Submitted:
26 August 2023
Posted:
29 August 2023
You are already at the latest version
Abstract
Recycled asphalt mixture is a material remixed with old asphalt recycled material (RAP) and new aggregate, and its application is of great significance in environmental protection.Due to the wear and tear of the old asphalt mixture, the road performance of the recycled asphalt mixture will decrease. This paper uses IPP software to obtain the shape characteristics of the old and new aggregates, and found that the roundness of the old aggregate of 9.5mm-16mm is the most serious wear. Therefore, the 30% RAP, and the influence of the roundness of the recycled asphalt mixture on the road performance is studied.
Keywords:
reclaimed asphalt mixture
; roundness
; road performance
1. Introduction
Reclaimed asphalt mixture is a composite material comprising a specific blend of recycled old asphalt pavement, obtained through processes such as excavation, recycling, crushing, screening, and incorporation of a regenerative agent, along with new asphalt components and fresh aggregates. The recycled component from old asphalt is commonly referred to as RAP. Incorporating RAP into asphalt mixtures not only curbs the need for raw materials but also mitigates environmental repercussions.
In recent times, a growing number of scholars have directed their attention towards the study of Reclaimed Asphalt Pavement (RAP). Tarsi [1] presented a comprehensive overview of RAP applications in both the United States and European countries. The paper delved into the economic and environmental significance of these applications, revealing the substantial value in RAP research. Roja [2] conducted an investigation involving asphalt mixtures with varying RAP contents (15%, 25%, and 35%) and examined the influence of its adhesive properties. The findings established the optimum RAP content for enhancing fracture resistance as 20%. Furthermore, an optimal quantity of active RAP adhesive within the entire mixture was determined.Zhou Z [3] employed an energy consumption approach to assess fatigue damage in R-SCB (Repeated Simple Shear Beam) tests. The study discerned distinct stages of damage progression, including stable, cumulative, and skip damage stages. Cumulative energy exhibited a linear correlation with loading cycles, adhering to the principles of the linear Miner's law within R-SCB tests. The research introduced the average consumption per cycle (ECPCAVE) as a crucial indicator for evaluating asphalt mixture fatigue cracking performance. Notably, the study found that ECPCAVE was inversely proportional to fatigue life, with higher ECPCAVE values indicating faster fatigue damage accumulation and reduced fatigue life. The incorporation of RAP was noted to enhance ECPCAVE and the rate of fatigue damage accumulation, with higher RAP content leading to increased fatigue damage accumulation and subsequently shorter fatigue life.Shatarat [4] explored the influence of recycled coarse aggregate (RCA) and RAP in pervious concrete (PC) on its overall performance. The investigation revealed that the incorporation of RCA, RAP, and their combination (RAP-RCA) generally contributed to improved PC performance, particularly in enhancing mechanical properties. The optimal blend ratio was determined to be 60% RAP and 40% RCA. Yang [5] undertook a study to evaluate the impact of milling speed on RAP particle agglomeration and examined the susceptibility of agglomerated particles to size variations. The results indicated that a notable portion (around 30%-50%) of RAP particles consisted of aggregates smaller than their corresponding particle sizes. Agglomeration tendencies were observed to increase with higher milling speeds and larger RAP particle sizes. Higher milling speeds correlated with reduced aggregate breakdown rates, resulting in higher coarse aggregate content and lower filler and fine aggregate content, while the converse held true for lower milling speeds.Rout [6] conducted an investigation into the utilization of RAP in cement concrete. The findings indicated that despite a reduction in concrete strength with the inclusion of a certain proportion of RAP, the concrete mix still adhered to design requirements.
Liu [7] conducted experiments by introducing a range of RAP percentages (80-100% by weight) into polyethylene modified asphalt mixture (PEHMA). The results highlighted superior rut resistance of the RAP-modified mixture compared to pure PEHMA in high-temperature performance tests. Furthermore, its water stability, low-temperature resilience, and fatigue performance were shown to meet the required standards. PaluriY [8] conducted tests showcasing that substituting natural aggregate with RAP aggregate beyond 20% led to a significant reduction in the compressive strength of asphalt concrete. However, when RAP replaced natural aggregate within a 20% limit, both compressive and bending strengths met specifications, with the optimal 20% RAP substitution yielding enhanced flexural toughness. Poursoltani M [9] replaced original aggregate with RAP in varying proportions (69% and 43%) and found that the RAP mixture required an additional 1% bitumen compared to the VA mixture to achieve sufficient cohesion within the specified timeframe. Mixtures with higher RAP content necessitated a minor additive to extend mixing time and processability, contributing to reduced material preparation costs when compared to the optimum 69% RAP replacement.Guo Peng [10] evaluated three distinct reclaimed coarse aggregate particle shapes—spherical, convex, and rough—varying in angularity. Investigating the influence of coarse aggregate angularity on high-temperature performance of reclaimed asphalt mixture, the study deduced that angularity decreased with increasing old aggregate content, yet high-temperature stability gradually improved. [11] employed digital image processing and flow time determination to depict coarse aggregate angularity, roundness, and texture complexity. Rut experiments indicated that increased angularity, roundness, and texture complexity heightened rut resistance of the mixture. Wang Chaan [12] utilized image processing to analyze average particle size, roundness, and angle of coarse aggregate, subsequently conducting rutting experiments with wear cycles as variables. The study concluded that reducing angle enhanced high-temperature performance of the asphalt mixture. Diaozhijun [13] employed IPP software to derive nine coarse aggregate characteristics—area, circumference, roundness—and statistically analyzed their influence on asphalt mixture Marshall index, tensile strength index, and viscoelastic index using SPSS software. Coarse aggregate axial coefficient, fractal dimension, roughness, and angular parameters emerged as primary factors affecting these indices. Liu Y [14] investigated the influence of coarse aggregate morphology on stone matrix asphalt (SMA) rutting, employing asphalt pavement analyzer (APA) on samples from eight SMA mixtures. The findings indicated that leveling ratio and elongation had negligible impact on rutting depth, while spherical shape, angle, and texture positively contributed to SMA's rutting resistance. Aragao [15] characterized two aggregates, Yuanhe gravel and broken gneiss, based on traditional and modern image analysis system (AIMS 2) methods. Morphological attributes displayed a stronger correlation with mixture performance compared to conventional methods. Coarse particle morphology, particularly roundness and axiality, were closely linked to asphalt mixture rut resistance.The study of [16] identified numerous factors influencing the skid resistance durability of asphalt mixtures, highlighting the linear correlation between two-dimensional morphological features of coarse aggregates—like roundness and axiality—and skid performance. This underscores the significant role of coarse aggregate morphology in determining skid resistance durability.
In conclusion, the utilization of reclaimed asphalt pavement (RAP) offers resource conservation benefits while ensuring road performance that aligns with design specifications within specific ratios. The key differentiator between RAP material and new material lies in the alteration of material form characteristics due to wear. Through extensive investigation of various morphological parameters, this study has underscored the significant influence of roundness on the mechanical properties of RAP. As a result, an optimal RAP content of 30% was determined, enabling manipulation of aggregate gradation to enhance the overall roundness characteristics of the mixture. This manipulation of roundness has demonstrated a notable impact on the mechanical attributes of reclaimed asphalt mixture.
2. Study on the roundness characteristics of asphalt mixture recovery material
2.1. Acquisition and definition of aggregate rounarity characteristics
The asphalt mixture under examination for recovery in this study originates from the upper layer milling material of the stretch between Cenxinandu and Dalong (from K3813 + 330 to K3843 + 030) along East Guangxi's G207 road. The aggregate recovery process from the asphalt mixture recovery material (RAP) utilized in the test primarily follows the method outlined in T0722-1993 from JTGE20-2011. The centrifugal extract instrument is employed to extract the asphalt solution from the container, subsequently allowing for evaporation in a fume hood or indoor environment and eventual drying within an oven set at 105℃± 5℃. The extraction outcomes are graphically depicted in Figure 1:
The physical properties of the RAP are shown in Table 1:
This study extensively leverages the capabilities of Image Pro Plus (IPP) software for the purpose of digital image processing, analysis, and precise measurement of aggregates. Within the IPP software, an array of indicators is available to comprehensively delineate the morphological attributes of aggregates. Notably, during the course of this investigation, it was discerned that the characteristic of roundness demonstrates remarkable sensitivity to the mechanical impact performance of the mixture.
In light of this sensitivity, the analysis primarily focuses on the roundness attribute. The geometric formulation for expressing roundness is articulated as follows:
Where Roundness is the circularity of the aggregate particles; perimeter is the outer circumference of the 2 D profile of aggregate particles; and Area (polygon) is the area occupied by the 2 D profile of aggregate particles.
The results of RAP image processing by IPP software are shown in Figure 2.
2.2. Analysis of roundness characteristics of aggregate of each size
Due to the varying stress effects of different particle sizes in the structure of asphalt mixtures, and the varying degrees of damage to aggregates of different particle sizes during use, this article analyzes the roundness characteristics of aggregates within the particle size range of 2.36mm~4.75mm, 4.75mm~9.5mm, 9.5mm~13.2mm, and 13.2mm~16mm. Among them, RAP is reclaimed aggregate, old aggregate is extracted aggregate, and new aggregate is new aggregate that has not been used from the same source as reclaimed aggregate.
According to Figure 3, the roundness distribution of RAP aggregates spans from 1.14937 to 1.28056, with an average value of 1.20131. The roundness distribution of old aggregates, on the other hand, ranges from 1.14083 to 1.26835, with an average of 1.2061. For new aggregates, the roundness distribution extends from 1.13756 to 1.36365, and the average roundness is calculated to be 1.21996.
In light of these findings, it becomes evident that there exists no significant disparity in the average roundness values among the three aggregate types within this specific particle size range. This suggests that the wear experienced by the old aggregate materials is relatively minimal, while the overall smoothness of the aggregates remains consistent.
Referring to Figure 4, the roundness distribution of RAP aggregates spans from 1.12992 to 1.31563, with an average of 1.20746. The roundness distribution of old aggregates ranges from 1.13371 to 1.36283, with an average of 1.21681. For new aggregates, the roundness distribution extends from 1.12062 to 1.41321, and the average roundness is calculated to be 1.23589.
Consequently, the average roundness values among the three aggregate types within this specific particle size range exhibit the following trend: new aggregate > old aggregate > RAP. Notably, the roundness of the new aggregate slightly surpasses that of the old aggregate. Furthermore, the closer the roundness value is to 1, the smoother the surface of the aggregate. In line with this, the results suggest that the surface of the old aggregate is comparatively smoother than that of the new aggregate.
From Figure 5, it becomes evident that the circular Degree distribution spans as follows: RAP ranges from 1.11211 to 1.32508, with an average of 1.22283; the old aggregate ranges from 1.10994 to 1.26993, averaging at 1.18780; and the roundness of the new aggregate spans from 1.20309 to 1.36569, with an average of 1.26463.
Consequently, notable variations exist in the Degree distribution range between the new and old aggregates within this particle size range. In terms of average roundness values, the pattern observed is: new aggregate > RAP > old aggregate. It is important to highlight that the average roundness value of the new aggregate markedly differs from that of the old aggregate. This discrepancy signifies that the old aggregate has undergone considerable wear, resulting in a notably smoother surface due to usage. This heightened smoothness, although indicative of wear, may potentially have unfavorable implications for the road performance of the reclaimed asphalt mixture.
As illustrated by Figure 6, the Degree distribution of RAP within this specific particle size range spans from 1.16384 to 1.37949, with an average of 1.22441. Meanwhile, the round Degree distribution of the old aggregate ranges from 1.10605 to 1.27257, with an average of 1.17479. For new aggregates, the Degree distribution extends from 1.16822 to 1.40741, with an average of 1.24863.
Upon closer examination of the data, it is evident that there exists a relatively substantial fluctuation range in the roundness of the three aggregate types within this particle size category. Additionally, a noteworthy discrepancy is observed in the distribution range between the new and old aggregates. In terms of average roundness, the hierarchy observed is: new aggregate > RAP > old aggregate.
Furthermore, significant distinctions emerge in the average roundness values between the new and old aggregates, as well as between RAP and the old aggregates. This differential underscores the profound impact of wear on the surface of the old aggregate during usage, leading to enhanced smoothness. It is noteworthy that while RAP displays comparable roundness to the new aggregate, this phenomenon arises from the fine aggregate enveloping the asphalt, resulting in the formation of particle size clusters that in turn diminish surface smoothness.
The variation pattern of roundness with particle size is shown in Figure 7:
3. The Influence of Roundness Characteristics on the Road Performance of Mixture
3.1. Grading design of reclaimed asphalt mixture
This study adopts the grading range stipulated in JTGF40-2004, with a focus on the AC-13 median for the adaptation analysis. The initial step involves categorizing RAP into distinct groups: fine RAP material (0-4.75mm), coarse RAP material group 1 (4.75mm9.5mm), and coarse RAP material group 2 (9.5mm16mm).It's noteworthy that the findings of the second section of the research indicate minimal disparity in morphological characteristic parameters between new aggregates and extracted old aggregates when the aggregate particle size is less than 9.5mm. Consequently, changes in RAP content within the 4.75mm to 9.5mm range are unlikely to significantly impact the morphological characteristics of aggregates within this particle size range. However, when the particle size exceeds 9.5mm, notable differences emerge in the morphological characteristics between new and old aggregates.Consequently, alterations in RAP content within the 9.5mm-16mm range lead to variations in the morphological attributes of this specific grade of aggregate, exerting an influence on the performance of reclaimed asphalt mixtures. To account for this, and with the total RAP dosage maintained at 30%, the RAP dosage increase is directed towards the 9.5mm-16mm range, as outlined in Table 2.
According to the content of the second section, with the known roundness parameter values of 9.5mm~16mm new aggregate and the extracted old aggregate, the roundness characteristic parameters of 9.5mm~16mm particles in the three blending methods of synthesized aggregate are calculated through weighted average, as shown in Table 3.

Table 3.
Roundness of 9.5mm~16mm aggregate.
| Blending type | Grading One | Grading Two | Grading Three |
|---|---|---|---|
| Roundness | 1.2612 | 1.2291 | 1.1983 |
3.2. Effect of roundness on low-temperature performance
In this experiment, the assessment of the low-temperature performance of the asphalt mixture was carried out using the small beam bending test method. The procedure involved preparing asphalt mixture specimens through roller compaction, followed by cutting them into rectangular shapes measuring 250mm × 30mm × 35mm. The testing was conducted under a temperature of -10℃, with a test acceleration rate set at 50mm/min.During the test, the equipment recorded both the peak load applied and the mid-span deflection at the precise moment when the specimen fractured. Subsequently, several parameters were calculated to gauge the low-temperature performance, including the bending tensile strength, maximum bending strain, and flexural stiffness modulus. These parameters collectively serve as indicators for evaluating the ability of the asphalt mixture to withstand low temperatures.
With a constant total RAP content of 30%, the fine RAP material comprises 10% of the mixture. Within the 4.75mm9.5mm range, the RAP content is initially adjusted from 20% to 10%, and subsequently reduced to 0%. Simultaneously, within the 9.5mm16mm range, the RAP content is progressively increased from 0% to 10%, and further elevated to 20%.The results detailing the ramifications of these adjustments on the low-temperature performance and morphological characteristic parameters of the 9.5mm~16mm reclaimed asphalt mixture, specifically pertaining to the influence of roundness variation, are succinctly presented in Table 3.
Table 3.
Small beam bending test results.
| Blending type | 9.5mm~16mm aggregate roundness | Flexural strength/MPa | Bending stiffness modulus/MPa | |
|---|---|---|---|---|
| Grading One | 1.2612 | 2901 | 8.76 | 5528 |
| Grading Two | 1.2291 | 2865 | 8.55 | 5281 |
| Grading Three | 1.1983 | 2832 | 8.41 | 5017 |
Based on the analysis presented in Table 3, it becomes evident that maintaining a constant total RAP content while reducing the roundness coefficient of the 9.5mm~16mm aggregate from 1.2612 to 1.1983 yields a discernible decline in the maximum bending tensile strain, bending tensile strength, and bending stiffness modulus of the reclaimed asphalt mixture. This outcome can be attributed to the fact that as the roundness coefficient approaches 1, the surface smoothness of the aggregate within this particular grade increases progressively.Consequently, the adhesive force between the smoother aggregate surface and the asphalt is relatively weakened. This diminishes friction within the mixture, consequently elevating the susceptibility of the mixture to slippage at low temperatures. Such a scenario renders the mixture more prone to cracks and eventual failure. Moreover, the smooth surface of the aggregate is less likely to harbor stress concentration points, thereby contributing to a reduction in the overall strength of the mixture. This reduction in strength further heightens the vulnerability of the mixture to cracking and failure under low-temperature conditions.
3.3. Effect of roundness on high temperature performance
This experiment uses a rutting test to evaluate the high-temperature performance of asphalt mixtures, with evaluation indicators such as dynamic stability calculated by displacement at two times or creep rate and rutting depth of the mixture after wheel rolling.The experiment employed a roller compactor to compact well-mixed asphalt mixture into rutting test specimens (300mm × 300mm × 50mm). Subsequently, specimens were left undisturbed for over 12 hours for preparation. Molded rutting test specimens with molds were placed in a rutting testing machine, sensors calibrated and activated. During the experiment, temperature was set at 60°C, maintained for 5-12 hours, ensuring thermal consistency. A rubber wheel (200mm diameter, 50mm width) repetitively traversed specimen's surface under 0.7Mpa±0.05Mpa pressure. Wheel movement aligned with specimen's compaction direction.
With a consistent total RAP content of 30%, the fine RAP material constitutes 10% of the mixture. Within the 4.75mm9.5mm range, the RAP content is initially adjusted from 20% to 10% and subsequently reduced to 0%. Simultaneously, within the 9.5mm16mm range, the RAP content is incrementally increased from 0% to 10%, and subsequently elevated further to 20%.The outcomes of these adjustments, specifically the impact of alterations in roundness on the dynamic stability of the morphological characteristic parameters of the 9.5mm~16mm aggregate in the reclaimed asphalt mixture, are meticulously documented in Table 4.
The experimental findings highlight a notable decrease in the roundness coefficient of the 9.5mm~16mm aggregate, transitioning from 1.2612 to 1.1983, signifying a substantial alteration. In concurrence, the dynamic stability frequency of the reclaimed asphalt mixture demonstrates a corresponding reduction in tandem with the roundness decrease.A roundness coefficient closer to 1 indicates a smoother aggregate surface. This smoothness, however, translates to a relatively diminished adhesive force between the asphalt and the smooth aggregate surface. Consequently, the adhesive bond between the aggregate and asphalt becomes insufficient, rendering the asphalt mixture susceptible to softening, deformation, and instability, particularly under elevated temperatures.This elucidates the rationale behind the diminishing high-temperature performance observed in the reclaimed asphalt mixture when the roundness of the 9.5mm-16mm aggregate decreases, even with a constant total RAP content.
3.4. Effect of roundness on water stability performance
This time, the immersion Marshall test and freeze-thaw splitting test were used to evaluate the influence of particle morphology characteristics on the water stability of asphalt mixtures. The test method shall be carried out in accordance with the provisions of the "Test Specification for Asphalt and Asphalt Mixtures in Highway Engineering".
With a fixed RAP content of 30%, a strategic adjustment is implemented by reducing the RAP content within the 4.75mm to 9.5mm range, while concurrently increasing the RAP content within the 9.5mm to 16mm range. This manipulation consequently alters the roundness characteristics of the 9.5mm to 16mm aggregate.The impact of these roundness changes on water stability is meticulously documented and elucidated within Table 5.
Based on the analysis presented in Table 5, when maintaining an unaltered total RAP content, and the roundness coefficient of the 9.5mm~16mm aggregate is reduced from 1.2612 to 1.1983, several significant effects on water stability are observed. The residual stability of the reclaimed asphalt mixture drops from 95.51% to 90.54%, and the freeze-thaw splitting strength ratio experiences a decline from 92.57% to 90.56%.This decrease in residual stability can be attributed to the smoother nature of aggregates as the roundness coefficient approaches 1. The enhanced smoothness of coarse aggregates impacts their adhesion to asphalt during the regeneration process. The smoother surface of the aggregates diminishes their friction with other particles and reduces their bonding capability within the asphalt mixture. As a result, the cohesion between asphalt and aggregates at higher temperatures weakens, ultimately contributing to the reduction in residual stability.Likewise, the decline in freeze-thaw splitting strength ratio is also tied to the diminishing aggregate roundness. The decrease in roundness accentuates issues such as separation and detachment between coarse aggregates and asphalt during freeze-thaw cycles. This adversely affects the freeze-thaw performance of the mixture, resulting in the observed reduction in the freeze-thaw splitting strength ratio.
4. Conclusion
Through the above research, the following conclusions can be drawn in this article:
There is no significant difference in roundness between the new aggregate and the old aggregate when the particle size is 4.75mm~9.5mm. But when the aggregate particle size is greater than 9.5mm, there begins to be a difference in roundness. As the particle size increases, the irregularity of the old aggregate decreases and the surface becomes smoother.
When the total RAP content is 30%, the roundness parameter in the morphological characteristic parameters of 9.5mm~16mm aggregates will decrease with the increase of RAP content in that range. As a result, the low-temperature performance, high-temperature performance, and water stability of reclaimed asphalt mixture become worse. Based on the current research, we can observe that when the particle size is greater than 9.5mm, Recycled Asphalt Pavement (RAP) suffers more significant damage. In practical applications, the usage of RAP with a particle size exceeding this should be reduced. In future studies, there should be a focus on analyzing the RAP dosage and gradation, in order to obtain a recycled asphalt concrete mix design that can both meet design requirements and conserve resources.
References
- Tarsi G, Tataranni P , Sangiorgi C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review[J].Materials, 2020, 13(18): 4052. [CrossRef]
- Roja K L, Masad E, Mogawer W. Performance and blending evaluation of asphalt mixtures containing reclaimed asphalt pavement[J].Road Materials and Pavement Design, 2021,22(11): 2441-2457. [CrossRef]
- Zhou Z, Gu X, Jiang J, et al. Fatigue cracking performance evaluation of laboratory-produced polymer modified asphalt mixture containing reclaimed asphalt pavement material[J]. Construction and Building Materials, 2019, 216: 379-389. [CrossRef]
- Shatarat Nasim K,Katkhuda Hasan N,Hyari Khaled H,Asi Ibrahim.Effect of using recycled coarse aggregate and recycled asphalt pavement on the properties of pervious concrete[J]. Structural Engineering and Mechanics,2018, 67(3): 283-290. [CrossRef]
- Yang Jiangang, Tao Wenjie, Gao Jie, et al.Measurement of particle agglomeration and aggregate breakdown of reclaimed asphalt pavement[J].Construction and Building Materials, 2021, 296(Aug.16): 123681.1-123681.14. [CrossRef]
- Rout MKD, Sahdeo SK, Biswas S, Roy K. Feasibility Study of Reclaimed Asphalt Pavements (RAP) as Recycled Aggregates Used in Rigid Pavement Construction[J].Materials, 2023, 16(4):1504. [CrossRef]
- Liu S,Xu Y,Meng H . Laboratory evaluation of PE modified asphalt mixture containing reclaimed asphalt pavement[J]. Indian journal of engineering and materials sciences,2019(1):26.
- Paluri Y,Heeralal M,Kumar P R.A study on the use of reclaimed asphalt pavement aggregates in pavement quality concrete[J].CEMENT WAPNO BETON,2019,24(6):421. [CrossRef]
- Poursoltani M, Hesami S. Performance evaluation of microsurfacing mixture containing reclaimed asphalt pavement[J]. International Journal of Pavement Engineering, 2020,21(12): 1491-1504. [CrossRef]
- Guo Peng, Wei Wanfeng, Tang Boming, Yang Fan. Evaluation of High-temperature Performance of Asphalt Mixture based on Angularity of Recycled Coarse Aggregate[J].Highway, 2017, 62 (9): 220-225. [CrossRef]
- Gang Zengjun. Impact of Morphological Characteristics of Aggregate Particles on High Temperature Performance of Asphalt Mixture[J].Road Machinery & Construction Mechanization, 2017, 34(1): 47-51.
- Wang Chaofan. Study on image analysis of aggregate morphological features and mixture grading[D].Xi 'an: Chang' an University, 2011.
- Diao Zhijun. Analysis of mechanical properties of asphalt mixture based on morphological characteristic parameters of coarse aggregate[D].Liaoning province: Jilin University, 2020.
- Liu Y,Huang Y,Sun W, et al.Effect of coarse aggregate morphology on the mechanical properties of stone matrix asphalt[J]. Construction and Building Materials, 2017, 152: 48-56. [CrossRef]
- Aragão F T S, Pazos A R G, da Motta L M G, et al.Effects of morphological characteristics of aggregate particles on the mechanical behavior of bituminous paving mixtures[J].Construction and Building Materials, 2016, 123: 444-453. [CrossRef]
- Bao Yingning, Bao Sheng.Experimental study on the influence of coarse aggregate characteristics on the skid resistance of asphalt pavement[M].Yunnan Provincial Transportation Planning and Design and Research Institute,2016.
Figure 1.
Extraction Results.

Figure 2.
Effect of RAP Image Processing
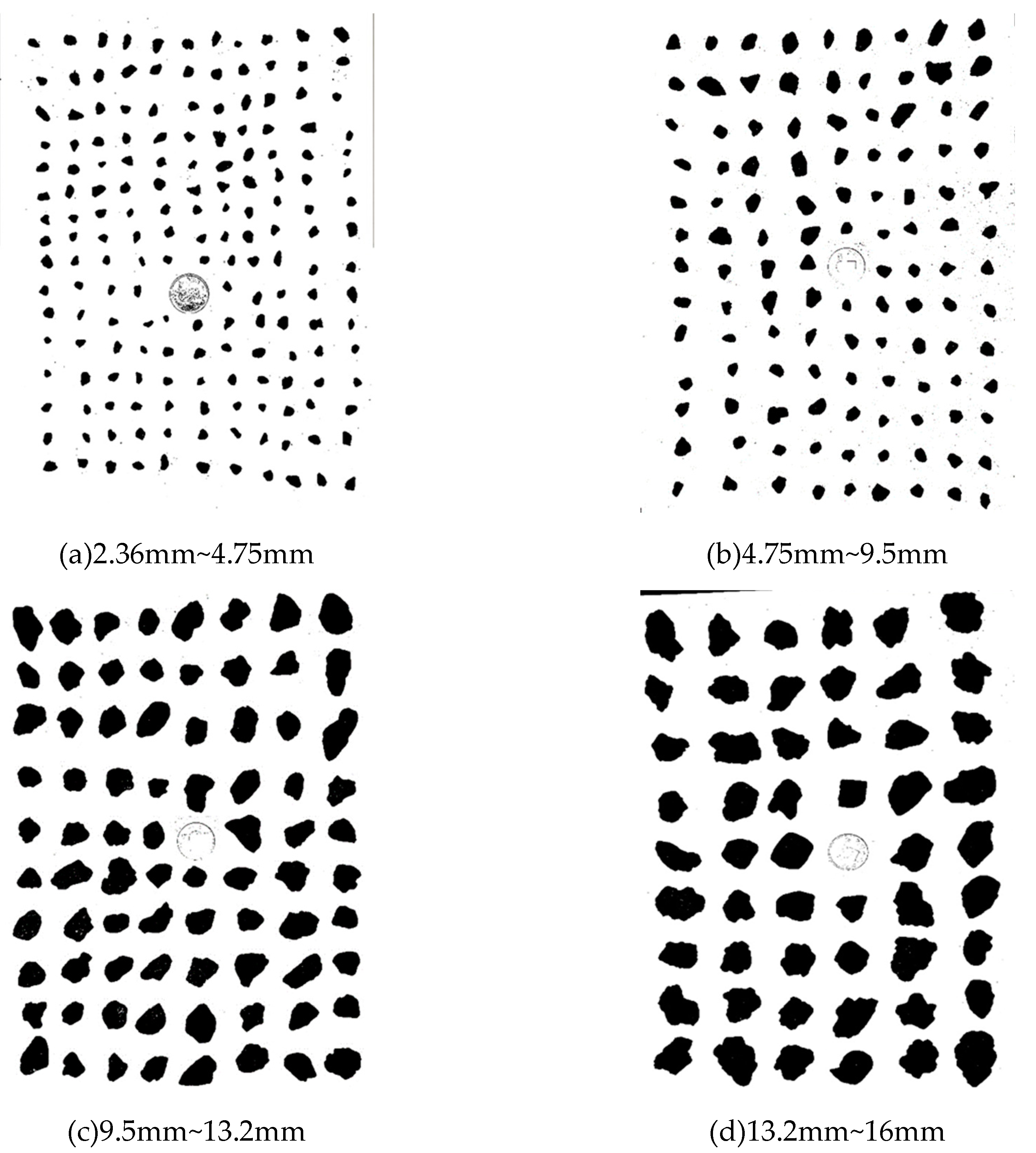
Figure 3.
Roundness analysis of particle size 2.36mm~4.75mm.
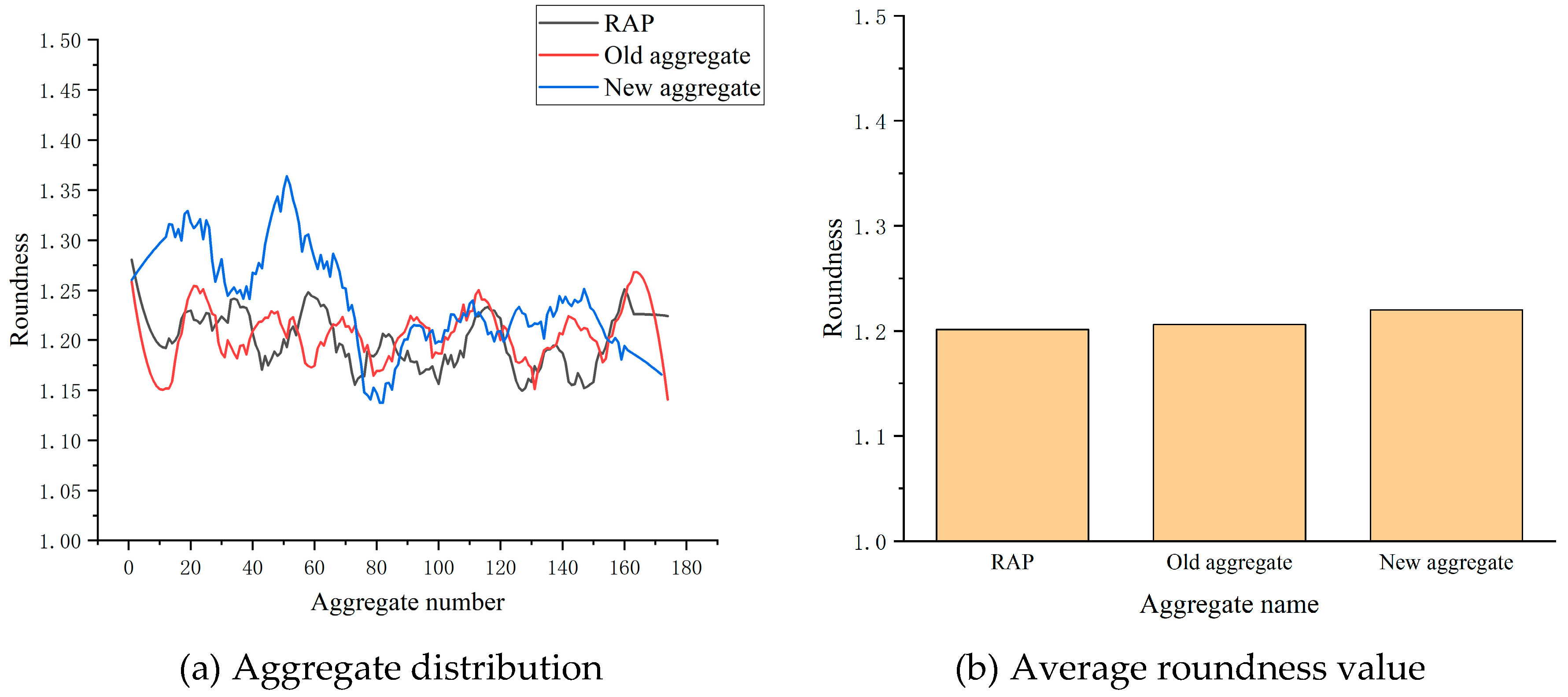
Figure 4.
Roundness analysis of particle size 4.75mm~9.5mm.
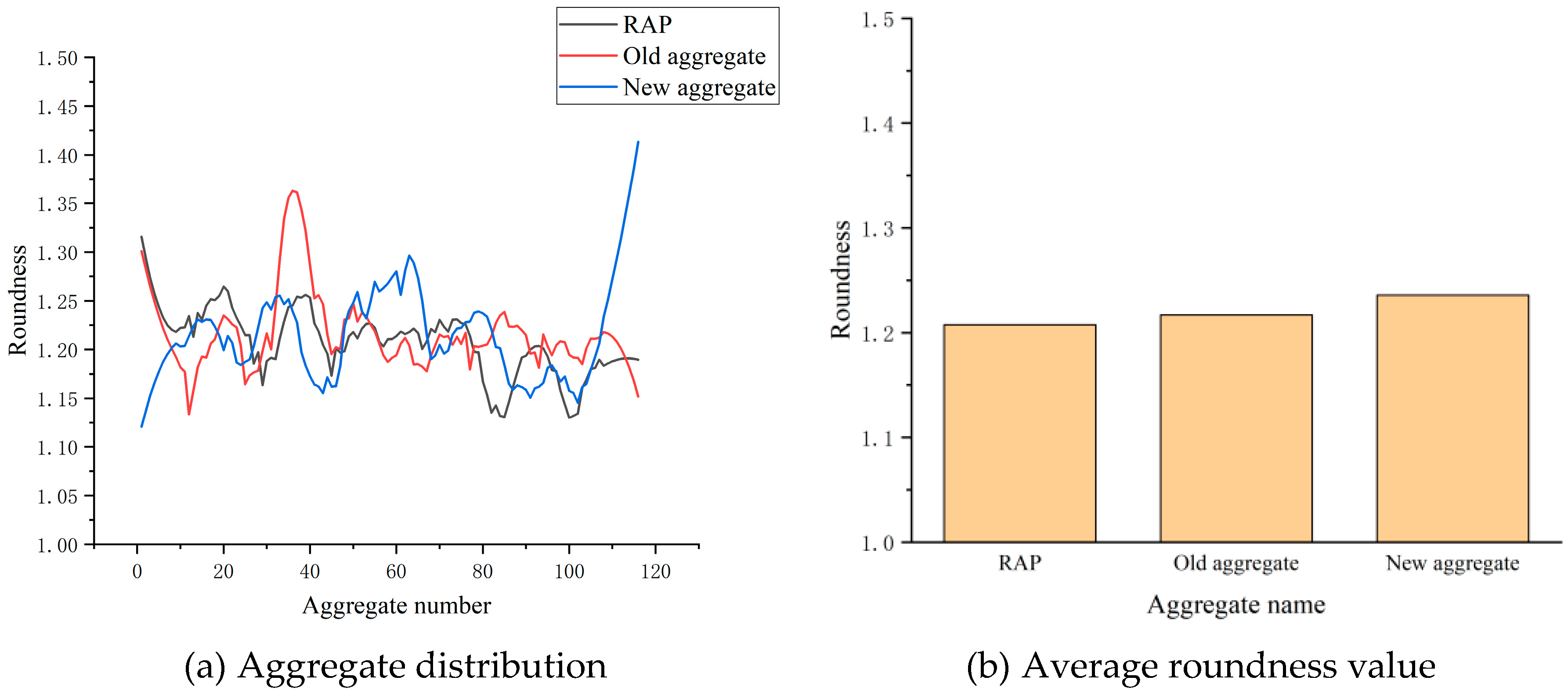
Figure 5.
Roundness analysis of particle size 9.5mm~13.2mm.
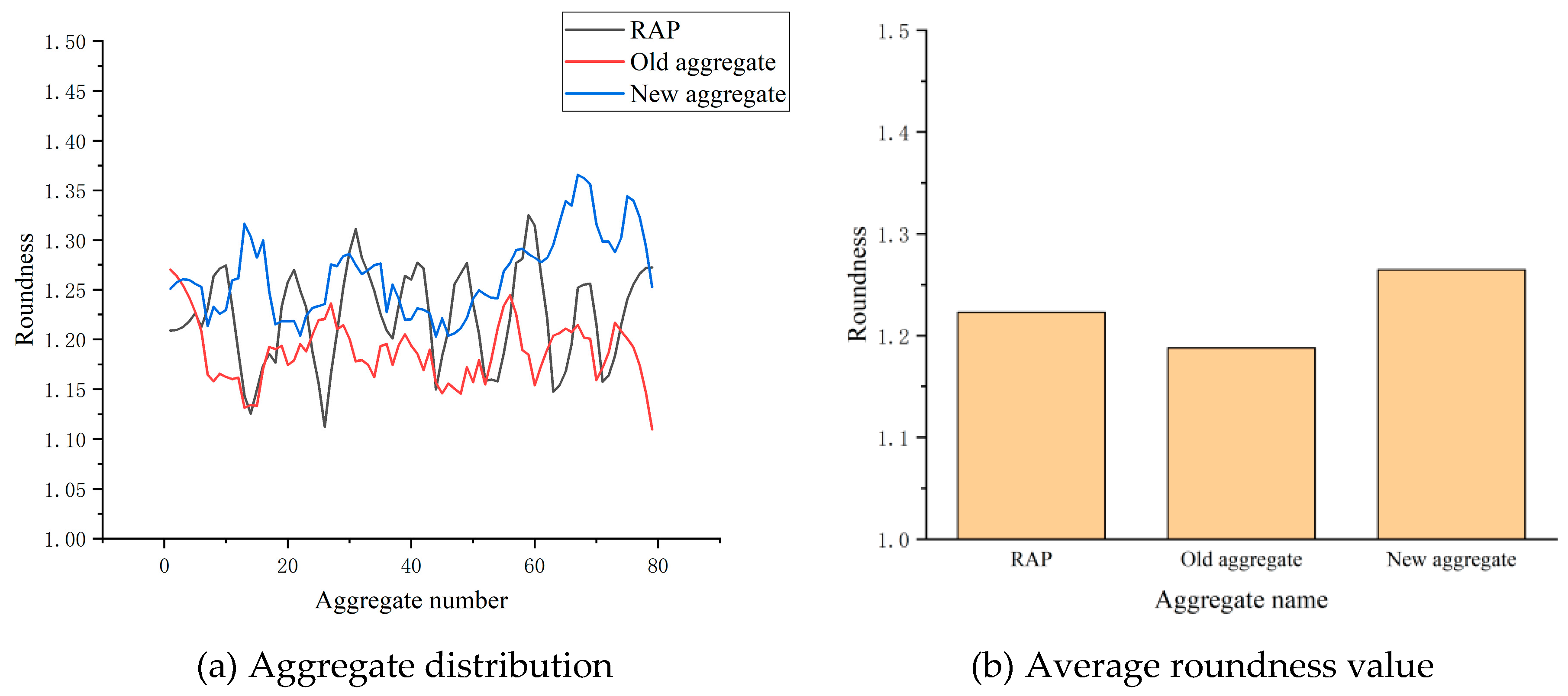
Figure 6.
Roundness analysis of particle size 13.2mm~16mm.
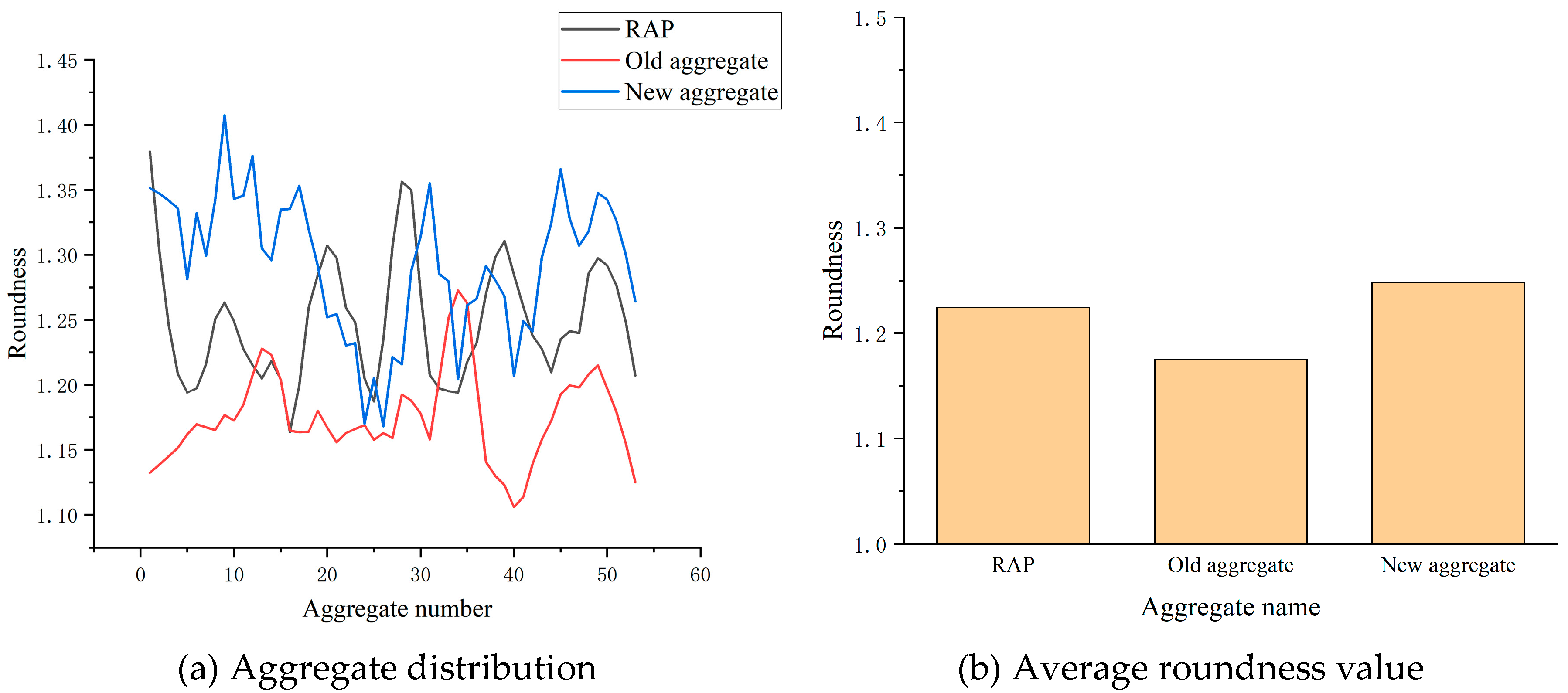
Figure 7.
Variation of roundness with particle size.
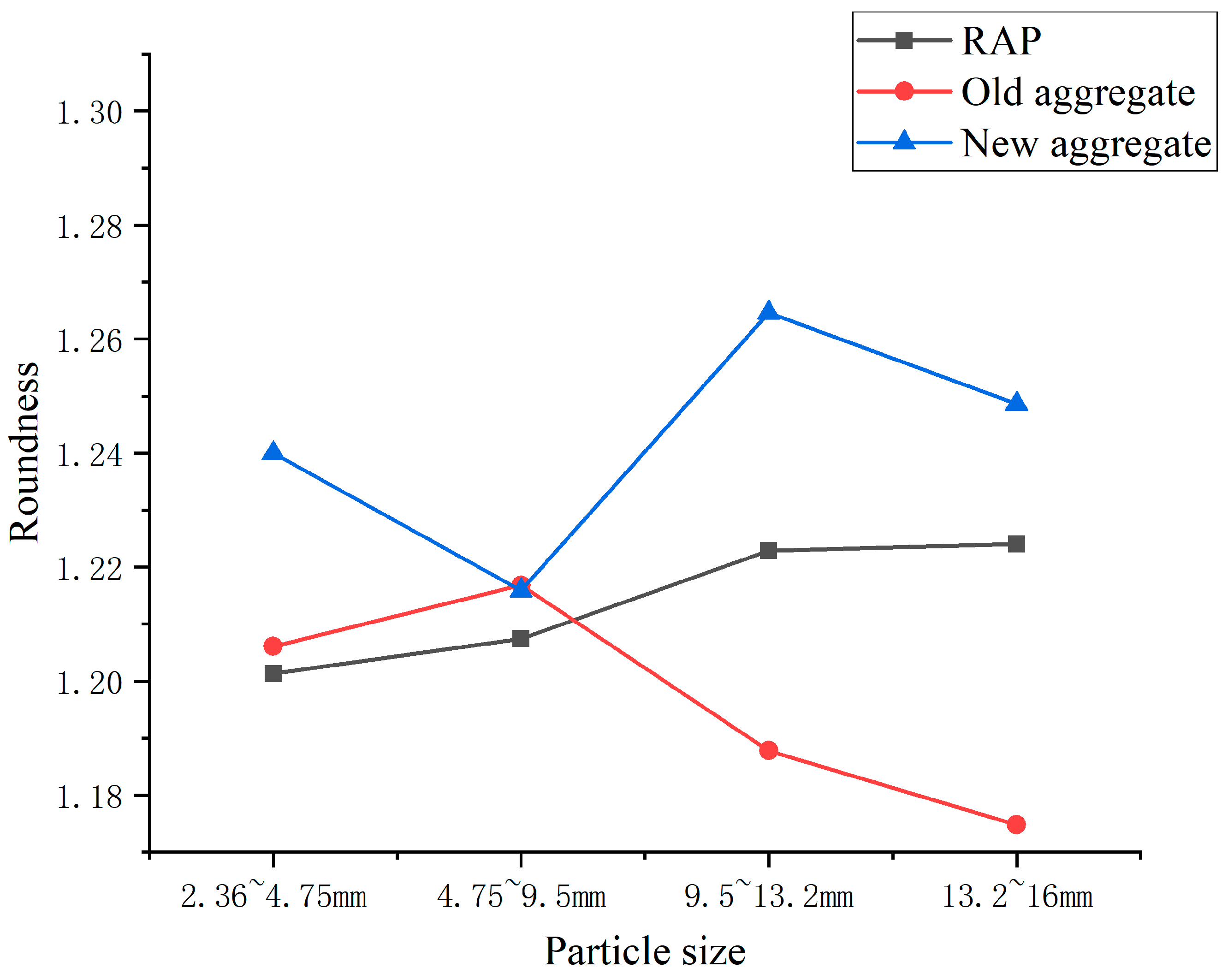
Table 1.
Physical characteristics of RAP.
| Inspection items | Needle-like(%) | Aggregate crushing value(%) | Abrasion loss(%) | Water absorption rate(%) | Apparent relative density(~) | Adhesiveness (degree) |
|---|---|---|---|---|---|---|
| measured value | 11.2 | 21.3 | 24.1 | 1.32 | 2.53 | 4 |
| standard value | >20 | >30 | >35 | >3.0 | >2.45 | >3.0 |
Table 2.
Blending table.
| Blending type | Aggregate type | ||||
|---|---|---|---|---|---|
| RAP fineness mixing content(%) | 4.75~9.5mm RAP content(%) | 9.5~16mm RAP content(%) | New aggregate content(%) | Mineral powder dosage(%) | |
| Grading One | 10 | 20 | 0 | 67 | 3 |
| Grading Two | 10 | 10 | 10 | 67 | |
| Grading Three | 10 | 0 | 20 | 67 | |
Table 4.
Rut Test Results.
| Blending type | 9.5mm~16mm aggregate roundness | Dynamic stability (times/mm) | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | average value | ||
| Grading One | 1.2612 | 2347 | 2394 | 2315 | 2352 |
| Grading Two | 1.2291 | 2235 | 2301 | 2259 | 2265 |
| Grading Three | 1.1983 | 2145 | 2103 | 2178 | 2142 |
Table 5.
Water stability test results.
| Blending type | 9.5mm~16mm aggregate roundness | Residual stability(%) | Freeze-thaw splitting strength ratio(%) |
|---|---|---|---|
| Grading One | 1.2612 | 95.51 | 92.57 |
| Grading Two | 1.2291 | 93.43 | 91.33 |
| Grading Three | 1.1983 | 90.54 | 90.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



