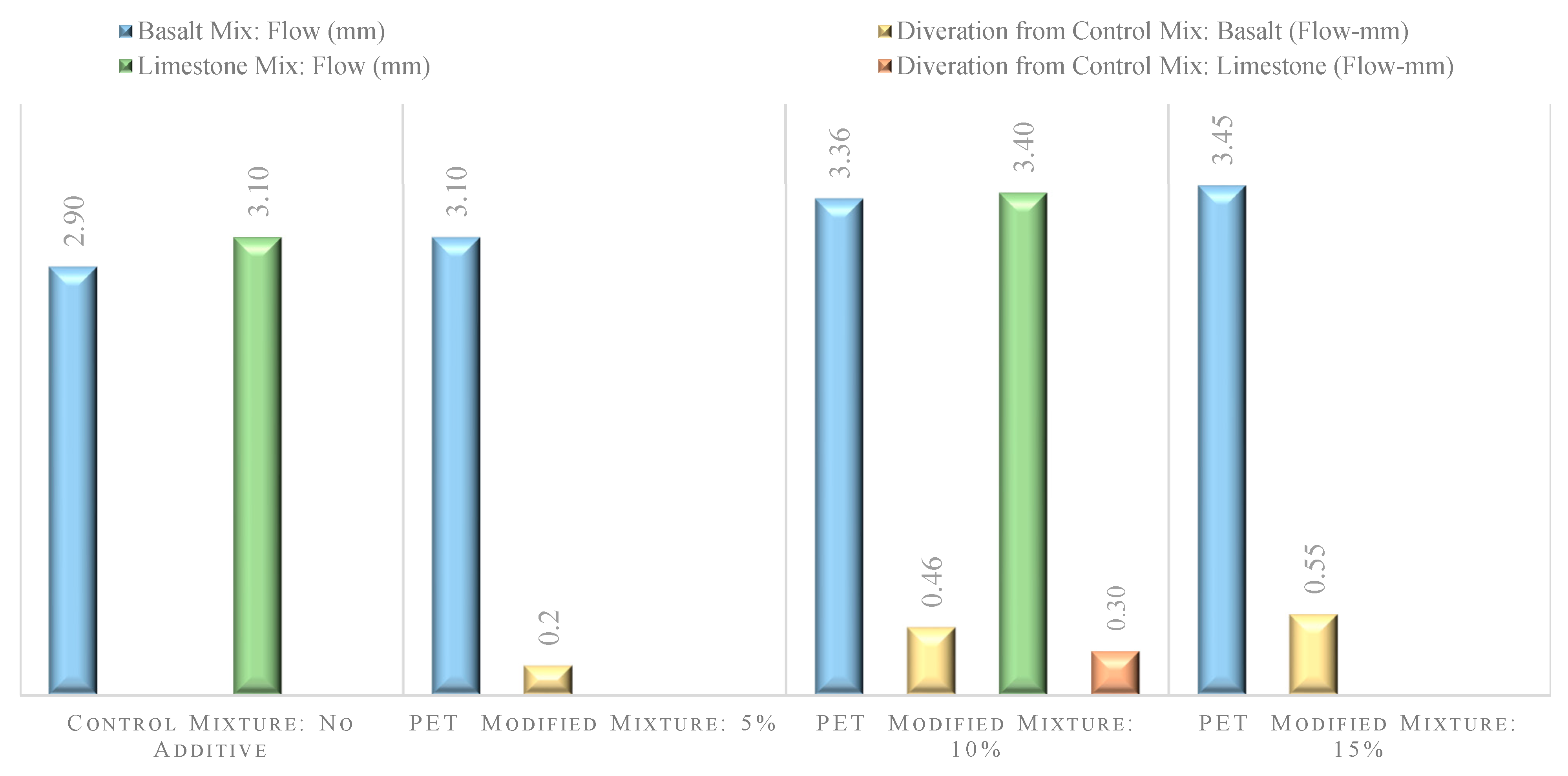
Figure 10.
Asphalt Mixture Bulk Density by PET Modifier Proportion Compared to Control Mixture.
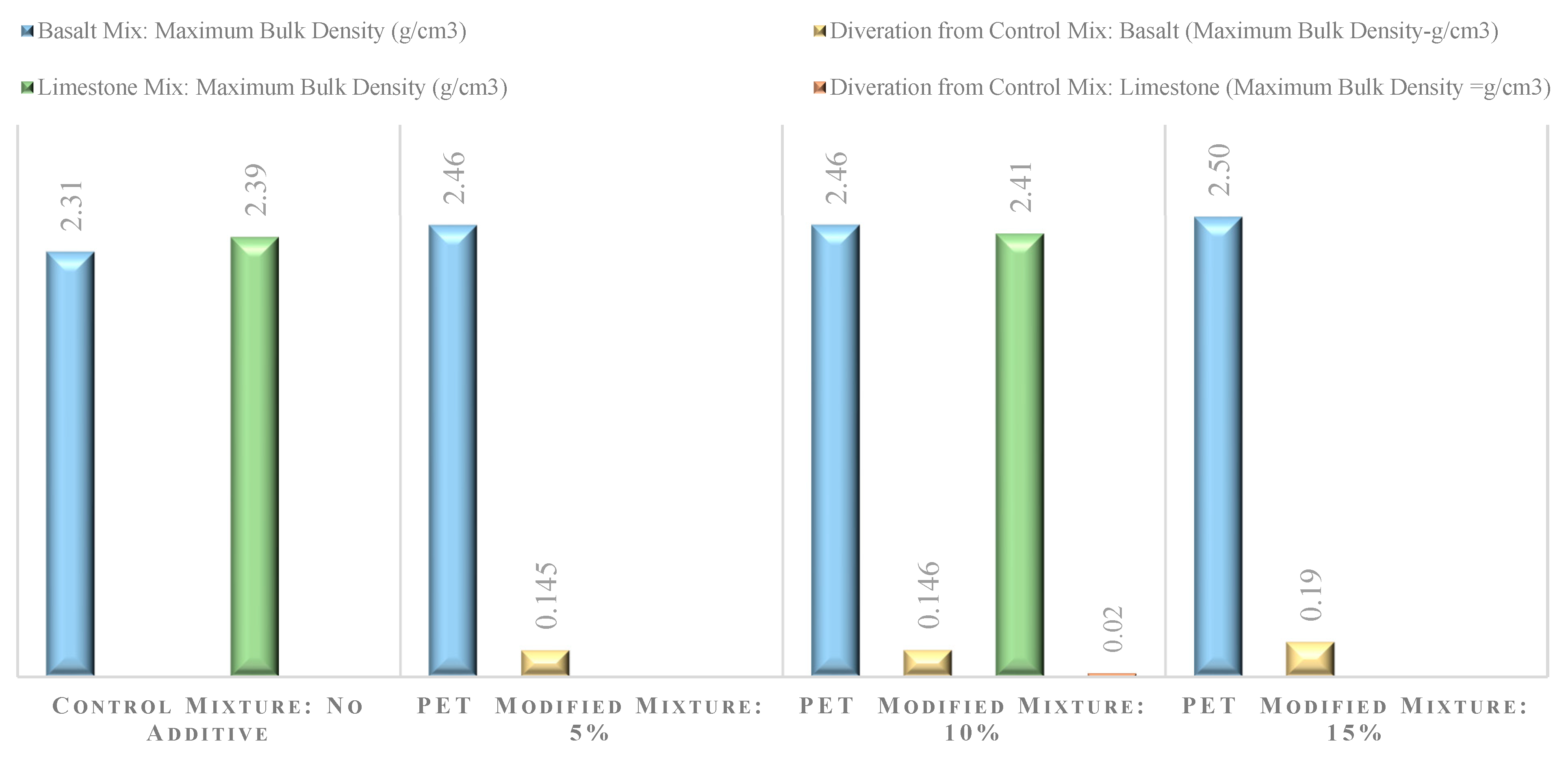
Figure 11.
Air Voids Proportion by PET Modifier Proportion Compared to Control Mixture.
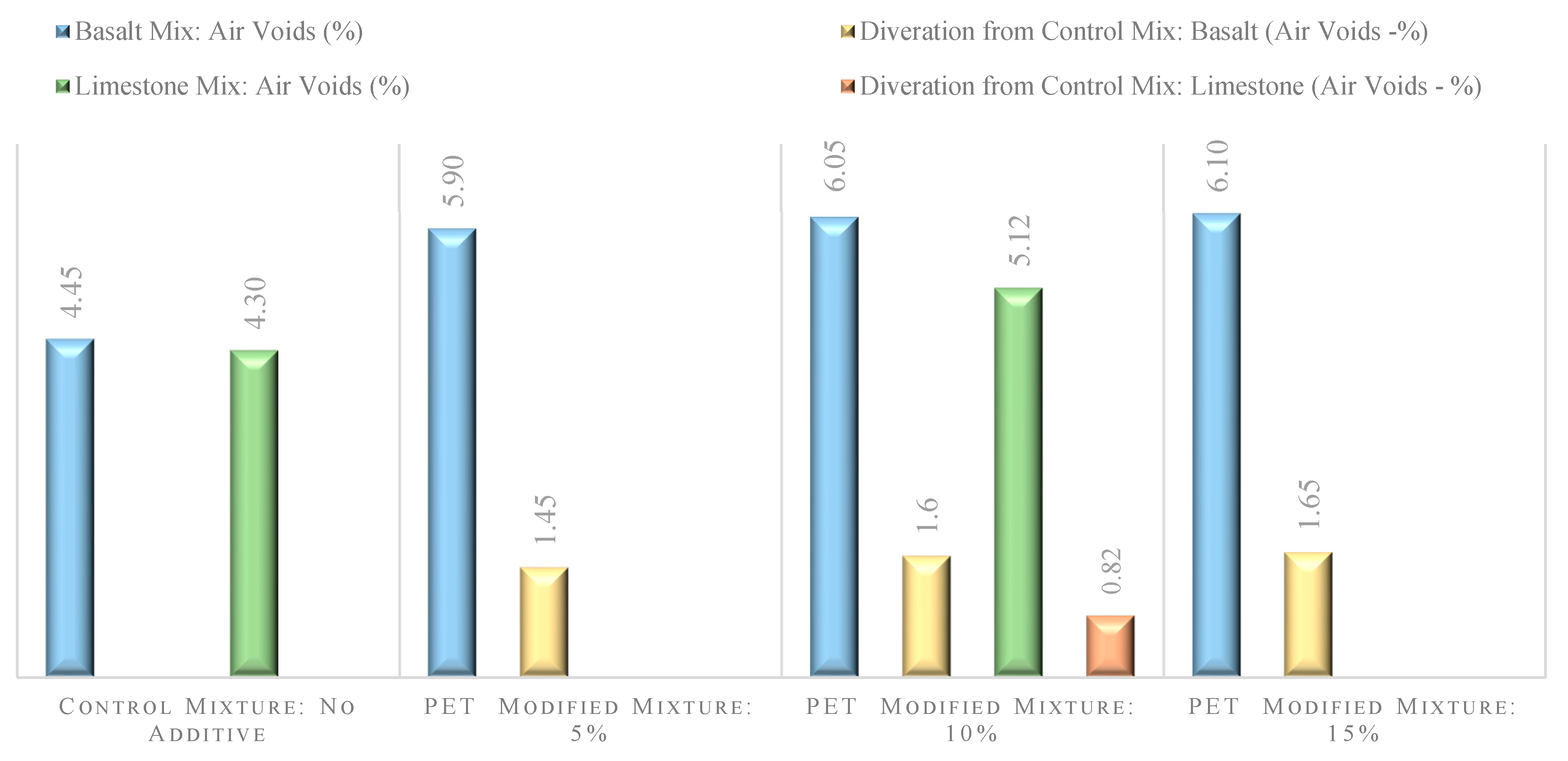
Figure 12.
VMA by PET Modifier Proportions Compared to Control Mixture.
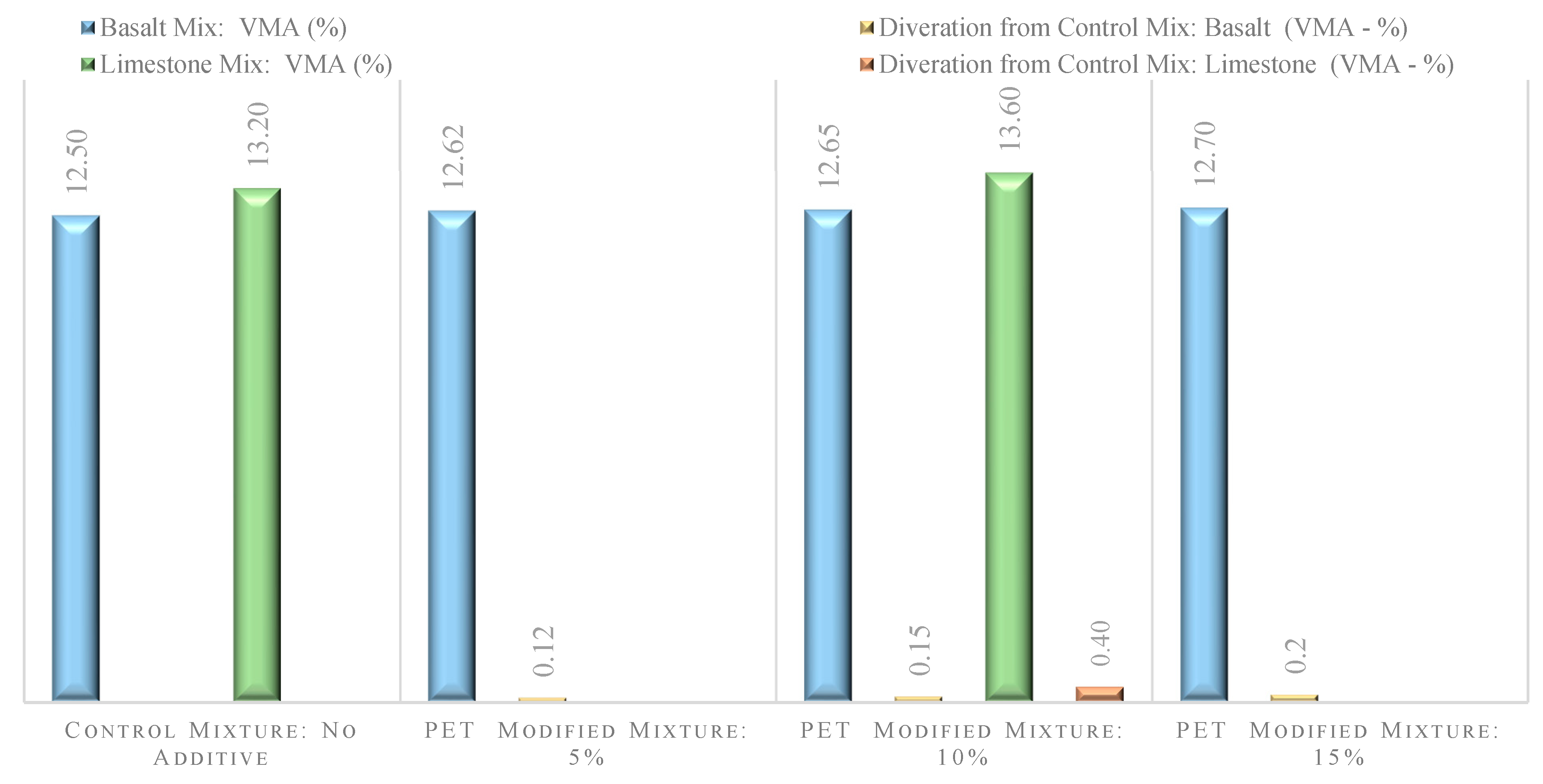
Figure 13.
Modified Asphalt Mixture ITSR and ITSR by Percent of PET Modifier.
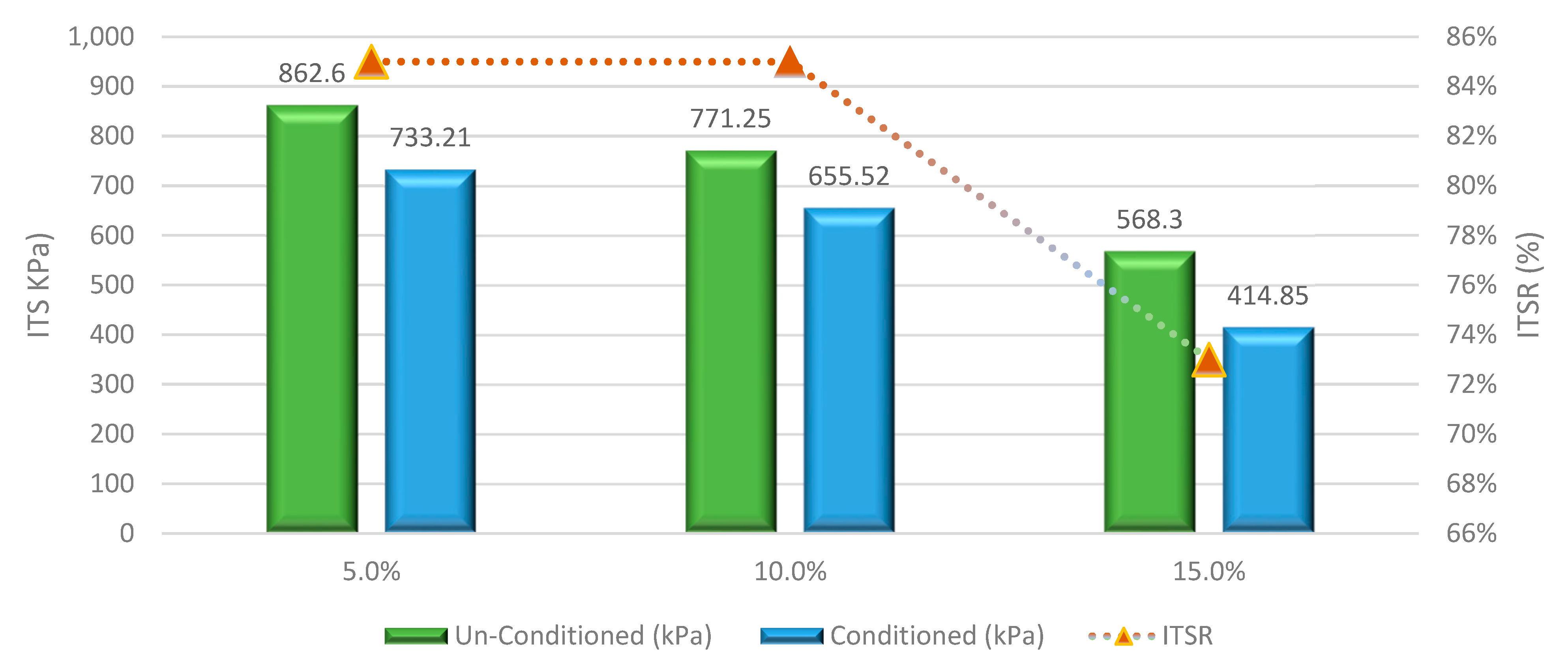
Figure 14.
Relationship between Waste Generation and Population Growth.
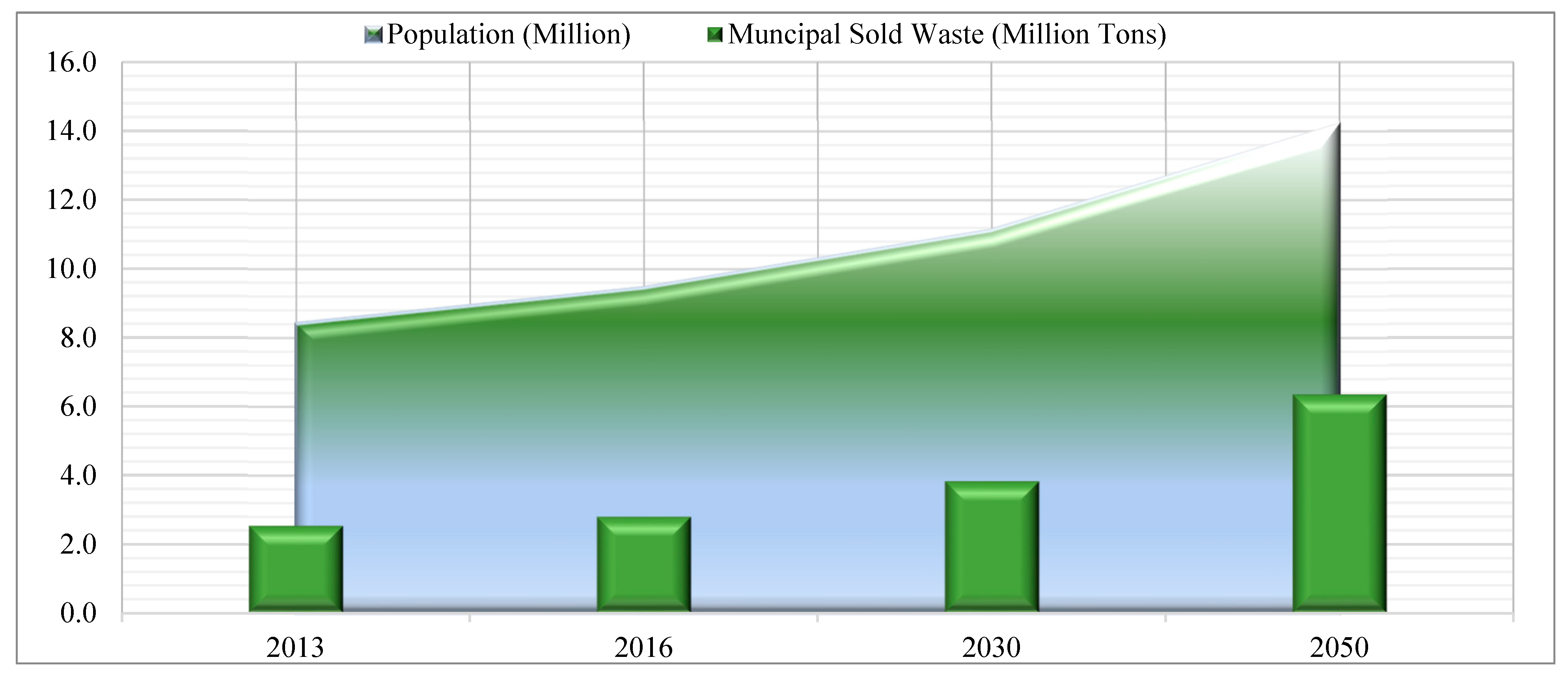

Table 1.
Technical Standards and Testing Results of Asphalt Cement Binder (60/70).
| Characteristics | Test Results | Test Method | Control Limits | |
|---|---|---|---|---|
| Penetration at 25°C, 100 g, 5 s | 0.1 mm | 65.0 | 60 - 70 | ASTM D05 [48] |
| Softening point | Cº | 51.5 | Min. 46 | ASTM D36 [47] |
| Ductility at 25°C, 5 cm/min | cm | 108 | Min. 100 | ASTM D113 [49] |
Table 2.
Particle Size Gradation of The Coarse and Fine Aggregates and Boarder Limits.
| Aggregate type | Sieve Designation | Specification Limits [51] | Heavy Traffic | Light Traffic | Design Gradation | |||
| Binder Course | Wearing Course | Binder Course | Wearing Course | Limestone Aggregate | Basalt Aggregate | |||
| Coarse Aggregate | 1 1/2” | - | - | - | - | - | - | - |
| 1” (25.0 mm) | 100 | 100 | 100 | 100 | 100 | 100 | 100.0 | |
| 3/4” (19.0 mm) | 70-100 | 70-100 | 90-100 | 70-100 | 90-100 | 97 | 98.9 | |
| 1/2” (12.5 mm) | 53-90 | 53-90 | 71-90 | 53-90 | 71-90 | 78 | 80.8 | |
| 3/8” (9.5 mm) | 40-80 | 40-80 | 56-80 | 40-80 | 56-80 | 65 | 64.4 | |
| No.4 (4.75 mm) | 30-56 | 30-56 | 35-56 | 30-56 | 35-65 | 47 | 44.2 | |
| Fine Aggregate | No.8 (2.36 mm) | 23-38 | 23-38 | 23-38 | 23-49 | 23-49 | 34 | 33.7 |
| No.20 (1.18 mm) | - | 13-27 | 13-27 | 14-34 | 14-34 | 19 | 20.0 | |
| No.50 (0.300 mm) | 5-14 | 5-17 | 5-17 | 5-19 | 5-19 | 10 | 9.6 | |
| No.80 (0.150 mm) | - | 4-14 | 4-14 | 4-15 | 4-15 | 8 | 7.8 | |
| No.200 (0.075 mm) | 2-8 | 2-8 | 2-8 | 2-8 | 2-8 | 5.1 | 5.4 | |
Table 3.
Aggregate Properties Tested for Asphalt Mixes.
| Test Type | Standards | Limestone | Basalt | |||||||||
| ¾” | ½”-B | No.4 | Filler | Combined | 1" | 3/4 | 1/2" | No.4 | Filler | Combined | ||
| % of Blending | ASTM C127 [52] ASTM C128 [53] |
12 | 44 | 41 | 3 | 0 | 20 | 32 | 43 | 5 | ||
| Bulk Specific gravity (Oven Dry) | 2.38 | 2.42 | 2.63 | 2.69 | 2.50 | 2.83 | 2.85 | 2.84 | 2.74 | 2.75 | 2.71 | |
| Bulk Specific gravity (SSD) | 2.46 | 2.49 | 2.66 | --- | 2.56 | 2.86 | 2.88 | 2.87 | 2.80 | 2.75 | ||
| Absorption % | ASTM-C127 [52] | 3.52 | 2.73 | 1.1 | 0.00 | 2.10 | 1.06 | 1.05 | 1.30 | 1.90 | 0.2 | 1.07 |
| Abrasion | ASTM C131 {54] | 25.0 | 17.7 | |||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



