
Submitted:
06 September 2023
Posted:
07 September 2023
You are already at the latest version
Abstract
In contrast to some low molar-mass per- and polyfluoroalkyl substances (PFASs), well-established to be toxic, persistent, bioaccumulative and mobile, fluoropolymers (FPs) are water insoluble, safe, bio-inert, durable niche high performance polymers which fulfil the 13 polymer of low concern (PLC) criteria in their recommended conditions of use. In addition, more recent innovations (e.g., the use of non-fluorinated surfactants in aqueous radical (co)polymerization of fluoroalkenes) from industrial manufacturers of FPs are highlighted. This review also aims at showing how these specialty polymers endowed with outstanding properties are essential (even irreplaceable since hydrocarbon polymer alternatives used in similar conditions fail) for our daily life (electronics, Energy, optics, internet of things, transportation, etc) and constitute a special family a part from other “conventional” C1-C10 PFASs found everywhere on the Earth and Oceans. Furthermore, some information reports the recycling (e.g. the unzipping depolymerization of polytetrafluoroethylene, PTFE, into TFE), end of life of FPs, their risk assessment, circular economy and regulations. Various researches are devoted to Environment involving FPs, though they represent a niche volume (with a yearly production of 330,300 tonnes) compared to all plastics (with 460 million tonnes). Complementary to other reviews on PFASs, which lack of such above data, this review presents both fundamental and applied strategies as evidenced by major FP producers.
Keywords:
end of life
; fluoropolymers
; per- and polyfluoroalkyl substances (PFAS)
; polymerization aids
; recycling
; regulators
; surfactants
1. Introduction
According to the Organization for Economic Co-operation and Development (OECD)1-2, perfluoroalkyl (and polyfluoroalkyl) substances (PFASs) are artificial/anthropogenic products which contain multiple C–F bonds. 3-9 Because of their unique hydrophobic/lipophobic physicochemical properties, this specific group of chemicals displays quite different physical, chemical, and biological properties5-9 than other hydrocarbon compounds and have been involved in many applications in different areas5-10. The OECD1 has reported more than 4700 PFAS molecules and, according to the US Environment Protection Agency,3,11 this number reaches more than 12,000 compounds.12 However, PFAS molecules, especially those of low molar mass have been found in many soils, water, seas and oceans as reported by plethora of articles and reviews.4-10 Thanks to the high electronegativity and small radii of the fluorine atom that confers a short and quite stable C-F bond, fluorinated products have remarkable chemical inertness and thermal stability (the dissociation Energy of this C-F bond worth ca. 120 kcal/mol). However, such characteristics further induce some limitations since PFASs are known to be water soluble, mobile, toxic, persistent and bioaccumulable.9,12-14 Since 2000, many regulations have been proposed, modified and multipled.5-8,10,12-17 Various fluorinated compounds have been banned for several years and a continuous procedure from competent authorities still maintain their pressure to impose drastic legislations/regulations.16
Thomas et al.17 comprehensively reported the global situation on the regulation of PFASs in both the scientific and legislative communities, and analyzed the different regulatory actions launched both in Europe and in the USA (including federal and state-level initiatives). These authors supplied an exhaustive list of different dossiers of legislation and carefully reported how regulators have approached the concerns of PFASs from different perspectives. Last March 2023, China added PFOA and PFOS to its list of New Pollutants for Priority Management to modify their production, use, import, and export.18 Presently, 152 countries have ratified the Stockholm Convention, that puts in place elimination and restriction of listed PFASs with exemptions for specific uses such as hard metal plating and firefighting foams (AFFFs). As of April, 5th 2023, Israel, Haiti, USA, Malaysia, and Brunei Darussalam have not ratified the convention. Although ratified, there is no indication that a number of the member nations have made efforts to regulate PFASs via other independent mechanisms.17
This review aims first at making a difference between various classes of PFASs, showing major issues from low molar mass-ones in contrast to the high molar mass fluoropolymers which display specific advantages (safety, bio-inertness, non-toxicity and fulfilling the 13 polymer of low concern (PLC) criteria in their conditions of use).
In addition, advanced technologies from industrial manufacturers of FPs have led to recent innovations such as the use of non-fluorinated surfactants in aqueous radical (co)polymerization of fluoroalkenes to yields FPs with similar performances. This an above comparison and these innovations have unprecedented been reported before. This review also aims at showing how these specialty polymers endowed with outstanding properties are essential (even irreplaceable) for our daily life (electronics, Energy, optics, internet of things, transportation, etc) and constitute a special family a part from other “conventional” C1-C10 PFASs found everywhere on the Earth and Oceans. Furthermore, some information report the recycling (e.g. the unzipping depolymerization of polytetrafluoroethylene, PTFE, into TFE), end of life of FPs, their risk assessment and circular economy. Various researches are devoted to Environment involving FPs, though they represent a niche volume. Complementary to articles on PFASs, which lack of such data above, this review gathers both fundamental and applied strategies as evidenced by major FP producers. Various features are still attracting a huge interest from both academic and industrial actors.
2. History of PFASs
Fluorinated products have been known for eighty-five years 14 and a brief historic sketch showing their extraordinary evolution is depicted in Figure 1, that includes gases, intermediates, monomers, oligomers and polymers. Among them, surface-active products (surfactants) are specific amphiphilic PFASs which display much lower surface tension and surface energy than those of hydrocarbon surfactants.9,19 They are currently used in more than 200 applications (such as aqueous firefighting/film forming foams,19-21 food packaging, cosmetics, photoacid generators,9-10,19 paints, semiconductors, electroplatings21 and as polymerization aids in the emulsion radical polymerization of fluorinated alkenes.9;21 Many examples deal with PFAS production sites,12 or storage areas such as military bases equipped with extinguishers22-23 and airports24-25 where many PFASs have been found. Ruyle et al.23 analyzed groundwater samples from the fire training area between September 2007 and July 2021 (six time points; Figure 2). All groundwater measurements were from samples collected from the same well to control the hydrological variability. The samples represent concentrations in the upper 2−3 m of groundwater. These authors directly compared PFAS concentrations from those of samples collected in 2007. Their analyses were achieved in order to supply quantitative and qualitative information from complementary techniques such as liquid chromatography-tandem mass spectrometry (LC-MS/MS), combustion ion chromatography, high-resolution mass spectrometry, and a comparison of measured and library MS/MS spectra.
3. Issues on Mobility, Persistency, Toxicity and Bioaccumulation of PFASs
However, major concerns arise from their high-water solubility26 and thus mobility, as well as their chemical stability, toxicity, persistence25,27-29 and bioaccumulation in the Environment in the food chain and in humans.5-6,10,12,22,27-30 A growing attention has been paid to PFAS as a specific chemical class4,7,30 because of their adverse health effects, modes of action, and physical and biochemical properties,4 mainly linked to their too stable small perfluorinated chain that cannot degrade or be metabolized.
Actually, modern powerful analytical apparatus and machines are able to detect very low chemical concentration (as low as several tenth of ppb31 (or even hundreds of ppt); knowing that one ppb is a drop of water in an Olympic swimming pool!).
Globally, environmental officials from five-member states16 launched actions to push regulatory agencies (as Registration, Evaluation, Authorisation and Restriction of Chemicals, REACH) and consequently EU to restrict PFASs (including FPs) with some plans to ban all PFASs by 2030 32. In addition, more than a dozen of states in the USA have been also influencing authorities to ban PFASs in the coming years (Maine and Minnesota have already started). Consequently, synthesizing alternatives to face perfluorooctanoic acid (PFOA) and perfluorooctane sulfonic acid (PFOS) issues (since 2006, PFOA and PFOS, their salts and similar compounds have been banned in many countries) led to many research well-summarized in various review20 or book chapters,21,33 (though China is still currently using PFOA as polymerization aid as well as other PFASs containing shorter chain lengths). On the other hands, Chemours and Dyneon industrially produced hexafluoropropylene oxide dimer ammonium carboxylate (Gen®X or HFPO-DA) and 4,8-dioxa-3H-perfluorononanoate (Adona®), respectively, enabling to yield FPs, the quality and performances of which were similar to those of FPs obtained in presence of PFOA or PFOS. However, several years later, these surfactants had also been detected in soils and rivers probably because of their persistency and mobility issues.9,33,34
4. Different Categories of PFASs
PFASs have been categorized into two distinct families of fluorinated compounds, 4,7,26,35 the major differences being their molar masses (Figure 3) and dispersities for their separated uses.
4.1. Non-Polymeric PFASs
4.1.1. Introduction
Low molar mass-PFASs (< 1,000 g.mol-1) including PFOA, PFOS and fluorinated telomers (Scheme 1)9,36 have contaminated many places on Earth and oceans or decompose in the stratosphere leading to trifluoroacetic acid (that is extremely difficult to separate from water) and trifluoroacetate,37 polluting waters and soils and thus bringing negative impact. These compounds also cross the cellular membranes of animals and human beings.1,31,38
4.1.2. Strategies to eliminate low molar- mass PFASs.
Beside the thermal,39-41 biological,42 microbial43 degradation and that under subcritical water44, well summarized by Mueller and Yingling45 a variety of porous sorbents such as carbon-based materials, ion exchange resins or polycationic gels have been investigated to remove PFASs.46-49 The adsorption behaviors of PFASs are dramatically affected by pH values of environmental conditions, as well as substances of several orders of magnitude higher concentrations than PFASs in natural water sources.46-48 Therefore, selective PFASs separation under environmental friendly conditions sounds highly challenging.49,50 Actually, thanks to the fluorophilicity feature, fluoropolymer nanoparticles (FPNPs) (e.g. star polymers with fluorinated nanogel cores and hydrophilic poly(ethylene oxide) arms able to remove PFOA from 10 ppm to ppb level51-52) are interesting candidates for PFASs adsorption, because they display strong and selective affinity to PFASs, FPNPs being highly resistant to non-fluorinated ions spread in the environment.
In addition, Song et al.53 recently succeeded in eliminating FPAS by chlorine radical triggered electrochemical oxidation, while Chen et al.54 synthesized original FPNP-embedded hydrogel for PFAS adsorption. These FPNPs were produced from tandem photo-mediated RDRP (Figure 4). The FPNPs showed significant adsorption performance to a many cationic, anionic, neutral and zwitterionic PFASs. The strong and selective affinity toward fluorinated compounds enabled clearance of PFASs at high environmentally relevant concentrations in water without being dramatically disturbed by acidic/basic conditions. Furthermore, such an FPNP-embedded hydrogel displayed good mechanical properties inclined to facilitate separation, regeneration and recycling of hydrogel.
Beyond FPNPs, other fluorinated sorbents have been reported as relevant host molecules for PFASs guests. One example deals with cross-linked fluoropolymer gels,46,49 β-cyclodextrin-based polymers,55 granular activated carbon41 are evidenced to capture neutral and/or anionic PFAS efficiently. The outstanding performance of those FPs further highlights that the fluorophilicity effect could be used as a basic feature to promote PFASs adsorption toward a sustainable society.
4.2. Fluorinated Polymers
4.2.1. FPs containing fluorinated side chain or Oxygen atoms
A wide variety of fluorinated polymers has been reported in some textbooks56-59 and reviews.60-64 While fitting the PFAS definition because of their chemical composition, structure, and presence of fluorine atoms,4,7,64 FPs represent a specific family and are significantly different from other substances of PFAS category (Figure 3). Indeed, they can be composed of: i) polymers bearing fluorinated dangling chains such as poly[fluoro(meth)acrylate]s,65-66 or fluorinated polyurethanes or poly[fluoro(oxetane)]s, ii) perfluoropolyethers, PFPEs, prepared by ring opening polymerization of either hexafluoropropylene oxide (HFPO) or oxetanes, or achieved from the photochemical polymerization of TFE and hexafluoropropylene (HFP) in the presence of oxygen67 and finally iii) polymers containing Carbon and Fluorine atoms in their backbones.
Actually, polymers bearing (per)fluorinated side group have undergone major issue as evidenced by Liu and Avendaño43 on their microbial degradation. It can be assumed that, because of their high chemical and ageing stability, to the best of our knowledge, no similar study has already been reported on FPs bearing fluorine atoms in the backbone. These poly(fluoroacrylate)s possessing ω-perfluorinated dangling moieties have led to 8:2 fluorotelomer derivatives (Scheme 1) while several studies have described the decomposition and releasing of the fluorinated side chain under various conditions.66
4.2.2. Fluoropolymers (i.e. backbone containing C-F bonds)
4.2.2.1. Valuable Fluoropolymers with exceptional properties
This sub-section is devoted to polymers bearing C-F bonds within the backbone and it is divided into four parts. These unique specialty polymers are niche products (production: 330,000 tonnes/year64 compared to >400 million tonnes/year of all polymers), known to be safe, bio-inert, persistent and not degradable under environmental conditions. These durable materials display outstanding properties,56-64 prolong lifetimes, increase fire safety, reduce maintenance needs and keep good performances (even in extreme conditions or aggressive/corrosive media) where other materials fail. One example is the Challenger dramatic explosion in 1986, 73 seconds after liftoff, related to poly(thioether) seals which had too high Tg values. Since then, all shuttle packings and gaskets have been made of fluoroelastomers.69Advantageously, they are the unique candidates displaying the best heat and oil resistance (e.g. aircraft fluids as Skydrol®)68 (Figure 5) and excellent flexibility. Essential for our daily life63 and involved in many High-Tech areas, FPs are endowed with exceptional features,56-64 their molar masses being able to reach several million g.mol-1 (as PTFE). Because of the growing need for higher requirements and engineering materials which combine specific properties for high-tech applications, FPs are currently undergoing an increasing development.70
One example is poly(vinylidene fluoride), PVDF, which satisfies stringent leachable limits and other national health regulations, ensuring that they are safe for use in water treatment. In addition, this FP is durable, withstanding high pressures while maintaining structural integrity.
Actually, these specialty polymers are also involved in specific UV and aging resistant coatings and have been involved in many other applications: i) wires and cables in wide domains such as aerospace (because of high limiting oxygen index value, PTFE coatings ensure fire retardancy to several hundred km-cables and connections in planes, insulation (insulation resistance ≥ 1500 MΩ.km), electrical and high frequency (5000 V) performance, coaxial cables for avionics and high temperature resistant cables for aero engine services.71 The resilience and inertness of crosslinked elastomers provide in exceptional performance to gaskets in shuttles72); ii) materials for Energy storage and conversion (as key-candidates for the energetic transition: cathode binders in Lithium ion batteries, proton exchange fuel cell membranes, backsheets of photovoltaic panels, electroactive (piezoelectric and electrothermal) devices,73 haptics, printed electronics, dielectrics, for virtual reality, actuators for artificial muscles, and are indispensable drivers of the European Green Deal], iii) chemical process industry (e.g., injection molded PVDF tower packing is used over and over in sulfuric acid and chlorine scrubber systems and does not lose its properties like other polymers when exposed to harsh chemistries and high temperature.), iv) transport (transmission fluids and specific seals and gaskets)57,74, telecommunications (optical fibers among more than 4 million km of undersea cables are carrying information via a huge network),75 food and water treatment, electronics,76 pharmaceutical and medical devices.77-82
FPs should only be involved in uses required for health, safety, or are critical for the functioning of society and no alternatives are available. 9,63,64,83-84 In addition, searching alternative materials would reduce the time required for toxicological analyses.
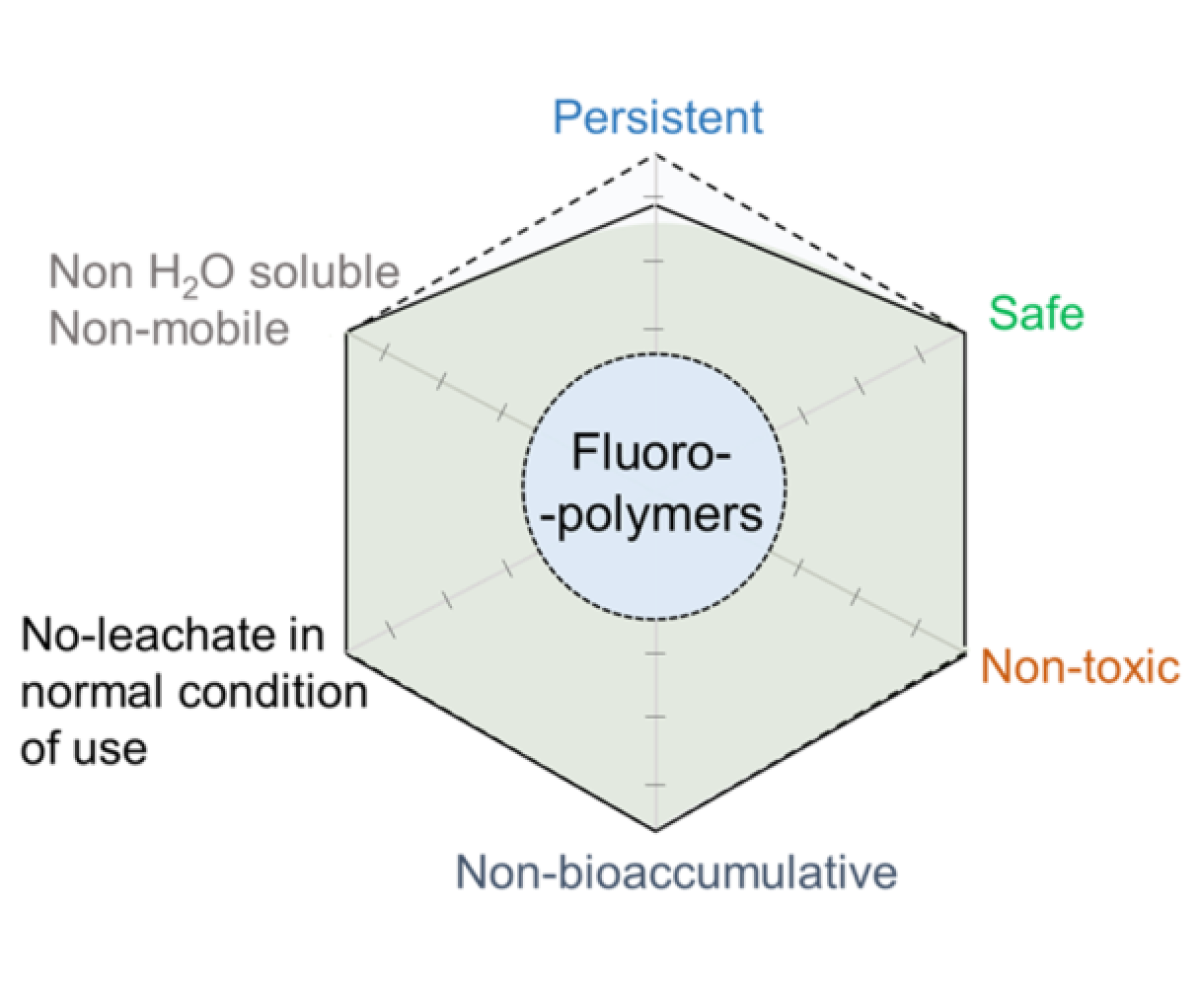
The most prevalent materials are PTFE,61 PVDF,73,85 poly(chlorotrifluoroethylene), PCTFE,86 and the copolymers based on tetrafluoroethylene, TFE, 87 and vinylidene fluoride, VDF,88 which can be either thermoplastics or elastomers.72 Usually, in their conditions of uses, FPs are safe, stable (thermally, chemically to UV and aging, and biologically), durable, non-toxic, non-bioaccumulative, insoluble in water and thus non-mobile, are hydrolytically stable, and are not subject to hydrolysis catalyzed or metabolized degradation. For these features, they are not considered as substances of very high concern (SVHC) and fulfil the 13 criteria (see section 4.2.2.3.).35,89-90 Furthermore, their relevant combinations of properties are not matched by any of the alternative hydrocarbon polymers, 9,63,83-84 hence making them so unique and valuable.
The regulatory agencies, such as Registration, Evaluation, Authorization and Restriction of Chemicals (REACH), 32 Toxic Substances Control Act (TSCA) and Japanese Existing New Chemical Substances Inventory (ENCSI) support initiatives aimed at regulating the substances of greatest concern. They will endeavor to contribute to the broad and complex scientific, technical but also economic forthcoming debate on those substances. Actually, FPs seem to be impacted by the upcoming restriction on PFASs under the EU REACH Regulation, published on February 2023.32
4.2.2.2. Improvement of FP production in more environmentally friendly processes
Because they are concerned about the negative aspects of fluorinated polymerization aids (FPAs or surfactants) currently used to replace PFOA, FP manufacturers have been overcoming the great challenge to produce FPs free from FPAs. They are currently searching solutions in both replacing such PFAs by non-FPAs and processing by reducing fluorinated effluents and gas emissions. Indeed, a few years ago, the Chemours and Dyneon companies developed and used Gen®ex and Adona®, respectively, though these FPAs have been found as traces in rivers and soils.33 However, the regulatory agencies are currently pushed from various authorities in helping the industry to swiftly move towards sustainable technologies and many efforts from these FPs producers have been recently taken in two main strategies: i) absence of FPA, as well as matching the PLC criteria are more appropriate to specific syntheses (as FKM). Much progress has been observed in the last decade after several FP manufacturers modified their production using NFPAs (or surfactants) leading to major innovations by the whole industry (such as 3M,91 AGC,92 Arkema,93 Chemours,94-95 Daikin,96 Gujarat Fluorochemicals97-99, Solvay100 and others in filing multiple patents claiming such a “NFPA Technology” for various products (Table 1).101
However, the use of NFPAs in a specific recipe (for example, in aqueous radical polymerization of M1 fluoromonomer, e.g., TFE), does not necessary lead to the same success for that of another M2 monomer; e.g., VDF or a mixture of various fluorinated comonomers). The legislation process should be focused on the use of FPAs and the emissions of fluorinated derivatives. In this regard, a regulatory decision tree was suggested 101 (Figure 6), linked to the manufacturing FPs in presence or absence of such surfactants (with process abatement to get a PFAS concentration lower than 25 ppb38), essential use criteria in terms of safety, performance, health, improvement of the process and alternatives.
Hence, FPs produced without any FPAs should be exempted for all uses across all industries including consumer applications as they raise no risk to Environment, to mammal and to the human health, in addition to the fact that FPs also match the PLC criteria.
ii) Manufacturing modification. The second action taken by many FP manufacturers aimed at changing their process to eliminate fluorinated side-products such as residual reactants, oligomers, low molar mass-derivatives and intermediates, aqueous residues and volatiles. Actually, improving the abatement processes and PFAS recovery in the manufacture of FPs have enabled the reduction of 99% of fluorosurfactant emissions since the 1990s 102 while recent studies have brought it as high as 99.99%.103 For example, though severe analyses were published in the last decade 104, the Arkema Company strongly reacted and announced that, since February 2023, this innovative solution made it possible to reduce C6F13-telomer sulfonates (6:2 FTS) emissions by more than 90% and that emissions of such a telomer now represents less than 1 kg per day 105 in the FP manufacture in Pierre-Bénite (France) without the use of any fluorosurfactants. Actually, by the end of 2024, a similar process will equip all its other production sites around the world.105
Other companies have also been modifying their process to significantly reduced their emissions, many of them having announced such strategies. 105-111 An abundant literature is available in relation to the control and treatment of emitted PFASs from industrial processes43-45 while many studies are still ongoing.39,113
4.2.2.3. Polymer of Low Concern criteria
More recently, the American Chemical Council led the Fluoropolymer industry Group (Fluoropolymergroup) to investigate a similar study on 14 additional fluorinated (co)polymers.90 FPs and the Stockholm Convention persistent organic pollutants (POP) criteria meet the persistence criterion only, but not the bioaccumulative, toxic, or mobile criteria.
According to OECD definition,1,35,114 the criteria of polymers of low concern (PLC) that result from the combined experience and knowledge of global regulatory authorities on predictive parameters of health and environmental hazards induced by polymers have been extensively reported in several reviews.114-116 Indeed, to be regarded as a PLC, a polymer must not have any known hazard classification while they also should commit to the following criteria:
i) a high average molar mass in number (Mn) and a minimum oligomer amount are the most important requirements for PLC assessment, as claimed by EU:115 “most potential health concern polymers have a low number average molecular weight, Mn, (< 1000 Da) and an oligomer content >1%.” The higher the amount of oligomers, the more the polymer eco-toxicological.114 Actually, by comparing the potential health concern of polymers with varying the oligomer percentage, “the distribution of potential health concern polymers showed an increased incidence of higher oligomer content that began at 5% for <1000 Da and 2% for <500 Da oligomeric content”.114
ii) Reactive functional groups (RFG) requirements.;
iii) solubility in solvents and in water lower than 10 mg.L-1;
iv) other criteria such as a low cationic density, not containing any CF2 or CF3 groups; being stable under the conditions in which it is used. The primary concern for such FPs is its degradation in the environment to release persistent, bioaccumulative or toxic products, not being a high molar mass water absorbing polymer (≥10,000 g.mol-1) and not having any known hazard classification.
Indeed, regarding the RFGs and RFG ratio to Mn,90,115-116 FPs fulfill the PLC criteria. PTFE most typically bears terminal –CF3 groups35 that is not considered as an RFG. Furthermore, Mn value is an important feature of biological effect because very large molecules (>1000–10 000 Da) are too big to cross the cellular membrane117-119 and thus cannot react with “target organs,” such as the reproductive system. Hence, as the Mn of a polymer increases, a reduced incidence of potential health concern effects might be expected,114 and, as a proof, expended PTFE (e-PTFE) materials are currently used for stents, cardiovascular prostheses, and many other medical items. 80-81
In contrast and as expected, a polymer is not suitable to the PLC criteria if it decomposes considerably, degrades or depolymerizes during use. In other words, it undergoes a deep modification into simpler, lower molar mass-chemicals as the result of oxidation, hydrolysis, heat, sunlight, attack by solvents or microbial action or any other reaction(s). Indeed, FPs are resistant to such reactions/decompositions. 59 Based on such relevant features and above PLC criteria, Henry et al.35 supplied key-evidences on four main FPs (PTFE, FEP, PFA and ETFE) matching the 13 PLC criteria.120 By gas chromatography/mass spectrometry (GC/MS) and liquid chromatography/mass spectrometry (LC/MS) analyses, these authors characterized the extractible fractions from these FPs and detected less than 2 ppm leachable from PTFE (Table 2).35 As expected, since the monomers are gases, they were not detected.
Advantageously, as most FPs, PTFE is insoluble in water and, therefore, is not mobile in the environment. Using the descriptive solubility table for the US Pharmacopeia,121 the water solubility of PTFE would be classified as insoluble (10–5 mg.L-1 or 0.01 mg.L-1) to very slightly soluble (10–4 mg.L-1 or 0.1 mg.L-1).
The polymer policies of 10 countries, including the EU REACH handling of polymers, were examined114 and concluded that “Polymers with <1% of Mn <1000 Da and low water extractivity are not able to cause systemic effects which are toxicologically or ecotoxicologically relevant.” In the case of high molar mass-FPs, such characteristics are not observed (Table 2).
Among all FPs, PTFE is not a substance currently registered under REACH regulations supplying the definition of a polymer substance: “a molecule that contains a sequence of at least 3 monomer units, which are covalently bound to at least one other monomer unit or other reactant”.122 But, because PTFE, as all FPs, is an identifiable organic substance, the suggested Universal Basic Asset (UBA) framework for assessment using the proposed PMT criteria (persistent, mobile and toxic) would be applicable. Moreover, PTFE is highly stable in the environment and is resistant to thermal degradation. Being stable for years at temperatures up to 260 °C; 35,123,124 it is stable to hydrolysis, oxidation, and light, as well as to anaerobic and aerobic degradations.125 Therefore, PTFE would fulfill the UBA’s proposed persistence criterion.
As stated by USEPA, regarding PFAS and PFCA, the regulatory agency suggests a clarification about the nature of the linkage, stating “How these materials are incorporated into the polymer is immaterial (they may be counter ions, terminal/end capping agents, or part of the polymer backbone).”126 Surprisingly, the key characteristic is the presence of a –CF3 group that is attached to, or forms part of, the polymer backbone and “this link (between the polymer backbone and the –CF3 group) is susceptible to degradation and cleavage.”126 Thus, in a USEPA’s report, the presence of –CF3 group is relevant since it is a structural alert to consider potential degradation products.127 This statement is quite surprising since a CF3 end-group prevents from depolymerization by unzipping.59
As listed in Table 2, these FPs are not subject to degradation.
Another advantage of PTFE deals with its non-toxicity. Thanks for a too high (several million) average Mn of PTFE mentioned above, it cannot cross the cellular membrane, indicating it is not toxic or bioavailable. Indeed, this polymer has been extensively tested in the European Union and USA to allow commercial applications for global medical device regulations, food contact, and surgery.77-81 Furthermore, FPs contain none or tiny monomer(s) (which are gaseous), oligomer(s), and leachable amounts and no reactive functional groups with high toxicity (Table 2). 35 These comparisons of PLC and various regulatory assessment criteria demonstrate that, in contrast to conventional PFASs, high molar mass-FPs display quite different characteristics. Therefore, they should fall in a separate class of materials that must be determined on their own features.
More recently, the American Chemical Council led the Fluoropolymer industry Group (Fluoropolymergroup) to investigate a similar study on 14 additional fluorinated (co)polymers.90 FPs and the Stockholm Convention persistent organic pollutants (POP) criteria meet the persistence criterion only, but not the bioaccumulative, toxic, or mobile criteria. Actually, their physico-chemical properties prevent bioavailability, bioaccumulation, toxicity, and degradation. Presently, 96 % of FPs fulfill these 13 PLC criteria.
4.2.2.4. Recycling, End of Life and Reuse of FPs
Recycling is the re-introduction of utilized compounds (or polymers) into the cycle of products (i.e., polymers in the context). They are collected, sorted and refined to be re-used as materials or energy source. Recycling should help to preserve resources and to avoid waste.128-130 Indeed, the recycling of plastics is a real challenge131-133 since only ca. 9% of polymers is recycled, less than three time more that of FPs.134 The global plastics production was 460 million tonnes (Mt) in 2021,131 predicted to reach 1120 Mt annually by 2050132 and should increase up to 1231 Mt by 2060. In the 2000-2019 period, the growth of plastics has outpaced that of economic growth by almost 40%. MacLeod et al.133 highlighted the global threat induced by the plastic pollution, based on the high environmental persistence of plastics. In contrast to commodity polymers, the consumption of FPs represents a quite small volume (estimated to 330,300 metric tonnes in 202164, hence representing less than 0.1% among all polymers). In 2015, its global consumption was 270 kt evidencing a 22.2 % increase since then. Actually, the global situation on the fate of FP waste is as follows: 83.5% of incineration, 13.1% landfill and 3.4% of recycling,134-135 briefly summarized hereafter.
i). Different techniques of recycling. FP waste from commercially available and industrial waste manufacturers are either pre-sorted or arise from dismantling processing or can also be incinerated for energy recovery. Fractions of pre-sorted FP waste are devoted to recycling, either to be exported for recycling in various countries134-136 or to domestic recyclers. Other recycling includes sintering, re-grinding or chemical recycling of FP materials. Four main ways of recycling are possible:128 i) primary (or mechanical) recycling; ii) secondary recycling; iii) tertiary recycling and iv) quaternary (or energy) recycling.
ii) Decomposition and recycling of FPs
Several examples are supplied here after:
PTFE. The thermal degradation and pyrolysis of PTFE was studied by many authors. In 1947, it was pioneered by Lewis and Naylor (under vacuum at 600 °C);137 9 years later, by Wall and Michaelson (at 450-510 °C, under the presence of various gases),138 then reported by Simon and Kaminski139 (who pyrolyzed PTFE at 500–600 °C in a fluidized bed reactor, the primary products of decomposition being TFE and •CF2• bisradicals) and comprehensively described by Ellis et al.,140 followed by Schlipf and Schwalm,141 further up dated by Puts and Crouse,142-143 carefully reviewed by Lakshman and Chakraborty in 2015 in a book.144 Puts and Crouse,142-143 could deeply detect and quantify the released fluorinated compounds (especially fluoroolefins and octafluorocyclobutane, OFCB) in the pyrolysis of PTFE from 35 °C to 800 °C in presence or absence of various metals or salts. These authors highlighted that, in absence of salts, TFE was produced in 98% while the nature of the salt induced other released gases with the influence of inorganic oxides of Al, Cr, Co, Cu, Fe, Ga, In, La, Mn, Ni, V, Zn and Zr (Scheme 2).142-143
Industrially, while various thermal processes (smoldering, pyrolysis, open burning, etc) were claimed in the patent literature (recently summarized),136 reuse of fluoromonomers have scarcely been reported, as scaled up in a pilot plant at Dyneon Company,145-146 (Figure 7) via a robust process so-called “FP upcycling technology” yielding more than 90% TFE/HFP. This technology was scaled-up into a new demonstration plant (capacity is presently >500 tonnes year).
Recycling of other thermoplastics. The Arkema Company141-142 claims to use PVDF copolymers as processing and recycling aid (PPRA) for polyethylene and polypropylene films, pipes, cables, and injection molded parts. Such a PPRA increases output and flow, enhances surface finish, reduces extruder pressure and allows a steady gauge control and a processing at lower temperatures. This company has involved a process which enables 20-30% only of recycled materials before losing some feature and being reprocessed up to 90 or even 100% recycled materials to make such above items.147 Materials already containing the PPRA recycle behave almost the same as a virgin material in which polymer processing aid (PPA) was added as a master batch at the extruder.148 PVDF and VDF copolymers are currently assisting the reprocessing of high-volume polyolefins as a PPRA. In addition, Takahara’s group 149 reported that PVDF used for fishing lines could not be degraded by UV radiation and biodegradation and thus, may be recycled after use.
Recycling of Fluorinated Elastomers. The recycling of fluorinated elastomers has been reported in a few studies, well-summarized by Schuster et al.150 These authors reported only two relevant methods to achieve the recycling of poly(VDF-ter-HFP-ter-TFE) terpolymers (also named FKM) in an industrially acceptable way by i) milling FKM into fine powders to be mixed to virgin FKM and ii) the mechanical devulcanization of FKM, followed by successive compounding with virgin rubber. Both techniques give suitable thermostable products by preserving the mechanical features of original FKM. Indeed, these authors’ review cites many patents mainly while the quoted articles just refer to the degradation and not to de-vulcanization. These authors concluded that recycling FKM is possible and leads to products with competitive properties to those obtained in presence of virgin FKM. But, as known, Schuster et al.150 stated that fluorinated elastomers are usually crosslinked and thus recycling is rather complex in addition to the fact that they also contain fillers and additives.
Degradation and recycling of perfluorosulfonic acid membranes. Another key-functional FP is a copolymer based on TFE and a perfluoroalkyl sulfonyl fluoride vinyl ether further processed into proton exchange membranes for fuel cells, PEMFC, such as Nafion®, Flemion®, Fumion and Aquivion®, called perfluorosulfonic acid (PFSA) membranes (Figure 8).151 These high performance polymers are also involved in chloro-alkali process to produce chlorine and sodium hydroxide from brine, desalination for drinkable waters, and electrolyzers able to produce “clean” hydrogen from water. Though the thermal degradation of Nafion® N117 membrane was reported by Feng et al.152 or by Zaton et al. 153, its recycling is really challenging.
Nowadays, no alternative is foreseen to be able to substitute such highly performance materials,9,59,63,83-84 essential to the functioning of the hydrogen value chain and electrolyzers. These are produced and used in a highly controlled industrial environment, where their emissions are negligible and, due to their high initial price, their reusability and recyclability are actively investigated. So far, a patent from Grot154 (by dissolving the membrane and separating the components), a report from Park 155 and a British Research and Innovation project, called Frankenstack156 (dealing with the recovery and reuse at the end of the lifecycle membrane) are the only documents describing the recycling of PFSA membrane.
4.2.2.5. Chemical recycling to monomer and reuse of the released fluoromonomers. The chemical recycling of FP to fluoromonomer (CRM) is a real challenge. One example is illustrated by Scheme 2 that represents the depolymerization of PTFE into TFE or other fluorinated compounds according to the conditions. Actually, the generated TFE could be involved in various reactions enabling to close the loop: i) in radical homopolymerization initiated by peroxides or persulfates to lead to PTFE157; ii) by conventional radical copolymerization of either HFP158 or isobutyl vinyl ether (iBuVE)159 to produce either poly(TFE-co-HFP) copolymer (or FEP) or alternated poly(TFE-co-iBuVE) copolymer (as commercially available Zeffle® homologues160), and finally iii) under reversible addition−fragmentation chain-transfer (RAFT) copolymerization of TFE and iBuVE, controlled by a xanthate, to yield well-defined poly(TFE-co-iBuVE) copolymers.159
Anastasaki et al.161 reported the catalyst-free depolymerization of poly(2,2,2-trifluoroethylmethacrylate), PTFEMA, at 180 °C. This polymer was previously synthesized by reversible addition−fragmentation chain-transfer polymerization (RAFT) of TFEMA controlled by a trithiocarbonate (TTC). The kinetics of depolymerization, monitored by 1H NMR spectroscopy, evidenced the unzipping reaction and evidenced that at the end of the reaction only TFEMA and the TTC remained in the flask (Figure 9). Though it required heat, that reaction did not need any toxic reactants.
4.2.2.5. Reuse of degraded FP
Bai’s team 162 described that commercially available FKM elastomer [poly(VDF-co-HFP) or poly(VDF-ter-HFP ter-TFE) fluoroelastomers, Mn > 300,000 g.mol-1], the average molar mass in number and dispersity of which were Mn=134,000 g.mol-1 and PDI=3.7 (while the VDF:HFP molar ratio was 3:1) could undergo a tertiary recycling yielding to cooligomers. The Mn of these latter were ranging between 3,300 and 10,400 g.mol-1. This reaction occurred in presence of sodium hydroxide, hydrogen peroxide and triethyl ammonium chloride. These transparent dicarboxyl telechelic cooligomers were first chemically changed into diacrylates and then photocrosslinked. The resulting network exhibited suitable mechanical and hydrophobic properties.162
A more recent work on the use of FEP waste for transparent soils was achieved by the coating of specific terpolymers onto such waste (thanks to Fluorine-Fluorine interactions). The growing of lettuce roots was monitored by optical system and the roots were able to live in such an environment. 163
4.2.2.6. Incineration
Incineration is the last method to process end of life of FPs. Recent studies on the disposal of end-of-life PTFE have highlighted the incineration to be an appropriate way to dispose of FP too, with no environmental concern. It is a high-temperature flaming process, happening in open air space, whereas smoldering is a flameless combustion process that occurs on the surface of a condensed fuel. While both methods can be utilized to decompose fluorinated waste, the main difference is that smoldering is self-sustaining and, hence, is more energy efficient compared to incineration which needs a continuous energy input.
The incineration or combustion, differs from thermolysis in that a source of fuel is used in order to purposefully favor a complete degradation of FPs (as a source of trifluoroacetic acid or acetate, TFA, and chlorodifluoroacetic acid, CDFA).140 Furthermore, due to the high temperatures and oxidizing conditions used, it is unlikely to produce environmentally significant levels of TFA or TFA precursors. On the other hand, low-temperature burning of domestic waste, as an important source of furans and polychlorinated dioxins to the atmosphere, may analogously be a huge source of fluorinated acids.
Incineration has been adopted by various countries. 134-135,164-165 In the case of Norway,165 though the municipal solid waste incineration (MSWI) conditions are achieved at about 850 °C, emissions of FP degradation products from household waste incineration have not been investigated yet. However, on the laboratory scale, the decomposition of PTFE and other FPs was comprehensive studied in the 700-1050 °C temperature range, yielding various main released products such as CF4, CHF3, C2F6, TFE, HFP and OFCB (Table 3). 124, 140,165-171
Most of these substances are non-toxic, but highly toxic ones like perfluoroisobutylene (PFIB) or fluorophosgene may possibly be released under some severe conditions.
Wang et al. 172 suggested that PFASs may be generated from FP waste via a MSWI process, probably at temperatures lower than 500 °C. Thanks to its high thermal and chemical stabilities, PTFE is inert in the environment and Taylor et al.173 found that municipal waste incinerators operating with an average gas temperature of 1000 °C can be used to totally decompose PTFE.
In contrast, in Germany, Aleksandrov et al.174 reported that the incineration of PTFE, using best available techniques (BAT), did not release any PFAS. By comparing with the possible formation of 31 PFAS compounds as references, these authors noted that PTFE could almost fully decomposed into fluorine (as HF) and concluded that the municipal incineration of PTFE should be considered as an acceptable form of waste treatment. They tested for the presence of 31 different PFASs and 11 of these were detected but deemed to be due to contamination from the environment. A constant mass flow of wood pellets was utilized while these authors added PTFE into the reactor to maintain a consistent thermal profile, as shown in Figure 10.
Furthermore, the Dutch Institute for Public Health and Environment (RIVM) 164 drew slightly fewer concrete conclusions, mentioning that, although it can be assumed that the polymers are destroyed with the gasification process, this does not provide enough information on the kind and degree of by-products formed and on the rate of mineralization.
In EU, the overall situation of the fate of collected FP waste involved in recycling, recovery, reuse and landfill, proposed in the Conversio Report, is illustrated in Figure 11134-135 indicating that, globally ca. 23.5 kt of FP waste were collected in 2020 (< 0.01% of the total waste). To compare, ca. 29,450 kt of plastics were collected in 2020 (<5% of the total collected waste excluding mineral fractions). Moreover, about 84% (20.4 kt) of the total FP collected waste in Europe in 2020 is either thermally or (co-)incinerated destructed while 3.1 kt (13.1%) were landfilled. Finally, 0.81 kt were collected separately for recycling whereas a significant amount was exported for recycling (e.g. to Asian countries).130
Beside incineration, more severe degradation of FPs can be obtained by various methods including smoldering, pyrolysis. These are efficient to treat fluorinated waste,136 the first one being self-sustaining. As a high-temperature process used for thermal decomposition, pyrolysis is similar to incineration except it is achieved in an inert atmosphere. For an efficient degradation, a temperature greater than 900 °C is preferred. These techniques enable to lead to total destruction of released hazardous PFASs. Several studies have tested the efficiency of these methods to determine if they reach temperatures high enough for a sufficient duration enabling a complete degradation.174-175 Other techniques of incineration 136 such as mineralization (vide infra) of FPs during thermal treatment, or a plasma-based water treatment, are also being investigated as they may be safer and more efficient to treat waste.
4.2.2.7. End-of-life
Several authors have studied the end of life of FPs.136 Actually, when a FP has fulfilled its intended use and will be disposed of, the fate of FPs must be investigated.
Many reports have concluded that FPs such as PTFE do not degrade in the environment and do not release any hazardous compounds toward mammals, human beings and for Environment.102,123,165,176,177 Thus, the downstream, end-of-life process of incineration should lead to more studies.
In addition, though FPs match the PLC criteria (section 4.2.2.3.), circular economy of FPs deserves more interest, and to our knowledge, Wahlström et al.165 have comprehensively proposed an overall situation including several flows (Figure 12) ranging from the manufacture of FPs to their use and their recycling (also analyzing the depolymerization of PTFE into TFE as explained in sections above).
The Conversio report134 extensively provided the results of the treatment of FP waste by industry segments (automotive, aerospace, semiconductors, electronics76 and chemical industries) in the EU in 2020 regarding collected waste, energy recovery, landfill and recycling as well as co-treatment of FP and associated waste streams. Figure 13 represents the overall circular economy situation of FPs in EU, involving pre-consumer processing losses during the manufacturing of FP products and applications. 134-135 Most FP are (co-)incinerated in MSWI plants or dedicated hazardous waste incineration plants which are treating different wastes from chemical waste producers. Indeed, two main ways of recycling have been used (Figure 13): the mechanical and the chemical ones enabling to recycle melt processible FPs (such as PVDF or PFA) or non-melt processible ones (as achieved at Dyneon145-146 or Karlsruhe Institute of Technology174) or virgin raw FPs.
The processing of FP materials such as the machining of PTFE rods and cubes for the manufacturing of various milled and drilled parts results pre-consumer FP processing losses. Actually, ca. 20 - 25% of FP producers claim to get their own internal re-processing steps for their process losses. These are the cases for Dyneon, 145-146 Arkema147-148 and other companies. Then, 30 - 35% report to send their pre-consumer FP waste to external material re-processing companies while 15% exported their pre-consumer wastes to other companies inside the EU. 5 - 10% mention that their FP processing losses are exported outside the EU for re-processing, e.g., to Asian countries. 130 Finally, 5% of them state that they do not have any information on their process losses. These companies usually sub-contract waste companies.
4.2.2.8. Mineralization
A totally degradation of FPs is desired to avoid any release of oligomers that imparts severe persistent and toxic issues. The mineralization, that yields to fluoride anions, appears as an attractive and environmentally friendly method. As reported for low molar mass-PFASs,44 the mineralization of FPs has been deeply studied by Hori’s group since more than 10 years, by means of subcritical (or superheated) water.178 These conditions can be reached at the critical temperature (374 °C) and pressure (> 22.1 MPa) of water178-184 for which this fluid displays low viscosity, high diffusivity, and ability to hydrolyze and mineralize many organic compounds. Indeed, reactions requiring subcritical water are considered environmentally benign with the goal at recycling the fluorine element. In the case of FPs, from this technique, Hori’s team mineralized PVDF,179-180 (decomposed into F– and CO2) as well as VDF copolymers: poly(VDF-co-HFP),180 poly(VDF-co-CTFE),179 poly(VDF-co-PMVE)181 and poly(VDF-co-MAF)182 copolymers (where MAF stands for methacrylic acid) and poly(VDF-ter-HFP-ter-TFE) terpolymer183. This led to a quasi-complete mineralization of PVDF performed at 250 ºC as well as for poly(VDF-co-HFP) and poly(VDF-co-CTFE) copolymers.179-180
Scheme 3 supplies a suggested mechanism of the decomposition of poly(VDF-co-HFP) copolymer. Advantageously, by reacting Ca2+ cations onto such released fluoride anions, these authors examined the CaF2 formation180-183 to close the loop on the fluorine element, since CaF2 is the source for all fluorinated compounds.
These authors also extended that strategy to the mineralization of ETFE180 and PFSA membranes184 in much more attractive conditions than those reporting the degradation of PFSA membranes generating perfluoroalkanoic acids151 and perfluoroalkane sulfonic acids.185
A different approach from another Japanese team186 involved molten alkaline metal hydroxide at 400-600 °C to mineralize PTFE. This two step-process allowed an efficient mineralization by chemical recycling. However, that process appears surprising since PTFE can be etched by liquid sodium and also degrades from 500 °C as seen in section 4.2.2.4. First, PTFE (as well as PVDF, PCTFE, and poly(VDF-co-HFP) copolymer) was decomposed into soluble alkaline fluorides via a degradation in such molten hydroxides at high temperatures and atmospheric pressure. Then, CaF2, considered the main source of the organofluorine chemistry, was produced by treatment of the former aqueous solution with CaCl2. When PTFE was heated with a large excess of NaOH at 500 °C, 74% yield of CaF2 was obtained (Scheme 4) with respect to the initial PTFE amount.
Indeed, such high temperatures are not far from thermal conditions to favor the unzipping depolymerization of PTFE 102,137-144,157 and, consequently, for other less thermostable FPs than PTFE, the degradation should also happen, even without any base. These authors noted that i) there was no decomposition with molten NaOH below 400 °C whereas ii) from 600 °C yields of CaF2 fell down to 46% (from 67% and 74% at 450 and 500 °C, respectively).
More recently, Sheldon et al.187 reported that a nucleophilic magnesium reagent (Figure 14 and Scheme 5) could enable defluorination of PTFE powder under mild conditions (room temperature and 1 atm), releasing a molecular soluble magnesium fluoride coordination product (2) that was separated from the surface-modified FP. This kinetically stabilized species could be utilized as fluoride carrier and appeared more reactive than inorganic metal fluorides, MF(s) or MF2(s), which suffer from high lattice enthalpies and high stability. This proof-of-concept evidences that the Fluorine atoms in PTFE can be harvested and reused in coordination synthesis.
Conclusions and Discussion
PFASs cover more than 12,000 synthetic compounds containing a carbon-fluorine bond. With such a broad scope, all PFASs are not the same and it is likely that the impact on the global industry of a possible restriction on PFASs will be a shocking prospect, particularly since the recent proposal does not differentiate between substances that may have different toxicity profiles, and applications. Indeed, the justification to launch a restriction on PFAS as a group is based on ‘persistency and other concerns’ related to these chemicals, and the fact that previous initiatives to regulate PFAS chemicals individually has resulted in substitution of one PFAS molecule by another molecule that also matches the PFAS definition, and may exhibit similar toxicological properties.
While most PFASs have not yet undergone toxicology assessments or been linked to health harms, many efforts have been devoted to the detection and remediation in both solid and aqueous media to ensure that contamination is limited to safe levels.
Because of their chemical composition, structure, and molar masses, fluoropolymers are significantly different from other substances in the PFAS family. The only main reason for concern associated to FPs is the use of non-polymeric PFASs as polymerization aids during the manufacturing process (the emulsion or suspension polymerization in aqueous medium requires a surfactant that has been a hydrocarbon one since a couple of years).
Furthermore, FPs have high molar masses (several million for PTFE) and thus cannot cross the cellular membrane, which means they are not bioavailable or toxic. Moreover, since recent improvements in their manufacturing without any use of fluorinated surfactants in addition to their high chemical, thermal and aging stabilities, they contain no or quite tiny oligomer or organic leachables. In addition, their physico-chemical properties prevent from bioaccumulation and degradation. Advantageously, as most FPs, PTFE is insoluble in water and, therefore, is not mobile in the environment. Consequently, the outcomes of such features (in addition to others of the 13 requirements) are that ca. 96% of the global commercial FPs satisfy the accepted OECD PLC criteria.
FPs display exceptional properties while preserving their high performance even in aggressive chemical and thermal conditions. These niche technical polymers are stable to hydrolysis, UV, oxidation and to biodegradation. Their applications deal with health, safety, performance and functioning of the society and are used in strategic sectors and High-Tech industries (e.g., aerospace, electronics, energy, optics, medicine). Their relevant combinations of outstanding features are not observed by any of the alternative hydrocarbon polymers 9,63,83-84 hence making them so unique and valuable. Presently, alternatives to FPs, which should be assessed based on the criteria such as performance, safety, accessibility, resource efficiency, waste generation, cost, availability, stability and lifetime, do not exist. Furthermore, data show that FPs (especially PTFE) have been extensively tested to satisfy US, Japanese130 and EU food contact and global medical device regulations, e.g., US Food and Drug Administration, China Food and Drug Administration, Korea Ministry of Food and Drug Safety, Japan Pharmaceutical and Medical Device Agency, including ISO 10993 biocompatibility testing and preclinical animal testing.
As presented throughout this review, FPs could potentially present environmental challenges across international borders. Since their inception and widespread commercial and industrial utilizations, these materials have become essential for many everyday applications and are not considered to be a health hazard during their typical life cycle. At end-of-life, possible low molar mass compounds which are dependent upon conditions may become an issue that needs to be easily detected and removed from the environment. Many techniques on remediation of PFASs have already been achieved.
FPs and the Stockholm Convention persistent organic pollutant (POP) criteria meet the persistence criterion only, but not the bioaccumulative, toxic, or mobile criteria.
Furthermore, the main concerns have been recently addressed, both in using NFPAs and controlling >99 % PFAS emissions linked to appropriate abatement technology of the industrial FP productions. As a result, FPs produced with NFPA technology has led to a commercial success and further motivates the industry to work harder in this direction. In addition, various solutions are searched for recycling, reuse, circular economy and life cycle analysis. In this vein, several occidental companies have already found strategies to depolymerize, recycle (“close the loop” even on pilot plant) or reuse FPs. In case of recycling (including PTFE and FP recycled plastics), among the annual plastic production of more than 460 million tons,131 only 9 % has been recycled while the data fall down to 3.4% for FPs (for a yearly production of 330,300 tonnes64). Though the recycling of clean FPs (e.g., PTFE), FEP, PFA and PVDF waste or scraps generated in the production has already been achieved (e.g. by Dyneon on a pilot scale145-146, at Karlsruhe Institute of Technology174 or by Arkema company147,148), that of FPs in consumer articles is not well established, since these FPs are typically contaminated by other fillers and substances, which makes recycling difficult.
Various studies have shown, on small and pilot (500 tonnes/year188) scales, the ability to upcycle FPs back to their monomers (via the recycling to monomer) and to use the generated fluoromonomers (e.g., TFE) for further (co)polymerizations. Though such an approach to a closed loop economy for FPs has already been scaled up, it is expected that additional studies on recycling and reuse of FPs are currently continuing.
To overcome limitations of incineration (especially HF release), recent alternative processes regarding the thermal treatment (mineralization to release fluoride anions, precursor of CaF2 as the starting point of the Fluorine Chemistry chain) of FPs either under subcritical water or with molten sodium or a Magnesium complex are quite relevant to close the loop and deserves to be further scaled up.
Research is requested to determine the possible emissions from thermal disposal of FPs. Furthermore, methods of the thermal degradation and waste treatment of polymers containing PFASs can be greatly expanded on to enable environmentally safe and conscientious processes. In addition, PTFE is known to undergo a quite low decomposition above the application temperature of 260 °C for months. However, to favor a major degradation, temperatures above 400 °C are needed. Hence, incineration is one of only a few techniques that can potentially decompose FPs and from 850 °C, a total degradation occurs without generating any PFAS. In December 2020, USEPA127 reported the decomposition and disposal of PFASs. This active area of research enables to evaluate effective destruction temperatures and treatment time, the potential to generate products of incomplete combustion, stack gas analyses, deposition onto land, and other risk factors. Furthermore, on melt processible polymers, reactive extrusion has been reported to be a versatile technology to recycle such materials189 and could be adapted to FPs.
Although there are sufficient data to demonstrate that FPs such as PTFE do not degrade in the environment or release substances of toxicological or environmental concern, the downstream, end-of-life (EoL) process of incineration deserves future actions. In addition, they must be appropriately marked or labelled to inform both the users as well as the EoL actors. This labelling should comply with eco-labelling standards and thus help the EoL managers in identifying and sorting the hazardous fluoropolymer waste from other plastic waste during the EoL treatment.
Though the demand of FPs is still increasing,190 future works should deal with FP manufacture highlighting the safety, health, and environmental management practices, under applicable regulations. It should also assess substances used in FP manufactures, their human health and environmental attributes.
FPs could be impacted by the upcoming restriction on PFASs under the EU REACH Regulation, the proposal of which was published on February 2023.32 Much progress has been made in industry over the last years in relation to control of PFAS emissions due to their use in fluoropolymer production. The FP representative industry191, the FluoroProducts and PFAS for Europe group (which represent producers, importers, and users of fluorinated products and PFASs across Europe) have issued a six-point action plan, which includes derogations in key applications which are not time limited.
In addition, the FP industry in Europe192-193 evaluated the contribution brought by the FP manufacturers regarding revenue, investment and employments, while many more significant benefits can be released along the value chain via the use of FPs in many High-Tech applications.
For these reasons and because of their usefulness, inertness, non-toxicity, non-bioaccumulation, non-mobility and growing interest even in coming-up technologies, FPs cannot be in the scope of the PFAS restriction. Moreover, the main concerns linked to the industrial productions of FPs have been addressed (improvement of abatement techniques, removal of PFAS polymerization aids and introducing alternative technologies). They show that these high value-added polymers must be separated from conventional PFASs, are essential for everyday life and are irreplaceable materials.
Hence, the data presented demonstrate that the FP class of PFAS is well-defined, safe and an essential subset of PFAS. Though the dossier is still under evaluation,32 the restriction of FPs under REACH regulations may hamper the EU strategic sustainability ambition194 as well as the Ecological transition. For example, in the hydrogen sector, such a PFAS ban without granting any exemption, would have catastrophic consequences on the industry’s €30-billion worth of investment in a decade195 (only including electrolyzers and fuel cells). Such a ban would also jeopardize up to 200,000 direct jobs and over 260,000 indirect ones within 10 years in a market with a potential value of € 820 billion employing 5.4 million people by the middle of the century.
Acknowledgments
The author thanks coworkers cited in the list of references below, the French Fluorine Network (Groupement d’Intérêt Scientifique, GIS) and PEPR Programme (Nouvelles Technologies de l’Energie).
References
- Organisation for Economic Co-operation and Development (OECD). Toward a new comprehensive global database of per- and polyfluoroalkyl substances (PFASs). Series on Risk Management No. 39, 2018.
- Wang, Z.; DeWitt, J.C.; Higgins, C. P.; Cousins, I.T. A Never-Ending Story of Per- and Polyfluoroalkyl Substances (PFASs)? Environ. Sci. Technol. 2017, 51, 2508−18. [Google Scholar] [CrossRef] [PubMed]
- U.S. EPA. PFAS Strategic Roadmap: EPA’s Commitments to Action 2021−2024. Available online: https://www.epa.gov/pfas/pfas-strategic-roadmap-epascommitments-action-2021-2024 (accessed May 2023).
- Kwiatkowski, C. F.; Andrews, D.Q.; Birnbaum, L. S.; Bruton, T. A.; DeWitt, J. C.; Knappe, D.R.U.; Maffini, M. V.; Miller, M. F.; Pelch, K.E.; Reade, A.; Soehl, A.; Trier, X.; Venier, M.; Wagner, C.C.; Wang, Z.; Blum, A. Scientific Basis for Managing PFAS as a Chemical Class; Environ. Sci. Technol. Lett. 2022, 7, 532−543. [Google Scholar]
- Ng, C.; Cousins, I.T.; DeWitt, J.C.; Glüge, J.; Goldenman, G.; Herzke, D.; Lohmann, R.; Miller, M.; Patton, S.; Scheringer, M.; et al. Addressing Urgent Questions for PFAS in the 21st Century. Environ. Sci. Technol. 2021, 55, 12755–12765. [Google Scholar] [CrossRef] [PubMed]
- Guelfo, G.L.; Korzeniowski, H.S.; Mills, M.A.; Anderson, J.; Anderson, R.H.; Arblaster, J.A.; Conder, J.M.; Cousins, I.T.; Dasu, K.; Henry, B.J.; Lee, L.S.; Liu, J.; McKenzie, E.R.; Willeyn, J. Environmental Sources, Chemistry, Fate, and Transport of Per- and Polyfluoroalkyl Substances: State of the Science, Key Knowledge Gaps, and Recommendations Presented at the August 2019 SETAC Focus Topic Meeting, Environ Toxic Chem. 2021, 40, 3234-3260.
- Buck, R.C.; Korzeniowski, S.; Laganis, E.; Adamsky, F. Perfluoroalkyl and Poly-fluoroalkyl Substances in the Environment:Terminology, Classification, and Origins, Integr. Environ. Assess. Manage., 2021, 17, 1045–1055. [Google Scholar]
- Abunada, Z.; Alazaiza, M. Y. D.; Bashir, M. J. K. An Overview of Per- and Polyfluoroalkyl Substances (PFAS) in the Environment: Source, Fate, Risk and Regulations, Water 2020, 12, 3590-3601.
- Ameduri, B.; ed. Perfluoroalkyl Substances: Synthesis, Properties, Applications and Regulations, Royal Society of Chemistry, Oxford, 2022.
- Glüge, J.; London, R.; Cousins, I.T.; DeWitt, J.; Goldenman, G.; Herzke, D.; Lohmann, R.; Miller, M.; Ng, C.A.; Patton, S.; et al. Information Requirements under the Essential-Use Concept: PFAS Case Studies. Environ. Sci. Technol. 2021, 56, 6232–6242. [Google Scholar] [CrossRef]
- Available online: https://www.epa.gov/system/files/documents/2021-09/cq2_br2_thayer.pdf (accessed January 2023).
- Salvatore, D.; Mok, K. ; Garrett, K K. ; Poudrier, G.; Brown, L.; Birnbaum, L.S.; Goldenman, G.; Miller, M.F.; Patton, S.; Poehlein, M.; Varshavsky, J.; Cordner, A. Presumptive Contamination: A New Approach to PFAS Contamination Based on Likely Sources; Environ. Sci. Technol. Lett. 2022, 9, 983−90. [Google Scholar]
- Kempisty, D.M.; Xing, Y.; Racz, L.A. ; Perfluoroalkyl substances in the Environment, Theory, Practice and Innovation; 2018, CRC Press, Boca Raton (ISBN 9781498764186).
- Richter, L.; Cordner, A.; Brown, P. Non-stick science: Sixty years of research and (in)action on fluorinated compounds. Soc. Stud. Sci. 2018, 48, 691–714. [Google Scholar] [CrossRef]
- Bock, R.; Laird, B.E. ; PFAS Regulations: past and present and their impact on fluoropolymers. In Ameduri, B. ed., Issues, Challenges, Regulations and Applications of Perfluoroalkyl Substances, Chapter 1, RSC, Oxford, 2022, pp 1-21.
- European Chemical Agency. Available online: https://echa.europa.eu/fr/-/echa-receives-pfass-restriction-proposal-from-five-national-authorities (accessed May 2023).
- Thomas, T.; Malek, A.; Arokianathar, J.; Haddad, E.; Matthew, J. Global Regulations Around PFAS: The Past, the Present and the Future; Intern. Chem. Regul. Law Rev., 2023, 6, 3–17. [Google Scholar]
- List of New Pollutants under Key Control (2023 Edition) (Order No. 2022 of the Ministry of Ecology and Environment, the Ministry of Industry and Information Technology, the Ministry of Agriculture and Rural Affairs, the Ministry of Commerce, the General Administration of Customs, and the State Administration for Market Regulation promulgated on December 12, 29, effective from March 28, 2023).
- Glüge, J.; Scheringer, M.; Cousins, I.T.; DeWitt, J.C.; Goldenman, G.; Herzke, D.; Lohmann, R.; Carla, A.; Ng, C.; Trieri, X.; Wangj, Z. ; An overview of the uses of per- and polyfluoroalkyl substances (PFAS). Environ. Sci.: Proc. & Impacts, 2020, 22, 2345. [Google Scholar]
- Peshoria, S. Nandini, D. ; Tanwar, K. R.; Narang, R.; Short-chain and long-chain fluorosurfactants in firefighting foam: a review, Environ. Chem. Lett. 2020, 18, 1277–1300. [Google Scholar]
- Peshoria, S.; Nandini, D.; Understanding Aqueous Film-forming Foam Components, in ref. 9, chapter 7, pp 357-387. [CrossRef]
- Hu, X. C.; Andrews, D. Q.; Lindstrom, A. B.; Bruton, T. A.; Schaider, L. A.; Grandjean, P.; Lohmann, R.; Carignan, C. C.; Blum, A.; Balan, S. A.; Higgins, C. P.; Sunderland, E. M. ; Detection of Poly- and Perfluoroalkyl Substances (PFASs) in U. S. Drinking Water Linked to Industrial Sites, Military Fire Training Areas, and Wastewater Treatment Plants. Environ. Sci. Technol. Lett. 2016, 3, 344–350. [Google Scholar] [PubMed]
- Ruyle, B. J.; Thackray, C. P.; Butt, C. M.; LeBlanc, D. R.; Tokranov, A. K.; Vecitis, C. D.; Sunderland, E.M. Centurial Persistence of Forever Chemicals at Military Fire Training Sites; Enviro. Sci. Techn. 2023, 57, 8096–106. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.aviationpros.com/aoa/aircraft-rescue-firefighting-arff/article/21092898/the-evolving-concern-of-pfas-at-airports (accessed May 2023).
- Adamson, D.T.; Nickerson, A.; Kulkarni, P.R.; Higgins, C.P.; Popovic, J.; Field, J.; Rodowa, A.; Newell, C.; DeBlanc, P.; Kornuc, J.J. Mass-Based, Field-Scale Demonstration of PFAS Retention within AFFF-Associated Source Areas. Environ. Sci. Technol. 2020, 54, 15768–15777. [Google Scholar] [CrossRef]
- Fiedler, H.; Kennedy, T.; Henry, B.J. A Critical Review of a Recommended Analytical and Classification Approach for Organic Fluorinated Compounds with an Emphasis on Per- and Polyfluoroalkyl Substances. Integr. Environ. Assess. Manag. 2020, 17, 331–351. [Google Scholar] [CrossRef]
- Cousins, I. T.; Ng, C.A.; Wang, Z.; Scheringer, M. ; Why is high persistence alone a major cause of concern? Environ. Sci.: Processes, Impacts 2019, 21, 781–792. [Google Scholar] [CrossRef]
- Cousins, I.T.; DeWitt, J.C.; Gluege, J.; Goldenman, G.; Herzke, D.; Lohmann, R.; Ng, C.; Scheringer, M.; Wang, Z. The High Persistence of PFAS is Sufficient for their Management as a Chemical Class. [CrossRef]
- Scheringer, M.; Johansson, J.H.; Salter, M. E.; Sha, B.; Cousins, I.T. ; Stories of Global Chemical Pollution: Will We Ever Understand Environmental Persistence? Environ. Sci. Technol. 2022, 56, 17498−501. [Google Scholar] [CrossRef] [PubMed]
- Anderson, J.; Brecher, R.; Cousins, I.; DeWitt, J.; Fiedler, H.; Kannan, K.; Kirman, C.; Lipscomb, J.; Priestly, B.; Schoeny, R.; et al. Grouping of PFAS for human health risk assessment: Findings from an independent panel of experts. Regul. Toxicol. Pharmacol. 2022, 134, 105226. [Google Scholar] [CrossRef]
- Buck, R.C.; Franklin, J.; Berger, J.; Conder, J. M.; Cousins, I.T.; de Voogt, J.; Jensen, A.A.; Kannan, K.; Mabury, S.A.; van Leeuwen, S.P.J. ; Perfluoroalkyl and polyfluoroalkyl substances in the environment: Terminology, classification, and origins. Integr. Environ. Assess. Manag. 2011, 7, 513–41. [Google Scholar] [CrossRef]
- For PFAS restriction Dossier. Available online: https://echa.europa.eu/restrictions-under-consideration/-/substance-rev/72301/term (accessed on March 2023).
- Qian, L.; Huang, M.; Guo, Y.; Chen, Q.-Y. Surface Properties and Biological Effects of Fluoroether Surfactants. 2022, 146–165. [CrossRef]
- Carlson, L.M.; Angrish, M.; Shirke, A.V.; Radke, E.G.; Schulz, B.; Kraft, A.; Judson, R.; Patlewicz, G.; Blain, R.; Lin, C.; et al. Systematic Evidence Map for Over One Hundred and Fifty Per- and Polyfluoroalkyl Substances (PFAS). Environ. Heal. Perspect. 2020, 130, 56001. [Google Scholar] [CrossRef]
- Henry, B. J.; Carlin, J. P.; Hammerschmidt, J. A.; Buck, R.C.; Buxton, L.W.; Fiedler, L.; Seed, J.; Hernandez, O. ; A critical review of the application of polymer of low concern and regulatory criteria to fluoropolymers; Integr. Environ. Assess. Manag., 2018, 14, 316–334. [Google Scholar]
- Ameduri, B.; Boutevin, B. ; Well-Architectured Fluoropolymers, Elsevier, Amsterdam, 2004. Chapt. 1, pp 1-99.
- Freeling, F.; Björnsdotter, M. K. ; Assessing the environmental occurrence of the anthropogenic contaminant trifluoroacetic acid (TFA); Curr. Opinion Green Sust. Chem.; 2023, 41, 100807. [Google Scholar] [CrossRef]
- Available online: https://echa.europa.eu/documents/10162/17086/report_pfcas_additional_derogation_en.pdf/527979b6-87ea-c9b7-a504-4ae2a4da73bf (accessed January 2023).
- Trang, B.; Li, Y.; Xue, X.-S.; Ateia, M.; Houk, K.N.; Dichtel, W.R. Low-temperature mineralization of perfluorocarboxylic acids. 2022, 377, 839–+. [CrossRef]
- Wang, J.; Lin, Z.; He, X.; Song, M.; Westerhoff, P.; Doudrick, K.; Hanigan, D. Critical Review of Thermal Decomposition of Per- and Polyfluoroalkyl Substances: Mechanisms and Implications for Thermal Treatment Processes. Environ. Sci. Technol. 2022, 56, 5355–5370. [Google Scholar] [CrossRef] [PubMed]
- DiStefano, R.; Feliciano, T.; Mimna, R.A.; Redding, A.M.; Matthis, J. Thermal destruction of PFAS during full-scale reactivation of PFAS-laden granular activated carbon. Remediat. J. 2022, 32, 231–238. [Google Scholar] [CrossRef]
- Grgas, D.; Petrina, A.; Štefanac, T.; Bešlo, D.; Dragicevi, T.L. ; A Review: Per- and Polyfluoroalkyl Substances— Biological Degradation; Toxics, 2023, 11, 446-63.
- Liu, J.; Avendaño, S.M. Microbial degradation of polyfluoroalkyl chemicals in the environment: A review. Environ. Int. 2013, 61, 98–114. [Google Scholar] [CrossRef]
- Hori, H.; Nagaoka, Y.; Yamamoto, A.; Sano, T.; Yamashita, N.; Taniyasu, S.; Kutsuna, S.; Osaka, I.; Arakawa, R. Efficient Decomposition of Environmentally Persistent Perfluorooctanesulfonate and Related Fluorochemicals Using Zerovalent Iron in Subcritical Water. Environ. Sci. Technol. 2006, 40, 1049–1054. [Google Scholar] [CrossRef]
- Mueller, R.; Yingling, V. Naming Conventions and Physical and Chemical Properties of Per- and Polyfluoroalkyl Substances (PFAS), Interstate Technology Regulatory Council, April 2020. PFAS Technical and Regulatory Guidance Document and Fact Sheets PFAS-1. 2022, Washington, D.C. Available online: https://pfas-1.itrcweb.org/12-treatment-technologies/#12_1 (accessed November 2022).
- Kumarasamy, E.; Manning, I.M.; Collins, L.B.; Coronell, O.; Leibfarth, F.A. Ionic Fluorogels for Remediation of Per- and Polyfluorinated Alkyl Substances from Water. ACS Central Sci. 2020, 6, 487–492. [Google Scholar] [CrossRef]
- Tan, X.; Sawczyk, M.; Chang, Y.; Wang, Y.; Usman, A.; Fu, C.; Král, P.; Peng, H.; Zhang, C.; Whittaker, A.K. Revealing the Molecular-Level Interactions between Cationic Fluorinated Polymer Sorbents and the Major PFAS Pollutant PFOA. Macromolecules 2022, 55, 1077–1087. [Google Scholar] [CrossRef]
- Choudhary, A.; Bedrov, D. , Interaction of Short-Chain PFAS with Polycationic Gels: How Much Fluorination is Necessary for Efficient Adsorption? ACS Macro Lett. 2022, 11, 1123–28. [Google Scholar] [CrossRef]
- Manning, I. M.; Guan Pin Chew, N.; Macdonald, H. P.; Miller, K. E.; Strynar, M. J.; Coronell, O.; Leibfarth, F. A. Hydrolytically Stable Ionic Fluorogels for High-Performance Remediation of Per- and Polyfluoroalkyl Substances (PFAS) from Natural Water; Angew. Chem. Int. Ed. 2022, 61, e202208150. [Google Scholar] [CrossRef]
- Verduzco, R.; Wong, M.S. Fighting PFAS with PFAS. ACS Central Sci. 2020, 6, 453–455. [Google Scholar] [CrossRef]
- Koda, Y.; Terashima, T.; Sawamoto, M. Fluorous Microgel Star Polymers: Selective Recognition and Separation of Polyfluorinated Surfactants and Compounds in Water. J. Am. Chem. Soc. 2014, 136, 15742–15748. [Google Scholar] [CrossRef] [PubMed]
- Koda, Y.; Terashima, T.; Nomura, A.; Ouchi, M.; Sawamoto, M. Fluorinated Microgel-Core Star Polymers as Fluorous Compartments for Molecular Recognition. Macromolecules 2011, 44, 4574–4578. [Google Scholar] [CrossRef]
- Song, D.; Qiao, B.; Wang, X.; Zhao, L.; Li, X.; Zhang, P.; Yao, Y.; Chen, H.; Zhu, L.; Sun, H. Degradation of Perfluorooctanoic Acid by Chlorine Radical Triggered Electrochemical Oxidation System. Environ. Sci. Technol. 2023, 57, 9416–9425. [Google Scholar] [CrossRef] [PubMed]
- Quan, Q.; Wen, H.; Han, S.; Wang, Z.; Shao, Z.; Chen, M. Fluorous-Core Nanoparticle-Embedded Hydrogel Synthesized via Tandem Photo-Controlled Radical Polymerization: Facilitating the Separation of Perfluorinated Alkyl Substances from Water. ACS Appl. Mater. Interfaces 2020, 12, 24319–24327. [Google Scholar] [CrossRef] [PubMed]
- Xiao, L.; Ling, Y.; Alsbaiee, A.; Li, C.; Helbling, D.E.; Dichtel, W.R. β-Cyclodextrin Polymer Network Sequesters Perfluorooctanoic Acid at Environmentally Relevant Concentrations. J. Am. Chem. Soc. 2017, 139, 7689–7692. [Google Scholar] [CrossRef] [PubMed]
- Ebnesajjad, S. (Ed.) Introduction to Fluoropolymers: Materials, Technology, and Applications, Elsevier, Amsterdam, 2013, chapter 6, pp. 63−89.
- Drobny, J. G. (Ed.) Technology of Fluoropolymers, 2nd ed; CRC Press: Boca Raton, FL, 2009. [Google Scholar]
- Smith, D.W.; Iacono, S.T.; Iyer, S.S. (Eds.) ; Encyclopedia of Fluoropolymers Science and Technologies; Wiley: New-York, 2014. [Google Scholar]
- Ameduri, B.; Fomin, S. (Eds.) ; Fascinating Fluoropolymers and their Applications; Elsevier, Amsterdam, 2020.
- Gardiner, J. Fluoropolymers: Origin, Production, and Industrial and Commercial Applications. Aust. J. Chem. 2015, 68, 13. [Google Scholar] [CrossRef]
- Puts, G.J.; Crouse, P.; Ameduri, B.M. Polytetrafluoroethylene: Synthesis and Characterization of the Original Extreme Polymer. Chem. Rev. 2019, 119, 1763–1805. [Google Scholar] [CrossRef]
- Ameduri, B. The Promising Future of Fluoropolymers Macromol. Chem. Phys. 2020, 221, 1900573. [Google Scholar]
- Sales, J.; Hernandez, D.; Kapoor, D.; Van den Noort, M. Fluoropolymers: the safe science that society needs, Intern. Chem. Regul. Law Rev. 2023, 6, 29–36. [Google Scholar]
- Lohman, R.; Letcher, R.J. ; The universe of fluorinated polymers and polymeric substances and potential environmental impacts and concerns. Curr. Opinion Green Sustain. Chem. 2023, 41, 100795. [Google Scholar] [CrossRef]
- Yao, W.; Li, Y.; Huang, X. Fluorinated poly(meth)acrylate: Synthesis and properties. Polymer 2014, 55, 6197–6211. [Google Scholar] [CrossRef]
- van der Veen, I.; Hanning, A.-C.; Stare, A.; Leonards, P.E.; de Boer, J.; Weiss, J.M. The effect of weathering on per- and polyfluoroalkyl substances (PFASs) from durable water repellent (DWR) clothing. Chemosphere 2020, 249, 126100. [Google Scholar] [CrossRef] [PubMed]
- Friesen, C.M.; Améduri, B. Outstanding telechelic perfluoropolyalkylethers and applications therefrom. Prog. Polym. Sci. 2018, 81, 238–280. [Google Scholar] [CrossRef]
- Wang, S.; Legare, J.M. ; Perfluoroelastomer and fluoroelastomer seals for semiconductor wafer processing equipment; J. Fluorine Chem., 2003, 122, 113–9. [Google Scholar] [CrossRef]
- Available online: https://www.space.com/31732-space-shuttle-challenger-disaster-explained-infographic.html (accessed Sept. 2023).
- Fluoropolymer Market Overview; Future Market Insights: Newark, 2022. https://www.futuremarketinsights.com/reports/fluoropolymers-market (accessed November 2022).
- Available online: file:///C:/Users/b.ameduri/Downloads/2019_06_Aerospace_catalog.pdf (assessed 3 September 2023).
- Ameduri, B. Fluorinated Elastomers; Encyclop. Polym. Sci. Tech. 2023, 1-22, (10.1002/0471440264.pst137.pub2).
- Qian, X.; Chen, X.; Zhu, L.; Zhang, Q.M. ; Fluoropolymer ferroelectrics: Multifunctional platform for polar-structured energy conversion; Science 2023, 380, 1-12.
- Bouharras, F.; Lopez, G.; Raihane, M.; Ameduri, B.; in Gnanou, Y.; Matyjaszewski, K.; Hadjichristidis, N.; Muthukumar, M. (Eds.) ; Macromolecular Engineering: From Precise Synthesis to Macroscopic Materials and Applications, Wiley-VCH GmbH, 2022, chapt. 26, pp. 1371-1402.
- Morel, C. ; Les cables sous-marins: Enjeux et Perspectives du XXIe siècle; 2023, CNRS Editions, Paris.
- Ober, C.K.; Käfer, F.; Deng, J. Review of essential use of fluorochemicals in lithographic patterning and semiconductor processing. J. Micro/Nanopatterning, Mater. Metrol. 2022, 21, 010901. [Google Scholar] [CrossRef]
- Cardoso, V.F.; Correia, D.M.; Ribeiro, C.; Fernandes, M.M.; Lanceros-Méndez, S. Fluorinated Polymers as Smart Materials for Advanced Biomedical Applications. Polymers 2018, 10, 161. [Google Scholar] [CrossRef]
- Lv, J.; Cheng, Y. ; Fluoropolymers in biomedical applications: state-of-the-art and future perspectives; Chem. Soc. Rev., 2021, 50, 5435–67. [Google Scholar] [CrossRef]
- Koguchi, R.; Jankova, K.; Tanaka, M. Fluorine-containing bio-inert polymers: Roles of intermediate water. Acta Biomater. 2021, 138, 34–56. [Google Scholar] [CrossRef]
- Roina, Y.; Auber, F.; Hocquet, D.; Herlem, G. ePTFE functionalization for medical applications. Mater. Today Chem. 2021, 20, 100412. [Google Scholar] [CrossRef]
- Roina, Y.; Auber, F.; Hocquet, D.; Herlem, G. ; ePTFE-based biomedical devices: An overview of surgical efficiency. J. Biomed. Mater. Res. Part B: Appl. Biomater., 2022, 110, 302–20. [Google Scholar] [CrossRef]
- Lim, X.Z. ; Can the world leave forever chemicals behind? Nature, 2023, 620, 24–2779. [Google Scholar] [CrossRef] [PubMed]
- Ameduri, B. Fluoropolymers: A special class of per- and polyfluoroalkyl substances (PFASs) essential for our daily life J. Fluorine Chem., 2023, 267, 110117. [Google Scholar] [CrossRef]
- Spyrakis, F.; Dragani, T.A.; The EU’s Per- and Polyfluoroalkyl Substances (PFAS) Ban: A Case of Policy over Science; Toxics, 2023, 11, 721-733.
- Goldbach, J. T.; Amin-Sanayei, R.; He, W.; Henry, J.; Kosar, W.; Lefebvre, A.; O’Brien, G. ; Vaessen; D. Wood, D.K. Zerafati, S.; in Ameduri, B.; Sawada, H., eds; Fluorinated Polymer. Applications. Royal Society of Chemistry, Oxford; 2016, Vol. 2; Chapt. 6; pp. 127-57.
- Boschet, F.; Ameduri, B. ; Copolymers of chlorotrifluoroethylene: recent developments and future trends, Chem. Rev. 2014, 114, 927–80. [Google Scholar]
- Hercules, D.A., Parrish, C.A.; Thrasher, J.S.; Research and Non-major Commercial Co- and Terpolymers of Tetrafluoroethylene. Ameduri, B.; Sawada, H. eds. In Fluorinated Polymers: Volume 2: Applications. Royal Society of Chemistry; Oxford, 2016. [CrossRef]
- Ameduri, B. ; Radical copolymerization of Vinylidene fluoride: recent tendencies and future trends; Progr Polym Sci. , 2022, 133, 101591. [Google Scholar]
- Lohmann, R. ; Cousins. I.T.; DeWitt, C.; Glüge, J.; Goldenman, G.; Herzke, D.; Lindstrom, A.B.; Miller, M.F.; Ng, C.A.; Patton, S.; Scheringer, M.; Trier, X.; Wang, Z. Are Fluoropolymers Really of Low Concern for Human and Environmental Health and Separate from Other PFAS? Environ. Sci. Technol., 2020, 54, 12820–28. [Google Scholar]
- Korzeniowski, S.H.; Buck, R.C.; Newkold, R.M.; El Kassmi, A.; Laganis, E.; Matsuoka, Y.; Dinelli, B.; Beauchet, S.; Adamsky, F.; Weilandt, K.; et al. A critical review of the application of polymer of low concern regulatory criteria to fluoropolymers II: Fluoroplastics and fluoroelastomers. Integr. Environ. Assess. Manag. 2022, 19, 326–354. [Google Scholar] [CrossRef]
- Zipplies, T.C.; Hintzer, K.; Dadalas, M.C.M; Frey, O.; Lochlaas, K.H.; Fluoropolymer compositions containing a polyol compound and methods of making them. U.S. Patent 2015/9,139,668; 22 Sep. 2015(assigned to 3M).
- Toyoda, M.; Nagai, H. Method for producing aqueous fluorinated polymer dispersion, aqueous fluorinated polymer dispersion and fluorinated polymer. U.S. Patent 2015/984,355. 30 Dec 2015 (assigned to AGC).
- Amin-Sanayei, R., Hedhli, L., Durali, M., and Wille, R.A. Method of producing fluoropolymers using alkyl sulfate surfactants. U.S. Patent 2016/9,447,256; 20 Sep. 2016 (assigned to Arkema).
- Lyons, D. F.; Chemours, Production of fluoroelastomers by radical emulsion polymerization in the presence of anionic phosphate ester surfactants, US2008/0262177, 2008. (assigned to Chemours).
- Brothers, P.D., Subhash V.G., Dipti, D. K.; Aqueous polymerization of perfluoromonomer using hydrocarbon surfactant. U.S. Patent 2016/9,255,164; 9 Feb. 2016 and EP2019/11787983.3A; 3 Jul 2019 (assigned to Chemours).
- Otsuka, M.; Tokuno, S.; Nakai, K.; Process for preparing fluoropolymer. U.S. Patent 2009/7,566,762; 28 Jul. 2009 (assigned to Daikin).
- Chauhan, R.; Kumar, G.; Rao, P.S.; Soni, V. K.; Bhattacharya, B.S. Dutta, D.; Shukla, A.; Patel, A.M.;Process for preparing fluoropolymers and fluoroelastomers in presence of a non-fluorinated sulfonate type hydrocarbon containing surfactant thereof; EP2022/20873509.2A 17 Aug 2022 (assigned to Gujarat Fluorochemicals Limited).
- Gupta, B.; Bhattacharya, B. S.; Chauhan, R.; Rathour, J. K.; Kumar, G.; Verma, C. ; Process for producing fluoropolymers using 2-alkoxyacetate surfactant; WO2020/136679 (assigned to Gujarat Fluorochemicals Limited).
- Kumar, G.; Soni, V. K.; Chauhan, R.; Mehta, M.; Bhattacharya, B.S.; Dutta, A.; Peddinti, S. ; Process for polymerizing fluoromonomers using a combination of fluorinated and non-fluorinated surfactant; WO2021/149022A1 (assigned to Gujarat Fluorochemicals Limited).
- Carella, S., Ieva, E., Mazzola, M., Brinati, G. Method for stabilizing aqueous dispersions of fluorinated polymers. U.S. Patent Application 16/638,388. 12 Feb 2020 (assigned to Solvay).
- Ameduri, B.; Sales, J.; Schlipf, M. ; Developments in fluoropolymer manufacturing technology to remove intentional use of PFAS as polymerization aids, ITRC Intern. Chem. Regul. Law Rev., 2023, 6, 18–28. [Google Scholar]
- Dams, R.; Hintzer, K. Industrial Aspect of Fluorinated Oligomers and Polymers. In Fluorinated Polymers, Vol. 2: Applications; in Ameduri, B.; Sawada, H., eds.; Royal Society of Chemistry, Cambridge, 2017; Chapt. 1; pp 3–31.
- Thermal oxidizer destroying PFAS at greater than 99.99% efficiency. Available online: https://www.chemours.com/en/-/media/files/corporate/fayetteville-works/2020-0320-thermal-oxidizer-efficiency-results-announced.pdf?rev=87dbfd0ebb9c45aeaa475fddd2a899b4&hash=05916EC2AC2B5A3C41135773A3FCDED0.
- Dauchy, X. ; Evidence of large-scale deposition of airborne emissions of per- and polyfluoroalkyl substances (PFASs) near a fluoropolymer production plant in an urban area; Chemosphere 2023, 337, 139407.
- Arkema. Available online: https://www.arkema.com/global/en/media/newslist/news/global/corporate/2023/20230221-arkema-position-on-european-proposal-to-restrict-pfas/ (accessed on May2023).
- Chemours. Available online: https://www.chemours.com/en/news-media-center/all-news/press-releases/2022/chemours-announces-process-innovation-with-new-viton-fluoroelastomers-advanced-polymer-architecture (accessed on May 2023).
- Available online: https://www.daikinchemicals.com/company/sustainability/pfas.html (accessed on September 2022).
- Daikin, A Responsible Steward for PFAS Emission Reductions and Safe Alternatives. Available online: https://www.daikinchem.de/daikin-responsible-steward-pfas-emission-reductions-and-safe-alternatives (accessed November 2022).
- Available online:. Available online: https://www.gfl.co.in/assets/pdf/Announcement-on-NFPA-technology-FKM-27-Aug-2022.pdf (accessed on March 2023).
- Gujarat Fluorochemicals Limited. (2022). Announcement on the development of a non-fluorinated polymerization aid. Available online: https://gfl.co.in/upload/pages/ebce5fed9030753d0ee651bf1f48d0a0.pdf (consulted on May 2023).
- Solvay’s announcement producing new fluoropolymers without fluorosurfactants. Available online: https://www.solvay.com/en/article/eliminating-pfas (consulted on May 2023).
- Solvay (2022). Innovating with non-fluorosurfactant technologies. Available online: https://www.solvay.com/en/innovation/science-solutions/pfas (consulted May 2023).
- Evich, M.G.; Davis, M.J.B.; McCord, J.P.; Acrey, B.; Awkerman, J.A.; Knappe, D.R.U.; Lindstrom, A.B.; Speth, T.F.; Tebes-Stevens, C.; Strynar, M.J.; et al. Per- and polyfluoroalkyl substances in the environment. Science 2022, 375, 512. [Google Scholar] [CrossRef]
- Organisation for Economic Co-operation and Development, Data analysis of the identification of correlations between polymer characteristics and potential for health or ecotoxicological concern, Environment Directorate, OECD, 2009. Available online: https://www.oecd.org/env/ehs/risk-assessment/42081261.pdf, (accessed 2022 September).
- BIO by Deloitte, Technical assistance related to the review of REACH with regard to the registration requirements on polymer Final report, 2015. Available online: https://ec.europa.eu/environment/chemicals/reach/pdf/FINAL%20REPORT%20POLYMER%20SI671025.pdf, (accessed September 2022).
- Australian Industrial Chemicals, Polymer of low concern (PLC) criteria. Available online: https://www.industrialchemicals.gov.au/help-and-guides/polymer-low-concern-plc-criteria, (accessed November, 2022).
- Alberts, B.; Bray, D.; Lewis, J.; Raff, M.; Roberts, K.; Watson, J.D. Molecular Biology of the Cell, 3rd edition, Garland, New York, 1994, pp. 958-63.
- Beyer, E. C. ; in Molecular Biology of Receptors and Transporters: Pumps, Transporters and Channels, Friedlander, M.; Mueckler, M., eds; Academic Press, San Diego, 1993, pp. 1–38.
- De Mello, W. C., ed.; Cell-to-Cell Communication, Plenum, New York, 1987, p. 34.
- Available online: https://www.plasticstoday.com/materials-research/new-study-gives-most-fluoropolymers-clean-bill-health (accessed March 2023).
- US Pharmacopeial Convention, US Pharmacopeia National Formulary 2011: USP 34 NF 29. Rockville, General Notices, Section, 5.3.0, 2011, pp. 6.
- European Commission, Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), 2006.
- Ebnesajjad, S. ; Safety, disposal, and recycling of fluoropolymers, Introduction to Fluoropolymers: Materials, Technology, and Applications, Elsevier, Amsterdam, 2013, Chapt. 13, pp. 293-309.
- The Society of the Plastics Industry, The guide to the safe handling of fluoropolymer resins–fourth edition, Bp-101. Washington, 2005. Available online: https://intechservices.com/content/SPI_Guide_for_Safe_Handling_of_Fluoropolymer_Resins.pdf, (accessed November 2022).
- Guidoin, R.; King, M.W.; Wang, L.; Zhang, Z. Guzman, R.; Marinov, G.; Douville, Y.; Biotextiles as medical implants, in Vascular Prostheses for Open Surgery, Woodhood, Cambridge, 2013, pp. 434–484. [CrossRef]
- USEPA, Premanufacture notification exemption for polymers; Amendment of polymer exemption rule to exclude certain perfluorinated polymers, US Federal Resister 40 CFR Part 723. EPA-HQ-OPP-2002-0051; FRL-8805-5. R 2010, 75, 4295–305.
- USEPA, Interim guidance on the destruction and disposal of perfluoroalkyl and polyfluoroalkyl substances and materials containing perfluoroalkyl and polyfluoroalkyl substances, 2020. Available online: https://www.epa.gov/system/files/documents/2021-11/epa-hq-olem-2020-0527-0002_content.pdf, (accessed November 2022).
- Schyns, Z. O. G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review; Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef]
- Geyer, R. ; Jambeck; J. R.; Law, K.L.; Production, use, and fate of all plastics ever made Adv. Sci. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Science to enable sustainable plastics; a white paper from the 8th Chemical Sciences and Society Summit (CS3), June 2020. Available online: rsc.li/progressive-plastics-report (accessed on March 2023).
- Li, H.; Aguirre-Villegas, H.A.; Allen, R.D.; Bai, X.; Benson, C. H.; Beckham, G. T.; Bradshaw, L.S.; Brown, J. L.; Brown, R. C.; Cecon, V.S.; Curley, J.B.; Curtzwiler, G.W.; Dong, S.; Gaddameedi, S.; García, J.E.; Hermans, I.; Kim, M.S.; Ma, J.; Mark, L.O.; Mavrikakis, M. ; Expanding plastics recycling technologies: chemical aspects, technology status and challenges; Green Chem. 2022, 24, 8899-9002.
- Available online: https://www.oecd.org/environment/plastics/plastics-lifecycle-is-far-from-circular.html (accessed March 2023).
- MacLeod, M.; Arp, H.P.H.; Tekman, M.B.; Jahnke, A. The global threat from plastic pollution. Science 2021, 373, 61–65. [Google Scholar] [CrossRef] [PubMed]
- Conversio Market & Strategy GmbH, Fluoropolymer waste in Europe 2020–End of life (EOL) analysis of fluoropolymer applications, products and associated waste streams, 2020.
- Pro-K Fluoropolymer Group (2018). Recycling of fluoropolymers. Available online: https://www.pro-kunststoff.de/assets/Merkbl%C3%A4tter%20und%20Co/FP%20TM-10-Recycling-of-fluoropolymers.
- Ameduri, B.; Hori, H. ; Recycling and End of life assessment of Fluoropolymers: Recent Developments, Challenges and Future Trends; Chem. Soc. Rev. 2023, 52, 4208–4247 (. [Google Scholar] [CrossRef] [PubMed]
- Lewis, E.E.; Naylor, M.A. Pyrolysis of Polytetrafluoroethylene. J. Am. Chem. Soc. 1947, 69, 1968–1970. [Google Scholar] [CrossRef]
- Wall, L.; Michaelsen, J. Thermal decomposition of polytetrafluoroethylene in various gaseous atmospheres. J. Res. Natl. Bur. Stand. 1956, 56, 27. [Google Scholar] [CrossRef]
- Simon, C.; Kaminsky, W. Chemical recycling of polytetrafluoroethylene by pyrolysis. Polym. Degrad. Stab. 1998, 62, 1–7. [Google Scholar] [CrossRef]
- Ellis, D.A.; Mabury, S.A.; Martin, J.W.; Muir, D.C.G. Thermolysis of fluoropolymers as a potential source of halogenated organic acids in the environment. Nature 2001, 412, 321–324. [Google Scholar] [CrossRef]
- Schlipf, M.; Schwalm, T. ; Closing the recycling loop. Kunststoffe Int. 2014, 6, 58−60. [Google Scholar]
- Puts, G. J.; Crouse, P.L. ; The influence of inorganic materials on the pyrolysis of polytetrafluoroethylene. Part 1: The sulphates and fluorides of Al, Zn, Cu, Ni, Co, Fe and Mn, J. Fluorine Chem., 2014, 168, 260–267. [Google Scholar]
- Puts, G. J.; Crouse, P.L. ; The influence of inorganic materials on the pyrolysis of polytetrafluoroethylene. Part 2: The common oxides of Al, Ga, In, Zn, Cu, Ni, Co, Fe, Mn, Cr, V, Zr and La, J. Fluorine Chem., 2014, 168, 9–15. [Google Scholar]
- Lakshman A., Chakraborty S.K.; Recycling of Polytetrafluoroethylene (PTFE) Scrap Materials’, in: Lakshmanan, A. (ed.), Sintering Techniques of Materials, 2015, InTech. pp. 200. [CrossRef]
- 3M Dyneon, Fluoropolymers Up-Cycling. Closing the loop. Available online: https://multimedia.3m.com/mws/media/907323O/up-cycling-fluoropolymers-brochure.pdf?fn=Up-Cycling_Brochure_EN.pdf#:~:text=In%20March%202015%2C%20Dyneon%20opened%20the%20world%E2%80%99s%20first,thereby%20having%20a%20positive%20impact%20on%20the%20environment, (accessed November 2022).
- Invertec, Pilot project: Recycling of fluoropolymers (PTFE). Available online: https://www.invertec-ev.de/en/projects/environmental-care/ptfe-recycling/, (accessed November 2022).
- Shin-Ren, D. L.; O’Brien, G.S.; Seilers, D.A.; 3D-printed fluoropolymer structures; US Patent 2020/10633468 (April 2020) assigned to Arkema.
- Seiler, D. A.; Lowrie, R.; Henry, J.; Cavalier, C.; DeAngelo, M. ; Study of the Positive Effects Seen When Using Fluoropolymer Polymer Processing and Recycling Aids (PPRA) in Reprocessed LLDPE; presented at SPE International Polyolefins Conference, Galveston, TX, Feb. 2022. [Google Scholar]
- An, Y.; Kajiwara, T.; Padermshoke, A.; Van Nguyen, T.; Feng, S.; Mokudai, H.; Masaki, T.; Takigawa, M.; Van Nguyen, T.; Masunaga, H.; Sasaki, S.; Takahara, A. ;Environmental Degradation of Nylon, Poly(ethylene terephthalate) (PET), and Poly(vinylidene fluoride) (PVDF) Fishing Line Fibers; ACS Appl. Polym. Mater. 2023, 5, 4427–4436. [Google Scholar]
- Schuster, J.; Lutz, J.; Shaik, Y.P.; Yadavalli, V.R. ; Recycling of fluorocarbon-elastomers – A review; Adv. Indust. Engin. Polym. Res., 2022, 5, 248–254. [Google Scholar]
- Curtin, D.E.; Lousenberg, R.D.; Henry, T.J.; Tangeman, P.C.; Tisack, M.E. Advanced materials for improved PEMFC performance and life. J. Power Sources 2004, 131, 41–48. [Google Scholar] [CrossRef]
- Feng, M.; Qu, R.; Wei, Z.; Wang, L.; Sun, P.; Wang, Z. Characterization of the thermolysis products of Nafion membrane: A potential source of perfluorinated compounds in the environment. Sci. Rep. 2015, 5, 9859–9859. [Google Scholar] [CrossRef] [PubMed]
- Zatoń, M.; Rozière, J.; Jones, D.J. Current understanding of chemical degradation mechanisms of perfluorosulfonic acid membranes and their mitigation strategies: a review. Sustain. Energy Fuels 2017, 1, 409–438. [Google Scholar] [CrossRef]
- Grot, S.; Grot, W.; Recycling of used perfluorosulfonic acid membranes; US 2005/0211630 A1; 29 September 2005 (assigned to Ion Power, Inc.).
- Park, A.; Sustainable NafionTM: Opportunities in Recycling and Re-use of Membranes and Ionomers; Manufacturing Automation and Recycling for Clean Hydrogen Technologies Experts Meeting May 26th, 2022.
- Frankenstack project, UK Research and Innovation. Available online: https://gtr.ukri.org/projects?ref=133704 (accessed June 2023).
- Puts, G. ; PhD Dissertation, Synthesis of novel low-molecular weight polytetrafluoroethylene and tetrafluoroethylene copolymers for pyrotechnic applications. The University of Pretoria, 2017.
- Kili, T.; The synthesis and characterisation of fluorinated ethylene propylene (FEP) copolymers; MSc dissertation in Chemical Technologies, The University of Pretoria, South Africa, 2015.
- Puts, G.; Venner, V.; Améduri, B.; Crouse, P. Conventional and RAFT Copolymerization of Tetrafluoroethylene with Isobutyl Vinyl Ether. Macromolecules 2018, 51, 6724–6739. [Google Scholar] [CrossRef]
- Hoshino, T.; Morizawa, Y.; Fluorinated Specialty Chemicals – Fluorinated Copolymers for Paints and Perfluoropolyethers for Coatings, in Ameduri, B.; Sawada, H., eds; Fluorinated Polymers: Volume 2: Applications, 2016, RSC, Oxford.
- Wang, H.S.; Truong, N.P.; Pei, Z.; Coote, M.L.; Anastasaki, A. Reversing RAFT Polymerization: Near-Quantitative Monomer Generation Via a Catalyst-Free Depolymerization Approach; J. Amer. Chem. Soc. 2022, 144, 4678–4684. [Google Scholar] [CrossRef]
- Wang, Y.; Bai, Y.; Zheng, X. ; Towards new environmentally friendly fluoroelastomers: from facile chemical degradation to efficient photo-cross-linkable reaction, Polym. Intern., 2019, 68, 1952−1960. [Google Scholar]
- Patko, D.; Yang, Q.; Liu, Y.; Falireas, P.; Briou, B.; Tawade, B.V.; George, T.S.; Daniell, T.J.; MacDonald, M.P.; Ladmiral, V.; Ameduri, B.; Dupuy, L.X.; Smart soils track the formation of pH gradients across the rhizosphere; Plant Soil, 2023, (in press.
- Dutch Institute for Public Health and Environment (RIVM). Per- and polyfluorinated substances in waste incinerator flue gases. Rijksinstituut voor Volksgezondheid en Milieu. Report 2021-0143. (DOI10.21945/RIVM-2021-0143).
- Yli-Rantala, E.; Behringer, E.; Herzke, D.; Mudge, S.M.; Beekman, M.; de Blaeij, A.; Devilee, J.; Gabbert, S.; van Kuppevelt, M.; Zare Jeddi, M.; Gabrielsen, P.; Trier, X.; Fluorinated polymers in a low carbon, circular and toxic-free economy, Wahlström, M.; Pohjalainen, E.; eds.; Eionet Report – ETC/WMGE 2021/9. Available online: https://www.eionet.europa.eu/etcs/etc-wmge/products/etc-wmge-reports/fluorinated-polymers-in-a-low-carbon-circular-and-toxic-free-economy, (accessed November, 2022).
- Waritz, R. S. ; An industrial approach to evaluation of pyrolysis and combustion hazards. Environ. Health Perspect., 1975, 11, 197–202. [Google Scholar] [CrossRef]
- Chen, D.M.; Hsieh, W.H.; Snyder, T.S.; Yang, V.; Litzinger, T.A.; Kuo, K.K. Combustion behavior and thermophysical properties of metal-based solid fuels. J. Propuls. Power 1991, 7, 250–257. [Google Scholar] [CrossRef]
- Kitahara, Y.; Takahashi, S.; Kuramoto, N.; Šala, M.; Tsugoshi, T.; Sablier, M.; Fujii, T. ; Ion attachment mass spectrometry combined with infrared image furnace for thermal analysis: Evolved gas analysis studies. Anal. Chem., 2009, 81, 3155–3158. [Google Scholar] [CrossRef] [PubMed]
- Bhadury, P.S.; Singh, S.; Sharma, M.; Palit, M. Flash pyrolysis of polytetrafluoroethylene (teflon) in a quartz assembly. J. Anal. Appl. Pyrolysis 2007, 78, 288–290. [Google Scholar] [CrossRef]
- García, A.N.; Viciano, N.; Font, R. Products obtained in the fuel-rich combustion of PTFE at high temperature. J. Anal. Appl. Pyrolysis 2007, 80, 85–91. [Google Scholar] [CrossRef]
- Clarke, F. B.; Vankuijk, M.; Valentine, R.; Makovec, G. T.; Seidel, W. C.; Baker, B. B.; Kasprzak, D. J.; Bonesteel, J.K.; Janssens, M.; Herpol, C. ; The toxicity of smoke from fires involving perFPs: full-scale fire studies. J. Fire Sci. 1992, 10, 488–527. [Google Scholar] [CrossRef]
- Wang, F.; Lu, X.; Li, X.-Y.; Shih, K. Effectiveness and Mechanisms of Defluorination of Perfluorinated Alkyl Substances by Calcium Compounds during Waste Thermal Treatment. Environ. Sci. Technol. 2015, 49, 5672–5680. [Google Scholar] [CrossRef]
- Taylor, P.; Yamada, T.; Striebich, R.; Graham, J.; Giraud, R. Investigation of waste incineration of fluorotelomer-based polymers as a potential source of PFOA in the environment. Chemosphere 2014, 110, 17–22. [Google Scholar] [CrossRef]
- Aleksandrov, K.; Gehrmann, H.-J.; Hauser, M.; Mätzing, H.; Pigeon, D.; Stapf, D.; Wexler, M. Waste incineration of Polytetrafluoroethylene (PTFE) to evaluate potential formation of per- and Poly-Fluorinated Alkyl Substances (PFAS) in flue gas. Chemosphere 2019, 226, 898–906. [Google Scholar] [CrossRef]
- Kucharzyk, K.H.; Darlington, R.; Benotti, M.; Deeb, R.; Hawley, E. Novel treatment technologies for PFAS compounds: A critical review. J. Environ. Manag. 2017, 204, 757–764. [Google Scholar] [CrossRef]
- Hintzer, K. , Schwertfeger, W.; Fluoropolymers—Environmental aspects. In Smith, D. W.; Iacono, S. T.; Iyer, S.S. (eds.), Handbook of fluoropolymer science and technology. Chapt; 21, 2014, pp. 495-520; Wiley, New-York.
- Olsavsky, N. J.; Kearns, V. M.; Beckman, C.P.; Sheehan, P.L.; Burpo, F. J.; Bahaghighat H. D.; Nagelli, E.A.; Research and regulatory advancements on remediation and degradation of fluorinated polymer compounds, Appl. Sci., 2020, 10, 6921-6933. [CrossRef]
- Hori, H.; Honma, R.; in Opportunities for Fluoropolymers, Ameduri, B.; Fomin, S.; eds. Elsevier, Amsterdam, 2020, Chapter 11, pp. 303−331. [CrossRef]
- Hori, H.; Tanaka, H.; Watanabe, K.; Tsuge, T.; Sakamoto, T.; Manseri, A.; Ameduri, B. ; Hydrogen peroxide induced efficient mineralisation of poly(vinylidene fluoride) and related copolymers in subcritical water, Ind. Eng. Chem. Res., 2015, 54, 8650−8658. [Google Scholar] [CrossRef]
- Hamaura, J.; Honma, R.; Hori, H.; Manseri, A.; Ameduri, B. Efficient fluoride recovery from poly(vinylidene fluoride), poly(vinylidene fluoride-co-hexafluoropropylene) copolymer and poly(ethylene-co-tetrafluoroethylene) copolymer using superheated water with alkaline reagent. Eur. Polym. J. 2023, 182, 111724. [Google Scholar] [CrossRef]
- Honma, R.; Hori, H. ; Reis da Cunha, F; Horiike, N. ; Steinbach, L.; Ameduri, B.; Permanganate-Induced Efficient Mineralization of PVDF and VDF Based Copolymers in Low Temperature Subcritical Water Ind. Eng. Chem. Res. 2019, 58, 13030−13040. [Google Scholar]
- Hori, H.; Honma, R.; Igarashi, K.; Manseri, A.; Ameduri, B. Oxidative Mineralization of Poly[vinylidene fluoride-co-2-(trifluoromethyl)acrylic acid] Copolymers in Superheated Water. Ind. Eng. Chem. Res. 2022, 61, 1386–1397. [Google Scholar] [CrossRef]
- Hori, H.; Tanaka, H.; Tsuge, T.; Honma, R.; Banerjee, S.; Ameduri, B. ; Decomposition of fluoroelastomer: Poly(vinylidene fluoride-ter-hexafluoropropylene-ter-tetrafluoroethylene) terpolymer in subcritical water; Eur. Polym. J., 2017, 94, 322−31. [Google Scholar] [CrossRef]
- Hori, H.; Murayama, M.; Sano, T.; Kutsuna, S. Decomposition of Perfluorinated Ion-Exchange Membrane to Fluoride Ions Using Zerovalent Metals in Subcritical Water. Ind. Eng. Chem. Res. 2009, 49, 464–471. [Google Scholar] [CrossRef]
- G. Escobedo, Enabling commercial PEM fuel cells with breakthrough lifetime improvements. 2005 DOE hydrogen Program Review. Project ID #FC9. U. S. Department of Energy, Washington, DC. Available online: http://www.hydrogen.energy.gov/pdfs/review05/fc9_escobedo.pdf, (accessed November 2022).
- Yanagihara, N.; Katoh, T. ; Mineralisation of poly(tetrafluoroethylene) and other fluoropolymers using molten sodium hydroxide, Green Chem. , 2022, 24, 6255–63. [Google Scholar]
- Sheldon, D.J.; Parr, J.M.; Crimmin, M.R. Room Temperature Defluorination of Poly(tetrafluoroethylene) by a Magnesium Reagent; J. Am. Chem. Soc. 2023, 145, 10486−10490. [Google Scholar] [CrossRef]
- Hintzer, K.; Hirschberg, M.E. ; Fluoropolymers: Environmental aspects; Proceeding Fluorine Days in Bremen, 2006.
- De Smit, K.; Wieme, T.; Marien, Y. W.; Van Steenberge, P. H. M.; D’Hooge, D.R.; Edeleva, M. ; Multi-scale reactive extrusion modelling approaches to design polymer synthesis, modification and mechanical recycling, React. Chem. Eng., 2022, 7, 245–263. [Google Scholar]
- Global Fluoropolymers Markets Report 2022-2026 - 5G Communication Technology Boosts Demand for PTFE/Demands of Membrane Market Being Addressed by PVDF. Available online: https://www.prnewswire.com/news-releases/global-fluoropolymers-markets-report-2022-2026---5g-communication-technology-boosts-demand-for-ptfe--demands-of-membrane-market-being-addressed-by-pvdf-301600681.html (accessed October 2022).
- FPP4EU Available online: https://www.fpp4eu.eu/ (consulted on June2023).
- Plastics Europe – Fluoropolymer Group, Socio-economic Analysis of the European Fluoropolymer Industry – Executive Summary, May 2017. Available online: https://fluoropolymers.plasticseurope.org/application/files/7816/1167/4026/Final_SEA_Fluoropolymers_summary2017_3.pdf (accessed September 2022).
- Tyrrell, N.D. A Proposal That Would Ban Manufacture, Supply, and Use of All Fluoropolymers and Most Fluorinated Reagents within the Entire EU; Org. Process. Res. Dev. 2023, 27, 1422–1426. [Google Scholar] [CrossRef]
- Available online: https://fluoropolymers.plasticseurope.org/application/files/1316/7957/3228/21_March_FPG_Statement_on_the_PFAS_REACH_restriction_report.pdf (accessed on March 2023).
- Hydrogen Europe Position Paper on PFAS; The importance of fluoropolymers across the hydrogen value chain, and impacts of the proposed PFAS restriction for the hydrogen sector. Available online: https://hydrogeneurope.eu/wp-content/uploads/2023/02/Hydrogen-Europe-position-paper-on-PFAS-ban_v12_FINAL.pdf.
Figure 1.
Historical scheme of the fluorochemicals from the discovery of polytetrafluoroethylene (PTFE) to REACH regulations (reproduced with permission from RSC, ref 9).
Figure 1.
Historical scheme of the fluorochemicals from the discovery of polytetrafluoroethylene (PTFE) to REACH regulations (reproduced with permission from RSC, ref 9).
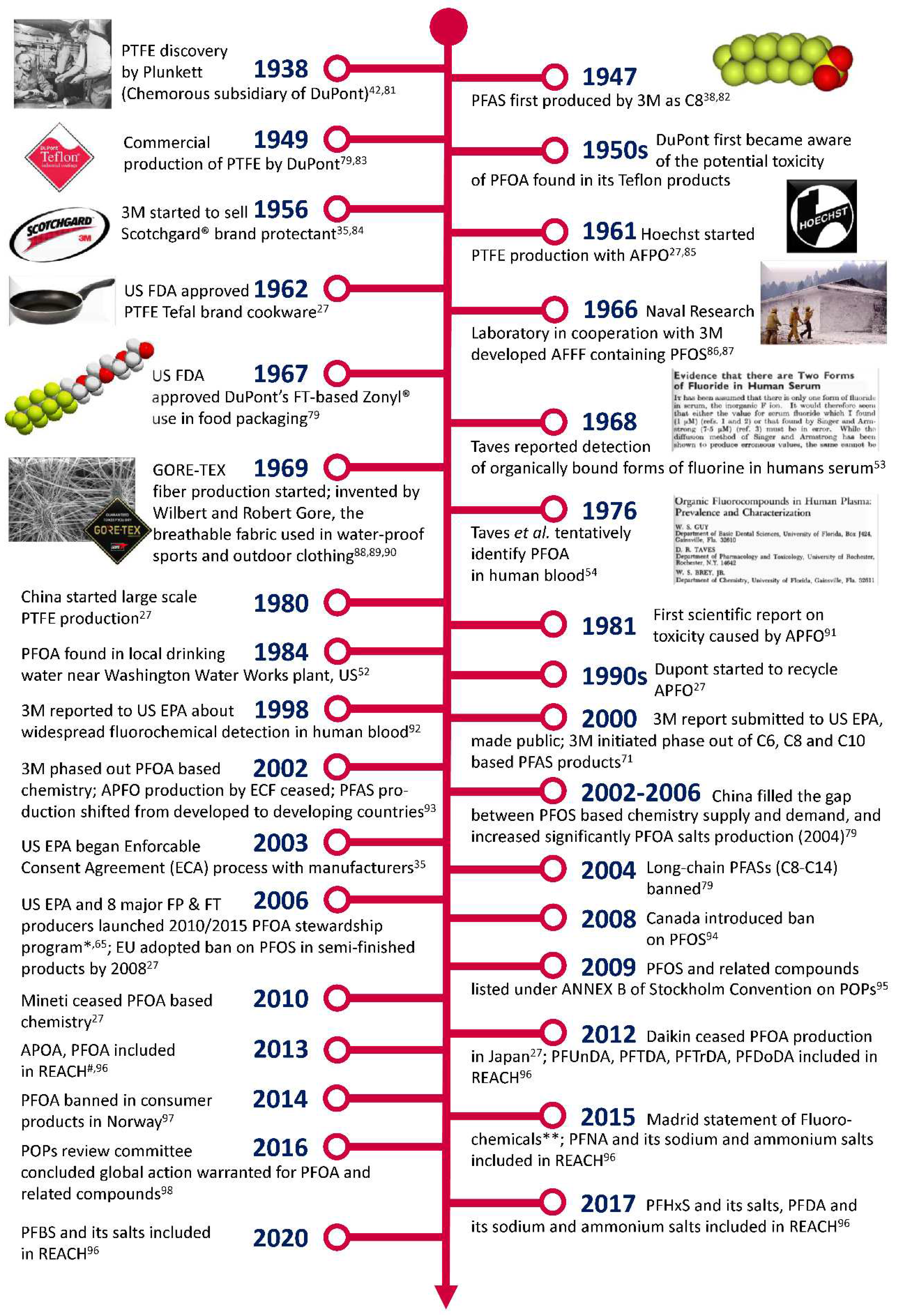
Figure 2.
Mass budget for PFAS in groundwater below the fire training area at Joint Base Cape Cod, USA. (a) Comparison of detected extractable organofluorine (EOF) and PFAS concentrations. The x-axis represents the sum of terminal PFAS and oxidizable precursors inferred from the total oxidizable precursor (TOP) assay using Bayesian Inference. The sum of differences from duplicate extracts for targeted PFAS (9%; n = 1) and the standard deviation of inferred precursor concentrations are shown by x-axis error bars. Circles are shaded in purple by the fraction of EOF explained by oxidizable precursors. The one-toone line (gray) is used to compare the sum of terminal PFAS and precursors measured using targeted analysis and the TOP inference with EOF. 23 (Reproduced with permission from Amer. Chem. Soc.).
Figure 2.
Mass budget for PFAS in groundwater below the fire training area at Joint Base Cape Cod, USA. (a) Comparison of detected extractable organofluorine (EOF) and PFAS concentrations. The x-axis represents the sum of terminal PFAS and oxidizable precursors inferred from the total oxidizable precursor (TOP) assay using Bayesian Inference. The sum of differences from duplicate extracts for targeted PFAS (9%; n = 1) and the standard deviation of inferred precursor concentrations are shown by x-axis error bars. Circles are shaded in purple by the fraction of EOF explained by oxidizable precursors. The one-toone line (gray) is used to compare the sum of terminal PFAS and precursors measured using targeted analysis and the TOP inference with EOF. 23 (Reproduced with permission from Amer. Chem. Soc.).
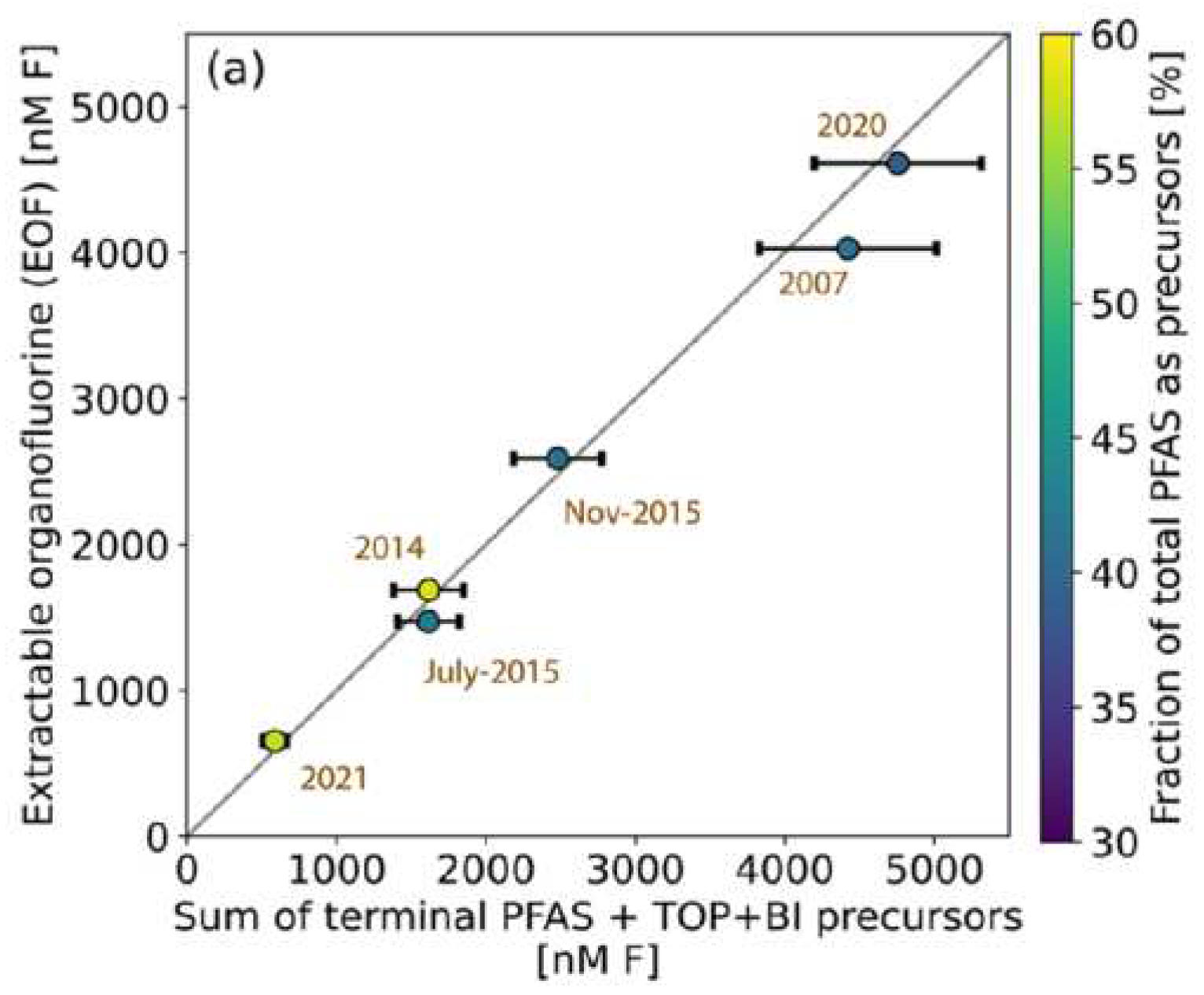
Figure 3.
General classification of PFASs according to the Organization for Economic Co-operation and Development (OECD)1.
Figure 3.
General classification of PFASs according to the Organization for Economic Co-operation and Development (OECD)1.
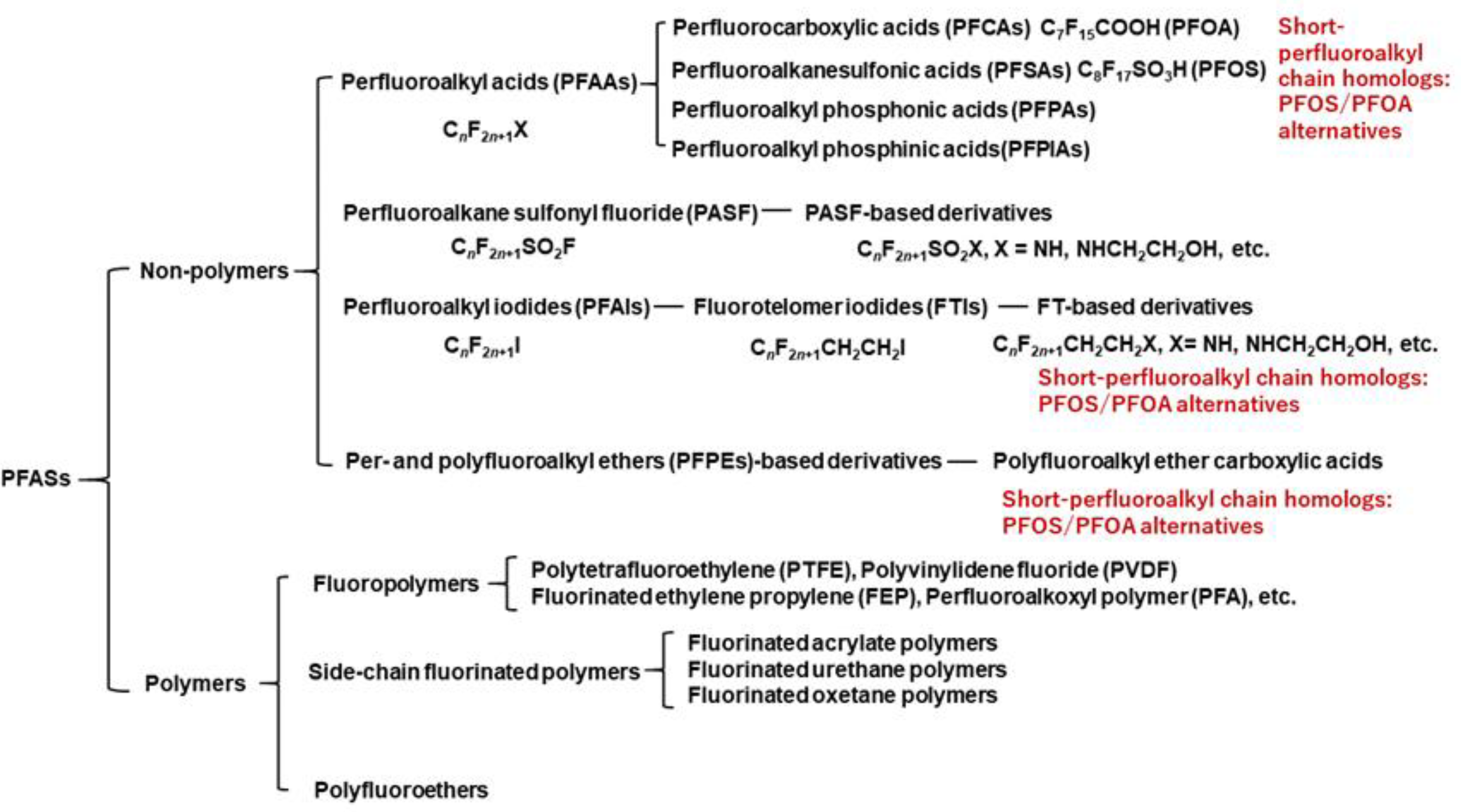
Figure 4.
synthesis of fluoropolymer nanoparticles (FPNP)-embedded hydrogel and study on PFASs adsorption. Reproduced with permission from ref.54 (copyright 2020 Amer. Chem. Soc.).
Figure 4.
synthesis of fluoropolymer nanoparticles (FPNP)-embedded hydrogel and study on PFASs adsorption. Reproduced with permission from ref.54 (copyright 2020 Amer. Chem. Soc.).
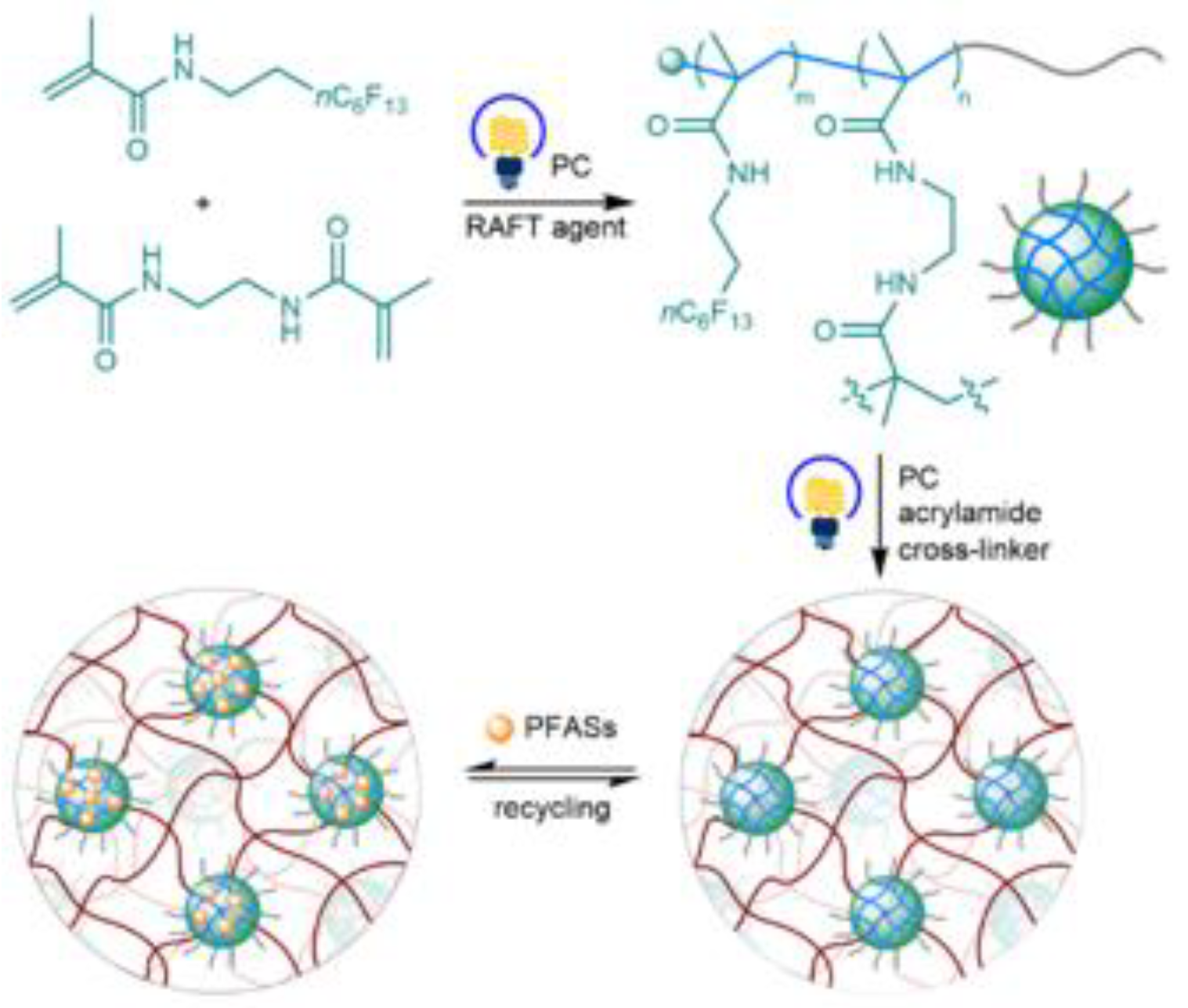
Scheme 1.
Illustration of microbial degradation of poly(fluoroacrylate)s that generate 8:2 fluorotelomer derivatives.43 (reproduced with permission from Elsevier).
Scheme 1.
Illustration of microbial degradation of poly(fluoroacrylate)s that generate 8:2 fluorotelomer derivatives.43 (reproduced with permission from Elsevier).
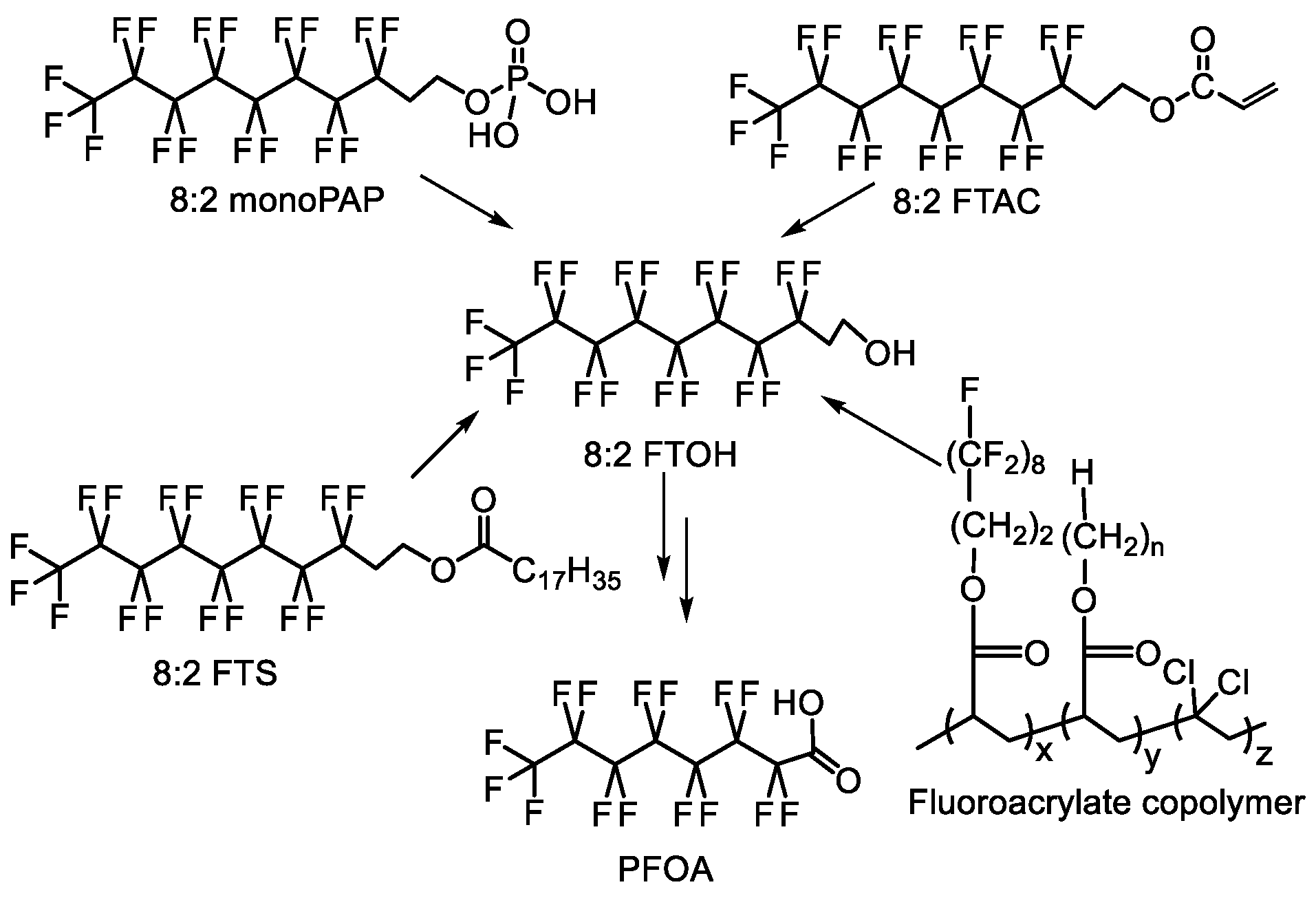
Figure 5.
Compared relative heat and oil resistances of elastomers (ASTM D2000). Reproduced with permission from Elsevier 68.
Figure 5.
Compared relative heat and oil resistances of elastomers (ASTM D2000). Reproduced with permission from Elsevier 68.
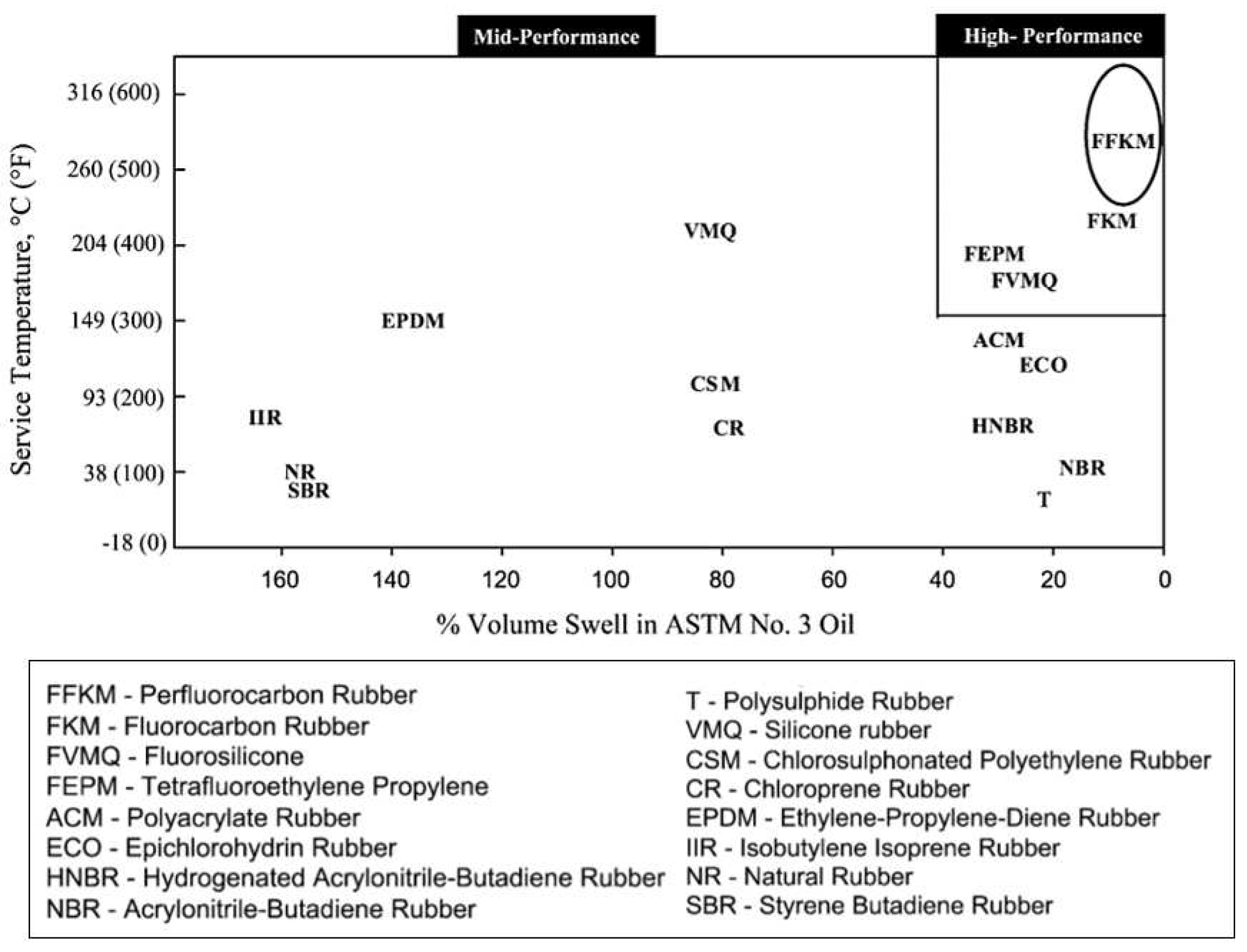
Figure 6.
Regulatory decision tree for fluoropolymers (reproduced with permission from Lexxion101).

Figure 7.
Sketch of the world’s first pilot plant for recycling perfluorinated polymers in Germany145 (with courtesy from 3M/Dyneon).
Figure 7.
Sketch of the world’s first pilot plant for recycling perfluorinated polymers in Germany145 (with courtesy from 3M/Dyneon).
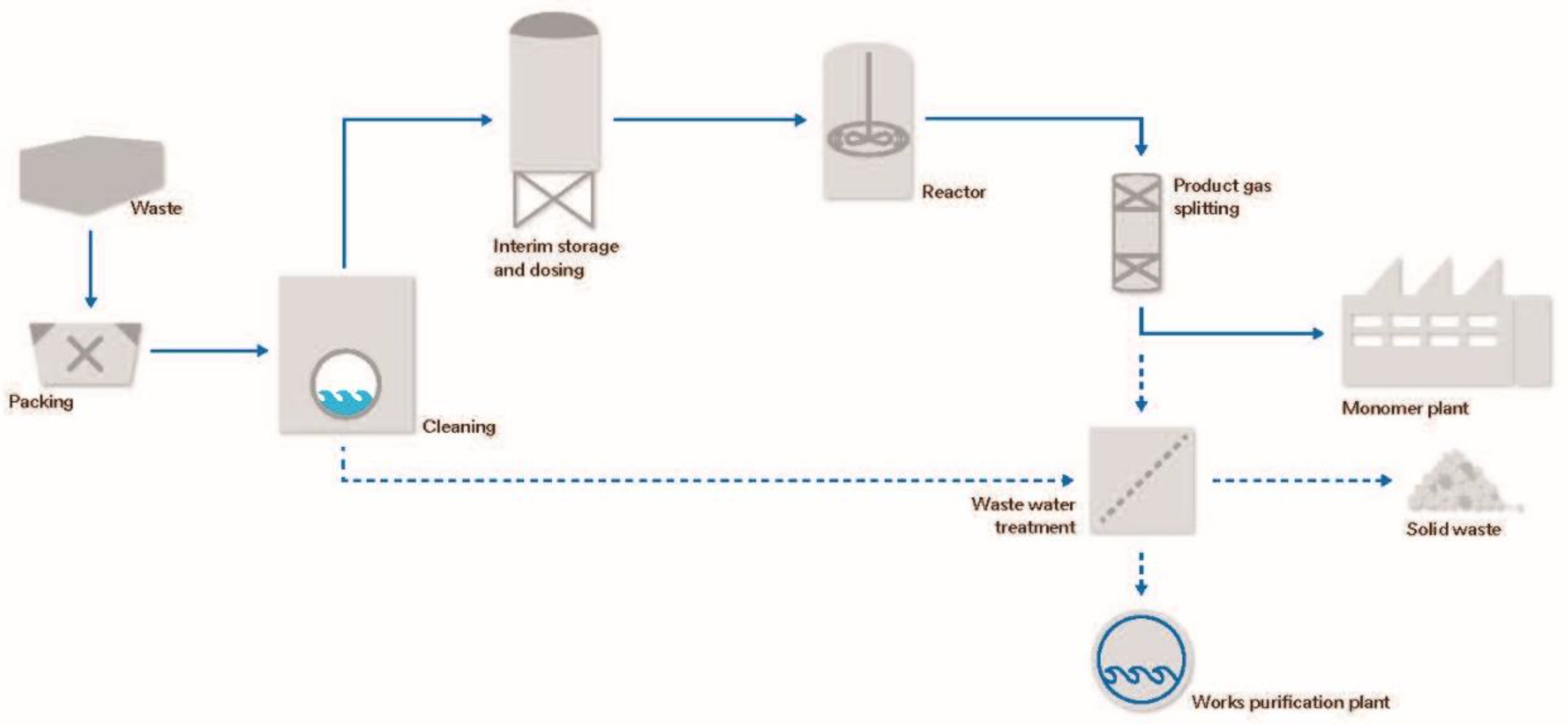
Figure 8.
various types of perfluorosulfonic acid (PFSA) for PEMFC membranes used in fuel cells and electrolyzers.
Figure 8.
various types of perfluorosulfonic acid (PFSA) for PEMFC membranes used in fuel cells and electrolyzers.

Scheme 2.
Thermal decomposition of PTFE in absence or presence of various metals or salts to lead back to TFE (and other fluorinated compounds). 142-143 The recovered TFE was homopolymerized, 157 or copolymerized with HFP158 or isobutyl vinyl ether (iBuVE)159 to produce either PTFE, poly(TFE-co-HFP) copolymer (i.e. FEP) or alternated poly(TFE-co-iBuVE) copolymer.159.
Scheme 2.
Thermal decomposition of PTFE in absence or presence of various metals or salts to lead back to TFE (and other fluorinated compounds). 142-143 The recovered TFE was homopolymerized, 157 or copolymerized with HFP158 or isobutyl vinyl ether (iBuVE)159 to produce either PTFE, poly(TFE-co-HFP) copolymer (i.e. FEP) or alternated poly(TFE-co-iBuVE) copolymer.159.
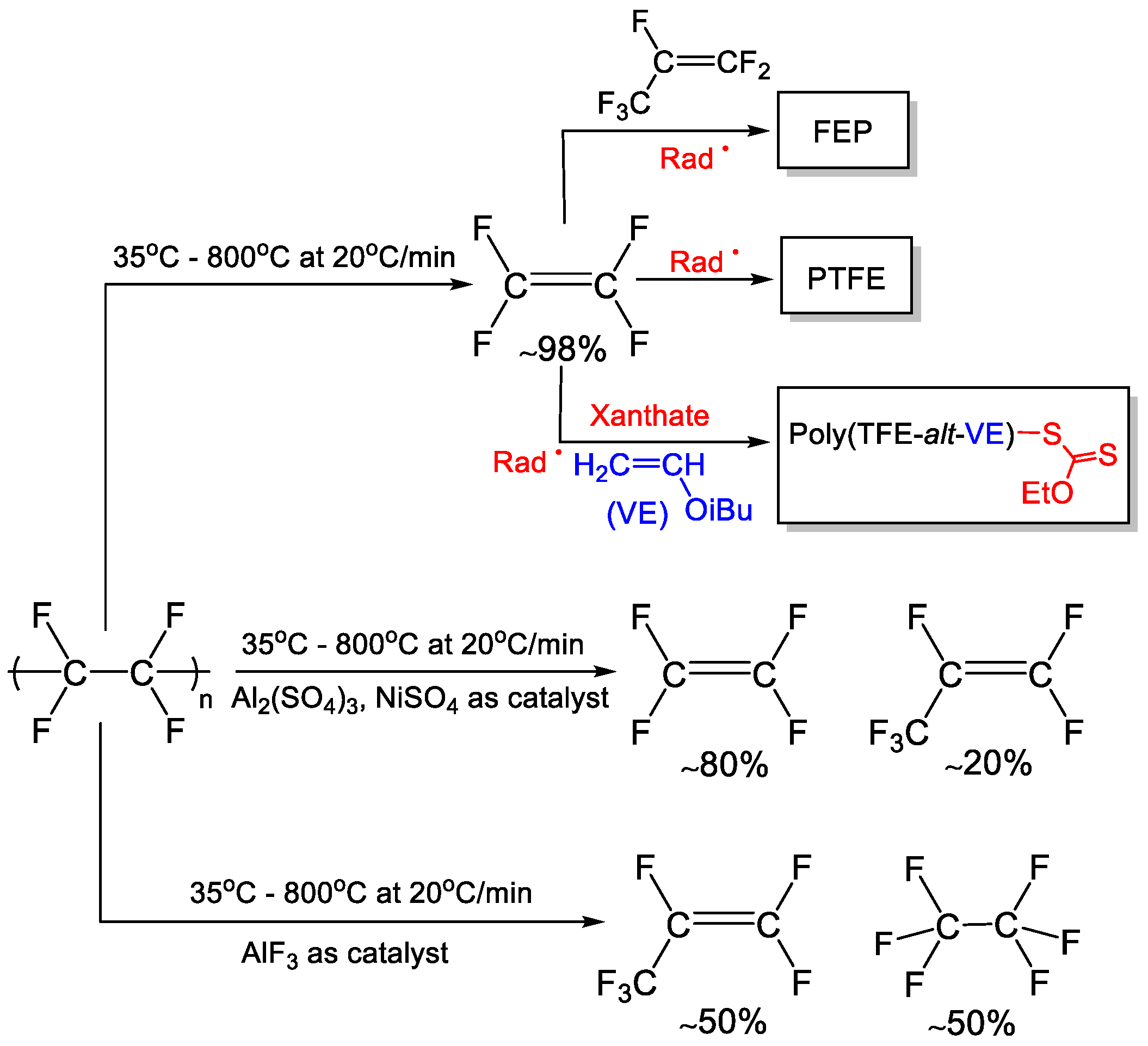
Figure 9.
reaction scheme of the thermal depolymerization of poly(2,2,2-trifluoroethylacrylate), PTFEMA, and 1H NMR spectra of PTFEMA (up), of the total product mixture after 8 hrs (middle spectrum) and of TFEMA after depolymerization (bottom). (copyright reproduced with permission from Amer. Chem. Soc)161.
Figure 9.
reaction scheme of the thermal depolymerization of poly(2,2,2-trifluoroethylacrylate), PTFEMA, and 1H NMR spectra of PTFEMA (up), of the total product mixture after 8 hrs (middle spectrum) and of TFEMA after depolymerization (bottom). (copyright reproduced with permission from Amer. Chem. Soc)161.
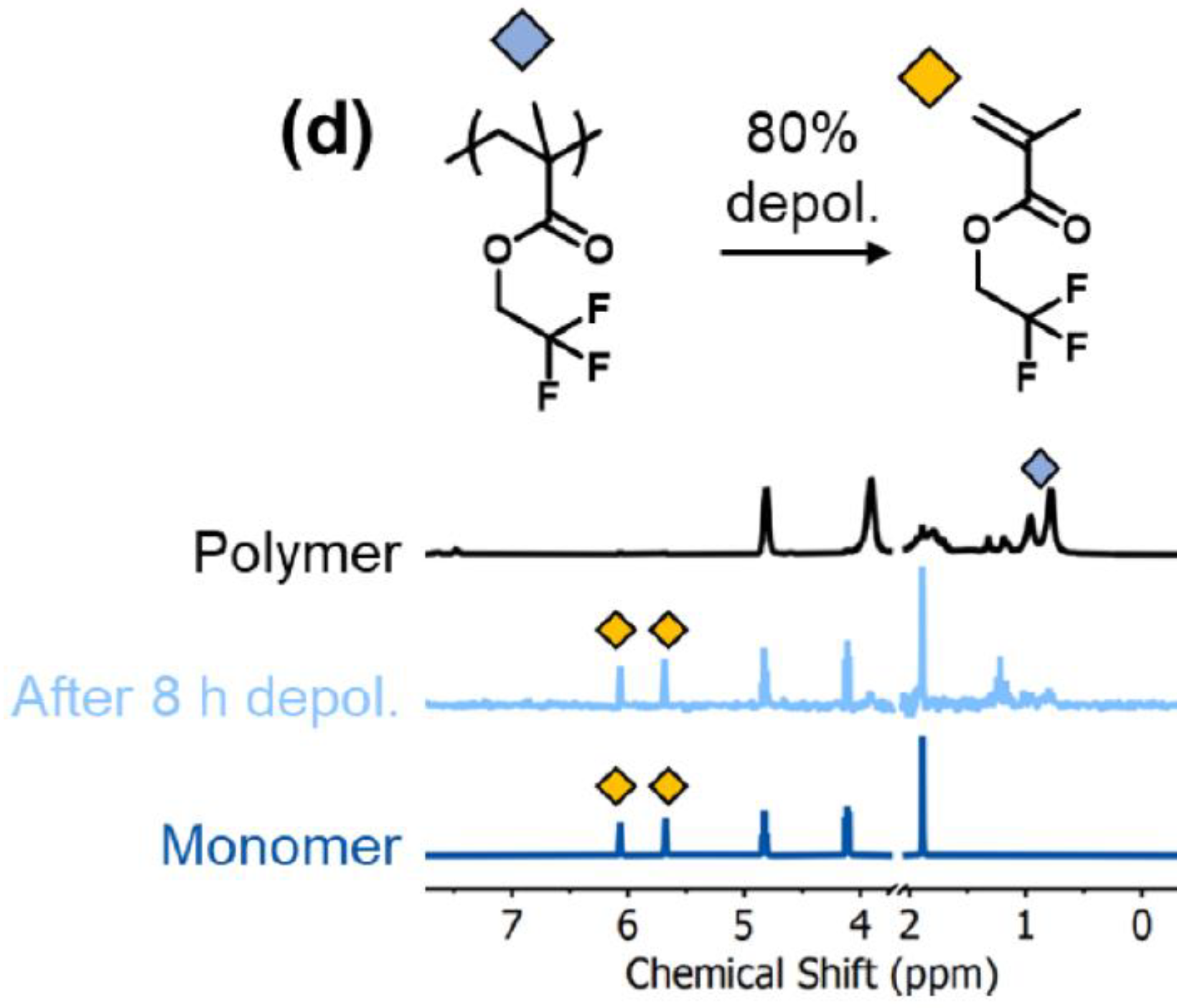
Figure 10.
Engineering drawing of the German acronym for “Brennkammer mit Dampfkessel” (BRENDA) pilot combustion facility at Karlsruhe Institute of Technology.174 (Reproduced with permission from Elsevier).
Figure 10.
Engineering drawing of the German acronym for “Brennkammer mit Dampfkessel” (BRENDA) pilot combustion facility at Karlsruhe Institute of Technology.174 (Reproduced with permission from Elsevier).
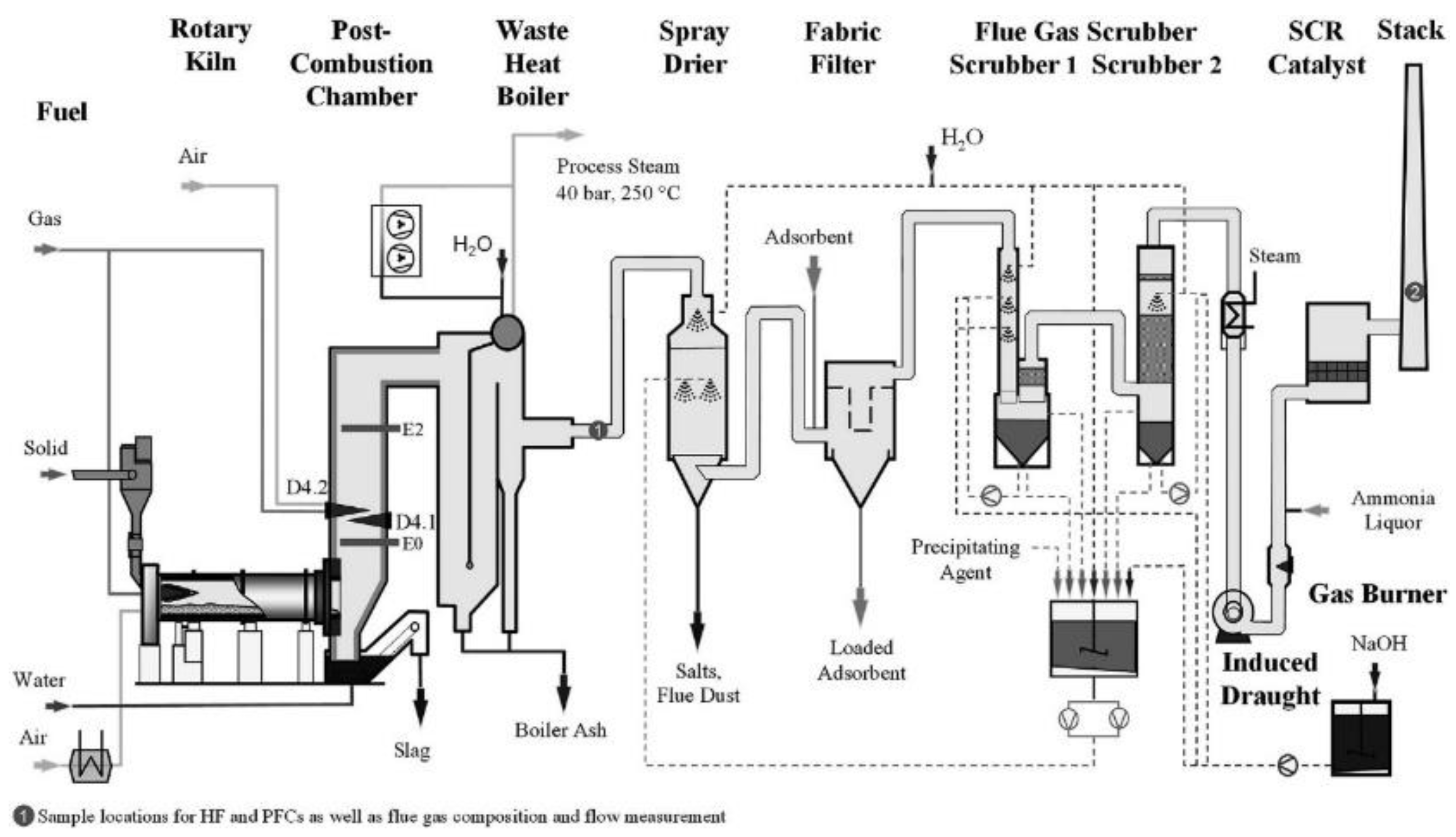
Figure 11.
Fate of collected FP waste and tonnages (percentages) involved in recycling, recovery, reuse and landfill in EU.135.
Figure 11.
Fate of collected FP waste and tonnages (percentages) involved in recycling, recovery, reuse and landfill in EU.135.
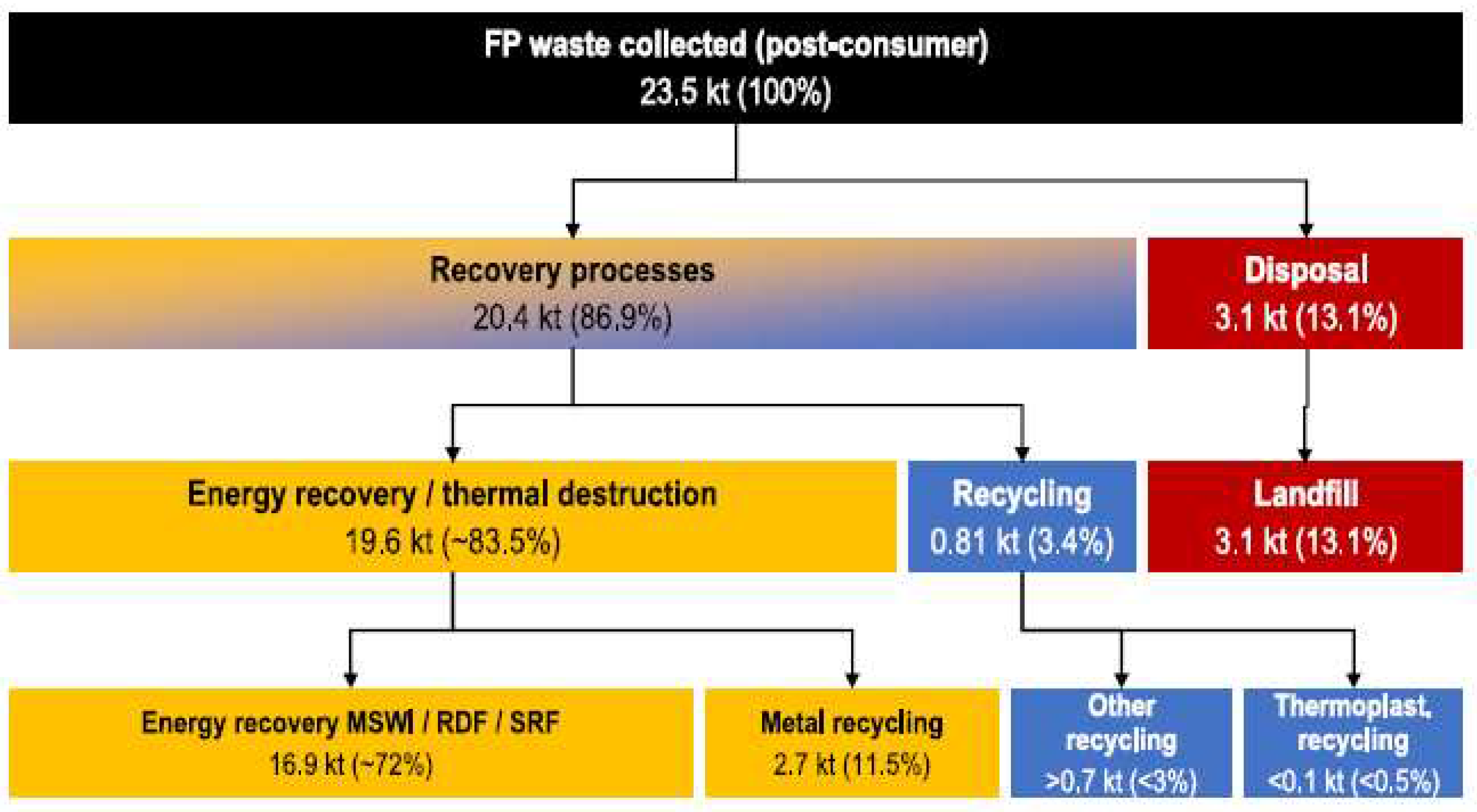
Figure 12.
Sketch of flows of materials in a circular economy165 (reproduced with permission from the European Topic Centre Waste and Materials in a Green Economy).
Figure 12.
Sketch of flows of materials in a circular economy165 (reproduced with permission from the European Topic Centre Waste and Materials in a Green Economy).
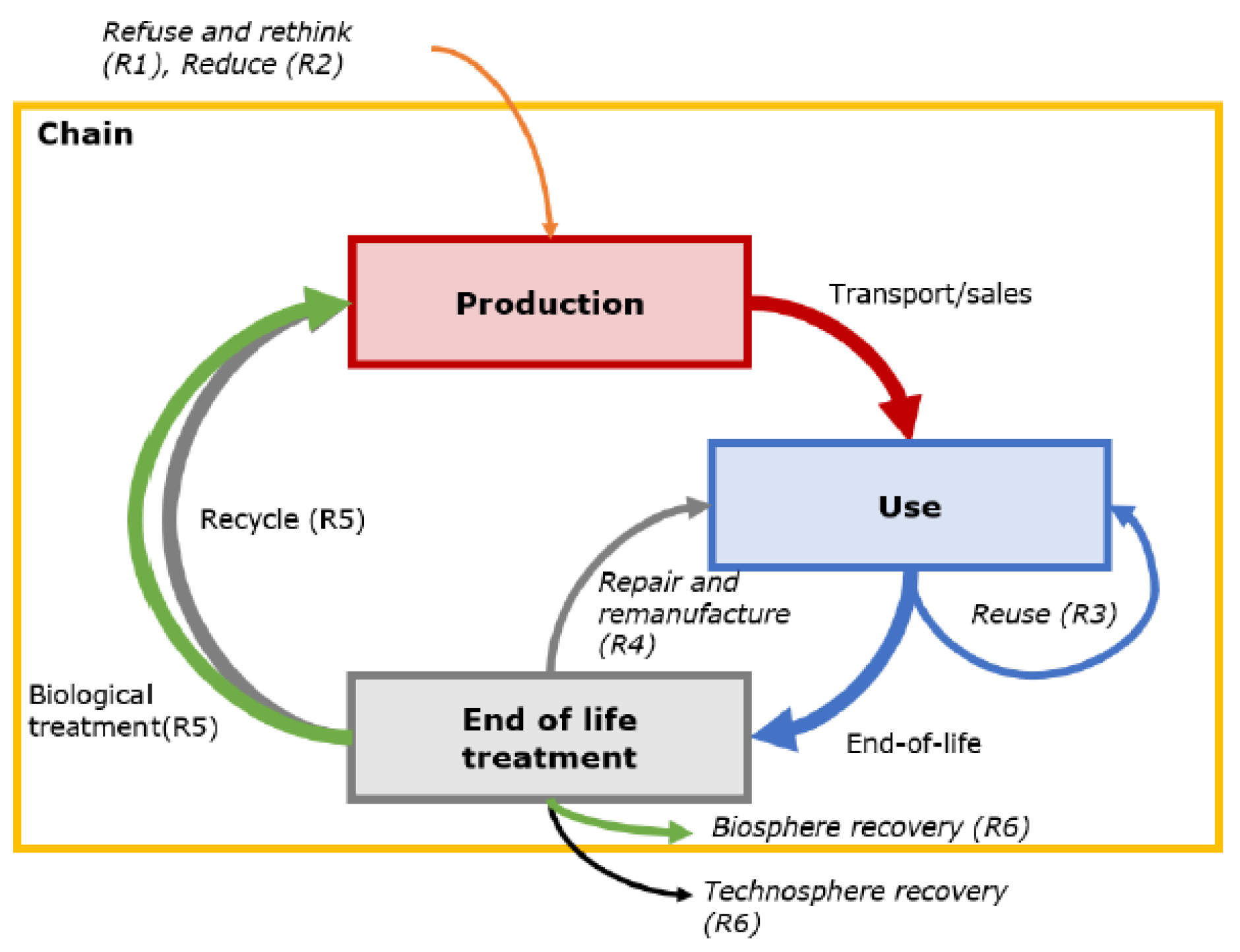
Figure 13.
Circular economy situation of FPs: lifecycle of FPs from feedstocks extraction to end of life in EU134.
Figure 13.
Circular economy situation of FPs: lifecycle of FPs from feedstocks extraction to end of life in EU134.
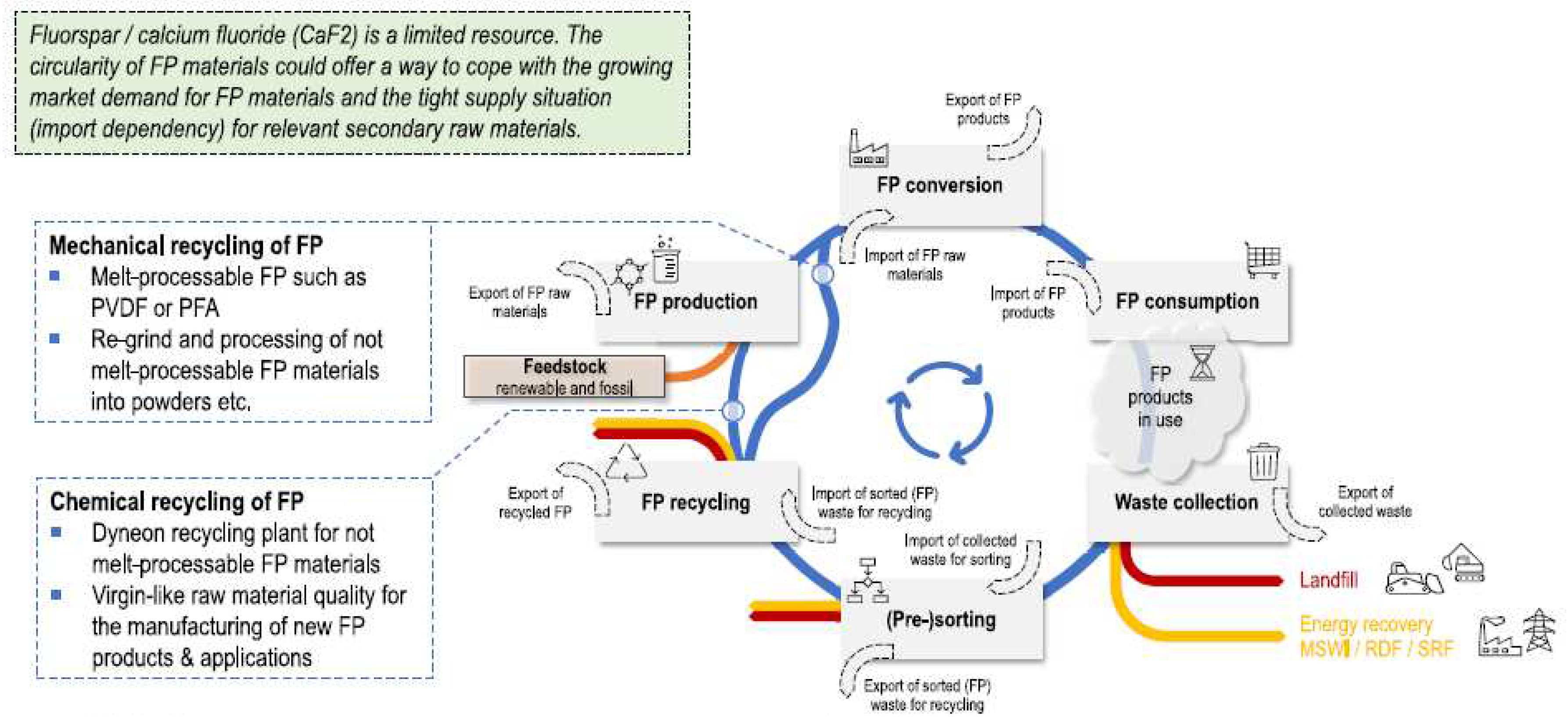
Scheme 3.
Proposed mechanism for the H2O2-induced decomposition of poly(VDF-co-HFP) copolymer.180 Reproduced with permission from Elsevier.
Scheme 3.
Proposed mechanism for the H2O2-induced decomposition of poly(VDF-co-HFP) copolymer.180 Reproduced with permission from Elsevier.
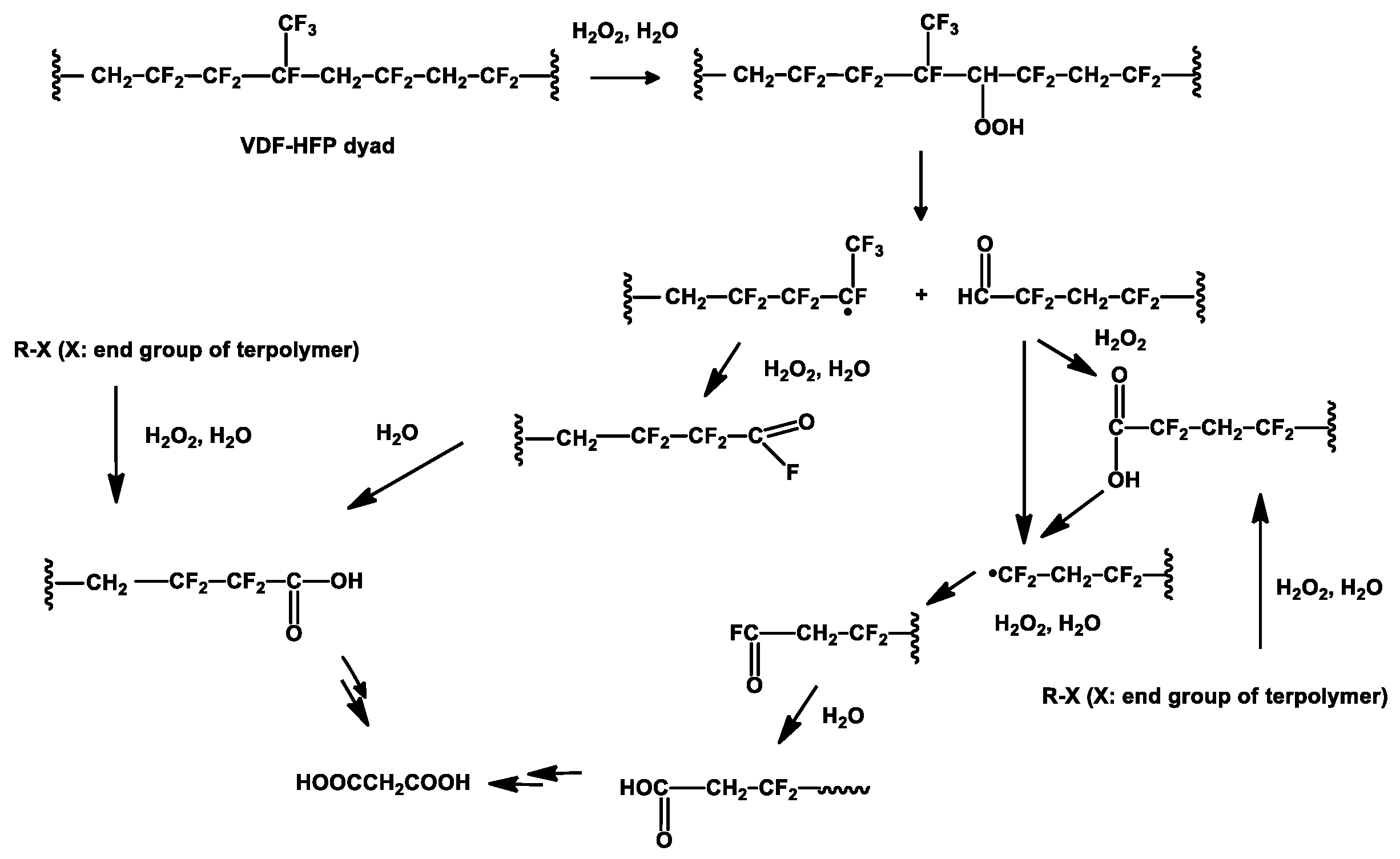
Scheme 4.
Proposed procedure for the mineralization of PTFE by molten NaOH186 (readapted from Royal Society of Chemistry).
Scheme 4.
Proposed procedure for the mineralization of PTFE by molten NaOH186 (readapted from Royal Society of Chemistry).

Figure 14.
Cycle of Fluorine Chemistry from Fluorspar (CaF2) to PTFE, along with potential routes for recycling, including the thermal depolymerization (above 500 °C), the selective defluorination187 to form fluorinating agents, and complete destruction back to inorganic metal fluoride. (Reproduced with permission from Amer. Chem. Soc.).
Figure 14.
Cycle of Fluorine Chemistry from Fluorspar (CaF2) to PTFE, along with potential routes for recycling, including the thermal depolymerization (above 500 °C), the selective defluorination187 to form fluorinating agents, and complete destruction back to inorganic metal fluoride. (Reproduced with permission from Amer. Chem. Soc.).
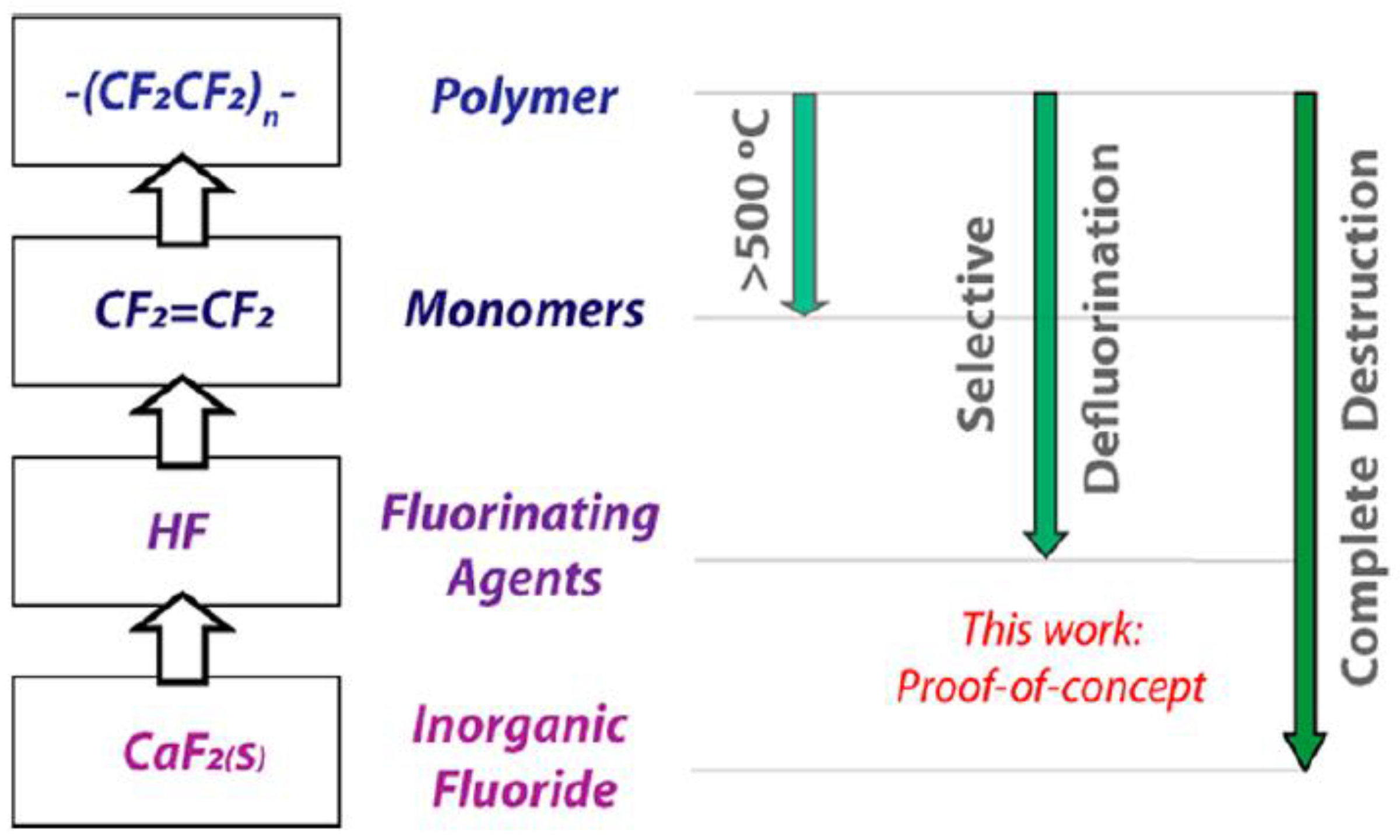
Scheme 5.
Room temperature reaction of a nucleophilic magnesium reagent (1) with PTFE to generate an organometallic fluorinated magnesium complex (2).187 (Reproduced with permission from Amer. Chem. Soc.).
Scheme 5.
Room temperature reaction of a nucleophilic magnesium reagent (1) with PTFE to generate an organometallic fluorinated magnesium complex (2).187 (Reproduced with permission from Amer. Chem. Soc.).
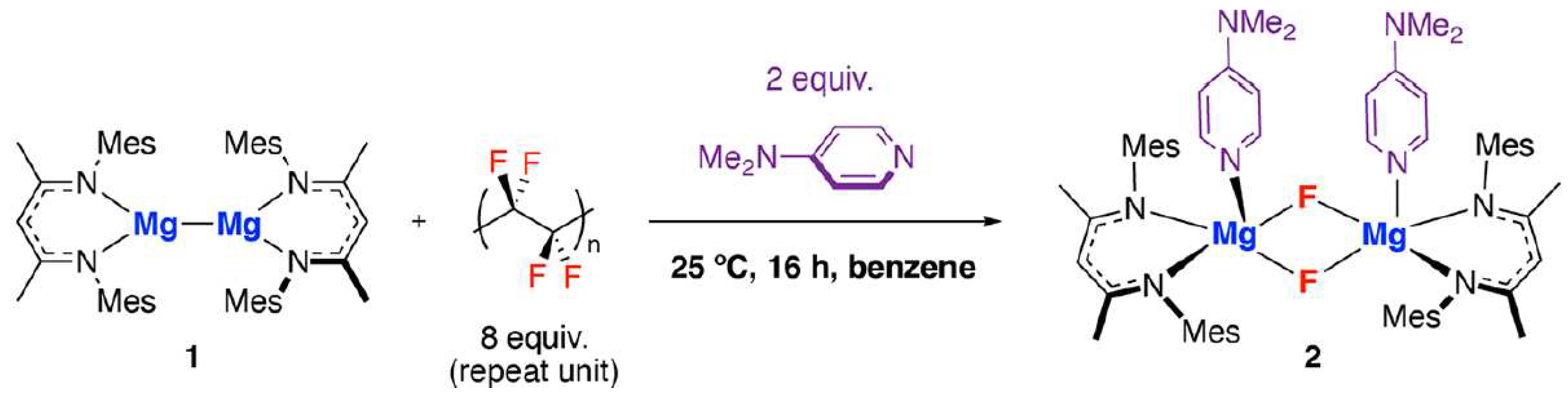

Table 1.
Industrial developments of NFPA technology in the manufacturing of fluoropolymers.
| Type of Fluoropolymer | Reference |
|---|---|
| PTFE Aqueous dispersions | 89,93 |
| PTFE Fine powders | 90,94 |
| PVDF | 88,93,95 |
| FKM | 89,92,95 |
| PFA | 94 |
FKM and PFA stand for poly(VDF-co-HFP), poly(VDF-ter-HFP-ter-TFE), and poly(TFE-co-perfluoroalkyl vinyl ether) copolymers, respectively.
Table 2.
Results of gas chromatography/mass spectrometry and liquid chromatography/mass spectrometry analyses of extractible fraction from PTFE to match the PLC criteria (readapted with permission from Wiley) 35.
Table 2.
Results of gas chromatography/mass spectrometry and liquid chromatography/mass spectrometry analyses of extractible fraction from PTFE to match the PLC criteria (readapted with permission from Wiley) 35.
| Final PTFE Results | ||
|---|---|---|
| Properties of Interest | Concentration | PLC Criteria |
| *% oligomer | Not detected | < 2% wt/wt (20,000 ppm) |
| **residual monomers | Not detected | No Limit Established by OECD, 2009 |
| low molar mass leachables & extractables | #2 ppm | No Limit Established by OECD, 2009 |
| *Polymers with potential health concern have an increased incidence of higher oligomer content that began at 5% for <1000 Da and 2% for <500 Da oligomeric content (OECD, 2009). The table lists the lower limit, 2%. | ||
| **The data set used by OECD114 to establish the PLC criteria was insufficient to establish a universal limit for all residual monomers, though residual monomer content was established as a PLC criteria.108 According to U.S. EPA’s Safer Choice criteria (SCP, 2015), TFE is a residual of concern, which is not allowed to be present in Safer Choice recognized products at 0.01% or higher. There is no specific limit on residual monomer in the PLC criteria.114 | ||
| #Isopar K, an unavoidable ambient air contaminant adsorbed to the PTFE fine powder, was detected at < 2 ppm. | ||
Table 3.
FPs and their main decomposition products at various temperatures from in the literature. In parenthesis: PFC-code165 (reproduced with permission from Norwegian Institute of Air Research).
Table 3.
FPs and their main decomposition products at various temperatures from in the literature. In parenthesis: PFC-code165 (reproduced with permission from Norwegian Institute of Air Research).
| Polymer | T (°C) | Main products | References |
| PTFE | 450 | COF2. HF | 124 |
| 400~500 | TFE, HFP, PFIB | 166 | |
| 500 | HFP, TFA | 140 | |
| 530 | CF4, C2F6, TFE, HFP, c-C4F8 (c-OFCB) | 167 | |
| 550 | CF2O, C2F6, CF3CFO, C5F4, CF3CF2CFO, (CF2)3O2 |
168 | |
| 600-700 | TFE, OFCB | 169 | |
| 750-800 | HFP | 169 | |
| 850-900 | PFIB | 169 | |
| 800 °C | CF4 | 124 | |
| >900 °C | C2F6 | 124 | |
| 850 | HFP, TFE | 170 | |
| 750-1050 | C2F6, CF4 | 170 | |
| ETFE | 350 | COF2, PFBE, TFE, CO | 124 124 124 124 |
| ECTFE | 500 | TFA, CDFA | |
| FEP | 400 | COF2, HFP, TFE, PFIB | |
| PFA | 400 | COF2 | |
| PEEPE | 500 | TFA | 140 124 |
| CPTFE/PCTFE | 500 | CPFP, CDFA | |
| PTFE/PFA + PTFE/FEP | 800 | CH4, CHF3 (HFC-23), C2F6 (PFC-116) | 171 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



