Submitted:
07 September 2023
Posted:
11 September 2023
You are already at the latest version
Abstract
Lignocellulosic biomass is a powerful approach for the production of sustainable biofuels and the further achievement of the goal of biomass conversion into a second-generation clean energy that can cope with the depletion of fossil reserves and rising energy requirements. In the conversion process, a pretreatment is essential to overcome the recalcitrance of the lignocellulosic biomass, accelerate its disintegration into cellulose, hemicellulose, and lignin and, in turn, get an optimal yield of fermentable sugars in the enzymatic hydrolysis. In addition to this, it should be industrially scalable and capable of enhancing fuel properties and feedstock processability. Here, steam explosion technology has stood out due to its results and advantages such as wide applicability, high efficiency in the short term, or lack of contamination in spite of its conventionality. This gentle and fast pretreatment incorporates high temperature autohydrolysis and structural alteration by explosive decompression. Steam explosion method has been one of the most effective especially for the hydrolysis of cellulose from agricultural wastes due to the lower quantity of acetyl groups in the composition of hemicellulose. In this aspect, sugarcane bagasse is a promising feedstock for bioethanol production due to its high cellulosic content and elevated availability. The objective of this review has been to compile the latest information on steam explosion pretreatment, stages, equipment, variables involved, by-products generated, as well as the advantages and disadvantages of the technique. At the same time, its feasibility and viability using sugarcane bagasse as feedstock has been discussed. Finally, the effectiveness of the technique with different feedstocks has been evaluated.
Keywords:
steam explosion pretreatment
; sugarcane bagasse
; lignocellulosic biomass
; bioethanol
; raw material
1. Introduction
The necessity of finding alternative pathways for power supplementation in a more sustainable way has been promoted because of the current carbon emissions that contribute to both global warming and climate change [1]. Thus, the energy from waste (EfW) concept has been introduced as an alternative pathway where the use of refuse derived flues, household waste and non-hazardous industrial by-products are considered as potential sources for energy production [1]. This productive model fits whit the sustainable model of circular economy in which the concept ‘end-of-life’ is replaced by reutilization, recycling and recovering. Hence, by-products or wastes from one industry become raw material for another. Besides, another productive model can be easily combined with bio-economy which promotes the use renewables based on biomass by-products [2]. Indeed, in the past years, the production of renewable fuels using lignocellulosic waste from agricultural activities has been considered as an alternative to traditional fuels [3]. Agricultural waste is defined as anything that is useless, and it is characterized by its biodegradability, solid and lignocellulosic composition [3]. In this way, the lignocellulosic non-edible biomass discarded by agriculture feedstock can be used as matrix to obtain biofuel, being considered second generation (2G) biofuel [1,4]. Lignocellulosic biomass is mainly composed by cellulose, hemicellulose, and lignin, which are low energy density compounds, so a pretreatment step is necessary so plant-specific enzymes can release sugars for biofuel production [4,5]. Moreover, 2G biofuels present several advantages compared to first generation biofuels, such as: the cheaper non-edible matter used since it is the waste obtained as a result of an industrial activity; the no fuel-food competition since non-edible matrices are used; and the reuse of secondary products obtained after the matrix pretreatment as animal feed, reinforcing the circular economy. In this way, sugarcane bagasse (SCB), wheat, barley, rice and corn straw, and sorghum can be used for bioethanol production [6]. In the specific case of sugarcane production, it has an associated production of residues that may reach up to 30% of the production [7] which may represent more than 100 MT of residues. This huge volume of residues has several drawbacks. From an economic point of view, they require to be properly managed, which has an associated cost for the industry. From an environmental point of view, they represent a potential source of CO2 since they are likely to be burned or if not accumulated in landfills in which case threaten the quality of environmental and public health. Therefore, the reutilization of these by-products as part of a circular economy model is key to reduce management costs of residues to sugarcane industries and their negative environmental impact. In fact, their reutilization as matrix for bioethanol production has double benefits. It would avoid the release of this biomass to the environment, and it would promote the use of bioethanol produced using SCB which is less carbon intensive compared with fossil fuel, so air pollution can be reduced [8]. Therefore, these two approaches have the potential of reducing the carbon print of sugarcane industries and fuels utilization.
As previously mentioned, pretreatment is an essential technological step for the conversion of lignocellulose into fuels and biochemicals [9]. The aim of this preliminary step is to reduce the lignin and/or hemicellulose content by modifying the cell wall structure of the biomass. This processing increases the surface area and accessibility to carbohydrates such as cellulose and thereby increasing the yield of fermentable sugars [10,11]. However, it is worthy to note that pretreatment stage has a relevant economic impact since it may represent over 40% of the overall cost of a cellulosic ethanol process [10]. Therefore, the selection of a suitable pretreatment will significantly increase the efficiency of the hydrolysis [12]. Comparative studies are relevant for the optimization of each pretreatment technology on an industrial scale [13].Some of the most commonly applied pretreatments are mixtures of bleaching (acetate buffer and sodium chlorite aqueous solution at 100 °C) and alkaline (sodium hydroxide at 120ºC) and/or acid (acetic acid and nitric acid at 105ºC) methods. For instance, these methods have been used for the isolation of cellulose from agro-industrial residues such as corn cob, corn husk, grape wood, pomegranate peel, strawberry pomace or fava pod. The highest cellulose extraction yield (26%) was obtained for corn cob. Nevertheless, the presence of lignin and hemicellulose was not confirmed [14]. Cellulose was also isolated from wheat straw using acidified sodium chlorite and alkaline hydrogen peroxide at temperatures below 80ºC. Along this work, it was observed that both pretreatments succeeded in isolating pure cellulose with yields of 81.4% and 79%, respectively [15]. Concerning the efficacy of the pretreatments for the revalorization of SCB, numerous approaches have also been reported. For instance, the optimal application of Na2CO3 and ionic liquids (IL) provided a maximum yield of 83.77% and a crystallinity index of 62.80% [16]. Nevertheless, among the most efficient techniques, steam explosion (SE) is one of the most attractive and uncomplicated pretreatment methods due to its low capital investment, high scalability, and lower hazard of the chemicals involved in the process, among other advantages [17]. Besides, SE has been tested with several raw materials. Considering the increasing interest in obtaining new alternative pathways for the fuel production generated by both climate change and circular economy perspective, different studies have highlighted the advantages presented by SE pretreatment. This physicochemical pretreatment seems to be suitable for lignocellulosic biomass bioethanol production. In this way, SCB has been also studied as a potential matrix for this biofuel production. Thus, this review aims to compile the information regarding bioethanol produced by applying SE in SCB biomass.
2. Steam explosion (SE) as lignocellulosic biomass pretreatment
SE was pioneered and patented as a biomass pretreatment process in 1926 by Mason [18]. SE pretreatment is a physicochemical modification technology that couples autohydrolysis and biomass alteration through high temperature and explosive decompression with application in food raw materials [19]. SE processes can be operated in continuous or batch mode. Batch reactors are usually used for laboratory-scale pretreatment, while continuous systems are typically used for large-scale industrial processes [18,19]. The lignocellulosic materials that can be treated with SE are extensively diverse [20]. Indeed, its competence has been successfully demonstrated in the fractionation of a broad range of lignocellulosic raw materials, such as wheat straw, hay, SCB, corn stover, birch wood and numerous other chemical platforms from a large range of lignocellulosic feedstocks [21,22]. Figure 1A shows a schematic diagram of the continuous operation process of SE using SCB as biomass where the main three parts of the equipment are represented: steam generator, steam explosion chamber, and material receiving container [23].
SE process is usually divided into two independent stages. An initial one where the vapor boiling and explosion phase takes place, hence along this stage operates thermochemical reactions. For this, SE presses steam at high pressure (1–3.5 MPa) and temperature (180–240 ºC) into cell walls and plant tissues for a few seconds (30 s) to several minutes (20 min). The second phase, in which physical tearing occurs, is a process of adiabatic expansion and conversion of thermal energy into mechanical energy [24,25]. Thus, its high-throughput relies on combination of the thermochemical action of high-temperature boiling coupled with the physical tearing action of instantaneous blasting [19,23,26]. Temperature and residence time are known as the combined pretreatment severity factor (SF). In this regard, the recalcitrance of the biomass (e.g., lignin content) to the hydrolysis process is one of the conditions that most affects this factor [21,27,28]. Hence, SF is an influential parameter that defines the relationship between hydrothermal severity (operating conditions and physicochemical changes) and lignocellulosic biomass fractionation [29] and provides an estimation of the intensity of the SE treatment. Indeed, to reach the maximal efficiency of SE pretreatment is required to optimize the factors that modulate the toughness of the pretreatment conditions. The inter-dependence of these factors (SF) is calculated through R0 (Equation 1) a parameter that may be considered as a scaling strategy for a batch operation of the SE reactor.
where, τexp refers to the experimental temperature.
Other influencing factors are biomass particle size, moisture content, the rate of diffusion of vapor and liquid through the particle, the ratio solid to liquid loaded in the SE container, the presence of chemical solvents involved in previous steps, or the addition of a chemical catalyst prior to steam pretreatment [21,27,30]. To determine the optimal combinations of these factors, it would be required to carry out an endless series of experiments which are strongly minimized through the application of statistical designs of the experiments [31].
In a deeper way, in the above two vapor explosion phases the following processes are principally involved: acid hydrolysis, thermal degradation, mechanical fracture, hydrogen bond breakdown and structural rearrangement [23]. Subsequently, these stages will be developed focusing on a specific feedstock. Figure 1B shows the structural changes of the three main components of lignocellulosic biomass during SE pretreatment. This hydrolysis leads to the decomposition of the lignocellulosic matrix by the alteration of the chemical structure of lignin. Lignin depolymerizes by cleavage of the β-O-4 bonds, and the fragments condense giving rise to a more stable polymer [32]. This depolymerization may eventually trigger a partial removal and/or redistribution of lignin [11]. The alteration of the native lignin structure and its redeposition in the pretreated biomass are complicated interactions. They are dependent on the source of the biomass and the detailed heat and mass transfer reactions occurring inside the specific SE reactor, and still require intensive investigation [33]. Therefore, the removal of biomass components such as hemicelluloses and lignin will lead to a significant increase in glucose yield after enzymatic hydrolysis [34]. Thus, the benefits hydrolysis, apart from enhancing the extractability of lignin polymer, results in the enhancement of the biodegradability of the raw material. More specifically it involves the release of mono- and oligosaccharides, the improvement of cellulose accessibility and the reduction of the crystallinity index of the holocellulosic content [35,36]. In the case of cellulose, it nearly suffers no structural changes, it is mostly retained in its original form, and only mild depolymerization occurs under soft reaction conditions.
However, apart from the solubilization of carbohydrate polymers into soluble sugars (mainly glucose, xylose and arabinose), the pretreatment also results in the formation of lignocellulosic by-products, as illustrated by Figure 1C [37]. Indeed, as the SE process occurs it is unavoidable the simultaneous release of additional soluble inhibitory sugar by-products such as furfural and 5-hydroxymethylfurfural (HMF); or lignin-derived by-products such as vanillin, syringaldehyde and other phenolic compounds [38]. These by-products generated during the SE process can be basically divided into three main categories: weak acids, furanic derivatives, and phenolic compounds [22]. Weak acids such as acetic acid, vanillic acid, benzoic acid or syringic acid are in a likelihood to be found in the pretreated hydrolysates [39]. In fact, the release of acetic acid from hemicellulose is the cause of the low pH that is often found in the slurry of the SE product [21,22]. In this sense, the previously mentioned SF is key in the regulation of by-products formation. A negative correlation between SF and acid pH has been demonstrated. In fact, an increased SF can reduce the concentration of acetic acid since several conditions prompt the hydrolysis of acetyl groups of hemicelluloses to a greater extent. The release of the acetyl groups allows their removal from the biomass before the hydrolysis stage starts and so the increment of the pH [34]. Reaching optimal pH conditions is critical to optimize the SE pretreatment since an acidified matrix exposed to high temperatures during SE might promote the degradation of monosaccharides and generate furanic compounds such as HMF [22]. HMF is a degradation by-product of the hexose (glucose or fructose) sugars contained in the hemicellulosic part of the biomass. HMF may subsequently get transformed into 5-arylaminomethyl-2-furanmethanol, 5-hydroxymethylfuroic acid, furfuryl alcohol, levulinate ester, formic and levulinic acid [39,40]. Finally, phenols which are naturally present in vegetal biomass can be released during the degradation of lignin or from the breakdown of carbohydrate monomers [22]. The concentration and variety of phenolic compounds produced vary depending on the substrate loading and the type of biomass. The most abundant representatives are hydroxycinnamic acid derivatives (p-coumaric acid, cinnamic acid, ferulic acid, chlorogenic acid, caffeic acid and rosmarinic acid), gallic acid and tannins [38,39]. Yields of degradation by-products vary widely from study to study, according to the conditions and the feedstock involved [30]. The formation of inhibitory by-products during the SE pretreatment is a disadvantage that is necessary to minimize [41].
Nowadays, SE is considered to be the only physical pretreatment method that can be applied alone or in combination with other chemical pretreatments to efficiently delignify biomass [42]. Further outstanding benefits of SE pretreatment are the extensive hydrolysis of hemicelluloses polymers and the reduction of biomass particle size [33,43]. Smaller particles have more available surface area and the lignin droplets act as a binder, which improves particle-to-particle contact and binding capacity [19]. Also, SE has a high potential for energy efficiency, low capital investment, and lower environmental impact compared to other pretreatment technologies. [44]. In some cases, a catalyst such as H2SO4 is even added to further increase the yield of the hydrolysis stage [45]. Nonetheless, certain shortcomings associated with the method have also been suggested, such as the limited depolymerization of cellulose [33]. The most repeated advantages and disadvantages in the use of this pretreatment method are compiled in Table 1.
3. Sugarcane bagasse (SCB) as a potential matrix for bioethanol production
Sugarcane (Saccharum oficinarum L.) is a tropical grass characterized for being large and perennial, that belongs to the Gramineae family and the Saccharum genus [50]. The sugarcane cultivation requirements are 6-12 months to grow and 60-100 cm3 of water [51]. Brazil, China and India are the main producers of SCB, being almost 500 MT generated every year from the sugar cane industry which provides an important contribution to their economic development [8,50,52]. SCB was the most crop straw production between 2012 and 2022 according to Food and Agricultural Organization Corporate Statistical Database (FAOSTAT) [43]. Sucrose is the main product of sugarcane, which accumulates in the internodes of the stalk [8]. However, the percentage of waste generated during sugarcane production varies between 25-30% [7] which may represent 125-150 MT of residues. The residues produced by the sugarcane industry are mainly two and they can be classified as straw, which is the harvest residue, and as bagasse, which is the fibrous fraction after the extraction of the sugarcane stem juice [50]. These two by-products are characterized by their lignocellulosic composition, being cellulose, lignin and hemicellulose the major components, having also extractants and ashes in their composition [53]. SCB is composed of 45-50% cellulose, 25-30% hemicellulose, 25% lignin, and 2.4-9% ash, approximately [8]. Nevertheless, this may vary depending on different factors such as chemical composition of the soil, climatic conditions, and variety of the crop among others [8]. Table 2 shows variations in the composition of SCB, sugarcane fiber, and sugarcane straws. The chemical characterization of vegetal biomass is highly relevant for their consideration as potential sources of carbon to produce bioethanol. Indeed, for bioethanol production, it is important to evaluate the cellulose, hemicellulose, and lignin composition of the matrix [8]. Based on the general chemical composition of SCB, it has been established as a suitable matrix for its production.
Since cellulose, hemicellulose and lignin have a high association, it is necessary to apply a pretreatment method that disrupts the plant cell wall organization so the polysaccharides can be more accessible to enzymes [6]. The suitability application of SE as pretreatment for the bioethanol production using lignocellulosic biomass, SCB has been studied as a potential matrix by different authors. As previously explained, SE pretreatment achieves hemicellulose hydrolysis, lignin transformation and cellulose crystallization by applying high temperatures (160-270ºC) and pressurized steam (20-50 bar) for a time that varies between seconds to minutes [63]. Therefore, when SE is applied, there are different parameters affecting the sugar release off the matrix. The most relevant ones include particle size, temperature, residence time and the combination of temperature and residence time, also named SF [63]. In this way, the different applications of SE using SCB have been optimized for several authors. Their achievements and conclusions are presented below. For instance, Espirito Santo et al., studied SE applied in SCB in different conditions, including the combinatorial use of SE with H2SO4, and SE with H3PO4. A better cellulose yield was achieved when SE was simply applied. The combined used with phosphoric acid led to higher lignin yield whereas the incorporation of H2SO4 led to a higher hemicellulose yield, as it is shown in Table 3. The optimized time, pressure and temperature conditions for each pretreatment were 200 ºC, 10.5 min 14.2 atm (SE); 180ºC, 4 min, 10 atm (SE+ H2SO4); and 195ºC, 7.5 min 14.2 atm (SE+ H3PO4) the operational conditions where cellulose released was the highest [64]. Moreover, results obtained in this study showed that SE pretreatments using high temperature and short residence time lead to better yields than the combination of low temperature and long residence time. This phenomenon is explained because of the accumulation of fermentation inhibitory by-products such as organic acids, furan compounds and phenolic acids, that ultimately lead to yield losses [64]. Rabelo et al., also studied the SCB pretreatment with SE. Results showed how short residence time pretreatments lead to better hemicellulose removal, in agreement with the outcomes of other previously published studies [41]. Rabelo’s work indicated that the higher removal of hemicellulose and lignin was obtained when operational conditions of SE were 210 ºC, 15 min 1% of H2O2, achieving 92.4 and 29.7%, respectively [41]. Bernier-Oviedo et al., also compared SE and acid hydrolysis (AH) applied in SCB to obtain bioethanol. Their results showed a six-times higher carbohydrate yield when SE was applied when compared to AH. Moreover, the negative impact of long residence time was confirmed since results showed that pretreatment over 30 min leads to lower total amount of carbohydrates [65]. In fact, the higher yields of carbohydrates obtained in this study were when SE was applied with 160ºC, 30 min and 6.805 atm, as it is shown in Table 3 [65]. Other works that have studied the suitability of SE pretreatments when using SCB as biomass (Table 3) have showed successful results that strongly support the application of this pretreatment for the production of bioethanol through the reutilization of SCB.
From an economic point of view, it is necessary to consider the scaling-up feasibility of bioethanol production using SCB and SE pretreatment. In this way, the industrial production of bioethanol has been assessed through a few studies. It is important to notice that the techno-economic feasibility of bioethanol production also includes the enzymatic hydrolysis of sugars, where the bioethanol is obtained, although this work has not highlighted this step. Mary Joseph et al., studied the economic feasibility of SCB bioethanol using Aspen Plus V11. Total capital investment per gallon was estimated to have a final cost of 17 United States dollars [66]. Internal rate of returns (IRR) and ethanol production cost were also studied by Junqueira et al. Results showed a cost of SCB-bioethanol between 0.59 and 0.69 R$/L when pentoses fermentation, pentoses biodigestion, or alkaline delignification was applied after SE pretreatment [67]. Moreover, this study compared SE and hydrothermal pretreatment costs, showing that ethanol production was larger when SE was applied. In fact, the best economic results (considering a high IRR value and a low production cost) were obtained with SE with pentoses fermentation [67].
Considering the data shown, SE seems to be a suitable pretreatment for bioethanol production using SCB biomass since high temperatures and pressure allows the reduction of both lignin and hemicellulose compounds, improving the sugar releasement and hence, bioethanol production. Moreover, this process has been studied from a techno-economic point of view, showing suitable results.

Table 3.
Comparison of bioethanol and other compounds recovery considering different sugarcane bagasse (SCB) pretreatments.
Table 3.
Comparison of bioethanol and other compounds recovery considering different sugarcane bagasse (SCB) pretreatments.
| Pretreatment | Operational conditions | Recovery (%) | Ref. | ||
|---|---|---|---|---|---|
| Temperature (ºC) | Time (min) | Pressure (atm) | |||
| SE+AHS | 195 | 7.5 | 18 | 73.8 bEtOH, 0.58g/L/h EtOH | [6] |
| AHS | 200 | 10 | - | 51.88-66.67 bEtOH (11.96 g/L) | [68] |
| K3PO4 6.4% | 144 | 60 | - | 53.04 bEtOH | [69] |
| SE | 160 | 30 | 6.805 | >150mg/g TC, 87.16 mg/mL EtOH | [65] |
| H2SO4 10% | 100 | 60 | - | 251.1 mg/g TC, 58.7 mg/mL EtOH | |
| SE+H2O2 | 210 | 15 | - | 86.9 C; 92.4 HM; 29.7 Lig | [41] |
| SF-CO2+H2O2 | 186.85 | 40 | 153.96 | 97.8 Glu | [70] |
| NaOH 0.7% | 70 | 360 | - | 53.3-68.8 Glu; 67.8-74.7 xylose → 10.69 g/L | [71] |
| NH4-OH-H2O2+IL | 100 | 360 | - | 87.4 Glu; 55.5 glucan; 19.8 xylan0.42 g EtOH/g G, 14.1 g/L EtOH | [61] |
| Imidazole | 160 | 60 | - | 55.7 solid | |
| HOAc | 107 | 30-90 | - | 80 bEtOH | [72] |
| Na2CO3 | 195 | 15 | - | 69.1 C; 4.1 HM; 9.5 lignin → 16.1 g EtOH/100 g biomass | [62] |
| SE | 200 | 10.5 | 14.2 | 52 C; 3.9 HM; 33.1 Lig | [64] |
| SE+H2SO4 | 180 | 4 | 10 | 50.5 C; 6.9 HM; 30.8 Lig | |
| SE+H3PO4 | 195 | 7.5 | 14.2 | 50.2 C; 2.7 HM; 35.2 Lig | |
Abbreviations: SE: steam explosion; AHS: autohydrolysis; SW: subcritical water; EtOH: ethanol; bEtOH: bioethanol; TC: total carbohydrates; IL: ionic liquid; HOAc: acetic acid; Glu: glucose; C: cellulose; HM: hemicellulos; Lig: lignin.
4. Steam explosion (SE) bioethanol production applications in diverse matrices
The highly efficient applicability of SE as pretreatment process for lignocellulosic biomass may trigger their utilization to a wide variety of matrixes. Indeed, this thermo-mechanical technique has been already applied to different biomass types. Therefore, a brief analysis is presented below to provide a further overview of the potential expansion of this pretreatment technique to other agro-industrial residues. Thus, this section compiles published results from different studies using coffee husk, olive tree pruning, reed, hornbeam wood, sorghum, and corn. These studies have been synthesized in Table 4.
Da Fonseca et al., separated the solid and liquid fractions of coffee husks after SE pretreatment for saccharification and biogas generation. Results evidenced that the pretreatment was an essential step to minimize the biomass recalcitrance and to promote the contact between lignocellulosic substrate and enzyme. In this way, the mass transfer from the solid to the liquid phase was enhanced and the hydrolysis stage was boosted. Besides, the increased biodegradability of the hydrolysate after pretreatment favored the kinetics of the process compared to whole biomass digestion, promoting lower carbon intensity and yielding a potential economic gain [73]. Another work developed by Baeta et al. investigated the performance of SE using coffee husks biomass. In this study, lower temperatures and longer times were selected as operational conditions. Indeed, the optimized parameters were 120°C for 60 min, which corresponded to a SF of 2.37. These conditions provided the highest methane yield of 144.96 NmL/g of volatile solids but lead to a lower removal percentage of cellulose, hemicellulose and lignin [74] when compared against Da Fonseca’s results. The lower results obtained by Baeta et al., are in agreement with previously published reports that suggest the negative impact of longer process at lower temperatures on the sugar conversion when SE is applied [74]. In a different study, methane and biogas production yields were evaluated applying SE to reed (Phragmites australis). This vegetal and aquatic species is so highly productive which can be even considered as invasive. Reed was treated with SE at SF ranging between 2.47 a 4.83. Results revealed that SE at 200°C for 15 min had an excellent impact on the degradation and biodegradability of reed biomass and increased the specific methane yield by 89% in comparison to the non-treated sample. This improved experimental yield implies a final production of 677 L of biogas per kg of volatile solids [46]. In another work wheat straw was assessed as a potential carbon source for its further use in biotechnological processes such as biofuel production, among others. The proposed strategy to optimize the SE pretreatment parameters included the evaluation of the results obtained in the range of 5 to 20 min and 180-200 °C. Additionally, the raw material was impregnated with water directly in the reaction chamber of the SE device. Under the severe experimental conditions of 200 °C for 10 min the highest total saccharide yield (~50 g/L) was achieved. Nevertheless, the best yield for glucose, 41.2 g/L, required to increase this optimal SE time for another 5 min while the maximal yield for xylose, 18.9 g/L, was reached at a lower temperature, 190 °C, but still for 10 min. These conditions also increased the production of the inhibitors, especially acetic and formic acids, although at concentrations 10 times lower than the saccharides, <3 g/L. Therefore, SE was considered a great approach to treat straw wheat to recover monosaccharides [31]. Barbaneraa et al., conducted a pilot-scale investigation of SE batch reactor pretreatment of olive pruning to maximize the total glucose yield. The optimization was performed using the application of mathematical and statistical analysis based on response surface methodology (RSM). The highest glucose yield (86%) and thereby the highest total sugars yield was achieved at the severity of 4.41 (210 °C, 15 min and 20 bar). Under these experimental parameters 19.76 g of glucose/100 g of dry raw material were obtained and 28.25 g of total sugars/100 g of dry raw material. These outcomes indicate that 1 kg of raw material would allow the production of 144.1 g of ethanol [75]. Comparison of results among works developed with SCB and other matrixes is complex due to the variability of units used to express data. However, we found that, regarding the recovery of glucose, the application of SE to olive pruning biomass (19.76 g of glucose/100 g of dry raw material) and to SCB (16.1 g of glucose/100 g of dry raw material) have provided quite similar outcomes [62]. Another work used the same data analysis technique, RSM, to optimize the production of fermentable sugars extracted from hornbeam wood (Ostrya carpinifolia). An overall yield of 67.8% of sugar content was reached under a SF of 3.97. This would correspond to a theoretical ethanol yield of 251 L/ton of dry hornbeam feedstock [76]. SE pretreatment was also applied to assess the degradation of sorghum polysaccharides, which is meant to favor the process by reducing the cellulose, hemicellulose, and lignin content, thereby favoring the utilization of enzymes or microorganisms in fermentation. SE enhanced the ethanol fermentation rate and, a maximum ethanol yield of 20.5 g/100g was reached under the SE pressure of 1.5 MPa, which was 2.41 times greater than the control. Some of the SCB works that have expressed their efficiency in the same units as sorghum’s study indicated that the maximum concentration of ethanol produced was 0.42 and 0.511 g ethanol/g glucose [61,65]. Hence, outcomes seem to point that SCB has much higher potential to produce ethanol.
In this way and considering the data available, SE seems to have potential application as pretreatment of lignocellulosic biomass other than SCB for bioethanol production. Even though the scarce comparison of data seems to point to SCB as a more efficient matrix, the above discussed results demonstrate the versatility of this thermos-mechanical pretreatment for a wide broad kind of matrixes in which positive results regarding both fermentable sugars and cellulose, hemicellulose, and lignin content reduction were observed.
5. Conclusions
A new era of biofuels production has been promoted in recent years due to the current necessity to reduce carbon emissions generated by conventional fuels. In this way, alternative pathways have been developed, among them bioethanol production using lignocellulosic biomass is one of the most convenient considered approaches. However, a pretreatment step of the biomass is needed to achieve an efficient bioethanol production. Thus, SE has been widely studied as a potential thermos-mechanic technique to be incorporated along the biofuel production process. SE is a pretreatment method that uses high temperatures and pressure conditions to achieve sugar releasement in a low time and cost-effective manner. SE is also characterized because of its several advantages such as wide applicability, high efficiency and friendly environmentally features despite its conventionality. Although different matrices can be used for bioethanol production, SCB has awakened special interest since sugar commercialization generates high amounts of biomass considered as by-products, of which elimination is currently an issue. Several studies have shown positive results obtained in terms of both sugar conversion and the content reduction of cellulose, hemicellulose, and lignin when SE was applied in SCB. Thus, bioethanol production using this methodology seems to be a suitable new pathway to be considered. Moreover, the scaling-up feasibility of this process has been also considered from a techno-economic point of view, with positive results. In order to give further approach of SE pretreatment, other matrices were also considered, showing similar results as those obtained with SCB, which reaffirm the potential application of this methodology. Therefore, considering the current data available, bioethanol production using SE as a pretreatment of SCB may be as a potential production process of 2G biofuels.
Author Contributions
Conceptualization: P.B., A.P.-V. and M.A.P.; methodology, P.B. and A.P.-V.; formal analysis, P.B. and A.P.-V.; investigation, P.B. and A.P.-V.; resources, M.F.-C. and M.A.P.; writing—original draft preparation, P.B. and A.P.-V.; writing—review and editing, M.F.-C. and M.A.P.; visualization, P.B. and A.P.-V.; supervision, M.F.-C. and M.A.P.; project administration, M.F.-C. and M.A.P.; funding acquisition, M.F.-C. and M.A.P.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The research leading to these results was supported by MICINN supporting the Ramón y Cajal grant for M.A. Prieto (RYC-2017-22891) and by Xunta de Galicia for supporting the program EXCELENCIA-ED431F 2020/12, and the post-doctoral grant of M. Fraga-Corral (ED481B-2019/096).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Soares de Carvalho Freitas, E.; Xavier, L.H.; Oliveira, L.B.; Guarieiro, L.L.N. System Dynamics Applied to Second Generation Biofuel in Brazil: A Circular Economy Approach. Sustain. Energy Technol. Assessments 2022, 52, 102288. [Google Scholar] [CrossRef]
- D’Amato, D.; Korhonen, J.; Toppinen, A. Circular, Green, and Bio Economy: How Do Companies in Land-Use Intensive Sectors Align with Sustainability Concepts? Ecol. Econ. 2019, 158, 116–133. [Google Scholar] [CrossRef]
- Khaire, K.C.; Moholkar, V.S.; Goyal, A. Bioconversion of Sugarcane Tops to Bioethanol and Other Value Added Products: An Overview. Mater. Sci. Energy Technol. 2021, 4, 54–68. [Google Scholar] [CrossRef]
- Kesharwani, R.; Sun, Z.; Dagli, C.; Xiong, H. Moving Second Generation Biofuel Manufacturing Forward: Investigating Economic Viability and Environmental Sustainability Considering Two Strategies for Supply Chain Restructuring. Appl. Energy 2019, 242, 1467–1496. [Google Scholar] [CrossRef]
- Kirshner, J.; Brown, E.; Dunlop, L.; Franco Cairo, J.P.; Redeker, K.; Veneu, F.; Brooks, S.; Kirshner, S.; Walton, P.H. “A Future beyond Sugar”: Examining Second-Generation Biofuel Pathways in Alagoas, Northeast Brazil. Environ. Dev. 2022, 44, 100739. [Google Scholar] [CrossRef]
- Neves, P. V.; Pitarelo, A.P.; Ramos, L.P. Production of Cellulosic Ethanol from Sugarcane Bagasse by Steam Explosion: Effect of Extractives Content, Acid Catalysis and Different Fermentation Technologies. Bioresour. Technol. 2016, 208, 184–194. [Google Scholar] [CrossRef]
- Vaish, S.; Kaur, G.; Sharma, N.K.; Gakkhar, N. Estimation for Potential of Agricultural Biomass Sources as Projections of Bio-Briquettes in Indian Context. Sustain. 2022, 14. [Google Scholar] [CrossRef]
- Niju, S.; Swathika, M. Delignification of Sugarcane Bagasse Using Pretreatment Strategies for Bioethanol Production. Biocatal. Agric. Biotechnol. 2019, 20, 101263. [Google Scholar] [CrossRef]
- Espírito Santo, M.C. do; Cardoso, E.B.; Guimaraes, F.E.G.; deAzevedo, E.R.; Cunha, G.P. da; Novotny, E.H.; Pellegrini, V. de O.A.; Chandel, A.K.; Silveira, M.H.L.; Polikarpov, I. Multifaceted Characterization of Sugarcane Bagasse under Different Steam Explosion Severity Conditions Leading to Distinct Enzymatic Hydrolysis Yields. Ind. Crops Prod. 2019, 139, 111542. [Google Scholar] [CrossRef]
- Silva, T.A.L.; Zamora, H.D.Z.; Varão, L.H.R.; Prado, N.S.; Baffi, M.A.; Pasquini, D. Effect of Steam Explosion Pretreatment Catalysed by Organic Acid and Alkali on Chemical and Structural Properties and Enzymatic Hydrolysis of Sugarcane Bagasse. Waste and Biomass Valorization 2018, 9, 2191–2201. [Google Scholar] [CrossRef]
- Auxenfans, T.; Crônier, D.; Chabbert, B.; Paës, G. Understanding the Structural and Chemical Changes of Plant Biomass Following Steam Explosion Pretreatment. Biotechnol. Biofuels 2017, 10, 1–16. [Google Scholar] [CrossRef]
- Algayyim, S.J.M.; Yusaf, T.; Hamza, N.H.; Wandel, A.P.; Fattah, I.M.R.; Laimon, M.; Rahman, S.M.A. Sugarcane Biomass as a Source of Biofuel for Internal Combustion Engines (Ethanol and Acetone-Butanol-Ethanol): A Review of Economic Challenges. Energies 2022, 15. [Google Scholar] [CrossRef]
- Kaur, P.; Bohidar, H.B.; Pfeffer, F.M.; Williams, R.; Agrawal, R. A Comparative Assessment of Biomass Pretreatment Methods for the Sustainable Industrial Upscaling of Rice Straw into Cellulose. Cellulose 2023, 30, 4247–4261. [Google Scholar] [CrossRef]
- Vallejo, M.; Cordeiro, R.; Dias, P.A.N.; Moura, C.; Henriques, M.; Seabra, I.J.; Malça, C.M.; Morouço, P. Recovery and Evaluation of Cellulose from Agroindustrial Residues of Corn, Grape, Pomegranate, Strawberry-Tree Fruit and Fava. Bioresour. Bioprocess. 2021, 8. [Google Scholar] [CrossRef]
- Qasim, U.; Ali, Z.; Nazir, M.S.; Ul Hassan, S.; Rafiq, S.; Jamil, F.; Al-Muhtaseb, A.H.; Ali, M.; Khan Niazi, M.B.; Ahmad, N.M.; et al. Isolation of Cellulose from Wheat Straw Using Alkaline Hydrogen Peroxide and Acidified Sodium Chlorite Treatments: Comparison of Yield and Properties. Adv. Polym. Technol. 2020, 2020. [Google Scholar] [CrossRef]
- Sankhla, S.; Sardar, H.H.; Neogi, S. Greener Extraction of Highly Crystalline and Thermally Stable Cellulose Micro-Fibers from Sugarcane Bagasse for Cellulose Nano-Fibrils Preparation. Carbohydr. Polym. 2021, 251, 117030. [Google Scholar] [CrossRef]
- Akizuki, S.; Suzuki, H.; Fujiwara, M.; Toda, T. Impacts of Steam Explosion Pretreatment on Semi-Continuous Anaerobic Digestion of Lignin-Rich Submerged Macrophyte. J. Clean. Prod. 2023, 385, 135377. [Google Scholar] [CrossRef]
- Bandyopadhyay-Ghosh, S.; Ghosh, S.B.; Sain, M. The Use of Biobased Nanofibres in Composites. In Biofiber Reinforcements in Composite Materials; Faruk, O.M.S., Ed.; Elsevier Ltd 571: Pilani, India, 2015; p. 647; ISBN 9781782421276. [Google Scholar]
- Yu, Y.; Wu, J.; Ren, X.; Lau, A.; Rezaei, H.; Takada, M.; Bi, X.; Sokhansanj, S. Steam Explosion of Lignocellulosic Biomass for Multiple Advanced Bioenergy Processes: A Review. Renew. Sustain. Energy Rev. 2022, 154, 111871. [Google Scholar] [CrossRef]
- Galbe, M.; Wallberg, O. Pretreatment for Biorefineries: A Review of Common Methods for Efficient Utilisation of Lignocellulosic Materials. Biotechnol. Biofuels 2019, 12, 1–26. [Google Scholar] [CrossRef]
- Michalak, L.; Knutsen, S.H.; Aarum, I.; Westereng, B. Effects of PH on Steam Explosion Extraction of Acetylated Galactoglucomannan from Norway Spruce. Biotechnol. Biofuels 2018, 11, 1–12. [Google Scholar] [CrossRef]
- Zhao, Z.M.; Yu, W.; Huang, C.; Xue, H.; Li, J.; Zhang, D.; Li, G. Steam Explosion Pretreatment Enhancing Enzymatic Digestibility of Overground Tubers of Tiger Nut (Cyperus Esculentus L.). Front. Nutr. 2023, 9. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Ni, L.; Guo, Z.; Zeng, H.; Wu, M.; Zhang, M.; Zheng, B. Principle and Application of Steam Explosion Technology in Modification of Food Fiber. Foods 2022, 11, 1–19. [Google Scholar] [CrossRef]
- Ziegler-Devin, I.; Chrusciel, L.; Brosse, N. Steam Explosion Pretreatment of Lignocellulosic Biomass: A Mini-Review of Theorical and Experimental Approaches. Front. Chem. 2021, 9, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Zhang, B.; Yu, F.; Xu, G.; Song, A. A Real Explosion: The Requirement of Steam Explosion Pretreatment. Bioresour. Technol. 2012, 121, 335–341. [Google Scholar] [CrossRef] [PubMed]
- Capolupo, L.; Faraco, V. Green Methods of Lignocellulose Pretreatment for Biorefinery Development. Appl. Microbiol. Biotechnol. 2016, 100, 9451–9467. [Google Scholar] [CrossRef] [PubMed]
- Bhukya, B.; Keshav, P.K. An Evaluation of Steam Explosion Pretreatment to Enhance the Digestibility of Lignocellulosic Biomass. In Lignocellulose Bioconversion Through White Biotechnology; Chandel, A.K., Ed.; John Wiley & Sons Ltd: Telangana, India, 2022; pp. 83–98; ISBN 9781119735984. [Google Scholar]
- Akizuki, S.; Suzuki, H.; Fujiwara, M.; Toda, T. Impacts of Steam Explosion Pretreatment on Semi-Continuous Anaerobic Digestion of Lignin-Rich Submerged Macrophyte. J. Clean. Prod. 2023, 385, 135377. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Galbe, M.; Garrote, G.; Ramirez-Gutierrez, D.M.; Ximenes, E.; Sun, S.N.; Lachos-Perez, D.; Rodríguez-Jasso, R.M.; Sun, R.C.; Yang, B.; et al. Severity Factor Kinetic Model as a Strategic Parameter of Hydrothermal Processing (Steam Explosion and Liquid Hot Water) for Biomass Fractionation under Biorefinery Concept. Bioresour. Technol. 2021, 342. [Google Scholar] [CrossRef]
- Steinbach, D.; Kruse, A.; Sauer, J. Pretreatment Technologies of Lignocellulosic Biomass in Water in View of Furfural and 5-Hydroxymethylfurfural Production- A Review. Biomass Convers. Biorefinery 2017, 7, 247–274. [Google Scholar] [CrossRef]
- Sulzenbacher, D.; Atzmüller, D.; Hawe, F.; Richter, M.; Cristobal-Sarramian, A.; Zwirzitz, A. Optimization of Steam Explosion Parameters for Improved Biotechnological Use of Wheat Straw. Biomass Convers. Biorefinery 2023, 13, 1035–1046. [Google Scholar] [CrossRef]
- Shrotri, A.; Kobayashi, H.; Fukuoka, A. Catalytic Conversion of Structural Carbohydrates and Lignin to Chemicals; 1st ed.; Elsevier Inc., 2017; Vol. 60.
- Leskinen, T.; Kelley, S.S.; Argyropoulos, D.S. E-Beam Irradiation & Steam Explosion as Biomass Pretreatment, and the Complex Role of Lignin in Substrate Recalcitrance. Biomass and Bioenergy 2017, 103, 21–28. [Google Scholar] [CrossRef]
- Steinbach, D.; Kruse, A.; Sauer, J.; Storz, J. Is Steam Explosion a Promising Pretreatment for Acid Hydrolysis of Lignocellulosic Biomass? Processes 2020, 8, 1–12. [Google Scholar] [CrossRef]
- He, Q.; Ziegler-Devin, I.; Chrusciel, L.; Obame, S.N.; Hong, L.; Lu, X.; Brosse, N. Lignin-First Integrated Steam Explosion Process for Green Wood Adhesive Application. ACS Sustain. Chem. Eng. 2020, 8, 5380–5392. [Google Scholar] [CrossRef]
- Onyenwoke, C.; Tabil, L.G.; Dumonceaux, T.; Cree, D.; Mupondwa, E.; Adapa, P.; Karunakaran, C. Investigation of Steam Explosion Pretreatment of Sawdust and Oat Straw to Improve Their Quality as Biofuel Pellets. Energies 2022, 15, 1–19. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Barakat, A.; Quéméneur, M.; Trably, E.; Steyer, J.P.; Carrère, H. Do Furanic and Phenolic Compounds of Lignocellulosic and Algae Biomass Hydrolyzate Inhibit Anaerobic Mixed Cultures? A Comprehensive Review. Biotechnol. Adv. 2014, 32, 934–951. [Google Scholar] [CrossRef]
- Basak, B.; Jeon, B.H.; Kim, T.H.; Lee, J.C.; Chatterjee, P.K.; Lim, H. Dark Fermentative Hydrogen Production from Pretreated Lignocellulosic Biomass: Effects of Inhibitory Byproducts and Recent Trends in Mitigation Strategies. Renew. Sustain. Energy Rev. 2020, 133, 110338. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Jagtap, S.S.; Bedekar, A.A.; Bhatia, R.K.; Rajendran, K.; Pugazhendhi, A.; Rao, C. V.; Atabani, A.E.; Kumar, G.; Yang, Y.H. Renewable Biohydrogen Production from Lignocellulosic Biomass Using Fermentation and Integration of Systems with Other Energy Generation Technologies. Sci. Total Environ. 2021, 765, 144429. [Google Scholar] [CrossRef]
- Li, X.; Xu, R.; Yang, J.; Nie, S.; Liu, D.; Liu, Y.; Si, C. Production of 5-Hydroxymethylfurfural and Levulinic Acid from Lignocellulosic Biomass and Catalytic Upgradation. Ind. Crops Prod. 2019, 130, 184–197. [Google Scholar] [CrossRef]
- Rabelo, S.C.; Vaz Rossell, C.E.; de Moraes Rocha, G.J.; Zacchi, G. Enhancement of the Enzymatic Digestibility of Sugarcane Bagasse by Steam Pretreatment Impregnated with Hydrogen Peroxide. Biotechnol. Prog. 2012, 28, 1207–1217. [Google Scholar] [CrossRef]
- Baksi, S.; Saha, D.; Saha, S.; Sarkar, U.; Basu, D.; Kuniyal, J.C. Pre-Treatment of Lignocellulosic Biomass: Review of Various Physico-Chemical and Biological Methods Influencing the Extent of Biomass Depolymerization. Int. J. Environ. Sci. Technol. 2023. [Google Scholar] [CrossRef]
- Gao, Z.; Alshehri, K.; Li, Y.; Qian, H.; Sapsford, D.; Cleall, P.; Harbottle, M. Advances in Biological Techniques for Sustainable Lignocellulosic Waste Utilization in Biogas Production. Renew. Sustain. Energy Rev. 2022, 170, 112995. [Google Scholar] [CrossRef]
- Zhao, G.; Kuang, G.; Wang, Y.; Yao, Y.; Zhang, J.; Pan, Z.H. Effect of Steam Explosion on Physicochemical Properties and Fermentation Characteristics of Sorghum (Sorghum Bicolor (L.) Moench). Lwt 2020, 129, 109579. [Google Scholar] [CrossRef]
- Seidel, C.M.; Brethauer, S.; Gyenge, L.; Rudolf Von Rohr, P.; Studer, M.H. Two-Stage Steam Explosion Pretreatment of Softwood with 2-Naphthol as Carbocation Scavenger. Biotechnol. Biofuels 2019, 12, 1–12. [Google Scholar] [CrossRef]
- Lizasoain, J.; Rincón, M.; Theuretzbacher, F.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; Zweckmair, T.; Gronauer, A.; Bauer, A. Biogas Production from Reed Biomass: Effect of Pretreatment Using Different Steam Explosion Conditions. Biomass and Bioenergy 2016, 95, 84–91. [Google Scholar] [CrossRef]
- Ahmad, E.; Pant, K.K. Lignin Conversion: A Key to the Concept of Lignocellulosic Biomass-Based Integrated Biorefinery. In Waste Biorefinery: Potential and Perspectives; Elsevier B.V., 2018; pp. 409–444 ISBN 9780444639929.
- Kim, D. Physico-Chemical Conversion of Lignocellulose: Inhibitor Effects and Detoxification Strategies: A Mini Review. Molecules 2018, 23. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Yuan, Q.; Cheng, G. Deconstruction of Corncob by Steam Explosion Pretreatment: Correlations between Sugar Conversion and Recalcitrant Structures. Carbohydr. Polym. 2017, 156, 351–356. [Google Scholar] [CrossRef]
- Antunes, F.; Mota, I.F.; da Silva Burgal, J.; Pintado, M.; Costa, P.S. A Review on the Valorization of Lignin from Sugarcane By-Products: From Extraction to Application. In Biomass and Bioenergy; Pergamon, 2022; Vol. 166, p. 106603.
- Moore, P.H. Sci-Hub | Sugarcane and Sugarbeet. Encyclopedia of Applied Plant Sciences, 273–280 | ; Elselvier, 2017. [CrossRef]
- Bhardwaj, N.K.; Kaur, D.; Chaudhry, S.; Sharma, M.; Arya, S. Approaches for Converting Sugarcane Trash, a Promising Agro Residue, into Pulp and Paper Using Soda Pulping and Elemental Chlorine-Free Bleaching. In Journal of Cleaner Production; Elsevier, 2019; Vol. 217, pp. 225–233.
- del Río, J.C.; Lino, A.G.; Colodette, J.L.; Lima, C.F.; Gutiérrez, A.; Martínez, Á.T.; Lu, F.; Ralph, J.; Rencoret, J. Differences in the Chemical Structure of the Lignins from Sugarcane Bagasse and Straw. In Biomass and Bioenergy; Elsevier Ltd, 2015; Vol. 81, pp. 322–338.
- Farias, J.P.; Okeke, B.C.; Ávila, F.D. De; Demarco, C.F.; Silva, M.S.; Camargo, F.A. de O.; Menezes Bento, F.; Pieniz, S.; Andreazza, R. Biotechnology Process for Microbial Lipid Synthesis from Enzymatic Hydrolysate of Pre-Treated Sugarcane Bagasse for Potential Bio-Oil Production. Renew. Energy 2023, 205, 174–184. [Google Scholar] [CrossRef]
- Qiu, Z.; Han, X.; Fu, A.; Jiang, Y.; Zhang, W.; Jin, C.; Li, D.; Xia, J.; He, J.; Deng, Y.; et al. Enhanced Cellulosic D-Lactic Acid Production from Sugarcane Bagasse by Pre-Fermentation of Water-Soluble Carbohydrates before Acid Pretreatment. Bioresour. Technol. 2023, 368, 128324. [Google Scholar] [CrossRef]
- Pereira Marques, F.; Lima Soares, A.K.; Lomonaco, D.; Alexandre e Silva, L.M.; Tédde Santaella, S.; de Freitas Rosa, M.; Carrhá Leitão, R. Steam Explosion Pretreatment Improves Acetic Acid Organosolv Delignification of Oil Palm Mesocarp Fibers and Sugarcane Bagasse. Int. J. Biol. Macromol. 2021, 175, 304–312. [Google Scholar] [CrossRef]
- Hongrattanavichit, I.; Aht-Ong, D. Nanofibrillation and Characterization of Sugarcane Bagasse Agro-Waste Using Water-Based Steam Explosion and High-Pressure Homogenization. J. Clean. Prod. 2020, 277, 123471. [Google Scholar] [CrossRef]
- Da Silva, A.S.A.; Inoue, H.; Endo, T.; Yano, S.; Bon, E.P.S. Milling Pretreatment of Sugarcane Bagasse and Straw for Enzymatic Hydrolysis and Ethanol Fermentation. Bioresour. Technol. 2010, 101, 7402–7409. [Google Scholar] [CrossRef] [PubMed]
- Costa, S.M.; Mazzola, P.G.; Silva, J.C.A.R.; Pahl, R.; Pessoa, A.; Costa, S.A. Use of Sugar Cane Straw as a Source of Cellulose for Textile Fiber Production. Ind. Crops Prod. 2013, 42, 189–194. [Google Scholar] [CrossRef]
- Gómez, E.O.; Souza, R.T.G. de; Rocha, G.J. de M.; Almeida, E. de; Cortez, L.A.B. SUGARCANE TRASH AS FEEDSTOCK FOR SECOND GENERATION PROCESSES. In Sugarcane bioethanol — R&D for Productivity and Sustainability; Editora Edgard Blücher, 2014; pp. 637–660.
- Zhu, Z.; Zhu, M.; Wu, Z. Pretreatment of Sugarcane Bagasse with NH4OH–H2O2 and Ionic Liquid for Efficient Hydrolysis and Bioethanol Production. Bioresour. Technol. 2012, 119, 199–207. [Google Scholar] [CrossRef] [PubMed]
- Martín, C.; Klinke, H.B.; Thomsen, A.B. Wet Oxidation as a Pretreatment Method for Enhancing the Enzymatic Convertibility of Sugarcane Bagasse. Enzyme Microb. Technol. 2007, 40, 426–432. [Google Scholar] [CrossRef]
- Haghighi Mood, S.; Hossein Golfeshan, A.; Tabatabaei, M.; Salehi Jouzani, G.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic Biomass to Bioethanol, a Comprehensive Review with a Focus on Pretreatment. Renew. Sustain. Energy Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Espirito Santo, M.C.; Fockink, D.H.; Pellegrini, V.O.A.; Guimaraes, F.E.G.; DeAzevedo, E.R.; Ramos, L.P.; Polikarpov, I. Physical Techniques Shed Light on the Differences in Sugarcane Bagasse Structure Subjected to Steam Explosion Pretreatments at Equivalent Combined Severity Factors. Ind. Crops Prod. 2020, 158, 113003. [Google Scholar] [CrossRef]
- Bernier-Oviedo, D.J.; Rincón-Moreno, J.A.; Solanilla-Duqué, J.F.; Muñoz-Hernández, J.A.; Váquiro-Herrera, H.A. Comparison of Two Pretreatments Methods to Produce Second-Generation Bioethanol Resulting from Sugarcane Bagasse. Ind. Crops Prod. 2018, 122, 414–421. [Google Scholar] [CrossRef]
- Joseph, A.M.; Tulasi, Y.; Shrivastava, D.; Kiran, B. Techno-Economic Feasibility and Exergy Analysis of Bioethanol Production from Waste. Energy Convers. Manag. X 2023, 18, 100358. [Google Scholar] [CrossRef]
- Junqueira, T.L.; Dias, M.O.S.; Cavalett, O.; Jesus, C.D.F.; Cunha, M.P.; Rossell, C.E.V.; Maciel Filho, R.; Bonomi, A. Economic and Environmental Assessment of Integrated 1 St and 2 Nd Generation Sugarcane Bioethanol Production Evaluating Different 2 Nd Generation Process Alternatives. Comput. Aided Chem. Eng. 2012, 30, 177–181. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, X.; Lei, F.; Jiang, J. Co-Production Bioethanol and Xylooligosaccharides from Sugarcane Bagasse via Autohydrolysis Pretreatment. Renew. Energy 2020, 162, 2297–2305. [Google Scholar] [CrossRef]
- Fu, Y.; Gao, H.; Yu, H.; Yang, Q.; Peng, H.; Liu, P.; Li, Y.; Hu, Z.; Zhang, R.; Li, J.; et al. Specific Lignin and Cellulose Depolymerization of Sugarcane Bagasse for Maximum Bioethanol Production under Optimal Chemical Fertilizer Pretreatment with Hemicellulose Retention and Liquid Recycling. Renew. Energy 2022, 200, 1371–1381. [Google Scholar] [CrossRef]
- Phan, D.T.; Tan, C.S. Innovative Pretreatment of Sugarcane Bagasse Using Supercritical CO2 Followed by Alkaline Hydrogen Peroxide. Bioresour. Technol. 2014, 167, 192–197. [Google Scholar] [CrossRef]
- Jin, Y.; Shi, Z.; Xu, G.; Yang, H.; Yang, J. A Stepwise Pretreatment of Sugarcane Bagasse by Alkaline and Hydroxymethyl Reagent for Bioethanol Production. Ind. Crops Prod. 2020, 145, 112136. [Google Scholar] [CrossRef]
- Zhao, X.; Wen, J.; Chen, H.; Liu, D. The Fate of Lignin during Atmospheric Acetic Acid Pretreatment of Sugarcane Bagasse and the Impacts on Cellulose Enzymatic Hydrolyzability for Bioethanol Production. Renew. Energy 2018, 128, 200–209. [Google Scholar] [CrossRef]
- da Fonseca, Y.A.; Silva, N.C.S.; Fernandes, A.R.A.C.; Faria, M. V.; Adarme, O.F.H.; Passos, F.; Baêta, B.E.L. Steam Explosion Pretreatment of Coffee Husks: A Strategy towards Decarbonization in a Biorefinery Approach. J. Chem. Technol. Biotechnol. 2022, 97, 1567–1574. [Google Scholar] [CrossRef]
- Baêta, B.E.L.; Cordeiro, P.H. de M.; Passos, F.; Gurgel, L.V.A.; de Aquino, S.F.; Fdz-Polanco, F. Steam Explosion Pretreatment Improved the Biomethanization of Coffee Husks. Bioresour. Technol. 2017, 245, 66–72. [Google Scholar] [CrossRef]
- Barbanera, M.; Buratti, C.; Cotana, F.; Foschini, D.; Lascaro, E. Effect of Steam Explosion Pretreatment on Sugar Production by Enzymatic Hydrolysis of Olive Tree Pruning. Energy Procedia 2015, 81, 146–154. [Google Scholar] [CrossRef]
- Barbanera, M.; Lascaro, E.; Foschini, D.; Cotana, F.; Buratti, C. Optimization of Bioethanol Production from Steam Exploded Hornbeam Wood (Ostrya Carpinifolia) by Enzymatic Hydrolysis. Renew. Energy 2018, 124, 136–143. [Google Scholar] [CrossRef]
- Varga, E.; Réczey, K.; Zacchi, G. Optimization of Steam Pretreatment of Corn Stover to Enhance Enzymatic Digestibility. In Proceedings of the Applied Biochemistry and Biotechnology - Part A Enzyme Engineering and Biotechnology; Vol. 114, pp. 509–523.
Figure 1.
An insight of steam explosion (SE) pretreatment for bioethanol production using sugarcane bagasse (SCB) as biomass. A. Diagram of industrial SE pretreatment of SCB for bioethanol production. B. Structural changes of SCB during SE pretreatment. C. By-pr.
Figure 1.
An insight of steam explosion (SE) pretreatment for bioethanol production using sugarcane bagasse (SCB) as biomass. A. Diagram of industrial SE pretreatment of SCB for bioethanol production. B. Structural changes of SCB during SE pretreatment. C. By-pr.
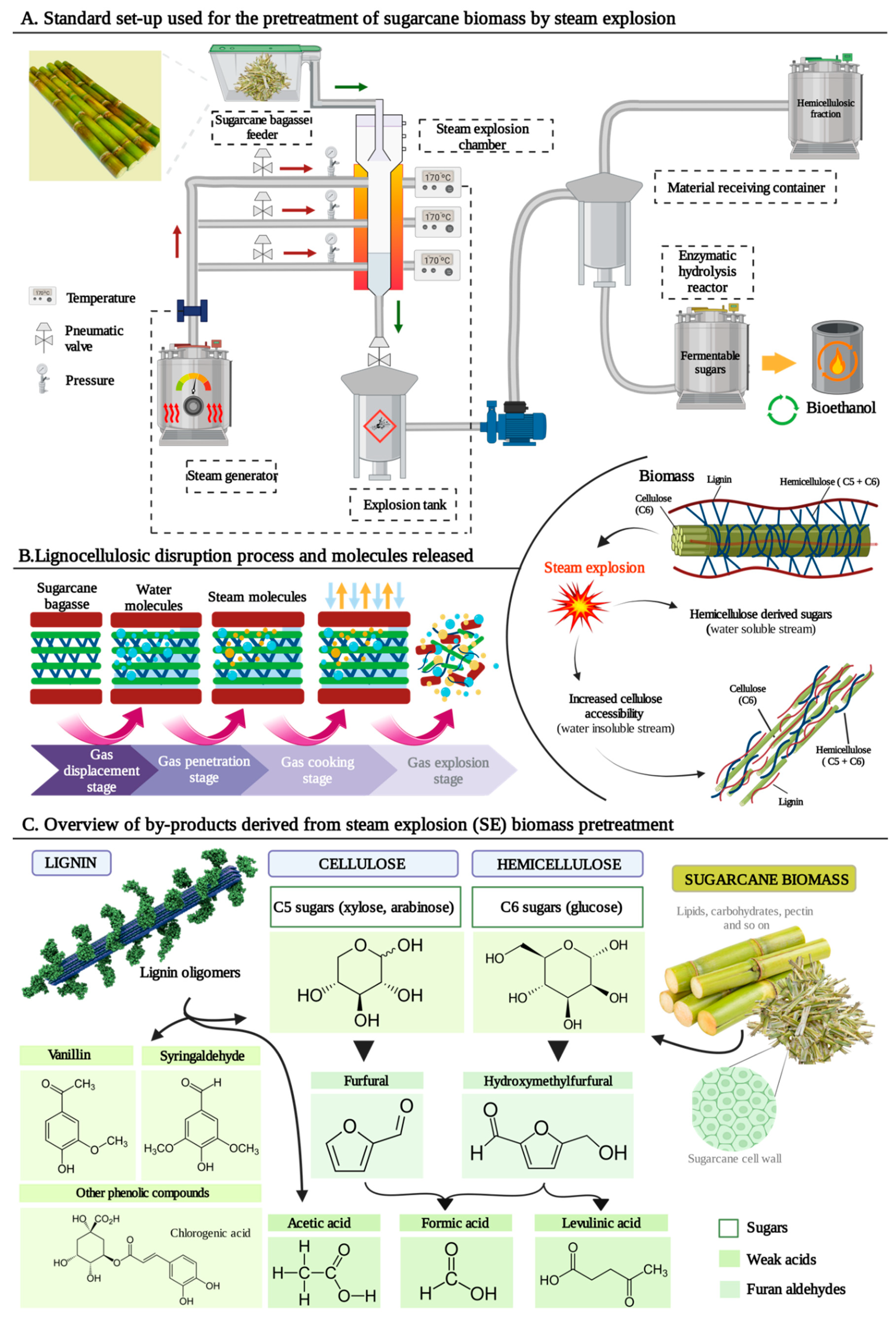
Table 1.
Advantages and disadvantages of steam explosion (SE) pretreatment.
| Advantages | Ref. |
|---|---|
| Alternative method for the reutilization of agro-industrial by products to create value-added products | [23] |
| Solubilization of hemicellulose into monomers and oligomers enhances microbial enzymatic hydrolysis | [46] |
| Strong ability to compromise carbohydrate recovery and cellulose hydrolysis performances | [19] |
| Further processing of phenolic monomers presents in lignin | [47] |
| Elevated solid loadings are operable by large-scale autocatalyzed steam pretreatment | [42] |
| Absence of organic solvents and corrosive chemicals | [32] |
| Friendly-environmentally technique: 1.5 kg of water to treat 1 kg of biomass | [30] |
| Low-energy treatment: <70% energy requirements to reach same particle size than mechanical processes | [23,48] |
| Physical pretreatments generate no toxic by-products, they are sulfur-free processes | [3,47] |
| Low environmental impact, fast pretreatment, and high potential for energy efficiency | [9,10,44] |
| Relatively economic because of no external catalyst requirement | [34,40] |
| Broad applicability: high short-term efficacy, industrial scale-up and affordable technique | [23] |
| Numerous scientific reports strongly support outcomes and continuously disclose new application fields | [29] |
| Alternative method for the reutilization of agro-industrial by products to create value-added products | [23] |
| Disadvantages | |
| Difficult control of strength and consistency of treatment that may degrade other effective components | [23] |
| Hemicellulose fraction may be partially degraded due to severe pretreatment conditions | [45] |
| Potential capacity of destroying cellulose connection | [23] |
| Over-degradation of hemicellulose and cellulose may create inhibitory by-products limiting the effectiveness | [38] |
| Poor pulp yields necessitate further research into the application of pretreatment technique | [47] |
| Some studies have found no correlation between crystallinity and sugar conversion after SE pretreatment | [49] |
| High energy requirements may need the use of silencing devices and a waste heat recovery device | [3,23] |
| High temperature and pressure can trigger the Maillard reaction and denaturation of nutrients | [23] |
| Commercial application still under development and has not been proved yet | [47] |
Table 2.
Composition of the main sugarcane chemical compounds expressed in percentage of dried weigh.
Table 2.
Composition of the main sugarcane chemical compounds expressed in percentage of dried weigh.
| Matrix | Pretreatment before the measurement |
Cellulose | Hemicellulose | Lignin | Xylan | Sucrose | Ash | Ref. |
|---|---|---|---|---|---|---|---|---|
| SCB | Not specified | 57.68 | 12.41 | 7.89 | - | - | 2.20 | [54] |
| SCB | Dried in an oven at 65ºC | 29.19 | - | - | 16.51 | 25.75 | - | [55] |
| SCB | Air-dried at 50 ºC | 36.4 | 20.1 | 29.9 | - | - | 5.4 | [56] |
| SCF | Dehydration in hot air oven at 60ºC | 39.70 | 36.39 | 7.37 | - | - | 5.63 | [57] |
| SCB | Dried at 105ºC | 38.8 | 26 | 32.4 | - | - | 2.8 | [58] |
| SCS | Air-dried until a 10% final humidity | 33.5 | 27.1 | 25.8 | - | - | 2.5 | [59] |
| SCS | Not specified | 44.5 | 30.4 | 12.3 | - | - | 7.5 | [60] |
| SCB | No treated | 40.1 | 23.8 | 23.6 | - | - | 3.5 | [9] |
| SCB | Non-treated | 38.7 | 23 | 16.9 | - | - | - | [61] |
| SCB | Air-dried at NST | 43.1 | 31.1 | 11.4 | - | - | 5.5 | [62] |
| SCB | Not specified | 57.68 | 12.41 | 7.89 | - | - | 2.20 | [54] |
Abbreviations: SCB Sugarcane bagasse; SCF sugarcane fibers; SCS sugarcane straw; NST no specified temperature.
Table 4.
Synthesis of results obtained for different feedstocks using the steam explosion (SE) technique.
Table 4.
Synthesis of results obtained for different feedstocks using the steam explosion (SE) technique.
| Biomass matrix | Temp (ºC) | Time (min) | P (bar) |
SF (S0) |
Results | Highlights | Ref. |
|---|---|---|---|---|---|---|---|
| Coffee husks | 210 | 15 | - | 4.41 | %RM: 62.2 C; 54.1 HM; 43.3 Lig; 3.49 (C+HM)/Lig (g/g) |
48.6% EH | [73] |
| Coffee husks | 120 | 60 | 2 | 2.37 | %RM: 28.9 C; 16 HM; 38.9 Lig; electricity production 0.59 kWh kg/CH |
methane: 144.96 NmL CH4 g/COD (yield); | [74] |
| OTP* | 210 | 15 | 20 | 4.41 | 4.23 Glu; 3.72 xmg; 0.55 AR; 0.67 HCOOH; 1.87 HOAc (g/100 g RM) | 144.1 g bEtOH/kg dry raw material |
[75] |
| Reed | 200 | 15 | - | 4.12 | %DM: 21.5 (non-pretreated); 93.8 DM (pretreated) 43.4 C; 0.1 HM; 15.2 Lig | 89% methane (yield) | [46] |
| Hornbeam wood* | 190 | - | 28 | 4.08 | %DM: 32.1 glucan; 16 xmg; 25.4 Lig; 7 TS; 13 EL; 98.4 Glu and 64.6 FS | 251 L bEtOH/ton of DM | [76] |
| Sorghum | - | 5 | 15 | - | bEtOH yield: 20.5 g/100g; reducing sugar yield: 49.6 mg/g | 43 g residues | [44] |
| Corn | 200 | 2 | - | - | 90.3% bEtOH; %RM: 60 HM | 0.5% of H2SO4 was used | [77] |
| Corncob | - | 5 | 10 | - | %Conversion: 83.4 sugars; 90 glucan; 41 xylan |
Interactions of recalcitrant factors | [49] |
Abbreviations: Temp: temperature; P: pressure; SF: severity factor; RM: removal material; C: cellulose; HM; hemicellulose; EH: enzymatic hydrolysis yield; OTP: olive tree pruning; xmg: xylan-mannan-galactan; AR: arabinose; HCOOH: formic acid; HOAc: acetic acid; bEtOH: bioethanol; DM: dry matter; EL: enzyme loading; FS: fermentable sugars; Glu; glucose; Lig: lignin; Glu: glucosa; TS: total solids.*Response surface methodology.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



