
Submitted:
13 September 2023
Posted:
15 September 2023
You are already at the latest version
Abstract
The transferability of structure-property relationships for laser-pretreated metal adhesive joints to laser-pretreated metal – carbon fiber reinforced plastic (CFRP) bonds is investigated. Single-lap shear tests were performed on hybrid AW 6082-T6 – CFRP specimens pretreated with the same pulsed laser surface parameter sets on the metal surface as previously tested AW 6082-T6 – E320 metal adhesive joints. The fracture surfaces were characterized to determine the type of failure and elucidate differences and commonalities in the link between surface structures and single-lap shear strengths. Digital image analyses of the hybrid specimens fractured surfaces were used to quantify remaining CFRP fragments on the metallic joint side. The results indicate that high surface enlargements and the presence of undercut structures leads to single-lap shear strengths exceeding 40 MPa and 35 MPa for unaged and aged hybrid specimens respectively. While for the metal-polymer joints the trend from high strength to weakly bonded specimens was largely continuous with the degree of surface structuring, hybrid metal – CFRP joints exhibit a drastic drop in joint performance after aging if the laser-generated surface structures are less pronounced with low surface enlargements and crater depths. Surface features and hydrothermal aging determine whether the specimens fail cohesively or adhesively.
Keywords:
metal – CFRP hybrids
; laser metal surface pretreatment
; digital image analysis
; structure-property relations
1. Introduction
The development of new lightweight solutions for structural parts of future vehicles helps to enable the widespread use of electric powertrain concepts and increases the effectivity of fuel-based solutions. One promising strategy for lightweight construction is the replacement of metal parts by hybrid structures consisting of metallic and fiber reinforced plastic components. This multi-material approach combines the high strength and ductility of the metal with the low density, high strength and stiffness of the fiber-reinforced composite material. The joint interface between the metal and polymer component is, however, susceptible to failure caused by surface contaminations like e.g. oils [1], which can lead to weakening of the bonding. A pulsed laser surface pretreatment of the fiber reinforced plastic [2,3] and the metal, or the metal alone [4,5,6,7], prior to adhesion, has proven to be an effective and reproducible method to counter this problem and increase the mechanical strength of the hybrid joint. However, the findings of Schanz et al. also revealed that the pretreatment parameters have to be chosen carefully to promote enhanced mechanical strength and prevent a loss of mechanical strength by corrosion processes [8].
In prior studies on metal-polymer joints that were adhesively bonded after laser surface pretreatments, it was commonly assumed that besides the removal of surface contaminations, the surface enlargement and the morphology of the micro- and nanostructures generated by the laser were responsible for a further increase of mechanical strength and resistance against hydrothermal aging of the joints [9,10,11,12]. Trauth et al. suggested that the surface enlargement also plays an important role in the enhancement of the interaction of the bonding partners in hybrid titanium – self-reinforced PLA joints [7]. Furthermore, Akman et al. found that laser-pretreated aluminum – CFRP joints with the deepest craters provided the highest single-lap shear (SLS) strengths [6]. Ostapiuk et al. concluded that the morphology of the surface micro- and nano-sized features also plays an important role for the resulting mechanical strength of anodized AW 2024-T3 – CFRP or glass-fiber reinforced plastic hybrids [13].
In a previous study we characterized the laser-generated surface structures on AW 6082-T6 specimen that were adhesively bonded with the epoxy adhesive E320. The laser-induced surface enlargement on the micro- and nanoscale, as well as the depth of the ablated craters on the surface were determined with a digital image analysis approach for scanning electron microscope (SEM) images and a laser scanning microscope (LSM). It was concluded that surface structures leading to a high micro- and nano-surface enlargement, combined with deep melt craters and undercut structures, promote high SLS strengths and a high resistance against hydrothermal aging [14].
In order to investigate the influence of the surface morphology on the mechanical performance and aging resistance of AW 6082-T6 – CFRP hybrid joints, the SLS strengths of hybrid specimens before and after 7 days of hydrothermal aging are determined. The AW 6082-T6 surfaces are pretreated with the same laser parameter sets that have been investigated in the previous study [14] so that the influence of the surface enlargement, crater depth and undercut structures on the SLS strength of hybrid specimens can be compared directly with AW 6082-T6 – E320 adhesive joints. Furthermore, stereomicroscopic and SEM analyses of the fracture surfaces are performed in order to investigate the influence of the laser-generated surface structures on the failure patterns of hybrid and adhesively bonded metal SLS specimens. These experiments allow revealing similarities and differences in the structure-property relations of metal-polymer and hybrid metal-CFRP adhesive joints with the same polymer acting as adhesive and matrix material.
2. Materials and Methods
2.1. Materials
Sheets of the aluminum alloy AW 6082-T6 measuring 150 × 150 × 2 mm3 provided by Ullner und Ullner GmbH (Paderborn, Germany) were pressed with CFRP to hybrid plates. The aluminum alloy contains the main alloying elements Mg and Si and was delivered in the T6 state [15].
The CFRP prepreg sheets consist of the epoxy resin E320 as matrix material and a carbon fiber volume content of 39%. The molecular formula of the E320 thermoset polymer is C19H23ClO4 and the final reaction product is Poly-Bisphenol-A-Epichlorhydrine [16]. The CFRP is provided as unidirectional prepreg material by SGL Carbon Group (Wiesbaden, Germany).
2.2. Methods
2.2.1. Laser metal surface pretreatment
The influence of different surface structures on the resulting SLS strength of hybrid AW 6082-T6 – CFRP specimens is investigated. The AW 6082-T6 sheets are pretreated with a pulsed Nd:YAG CL20 laser (Clean Lasersysteme GmbH, Herzogenrath, Germany) on the surface of the aluminum alloy sheets that will later form the interface with the CFRP material. The laser produces a gaussian laser profile and operates with a wavelength of 1064 nm. The mean pulse length is 110 ns and the duty cycle for all pretreatments is set to 40%. Prior to the laser pretreatment and co-curing of the prepreg and the metal, the aluminum sheets have been degreased with acetone.
The laser surface treatment was described in more detail in reference [14]. In a similar fashion, the parameters laser power, frequency, laser spot overlap and the number of subsequent scans of the same spot are varied in this study to create the same varying surface structures as in the previous case [14]. These parameter sets were ranked according to the performance of the specimens in the initial state and after seven days of hydrothermal aging in 80°C deionized water. The parameter sets that led to the three best-, medium- and worst results in the SLS test were chosen as pretreatment parameter sets are referred to as (the parameter sets of) rank R1-3, R17-19 and R34-36, respectively (Table 1). The morphology of the resulting surface micro- and nanostructures is summarized in Table A1 in the appendix.
2.2.2. Production of the single-lap shear (SLS) specimens
Laser-pretreated, as well as degreased but not further pretreated AW 6082-T6 sheets are pressed to hybrid plates with the CFRP prepreg material. To this end, on each aluminum sheet eight layers of the prepreg material are placed with unidirectional fiber orientation so that a thickness of 2 mm is achieved for the CFRP component. The orientation of the fibers was chosen to be parallel to the rolling direction of the AW 6082-T6 sheets. The load in the SLS test is also applied parallel to the rolling- and therefore the fiber direction. All hybrid sheets are then cured at 150 °C for 20 minutes with a pressure of 0.5 MPa in a LaboPress P200S hot press (VOGT Labormaschinen GmbH, Berlin, Germany). After the curing process, an additional post-curing step is performed at 180 °C for 300 minutes without pressure. In the previous work of Wu et al. [17], these curing parameters were found to be suitable for the production of the AW 6082-T6 – CFRP laminates. However, a slight elastic deformation of the hybrid sheets and the final specimens occurred due to differences in thermal expansion of the materials and could not be entirely avoided.
After curing, specimens with the dimensions of 140 × 10 × 4 mm3 are water jet cut from the hybrid plates (Figure 1 (a)). Notches are created on the metal and the CFRP sides with a circular saw (blade thickness of 2 mm) in order to create the final hybrid SLS specimens. These specimens then exhibit a joint or overlap area of 10 x 5 mm2 (Figure 1 (b)), similar to the metal – polymer SLS samples in ref. [14]. Six specimens are produced with each laser parameter set as well as six additional untreated specimens.
Of each set of specimens, three specimens are hydrothermally aged in deionized water at 80 °C for seven days. The specimen dimensions are reduced, compared to the standard for SLS testing [18] in order to exclude plastic deformation of the metal adherents in the hybrid during SLS testing that would pose an additional influence on the resulting SLS strength. Due to differences in the thermal expansion coefficients of AW 6082-T6 and the CFRP, all hybrid specimens are slightly curved towards the AW 6082-T6 component.
The preparation and testing of the AW 6082-T6 – E320 SLS specimens with the same laser pretreatment parameter sets as the hybrid specimens of this study is described in the previous study [14]. The results of the tests are displayed only for the comparison in chapter 4.
2.2.3. Single-lap shear tests of hybrid specimens
The single lap-shear tests of the hybrid AW 6082-T6 – CFRP specimens are performed according to EN 1465 [18]. An Instron 5566A universal testing machine (Instron GmbH, Germany) with a 10 kN load cell is used to test the specimens. All specimens are tested with a free specimen length of 40 mm and a load rate of 1 mm/min. The testing machine records the applied load and the machine displacement for each test.
Since there are slight variations of the overlap area due to the accuracy of the circular saw used to create the notches in the SLS specimens, the true joint area of each specimen is determined with a Keyence VHX-1000 stereomicroscope (Keyence Deutschland GmbH, Neu-Isenburg, Germany) by averaging the length and width of the bonded area of the two fracture surfaces. The SLS strength is then calculated by dividing the maximum force recorded in the SLS test by the true joint area. The same testing parameters and method for calculating the SLS strength was used in [14] for AW 6082-T6 – E320 specimens.
2.2.4. Quantification of remaining CFRP fragments on the fracture surfaces
Based on the images from the surfaces of failed SLS joints, the amount of remaining CFRP on the metal fracture surface is calculated by the software Fiji (ImageJ) [19]. Initially the image is converted into an 8-bit greyscale image and the area surrounding the fracture surface is removed. Then the image is segmented such that the fracture surface is split into bright areas without remaining CFRP and dark areas with CFRP (Figure 2). In the selected area of the fracture surface, the percentage of the surface fraction of dark areas is determined with the “analyze particles” function. On the metal surfaces the fractions are measured and the arithmetic mean value for each specimen set is calculated.
2.2.5. Scanning electron microscopy (SEM) analysis of the fracture surfaces
In order to further evaluate the transferability of the structure property relations of laser-pretreated metal adhesive bonds to hybrid specimens, the fracture surfaces of hybrid SLS specimens, as well as adhesively bonded AW 6082-T6 – E320 SLS specimens with the same laser metal surface pretreatment that have been tested in prior studies [14], are analyzed in this study. The analysis of the fracture surfaces of the SLS specimens is performed with an Ultra 55 scanning electron microscope (SEM) from Carl Zeiss Microscopy GmbH (Jena, Germany). All images are acquired with the SE2 secondary electron detector of the device with an aperture of 30 µm. The acceleration voltage was set to 2 kV and the working distance to 8.5 mm.
3. Results
3.1. SLS strength of the hybrid AW 6082-T6 – CFRP specimens
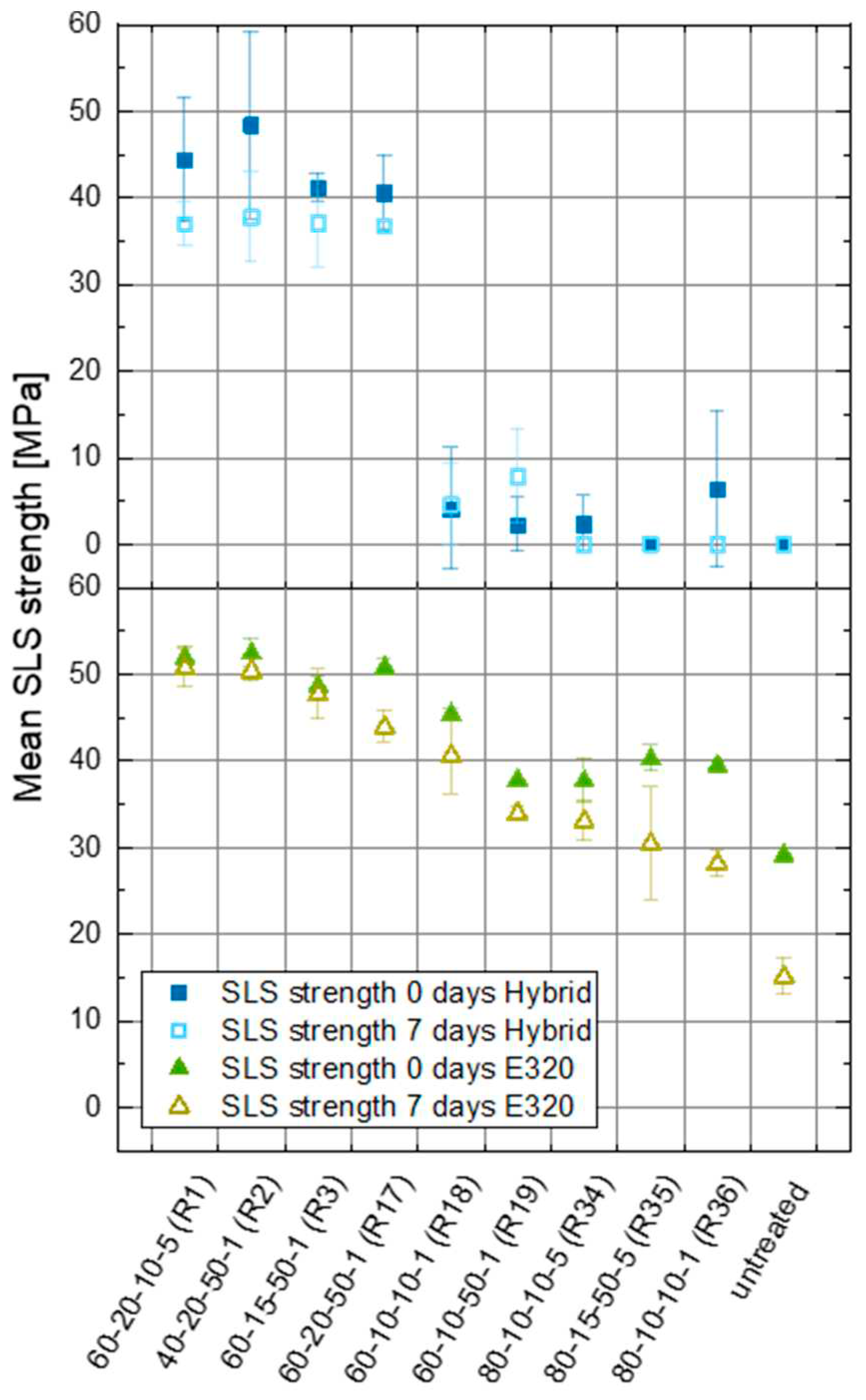
The choice of the laser-pretreatment parameter set has a significant influence on the resulting SLS strength of unaged and hydrothermally aged hybrid specimens. While the pretreatment leads to increased mean SLS strengths of 40-45 MPa in the unaged state for R1–3 and R17 of the hybrid specimens, the specimens pretreated with the R18–19, R34 and R36 parameter sets result only in mean SLS strengths around 5 MPa (Figure 3). The standard errors of the unaged and aged R1–3 and R17 as well as of the unaged R18–19, R34 and R36 specimens imply that the differences in SLS strengths in between the differently pretreated specimens are rather negligible.
The specimens pretreated with R35 parameter set as well as the untreated reference specimens R37could not be tested neither in the unaged nor in the hydrothermally aged state, since all specimens already failed while being mounted in the testing machine. This also happened with all aged R34 and R36 specimens.
After hydrothermal aging, the mean SLS strength of R1–3 and R17 hybrid specimens drops to values of ~35 MPa. However, except for the R3 specimens, the error bars for the SLS results of the unaged specimens and the mean SLS strengths of the aged specimens are very similar to each other (Figure 3). This also applies for the specimens of R18 and R19. While the SLS strengths of the aged specimens of these sets are slightly elevated compared to the unaged specimens, they can still be considered quite similar also considering the large error bars, which imply that differences are likely negligible. For comparison, Figure 10 also presents the results from the SLS tests of the adhesively bonded AW 6082-T6 – E320 specimens from [14], which will be further discussed in chapter 4 along with the results of the hybrid specimens.
3.2. Analysis of the fracture surfaces
Along with the SLS strength, there are also significant differences in the appearance of the fracture surfaces of the SLS specimens, depending on the laser pretreatment parameter set and whether the specimens were hydrothermally aged. The quantification of the remaining CFRP on the metal fracture surfaces and the SEM analysis of unaged R1–R17 specimens reveal that the metal fracture surfaces are completely, or – in the case of R3 specimens – almost completely covered with CFRP (Figure 4 and Figure 5 (a), (b)). This indicates a cohesive failure within the CFRP for all of these specimens.
For the unaged specimens pretreated with the R18–19 and R34–36 parameter sets, the surface fraction of remaining CFRP significantly decreases to values of less than 10% (Figure 4). On one of the fracture surfaces, the structures generated by the laser pretreatment and smaller surface fractions of CFRP are clearly visible (e.g., Figure 5 (c)), while the other side (CFRP fracture surface) presents an imprint of the surface structures in the polymer matrix of the CFRP. Small, randomly distributed fractions of the polymer matrix are still found on the metal fracture surface and are missing on the CFRP fracture surface (e.g., Figure 5 (d)). The fracture surfaces of untreated SLS specimens are very similar, but do not show significant amounts of remaining CFRP on the metal side. The polymer matrix is mainly intact. The failure for the R18–19, R34–36 and untreated unaged specimens is, therefore, adhesive or pseudo-adhesive in pattern, since thin layers of polymer on top of the laser-generated surface structures as well as areas with visible metal oxide nanostructures are both found on the fracture surfaces.
Hydrothermal aging further influences the appearance of the fracture surfaces. The remaining CFRP surface fraction on the metal fracture surface of R1–3 and R17 hybrid specimens is significantly reduced to ~70% for R1–2, to ~20% for R3 and ~55% for R17 specimens (Figure 4). The SEM images of these fracture surfaces reveal that the laser-generated surface structures are now clearly visible in some areas of the surface (e.g., Figure 6 (a)). The second CFRP side of the failed joint, apart from fibers and polymer matrix, shows an imprint of the laser-generated surface structures (e.g., Figure 6 (b)), which indicates a shift of the main locus of failure from inside the CFRP material towards the interface between the materials and, hence, an increased tendency towards adhesive failure. However, the analysis of the remaining surface fraction of CFRP reveals that the failure of R1, R2 and R17 specimens remains mainly cohesive.
The appearance of the fracture surfaces of the R18–19, R34–36 and untreated specimens also changes slightly. The amount of remaining CFRP on the laser-generated structures further decreases. Randomly distributed areas with filigree, flake-like structures are found on top of the laser-generated structures (Figure 6 (c), red square). Fewer structures are found on the CFRP fracture surfaces that mimic the shape of the laser-generated structures (Figure 6 (c), (d)).
The fracture surfaces of the AW 6082-T6 – E320 metal-polymer specimens with the same laser metal surface pretreatments as the AW 6082-T6 – CFRP SLS specimens from ref. [14] are also analyzed. In contrast to those of the unaged R1–3 and R17 hybrid specimens, which present a cohesive failure in the SLS tests (Figure 7 (I)), the patterns of the laser structures are visible on all fracture surfaces of the E320 metal adhesive bond SLS specimens. The locus of failure of the unaged hybrid SLS specimens does not change over the whole fracture surface, but it shifts from the region close to one metal adherent across the polymer to the other metal adherent for the laser-pretreated metal-polymer specimens (Figure 7 (III)). Either an imprint of the laser-generated structures in the polymer, or the structures without or with a thin layer of polymer is visible on the fracture surface (Figure 8). On the fracture surfaces of untreated reference specimens, the locus of failure is similar: one metal adherent is almost completely covered with a thick layer of polymer adhesive and the other without, or with a very thin layer of polymer adhesive.
Furthermore, fracture surfaces of aged, untreated specimens are partly covered with fine structures resembling aluminum hydroxides [14]. Hydrothermal aging changes the locus of failure for the R1–3 and R17 hybrid specimens to a partly adhesive or pseudo-adhesive failure (Figure 7 (II)). For the metal-polymer specimens, the locus of failure is not significantly changed by hydrothermal aging. However, the locus of failure shifts towards the metal surface (Figure 7 (IV)). The thickness of the polymer layer on top of the laser-generated structures seems to decrease. Craters appear to be deeper and more details of the surface structures become visible (e.g., Figure 9 (a), (b)). Smaller, disconnected polymer layers on the surfaces have vanished (e.g., Figure 9 (c), (d)).
4. Discussion
The results show the strong dependence between SLS strengths and laser process settings for hybrid metal-CFRP specimens with pretreated metal surfaces. In general, for all laser parameter sets the pretreatment enhances the mechanical strength of the unaged hybrid SLS specimens compared to the untreated reference. The joint strength of the latter specimens was insufficient even for mounting in the testing setup.
Nevertheless, a difference of ≥ 30 MPa between the SLS results for the different groups of pretreatment parameter sets is found that points to differences in terms of highly and less pronounced surface structures. The results can be split into three groups:
- I.
- Pretreatments R1 to R3 and R17 with mean SLS strengths of > 40 MPa before and > 35 MPa after hydrothermal aging,
- II.
- R18 and R19, which lead to SLS strengths up to 10 MPa before and after hydrothermal aging, and
- III.
- R34 to 36 specimens with less than 10 MPa before and negligible SLS strengths after hydrothermal aging.
Fracture surfaces of specimens from the third group were the only ones that suggested the formation of aluminum hydroxides after the aging step of these untreated samples (Figure 6 (c)) [14].
The SLS strengths of AW 6082-T6 – CFRP specimens from group I are similar to the SLS strengths of laser-pretreated AW 6082-T6 – E320 joints with different adhesives [12,14]. However, SLS strengths of more than 50 MPa that were obtained in case of the metal-polymer joints could not be reached for the AW 6082-T6 – CFRP joints. Since the chemical composition of laser-pretreated surface and the morphology of the generated surface structures must be expected to be comparable to those from the previous study [12,14], the differences must be related to the CFRP joining partner. The general trend of the resulting SLS strengths for different laser pretreatment parameter sets for hybrid AW 6082-T6 – CFRP specimens is found to be similar to that of the AW 6082-T6 – E320 specimens.
The best performing pretreatment parameter sets of the metal adhesive bonds are also the most suitable parameter sets for the pretreatment of hybrid specimens (Figure 10). However, there is a much larger difference between the best- and less performing pretreatment parameter sets in case of the metal-CFRP joints: The laser-pretreated AW 6082-T6 – E320 SLS specimens all present mean SLS strengths of more than 30 MPa in the unaged state and more than 25 MPa after hydrothermal aging, while the SLS strength of the R18-19 and R34-36 metal-CFRP hybrid specimens drops to SLS strengths < 10 MPa. Furthermore, even the untreated AW6082-T6 – E320 bonded specimens show a mean SLS strength of ~30 MPa in the unaged and ~15 MPa in the aged state, while all untreated hybrid specimens, aged and unaged, failed before testing (Figure 10).
Figure 10.
Mean SLS strengths of the single-lap shear tests performed with hybrid AW 6082-T6 – CFRP specimens and with AW 6082-T6 – E320 metal adhesive joints from [13] for comparison.
Figure 10.
Mean SLS strengths of the single-lap shear tests performed with hybrid AW 6082-T6 – CFRP specimens and with AW 6082-T6 – E320 metal adhesive joints from [13] for comparison.
In contrast to the metal-polymer adhesive bonds, differences in the coefficients of thermal expansion of the metal and CFRP component induce intrinsic thermal residual stresses in the production process that lead to a visible elastic deformation of the specimens. In all untreated and in the aged specimens pretreated with the laser parameter sets of R34–R36, these stresses weaken the bonding state to an extent at which very small additional loads (i.e., sample mounting) lead to a complete failure at the interface. For all of these specimens, the resulting micro- and nano-surface enlargement is low. For pretreated surfaces with a high micro- and nano-surface enlargement (R1–R3, R17), i.e. also with a higher amount of chemical bonds between the metal oxide surface and the polymer, the residual stresses can be compensated well (e.g., possibly due to the higher number density of specific chemical bonds or due to slightly higher bond strengths), which seems also to reduce the damage by hydrothermal aging.
Da Silva et al. found that the thickness of the adhesive layer has an influence on the resulting SLS strength of metal-polymer joints, which increases with a decreasing thickness of the adhesive layer [20,21]. In a metal – FRP joints, the entire FRP matrix thickness can in first approximation be considered as adhesive layer. However, this is not correct as finite-element simulations show [22,23] since the embedded fibers of course affect the load distribution differently than an unperturbed matrix.
The influence of the laser-generated surface structures on the SLS strength before and after hydrothermal aging is obvious. The surface enlargement on a micro- and nanoscale, the crater depth and microstructural features like undercut surface structures, which have been found to correlate with the resulting SLS strength of AW 6082-T6 – E320 adhesive joints [14], also play a similar role for the metal-CFRP joints. Those features are known to affect the mechanical strength of metal-composite hybrids [6,7,13], which agrees with this study. The first group (R1-3, R17) of pretreatment parameter sets, which produce surface structures that lead to median micro-surface enlargement values of ~350%-560%, median nano-surface enlargement values of ~1400%-2700% and crater depths of ~11-32 µm [14], result in the highest SLS strengths of the hybrid specimens before and after hydrothermal aging.
A drop of the median micro-surface enlargement to values < 60% and the median nano-surface enlargement to values below 900% [14] from samples of the second and third groups (R18-19 and R34-36) leads to much weaker SLS strengths. Especially for the micro- and nano-surface enlargement apparently a certain threshold needs to be surpassed in order to achieve high SLS strengths for unaged and hydrothermally aged metal-CFRP joints. The lower micro- and nano-surface enlargement of the R18-19 metal-CFRP specimens seems to be partly compensated by undercut structures [14]. The decreasing trend of SLS strengths with increasing rank of the laser parameter set is rather continuous for the metal-polymer joints and shows no large drop from one set to the other as is the case between R17 and R18 for the metal-CFRP specimens (Figure 10). Since the chemistry of the polymer matrix and the chemistry of the amorphous metal oxide films generated by the same laser pretreatments are generally identical (covalent and ionic bonds as well as physiochemical interactions [24]) for the metal-polymer and the metal-CFRP hybrid joints, these differences cannot simply be attributed to a qualitative change in the chemical bonding or the interlocking contribution with undercuts. This further emphasizes the importance of the surface enlargement along with the crater depth and the presence of undercut structures for high strength, aging-resistant hybrid joints. This hybrid metal-CFRP joints are found to be even more sensitive to changes of these surface features than the corresponding metal-polymer joints.
The laser-generated surface structures also determine the type of failure for the SLS specimens. If the surface enlargement is high and the ablated craters are deep, a complete or at least more than 90% cohesive failure is achieved for unaged hybrid specimens (Figure 4). If the surface enlargement is low and the craters are flat, the fracture surfaces reveal mainly adhesive failure with less than 10% CFRP remaining on the laser-structured surface of unaged specimens. Hydrothermal aging leads to a shift from mainly cohesive to a mix of cohesive and adhesive failure or completely adhesive failure (Figure 4 and Figure 6). The decrease of remaining CFRP on the fracture surface of aged specimens correlates with the loss of SLS strength. An exception is represented by the parameter set of R3: Two of the three aged R3 samples show mainly adhesive or pseudo-adhesive failure but the testing of all three specimens resulted in SLS strengths of more than 30 MPa. Nevertheless, thicker layers of the matrix polymer are still encountered over a large surface area of the R3 samples’ fracture surfaces.
The shift towards adhesive failure after hydrothermal aging is also seen on the fracture surfaces of AW 6082-T6 – E320 metal-polymer joints. The polymer layer on the laser-structured surface gets thinner and smaller, and unconnected polymer layers vanish completely. For the SLS specimens, this shift correlates as well with the decrease of the mean SLS strength (Figure 10). However, the decrease of SLS strength is less pronounced compared to the hybrid specimens. Specimens that present mainly adhesive failure (e.g., R36 specimens) still reach mean SLS strengths of more than 25 MPa before and about 15 MPa after aging instead of failing before testing.
5. Conclusions
The transferability of the structure-property relationships between laser-generated surface features and adhesive properties from AW 6082-T6 – E320 metal-polymer joints to AW 6082-T6 – CFRP hybrid bonds was investigated. The following similarities and differences are found:
- Similar to the AW 6082-T6 – E320 joints, the best-performing pulsed-laser pretreatments also resulted in the highest SLS strengths for the hybrid AW 6082-T6 – CFRP specimens. This is observed consistently before and after hydrothermal aging. High micro- and nano-surface enlargements are found to be particularly important, similar to the case of the metal-polymer joints.
- In contrast to the AW 6082-T6 – E320 bonding, whence even poorly-optimized laser pretreatments improved the joint properties, for hybrid aluminum-CFRP joining only well-optimized parameter sets increased the SLS strength. Contrary to the AW 6082-T6 – E320 case, some of the metal-CFRP specimens failed even before testing. The results indicate that for aluminum-CFRP joints a threshold value for the surface enlargement needs to be surpassed in order to achieve high SLS strengths.
- Hydrothermal aging shifts the failure from predominantly cohesive to an increasingly adhesive failure in the hybrid- and adhesively-bonded metal specimens. However, the change in the failure pattern does generally not translate into a major loss in joint strength.
Since the chemical bonds between the metal oxide surface and the polymer adhesive are similar for aluminum-polymer and aluminum-CFRP specimens using the same polymer matrix, the differences in the resulting SLS strengths are attributed to intrinsic thermal residual stresses in the interface of the hybrid specimens that were induced in the production process., The pulsed laser pretreatment generating a high surface enlargement, deep craters and undercut structures on the metal joint are found to compensate for negative influence of these stresses. Then SLS strengths before and after hydrothermal aging, similar to the values for laser-pretreated metal adhesive bonds are achieved. Hence, these structure property relations of AW 6082-T6 – E320 metal adhesive bonds can be transferred to AW 6082-T6 – CFRP hybrids.
Author Contributions
Conceptualization, J.F., M.L. and J.H.; methodology, J.F., I.L., S.W., A.D.; validation, J.F., M.L, J.H.; formal analysis, J.F, I.L..; investigation, J.F, I.L..; resources, J.H., F.W., T.T.; data curation, J.F.; writing—original draft preparation J.F.; writing—review and editing, J.H., M.L, A.D., S.W., F.W., T.T.; visualization, J.F.; supervision, J.H., F.W., T.T.; project administration, J.F., A.D., S.W.; funding acquisition, J.H., F.W., T.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 426499947
Data Availability Statement
The data that support the findings of this study are available from the corresponding author, Jonathan Freund upon reasonable request.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

Table A1.
Description of the features of the laser-generated surface structures depending on the pretreatment parameter set.
Table A1.
Description of the features of the laser-generated surface structures depending on the pretreatment parameter set.
| parameter set | microstructures [morphology] |
melt craters [depth] |
Nanostructures [density & height] | undercut structures |
|---|---|---|---|---|
| R1 | ordered, groove-like | deepest | dense & medium | yes |
| R2 | complex, overlapping | deep | dense & large | yes |
| R3 | complex, overlapping | medium | dense & large | yes |
| R17 | complex, overlapping | medium | dense & medium | yes |
| R18 | complex, overlapping | medium | dense & small | yes |
| R19 | ordered, overlapping | shallow | dense & small | yes |
| R34 | ordered, without overlap | almost flat | sparse & small | negligible |
| R35 | ordered, without overlap | almost flat | sparse & small | negligible |
| R36 | ordered, without overlap | almost flat | dense & small | negligible |
References
- S. Da Kwon, S. H. Yoon, and H. Y. Hwang, “Effects of residual oils on the adhesion characteristics of metal-CFRP adhesive joints,” Composite Structures, vol. 207, pp. 240–254, 2019. [CrossRef]
- V. Reitz, D. Meinhard, S. Ruck, H. Riegel, and V. Knoblauch, “A comparison of IR- and UV-laser pretreatment to increase the bonding strength of adhesively joined aluminum/CFRP components,” Composites Part A: Applied Science and Manufacturing, vol. 96, pp. 18–27, 2017. [CrossRef]
- H. Li, H. Liu, S. Li, Q. Zhao, and X. Qin, “Influence of high pulse fluence infrared laser surface pretreatment parameters on the mechanical properties of CFRP/aluminium alloy adhesive joints,” The Journal of Adhesion, vol. 99, no. 4, pp. 584–605, 2023. [CrossRef]
- Z. Zhang, J. Shan, X. Tan, and J. Zhang, “Improvement of the laser joining of CFRP and aluminum via laser pre-treatment,” Int J Adv Manuf Technol, vol. 90, 9-12, pp. 3465–3472, 2017. [CrossRef]
- 5. J. Schanz et al., “Comprehensive study on the influence of different pretreatment methods and structural adhesives on the shear strength of hybrid CFRP/aluminum joints,” The Journal of Adhesion, vol. 98, no. 12, pp. 1772–1800, 2022. [CrossRef]
- E. Akman, M. Ö. Bora, O. Çoban, and B. G. Oztoprak, “Laser-induced groove optimization for Al/CFRP adhesive joint strength,” International Journal of Adhesion and Adhesives, vol. 107, p. 102830, 2021. [CrossRef]
- Trauth, C. Lohr, B. Lallinger, and K. A. Weidenmann, “Interface characterization of hybrid biocompatible fiber-metal laminates after laser-based surface treatment,” Composite Structures, vol. 281, p. 115054, 2022. [CrossRef]
- J. Schanz et al., “Adhesively bonded CFRP/Al joints: influence of the surface pretreatment on corrosion during salt spray test,” Materials & Corrosion, vol. 73, no. 2, pp. 158–170, 2022. [CrossRef]
- M. Löbbecke, T. J. Bayerbasi, M. Bartsch, and J. Haubrich, “Role of surface structures on long term stability of adhesive joints between Ti–15V–3Cr–3Sn–3Al and polyether-ether-ketone,” International Journal of Adhesion and Adhesives, vol. 120, p. 103282, 2023. [CrossRef]
- Baldan, “Adhesively-bonded joints in metallic alloys, polymers and composite materials: Mechanical and environmental durability performance,” Journal of Materials Science, vol. 39, no. 15, pp. 4729–4797, 2004. [CrossRef]
- J. Min, H. Wan, B. E. Carlson, J. Lin, and C. Sun, “Application of laser ablation in adhesive bonding of metallic materials: A review,” Optics & Laser Technology, vol. 128, p. 106188, 2020. [CrossRef]
- M. Irfan, G. Requena, and J. Haubrich, “The effect of weak boundary layers on adhesion properties of laser pretreated aluminum alloy EN-AW 6082 surfaces,” International Journal of Adhesion and Adhesives, 2022.
- M. Ostapiuk and J. Bieniaś, “Fracture Analysis and Shear Strength of Aluminum/CFRP and GFRP adhesive joint in fiber metal laminates,” Materials (Basel, Switzerland), vol. 13, no. 1, 2019. [CrossRef]
- J. Freund et al., “Relationship between laser-generated micro- and nanostructures and the long-term stability of bonded epoxy-aluminum joints,” The Journal of Adhesion, pp. 1–31, 2023. [CrossRef]
- DIN EN 515:2017-05, Aluminum and aluminum alloys - Wrought products - Temper designations; German version EN_515:2017, Berlin.
- SGL epo GmbH, “SIGRAPREG® C U230-0/NF-E320/39%: safety data sheet,” (in german) 1.02, Jun. 2019.
- S. Wu et al., “Adhesion properties of the hybrid system made of laser-structured aluminium EN AW 6082 and CFRP by co-bonding-pressing process,” The Journal of Adhesion, pp. 1–29, 2023. [CrossRef]
- DIN EN 1465:2009-07, Adhesives - Determination of tensile lap-shear strength of bonded assemblies; German version EN_1465:2009, Berlin.
- W. S. Rasband, ImageJ. Java 1.8.0_172 (64-bit). Bethesda, Maryland (USA): U. S. National Institutes of Health, 1997-2022. [Online]. Available: https://imagej.nih.gov/ij/.
- L. F. M. da Silva, T. N. S. S. Rodrigues, M. A. V. Figueiredo, M. F. S. F. de Moura, and J. A. G. Chousal, “Effect of adhesive type and thickness on the lap shear strength,” The Journal of Adhesion, vol. 82, no. 11, pp. 1091–1115, 2006. [CrossRef]
- L. F. Da Silva, P. J. das Neves, R. D. Adams, A. Wang, and J. K. Spelt, “Analytical models of adhesively bonded joints—Part II: Comparative study,” International Journal of Adhesion and Adhesives, vol. 29, no. 3, pp. 331–341, 2009. [CrossRef]
- J. M. Hundley, H. T. Hahn, J.-M. Yang, and A. B. Facciano, “Multi-scale modeling of metal-composite interfaces in titanium-graphite fiber metal laminates part I: Molecular scale,” OJCM, vol. 01, no. 01, pp. 19–37, 2011. [CrossRef]
- J. M. Hundley, H. T. Hahn, J.-M. Yang, and A. B. Facciano, “Multi-scale modeling of metal-composite interfaces in titanium-graphite fiber metal laminates part II: Continuum scale,” Journal of Composite Materials, vol. 46, no. 10, pp. 1235–1249, 2012. [CrossRef]
- S. Li, H. Wan, J. Lin, and J. Min, “Physicochemical interactions between amorphous metal oxide and polymer in metal–polymer hybrid materials,” Materials & Design, vol. 230, p. 111993, 2023. [CrossRef]
Figure 1.
(a) hybrid AW 6082-T6 - CFRP sheets after water jet cutting and (b) hybrid SLS specimens with notches.
Figure 1.
(a) hybrid AW 6082-T6 - CFRP sheets after water jet cutting and (b) hybrid SLS specimens with notches.
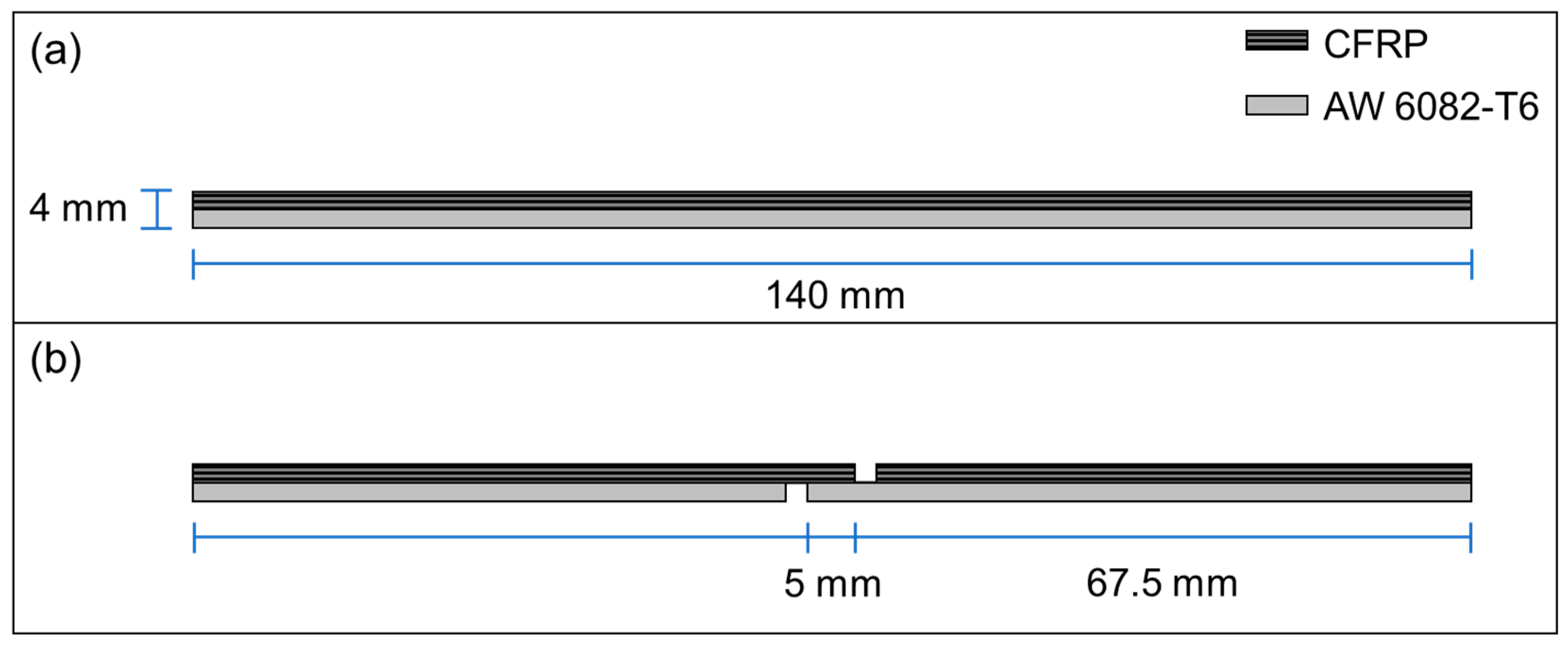
Figure 2.
(a) stereomicroscope image of a fracture surface before and (b) after applying a filter to divide the fracture surface into areas with and without remaining CFRP.
Figure 2.
(a) stereomicroscope image of a fracture surface before and (b) after applying a filter to divide the fracture surface into areas with and without remaining CFRP.
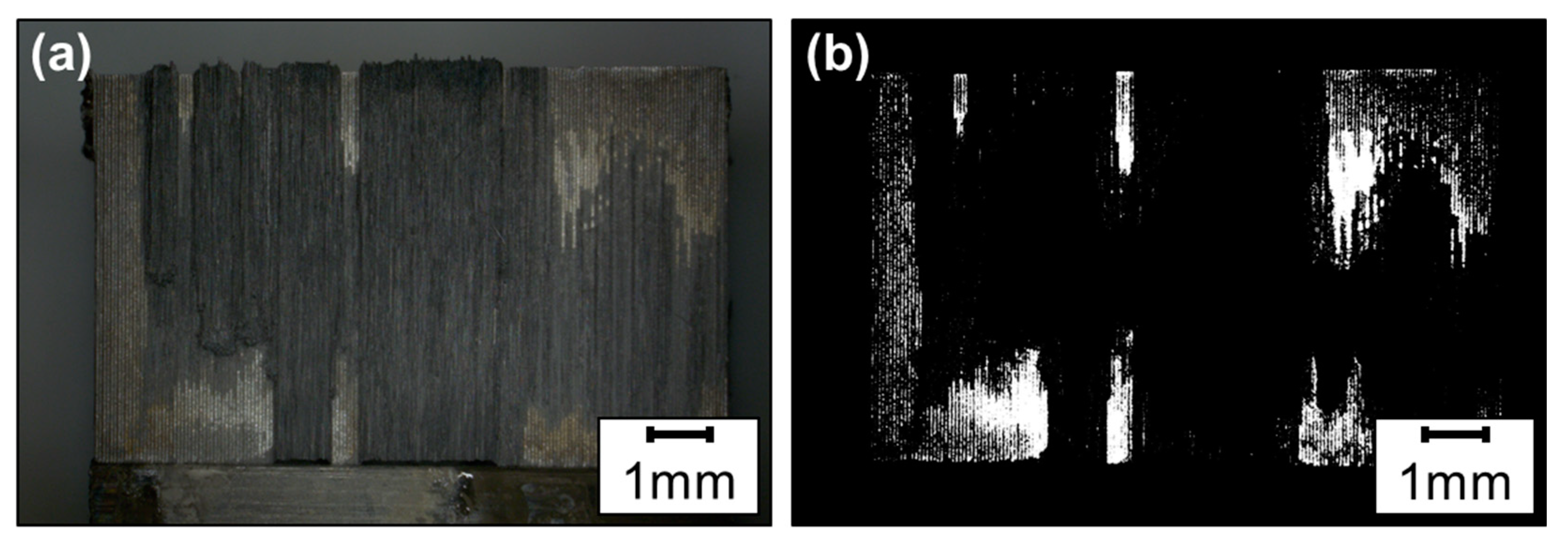
Figure 3.
Mean SLS strenths of hybrid AW 6082-T6 - CFRP specimens with ten different laser-parameter sets, consisting of frequency-laser power-laser spot overlap–number of scans and masked according to the aforementioned scheme R##.
Figure 3.
Mean SLS strenths of hybrid AW 6082-T6 - CFRP specimens with ten different laser-parameter sets, consisting of frequency-laser power-laser spot overlap–number of scans and masked according to the aforementioned scheme R##.
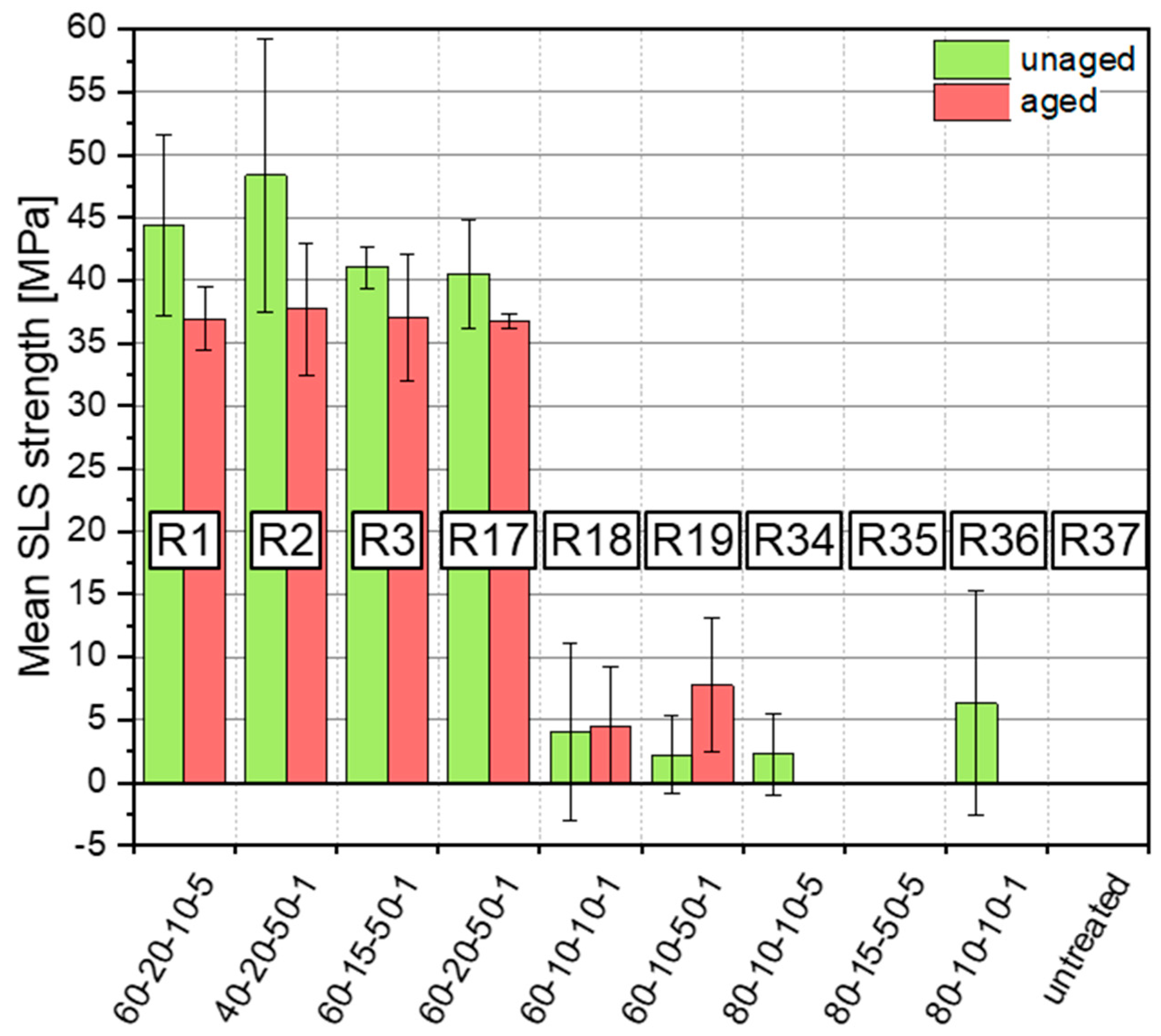
Figure 4.
Mean CFRP surface fraction on metal fracture surfaces of unaged and aged AW 6082-T6 - CFRP hybrid specimens with ten different laser-parameter sets, consisting of frequency-laser power-laser spot overlap–number of scans and masked according to the aforementioned scheme R##.
Figure 4.
Mean CFRP surface fraction on metal fracture surfaces of unaged and aged AW 6082-T6 - CFRP hybrid specimens with ten different laser-parameter sets, consisting of frequency-laser power-laser spot overlap–number of scans and masked according to the aforementioned scheme R##.
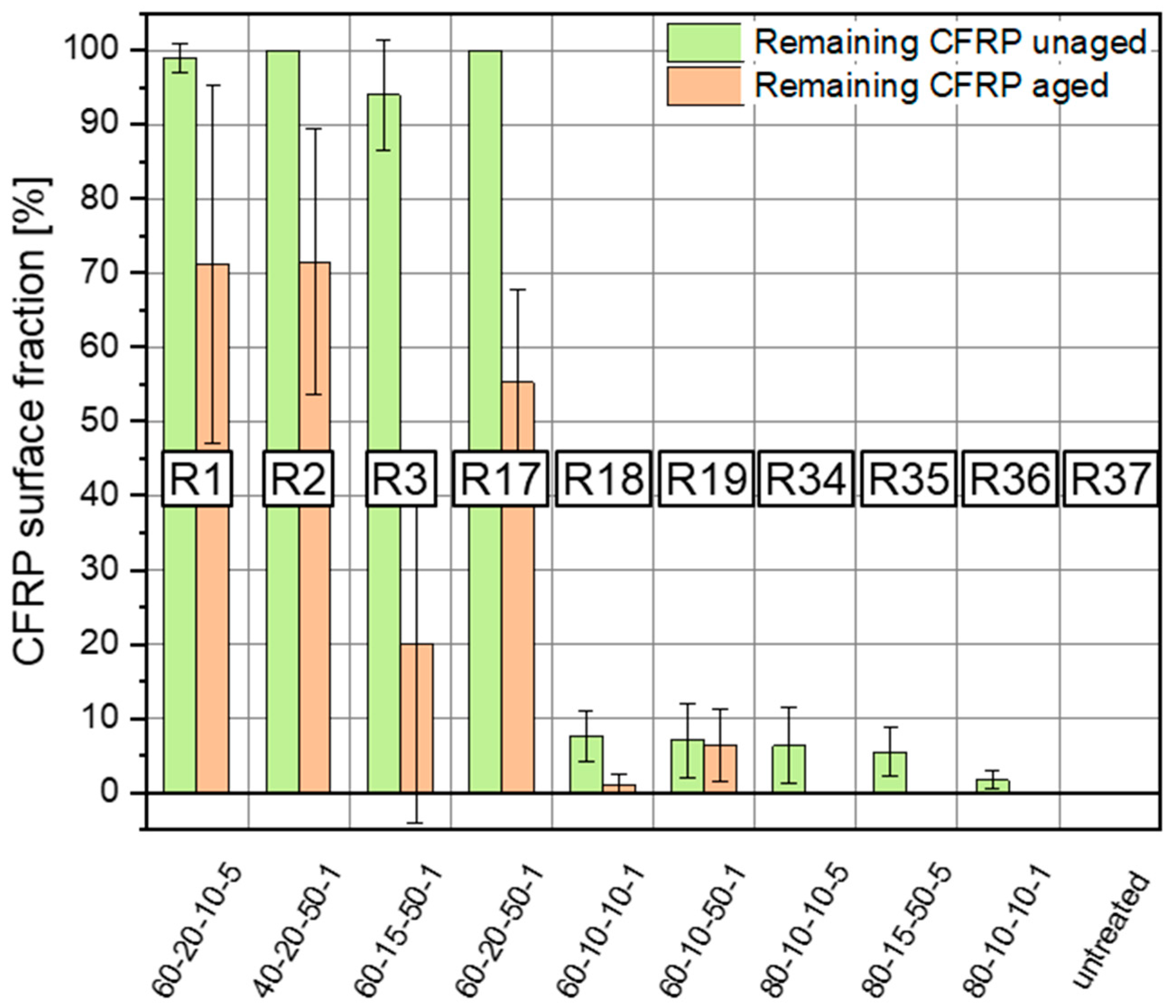
Figure 5.
SEM-images of fracture surfaces of unaged hybrid SLS specimens; metal side (insert: laser-structured surface for comparison) on the left and CFRP side on the right of (a), (b) R1 and (c), (d) R18 (with missing polymer matrix revealing the carbon fibers) specimens.
Figure 5.
SEM-images of fracture surfaces of unaged hybrid SLS specimens; metal side (insert: laser-structured surface for comparison) on the left and CFRP side on the right of (a), (b) R1 and (c), (d) R18 (with missing polymer matrix revealing the carbon fibers) specimens.
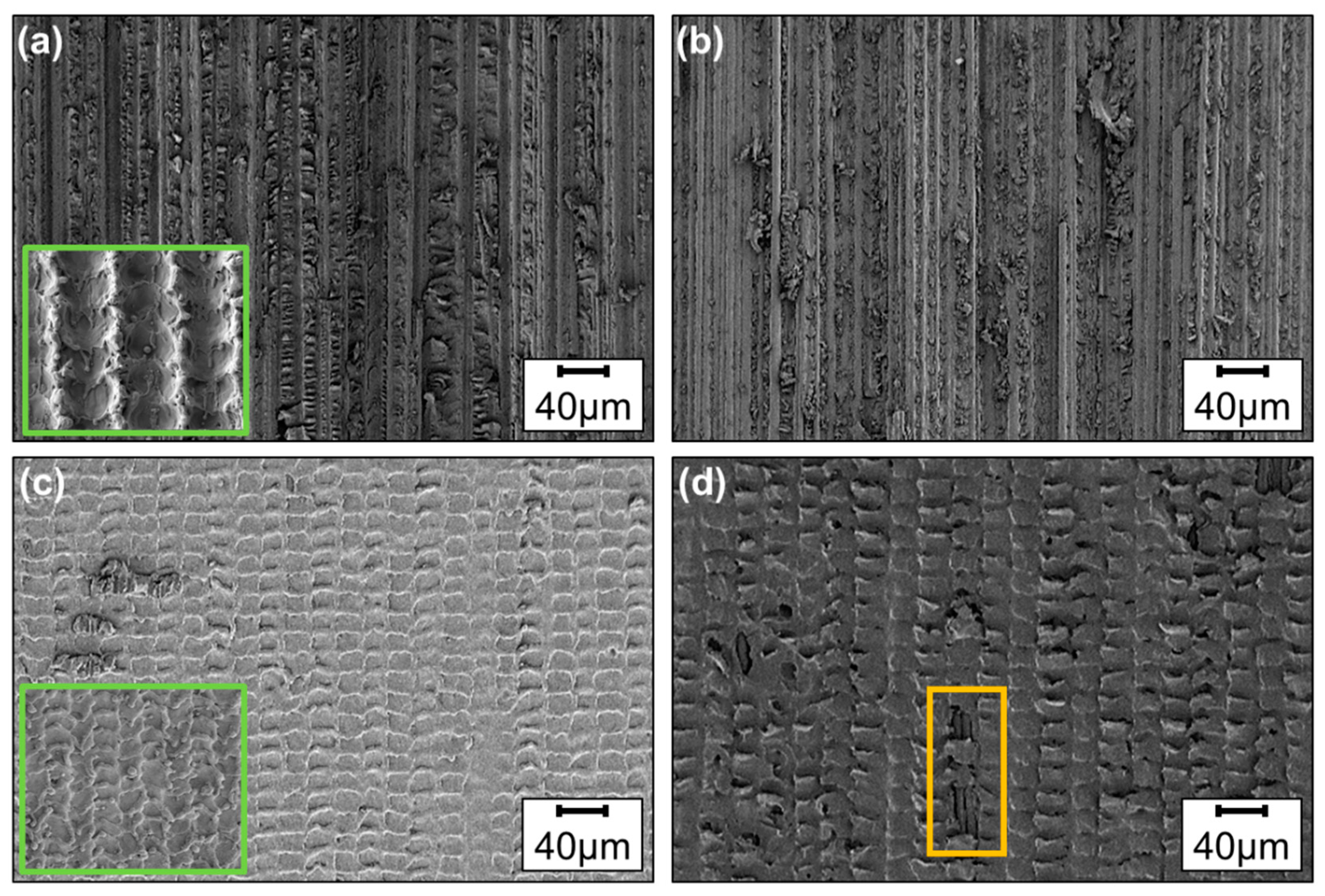
Figure 6.
SEM-images of fracture surfaces of 7 days aged hybrid SLS specimens with the metal side on the left and CFRP side on the right of (a), (b) R1 and (c), (d) R36 specimens with filigree flake-like structures on the metal surface.
Figure 6.
SEM-images of fracture surfaces of 7 days aged hybrid SLS specimens with the metal side on the left and CFRP side on the right of (a), (b) R1 and (c), (d) R36 specimens with filigree flake-like structures on the metal surface.
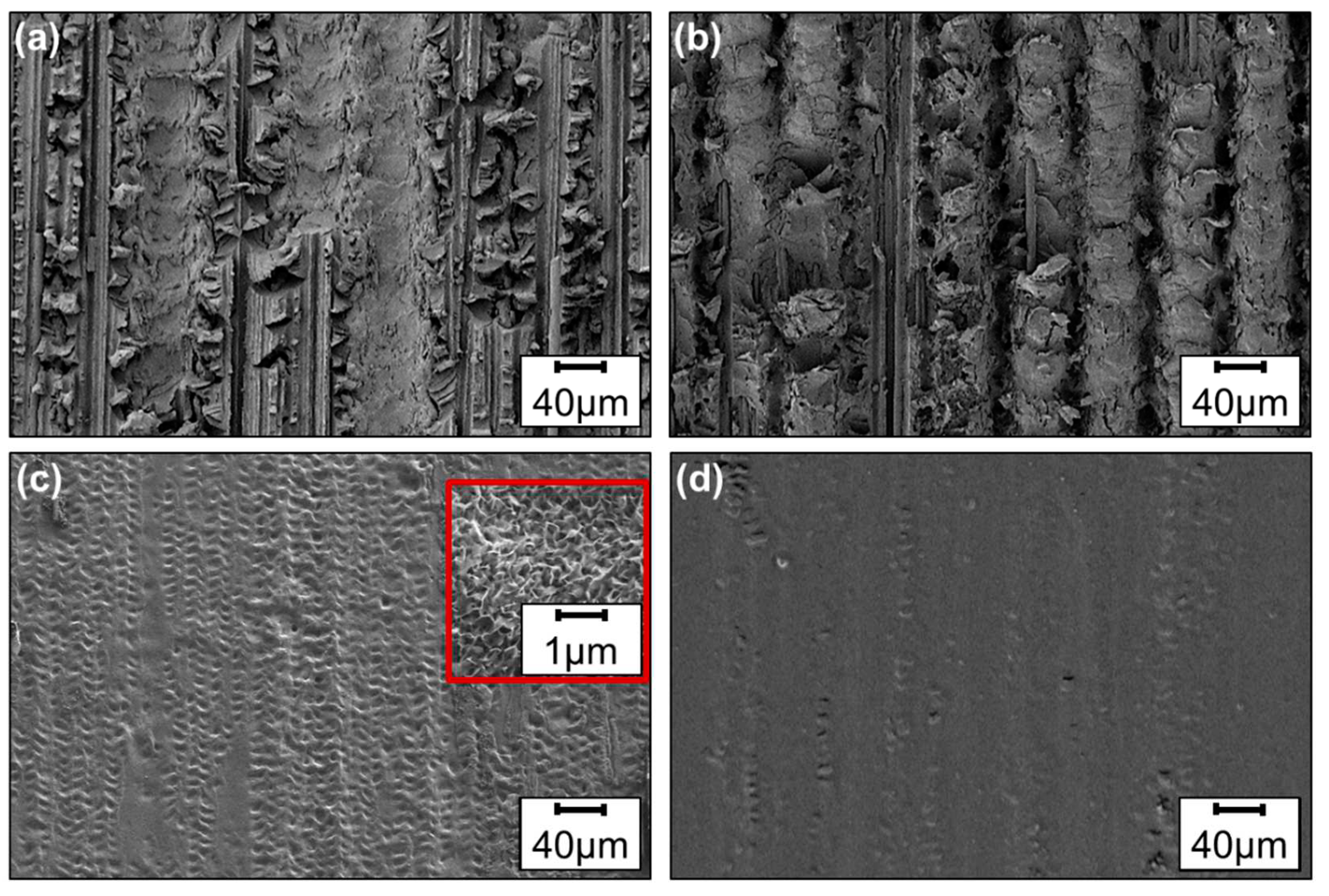
Figure 7.
Schematics of the crack evolution in unaged (I) and aged (II) AW 6082-T6 – CFRP and unaged (III) and aged (IV) AW 6082-T6 – E320 specimens.
Figure 7.
Schematics of the crack evolution in unaged (I) and aged (II) AW 6082-T6 – CFRP and unaged (III) and aged (IV) AW 6082-T6 – E320 specimens.
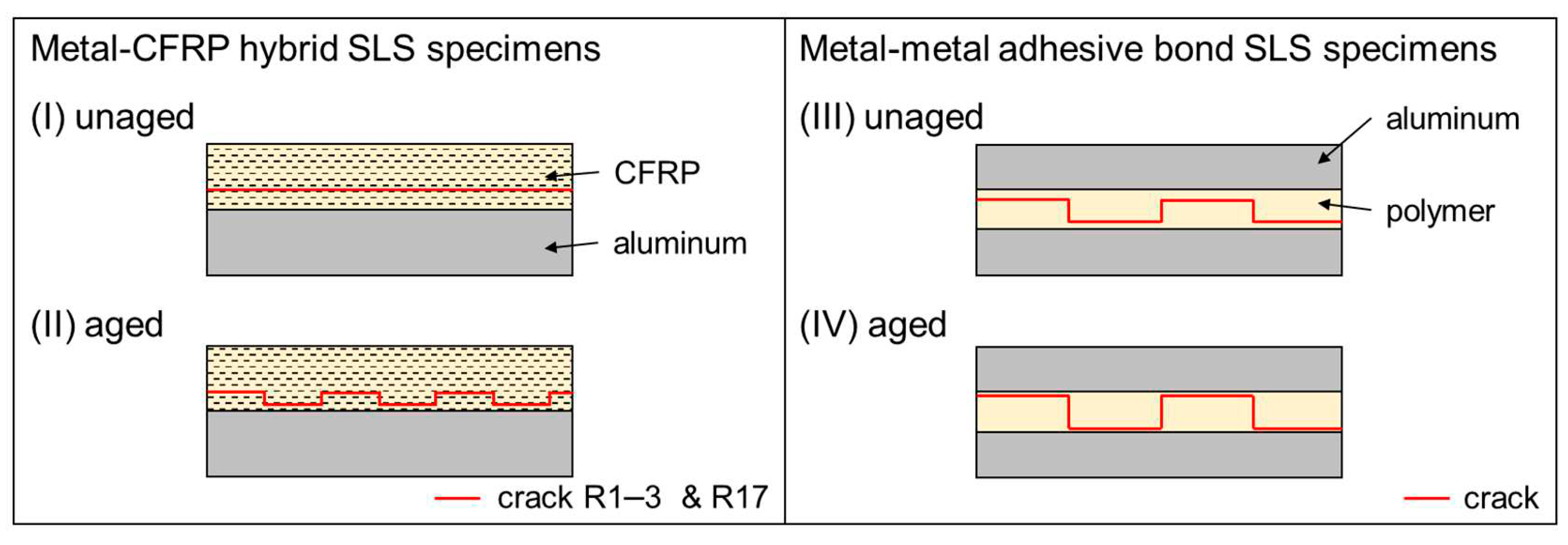
Figure 8.
Fracture surfaces of unaged AW 6082-T6 – E320 SLS specimens pretreated with the (a) R1 and (b) R36 parameter set.
Figure 8.
Fracture surfaces of unaged AW 6082-T6 – E320 SLS specimens pretreated with the (a) R1 and (b) R36 parameter set.
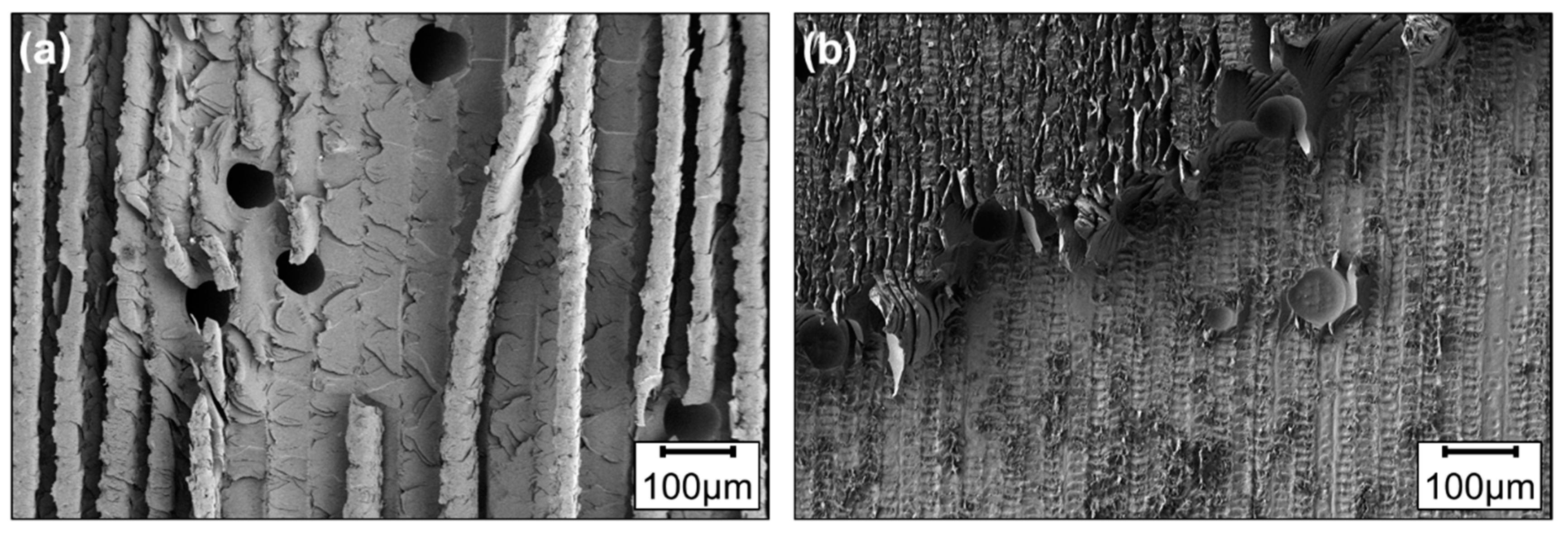
Figure 9.
SEM images of fracture surfaces of AW 6082-T6 - E320 SLS specimens: (a) R1 unaged, (b) R1 aged, (c) R36 unaged and (b) R36 aged.
Figure 9.
SEM images of fracture surfaces of AW 6082-T6 - E320 SLS specimens: (a) R1 unaged, (b) R1 aged, (c) R36 unaged and (b) R36 aged.
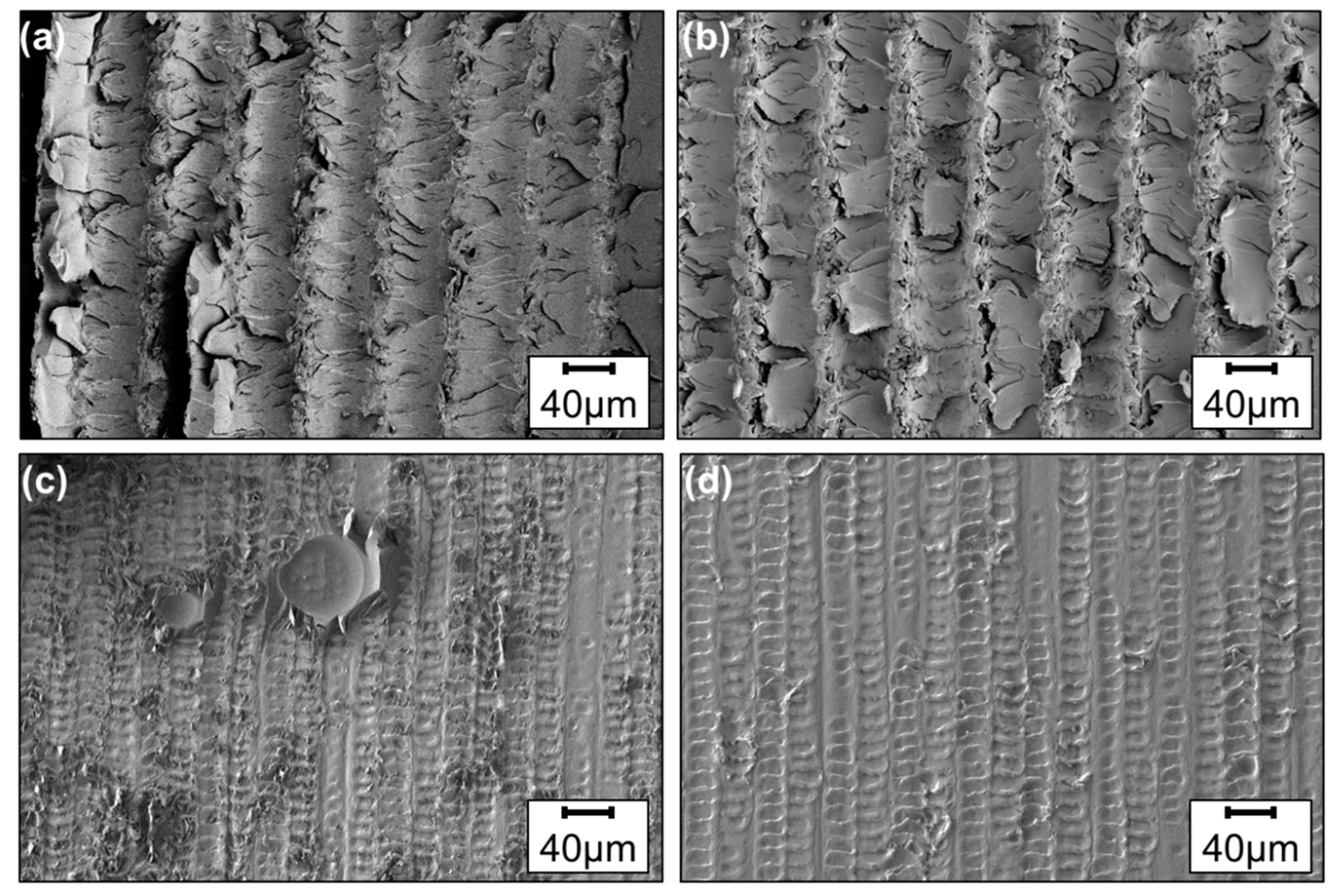
Table 1.
Parameter sets for the pulsed laser metal surface pretreatment.
| R | Frequency [kHz] | Laser power [W] | Laser spot overlap [%] | Number of scans [x] |
|---|---|---|---|---|
| 1 | 60 | 20 | 10 | 5 |
| 2 | 40 | 20 | 50 | 1 |
| 3 | 60 | 15 | 50 | 1 |
| 17 | 60 | 20 | 50 | 1 |
| 18 | 60 | 10 | 10 | 1 |
| 19 | 60 | 10 | 50 | 1 |
| 34 | 80 | 10 | 10 | 5 |
| 35 | 80 | 15 | 50 | 5 |
| 36 | 80 | 10 | 10 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



