
Submitted:
17 August 2023
Posted:
22 August 2023
You are already at the latest version
Abstract
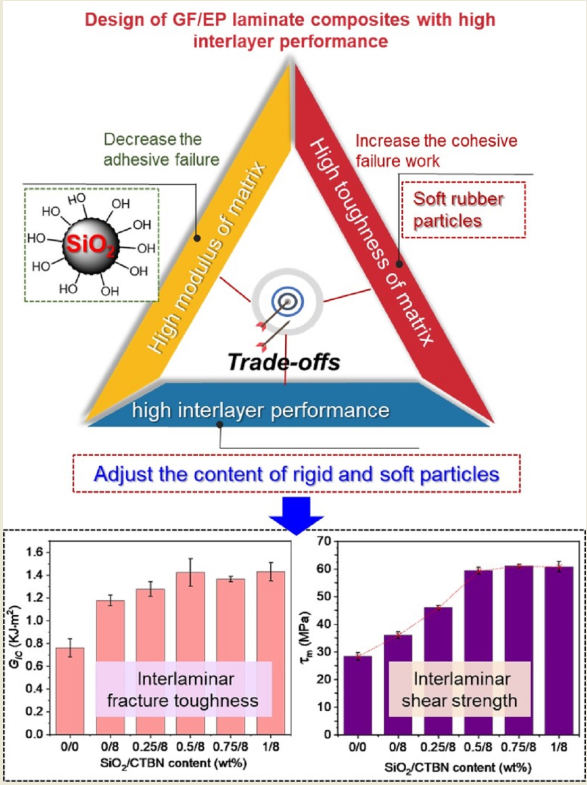
Poor interlaminar fracture toughness has been a major issue in glass fiber-reinforced epoxy resin (GF/EP) laminate composites. In this paper, soft carboxy-terminated liquid nitrile (CTBN) rubber particles and rigid nano-SiO2 are used to toughen the epoxy resin (EP) matrix to improve the interlayer properties of GF/EP laminate composites. The effects of adding two toughening agents on the mechanical and interlayer properties of GF/EP laminates were studied. The results showed that adding the two kinds of particles improved the mechanical properties of the epoxy matrix. When the additional amount of flexible CTBN rubber particles was 8wt%, and the rigid nano SiO2 was 0.5wt%, the fracture toughness of the matrix resin was increased by 215.8%, and the tensile strength was only decreased by 2.3% compared with the pure epoxy resin. On this basis, the effects of two kinds of particles on the interlayer properties of GF/EP composites were studied. Compared with the unmodified GF/EP laminates, the interlayer shear strength and mode Ⅰ interlayer fracture toughness is significantly improved by toughening agent, and the energy release rate GIC of interlayer shear strength and interlayer fracture toughness is increased by 109.2%, and 86.8%, respectively.
Keywords:
epoxy resin
; carboxy-terminated liquid nitrile butadiene rubber
; nano-SiO2
; toughening
; GF/EP laminate composites
; interlaminar properties
1. Introduction
Glass fiber-reinforced epoxy resin (GF/EP) laminates have the advantages of high mechanical strength, stable size, electrical properties, strong designability, and low price. So, they are widely used in construction, electrical engineering, rail transit, and other fields[1,2]. However, the in-plane orientation of glass fibers makes the interlayer properties of GF/EP composites much lower than the in-plane properties[3,4]. Meanwhile, the difference in thermal expansion coefficient and Poisson's ratio between the layers leads to intense stress concentration at the mechanical joints inside the composites. Weak interlaminar properties and severe stress concentration make GF/EP composites easy to produce minor cracks that are difficult to detect and expand into the layers under low-impact energy[5]. Gradually inducing interlaminar damage leads to the overall damage of the composite, which seriously hinders the application of GF/EP composites in key load-bearing components. Improving interlaminar properties in GF/EP composite laminates has attracted much attention over the past few decades[6,7].
According to the principle of material mechanics, there are two ideal modes of interface adhesive failure and cohesion failure in the layered failure process of fiber-reinforced composite materials[8], in which the external load energy absorbed by the interface adhesive failure process is much smaller than that absorbed by the cohesion failure process[9,10]. It is necessary to improve the interlayer bonding properties of composite materials and improve the failure work of matrix cohesion failure, which means toughening the matrix[11,12].
The modulus difference between the fiber and the matrix resin is significant, and the stress concentration at the interface can easily cause interface damage to the composite[5]. Li Gang et. al used organic molecules combined with inorganic nano SiO2 particles to study the influence of matrix modulus changes on the interface bonding properties of high-modulus carbon fiber-reinforced epoxy resin composites. When the modulus of the epoxy matrix is increased by 30.6-34.4%, the interlaminar shear strength of its composite material is increased by 39.8-61.8%, and its failure mode changes from interface adhesive failure to matrix cohesion failure[13,14]. Similarly, LalLazar et al. added 0.75wt% silicon dioxide (SiO2) with a particle size of 17nm to the epoxy matrix[15]. Then they combined it with E-type glass fiber to prepare laminates, whose interlayer fracture toughness increased by 60% compared with that unmodified. Improving the stiffness matching between matrix and fiber by increasing the matrix modulus is an effective method to improve the interfacial stress transfer efficiency and enhance the interface bonding performance of the laminates.
The most prevalent toughening method is incorporating nano-sized or micro-sized fillers into epoxies. According to the different structures of the toughening modifier, it can be divided into polymer toughening[16] and rigid inorganic particle toughening[17,18,19]. Carboxylated-terminated liquid acrylonitrile rubber (CTBN) is a polymer elastomer with active carboxyl functional groups at both ends of the molecular chain, and its glass transition temperature is much lower than room temperature. In curing with epoxy resin, the end carboxyl group of CTBN can participate in the crosslinking reaction of epoxy resin. With the curing of epoxy resin, phase separation occurs between the two polymers, and CTBN is dispersed in the epoxy resin matrix with rubber particles of different scales[20,21]. When the material is damaged, the residual stress of particle phase curing is superimposed with the three-way stress field at the front of the crack, resulting in the interfacial debonding between the particle and the matrix to form holes, weakening the stress at the crack tip, and inducing the nearby matrix to produce shear bands through the particle equatorial stress concentration, consuming the applied load[22,23]. CTBN toughening epoxy resin has the advantage of high efficiency. Adding 10 ~ 40 wt % CTBN can increase the toughness of epoxy resin by several times or even more than ten times[24]. However, adding elastomers also leads to the decline of epoxy resin strength, the decrease of the glass transition temperature, and the increase in thermal expansion coefficient[24,25].
Nano-SiO2 has the advantages of easy availability, high modulus, high-temperature resistance, and good chemical stability. The composite of nano-SiO2 with the epoxy matrix can significantly increase the matrix modulus[26,27] and enhance the interface between the fiber phase and matrix phase. In addition, the fracture failure work of the interlayer matrix phase can be increased by crack deflection, interface debonding, and matrix plastic deformation, which is a hot spot in the field of interlayer toughening of fiber-reinforced composites[28]. Studies have shown that adding 1~20wt% nano-SiO2 to epoxy resin can increase the resin's elastic modulus and fracture toughness by 5%-40% and 10%-52%, respectively. However, due to the huge specific surface area of nanomaterials, the viscosity of the epoxy matrix will increase, which is not conducive to the processing performance of composite materials[29].
In summary, the soft CTBN rubber particles are conducive to the improvement of the fracture toughness of the epoxy resin matrix. Still, the flexibility of the rubber also brings about the problem of reducing the modulus and heat resistance of the epoxy resin, which affects the interface strength of GF/EP. However, rigid nano-SiO2 can improve the strength and modulus of epoxy resin and then enhance the interface failure strength by reducing the difference in the modulus of the GF/EP interface. Based on these conclusions, this paper used soft CTBN rubber particles and rigid nano-SiO2 as co-toughening agents to modify the epoxy matrix. Then, the co-toughened epoxy matrix was hot-pressed with glass fiber to prepare GF/EP laminates. The effects of rigid and soft nanoparticles on the interlayer properties of laminates were studied. The fracture process of GF/EP laminated composites was investigated by sectional analysis.
2. Experiment section
2.1. Reagents
Bisphenol A type (DGEBA) epoxy resin (CYD-128, epoxy value 0.51, density 1.22 g/cm3, purity > 95%), purchased from Guangzhou Nasun Chemical Co., LTD. Methyl-tetrahydro phthalic anhydride (MTHPA, purity > 98%), purchased from Kunshan Lvdun Chemical Co., LTD. N, N-dimethylbenzylamine (purity > 98%) purchased from Shanghai Sinopsin Group Chemical Reagent Co., LTD. CTBN (industrial grade) was purchased from Yuexin Chemical Plastics firm. Nano SiO2(100nm, purity > 98%) purchased from Boas Nanotechnology (Ningbo) Co., LTD.
2.2. Preparation of epoxy matrix modified by CTBN
CTBN liquid rubber is added to E-51 epoxy resin in proportion, with MTHPA as the curing agent and N, N-dimethylbenzylamine as the curing accelerator. The ratios described in this paper are all by weight. The specific steps are as follows.
- 5wt%, 8wt%, and 10wt% CTBN was added into the unmodified resin matrix based on E51, respectively.
- The unmodified and modified resin matrix was prepared with the weight ratio of E51: MTHPA: N, N-dimethylbenzylamine =100:90:2.
- The mixture is placed in the rotation agitator (Thinky Mixer ARE-310) to stir and defoam.
- The stirred liquid was slowly poured into the mold and put in the oven at 60℃ for vacuum defoaming for 30min.
- Put the mold into the oven for curing, and the procedure is 80℃ 4h, 140℃ 8h.
2.3. Preparation of resin matrix with synergic toughening of nano-SiO2 and CTBN
- Based on E51, CTBN with the optimal ratio was added, and nano-SiO2 with the additional amount of 0.25wt%, 0.5wt%, 0.75wt%, and 1.0wt% were added to tetrahydrofuran. Ultrasonic dispersion was carried out for 30min.
- Corresponding quality epoxy resin was added into the tetrahydrofuran nano-SiO2 solution and stirred for 5 minutes.
- The tetrahydrofuran in the resin was removed successively by rotating the evaporation apparatus and vacuum oven. The curing agent and accelerator were added at the ratio of E51: MTHPA: N, N-dimethylbenzylamine = 100:90:2. For the following steps, refer to section 2.2.
2.4. The preparation of GF/EP laminate composites toughened by nano SiO2 and CTBN
The preparation requirements of the specimens for testing the fracture toughness and shear strength of mode Ⅰ are different, and the preparation process is slightly different. The preparation of GF/EP laminates with mode I fracture toughness was taken as an example. The specific operation steps are as follows.
- The glass fiber cloth was cut into a rectangular fabric of the required size. The glass fiber cloth was washed with alcohol and put into the oven for drying.
- According to the configuration of the resin matrix, the epoxy resin matrix with different components of nano SiO2 and CTBN is prepared.
- Use a brush dipped in a small amount of glue to coat the glass fiber cloth, use a scraper to scrape off excess resin after coating, and then lay the 2nd ~ 12th layer in turn.
- After the 12th layer is laid, spread polyimide with a thickness of 25μm in the width direction as a prefab crack (this step is unnecessary for the preparation of shear strength laminate composite materials), and continue to apply the adhesive liquid on the remaining glass fiber cloth. The layering of the 13th to 24th layers is the same as④.
- After the 24th layer is covered, the system is put into a vacuum bag to vacuum and remove bubbles for 30min; ⑦ Put the system into the mold and use the hot press for hot pressing. The curing procedure is 80℃ 4h and 140℃ 8h. The thickness of the laminates was about 3 mm, with the fiber volume fraction 60~65%.
2.5. Test and characterization
(1) Fracture testing
The fracture toughness of the epoxy bulk materials was tested based on the single-edge-notch bend (SENB) sample following ASTMD 5045-14. Standard samples with dimensions of 70mm, 10mm, and 4mm in length, width, and thickness were made using molds. Use the saw blade to process a 1 mm notch in the middle of the spline where there is no bubble, and then use the blade to form a natural crack with a length of 4.5~5.5 mm inside the spline. After annealing at 60℃, a universal testing machine was used to carry out a three-point bending test on the treated splines. The span was 40mm, and the loading speed was 1mm/min. The sample thickness B (mm) and width W (mm), crack length a (mm), and maximum pressure Pmax (N) of the spline were recorded after the test. The critical stress intensity factor (KIC, MPa.m1/2) of the sample was calculated according to the following formula:
where x=a/W (0<x<1), f(x) is the geometric correction factor related to crack length, calculated by equation 2.
According to the standard ASTMD 5528, the double cantilever beam (DCB) specimen was used. The specimen's length and width (b) were 150 mm and 20 mm, respectively. The prefabricated crack length was about 35 mm. Smooth each edge of the cut spline, and measure the actual width of the spline b (mm). Glue the hinges on both sides of the spline and place them at room temperature for 24h. The universal testing machine program was set to the tensile mode, with a 2 mm/min loading rate. When the sample was peeled 50 mm from the start of the prefabricated crack, the displacement δ (mm) and the load P (N) were recorded for each 5 mm crack length a (mm) extended. When the sample was peeled entirely, the test ended. The relationship between the energy release rate of interlayer peel toughness and the crack length can be obtained through the load-displacement curve, and the crack length is read synchronously online. Then the GIC platform value of the mode Ⅰ fracture toughness of the laminated composite with or without CTBN and nano-SiO2 can be obtained.
(2) Tensile property testing
According to GB/T 2567-2021, the unmodified and modified epoxy matrix materials were poured into dumbbell splines with a length of 200 mm, in which the narrow side was 60 mm long, 10 mm wide, and 4 mm thick. The universal testing machine was used to test the treated splines at a 2 mm/min loading speed. The maximum stress of material failure was taken as the tensile strength, and more than 5 effective values were divided into each group, and their average values were taken.
(3) SEM observation of section morphology
After the fracture toughness and tensile test of the resin spline, the sample was fixed on the copper sample table with conductive adhesive. Platinum was sprayed twice under a vacuum for observation, and the accelerated voltage was 5 KV.
(4) GF/EP laminates interlayer shear strength test
According to standard JC/T773, the laminated composites were cut into splines with dimensions of 30 mm and 15mm, respectively. And each edge was polished flat. The spline's actual width b (mm), and thickness h (mm) were recorded. The universal testing machine performed a three-point bending test on the spline. The span was 15 mm, and the loading rate was 1mm/min. The maximum load F (N) carried by the sample was recorded. The interlaminar shear strength of the laminated composite is calculated according to Equation 3.
3. Results and Discussion
3.1. Mechanical properties of epoxy matrix modified by particles
The mode Ⅰ fracture toughness and tensile properties of epoxy resin were tested, respectively. As shown in Figure 1a, with the increase of CTBN addition, the epoxy resin matrix's KIC value showed an increasing trend. The KIC value of pure epoxy resin was 0.38 MPa.m1/2, and after adding 5wt%, 8wt%, and 10wt% CTBN, the KIC value was 0.65 MPa.m1/2, 0.95 MPa.m1/2, and 0.90 MPa.m1/2, respectively, which increased by 71%, 150% and 137% compared with pure epoxy resin. It can be seen that the addition of the CTBN toughening agent can improve the toughness of epoxy resin. When the addition amount is 8wt%, the fracture toughness of the epoxy matrix is the best, and the continued addition will lead to the decline of toughness. Since the toughening mechanism of epoxy by submicron rubber particles is mainly to produce holes and matrix plastic shear, which weakens the stress field at the crack tip, when the number of particles inside the material reaches the peak, the addition of CTBN cannot produce more holes or matrix plastic yield and also reduces the efficiency of internal stress transfer. Hence, the filling amount continues to increase. The fracture toughness of the material decreased instead.
As shown in Figure 1b, the tensile strength of epoxy resin decreased with the increase of CTBN addition. The tensile strength of pure epoxy resin is 82.3 MPa. When 5wt%, 8 wt% and 10 wt% CTBN were added, the tensile strength was 77.2 MPa, 72.6 MPa, and 68.3 MPa, respectively, which decreased by 6.2%, 11.8%, and 17.0% compared with pure epoxy resin, respectively. This decrease is because the strength of the material mainly depends on its cohesion energy density, and the addition of flexible CTBN particles reduces the cohesion energy density of the epoxy matrix, so the strength decreases. In summary, with the 8 wt% CTBN introductions, the fracture toughness of epoxy resin composite is the best, reaching 0.95 MPa.m1/2, while the tensile property decreases by 11.8%. The modulus reduction upon adding the CTBN was expected since the particles contained soft polymer polybutadiene, and its modulus was considerably lower than that of the epoxy resins[11]. For the neat epoxy, the Young's modulus was 1.35 GPa. At 8 wt% CTBN, the epoxy matrix Young's modulus showed a 19.3% decrease relative to the neat epoxy.
The authors tried to reduce the influence of rubber particles on the strength of the epoxy matrix. SiO2 nanoparticles were added to the epoxy resin toughened by 8wt% CTBN for collaborative toughening. As shown in Figure 2a, in the epoxy resin matrix containing 8wt% CTBN, the fracture toughness KIC value of the material first increased and then decreased with the increase of nano-SiO2 addition. When nano SiO2 is not added, the KIC value of 8wt% CTBN epoxy resin is 0.95 MPa.m1/2. When 0.25wt%, 0.5wt%, 0.75wt%, and 1wt% nano-SiO2 were added, the KIC values of the modified epoxy matrix were 0.99 MPa.m1/2, 1.20 MPa.m1/2, 1.26 MPa.m1/2 and 1.22 MPa.m1/2, respectively. Compared with the matrix modified by 8 wt% CTBN, the increases were 4.2%, 26.3%, 32.6%, and 28.4%, respectively. Adding nano-SiO2 further improves the fracture toughness of the epoxy resin matrix. When 0.75 wt% nano-SiO2 is added, the toughness of the epoxy resin matrix is the best, and the fracture toughness is 131.6% higher than that of the unmodified epoxy matrix.
Figure 2b shows the effect of nano-SiO2 on the tensile strength of 8wt% CTBN modified matrix. As shown from the figure, the addition of nano-SiO2 makes the tensile strength of the epoxy matrix modified by 8 wt% CTBN first increase and then decrease. The tensile strength of the epoxy matrix modified by 8 wt% CTBN is 72.6 MPa, and the addition of 0.25 wt%, 0.5 wt%, 0.75 wt% and 1wt% nano-SiO2. The tensile strength of the epoxy matrix modified by two-component particles is 73.3 MPa, 80.4 MPa, 76.6 MPa, and 73.8 MPa, respectively. The nano-SiO2 concentration was found to be optimal at 0.5 wt%, resulting in a 10.7% increase in tensile strength relative to the one-component modified matrix. Compared with the unmodified epoxy matrix, the fracture toughness of the matrix is only 2.3% lower, and the fracture toughness is 215.8% higher than that of the unmodified epoxy matrix. Meanwhile, it can be seen that the introduction of nano-SiO2 dramatically improved the matrix in stiffness. For the 8 wt% CTBN modified epoxy, the Young's modulus is 1.09 GPa. At 0.25 wt%, 0.5 wt%, 0.75 wt%, and 1 wt% nano-SiO2, the Young's modulus of matrix are 1.18 GPa, 1.25 GPa, 1.33 GPa, and 1.35 GPa, corresponding to the increases of 8.2%, 14.7%, 22%, and 23.9%, respectively. The Young's modulus of epoxy matrix slightly reduces as the concentration of nano-SiO2 reaches 0.5 wt% (1.25 GPa) comparing with neat epoxy (1.35 GPa).
Considering the matrix's fracture toughness and tensile properties, the synergistic modification of 0.5wt% nano-SiO2 and 8 wt% CTBN rubber particles has a balanced strengthening and toughening effect on the epoxy matrix.
Figure 3 shows the SEM diagram of the SENB specimen ductile section of pure epoxy, single-component CTBN modification, and two-component co-modification of CTBN and nano-SiO2. As can be seen from Figure 3a, the surface of the Mode Ⅰ fracture toughness section of pure epoxy resin is smooth and flat, and there are relatively regular parallel banded lines, indicating that cracks expand faster inside the material without crack deflection or bifurcation, which is a typical brittle fracture feature. As shown in Figure 3b, the 8wt% CTBN-toughened epoxy matrix mode Ⅰ fracture toughness section has multiple curved and bifurcated river-like lines with a certain depth. The curved and bifurcated river-like lines indicate that cracks have experienced more crack deflection or bifurcation during the propagation process and have a longer propagation path, thereby improving the toughness of the resin. With the introduction of nanoparticles (Figure 3c), there were more bifurcated and curved lines on the surface of the section. There were wrinkle-like protrusions, indicating that the introduction of nanoparticles extended the propagation path of cracks in the epoxy resin before failure and caused a certain degree of plastic shear deformation of the epoxy, which was consistent with the further increase of fracture toughness of the matrix material.
3.2. Interlayer properties of GF/EP laminated composites toughened by SiO2 and CTBN
(1) Interlayer fracture toughness Figure 4a shows the typical load-displacement curve obtained in the Mode Ⅰ interlayer stripping experiment of GF/EP laminates with or without CTBN or SiO2 added. It can be seen that the load-displacement curve (black line) of the DCB specimen of unmodified GF/EP laminate composite material is relatively smooth, indicating smooth crack propagation. When 8wt% CTBN is added, the load-displacement curve (red line) of the DCB specimen is zigzags, meaning that the cavitation of rubber particles and the plastic deformation of the matrix material are obstructed in the crack propagation, and the displacement load and total displacement of the initial crack increase significantly. On this basis, when 0.5wt% SiO2 is added, the total displacement of the load exceeds 85mm, and the area under the load-displacement curve is much larger than that of the GF/EP composite DCB specimen without the modifier.
Through the load-displacement curve and the crack length read synchronously online, the relationship between the energy release rate of interlayer peel toughness and the crack length change can be obtained, and then the GIC platform value of the mode Ⅰ fracture toughness of the laminated composite with or without CTBN and nano SiO2 added can be obtained (as shown in Figure 4b).
The energy release rate of unmodified GF/EP laminates has a GIC platform value of 0.76 kJ/m2, and when 8wt% CTBN is added, the GIC platform value is 1.18 kJ/m2, which is 55.3% higher than that of unmodified GF/EP laminates. When 0.25 wt%, 0.5 wt%, 0.75 wt%, and 1 wt% nano-SiO2 were added to the 8 wt% CTBN toughened EP system, the GIC platform value of the laminates increased to 1.28 kJ/m2, 1.42 kJ/m2, 1.37 kJ/m2 and 1.43 kJ/m2, respectively. When 0.5 wt% nano-SiO2 was added, the GIC platform value of the laminated composite was 86.8% higher than that of the unmodified GF/EP laminated composite.
(2) Interlaminar shear stresses are the major cause of delamination in fiber reinforced resin composites. GF/EP laminated composites' interlayer shear properties are shown in Figure 5. CTBN rubber particles and nano-SiO2 significantly improve the shear properties of GF/EP laminate composites. The shear strength of pure EP enhanced by GF is 28.4 MPa, and 36.1 MPa when 8wt% CTBN is added, which is 27.1% higher than that of pure EP. When 0.25 wt% nano-SiO2 is added to 8wt% CTBN-toughened GF/EP laminate composite, the interlayer shear strength of the composite is significantly increased, reaching 45.9 MPa, which is 27.1% higher than that of the single-component CTBN-modified composite. When the filling amount of nano-SiO2 increases to 0.5 wt%, the improvement of interlayer shear strength of the composite increases (the slope of the red dashed line increases in Figure 5), reaching 59.4 MPa, which is 64.5% higher than that of the single-component modified composite and 109.2% higher than that of the unmodified composite. In the 8 wt% CTBN toughened GF/EP laminates, the filling amount of nano-SiO2 continues to increase, and the improvement of interlayer shear strength of the composite slows down (the slope of the red dotted line in Figure 5 decreases). When the additional amount of nano-SiO2 is 0.75 wt%, the interlayer shear strength of the two-component modified composite is the best. The toughened GF/EP laminated composite is 69.1% higher than single-component CTBN and 114% higher than unmodified GF/EP laminated composite.
3.3. Fracture Behavior Analysis of GF/EP laminate composites toughened by nano SiO2 and CTBN
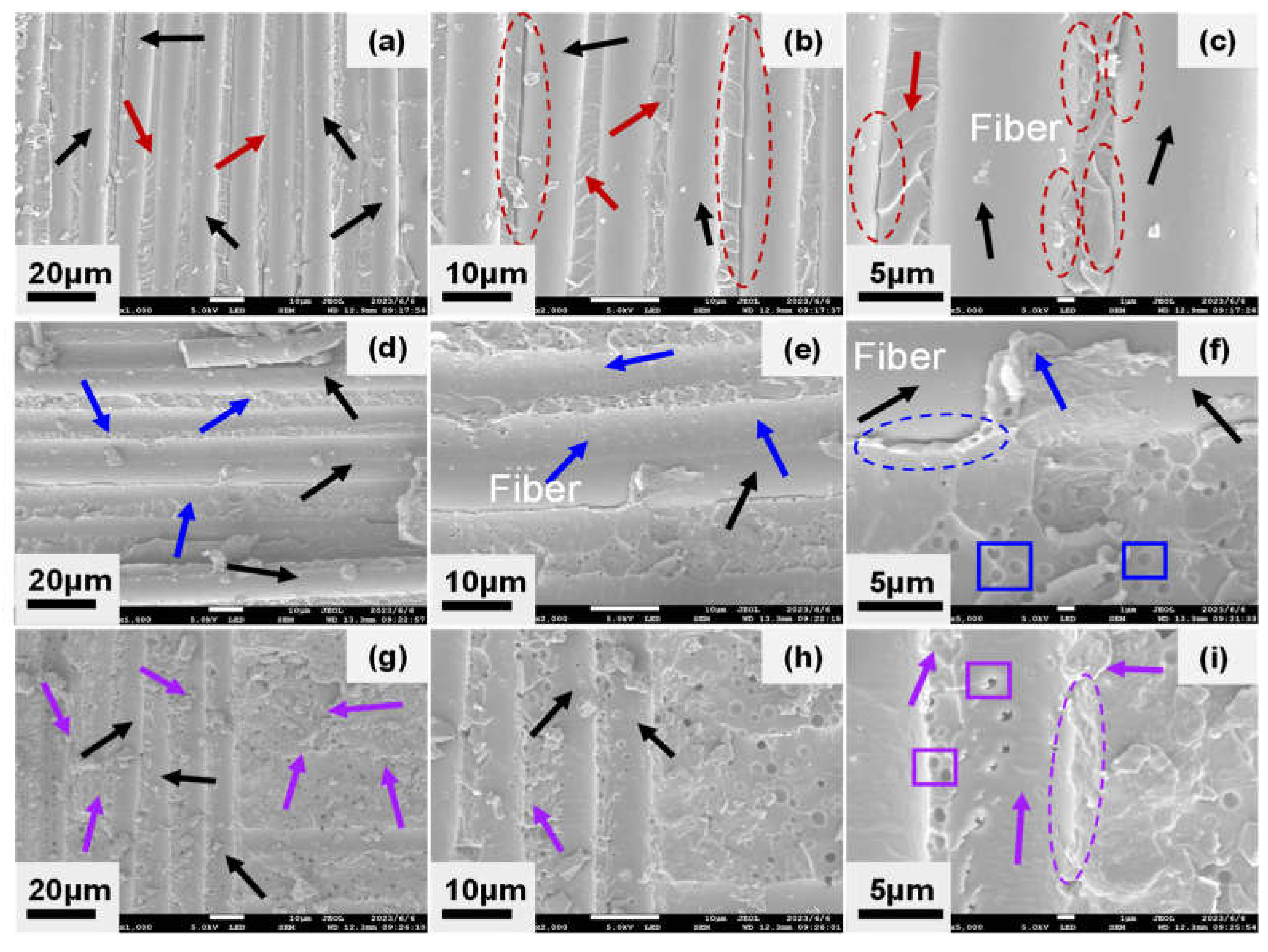
Figure 6 shows the SEM topography of the GF/EP laminates' DCB specimen with different components, and the crack propagation direction is from bottom to top. Figure 6a~c shows the section morphology of the DCB specimen of unmodified GF/EP laminate. It can be seen from the figure that the glass fiber (black arrow) with delamination failure has a smooth surface and no matrix adhesion (as shown in Figure 6c), and there is a resin matrix (red arrow) with parallel river-like lines between adjacent glass fibers (black arrow). These characteristics indicate that the interface bonding between the unmodified epoxy matrix and the glass fiber is weak, and the cracks spread rapidly along the interface between the matrix and the fiber before failure. The failure mode belonged mainly to the interface-debonding failure[30], so its GIC platform value is low, only 0.76 kJ/m2.
Figure 6d~f shows the SEM cross-section of the DCB specimen of GF/EP laminates modified by 8wt% CTBN. It can be seen from the figure that the surface of the glass fiber is partially covered with a thin matrix (blue arrow in Figure 6e, f). In contrast, some glass fibers have smooth surfaces without matrix adhesion, indicating that cracks are spreading in the matrix. It is a mixed failure mode in which matrix cohesion failure and interface adhesive failure coexist. At this time, the surface of the matrix (blue arrow) between the parallel glass fibers is rougher than the surface of the unmodified matrix, with more irregular mountain ridges. There are uniformly distributed voids (blue box) in the enlarged figure (Figure 6e, f), which indicates that when the cracks expand in the matrix, the rubber particles will be hollow and cause the plastic deformation of the nearby matrix.
The coexisting failure mode of cohesion failure and interface adhesive failure and the increased matrix plastic deformation makes the crack propagation in GF/EP laminate composite more load consumption, the interlaminar fracture toughness is significantly improved, and the GIC platform value increases to 1.18 kJ/m2. It is worth noting that due to the negative effect of CTBN rubber particles on the modulus of the epoxy matrix, the stress transfer efficiency between the fiber and the matrix decreases, and part of the interface debonding also occurs under load (the exposed glass fiber and blue dotted elliptic crack in Figure 6e).
After 0.5wt% nano-SiO2 was added to the epoxy matrix modified by 8wt% CTBN, the glass fiber surface of the DCB specimen of GF/EP composite was covered with the matrix (black and purple arrows in Figure 6g~i). As can be seen in the enlarged figure, the glass fiber surface was rough, and there were many spherical holes (purple boxes in Figure 6i). The matrix surface between the fibers becomes rougher. The bond between the fiber and the resin is tight without cracks (purple dashed ellipse in Figure 6i). This no-crack bond indicates that cracks mainly propagate in the matrix, and the failure mode of the DCB specimen of GF/EP laminate composite is mostly cohesion failure mode[31]. The introduction of rigid nano-SiO2 improves the modulus of the matrix, thereby improving the stress transfer efficiency between the matrix and the fiber and avoiding interface adhesive failure with low energy consumption. At this time, cracks propagate in the matrix between the layers. The interlaminar toughness of the composite is mainly determined by the fracture toughness of the matrix, and the fracture toughness of the matrix is higher[32], so the GIC platform value of the composite further increases to 1.42 kJ/m2, which is 88.2% higher than that of the unmodified composite.
4. Conclusion
- When flexible CTBN rubber particles and nano-SiO2 are used as synergistic toughening agents to toughen the epoxy resin base, when 8wt% CTBN and 0.5wt% nano-SiO2 are added to the resin, the fracture toughness of epoxy resin is increased by 215.8%. The tensile strength is only decreased by 2.3%, showing the best comprehensive performance.
- The synergistic toughening effect of 8wt% CTBN and 0.5wt% nano-SiO2 increased the GIC platform value of the GF/EP laminate composite by 86.8% and the interlaminate shear strength by 109.2%.
- The cross-section analysis of GF/EP laminated composites shows that the addition of flexible CTBN rubber particles and rigid nano-SiO2 makes the interface adhesive failure of GF/EP laminated composites change to matrix cohesion failure. When cracks expand in the interlayer matrix, the cavitation of the two particles and the plastic deformation of the matrix is the toughening mechanism of the interlayer properties of the composite.
Author Contributions
Date curation, validation, JQ. R., formal analysis, investigation, L. L; writing-original draft, JW.L.; writing-review and editing, B. D.; funding acquisition, J. H., validation, resources, SH. T., supervision, TY. Z. All authors have read and agreed to the published version of the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- J. Karger-Kocsis, H. Mahmood, A. Pegoretti, Recent advances in fiber/matrix interphase engineering for polymer composites, Progress in Materials Science 73 (2015) 1-43. [CrossRef]
- R. Shrivastava, K.K. Singh, Interlaminar fracture toughness characterization of laminated composites: a review, Polymer Reviews 60 (2020) 542-593. [CrossRef]
- S. Sasidharan, A. Anand, Interleaving in Composites for High-Performance Structural Applications, Industrial & Engineering Chemistry Research 62 (2022) 16-39. [CrossRef]
- D. De Cicco, Z. Asaee, F. Taheri, Use of Nanoparticles for Enhancing the Interlaminar Properties of Fiber-Reinforced Composites and Adhesively Bonded Joints-A Review, Nanomaterials 7 (2017). [CrossRef]
- J. Qiu, Y. Li, F. Xu, X. Hu, Y. Xiao, Strain induced crack initiation and the subsequent crack propagation of fiber-reinforced resin composites, Composites Part A: Applied Science and Manufacturing 155 (2022). [CrossRef]
- Z. Fan, M.H. Santare, S.G. Advani, Interlaminar shear strength of glass fiber reinforced epoxy composites enhanced with multi-walled carbon nanotubes, Composites Part A: Applied Science and Manufacturing 39 (2008) 540-554. [CrossRef]
- N.T. Kamar, M.M. Hossain, A. Khomenko, M. Haq, L.T. Drzal, A. Loos, Interlaminar reinforcement of glass fiber/epoxy composites with graphene nanoplatelets, Composites Part A: Applied Science and Manufacturing 70 (2015) 82-92. [CrossRef]
- H. Zhou, X. Du, H.-Y. Liu, H. Zhou, Y. Zhang, Y.-W. Mai, Delamination toughening of carbon fiber/epoxy laminates by hierarchical carbon nanotube-short carbon fiber interleaves, Composites Science and Technology 140 (2017) 46-53.
- F. Yildirim, M. Aydin, A. Avci, Mechanical properties of nano-SiO2 reinforced 3D glass fiber/epoxy composites, International Journal of Materials Research 108 (2017) 308-321.
- R.C. Zhuang, T. Burghardt, E. Maeder, Study on interfacial adhesion strength of single glass fibre/polypropylene model composites by altering the nature of the surface of sized glass fibres, Composites Science and Technology 70 (2010) 1523-1529. [CrossRef]
- N. Ning, M. Wang, G. Zhou, Y. Qiu, Y. Wei, Effect of polymer nanoparticle morphology on fracture toughness enhancement of carbon fiber reinforced epoxy composites, Composites Part B: Engineering 234 (2022). [CrossRef]
- Z. Li, Y. Wang, J. Cao, X. Meng, R.M. Aamir, W. Lu, T. Suo, Effects of loading rates on mode I interlaminar fracture toughness of carbon/epoxy composite toughened by carbon nanotube films, Composites Part B: Engineering 200 (2020). [CrossRef]
- P. Xu, Y. Yu, D. Liu, M. He, G. Li, X. Yang, Enhanced interfacial and mechanical properties of high-modulus carbon fiber composites: Establishing modulus intermediate layer between fiber and matrix based on tailored-modulus epoxy, Composites Science and Technology 163 (2018) 26-33. [CrossRef]
- K. Lu, W. Zhu, Q. Su, G. Li, X. Yang, Correlation between compression strength and failure mechanism of carbon fiber composite with tailored modulus of amide acid/SiO2 synergistically stiffened epoxy matrix, Composites Science and Technology 202 (2021). [CrossRef]
- P.J.L. Lazar, R. Sengottuvelu, E. Natarajan, Assessments of Secondary Reinforcement of Epoxy Matrix-Glass Fibre Composite Laminates through Nanosilica (SiO2), Materials 11 (2018). [CrossRef]
- A.C. Garg, Y.-W. Mai, Failure mechanisms in toughened epoxy resins-a review, Composites Science and Technology 31 (1988) 179-223. [CrossRef]
- Y. Zheng, Y. Zheng, R. Ning, Effects of nanoparticles SiO2 on the performance of nanocomposites, Materials Letters 57 (2003) 2940-2944. [CrossRef]
- Chatterjee, M.S. Islam, Fabrication and characterization of TiO2-epoxy nanocomposite, Materials Science and Engineering: A 487 (2008) 574-585. [CrossRef]
- S. Kango, S. Kalia, A. Celli, J. Njuguna, Y. Habibi, R. Kumar, Surface modification of inorganic nanoparticles for development of organic-inorganic nanocomposites-a review, Progress in Polymer Science 38 (2013) 1232-1261. [CrossRef]
- R. Bagheri, R.A. Pearson, Role of blend morphology in rubber-toughened polymers, Journal of Materials Science 31 (1996) 3945-3954. [CrossRef]
- J.Y. Qian, R.A. Pearson, V.L. Dimonie, O.L. Shaffer, M.S. ElAasser, The role of dispersed phase morphology on toughening of epoxies, Polymer 38 (1997) 21-30. [CrossRef]
- R. Bagheri, R.A. Pearson, Role of particle cavitation in rubber-toughened epoxies: 1. Microvoid toughening, Polymer 37 (1996) 4529-4538. [CrossRef]
- C.B. Bucknall, V.L.P. Soares, H.H. Yang, X.C. Zhang, Rubber toughening of plastics: rubber particle cavitation and its consequences, Macromolecular Symposia 101 (1996) 265-271. [CrossRef]
- R. Bagheri, B.T. Marouf, R.A. Pearson, Rubber-toughened epoxies: a critical review, Polymer Reviews 49 (2009) 201-225. [CrossRef]
- L. Becu, A. Maazouz, H. Sautereau, J.F. Gerard, Fracture behavior of epoxy polymers modified with core-shell rubber particles, Journal of Applied Polymer Science 65 (1997) 2419-2431. [CrossRef]
- J. Macan, K. Paljar, B. Burmas, G. Spehar, M. Leskovac, A. Gajovic, Epoxy-matrix composites filled with surface-modified SiO2 nanoparticles, Journal of Thermal Analysis and Calorimetry 127 (2017) 399-408. [CrossRef]
- J. Liu, C. Chen, Y. Feng, Y. Liao, Y. Ye, X. Xie, Y.W. Mai, Ultralow-Carbon Nanotube-Toughened Epoxy: The Critical Role of a Double-Layer Interface, ACS applied materials & interfaces 10 (2018) 1204-1216. [CrossRef]
- X.F. Yao, D. Zhou, H.Y. Yeh, Macro/microscopic fracture characterizations of SiO2/epoxy nanocomposites, Aerospace Science and Technology 12 (2008) 223-230.
- N. Domun, H. Hadavinia, T. Zhang, T. Sainsbury, G.H. Liaghat, S. Vahid, Improving the fracture toughness and the strength of epoxy using nanomaterials--a review of the current status, Nanoscale 7 (2015) 10294-10329. [CrossRef]
- P.R. Thakre, D.C. Lagoudas, J.C. Riddick, T.S. Gates, S.-J.V. Frankland, J.G. Ratcliffe, J. Zhu, E.V. Barrera, Investigation of the effect of single wall carbon nanotubes on interlaminar fracture toughness of woven carbon fiber-epoxy composites, Journal of Composite Materials 45 (2011) 1091-1107. [CrossRef]
- V. Eskizeybek, A. Avci, A. Gülce, The Mode I interlaminar fracture toughness of chemically carbon nanotube grafted glass fabric/epoxy multi-scale composite structures, Composites Part A: Applied Science and Manufacturing 63 (2014) 94-102. [CrossRef]
- Y. Liu, J.-P. Yang, H.-M. Xiao, C.-B. Qu, Q.-P. Feng, S.-Y. Fu, Y. Shindo, Role of matrix modification on interlaminar shear strength of glass fibre/epoxy composites, Composites Part B: Engineering 43 (2012) 95-98. [CrossRef]
Figure 1.
Critical stress intensity Factor (KIC) (a) and tensile strength (b) of CTBN-modified epoxy resin matrix.
Figure 1.
Critical stress intensity Factor (KIC) (a) and tensile strength (b) of CTBN-modified epoxy resin matrix.
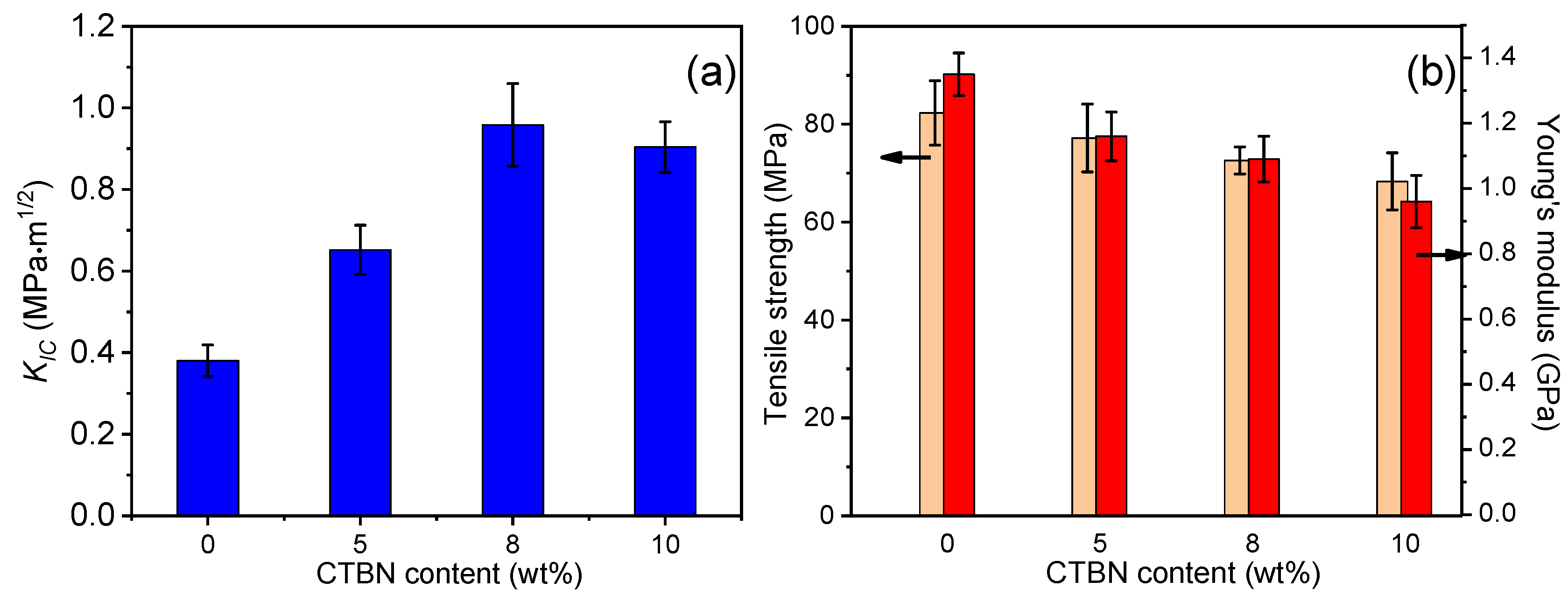
Figure 2.
Critical stress intensity Factor (KIC) (a) and tensile strength (b) of epoxy resin matrix co-modified by CTBN and nano-SiO2.
Figure 2.
Critical stress intensity Factor (KIC) (a) and tensile strength (b) of epoxy resin matrix co-modified by CTBN and nano-SiO2.
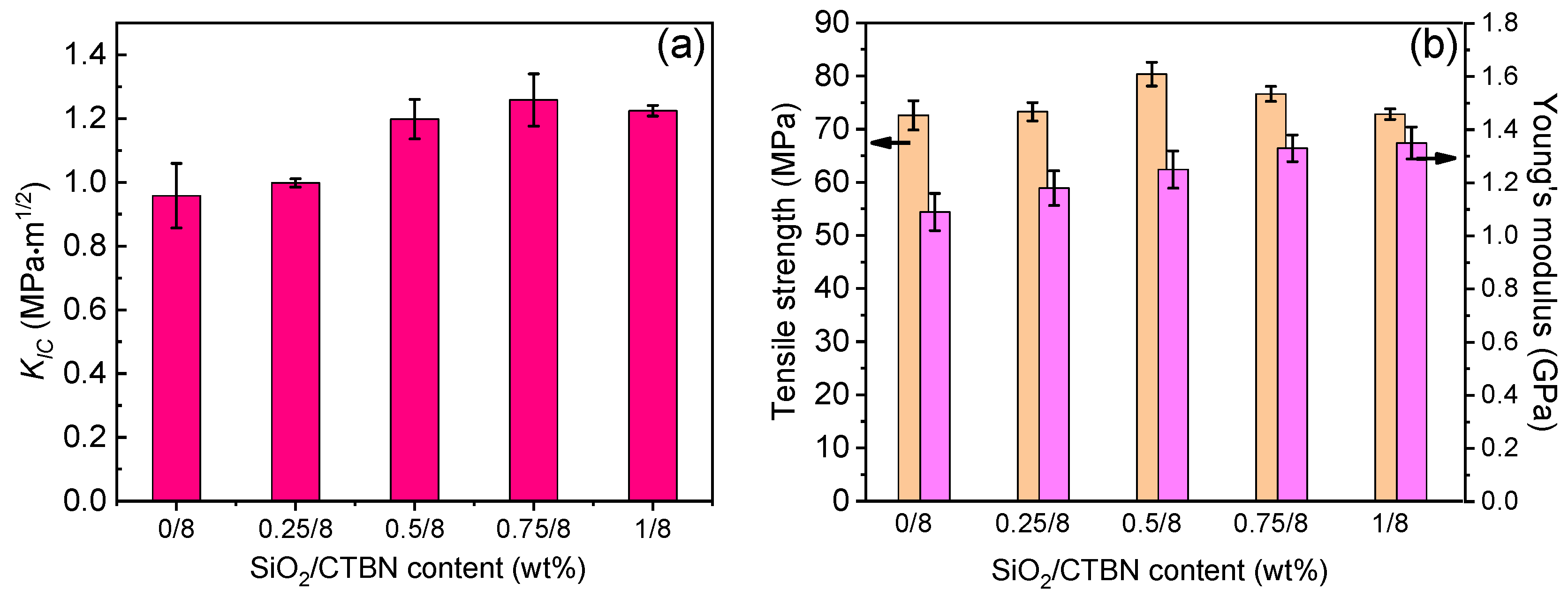
Figure 3.
SEM image of epoxy resin matrix I toughness test section with unmodified (a), 8wt%CTBN (b) and 8wt%CTBN+ 0.5wt % nanoSiO2 (c).
Figure 3.
SEM image of epoxy resin matrix I toughness test section with unmodified (a), 8wt%CTBN (b) and 8wt%CTBN+ 0.5wt % nanoSiO2 (c).
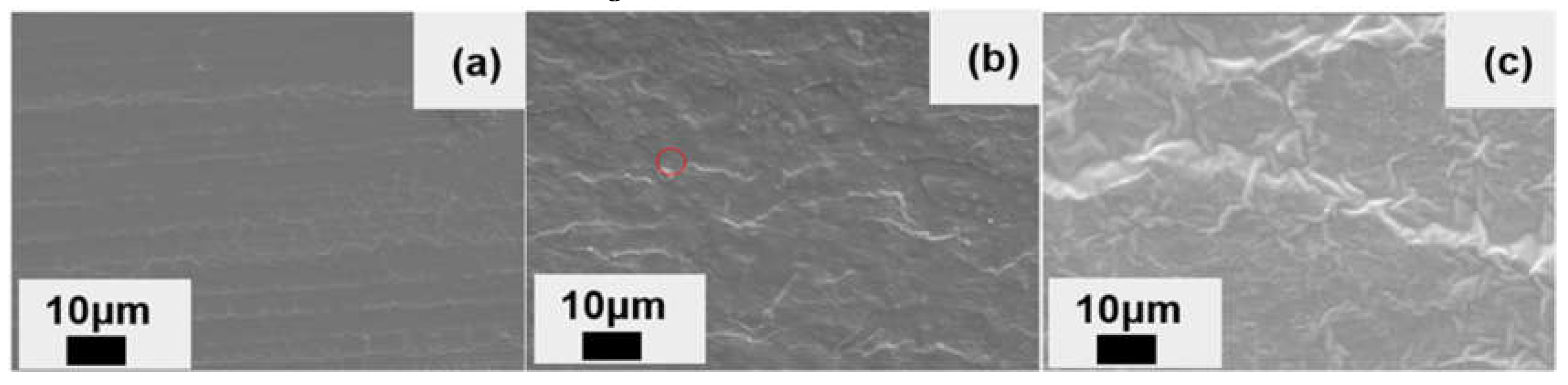
Figure 4.
Typical load-displacement curves of GF/EP laminated composites with or without CTBN or SiO2 in the Mode Ⅰ interlayer stripping experiment and the average value of the calculated GIC platform value.
Figure 4.
Typical load-displacement curves of GF/EP laminated composites with or without CTBN or SiO2 in the Mode Ⅰ interlayer stripping experiment and the average value of the calculated GIC platform value.
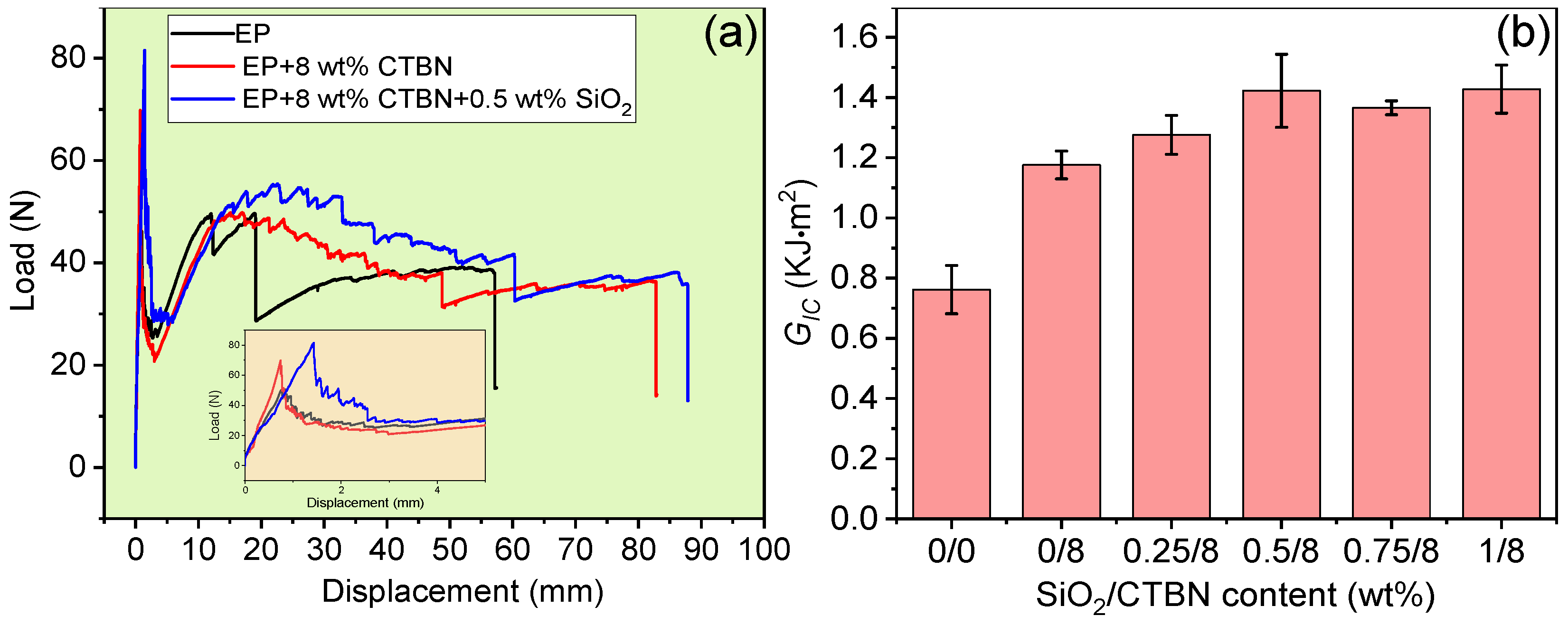
Figure 5.
Shear strength of GF/EP laminated composite toughened by SiO2 and CTBN.
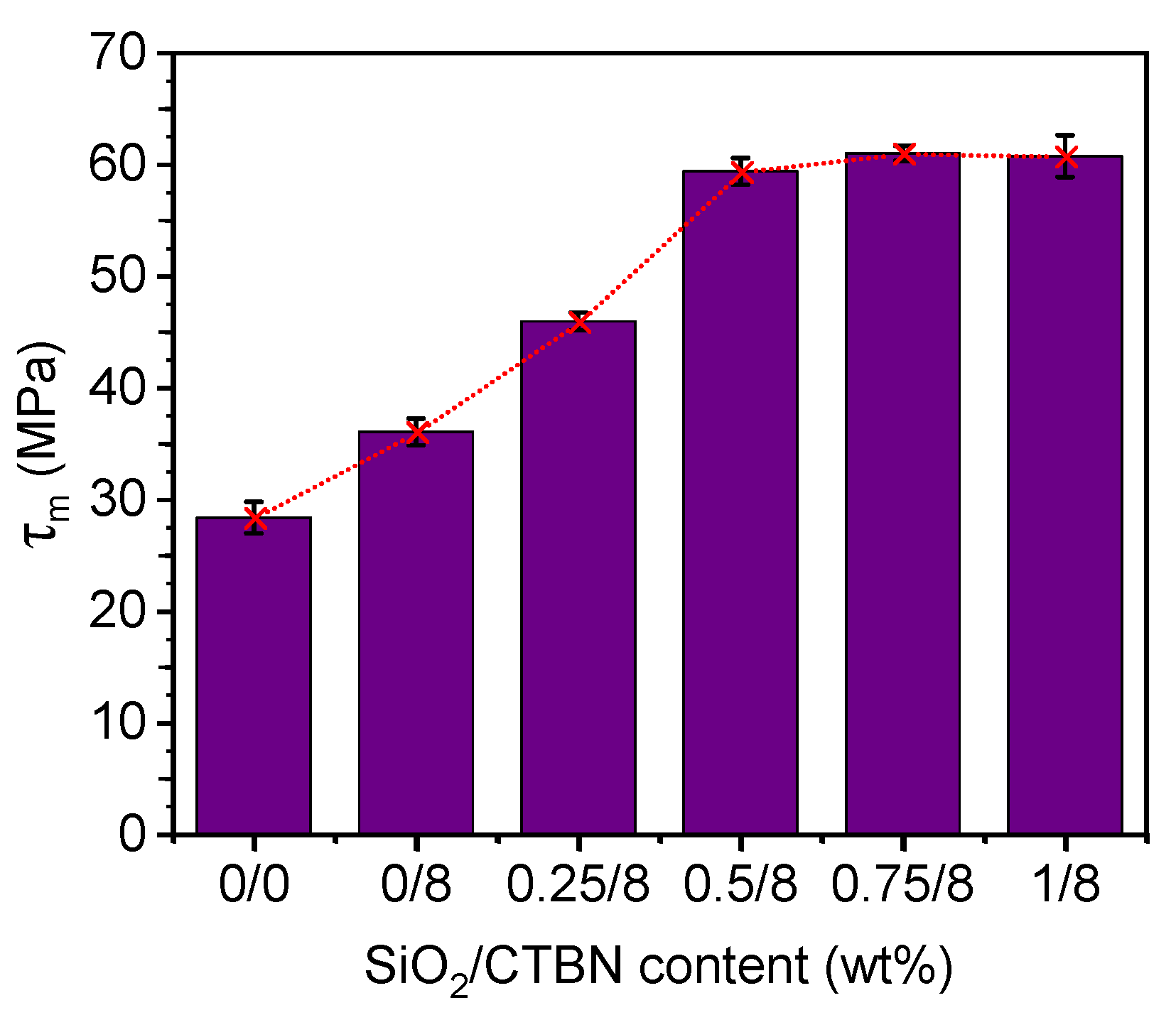
Figure 6.
SEM image of Mode Ⅰ fracture toughness test (DCB specimen) of GF/EP laminated composite material which is not modified (a, b, c), modified (d, e, f) by 8wt%CTBN, and co-modified (g, h, i) by 0.5wt% nano-SiO2 +8wt%CTBN.
Figure 6.
SEM image of Mode Ⅰ fracture toughness test (DCB specimen) of GF/EP laminated composite material which is not modified (a, b, c), modified (d, e, f) by 8wt%CTBN, and co-modified (g, h, i) by 0.5wt% nano-SiO2 +8wt%CTBN.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



