
Submitted:
10 August 2023
Posted:
11 August 2023
You are already at the latest version
Abstract
Paper is one of the most promising materials for food packaging and wrapping due to its low environmental impact, but surface treatments are often needed to improve some performance, e.g. the resistance to fats and oils. In this context, this research is focused on the formulation of a new paper bio-coating. Paper was coated with liquids containing Poly(hexano-6-lactone) (PCL), Glycerol and variable percentages of starch (5 - 10% w/w PCL dry weight), agar agar (0 - 1.5% w/w PCL dry weight) and PEG (5% or 15% w/w PCL dry weight) to improve coating uniformity and diffusion. A Design of Experiments approach was implemented to find statistically reliable results in terms of best coating formulation. Coated paper was characterized through mechanical and physical properties. Results showed that agar content (1.5% w/w PCL dry weight) has a beneficial effect on increasing the resistance to oil. Furthermore, the best coating composition has been calculated, and it is: 10% w/w PCL dry weight of Starch, 1.5% w/w PCL dry weight of agar and 15% w/w PCL dry weight of PEG.
Keywords:
Biopolymers
; Food-wrapping
; Design of Experiments
1. Introduction
Recent research in packaging focused on sustainability and how to make packaging materials more eco-friendly [1,2]. One of the most widely studied materials for primary and secondary food packaging is paper, a renewable and biodegradable material mainly composed of cellulose from a wide range of sources in nature [3,4]. The positive aspects related to the use of paper and recycled paper are also considered by “The UN Agenda 2030 for Sustainable Development” where in section 12.5 it is stated, as one of the main objectives: "by 2030, substantially reduce the production of waste through prevention, reduction, recycling and reuse" [5]. In addition, CONAI (National Packaging Consortium- Italy) with the guidelines of 2022, has released a new classification, decreasing the rate for the annual contribution that the users of paper and cardboard packaging must pay, encouraging their use as packaging.
However, base paper (or uncoated paper) is not suitable for food with a long shelf-life, because of its inherent shortcomings, such as poor microbial resistance, low mechanical properties and a porous structure which essentially make it difficult to prevent the penetration of moisture, oils and oxygen. Actually, to overcome these drawbacks, various advanced functionalization technologies have been extensively studied and developed. For example, paper is commonly coated with chemicals or laminated with aluminum foil or plastic thin films to improve its barrier effect to water vapor, oxygen, mineral oils, and grease [6,7]. The most performing papers’ coating, having excellent barrier properties, is obtained with polyethylene, fluorinated compounds and other petroleum-based polymers. However, the coating with these synthetic polymers strongly reduces the paper’s biodegradability and recyclability, which in turn affects the environmental sustainability of this type of packaging [8]. In fact, concerns related to the impact of plastic materials and fluorinated compounds (and derivatives) on the ecosystem and on human health have urged the search for alternative solutions for sustainable materials.
Thus, the challenge is finding new eco-friendly and compostable alternatives with the same barrier behavior of polyethylene and fluorinated compounds. To achieve these ecological objectives, the more recent research on sustainable coating is focusing on the use of degradable components of natural origin such as, for example, biopolymers, polysaccharides, and other materials of natural origin. Several studies have demonstrated that different biodegradable polymers such as polylactic acid (PLA), polycaprolactone (PCL) or poly 3-hydroxybutyrate-co-3-hydroxyvalerate (PHBV), starch, chitosan and polysaccharides can be used as barrier coatings for food-packaging paper [8,9]. Among those, PCL has been deeply studied, as it is a linear thermoplastic aliphatic polyester, partially crystalline, hydrophobic and biodegradable with good mechanical properties and high extensibility [10,11]. Sundar et al. demonstrated that coatings containing PCL (5% - 25%) reduce the water vapor transmission rate (WVTR) of coated paper by 25% compared to uncoated one and increase the oil-grease resistance value, reaching a 12/12 score for the test kit [12] . Bota et al. have demonstrated that a 10% PCL coating on paper improves the evolution of the water contact angle over time, in fact after 6 s from the deposition of the water drop on the sample, the angle still has a value greater of 15% with respect to uncoated paper [13].
Another promising candidate to develop biodegradable films and coatings is starch. Starch is characterized by a crystalline structure, presenting itself in the form of granules, and can be obtained from various natural sources, such as corn, wheat, and many others. It is soluble in water, biodegradable and has many industrial applications, playing the role of gelling agent, stabilizer, etc. [14]. Several studies have been carried out on the possibility to improve the properties of paper and cardboard with the use of starch, particularly enhancing their barrier against edible oils [15,16]. These studies have demonstrated that the use of different starch formulations can lead to significant improvements in oil barrier properties, showing, in some cases, a 100% of improvement compared to untreated paper. The studies have also shown that the effectiveness of starch coatings in preventing the passage of fat components can vary depending on the specific composition of the starch. For example, Chi et al. showed that the addition of different potato starch coatings led to varying levels of grease resistance in coated paperboard samples [14].
These findings suggest that starch coatings have the potential to significantly improve the oil barrier properties of paper and cardboard, with the specific composition of the starch playing an important role in determining their effectiveness [17]. However, starch has poor mechanical properties compared to conventional synthetic polymers, which limit its use as packaging material. In fact, for example, the higher elongation at break as coating or film with starch for food-packaging reported in literature is around 10- 20 MPa in contrast with 40 - 70 MPa reached by the family of polyethylene polymers [14,18,19]. One of the most promising solutions to overcome starch drawbacks is the mixing with another polymer or add functional reinforcing fillers to create a composite film, for example blending starch with PCL and/or agar [20,21]; Agar and starch have been used to develop binary composite films compatible with each other, and their mixtures exhibit improved properties compared to their counterparts [20]. In fact, Choi et al. have developed a colorimetric pH indicator film using biodegradable materials, such as agar and potato starch; Guo et al. have shown that agar dominates the structure and properties of starch/agar composites, and the best properties can be obtained with a certain starch/agar ratio, in fact, the addition of agar to starch increased both tensile strength and elongation at break, but the improvements were insignificant after the agar content was over 50 wt.% [15]. Finally, Mahuwala et al. have formulated a cassava starch/Agar nanocomposite containing Ag and ZnO by the solution casting method, with antimicrobial properties [19]. Therefore, suggesting that starch and agar are promising candidates to comply with the European objectives and standards, also accommodating consumer requests, relating to the sustainability and recyclability of food packaging, as coating for paper for food packaging.
In this context, the aim of this work is a statistical-guided improvement of the physical characteristics of base paper coated with biopolymers and other compostable natural materials, focusing the attention on paper for food wrapping papers (e.g. baking papers, wrapping papers for food delivery), maintaining the adsorption of grease and water from the food to acceptable levels during the transport, storage/shelf-life and consumption of the food. The base paper samples were coated with water-based solutions containing PCL (5% w/v) and variable percentages of native starch (5% - 10% w/w PCL dry weight) and agar (0 - 1.5% w/w PCL dry weight). In addition, and as novelty to previous literature, to prevent the well-known main problem of the starch-agar/PCL blend, that is the phase separation and the weak interfacial adhesion due to the lack of chemical affinity between these polymers, the addition of an interfacial agent or compatibilizer was considered [22]. In this regard, poly (ethylene glycol) (PEG) (5% w/w PCL dry weight or 15% w/w PCL dry weight) and glycerol (4% w/w PCL dry weight) were introduced to the starch-agar/PCL blend, to improve coating uniformity and diffusion. As further innovation with respect to consolidated research, a Design of Experiments approach was implemented to exactly calculate statistically reliable results in terms of best coating composition, with the lowest possible number of tests, due to the high number of formulation variables taken in consideration [23]. Mathematical models were implemented for each measured property of the coating, to quantitatively calculate how different percentages of the selected chemicals can affect the coating properties and the overall best coating composition.
2. Materials and Methods
2.1. Materials
In this work a calendered bleached paper (Advantage MG White High Gloss, Mondi Group, Addlestone, UK) was used, gently supplied by Serchio Distribuzione (Roma, Italy). According to technical sheet, the paper is obtained from a long-fiber sulphate pulp, with a grammage of 40 g/m2, a thickness of 54 µm, a tensile strength of 4.3 and 1.8 MPa and a tear resistance of 340 and 520 mN (respectively in machine and cross direction). Poly(hexano-6-lactone) (PCL) was purchased from Sigma Aldrich (Germany) having average Mw 80.000 g/mol, water content < 0.5% and melt flow index (160 °C/5kg) 2.01 - 4.03. Ethyl acetate (Ethyl acetate - ACS reagent, purity >99.5%, Mw: 88.11 g/mol) and Glycerol (1,2,3-Propanetriol, Glycerin, purity >99.5%, Mw: 92.09 g/mol) were purchased from Sigma Aldrich (Germany). Potato starch (CAS-No 9005-84-9, analytical grade) was purchased from PanReac AppliChem ITW Reagents (Cinisello Balsamo, Milano, Italy); Agar agar was purchased from OXOID, Thermo Fisher Scientific (Rodano, Milano, Italy); Polyethylene glycol (PEG) 200 (analytical grade, Density 1.124 - 1.126 g/cm3, Hydroxyl value: 535 - 590, Mw ~190–210 g/mol; Fluka Analytical) was used as a plasticizer.
2.2. Coating preparations
In the coating formulation, PCL and glycerol concentration were kept constant, respectively at 5% w/w and 4% w/w PCL dry weight, whereas the amount of agar, starch and PEG was varied among selected ranges, from previous preliminary tests [10]. Taking to account 3 variables in the coating formulations, a full factorial design was implemented having a total of 12 different coating formulations, each one repeated at least three times for replication. In Table 1 the different combination of the 12 solutions is reported divided in 3 SETs.
All the solutions were prepared by dissolving 5 g in 100 mL of previously heated ethyl acetate, under continuous stirring in a water bath at 60 °C for 40 min. After the complete cooling of the solution, PEG (5% w/w or 15% w/w PCL dry weight) was added if required following the experimental plan of the formulations (Table 1). The water-solutions containing starch (5% w/w PCL or 10% w/w PCL dry weight) and agar agar (1.5% w/w PCL dry weight) in its desired concentrations were prepared separately by stirring at room temperature. Finally, after the addition of the starch-agar solution to the one containing PCL and PEG to obtain the desirable solution from the DoE, a 4% (w/w PCL dry weight) of glycerol was added to all the samples. Paper samples (210 x 297 mm) were coated employing the prepared solutions, via bar coating with a Compact AB3650 (TQC Sheen) automatic film applicator, working under a fume hood with the technique of layer by layer (Figure 1). All samples were made, setting the film applicator with a coating thickness of 100 µm and with an application speed of 50 mm/s. Once coated with the layer, paper samples were dried under a fume hood for about 30 min, to remove the solvent, and then dried in an oven at 80 °C for 1 h. The samples were kept for 24 h at room temperature before testing.
2.3. Characterizations
2.3.1. Grammage and thickness determination
The grammage was calculated by weighing samples of 1 cm x 1 cm (1 cm2) and it was expressed as g/m2. 10 replicates per sample were weighed. A digital micrometer (Syntek, New York) with a sensitivity of 0.001 mm was used to measure the thickness. Three thickness measurements were carried out for each rectangular specimen of 150 x 25 mm (on both sides and in the central part), 10 samples were tested and then a total of 30 measurements, from which the mean and standard deviation values were calculated.
2.3.2. SEM Analysis
The surface of the paper samples was analyzed by scanning electron microscopy using a Nova NanoSEM 450 (FEI, Hillsboro, OR, USA) provided with LVD detector, under low vacuum conditions (80 KPa) and with an acceleration of 10 kV. Images were captured with different magnifications (500×–1000×) and tilts (0◦–40◦), thus allowing the visualization of the section of the surface.
2.3.3. Contact Angle Determination
Contact angle (CA) values were determined by means of an OCA 15EC contact angle meter and using OCA 20 (Dataphysics) software by the sessile drop method. For each type of sample, 1 × 10 cm paper strips were positioned on a film holder. CA measurements were taken depositing 3 µL of water or 7 µL of castor oil on the sample surface. For the CA measurement of each type of paper coating samples, 10 replicates were taken, the average of which was considered. The water CA was measured immediately after the drop deposition (t0), after 15 s (t15) and 30 s (t30) s. Oil CA was measured at different time steps with the same procedure employed for water CA.
2.3.4. Grease Resistance Determination
The grease resistance was tested by using the standard method, namely T 559 pm-96 (or “Kit 12” test) [24]. According to this test, the 12 solutions envisaged were prepared by mixing castor oil, heptane, and toluene in adequate portions, thus obtaining solutions that emulate different surface tensions. Solutions with higher numbers are more aggressive having lower surface energies (i.e., Solution 1 is the less aggressive, while Solution 12 is the most aggressive). The higher the number of the kit value to which the paper sample resists, the better the resistance to grease is, since the aggressiveness of the test solutions increases with the increase in the heptane content and with the decrease in the oil content of castor. A drop of each solution of the kit test was gently dropped onto the surface of each sample and quickly removed with a clean absorbent cloth after 15 s. The tested area was examined and evaluated, giving a specific value to each sample corresponding to the number of the kit test solution that shows the first signs of degradation. Thereafter, higher is the reported value, higher is the resistance of the sample surface to oils.
2.3.5. Water Vapor Transmission Rate (WVTR)
The WVTR is a measure that indicates the amount of water vapor that can permeate in 24 hours through a square meter of a packaging material under defined conditions of temperature and relative humidity [25]; This characteristic is of considerable importance, together with the other diffusion properties, in the development of packaging materials, as it has been demonstrated that increasing the hydrophobic properties of the packaging improves the water vapor barrier properties [26].
The WVTR measurement of the different samples was performed in triplicate according to the ASTM E96 standard method with slight modification [10]. Ten grams of silica gel were put inside a 25 mL glass vials to achieve a 0% internal RH. The samples were glued on the top of the vials, with the coated part inwards to prevent water vapor tangential diffusion, which were placed in a climate chamber (CH 150 - CLIMATEST Climatic Chamber, ARGO LAB) set at 38 °C (+/- 1 °C) and with 90% RH. The vials were weighted 2 times a day for 5 days of storage. The WVTR value (g 24 h−1 m−2) was calculated using the following formula:
where: “∆W/∆t” represents the weight gain as a function of time (g*h−1), obtained as the slope of the linear regression of the mass gain versus time; “A” corresponds to the exposed surface of the film (7.85 × 10−5 m2).
WVTR = [∆W/ (∆t × A)] * 24
2.3.6. Mechanical properties
The tensile strength measurements of paper samples were determined by a universal testing machine (Zwick/Roell BT1- FR1.0TH.140, Germany) according to ASTM D882 [27]. For each sample (dimensions of 150 x 25 mm), 10 specimens in machine direction (MD) and 10 specimens in cross direction (XD) were taken. The dynamometer settings were initial strain 0.1 mm/mm, initial grip separation 125 mm and speed of the grip separation 12.5 mm/min. The collected data were processed by the TESTEXPERT®II (V3.31) software. The following mechanical properties have been measured: Young’s modulus (E - MPa), Tensile strength (σ - MPa) and Elongation at break (ɛ - %).
2.4. Statistical Analysis
A Design of Experiments (DoE) approach was employed to set the minimum number of experiments necessary to save time and raw materials, as well as to avoid information loss. As stated in section 2.2, three variables were considered, thereafter a full factorial design was implemented. The other variables that occurred in the process, such as environmental temperature and humidity, were kept constant during all the tests, according to the procedure described in paragraphs 2.2. The Design Expert 13.0 (Stat-Ease, Minneapolis, MN, U.S.A.) code was used both to set up the experimental plan and to analyze the results. A total of 36 experiments were collected in the factorial design, including repetitions for pure error estimation. The central points, considered as the arithmetic mean of the factors’ levels, were included to investigate the presence of curvature in the data analysis. All the experiments (runs) were carried out randomly to avoid the presence of systematic errors, following the experimental method reported in paragraphs 2.2.
The data were analyzed firstly by means of PCA (Principal Component Analysis) which made it possible to evaluate the characteristics of the paper samples in a multivariate manner. In particular, the purpose of the PCA analysis in this context was to evaluate which type of paper had overall better performance considering the characteristics considered: oil repellency, water repellency and mechanical strength. Thereafter, a multivariate regression approach through Analysis of Variance (ANOVA) was set up to mathematically correlate and calculate each formulation effect of the specific evaluated property. The p-value (<0.05), related to the F-test, is the statistical parameter used to evaluate the significance of the model and of each factor. Lack of fit test was also considered, as a significant lack of fit means that the variation of the design points about their predicted values is much larger than the variation of the replicates about their mean values, thereafter, a not significant lack of fit is desired. The quality of fit in terms of regression analysis and the predictive power of the model were assessed using the R2, Adjusted-R2 and Pred-R2. R2 is the proportion of the variance in the dependent variables that is predictable from the independent variables, Adjusted-R2 is a corrected R2 in proportion to the number of tests employed (thereafter attempting to correct any overestimation of the R2 due to the increasing number of effects included in the model), and Pred-R2 is analogous to R2 but associated with predicted values [23].
Finally, a global desirability function was calculated to provide the most desirable factors combination, considering all the responses analyzed simultaneously. Each response is weighed according to its specific target (Table 1) in terms of objectives and importance, depending on how much each response must match the tailored purpose, and then combined using a mean. The desirability function range is from 0 to 1, where the lowest value (0) represents a completely undesirable combination of independent factors, and, conversely, the highest value (1) indicates a completely desirable or ideal combination of them [23].
3. Results
3.1. SEM Analysis
The surface of the uncoated and coated paper samples, analyzed by SEM, has been reported in Figure 2. The uncoated paper sample showed the classic open and porous network structure with a non-uniform surface, while in all the coated samples the typical cellulose fibers and holes of the paper are not visible. For this reason, we can assess that the coating is completely spread in all the samples in a homogeneous way, capable to cover paper fibers and to close paper holes, even if with some differences among them. In fact, the presence of agar (Figure 2) into the coating formulation seems to favor the spreadability of the coating, because the typical hollows of starch are less evident [28]. On the contrary, these depressions are bigger and more in the samples without agar, especially in the samples, which have 10% w/w PCL dry weight of starch in the formulation of the coating. In addition, comparing the samples with agar of SET 1 (samples without PEG in the coating formulation), with the ones without agar of the same SET, the presence of lumps of starch is very clear also in the samples with agar, thus presenting a less homogeneous surface. Already confirmed by our previous studies, PEG strongly influences the spreadability and homogeneity of coatings on cellulosic materials [10]. In fact, as shown in Figure 2, it is possible to see a considerable improvement in the homogeneity of the surface moving from the samples with PEG 5% w/w PCL dry weight to the ones with 15% w/w PCL dry weight of PEG. It can therefore be supposed that the PEG/agar combination positively influences the achievement of a more homogeneous and smooth coating surface.
3.2. Grammage and thickness
It is evident, looking at the data shown in Table 2, that the composition of the coating affects thickness and grammage of the paper samples. It is well known that the addition of a coating generally results in an increase in both thickness and grammage compared to samples without coating, but a more specific calculation must be provided to estimate this increasing effect, both for grammage and thickness. This calculation has been made through PCA and multivariate analysis. As shown in Table 2 the PCA analysis suggests that the only factor that significantly affects thickness is agar. Additionally, samples that include agar in the coating solution have a higher thickness than those without agar, this is evidenced, even, from the Multifactorial ANOVA, with p≤0.001. Equations of the models have been calculated indicating a thickness equal to 170 µm with agar, and equal to 80 µm without agar, independently of the other formulation components. Nevertheless, it must be noted that in both situations an increase in thickness is confirmed, taking as reference the uncoated paper (54 µm). Regarding grammage there is no statistically significant factor that influences this property. These observations suggest that the specific components and concentrations used in the coating formula can have a direct impact on the resulting thickness of the paper samples, especially the presence of agar.
3.3. Contact angle with oil
In the measurement of the CA considering oil, castor oil was chosen because it is the basis of the solutions used in the test “Kit-12”, a reference method to evaluate the repellency of paper against oils and fats. Considering Table 2, the presence of PEG and starch in the formulation of the samples significantly influences the measurement of the CA with oil at 0 s, with p≤ 0.001. Even, the interaction between the factors is significant from the statistical point of view but with a restrained influence, as the p-value increases (p ≤ 0.05). In addition, differences arise among CA measured at different times; As shown in Table 2, after 15 s and 30 s the agar addition plays the key role, and, thereafter, all the variables considered for coating formulation must be carefully considered in the coating formulation to tailor this fundamental property. In particular, the CA with oil after 15 s is around 38° for most of the formulations containing agar and around 32°, for the coating formulation without agar. In strong similarity, after 30 s both CA decrease, but in the same proportion; In fact, the coatings’ formulation with agar had higher CA, equal to 35°, in contrast with the CA measured in the formulation without agar, that is 29°. In Figure 3a, the response surface graph and the mathematical equation of the model have been reported, estimating quantitatively the effect of PEG and starch on the coating CA with oil. In Table S2 of the supplementary materials, the data collected for each sample have been reported. Considering Table S2, in SET 2, sample S5 PEG5 shows the highest CA value at time zero, instead sample S10 AG PEG5 has the highest value at 15-30 s after the drop deposition. As regards the other samples of SET 2, they all have a discontinuous, but, at the same time, rather high value of CA. Samples of SET 1 instead show fairly constant values over time, in particular sample S5, which contains only 5% w/PCL of starch component. SET 3 samples measured the highest values of all the other samples analyzed in this experiment; in fact, the values recorded at instant 0 s fell within a range between 70° and 77°; in particular, sample S5 PEG15 recorded the highest angle values at time 0.
3.4. Grease resistance
Regarding oil resistance, together with CA, also KIT 12 results should be considered and from this analysis we can confidently say that layering a coating on uncoated paper significantly improves its oil repellency performance. In fact, according to Table 2 all the variables taken in consideration in this study influence this property in single or in interaction. For example, the combination of starch and agar or, even, the only presence of starch, have a strong effect on the performance of the paper, when compared to the uncoated one (p≤ 0.001). More details on the rough data are reported in Table S3 of the supplementary materials, showing values very close to 0 for the uncoated paper, and values ranging from 8.33±0.66 to 11.33±0.66 for samples with coating. The best performance, in terms of highest resistance to grease (above 10) is recorded for samples containing 5% w/w PCL dry weight of starch when agar is present (Figure 3b), whereas the agar/starch combination could have a slight negative impact on the oil resistance of coated paper samples when agar is absent from the formulation (Figure 3c). Resistance to oil, which further improves in samples that have only the starch component in the formulation, also tends to increase as the percentage of starch increases (Figure 3c). Finally, it is interesting to note that CA measured with oil and results obtained from KIT 12 can’t be correlated to each other, according to their definition. In fact, for example, sample PEG5 S10 AG has a higher CA value at 15 s than the other samples (around 45°), but a very low kit12 value (4). Another case is sample S10, which managed to resist a greater number of kits, 10, but recorded a very low CA value (Figure S1). Among them, sample S5 PEG15 has high values both for the kit-12 test and for CA measurement, this suggests that the mere presence of starch improves the repellency to oil-based substances, and, especially coatings that do not have agar in their formulation have the best fat repellency.
3.5. Behavior of samples with water
To complete the samples’ characterization, although it was not the focus of this study, the behavior against water of the coated paper samples were also investigated. In this regard, the WVTR value of all samples was measured, and water CA analysis was performed.
3.5.1. WVTR
Having regards to the purpose of this work, WVTR represents a measure of the interactions that the water vapor establishes with the cellulosic fibers of paper, from which a restrained WVTR values mean the obtainment of cellulosic materials less compatible to water and therefore less susceptible to humidity degradation. In Figure S2 of the supplementary materials, measured WVTR values for all the samples are shown. Comparing them with the control group (uncoated paper) it is clear that the lowest values were recorded by the formulations of SET2, in which 5% w/w PCL dry weight of PEG was included. The explanation for this behavior can be found precisely in the presence of PEG, which at that concentration could have favored the homogeneous dispersion of the coating on the paper surface, also promoting the penetration of the coating into the pores of the paper, thus slowing the passage of water vapor. This result is also confirmed by the SEM images shown in Figure 2c. Furthermore, the SET3 samples showed a higher WVTR value than the SET2 samples, this phenomenon could be explained by the higher percentage of PEG (15% w/w PCL dry weight) present in the formulations compared to 5% w/w PCL dry weight of the SET2 samples. In fact, as the PEG is hydrophilic at higher concentration, it could increase the permeability to water vapor, favoring the hydration of the substrate [29]. In addition, interaction with the other components must be evaluated. As we can see in Table 2 PEG and agar seem to be the most relevant compounds in formulation from the statistical point of view also considering ANOVA. Then, if we focus our attention on the interaction between PEG and starch (Figure 2d), we can notice how 0% w/w PCL dry weight PEG, 10% w/w PCL dry weight starch and 1.5% w/w PCL dry weight agar is the best combination for the WVTR performance. The presence of agar is influential on the WVTR, as we also see from the SEM analyses, because it helps with the homogeneous deposition of the coating on the paper. On the contrary, we can see that the worst coating composition is reached for 15% w/ w PCL dry weight PEG combined with agar (1.5% w/w PCL dry weight), and this aspect depends on the hydrophilic nature of the PEG.
3.5.2. Contact angle with water
Regarding water CA, all the samples have shown a hydrophilic behavior as all the measured angles were below 90° (Table S5 of the supplementary material). Among the various samples, the ones in SET 2, composed of samples containing PEG at 5% w/w PCL dry weight, recorded the highest CA values, in particular for samples that have agar in their formulation. In the other SETs of samples, it is not possible to find significant differences as in the samples present in SET 2. However, we can state that the presence, in the formulation, of PEG and agar and even more their interaction, significantly influences the water CA; this is also confirmed by the multifactor ANOVA analysis (Table 2), where for the factors considered and, their interaction are shown.
3.6. Mechanical properties
In general, mechanical properties of paper were determined in two orthogonal directions: the Machine Direction (MD) and Cross Machine Direction (XD). Young's modulus (E) and tensile strength (σ) are expected to decrease from MD to XD. This is due to the fact that machine made paper has more fibers aligned along MD, therefore making it less deformable in that direction, but more resistant [30]. We can see from Table S5 that the collected data, independently of the presence of a coating or not, follows this trend, indicating a specific orientation of the papers’ fiber.
In addition, strong variations are due to the application of a coating and generally a sudden lowering of the recorded value of E and σ can be appreciated, with respect to the uncoated paper samples. More in details, observing the significant values of the Multifactorial ANOVA (Table 2), in addition to the direction of the samples, it can be detected that PEG inclusion into the coating formula significantly influences the deformability of the samples, acting as a plasticizer, by improving the diffusion of the coating and the deformability of the sample [31]. Thereafter, lower E values are recorded for the samples coated with PEG in their formulation [31]. Indeed, agar plays a significant role in single or in combination with PEG (Table 2). In fact, along XD, samples containing agar recorded lower σ (27 MPa) with respect to the samples which do not have agar in the coating formulation (56 MPa), regardless of the amount of starch and PEG. In addition, along MD, having higher values of σ we again find samples without agar but also without PEG; moving to higher values of PEG a decrease of σ can be observed. Finally, the elongation at break is not significantly affected by the presence of the coatings, thereafter, has not been further analyzed. In summary, the coated paper samples are much more deformable as they reach lower E and σ values, with a consequent decrease in the resistance, which however increases with respect to the uncoated paper, in particular for the samples containing only starch in the coating formulation.
4. Discussion
Taking to account all the previous results a complete comparison of the obtained data has been reported, through PCA and multivariate analysis in which a desirability function has been finally calculated. The optimal dimensionality of the PCA model, i.e. the number of PCs to consider, was defined using the screen plot, a graph that displays the percentage of variance explained by each PC. In this specific study, it was decided to consider two principal components, where PC1 describes 42.13% of the explained variance while PC2 describes 25.81% of the explained variance. To fully interpret the results of the PCA model, it is necessary to combine the scores graph (Figure S3) with the loadings graph (Figure 4). The scores graph allows you to evaluate the relationships between samples, while the loading graph allows you to evaluate the relationships between output variables. In the score graph (Figure S3) we can see a clear separation of two groups of samples mainly along PC2, namely, the agar-coated group in red (having PC2 positive values), the group without agar in green (with negative PC2 values) and the control samples, represented in blue, clearly separated from the other samples along PC1. It can therefore state that PC1 mainly allows distinguishing the control samples with the coated paper samples prepared in this study, while PC2 allows to distinguish the samples covered with agar from the samples without agar. Comparing the graph of scores with that of loads (Figure 4) we can also see that the samples with agar, positioned at positive values of PC2, show high values of thickness and high levels of CA OIL (0s, 15s and 30s), as they are variables with positive loading values along PC2, indicating that agar has a more positive influence on these responses. In addition, agar content should be carefully considered in combination with PEG or starch, as positive values of PC2 are distributed along different values of PC1. Furthermore, the tensile strength and thickness variables are inversely related to each other as they are opposite the origin in the load graph PC1 and PC2, thereafter at greater coating thickness also lower values of tensile strength are observed. Finally, grammage is inversely related to the CA value with water (CA-H2O 0s, 15s, 30s), thereafter, indicating that some restrictions on the coating formulation must be applied to balance these two responses. For this reason, it is necessary to calculate the best coating formulation to satisfy all the output variables through a desirability function as explained in paragraph 2.4. In fact, with the desirability function we can take in consideration the synergic effect among variables and calculate the optimum conditions of work, in this case the best coating formulation. The results of the calculation of this function are graphically shown in Figure 3 where the graphs are reported for the two conditions: with and without agar, respectively Figure 3e and Figure 3f. As it is possible to see the condition with the higher desirability regards the formulations with agar (Figure 3e) showing desirability over 0.5. More in depth the calculated best coating formulation is : 10% w/ w PCL dry weight Starch, 1.5% w/w PCL dry weight agar and 15% w/w PCL dry weight PEG, showing that all the compounds investigated in this study are relevant to produce the more promising coating for packaging paper.
5. Conclusion
In the present research, a quantitative calculation of the most performing paper coating for food wrapping application has been investigated. Agar, PEG and starch, in combination with PCL and glycerol dissolved in water, showed highly functional potential as a polymer matrix for film-coating formation. The application of a Design of Experiments approach allowed investigating the influence of environmental-friendly plasticizer and cross-linking agents onto physical properties of paper coating in a systematic way, by clearly identifying composition regions where the formation of a well-balanced coating is promoted and where a synergetic effect can be observed between agar, PEG and starch. The addition of starch, even at its lowest level (5% w/w PCL dry weight) is fundamental for oil resistance as it has a relevant influence on the CA measured with oil. Furthermore, a positive interaction in this sense has been observed when PEG (15% w/w PCL dry weight) is employed in the coating formulation, as it leads to positive changes in coating structure. In addition, agar presence has shown in combination with PEG a beneficial key role for oil resistance and for water vapor transmission rate, nevertheless, causing a significant detriment of the mechanical properties. The best coating composition has been calculated, and it is: 10% w/w PCL dry weight of starch, 1.5% w/w PCL dry weight of agar and 15% w/w PCL dry weight of PEG. However, improvements should be made (in terms of new further mixture components) to overcome mechanical properties depletion and to achieve a trend comparable to uncoated paper. In addition, further study regarding degradation mechanisms related to this type of coating should be addressed to evaluate their performance during time and at the end of their life. This study confirms that a well-balanced combination of biopolymers, also from natural origins, could be used to obtain bioplastic coating suitable for the functionalization of paper for food packaging in a circular economy perspective.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org, Table S1: Results of the Multifactorial ANOVA and Tukey's HD test regarding grammage and thickness. Results are reported as F-values and lowercase letters (“c” > “b” > “a”), respectively. Different letters identify significantly different samples. Table S2: Results of the Multifactorial ANOVA and Tukey's HD test regarding CA Oil. Results are reported as F-values and lowercase letters (“c” > “b” > “a”), respectively. Different letters identify significantly different samples. Table S3. Results of the Multifactorial ANOVA and Tukey's HD test regarding KIT12. Results are reported as F-values and lowercase letters (“c” > “b” > “a”), respectively. Different letters identify significantly different samples. Figure S1: Numerical results of the KIT 12 test. Figure S2. Numerical results of the WVTR. Table S4: Results of the Multifactorial ANOVA and Tukey's HD test regarding WVTR. Results are reported as F-values and lowercase letters (“c” > “b” > “a”), respectively. Different letters identify significantly different samples. Table S5: Results of the Multifactorial ANOVA and Tukey's HD test regarding CA Water. Results are reported as F-values and lowercase letters (“c” > “b” > “a”), respectively. Different letters identify significantly different samples. Table S6: Results of the Multifactorial ANOVA and Tukey's HD test regarding Mechanical properties. Results are reported as F-values and lowercase letters (“c” > “b” > “a”), respectively. Different letters identify significantly different samples. Figure S3: Scores of the PCA analysis.
Author Contributions
Conceptualization, P.F. and E.L.; methodology, E.L.; software, S.B.; validation, A.B.., and E.L.; formal analysis, E.L.; investigation, A.B.; resources, P.F.; data curation, S.B.; writing—original draft preparation, E.L.; writing—review and editing, S.B..; supervision, P.F.; project administration, P.F.; funding acquisition, M.M. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the financial support of the Project funded under the National Recovery and Resilience Plan (NRRP), Mission 04 Component 2 Investment 1.5 - NextGenerationEU, Call for tender n. 3277 dated 30/12/2021, Award Number: 0001052 dated 23/06/2022.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
research data are available in this document and in the related supplementary materials submitted.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ruiz-Real, J.L.; Uribe-Toril, J.; Valenciano, J.D.P.; Gázquez-Abad, J.C. Worldwide Research on Circular Economy and Environment: A Bibliometric Analysis. Int J Environ Res Public Health 2018, 15. [Google Scholar] [CrossRef] [PubMed]
- Vila-Lopez, N.; Küster-Boluda, I. A Bibliometric Analysis on Packaging Research: Towards Sustainable and Healthy Packages. British Food Journal 2021, 123, 684–701. [Google Scholar] [CrossRef]
- Deshwal, G.K.; Panjagari, N.R.; Alam, T. An Overview of Paper and Paper Based Food Packaging Materials: Health Safety and Environmental Concerns. J Food Sci Technol 2019, 56, 4391–4403. [Google Scholar] [CrossRef]
- Oloyede, O.O.; Lignou, S. Sustainable Paper-Based Packaging: A Consumer’s Perspective. Foods 2021, 10. [Google Scholar] [CrossRef] [PubMed]
- Soergel, B.; Kriegler, E.; Weindl, I.; Rauner, S.; Dirnaichner, A.; Ruhe, C.; Hofmann, M.; Bauer, N.; Bertram, C.; Bodirsky, B.L.; et al. A Sustainable Development Pathway for Climate Action within the UN 2030 Agenda. Nat Clim Chang 2021, 11, 656–664. [Google Scholar] [CrossRef]
- Kopacic, S.; Walzl, A.; Zankel, A.; Leitner, E.; Bauer, W. Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials. Coatings 2018, 8. [Google Scholar] [CrossRef]
- Nair, A.; Kansal, D.; Khan, A.; Rabnawaz, M. New Alternatives to Single-use Plastics: Starch and Chitosan- Graft -polydimethylsiloxane-coated Paper for Water- and Oil-resistant Applications. Nano Select 2022, 3, 459–470. [Google Scholar] [CrossRef]
- Khwaldia, K.; Arab-Tehrany, E.; Desobry, S. Biopolymer Coatings on Paper Packaging Materials. Compr Rev Food Sci Food Saf 2010, 9, 82–91. [Google Scholar] [CrossRef]
- Reis, A.B.; Yoshida, C.M.P.; Reis, A.P.C.; Franco, T.T. Application of Chitosan Emulsion as a Coating on Kraft Paper. Polym Int 2011, 60, 963–969. [Google Scholar] [CrossRef]
- Faro, E. Lo; Menozzi, C.; Licciardello, F.; Fava, P. Improvement of Paper Resistance against Moisture and Oil by Means Coatings with Poly(-3-Hydroxybutyrate-Co-3-Hydroxyvalerate) (Phbv) and Polycaprolactone (Pcl). Applied Sciences (Switzerland) 2021, 11. [Google Scholar] [CrossRef]
- Sogut, E.; Seydim, A.C. Development of Chitosan and Polycaprolactone Based Active Bilayer Films Enhanced with Nanocellulose and Grape Seed Extract. Carbohydr Polym 2018, 195, 180–188. [Google Scholar] [CrossRef] [PubMed]
- Sundar, N.; Keerthana, P.; Kumar, S.A.; Kumar, G.A.; Ghosh, S. Dual Purpose, Bio-Based Polylactic Acid (PLA)-Polycaprolactone (PCL) Blends for Coated Abrasive and Packaging Industrial Coating Applications. Journal of Polymer Research 2020, 27. [Google Scholar] [CrossRef]
- Bota, J.; Vukoje, M.; Brozovic, M.; Hrnjak-Murgic, Z. Reduced Water Permeability of Biodegradable PCL Nanocomposite Coated Paperboard Packaging. In Proceedings of the Chemical and Biochemical Engineering Quarterly; Assoc. of Chemists and Chemical Engineers of Croatia, January 1 2018; Vol. 31; pp. 417–424. [Google Scholar]
- Chi, K.; Wang, H.; Catchmark, J.M. Sustainable Starch-Based Barrier Coatings for Packaging Applications. Food Hydrocoll 2020, 103. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, B.; Zhao, S.; Qiao, D.; Xie, F. Plasticized Starch/Agar Composite Films: Processing, Morphology, Structure, Mechanical Properties and Surface Hydrophilicity. Coatings 2021, 11. [Google Scholar] [CrossRef]
- Roy, S.; Rhim, J.W. Starch/Agar-Based Functional Films Integrated with Enoki Mushroom-Mediated Silver Nanoparticles for Active Packaging Applications. Food Biosci 2022, 49. [Google Scholar] [CrossRef]
- Ewender, J.; Franz, R.; Welle, F. Permeation of Mineral Oil Components from Cardboard Packaging Materials through Polymer Films. Packaging Technology and Science 2013, 26, 423–434. [Google Scholar] [CrossRef]
- Dobrovszky, K.; Ronkay, F. Effects of Phase Inversion on Molding Shrinkage, Mechanical and Burning Properties of Injection Molded PET/HDPE and PS/HDPE Polymer Blends.
- Mahuwala, A.A.; Hemant, V.; Meharwade, S.D.; Deb, A.; Chakravorty, A.; Grace, A.N.; Raghavan, V. Synthesis and Characterisation of Starch/Agar Nanocomposite Films for Food Packaging Application. In Proceedings of the IET Nanobiotechnology; Institution of Engineering and Technology, December 1 2020; Vol. 14; pp. 809–814. [Google Scholar]
- Choi, I.; Lee, J.Y.; Lacroix, M.; Han, J. Intelligent PH Indicator Film Composed of Agar/Potato Starch and Anthocyanin Extracts from Purple Sweet Potato. Food Chem 2017, 218, 122–128. [Google Scholar] [CrossRef]
- Ortega-Toro, R.; Muñoz, A.; Talens, P.; Chiralt, A. Improvement of Properties of Glycerol Plasticized Starch Films by Blending with a Low Ratio of Polycaprolactone and/or Polyethylene Glycol. Food Hydrocoll 2016, 56, 9–19. [Google Scholar] [CrossRef]
- Singh, R.P.; Pandey, J.K.; Rutot, D.; Degée, P.; Dubois, P. Biodegradation of Poly(ε-Caprolactone)/Starch Blends and Composites in Composting and Culture Environments: The Effect of Compatibilization on the Inherent Biodegradability of the Host Polymer. Carbohydr Res 2003, 338, 1759–1769. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments Eighth Edition; 2012; Volume 2, ISBN 9781118146927. [Google Scholar]
- Tappi Repellency of Paper and Board to Grease, Oil, and Waxes (Kit Test); 2002.
- Song, Z.; Xiao, H.; Zhao, Y. Hydrophobic-Modified Nano-Cellulose Fiber/PLA Biodegradable Composites for Lowering Water Vapor Transmission Rate (WVTR) of Paper. Carbohydr Polym 2014, 111, 442–448. [Google Scholar] [CrossRef]
- Aulin, C.; Ström, G. Multilayered Alkyd Resin/Nanocellulose Coatings for Use in Renewable Packaging Solutions with a High Level of Moisture Resistance. Ind Eng Chem Res 2013, 52, 2582–2589. [Google Scholar] [CrossRef]
- ASTM ASTM D882-18 Standard Test Method for Tensile Properties of Thin Plastic Sheeting; 2018.
- Domene-López, D.; García-Quesada, J.C.; Martin-Gullon, I.; Montalbán, M.G. Influence of Starch Composition and Molecular Weight on Physicochemical Properties of Biodegradable Films. Polymers (Basel) 2019, 11. [Google Scholar] [CrossRef] [PubMed]
- Requena, R.; Jiménez, A.; Vargas, M.; Chiralt, A. Effect of Plasticizers on Thermal and Physical Properties of Compression-Moulded Poly[(3-Hydroxybutyrate)-Co-(3-Hydroxyvalerate)] Films. Polym Test 2016, 56, 45–53. [Google Scholar] [CrossRef]
- Yokoyama, T.; Nakai, K. Evaluation of In-Plane Orthotropic Elastic Constants of Paper and Paperboard.
- Rogovina, S.Z.; Aleksanyan, K.V.; Loginova, A.A.; Ivanushkina, N.E.; Vladimirov, L.V.; Prut, E.V.; Berlin, A.A. Influence of PEG on Mechanical Properties and Biodegradability of Composites Based on PLA and Starch. Starch/Staerke 2018, 70. [Google Scholar] [CrossRef]
Figure 1.
Scheme of the coatings production.
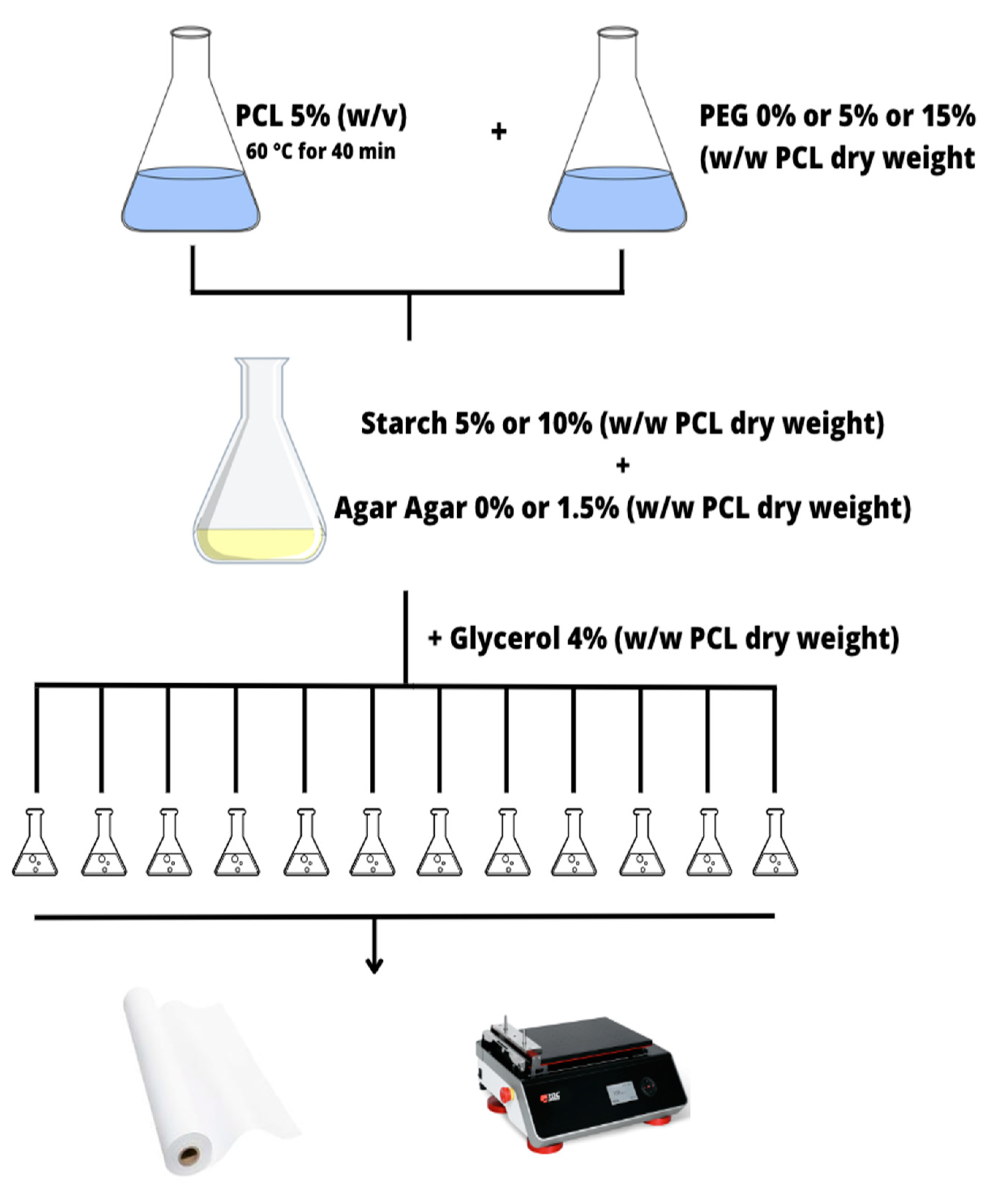
Figure 2.
SEM micrographs representative of each investigated sample.
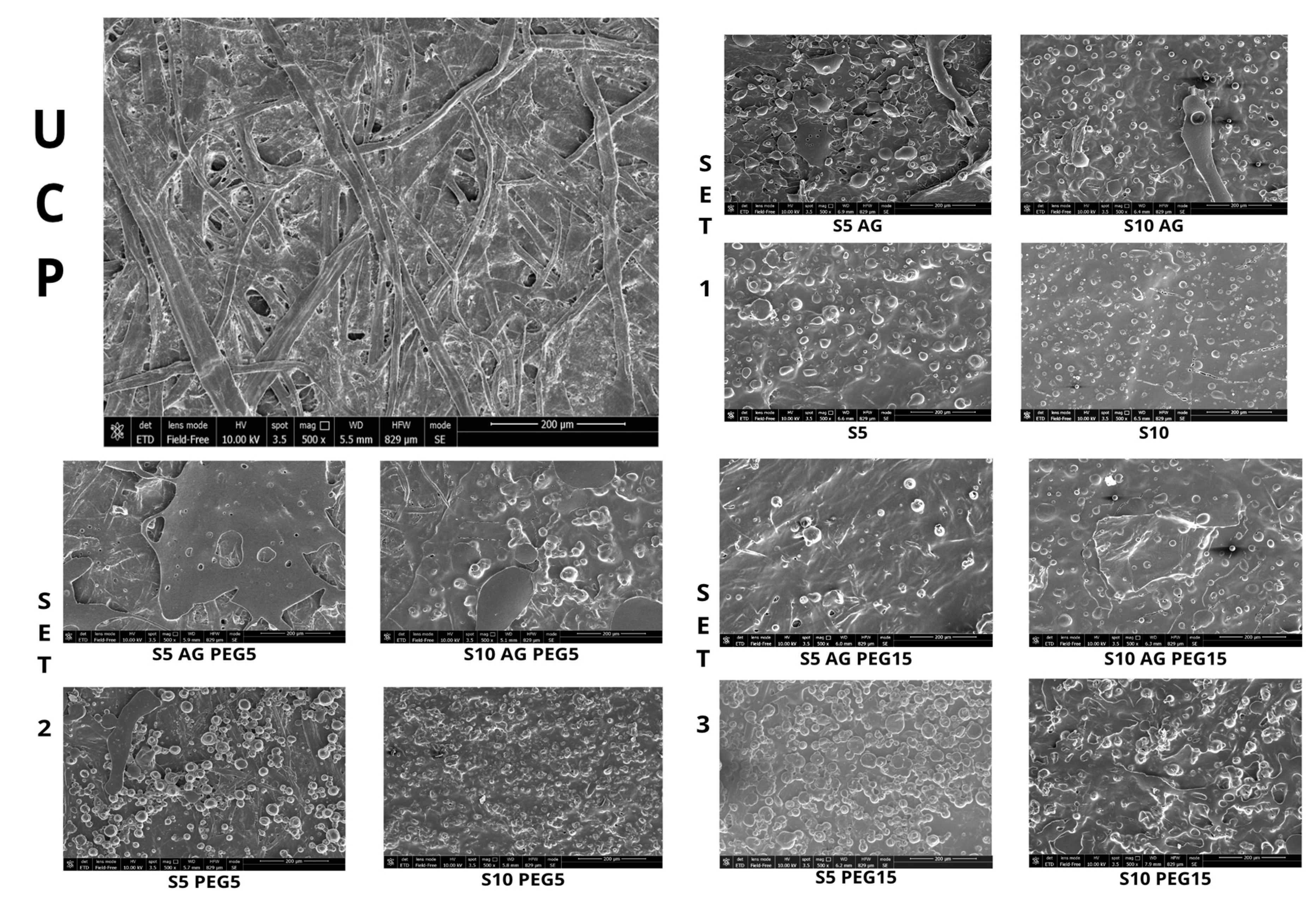
Figure 3.
Response surface graph of the most representative mathematical models calculated: a) CA oil 0 s; b) KIT12 with agar; c) KIT12 without agar; d) WVTR with agar; e) Desirability function with agar; f) Desirability function without agar.
Figure 3.
Response surface graph of the most representative mathematical models calculated: a) CA oil 0 s; b) KIT12 with agar; c) KIT12 without agar; d) WVTR with agar; e) Desirability function with agar; f) Desirability function without agar.
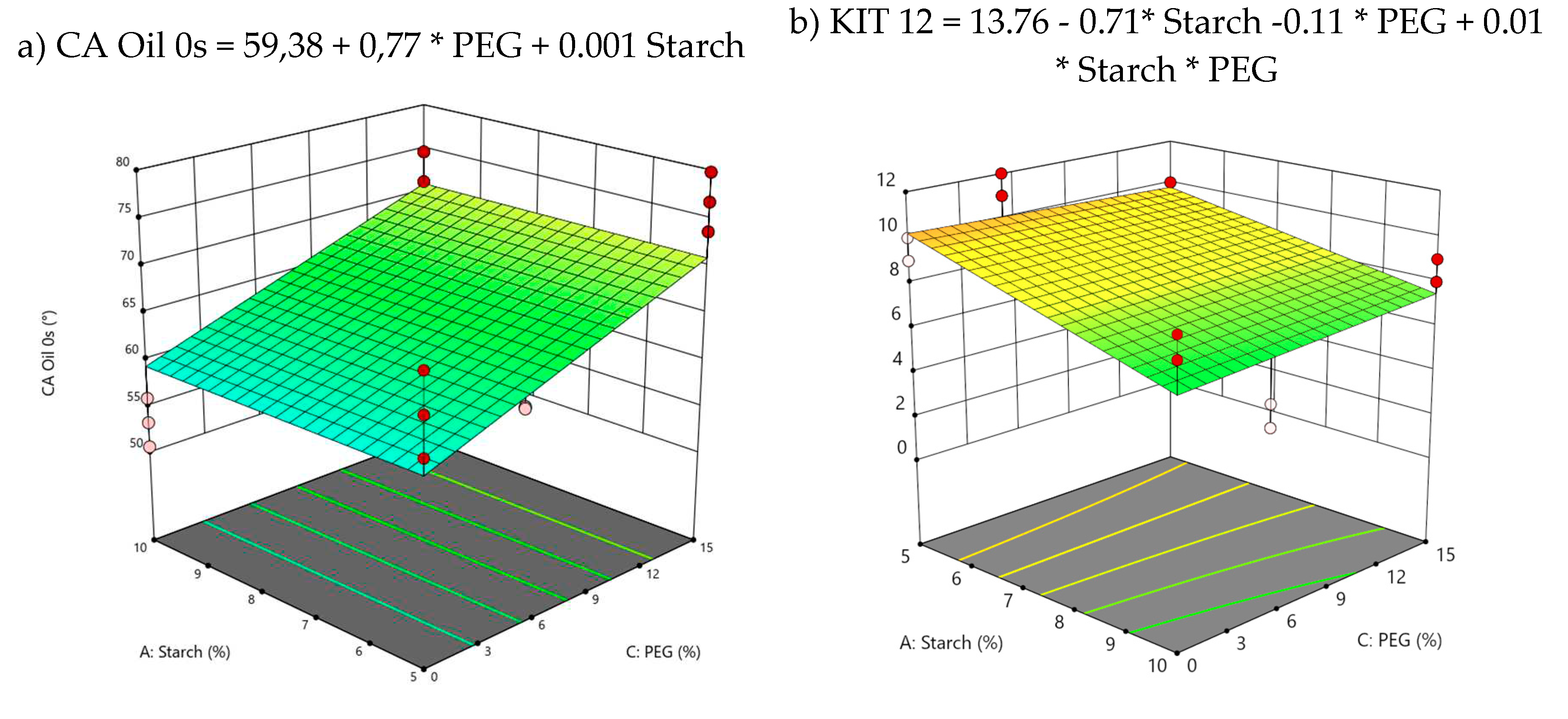
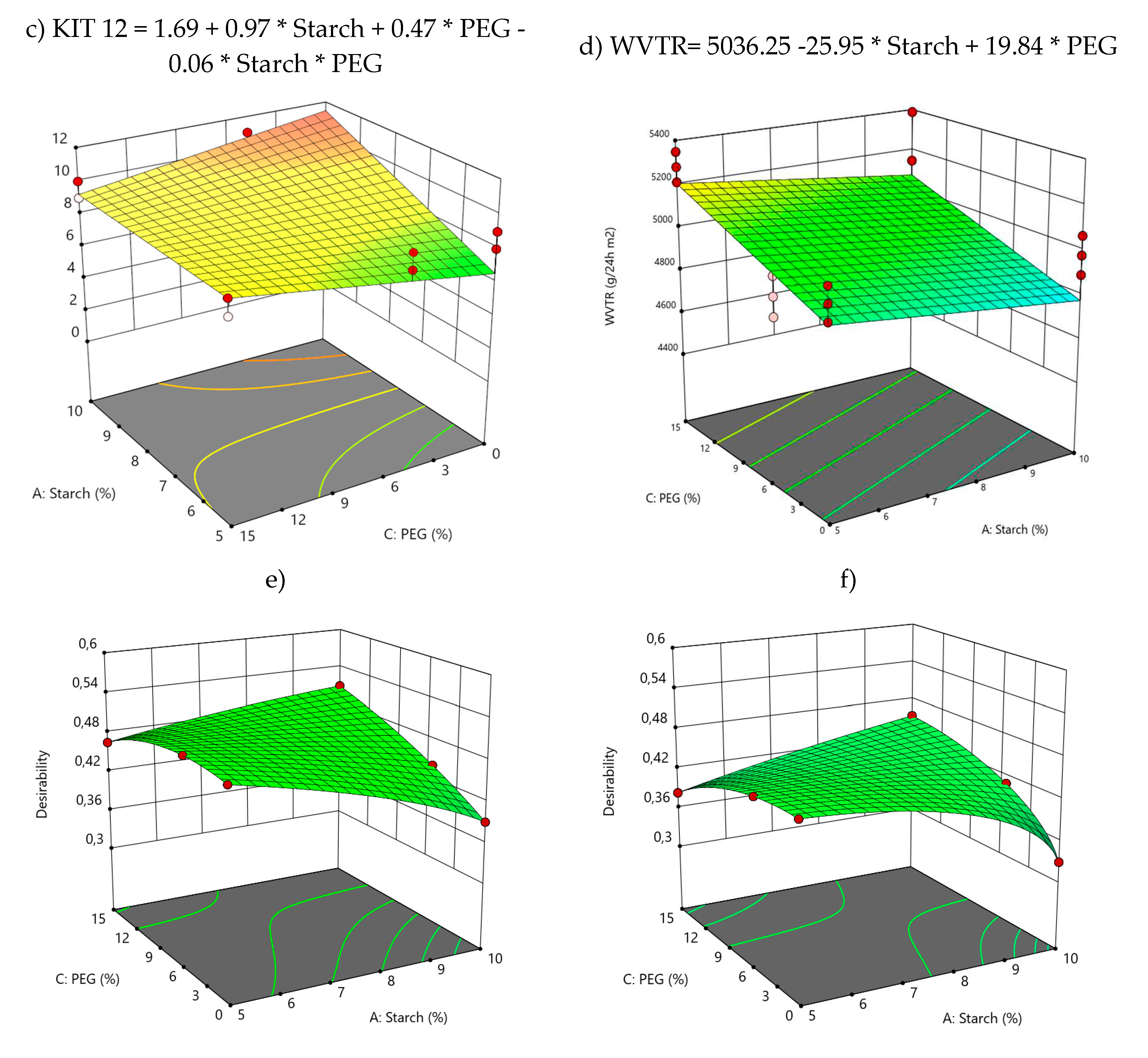
Figure 4.
Loading plot of the PCA analysis.
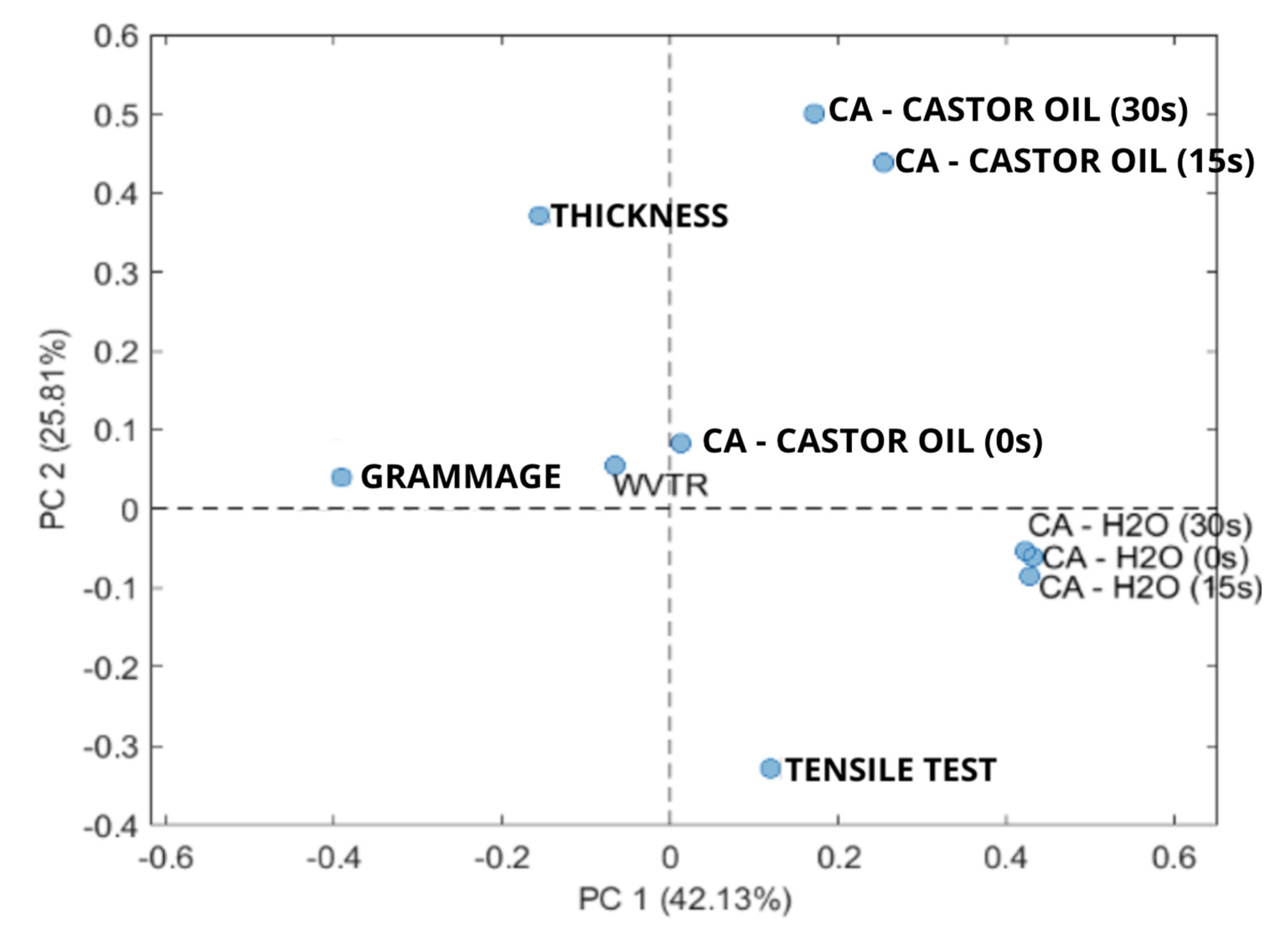

Table 1.
Investigated formulation in terms of analyzed input and output variables (see paragraph 2.4).
Table 1.
Investigated formulation in terms of analyzed input and output variables (see paragraph 2.4).
| Sample | Input Variables | |||
|---|---|---|---|---|
| Starch % (w/w PCL dry weight) |
Agar % (w/w PCL dry weight) |
PEG % (w/w PCL dry weight) |
||
| SET 1 | S5 AG | 5 | 1.5 | 0 |
| S10 AG | 10 | 1.5 | 0 | |
| S5 | 5 | 0 | 0 | |
| S10 | 10 | 0 | 0 | |
| SET 2 | PEG5 S5 AG | 5 | 1.5 | 5 |
| PEG5 S10 AG | 10 | 1.5 | 5 | |
| PEG5 S5 | 5 | 0 | 5 | |
| PEG5 S10 | 10 | 0 | 5 | |
| SET 3 | PEG15 S5 AG | 5 | 1.5 | 15 |
| PEG15 S10 AG | 10 | 1.5 | 15 | |
| PEG15 S5 | 5 | 0 | 15 | |
| PEG15 S10 | 10 | 0 | 15 | |
| Output Variables | Goal | Importance | ||
| WVTR | to minimize | 2 | ||
| Grease Resistance - Kit 12 | to maximize | 5 | ||
| Contact angle measurements oil | to maximize | 4 | ||
| Contact angle measurements water | to maximize | 2 | ||
| Thickness | to minimize | 3 | ||
| Grammage | to minimize | 3 | ||
| Mechanical properties | In range | 3 | ||
Table 2.
Results of the Multifactorial ANOVA and Tukey's HD test * = p ≤ 0.05; ** = p ≤ 0.01; *** = p ≤ 0.001.
Table 2.
Results of the Multifactorial ANOVA and Tukey's HD test * = p ≤ 0.05; ** = p ≤ 0.01; *** = p ≤ 0.001.
| Agar | Starch | PEG | Agar PEG |
PEG Starch | Agar Starch |
PEG agar Starch |
|
|---|---|---|---|---|---|---|---|
| Grammage | / | * | / | / | * | / | / |
| Thickness | *** | / | / | * | / | / | / |
| CA Oil 0s | / | *** | *** | / | * | / | / |
| CA Oil 15s | * | / | / | / | / | / | / |
| CA Oil 30s | * | / | / | / | / | / | / |
| Grease Resistance | *** | *** | / | * | *** | *** | *** |
| CA Water | *** | * | *** | *** | / | * | / |
| WVTR | *** | * | *** | / | / | / | / |
| Tensile Strength | / | / | *** | *** | * | / | / |
| Young’s Modulus | *** | ** | * | *** | / | / | / |
| Elongation | / | / | / | / | / | / | / |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



