
Submitted:
01 September 2023
Posted:
04 September 2023
You are already at the latest version
Abstract
Modification of Scots pine sapwood (Pinus sylvestris L.) with heterocyclic compounds, imidazole and succinimide, was investigated. Pressure-impregnation with aqueous solutions containing imidazole, imidazole + citric acid, succinimide, succinimide + citric acid, and citric acid + sorbitol (CIOL®) at 5%, 10%, and 15% solid content was followed by oven-curing at 220 °C for 1 hour. Mass changes during treatment steps, bending properties, and anti-swelling efficiency (ASE) were examined. Results indicate that solid concentrations within the range of 5% to 10% were optimal. Results seem to show there are two differing mechanisms in the modification of imidazole and succinimide, respectively. Mass loss due to the heat treatment was highest in imidazole-treated specimens, whereas it remained low and concentration-independent in succinimide-treated specimens. ASE after three cycles reached 31% for imidazole-treated specimens and improved to 38% with the addition of citric acid. For succinimide, ASE increased from 17% to 41%. Bending properties generally showed improvement, except for succinimide + citric acid and CIOL®, which displayed a reduced modulus of rupture. Chemical analyses are warranted to fully understand the reaction mechanisms of the treatments. Imidazole treatment's positive effects are suggested to stem from a thermal reaction between the chemical and wood, indicated by substantial mass loss during leaching and specimen darkening. Succinimide and citric acid might exhibit polymerization with each other and wood components, akin to the CIOL® process. Further research should delve into reaction mechanisms and the impact of imidazole and succinimide on biological durability.
Keywords:
anti-swelling efficiency
; citric acid
; mechanical properties
; thermal treatment
; wood protection
1. Introduction
Wood modification involves altering the structural and chemical composition of the wood cell wall using heat or chemicals, primarily aimed at enhancing water-related characteristics like sorption, dimensional stability, and resistance to biological degradation [1,2].
Thermal wood modification, achieved through heat treatment in low-oxygen environments within the temperature range of 160 °C to 240 °C, induces favorable changes in the chemical composition of the cell wall [3]. The central mechanism driving alterations in the cell wall is hydrolysis-induced degradation of hemicelluloses, yielding commonly-observed byproducts such as furfural and hydroxymethylfurfural [4,5,6]. Lignin degradation also occurs at temperatures exceeding 220 °C [7]. Condensation reactions of oxidatively cleaved ether linkages can result in carbonyl and phenolic groups which lead to the formation of new cross-links [8]. The formation of various degradation products accounts for a mass loss of up to 20%. However, not all of the degradation products are volatiles and thus they partly remain in the wood until extracted by a solvent such as water [7]. The positive impact of heat treatment on sorption and dimensional stability arises from the reduced presence of moisture-sensitive hydroxyl groups within hemicelluloses [9], coupled with the generation of novel cross-links facilitated by degradation products [10]. Furthermore, the lowered availability of accessible sugars and decreased equilibrium moisture content contribute to an enhanced level of biological durability [11]. Strength properties of thermally-modified wood are negatively affected due to the reduced degree of polymerization of the holocelluloses [12], as is commonly exhibited during bending tests with a reduced modulus of rupture (MOR), often accompanied with a brittle failure mode. Both, biological durability and decrease in bending properties correlate to the mass loss during thermal modification [13].
Chemical wood modification is based on the introduction of various chemicals into the wood. It exists in different forms with the main difference being the location of chemical deposition and the type of bonding with the cell wall [1]. Chemicals can react with groups of cell-wall polymers, blocking e.g., hydroxyl groups or leading to cross linking by reacting with two hydroxyl groups. The former results in cell-wall bulking while the latter additionally limits the maximum distance between the cell-wall polymers, effectively reducing the maximum swelling, i.e., providing anti-swelling efficiency (ASE) [14]. Additionally, lumen-filling treatments exists which may or may not react with the cell-wall components. Similar to thermal modification, chemical modification improves water-related properties, biological durability and can affect mechanical properties [15].
Abundant hydroxyl groups in hemicelluloses drive common esterification reactions for wood modification. Acids like acetic anhydride, succinic or maleic anhydride, polycarboxylic acids, and isocyanates are used, with acetic anhydride-based acetylation being commercialized [2]. Recently, the polycarboxylic acid citric acid gained attention due to its cost-effective availability from microbial fermentation using Aspergillus niger [16]. Initially applied in the cotton industry [17], polycarboxylic acid was later adapted for wood modification [18,19]. The reaction mechanism between wood and citric acid involves a two-step esterification process, where a cyclic anhydride is initially formed, followed by its reaction with hydroxyl groups in the wood to create ester linkages [20]. Wood modification with citric acid offers several advantages, such as reduced water absorption, enhanced resistance against termites and fungi, improved modulus of elasticity (MOE) and compression strength, and better dimensional stability [21,22]. However, it is important to note that there are some disadvantages, including a strong reduction in MOR, increased brittleness, and yellowing of the treated wood [23]. Feng et al. [24] reported an initial ASE of 48% at a chemical load of 36%, whilst L’Hostis et al. [25] reported an initial ASE of 67% and a low leaching rate. However, the MOR decreased significantly. To improve the performance of citric acid treated wood, compounds containing alcoholic hydroxyl groups leading to polymerization and increased chemical fixation can be incorporated [25,26,27,28,29,30,31].
The polymerization of citric acid and sorbitol in an aqueous solution was initially demonstrated by [32]. Doll et al. [33] proposed the formation of intermediates and subsequently a citrate sorbitol ester, as shown in Figure 1. Larnøy et al. [30] reported the polyesterification of citric acid and sorbitol in a 3:1 molar ratio for solid wood at 140 °C for 18 hours at weight-percentage gain (WPG) of 80%. Leaching tests indicated excellent leaching and fungal resistance, as higher curing temperatures led to higher conversion rates of functional groups, resulting in a denser crosslinked network in the cell wall. Mubarok et al. [34] reported an ASE of 55% at a WPG of 30%. However, similar to citric acid treatments, MOR and work to maximum load in bending decreased significantly. Beck [35] showed an ASE of 40% at WPGs of 14-31 % with leaching rates below 2%. For more detailed information on citric acid in wood modification, readers are referred to the review by Lee et al. [23].
Imidazole, a heterocyclic compound comprising two nitrogen and three carbon atoms, possesses acidic and basic properties. It is environmentally benign and non-harzardous. Morais et al. [36] pioneered the use of imidazole for the extraction of cellulose and hemicelluloses from wheat straw at a temperature of 170 °C. The depolymerization process yielded a range of valuable lignin-derived compounds, including vanillin, vanillic acid, and rosmarinic acid. Since then, extensive research efforts have been directed towards exploring the potential of imidazole as a solvent in the field of biomass valorization. Grylewicz et al. [37] investigated the use of imidazole in combination with glycerol for the fabrication of thermoplastic starch and wood-fiber composites, reporting enhanced moisture sorption and surface hydrophobicity properties. Del Menezzi et al. [38] reported that citric acid did not only react with hydroxyl groups of hemicelluloses, but also that reaction with the aliphatic chains of lignin was possible. It is hence possible that a combined treatment of lignin-altering imidazole and citric acid could lead to enhanced cross-linking in the wood.
Succinimide, another heterocyclic compound containing nitrogen, exhibits a carbonyl and an amide group. Succinimides have high chemical reactivity dye to the presence of both the carbonyl and methylene groups [39]. It has applications in the pharmaceutical, polymer and material industry [40]. Under certain conditions, the carbonyl group of succinimide can undergo nucleophilic additions with hydroxyl groups leading to the formation of ester linkages. The reaction is typically catalysed by acidic conditions.
To the best of our knowledge, no previous studies have explored the application of imidazole nor succinimide in wood modification. Thus, our research aimed to explore wood modification systems involving imidazole and succinimide alone and in combination with citric acid. The treatment was based on pressure impregnation and subsequent heat treatment to improve the mechanical and hygroscopic properties.
2. Materials and Methods
2.1. Materials
Scots pine (Pinus sylvestris L.) sawn timber was obtained from a sawmill in northern Sweden (Norra Timber, Kåge, Sweden). The timber was industrially dried to a moisture content (MC) of approx. 18%.
The chemicals used in this study were imidazole (C3N2H4) powder (IoLiTec-Ionic Liquids Technologies GmbH, Germany), succinimide (C4H5NO2) (Sigma-Aldrich, Merck KGaA, Darmstadt, Germany), analytical-grade citric acid (C6H8O7), and technical-grade D (-)-sorbitol (C6H14O6) powder (VWR International AB, Sweden).
2.2. Specimen and solution preparation
Defect-free, straight-grained sapwood specimens were prepared from the sawn timber for further pressure impregnation and heat treatment and subsequent determination of anti-swelling efficiency (ASE) and bending properties. Specimens used for ASE test had dimensions of 21 × 20 x 10 mm (radial x tangential x longitudinal) and specimens for bending test had dimensions of 10 x 10 x 200 mm (radial x tangential x longitudinal). The specimens were prepared in surplus and conditioned at 20 °C and 65% relative humidity until equilibrium moisture content (EMC) was reached. For both tests, the specimens were grouped by density and the lowest and highest 10% were sorted out. The remaining specimens exhibited a mean density at EMC of 480±23 kg/m3. They were randomly distributed based on density into 17 groups. Additionally, the cross-sections of the bending specimens were end-sealed with silicon.
A total of 5 different chemical combinations were dissolved in deionized water to produce solutions with a 5, 10 and 15 wt% solid content. The chemical combinations shown in Table 1. The treatment CIOL® was used as a reference representing a bio-based wood modification process which is close to commercialization [30,41,42]. Additionally, a solely heat-treated (H) and untreated control (C) group were added.
2.3. Pressure impregnation and heat treatment
For each group to be chemically treated, the conditioned specimens for ASE and bending tests were placed together in a vessel and fully submerged with the respective chemical solution. The specimens were pressure impregnated using a full-cell method, whereby a vacuum at 20 mbar was initially applied for 30 min, followed by 1 hour pressure at 15 bar. The excess solution was wiped off with tissue paper and mass and dimensions were recorded. This was followed by oven-drying (open system) to 0% MC for 24 hours at 70 °C and 16 hours at 103 °C. It was assumed that little to no chemical reaction took place during the drying. The mass and dimensions of each specimen were recorded to determine solution uptake and WPG, which were calculated as follows (Eqs. 1,2):
where m0 is the initial dry mass, m1 the mass directly after impregnation, and m2 the oven-dry mass after impregnation, where m0 was estimated for all specimens based on the EMC of the control group C. The conditioning of the specimens to EMC resulted in a MC of 11.0±0.27%, determined by the gravimetric method. Additionally, the MC of 11% was subtracted from the solution uptake to account for the vapor-bound water as the specimens were impregnated in a conditioned state.
The dried specimens were tightly wrapped in aluminum foil and placed in an oven, undergoing heat treatment in an open system at 220 °C for 1 hour. Mass and dimensions were recorded, and mass loss (ΔmHT) and bulking coefficient (BC) after heat treatment were calculated (Eqs. 3,4):
where m3 and V3 are the mass and wood volume after heat treatment, respectively, and V0 the initial dry wood volume. Referencing the mass loss during the heat treatment to the initial dry mass m0 instead of m2 was a deliberate choice to account for differences in WPG, resulting in results easier to compare.
The heat-treated specimens were kept for 24 hours at room climate before being placed in a conditioning chamber at 20 °C and 65% relative humidity until EMC was reached.
2.4. Specimen characterization
ASE was evaluated using a previously established procedure [43]. All specimens were subjected to repeated wet-dry cycles. The specimens underwent vacuum impregnation in deionized water for 1 hour, followed by immersion in water for 72 hours. After the water treatment, the specimens were air-dried under ambient conditions and subsequently oven-dried for 48 hours at 70 °C and 16 hours at 103 °C. The volumetric swelling coefficient (S) and ASE were calculated following the method described by Stamm [44]. This wet-dry cycle process was repeated three times. Cross-linking was evaluated by the volumetric change over the wet-dry cycles and calculated according to Eq. 5 [43]. The mass loss due to leaching over three cycles Δmleaching was calculated (Eq. 6) and describes the share of water-soluble compounds in the wood after the heat treatment which can be either the introduced chemicals, (thermal) degradation products or naturally-occurring water-soluble extractives. Additionally, the mass loss Δmtotal over the complete treatment and leaching process was calculated (Eq 7). This is similar to the corrected mass loss proposed by Altgen et al. [45] and in contrast to ΔmHT includes the water-soluble compounds created during the heat treatment. If Δmtotal of a treatment is lower than Δmtotal of the solely heat-treated group, chemicals are likely to be present in the wood after leaching, while a higher value would suggest that (thermal) degradation was promoted by the treatment.
where Vn is the volume in either oven-dried or wet state in the nth wet-dry cycle and V0 the initial oven-dried dimension, and m4 the mass after three wet-dry cycles and oven-drying for 24 hours at 70 °C and 16 hours at 103 °C.
The MOR and the local modulus of elasticity (MOE) in bending were tested in conjunction in a 4-point bending test. Specimens 10 x 10 x 200 mm in size were loaded in a universal testing machine (MTS System Corporation, US), equipped with a 10 kN load cell according to the EN 408 standard [46]. The span was 180 mm, the distance between the load points 60 mm and the loading rate 0.03 mm/s.
To assess the statistical significance of differences between mean values for each group, a one-way analysis of variance (ANOVA) was conducted for each measured property. Following this, a Tukey post hoc test was performed to identify specific groups that exhibited significant differences. The significance level was set at α = 0.05. The results of the post hoc test are presented using a compact letter display, wherein groups that were not significantly different from each other were assigned the same letter.
3. Results and discussion
3.1. Impregnation and heat treatment
The solution uptake was 138-150% among the groups with no significant difference between the different solid concentrations of the solutions. Figure 2 shows the WPG after impregnation and drying and the mass loss ΔmHT after the heat treatment determined on the ASE specimens.
The WPG behaved similar among the different treatment groups when solutions with 5 and 10% solid concentration was used, and an increase from 5 to 10% solid concentration in the chemical solution led to an approx. doubling in WPG. The increase from 10% to 15%, however, did not translate to a 1.5-fold increase in WPG. At 10% and 15% the groups SuCA and CIOL® showed higher WPG compared to the other treatments, whereas, for imidazole, I15 showed no significant increase in uptake compared to I10.
The mass loss ΔmHT in Figure 2 comprised multiple degradative processes. Without chemical treatment, ΔmHT was 2.6 ± 0.4% due to thermal degradation, primarily of the hemicelluloses [7]. In the chemically-treated groups (except Su), ΔmHT was related to the WPG with a clear difference between treatments with and without imidazole. On the one hand, thermal degradation of the used chemicals likely happened, since it had been noted that both imidazole and citric acid exhibit one-stage degradation, peaking at 220 °C in thermogravimetric analyses [47,48], while succinimide starts to thermally degrade around 250 °C [49]. On the other hand, chemical-promoted degradation of cell wall polymers is possible. ΔmHT in the imidazole treatments was partly higher than the respective WPG and was accompanied with a strong darkening of the specimens. This has been assumed to be a result of imidazole promoting the degradation of lignin during the heat treatment, a fact that has been observed in the refinery of biomass when imidazole has been present [36]. The groups treated with only succinimide showed the least mass loss independently of WPG. Additionally, the groups Su10 and Su15 exhibited a thin layer of salt deposits on the surface when the specimens were handled. It is likely that only a few reaction sites between the cell wall polymers and the succinimide existed, or that no bonds were formed. The mass loss in the CIOL® can be attributed to the ester linkage of the carboxyl groups of the citric acid to the hydroxyl groups of the wood and the sorbitol which already occurs at temperatures of 140 °C. In this process, citric acid transforms to the reactive anhydride with the release of water molecules [30,33]. In the groups ICA and SuCA, 56% of the imidazole and succinimide mass was substituted by citric acid. While ΔmHT was little effected in the imidazole groups (from I to ICA), ΔmHT in succinimide groups (from Su to SuCA) increased. This can be due to the catalysed thermal degradation of hemicelluloses and lignin in the presence of acids [50], and by the esterification of citric acid with the cell-wall polymers which involves dehydration during heat treatment. Interestingly, mass loss was similar between CIOL® and SuCA and between I and ICA. Formation of cross-links between imidazole, succinimide, citric acid and the cell-wall polymers or their degradation products is possible but chemical analyses are necessary.
Figure 3 shows the cross sections of one arbitrarily chosen specimen per group after the heat treatment. Color change was evident in all groups but was the strongest in groups containing imidazole where the color was similar to carbonized wood. This indicates that imidazole might increase the amount of thermal degradation in wood and potentially lowers the charring temperature of wood. Imidazole has been shown to depolymerize lignin in wheat straw resulting in compounds such as vanillin, vanillic acid, and rosmarinic acid [36]. The groups Su, SuCA and CIOL® showed slightly different browning compared to the heat-treated group (H), which could be due to the presence of polymerized chemicals in the wood.
3.2. Anti-swelling efficiency and water stability
Table 2 shows the EMC after the treatment and the ASE after each wet-dry cycle. EMC was 4.5-6.3 % in the chemically-treated groups, which was slightly lower than the heat-treated group H. ASE after the first cycle was high among all groups and related to the WPG. Besides volatile extractives, non-volatile degradation products were formed during thermal degradation, which remain in the wood and bulk the cell wall [7]. However, after three cycles ASE decreased significantly, indicating that chemicals and or water-soluble degradation products were leached out. This effect was strongest in the succinimide groups and lowest in the CIOL® groups. The low ASE for succinimide supports the theory that no modification of the wood took place. After three cycles the ASE of the groups I and Su were not related to the initial WPG, while all groups containing citric acid were related to WPG. The ASE of I10 was 33.4% and the addition of citric acid (ICA10) resulted in an ASE of 34.7%, indicating no synergistic effect of imidazole and citric acid. However, in the case of succinimide the ASE was increased from 21.0% to 37.9% by the addition of citric acid. For CIOL® the high ASE is attributed to the formation of insoluble polymers formed during the esterification process between citric acid and wood and citric and sorbitol [30]. Furthermore, the results are in line with work from Beck [35].
Figure 4 presents the mass loss caused by the wet-dry cycling, i.e., the leaching of chemicals, degraded wood components and water-soluble extractives, and the mass loss over the whole treatment and leaching procedure. Δmleaching correlated to the WPG in each group except for CIOL®. Combinations including citric acid exhibited less mass loss than the respective single compound treatments. As shown in Figure 2, different degrees of mass loss occurred during the heat treatment which influenced Δmleaching. To understand the mode of action of the treatments, it was thus more conclusive to study the total mass loss Δmtotal. It was noted that Δmleaching in the imidazole and succinimide groups was rather similar, but values for Δmtotal were significantly different. Treatments involving imidazole groups exhibited a mass loss of 7-8%, indicating that wood components were degraded to an extended degree during the heat treatment and washed out during the wet-dry cycling; this was supported by results for heat treatment only, where results showed a mass loss of 3%. The yellow/brown color of the leachate supported this.
The WPG did not have a strong influence on the Δmtotal, which was in line with the ASE values. The reductions in ASE from 50-60% in the first cycle to around 30% in the third cycle, coupled with a Δmtotal of 7-8% were similar to results of thermal modification by Wentzel et al. [51]. However, if imidazole would solely promote thermal degradation, mechanical properties would be expected to be decreased, which was not the case. The addition of citric acid presented in the ICA groups drastically lowered Δmtotal, due to a lower concentration of imidazole and the presence of citric acid. It is also possible that citric acid reacted with the degradation products of the imidazole-promoted reactions resulting in insoluble polymers and a low Δmleaching and Δmtotal. Succinimide showed the highest Δmleaching but a Δmtotal close to zero. Together with the low and WPG-independent ΔmHT and ASE, this indicated that succinimide either did not react with the wood components or only a few reaction sides were available. The addition of citric acid (SuCA) improved leaching resistance as well as Δmtotal. The negative mass loss indicated that insoluble polymers were formed. It is also possible that a reaction of succinimide with the wood or the citric acid took place due to the more acidic conditions. CIOL® treatment led to little leaching and higher chemical retention, due to the formation of polymers in the esterification process and has been shown by previous research by Larnøy et al. [30].
Figure 5 shows the volumetric change over the wet-dry cycles of specimens treated with 15 wt% solutions, with D0 being equivalent to the BC. The chemical treatments led to a relatively low BC, with the exception for the succinimide treatments. However, except for CIOL® the cell-wall bulking reduced during the cycles as chemicals and degradation products were leached out. The reduction in volume was smaller in groups containing citric acid. Treatment with imidazole alone led to the smallest dimensions after three cycles, assumed to be due to the degradation of lignin. Groups containing citric acid exhibited higher dimensional stability, indicating some degree of cross linking in ICA and SuCA. Whether these cross-links involve imidazole or succinimide is currently uncertain. Succinimide led to a reduction of shrinking but not swelling in comparison to the unmodified wood, indicating that whilst cell-wall bulking occurred, there was no cross-linking occurring.
3.3. Bending performance
MOR and MOE are presented in Figure 6. The statistical analysis suggested that little significant differences existed between the groups. However, the large span of initial density in each group as a result of the even group distribution and natural variability in wood might be a reason for this, as the mean values exhibited clear differences. The mean MOR of some groups was slightly higher than the untreated control, which might be caused by a reduction in moisture content due to the thermal treatment. I and ICA groups showed high MOR at 5 and 10 wt%, with a reduction in MOR at 15 wt%. The increased degradation of cell-wall polymers was likely concentrated in the lignin, as holocellulose degradation is expected to result in greater reductions in mechanical properties due to increased shear slipping between cellulose microfibrils [52]. The SuCA and CIOL® groups showed a reduction in MOR. For CIOL® this is attributed to the acidic modification conditions which led to a thermally-induced mechanical degradation [34]. A similar drop in MOR was found in SuCA, but not in ICA. Interestingly, Su5 showed the highest MOR and Su15 one of the lowest MOR. It is possible that the combined succinimide and citric acid treatment resulted in a similar formation of cross-links as in the CIOL® process. MOE was less affected by the treatments. Except for the succinimide groups, the MOE seemed to be unaffected by WPG and the slight increase in MOE is likely due to the heat treatment.
In-house experience not included in this study indicated that some degree of cross-polymerization occurs in I, ICA and SuCA, with ongoing work to provide definitive answers.
5. Conclusions
To facilitate the use of fossil-free modification reagents, this study aimed to explore wood modification systems involving imidazole and succinimide in combination with citric acid. The treatments were based on pressure impregnation and subsequent heat-treatment to improve the hygroscopic properties without aggravating the mechanical performance.
Treatments with imidazole exhibited an increased mass loss during heat treatment, which led to the formation of water-soluble degradation products which were leached out over wet-dry cycles. The mass loss during heat treatment of succinimide-containing treatments seemed to be unaffected by the chemical and a large amount of succinimide was leachable. The total mass loss from untreated to leached state of imidazole-treated specimens was 7-8% exceeding the solely heat-treatment mass loss of 3%. Succinimide treatment exhibited values of 0-2% indicating a degree of chemical retention. Substituting a part of the chemicals with citric acid improved the leaching resistance and decreased the total mass loss. It is not clear if this was solely due to the reaction of citric acid with the cell wall polymers or if cross-links were formed between citric acid and imidazole or succinimide. Reactions between citric acid and imidazole-promoted lignin-derived degradation products are another possibility. Leaching resistance was highest with a combination of citric acid and sorbitol (CIOL®-process). However, in this treatment the share of citric acid was almost twice as high as in the other treatments containing citric acid. Anti-swelling efficiency (ASE) after three cycles reached 31% for imidazole-treated specimens and improved to 38% with the addition of citric acid. For succinimide, ASE increased from 17% to 41%. CIOL® exhibited an ASE of 48%.
Previous research showed that wood modification with citric acid led to high ASE and high leaching resistance at the cost of strongly reduced mechanical properties. In the current study, bending properties generally showed improvement, except for succinimide at high concentration, succinimide + citric acid and CIOL®, which displayed a reduced modulus of rupture. This indicates that wood modification with imidazole and succinimide are based on different reaction mechanisms, where the improved hygroscopic properties of imidazole treatment does not solely originate from an enhanced thermal degradation, as modulus of rupture should be strongly reduced. In contrast, succinimide and citric acid might polymerize with each other and residual wood components, akin to the CIOL® process, as the treatments exhibited a similar reduction in modulus of rupture.
The results within this study show that wood modification with imidazole and succinimide can be utilized. However further research should delve into analyses of the involved reaction mechanisms, to optimize the chemical ratios and leaching resistance. Studies on the impact of imidazole and succinimide on biological durability are currently ongoing.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, D.J., D.S. and H.D.; methodology, D.J.; validation, D.S., H.D. and J.O.; formal analysis, A.S.; investigation, A.S. and D.J.; data curation, A.S.; writing—original draft preparation, A.S.; writing—review and editing, A.S., D.J. and D.S.; visualization, A.S.; supervision, D.J.; project administration, D.J. and D.S.; funding acquisition, D.J. and D.S. All authors have read and agreed to the published version of the manuscript.”.
Funding
Support through the project CT WOOD a centre of excellence at Luleå University of Technology and the VINNOVA project “Multifunktionella byggskivor av sågspån” (Grant no. 2022-00998) is gratefully acknowledged.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes, 1st ed.; Wiley: Hoboken, NJ, USA, 2006; ISBN 978-0-470-02172-9. [Google Scholar]
- Sandberg, D.; Kutnar, A.; Karlsson, O.; Jones, D. Wood Modification Technologies: Principles, Sustainability, and the Need for Innovation, 1st ed.; CRC Press: Boca Raton, FL, USA; Taylor & Francis Group: Boca Raton, FL, USA; London, UK; New York, NY, USA, 2021; ISBN 978-0-367-76782-2. [Google Scholar]
- Esteves, B.M.; Pereira, H.M. Wood Modification by Heat Treatment: A Review. BioRes 2008, 4, 370–404. [Google Scholar] [CrossRef]
- Klauditz, W.; Stegmann, G. Beiträge zur Kenntnis des Ablaufes, und der Wirkung thermischer Reaktionen bei der Bildung von Holzwerkstoffen. Holz Als Roh- Und Werkstoff 1955, 13, 434–440. [Google Scholar] [CrossRef]
- Kollmann, F.; Fengel, D. Änderungen der chemischen Zusammensetzung von Holz durch thermische Behandlung. Holz Als Roh- Und Werkstoff 1965, 23, 461. [Google Scholar] [CrossRef]
- Gérardin, P. New Alternatives for Wood Preservation Based on Thermal and Chemical Modification of Wood—A Review. Ann. For. Sci. 2016, 73, 559–570. [Google Scholar] [CrossRef]
- Mai, C.; Militz, H. Wood Modification. In Springer Handbook of Wood Science and Technology; Niemz, P., Teischinger, A., Sandberg, D., Eds.; Springer Handbooks Series; Springer International Publishing: Cham, Switzerland, 2023; pp. 873–910. ISBN 978-3-030-81314-7. [Google Scholar]
- Tjeerdsma, B.F.; Militz, H. Chemical Changes in Hydrothermal Treated Wood: FTIR Analysis of Combined Hydrothermal and Dry Heat-Treated Wood. Holz Roh Werkst 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Dirol, D.; Guyonnet, R. Durability by Rectification Process. In Proceedings of the International Research Group Wood Pre, Section 4-Processes, No IRG/WP 93-40015, Orlando, FL, USA, 16–21 May 1993. [Google Scholar]
- Tjeerdsma, B.F.; Boonstra, M.; Pizzi, A.; Tekely, P.; Militz, H. Characterisation of Thermally Modified Wood: Molecular Reasons for Wood Performance Improvement. Holz Als Roh- Und Werkstoff 1998, 56, 149–153. [Google Scholar] [CrossRef]
- Weiland, J.J.; Guyonnet, R. Study of Chemical Modifications and Fungi Degradation of Thermally Modified Wood Using DRIFT Spectroscopy. Holz Als Roh- Und Werkstoff 2003, 61, 216–220. [Google Scholar] [CrossRef]
- Boonstra, M.J.; Van Acker, J.; Tjeerdsma, B.F.; Kegel, E.V. Strength Properties of Thermally Modified Softwoods and Its Relation to Polymeric Structural Wood Constituents. Ann. For. Sci. 2007, 64, 679–690. [Google Scholar] [CrossRef]
- Kim, G.; Yun, K.; Kim, J. Effect of Heat Treatment on the Decay Resistance and the Bending Properties of Radiata Pine Sapwood. Mater. Org. 1998, 32, 101–108. [Google Scholar]
- Ohmae, K.; Minato, K.; Norimoto, M. The Analysis of Dimensional Changes Due to Chemical Treatments and Water Soaking for Hinoki (Chamaecyparis Obtusa) Wood. Holzforschung 2002, 56, 98–102. [Google Scholar] [CrossRef]
- Verma, P.; Junga, U.; Militz, H.; Mai, C. Protection Mechanisms of DMDHEU Treated Wood against White and Brown Rot Fungi. Holzforschung 2009, 63, 371–378. [Google Scholar] [CrossRef]
- Show, P.L.; Oladele, K.O.; Siew, Q.Y.; Aziz Zakry, F.A.; Lan, J.C.-W.; Ling, T.C. Overview of Citric Acid Production from Aspergillus niger. Front. Life Sci. 2015, 8, 271–283. [Google Scholar] [CrossRef]
- Yang, C.Q. FT-IR Spectroscopy Study of the Ester Crosslinking Mechanism of Cotton Cellulose. Text. Res. J. 1991, 61, 433–440. [Google Scholar] [CrossRef]
- Bischof Vukusic, S.; Katovic, D.; Schramm, C.; Trajkovic, J.; Sefc, B. Polycarboxylic Acids as Non-Formaldehyde Anti-Swelling Agents for Wood. Holzforschung 2006, 60, 439–444. [Google Scholar] [CrossRef]
- Zoldners, J.; Kiseleva, T. Modification of Hemicelluloses with Polycarboxylic Acids. Holzforschung 2013, 67, 567–571. [Google Scholar] [CrossRef]
- Fang, G.; Li, J.; Xu, X. The Intermediate of Crosslinking Reaction between Wood and Polycarboxylic Acid. Sci. Silvae Sin. 2000, 36, 51–54. [Google Scholar] [CrossRef]
- Katović, D.; Trajković, J.; Bischof Vukusic, S.; Bogoslav, S. Alternative Agents and Methods for Chemical Modification of Wood. Drv. Ind. 2004, 55, 175–180. [Google Scholar]
- Xie, Y.; Krause, A.; Militz, H.; Turkulin, H.; Richter, K.; Mai, C. Effect of Treatments with 1,3-Dimethylol-4,5-Dihydroxy-Ethyleneurea (DMDHEU) on the Tensile Properties of Wood. Holzforschung 2007, 61, 43–50. [Google Scholar] [CrossRef]
- Lee, S.H.; Md Tahir, P.; Lum, W.C.; Tan, L.P.; Bawon, P.; Park, B.-D.; Osman Al Edrus, S.S.; Abdullah, U.H. A Review on Citric Acid as Green Modifying Agent and Binder for Wood. Polymers 2020, 12, 1692. [Google Scholar] [CrossRef]
- Feng, X.; Xiao, Z.; Sui, S.; Wang, Q.; Xie, Y. Esterification of Wood with Citric Acid: The Catalytic Effects of Sodium Hypophosphite (SHP). Holzforschung 2014, 68, 427–433. [Google Scholar] [CrossRef]
- L’Hostis, C.; Thévenon, M.-F.; Fredon, E.; Gérardin, P. Improvement of Beech Wood Properties by in situ Formation of Polyesters of Citric and Tartaric Acid in Combination with Glycerol. Holzforschung 2018, 72, 291–299. [Google Scholar] [CrossRef]
- Umemura, K.; Sugihara, O.; Kawai, S. Investigation of a New Natural Adhesive Composed of Citric Acid and Sucrose for Particleboard. J. Wood Sci. 2013, 59, 203–208. [Google Scholar] [CrossRef]
- Essoua, G.G.; Blanchet, P.; Landry, V.; Beauregard, R. Pine Wood Treated with a Citric Acid and Glycerol Mixture: Biomaterial Performance Improved by a Bio-Byproduct. BioResources 2016, 11, 3049–3072. [Google Scholar] [CrossRef]
- He, X.; Xiao, Z.; Feng, X.; Sui, S.; Wang, Q.; Xie, Y. Modification of Poplar Wood with Glucose Crosslinked with Citric Acid and 1,3-Dimethylol-4,5-dihydroxy ethyleneurea. Holzforschung 2016, 70, 47–53. [Google Scholar] [CrossRef]
- Berube, M.-A.; Schorr, D.; Ball, R.J.; Landry, V.; Blanchet, P. Determination of in situ Esterification Parameters of Citric Acid-Glycerol Based Polymers for Wood Impregnation. J. Polym. Environ. 2018, 26, 970–979. [Google Scholar] [CrossRef]
- Larnøy, E.; Karaca, A.; Gobakken, L.R.; Hill, C.A.S. Polyesterification of Wood Using Sorbitol and Citric Acid under Aqueous Conditions. Int. Wood Prod. J. 2018, 9, 66–73. [Google Scholar] [CrossRef]
- Guo, W.; Xiao, Z.; Wentzel, M.; Emmerich, L.; Xie, Y.; Militz, H. Modification of Scots Pine with Activated Glucose and Citric Acid: Physical and Mechanical Properties. BioRes 2019, 14, 3445–3458. [Google Scholar] [CrossRef]
- Centolella, A.P.; Razor, B.G. Polyesters of Citric Acid and Sorbitol 1972. U.S. Patent No. 3,661,955, 9 May 1972. [Google Scholar]
- Doll, K.M.; Shogren, R.L.; Willett, J.L.; Swift, G. Solvent-Free Polymerization of Citric Acid And D-Sorbitol. J. Polym. Sci. A Polym. Chem. 2006, 44, 4259–4267. [Google Scholar] [CrossRef]
- Mubarok, M.; Militz, H.; Dumarçay, S.; Gérardin, P. Beech Wood Modification Based on in situ Esterification with Sorbitol and Citric Acid. Wood Sci. Technol. 2020, 54, 479–502. [Google Scholar] [CrossRef]
- Beck, G. Leachability and Decay Resistance of Wood Polyesterified with Sorbitol and Citric Acid. Forests 2020, 11, 650. [Google Scholar] [CrossRef]
- Morais, A.R.C.; Pinto, J.V.; Nunes, D.; Roseiro, L.B.; Oliveira, M.C.; Fortunato, E.; Bogel-Łukasik, R. Imidazole: Prospect Solvent for Lignocellulosic Biomass Fractionation and Delignification. ACS Sustain. Chem. Eng. 2016, 4, 1643–1652. [Google Scholar] [CrossRef]
- Grylewicz, A.; Spychaj, T.; Zdanowicz, M. Thermoplastic Starch/Wood Biocomposites Processed with Deep Eutectic Solvents. Compos. Part A Appl. Sci. Manuf. 2019, 121, 517–524. [Google Scholar] [CrossRef]
- Del Menezzi, C.; Amirou, S.; Pizzi, A.; Xi, X.; Delmotte, L. Reactions with Wood Carbohydrates and Lignin of Citric Acid as a Bond Promoter of Wood Veneer Panels. Polymers 2018, 10, 833. [Google Scholar] [CrossRef]
- Patil, M.; Rajput, S. Succinimides: Synthesis, Reaction and Biological Activity. Int. J. Pharm. Pharm. Sci. 2014, 6, 8–14. [Google Scholar]
- Li, X.; Zhang, Z.; Suo, S.; Qiao, Y.; Du, B.; Deng, H.; Hao, Z.; Luo, H. Microstructure of Silver Coating of Cyanide-Free Brush Plating Based on Multicomponent Coordination System. IOP Conf. Ser. Mater. Sci. Eng. 2019, 688, 033047. [Google Scholar] [CrossRef]
- Larnøy, E.; Biørnstad, J.; Treu, A. Advances in CIOL-Protected Wood—The Road Towards Commercialization. In Proceedings of the 17th annual meeting of the Northern European Network for Wood Science and Engineering, Kaunas, Lithuania, 14–15 October 2021; pp. 89–90. [Google Scholar]
- Treu, A.; Larnøy, E.; Bjørnstad, J. CIOL®-Protection of Wood—An Update. In Proceedings of the IRG Annual Meeting, IRG/WP 22-40932, Bled, Slovenia, 29 May–2 June 2022. [Google Scholar]
- Kim, I.; Karlsson, O.; Jones, D.; Mantanis, G.; Sandberg, D. Dimensional Stabilisation of Scots Pine (Pinus sylvestris L.) Sapwood by Reaction with Maleic Anhydride and Sodium Hypophosphite. Eur. J. Wood Prod. 2021, 79, 589–596. [Google Scholar] [CrossRef]
- Stamm, A.J. Wood and Cellulose Science; Ronald Press: New York, NY, USA, 1964. [Google Scholar]
- Altgen, M.; Willems, W.; Militz, H. Wood Degradation Affected by Process Conditions during Thermal Modification of European Beech in a High-Pressure Reactor System. Eur. J. Wood Prod. 2016, 74, 653–662. [Google Scholar] [CrossRef]
- CEN. EN 408: 2010 + A1: 2012; Timber Structures. Structural Timber and Glued Laminated Timber. Determination of Some Physical and Mechanical Properties. European Committee for Standardization: Brussels, Belgium, 2010.
- Umemura, K.; Ueda, T.; Kawai, S. Characterization of Wood-Based Molding Bonded with Citric Acid. J. Wood Sci. 2012, 58, 38–45. [Google Scholar] [CrossRef]
- Trivedi, M.K.; Dahryn Trivedi, A.B.; Gunin Saikia, G.N. Physical and Structural Characterization of Biofield Treated Imidazole Derivatives. Nat. Prod. Chem. Res. 2015, 3, 1000187. [Google Scholar] [CrossRef]
- Tudorachi, N.; Chiriac, A.P. TGA/FTIR/MS Study on Thermal Decomposition of Poly(succinimide) and Sodium Poly(aspartate). Polym. Test. 2011, 30, 397–407. [Google Scholar] [CrossRef]
- Alén, R.; Kotilainen, R.; Zaman, A. Thermochemical Behavior of Norway Spruce (Picea abies) at 180–225 °C. Wood Sci. Technol. 2002, 36, 163–171. [Google Scholar] [CrossRef]
- Wentzel, M.; Altgen, M.; Militz, H. Analyzing Reversible Changes in Hygroscopicity of Thermally Modified Eucalypt Wood from Open and Closed Reactor Systems. Wood Sci. Technol. 2018, 52, 889–907. [Google Scholar] [CrossRef]
- Wang, D.; Fu, F.; Lin, L. Molecular-Level Characterization of Changes in the Mechanical Properties of Wood in Response to Thermal Treatment. Cellulose 2022, 29, 3131–3142. [Google Scholar] [CrossRef]
Figure 1.
The reaction mechanism between citric acid (A) and sorbitol (C). Intermediate cyclic anhydride (B and E), ester (D) and anhydrosorbitol ring (F). Adapted from [33].
Figure 1.
The reaction mechanism between citric acid (A) and sorbitol (C). Intermediate cyclic anhydride (B and E), ester (D) and anhydrosorbitol ring (F). Adapted from [33].
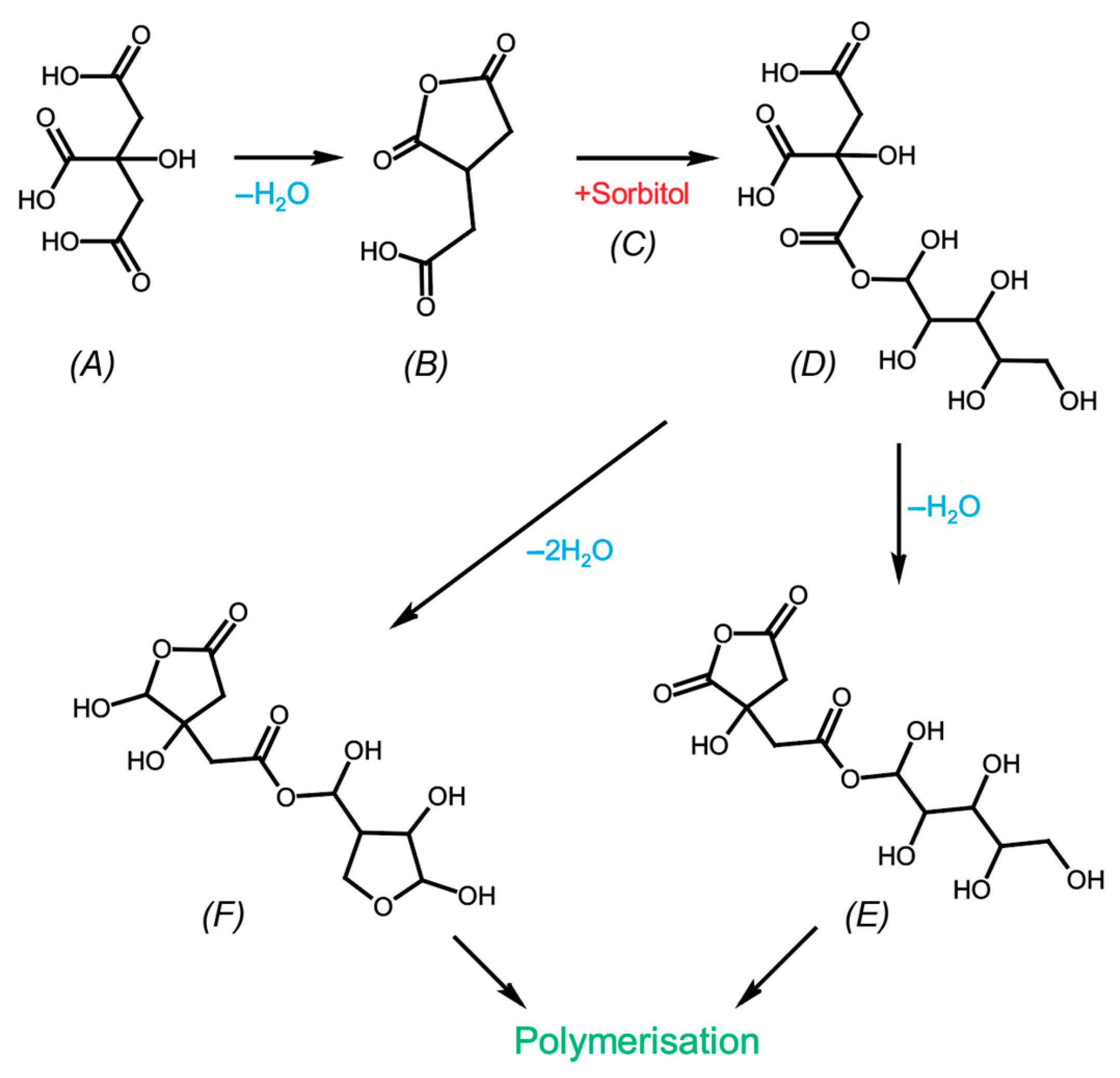
Figure 2.
Mean ± standard deviation of weight percentage gain (WPG) after pressure impregnation and drying and mass loss due to heat treatment at 220 °C (ΔmHT) of specimens treated with different concentrations (wt%) of the chemical solution. ΔmHT was calculated in relation to the initial dry mass. Treatment shorting can be seen in Table 1. Number of specimens per group = 6.
Figure 2.
Mean ± standard deviation of weight percentage gain (WPG) after pressure impregnation and drying and mass loss due to heat treatment at 220 °C (ΔmHT) of specimens treated with different concentrations (wt%) of the chemical solution. ΔmHT was calculated in relation to the initial dry mass. Treatment shorting can be seen in Table 1. Number of specimens per group = 6.
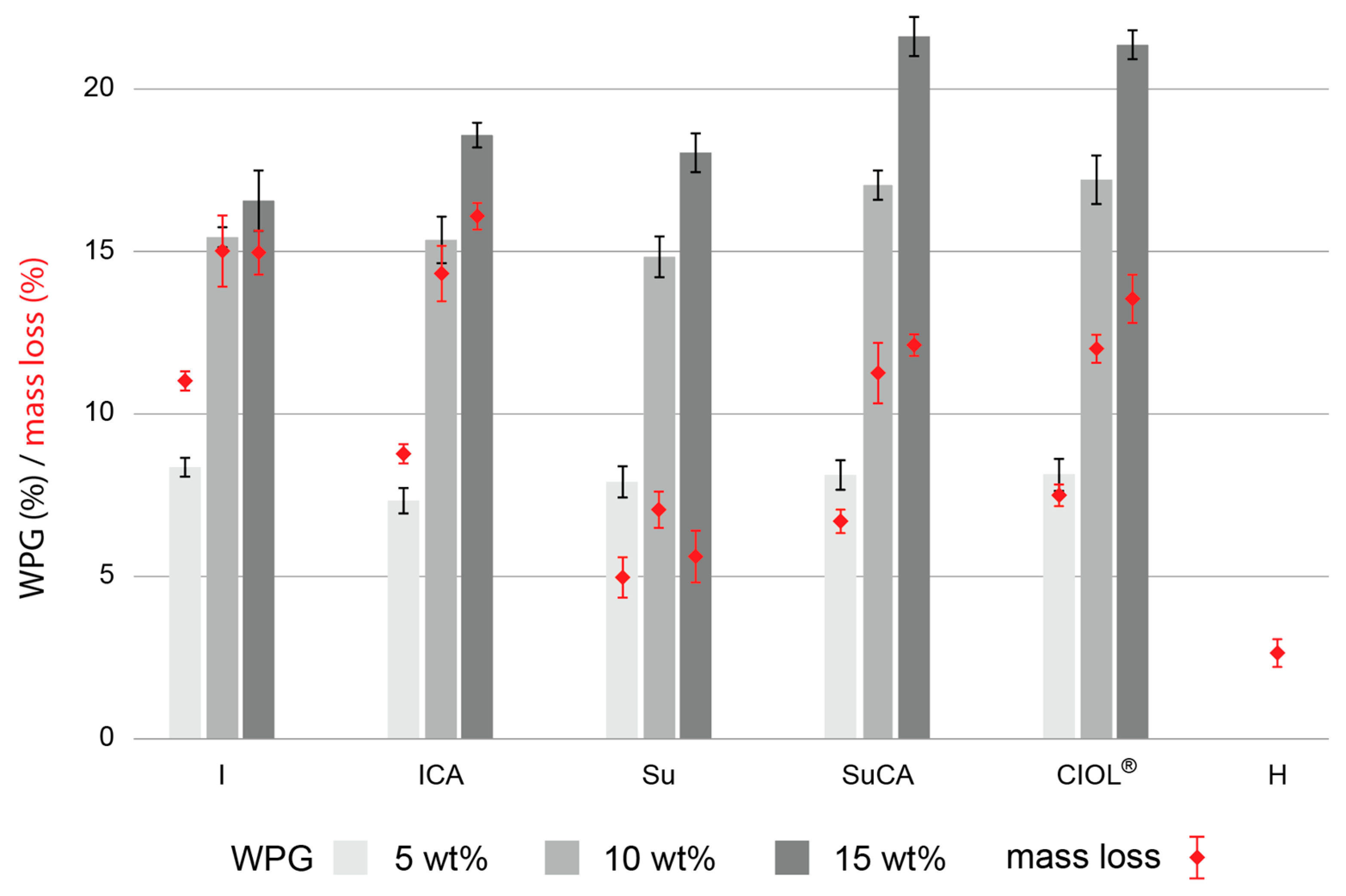
Figure 3.
Cross-sectional appearance of specimens after heat treatment and the untreated control (C).
Figure 3.
Cross-sectional appearance of specimens after heat treatment and the untreated control (C).
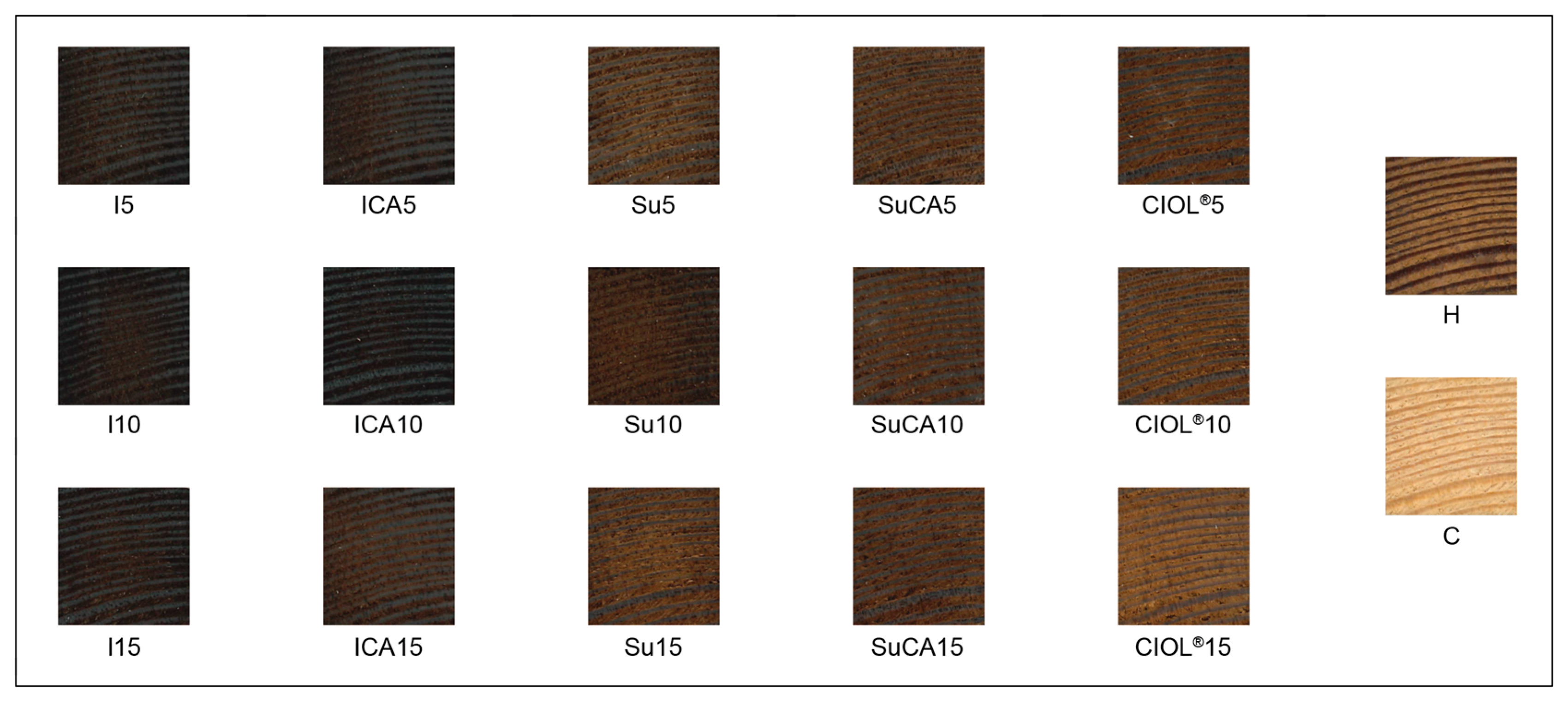
Figure 4.
Mass loss after 3 wet-dry cycles in reference to the dry weight after the treatment (Δmleaching) and to the initial dry weight (Δmtotal). wt% correspond to the solid concentration of the chemical solution used for pressure impregnation. Number of specimens per group = 6.
Figure 4.
Mass loss after 3 wet-dry cycles in reference to the dry weight after the treatment (Δmleaching) and to the initial dry weight (Δmtotal). wt% correspond to the solid concentration of the chemical solution used for pressure impregnation. Number of specimens per group = 6.
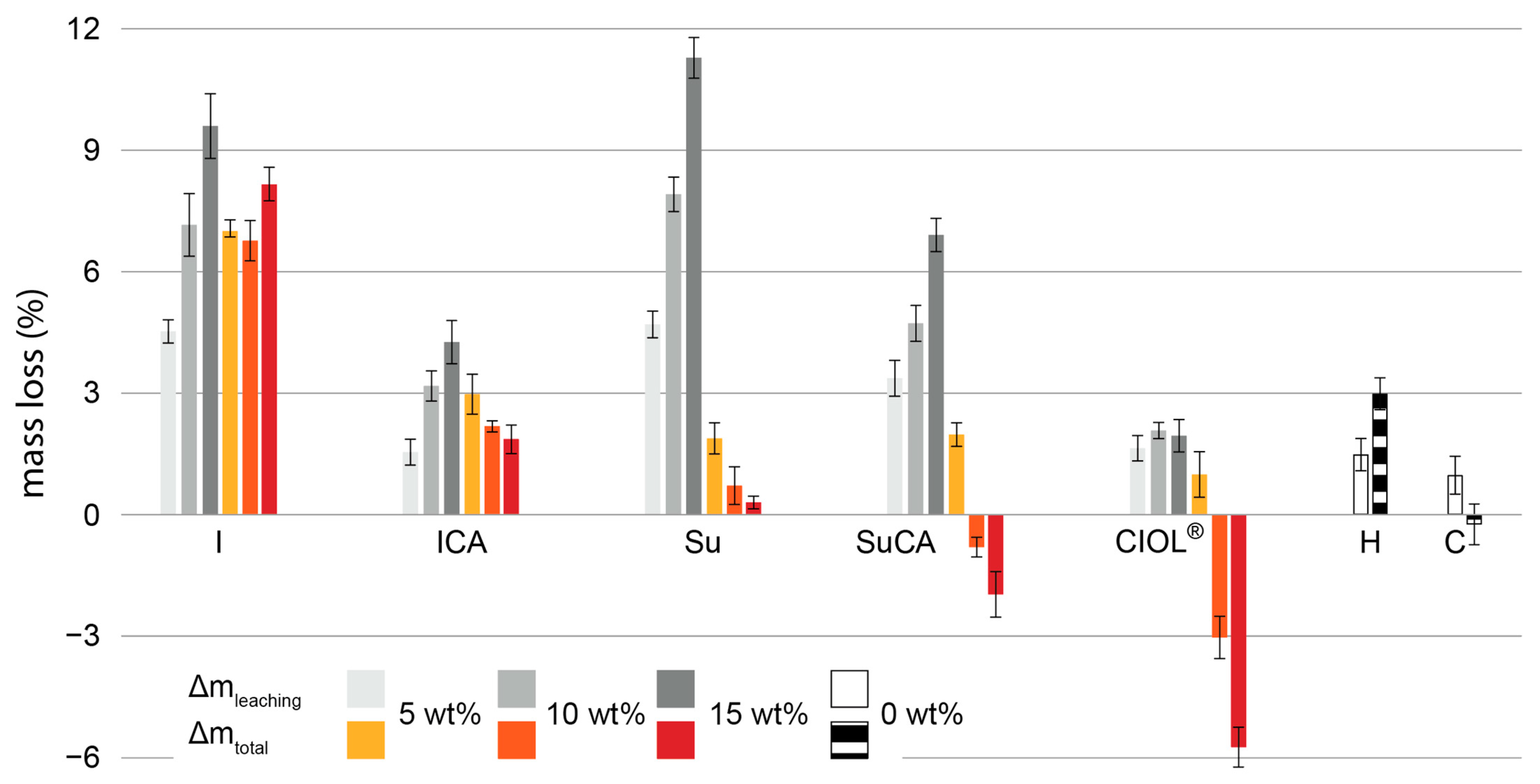
Figure 5.
Mean volumetric changes of specimens treated with solutions with 15wt% solid concentration during wet-dry cycling. Dn, oven-dried in the nth cycle, Wn, wet in the nth cycle. .
Figure 5.
Mean volumetric changes of specimens treated with solutions with 15wt% solid concentration during wet-dry cycling. Dn, oven-dried in the nth cycle, Wn, wet in the nth cycle. .
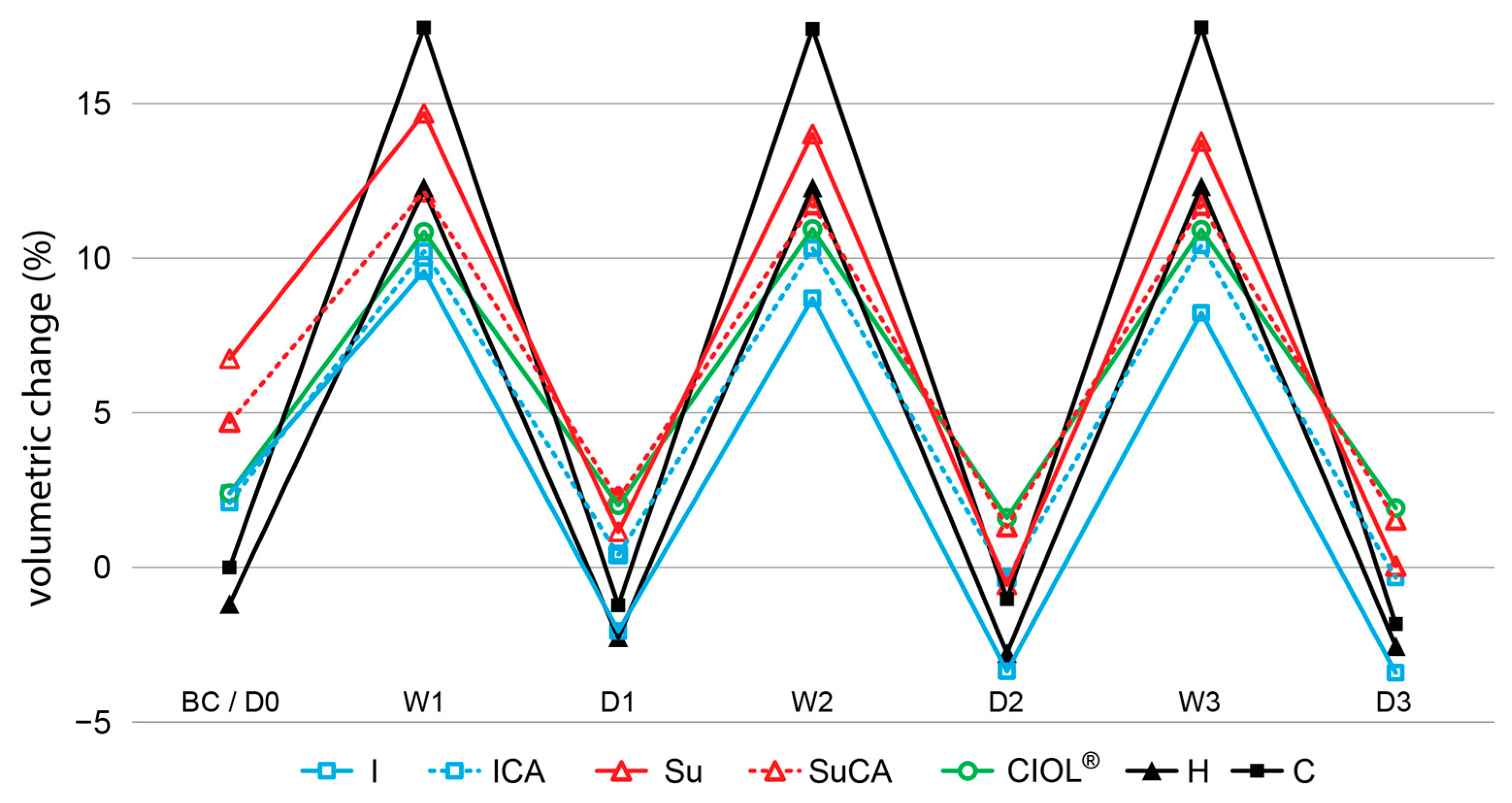
Figure 6.
Mean ± standard deviation of modulus of rupture (a) and modulus of elasticity (b) measured for untreated and treated specimens. wt% correspond to the solid concentration of the chemical solution used for pressure impregnation. Number of specimens per group = 12.
Figure 6.
Mean ± standard deviation of modulus of rupture (a) and modulus of elasticity (b) measured for untreated and treated specimens. wt% correspond to the solid concentration of the chemical solution used for pressure impregnation. Number of specimens per group = 12.
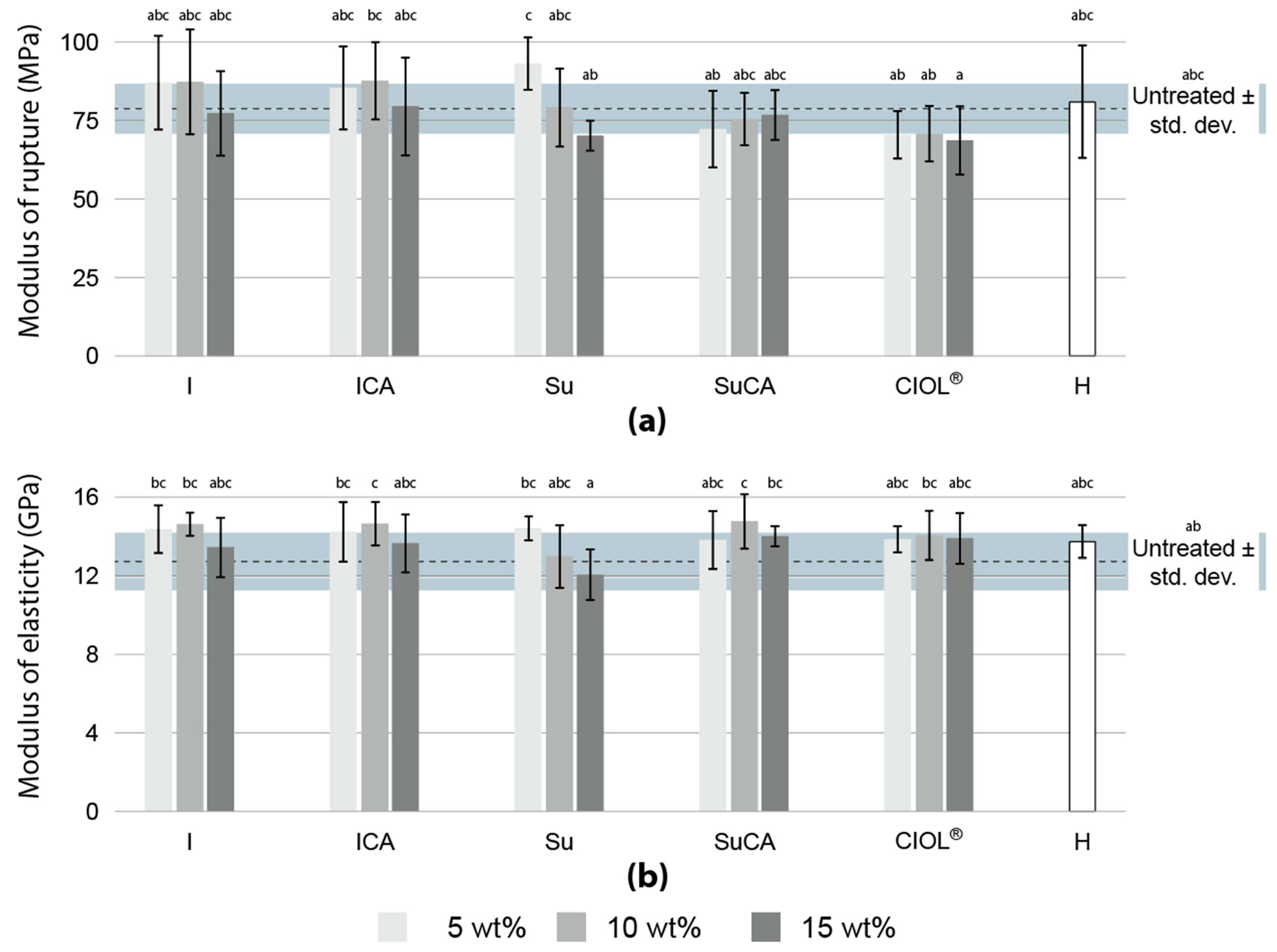

Table 1.
Treatments and chemical concentration of aqueous solutions used for pressure impregnation. The number in the treatment ID states the solid concentration of the used solution. Number of specimens per group: anti-swelling efficiency test = 6 and bending test = 12.
Table 1.
Treatments and chemical concentration of aqueous solutions used for pressure impregnation. The number in the treatment ID states the solid concentration of the used solution. Number of specimens per group: anti-swelling efficiency test = 6 and bending test = 12.
| TreatmentID | Total concentration of solution (wt%) | Imidazole (wt%) | Succinimide (wt%) | Citric acid (wt%) | Sorbitol (wt%) | Heat treatment temperature (°C) |
|---|---|---|---|---|---|---|
| I5 | 5 | 5.0 | - | - | - | 220 |
| I10 | 10 | 10.0 | - | - | - | 220 |
| I15 | 15 | 15.0 | - | - | - | 220 |
| ICA5 | 5 | 2.8 | - | 2.2 | - | 220 |
| ICA10 | 10 | 5.6 | - | 4.4 | - | 220 |
| ICA15 | 15 | 8.4 | - | 6.6 | - | 220 |
| Su5 | 5 | - | 5.0 | - | - | 220 |
| Su10 | 10 | - | 10.0 | - | - | 220 |
| Su15 | 15 | - | 15.0 | - | - | 220 |
| SuCA5 | 5 | - | 2.8 | 2.2 | - | 220 |
| SuCA10 | 10 | - | 5.6 | 4.4 | - | 220 |
| SuCA15 | 15 | - | 8.4 | 6.6 | - | 220 |
| CIOL®51 | 5 | - | - | 3.8 | 1.2 | 220 |
| CIOL®101 | 10 | - | - | 7.6 | 2.4 | 220 |
| CIOL®151 | 15 | - | - | 11.4 | 3.6 | 220 |
| H | - | - | - | - | - | 220 |
| C | - | - | - | - | - | - |
1 The combination of citric acid and sorbitol in a 3:1 molar ratio fixed by a curing step is according to the CIOL® process [42].
Table 2.
Mean equilibrium moisture content (EMC) and anti-swelling efficiency (ASE) of specimens treated with different concentrations (wt%) of the chemical solution followed by heat treatment. Number of specimens per group = 6.
Table 2.
Mean equilibrium moisture content (EMC) and anti-swelling efficiency (ASE) of specimens treated with different concentrations (wt%) of the chemical solution followed by heat treatment. Number of specimens per group = 6.
| Imidazole | Imidazole + citric acid | Succinimide | Succinimide + citric acid | Citric acid + sorbitol | H | C | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (wt%) | 5 | 10 | 15 | 5 | 10 | 15 | 5 | 10 | 15 | 5 | 10 | 15 | 5 | 10 | 15 | - | - |
| EMC | 4.5 | 5.2 | 4.6 | 5.2 | 5.3 | 5.0 | 6.3 | 6.1 | 5.6 | 5.3 | 6.1 | 4.8 | 5.5 | 6.3 | 5.0 | 7.0 | 11.0 |
| ASE 1st cycle | 43.7 | 53.8 | 59.8 | 38.0 | 44.1 | 54.4 | 36.3 | 47.2 | 57.4 | 45.6 | 50.6 | 59.2 | 40.8 | 47.9 | 52.7 | 22.4 | 0 |
| ASE 2nd cycle | 34.5 | 35.2 | 37.1 | 32.7 | 37.0 | 43.4 | 22.7 | 24.2 | 27.2 | 34.2 | 40.5 | 46.5 | 36.4 | 43.4 | 49.9 | 14.7 | - 8.1 |
| ASE 3rd cycle | 29.6 | 33.4 | 31.3 | 29.2 | 34.7 | 38.2 | 19.0 | 21.0 | 17.4 | 31.6 | 37.9 | 41.2 | 35.0 | 41.5 | 47.5 | 11.1 | - 7.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



