
Submitted:
05 October 2023
Posted:
06 October 2023
You are already at the latest version
Abstract
Ternary blended cements such as limestone calcined clay cement (LC3) represent a strategic binder type for the mitigation of environmental impact associated with cement production and are estimated to reduce CO2 emissions by about 40% compared to ordinary Portland cement (OPC). In this paper we explore the possibility of producing such ternary blends by utilizing secondary raw materials that may be locally available. Specifically, the primary limestone that is commonly used in LC3 is here substituted by quarry dust obtained by sourcing of “kunkur”, a carbonate-rich sedimentary rock (also known as caliche) that can be locally utilized for the production of ordinary OPC clinker. To optimize the blending proportions of ternary cements consisting of OPC, calcined clay and kunkur fines, a Design of Experiment (DoE) approach was implemented, with the further goal of exploring the possibility of reducing the amount of the OPC fraction to values lower than 50%. The properties of the formulated blends were assessed by a combination of techniques that comprise mechanical strength testing, XRD time-dependent quantitative phase analysis, SEM-EDS microstructural and microchemical analysis. The results suggest that ternary blended cements based on kunkur fines form hydration products, such as hemicarboaluminates, which are also observed in LC3. This shows that such a waste material can potentially be used in sustainable cement blends, however, the presence of kaolinite in the kunkur fines seems to affect the development of strength when compared to both OPC and conventional LC3.
Keywords:
Kunkur fines
; blended cement
; mixture design
; circular economy
1. Introduction
The production of Portland cement leaves behind an estimated global carbon footprint of 7-10% of the global emissions [1]. This puts pressure on the global efforts to address climate change and other related environmental concerns [2]. Using alternative binders to reduce the consumption of Portland cement in concrete constructions is considered as one of the viable options to a sustainable construction industry [3,4]. The most promising achievable option is through cement dilution, i.e. by replacing a fraction of ordinary Portland cement (OPC) with powders having different degrees of reactivity, the most commons being fly ash, ground granulated blast furnace slags, calcined clay and finely ground limestone. These filler materials may be inert or reactive in the cement hydration process [3,5]. When displaying some degree of reactivity in blends with OPC, they are commonly known as Supplementary Cementitious Materials (SCMs) and have the potential to reduce the amount of emitted CO2 per unit mass of binder [4]. With the various options in which these materials are utilized to produce the different concrete, the aspect of familiarity, versatility, strength, durability, wide availability, fire resistance, resistance to the elements, and comparatively low cost, remains key factors to be considered [6]. The use of filler materials to substitute the clinker, considerably meets these requirements [7].
Among the different possible approaches to the use of SCMs in blended cements, Limestone Calcined Clay Cement (LC3) is a promising binder, with the potential to reduce global CO2 emissions to the atmosphere by about 40% due to clinker replacing up to about 45% [8,9]. In its most common formulation, LC3 incorporates 50 wt.% OPC clinker, 30 wt.% calcined clay (CC), 15 wt.% limestone (LS) and 5 wt.% gypsum (Gy). Several advantages have been reported from the pilot trials implemented across the world [10,11,12]. According to [13], high strength LC3 binder comparable to OPC after 28 days can be produced with calcined clay having kaolinite content as low as 40%. This gives the considerable option of using impure kaolinitic clay in LC3 production [14]. Further, low-grade limestone can also be used [15,16,17]. The synergy between limestone and calcined clay gives a great potential of reducing the clinker fraction to about 50% [18]. Similarly, the lower demand for energy in production gives an advantage over OPC production. Optimal industrial temperatures not exceeding 900℃ are needed in the calcination process [12,19,20]. Other studies also show a possible lower temperature requirement with higher pozzolanic activity when other mineral materials such as dolomite are co-calcined with clay [14,21].
Incorporation of other filler materials into similar ternary blends is also possible. This allows, for examples, industrial and agricultural wastes materials to be utilized. Such waste includes rice husk ash (RHA), broken fired bricks, and ceramic wastes among others [22,23,24]. Previous studies also show that the filler materials such as limestone can accelerate the early rate of hydration [2,25,26]. This effect can be accounted for by two phenomena: (1) the filler materials provide an increased surface area which then enables enhanced heterogeneous nucleation of the hydration products, and (2) enhanced water availability per unit mass of cement particles (i.e., w/c increase or dilution) [27,28,29]. Improved early age properties therefore leads to better performance of the binder.
Generally, most of the studies have explored the incorporation of different types of filler materials in blended cements. Several concerns such as compromise in the performance of the cement due to poor development of cementing properties have been reported before, depending on the nature and amount of the additions [30,31]. Similarly, utilization of calcined clay and further extension of clinker substitution rates were hindered by such concerns [32]. However, most challenges such as reduced workability, high water demand in concrete mixes, and delayed strength development can now be addressed by the use of superplasticizers and other admixtures [33,34,35]. These recent advancements expand the scope of SCMs and fillers, and their utilization in blended cements. With this realization, a better understanding of the different fillers is possible. Further, potentially viable implementation of sustainable mixture designs can be optimized to allow increased substitution of the clinker fraction [36,37].
The present study aims at investigating the potential of utilizing “kunkur”, a nodular calcium carbonate rock formed in semi-arid regions, which is also commonly known as “caliche” or “calcrete”. These are naturally cemented soils formed due to evaporation of water containing dissolved calcium carbonate [38]. They are composed of small calcite crystals, and other minerals that are commonly found in soils, and hence have found several applications in cement production and road construction [39,40,41].
For example, in Kenya “kunkur” has been used in cement production [42,43]. However, the fines formed by quarrying of “kunkur” have not been so far utilized as they are considered wastes and are commonly stockpiled. However, due to the significant calcite content and its wide availability in specific locations, kunkur fines mat represent a suitable candidate for replacing primary limestone in ternary blends affine to LC3 cement. This study therefore explored the potential of utilizing kunkur fines in achieving higher clinker fraction substitution and improved performance of LC3 cement, using a Design of Experiments (DoE) approach.
2. Materials and Experimental Methods
2.1. Materials
OPC clinker (CL) and industrial grade gypsum powder (Gy) were used as reference materials to prepare the ternary blends. The kunkur fines (KF) and raw clay were obtained from East African Portland Cement Company (EAPCC) and Nandi County (1.3973°, 34.4489°) Kenya, respectively. Bettersizer SD (dry) particle size analyzer (LS13-320; Dandong Bettersize Instruments Ltd) was used in particle size distributions (PSD) measurements. A muffle furnace was used for calcination of clay at 800℃ for 2 hours. Standard sand (CEN Standard Sand EN 196-1) was used to cast the mortars.
2.2. Methods
2.2.1. Chemical composition
The chemical composition of the sample materials was characterized using X-ray Fluorescence (XRF) (Siemens COROS OP15 HERZOG) following the standard procedure according to [44]. Laboratory grinding was carried out using a HERZOG laboratory ball mill FLS 1480, T0200 (1996) with 1480/38 RPM. The samples were then sieved to pass through the 100-micron sieve. About 12 g of the samples were mixed with a binding agent (wax) and pressed into pellets at 20T using a hand pressing machine to obtain a homogeneous pellet sample.
2.2.2. Mineralogical composition of raw materials and reacted mixes
The samples for XRD mineralogical analysis were prepared by hand grinding the samples to obtain samples of size less than 75 microns. To obtain a homogenous sample, the samples were put in a grinding jar filled with 48 zirconium oxide grinding elements. About 4 ml ethanol was added and ground using McCrone Micronizing for 5 minutes. The obtained solution was dried and flat samples were prepared through backfilling to avoid preferred orientations. This procedure was repeated for the XRD analysis of the raw samples and the reacted mixes, by a PANalytical X’Pert PRO diffractormeter, in Bragg-Brentano geometry, using Cu radiation.
2.2.3. Mixture design
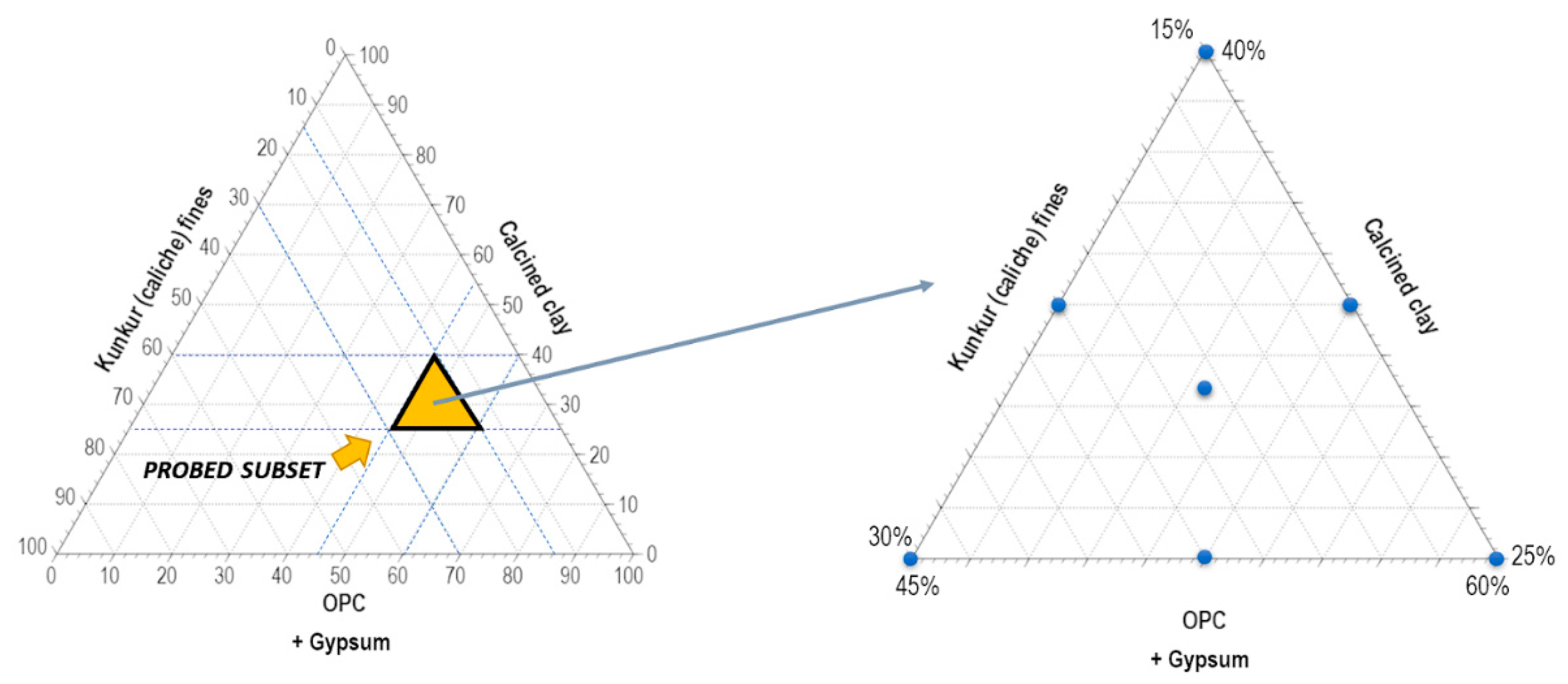
In the study, a three-component mixture design (simplex centroid design) was used to obtain an efficient and structured approach to examine the KF influence, potential and suitability for utilization to reduce the clinker fraction in cements. This method allows the treatment of the sample as a sum of all the components adding up to 1 (or 100%) hence the synergy effect of the variation of the ratios among the variables (KF, CC, and CL) is possible [45]. The effect of the KF on the behavior of ternary blends is screened by determining the performance of the binder in terms of compressive strength of the cast cement pastes at various curing days.
The experimental design used consists of the probed subset in the mixture space (Figure 1), where each variable is fixed at the lower and upper levels of the mixture space explored. The experimental mixture space covered a range from 40-55%, 15-30%, and 25-40% for CL, KF and CC respectively, whereas the amount of gypsum was kept constant at 5%. For reference, Portland cement with composition meeting CEM I type was prepared following the standard specified in [46]. The experiments were performed according to mixture composition for the experimental points in Figure 1 and their responses (the compressive strengths for the respective curing days) reported, based on a linear mathematical equation (Equation (1)). The equation describes the influence of the main factors (KF, CC and CL) and their interactions with respect to the response parameter Y (compressive strength):
In this equation, X1, X2 and X3 correspond to the amount of clinker, kunkur fines and calcined clay, normalized between 0 and 1. The value of the coefficients bn is calculated by setting a system of seven equations, each corresponding to an experimental run, with seven unknowns.
Figure 1.
Graphical representation of the mixture space with points representative of the seven experiments of the mixture design.
Figure 1.
Graphical representation of the mixture space with points representative of the seven experiments of the mixture design.
2.2.4. Compressive strength
Cement pastes for these mixtures were prepared using potable water at a fixed water-to-cement ratio (w/c = 0.5) using a planetary mixer (JIKA, Eurostar) as described in [47]. The cement pastes mixes were prepared according to the proportions shown in Table 1. S1 to S7 correspond to the seven-mixture design experimental points displayed in Figure 1, whereas S8 is the OPC control mix. The pastes were cast in prisms of 1.5 cm × 1.5 cm × 6 cm and demolded after 48 hours, wrapped in a slightly wet cloth, and put in sealable plastic bags until the day of the test. The compressive strength was determined using a compressive strength test machine (Controls, Model 82-P0374) after 2, 7, and 28 days of curing.
2.2.5. DoE model validation
To validate the modeled responses, three points from the mixture space matching cement pastes showing lower, medium, and highest (mixing proportions in Table 2) performance in terms of compressive strength in the design were prepared. After selecting the validated formulation with the highest compressive strength, an automatic mixer (AUTOMIX, Controls model no. 65-L0006/AM) was used to prepare mortars according to EN196-1. OPC paste and mortar controls were also prepared for reference.
2.2.6. Scanning Electron Microscopy (SEM)
Fragments of the samples tested for compressive strength were kept for SEM microstructural analysis. Hydration was stopped by means of solvent exchange, using ethanol. The samples were pre-polished and cast in epoxy resin, then polished to achieve a desired cross-section of the material and coated with carbon to improve conductivity during analysis. The instrument used in the study was a TESCAN SOLARIS FE-SEM, in backscattered electron (BSE) mode. Energy dispersive X-ray (EDX) was used to assess the microchemical composition of the hardened pastes.
3. Results and Discussion
3.1. Charachterization of the starting materials
The XRF chemical compositions of the materials used in the formulations are shown in Table 3. From the XRD analysis, clinker was determined to have a phase composition of 54.9% C3S, 17.7% C2S, 6.6% C3A, and 10.7% C4AF. The XRD patterns of the starting materials are shown in Figure 2.
From the results, the major phases observed in the kunkur fines are: calcite, kaolinite, muscovite, feldspar (microcline) and quartz, compatible with the genesis of this kind of materials, consisting of soils cemented by calcium carbonate precipitated by evaporation. The raw clay mainly consists of kaolinite and quartz, with other minor phases such as muscovite, albite and microcline. The XRD pattern of the clay calcined at 800 °C shows the disappearance of the kaolinite peaks upon structural collapse of this phase. The particle size distributions of the kunkur fines and raw clay are shown in Figure 3.
3.2. Compressive strength
The isoresponse plots of the mixture design are shown in Figure 4. These plots display the variation of the compressive strength (2, 7, 28 days) with the binder composition, obtained by interpolating the model equation (Equation (1)).
From the plot in Figure 4, it can be observed that the compressive strength after 2 days was majorly influenced by the presence of clinker and the calcined clay. The highest strength is predicted to be above 10 MPa. The major phases, C3S, C2S and C3A undergo a faster reaction as compared to pozzolanic materials which are known to start reacting after the second day [48]. This fact can be demonstrated on day 7 where it can be observed that the influence of clinker and CC is showing a significant difference. With the additional CC the compressive strength achieved is about 20.5 MPa compared to a strength of about 17 MPa with clinker. KF is also seen to contribute to mechanical performance to some extent. The highest strength on day 7 is predicted at above 21 MPa.
Finally, at 28 days the compressive strength is observed to be influenced by the presence of the highest amount of CC present in the blend. This can be attributed to the role of the pozzolanic reaction. These observations are consistent with the previous studies that reported the reactions of metakaolin in blended cement at a later age of hydration [49]. Additionally, the major phases in the clinker react faster in the early ages leaving a smaller amount available for further reaction towards late age. This means that the amount of the hydration phases in the clinker, in this case, is slowed hence this reaction is seen to be determined by the silicate ions in solution that react with portlandite. The highest predicted compressive strength is approximately 34 MPa for the mix consisting of 40% CL, 5% Gy, 40% CC and 15% KF. The strength predicted is lower by about 20% as compared to the control OPC, which has a mechanical strength of about 42.5 MPa.
3.3. DoE model validation
The compressive strength of the blends reported in Table 2, as well as that of the 28 days mortar samples, is displayed in Figure 5.
In general, these results confirm the trend predicted by the DoE model, i.e. in the studied compositional range, the strength is maximized proportional to the amount of calcined clay. The measured strengths tend to be significantly lower compared to the control OPC samples, which can be ascribed to the high level of substitution of the studied samples. The values of compressive strength measured on mortars at 28 days were in line with those measured on the corresponding cement pastes. A comparable strength attained is observed in S1’ which attained a strength of 26.94 MPa in mortar whilst attaining 27.09 MPa for the case of cement paste. This was consistent for all the samples tested.
The dilution effect reduces the amount of portlandite available for pozzolanic reaction due to reduced clinker in the cement. In addition, the pozzolanic materials could not compensate for the loss in strength performance owed to the slow nature of the pozzolanic reaction which continues beyond the 28 days of curing [34]. The lower strength could further be partly attributed to the challenges with compaction experienced during casting of the blended cement mortar owed to the high water demand of the calcined clay [13]. The addition of superplasticizers (which was not envisaged in this study to avoid a too large numbers of variables in the studied system) may likely improve the strength of mortars with high content of calcined clay, as the one formulated in this study.
3.4. XRD analysis of the hardened pastes
In order to assess the role of the kinetics of formation of hydration products on the macroscopic properties of the studied mixes, XRD was performed at 2, 7 and 28 curing days. The XRD patterns of the cement pastes are presented in Figure 6 for the region of 2Ɵ between 5˚ and 70˚.
It can be observed that the main phases present in all samples include: clinker phases; kaolinite, quartz and microcline deriving from the kunkur fines and calcined clay; portlandite, ettringite and hemicarboaluminate as reaction product. The intensity of the calcite peaks does not vary significantly in time, suggesting that partial dissolution of the calcite present in the kunkur fines is compensated by carbonation of the reaction products [50].
Figure 7 demonstrates the difference in pozzolanic activity for S1’, S2’ and S3’. It can be observed that pozzolanic activity decreases from S1’ to S3’. The highest activity in S1’ can be attributed to the highest amount of amorphous silica from CC leading to pozzolanic reaction with CH.
The other minerals including plagioclase, kaolinite, and calcite do not seem to have a significant change in their peak intensity. These materials behave to act as physical fillers. However, the formation of hemicaboaluninate (Hc) shown by the peak at 2Ɵ = 12.560 indicates some extent of dissolution of calcite, which reacts with the aluminum ions released by dissolution of the amorphous alumino-silicate fraction in the CC, in agreement with previous studies [51]. The Hc peak is observed to gradually increase with curing time. According to [51] with increased curing time, beyond 28 days, the precipitation of hemicarboaluminate exerts a direct effect on pore refinement and strength development. Formation of AFm was not detected in any of the samples at all curing ages. This confirms that the formation of hemicarboaluminate stabilized ettringite and hindered the formation of monosulfate [52].
3.5. Microstructure and microchemical analysis of hardened pastes
SEM micrographs and representative EDS spectra of the hydration product matrices of the blended cement pastes containing KF and CC at 28 days of curing are shown in Figure 8. All microstructures consist of particles of unhydrated cement, calcined clay minerals, quartz, calcite and other unreacted phases in a relatively porous matrix, without significant differences between the three samples. EDS spectra acquired in matrix areas display the presence of Si, Al, Ca and S as the main elements incorporated in the hydration products. This suggests the formation of calcium silicate hydrate with uptake of Al (C-A-S-H) and ettringite as the major matrix phases.
4. Conclusions
This study preliminary assessed the possibility of utilizing kunkur fines, sourced as a waste material from quarrying of caliche used in OPC clinker production. The current results lead to the following conclusions:
- High level of clinker substitution with calcined clay and kunkur fines was studied. The highest 28 days compressive strength for the blended cements was 30 MPa. This was a cement blend with composition consisting of 40% clinker + 5% gypsum + 40% calcined clay + 15% kunkur fines.
- Kunkur fines can possibly substitute primary limestone in ternary blends, owing to their relatively high calcite content. The partial reactivity of this material is testified by the formation of hemicarboaluminate. However, the presence of kaolinite in the fines may hinder the overall performance, e.g. by increasing the water demand in the mix.
- The presence of kunkur fines in the ternary blends leads to similar hydration products as those occurring in LC3 containing limestone.
However, the observed lower strength compared to OPC and standard LC3 requires that additional studies are performed to better understand the potential of kunkur fines in sustainable cements, and to elaborate strategies aimed at improving the engineering properties of such blended cements. Investigating the mechanical performance at longer curing times and the durability of blends incorporating kunkur fines will likely provide a more comprehensive view of the potential of this secondary material in sustainable cement.
Author Contributions
Conceptualization, J.M.M. and V.K.M.; methodology, J.M.M. and L.V.; formal analysis, V.K.M. and L.V.; investigation, V.K.M; resources, J.M.M and L.V.; writing—original draft preparation, V.K.M.; writing—review and editing, L.V., J.M.M. and C.M.M.; visualization, V.K.M. and L.V.; supervision, J.M.M., C.M.M. and L.V.; project administration, J.M.M., C.M.M. and L.V.; funding acquisition, J.M.M. and L.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research collaboration was carried out within the frame of the Erasmus+ KA107 Exchange Program granted to the University of Padua and Meru University of Science and Technology. The support of the East African Portland Cement Company (EAPCC) is also acknowledged.
Institutional Review Board Statement
Not Applicable.
Informed Consent Statement
Not Applicable.
Data Availability Statement
The data presented in this study are available upon requested submitted to the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ansari, Y.; Husain, D.; Das, U. K.; Haloi, J.; Khan, N. A.; Prakash, R.; Husain, M. Ecological Footprint Assessment of Concrete: Partial Replacement of Cement by Water Treatment Sludge and Stone Dust. Sustainability, 2023, 15 (9), 7512. [CrossRef]
- Tennis, P. D.; Thomas, M. D. A.; Weiss, W. J. State-of-the-Art Report on Use of Limestone in Cements at Levels of up to 15%. PCA RD SN3148 Portland Cem. Assoc. Skokie IL, 2011.
- Scrivener, K. L. Options for the Future of Cement. Indian Concr J, 2014, 88 (7), 11–21.
- Machner, A.; Zajac, M.; Haha, M. B.; Kjellsen, K. O.; Geiker, M. R.; De Weerdt, K. Limitations of the Hydrotalcite Formation in Portland Composite Cement Pastes Containing Dolomite and Metakaolin. Cem. Concr. Res., 2018, 105, 1–17. [CrossRef]
- Oey, T.; Kumar, A.; Bullard, J. W.; Neithalath, N.; Sant, G. The Filler Effect: The Influence of Filler Content and Surface Area on Cementitious Reaction Rates. J. Am. Ceram. Soc., 2013, 96 (6), 1978–1990. [CrossRef]
- Imbabi, M. S.; Carrigan, C.; McKenna, S. Trends and Developments in Green Cement and Concrete Technology. Int. J. Sustain. Built Environ., 2012, 1 (2), 194–216. [CrossRef]
- Błaszczyński, T.; Król, M. Usage of Green Concrete Technology in Civil Engineering. Procedia Eng., 2015, 122, 296–301. [CrossRef]
- Habert, G.; Miller, S. A.; John, V. M.; Provis, J. L.; Favier, A.; Horvath, A.; Scrivener, K. L. Environmental Impacts and Decarbonization Strategies in the Cement and Concrete Industries. Nat. Rev. Earth Environ., 2020, 1 (11), 559–573. [CrossRef]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined Clay Limestone Cements (LC3). Cem. Concr. Res., 2018, 114, 49–56. [CrossRef]
- Krishnan, S.; Emmanuel, A. C.; Shah, V.; Parashar, A.; Mishra, G.; Maity, S.; Bishnoi, S. Industrial Production of Limestone Calcined Clay Cement: Experience and Insights. Green Mater., 2019, 7 (1), 15–27. [CrossRef]
- Bishnoi, S.; Maity, S.; Mallik, A.; Joseph, S.; Krishnan, S. Pilot Scale Manufacture of Limestone Calcined Clay Cement: The Indian Experience. Indian Concr J, 2014, 88 (6), 22–28.
- Emmanuel, A. C.; Haldar, P.; Maity, S.; Bishnoi, S. Second Pilot Production of Limestone Calcined Clay Cement in India: The Experience. Indian Concr J, 2016, 90 (5), 57–63.
- Dhandapani, Y.; Sakthivel, T.; Santhanam, M.; Gettu, R.; Pillai, R. G. Mechanical Properties and Durability Performance of Concretes with Limestone Calcined Clay Cement (LC3). Cem. Concr. Res., 2018, 107, 136–151. [CrossRef]
- Hanein, T.; Thienel, K.-C.; Zunino, F.; Marsh, A.; Maier, M.; Wang, B.; Canut, M.; Juenger, M. C.; Ben Haha, M.; Avet, F. Clay Calcination Technology: State-of-the-Art Review by the RILEM TC 282-CCL. Mater. Struct., 2022, 55 (1), 1–29. [CrossRef]
- Medepalli, S.; Shah, V.; Bishnoi, S. Production of Lab Scale Limestone Calcined Clay Cements Using Low Grade Limestone. 2016.
- Zolfagharnasab, A.; Ramezanianpour, A. A.; Bahman-Zadeh, F. Investigating the Potential of Low-Grade Calcined Clays to Produce Durable LC3 Binders against Chloride Ions Attack. Constr. Build. Mater., 2021, 303, 124541. [CrossRef]
- Krishnan, S.; Gopala Rao, D.; Bishnoi, S. Why Low-Grade Calcined Clays Are the Ideal for the Production of Limestone Calcined Clay Cement (LC3). In Calcined Clays for Sustainable Concrete; Springer, 2020; pp 125–130.
- Krishnan, S.; Emmanuel, A. C.; Shah, V.; Parashar, A.; Mishra, G.; Maity, S.; Bishnoi, S. Industrial Production of Limestone Calcined Clay Cement: Experience and Insights. Green Mater., 2018, 7 (1), 15–27. [CrossRef]
- Danner, T.; Justnes, H.; Norden, G.; Østnor, T. Feasibility of Calcined Marl as an Alternative Pozzolanic Material. In Calcined Clays for Sustainable Concrete; Springer, 2015; pp 67–73.
- Beuntner, N.; Thienel, K. C. Properties of Calcined Lias Delta Clay—Technological Effects, Physical Characteristics and Reactivity in Cement. In Calcined Clays for Sustainable Concrete; Springer, 2015; pp 43–50.
- Bullerjahn, F.; Zajac, M.; Pekarkova, J.; Nied, D. Novel SCM Produced by the Co-Calcination of Aluminosilicates with Dolomite. Cem. Concr. Res., 2020, 134, 106083. [CrossRef]
- Marangu, J. M. Physico-Chemical Properties of Kenyan Made Calcined Clay-Limestone Cement (LC3). Case Stud. Constr. Mater., 2020, 12, e00333. [CrossRef]
- Marangu, J. M.; Latif, E.; Maddalena, R. Evaluation of the Reactivity of Selected Rice Husk Ash-Calcined Clay Mixtures for Sustainable Cement Production. Ed. R Maddalena M Wright-Syed, 2021, 81.
- Rahhal, V.; Pavlík, Z.; Trezza, M.; Castellano, C.; Tironi, A.; Kulovaná, T.; Pokorný, J.; Černý, R.; Irassar, E. F. Red Ceramic Wastes: A Calcined Clay Pozzolan. In Calcined Clays for Sustainable Concrete; Springer, 2015; pp 179–187.
- Bentz, D. P.; Ferraris, C. F. Rheology and Setting of High Volume Fly Ash Mixtures. Cem. Concr. Compos., 2010, 32 (4), 265–270. [CrossRef]
- Castellano, C. C.; Bonavetti, V. L.; Donza, H. A.; Irassar, E. F. The Effect of w/b and Temperature on the Hydration and Strength of Blastfurnace Slag Cements. Constr. Build. Mater., 2016, 111, 679–688. [CrossRef]
- Bonavetti, V. L.; Rahhal, V. F.; Irassar, E. F. Studies on the Carboaluminate Formation in Limestone Filler-Blended Cements. Cem. Concr. Res., 2001, 31 (6), 853–859. [CrossRef]
- De Weerdt, K.; Kjellsen, K. O.; Sellevold, E.; Justnes, H. Synergy between Fly Ash and Limestone Powder in Ternary Cements. Cem. Concr. Compos., 2011, 33 (1), 30–38. [CrossRef]
- Moesgaard, M.; Herfort, D.; Steenberg, M.; Kirkegaard, L. F.; Yue, Y. Physical Performances of Blended Cements Containing Calcium Aluminosilicate Glass Powder and Limestone. Cem. Concr. Res., 2011, 41 (3), 359–364. [CrossRef]
- Cost, V. T.; Aci, F. Concrete Sustainability versus Constructability—Closing the Gap. In 2011 international concrete sustainability conference, Boston; 2011.
- Costa, E. B. C.; Cardoso, F. A.; John, V. M. Influence of High Contents of Limestone Fines on Rheological Behaviour and Bond Strength of Cement-Based Mortars. Constr. Build. Mater., 2017, 156, 1114–1126. [CrossRef]
- Sato, T.; Beaudoin, J. J. Effect of Nano-CaCO3 on Hydration of Cement Containing Supplementary Cementitious Materials. Adv. Cem. Res., 2011, 23 (1), 33–43.
- Ferrari, G.; Brocchi, A.; Castiglioni, F.; Bravo, A.; Moretti, E.; Salvioni, D.; Squinzi, M.; Artioli, G.; Dalconi, M.; Valentini, L.; et al. A New Multifunctional Additive for Blended Cements. Constr. Build. Mater., 2022, 354, 129086. [CrossRef]
- Nair, N.; Haneefa, K. M.; Santhanam, M.; Gettu, R. A Study on Fresh Properties of Limestone Calcined Clay Blended Cementitious Systems. Constr. Build. Mater., 2020, 254, 119326. [CrossRef]
- Sposito, R.; Beuntner, N.; Thienel, K.-C. Characteristics of Components in Calcined Clays and Their Influence on the Efficiency of Superplasticizers. Cem. Concr. Compos., 2020, 110, 103594. [CrossRef]
- Zhang, J.; Wang, Q.; Wang, Z. Optimizing Design of High Strength Cement Matrix with Supplementary Cementitious Materials. Constr. Build. Mater., 2016, 120, 123–136. [CrossRef]
- Fernández, Á.; Calvo, J. G.; Alonso, M. C. Ordinary Portland Cement Composition for the Optimization of the Synergies of Supplementary Cementitious Materials of Ternary Binders in Hydration Processes. Cem. Concr. Compos., 2018, 89, 238–250. [CrossRef]
- Eren, M. Caliche Formation and Features. Jeol. Muhendisligi Derg., 2006, 30, 1–8.
- Gareth, H. Mapping calcretes in Inhambane province, Mozambique, for use in road construction | SpringerLink https://link.springer.com/article/10.1007/s10064-014-0688-3 (accessed Feb 19, 2023). [CrossRef]
- Netterberg, F. Low-Cost Local Road Materials in Southern Africa. Geotech. Geol. Eng., 1994, 12, 35–42. [CrossRef]
- Reeves, C. C.; Suggs, J. D. Caliche of Central and Southern Llano Estacado, Texas. J. Sediment. Res., 1964, 34 (3), 669–672. [CrossRef]
- Mutua, M. G. Investigation of Matisaa Gray Rock as a Potential Raw Material for the Manufacture of Cement, 2020.
- Geoffrey, M.; Isaac, M.; Fredrick, O. Parametric Study of Matisaa Gray Rock as a Potential Clinker Material. 2020. [CrossRef]
- KS EAS 148-2: KS EAS 148-2: 2017 Cement - Test Methods Part 2: Chemical Composition. 2017.
- Leardi, R. Experimental Design in Chemistry: A Tutorial. Anal. Chim. Acta, 2009, 652 (1–2), 161. [CrossRef]
- KS EAS 18-1: KS EAS 18-1: 2017, Cement Part 1: Composition, Specification and Conformity Criteria for Common Cements. 2017.
- KS EAS 18-2: KS EAS 18-2: 2017: Cement Part 2: Conformity Evaluation. 2017.
- Sui, H.; Hou, P.; Liu, Y.; Sagoe-Crentsil, K.; Basquiroto de Souza, F.; Duan, W. Limestone Calcined Clay Cement: Mechanical Properties, Crystallography, and Microstructure Development. J. Sustain. Cem.-Based Mater., 2022, 1–14. [CrossRef]
- Gameiro, A.; Silva, A. S.; Faria, P.; Grilo, J.; Branco, T.; Veiga, R.; Velosa, A. Physical and Chemical Assessment of Lime–Metakaolin Mortars: Influence of Binder: Aggregate Ratio. Cem. Concr. Compos., 2014, 45, 264–271. [CrossRef]
- Feng, Y.; Zhang, Q.; Chen, Q.; Wang, D.; Guo, H.; Liu, L.; Yang, Q. Hydration and Strength Development in Blended Cement with Ultrafine Granulated Copper Slag. PLoS One, 2019, 14 (4), e0215677. [CrossRef]
- Zunino, F.; Scrivener, K. The Reaction between Metakaolin and Limestone and Its Effect in Porosity Refinement and Mechanical Properties. Cem. Concr. Res., 2021, 140, 106307. [CrossRef]
- Sui, H.; Hou, P.; Liu, Y.; Sagoe-Crentsil, K.; Basquiroto de Souza, F.; Duan, W. Limestone Calcined Clay Cement: Mechanical Properties, Crystallography, and Microstructure Development. J. Sustain. Cem.-Based Mater., 2022, 1–14. [CrossRef]
Figure 2.
X-ray pattern of (top to bottom) kunkur fines, raw clay and calcined clay. A, C, K, Mi, Mu, and Q represent albite, calcite, kaolinite, microcline, muscovite and quartz.
Figure 2.
X-ray pattern of (top to bottom) kunkur fines, raw clay and calcined clay. A, C, K, Mi, Mu, and Q represent albite, calcite, kaolinite, microcline, muscovite and quartz.
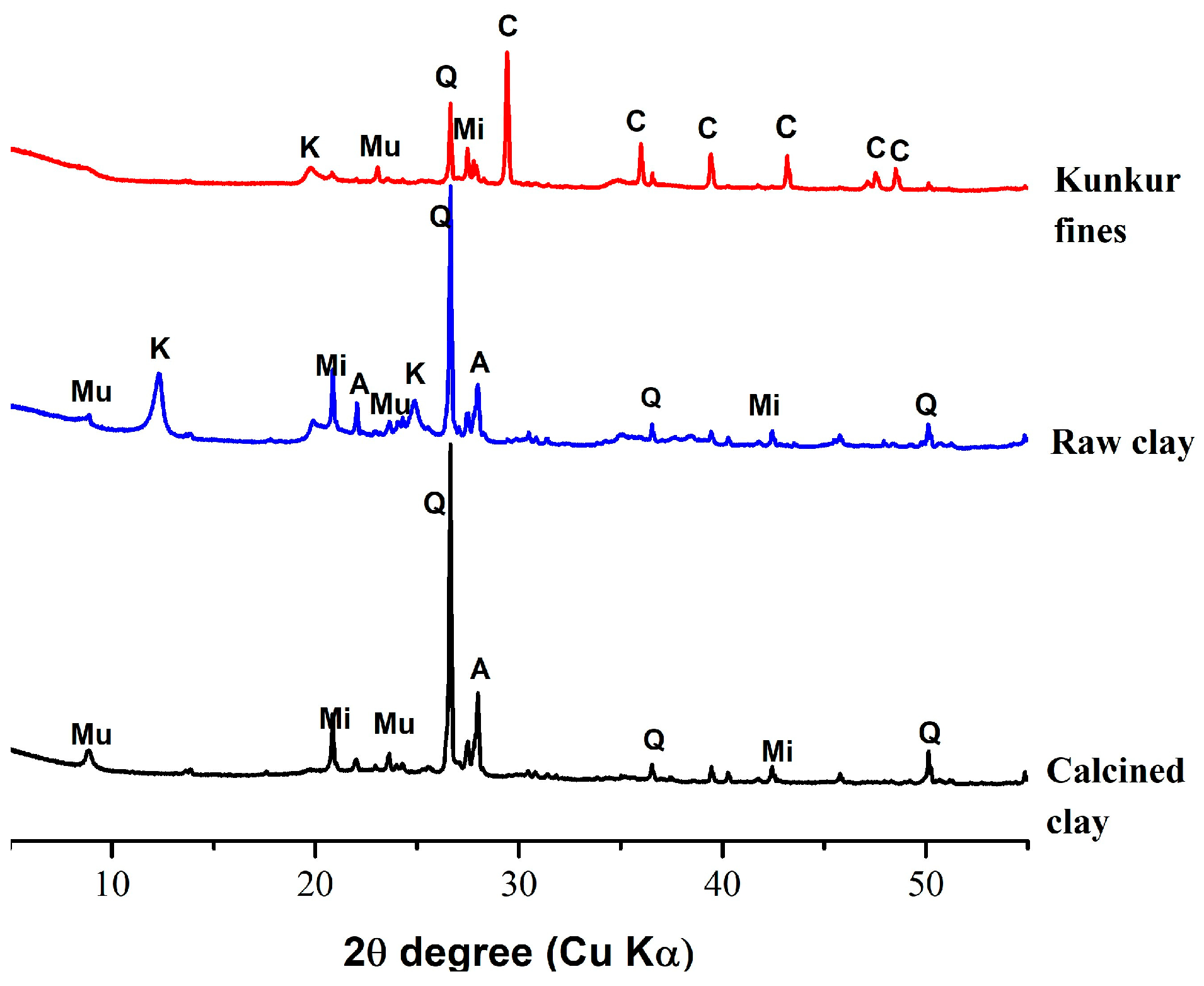
Figure 3.
Particle size distribution curves of raw clay (RC) and kunkur fines (KF).
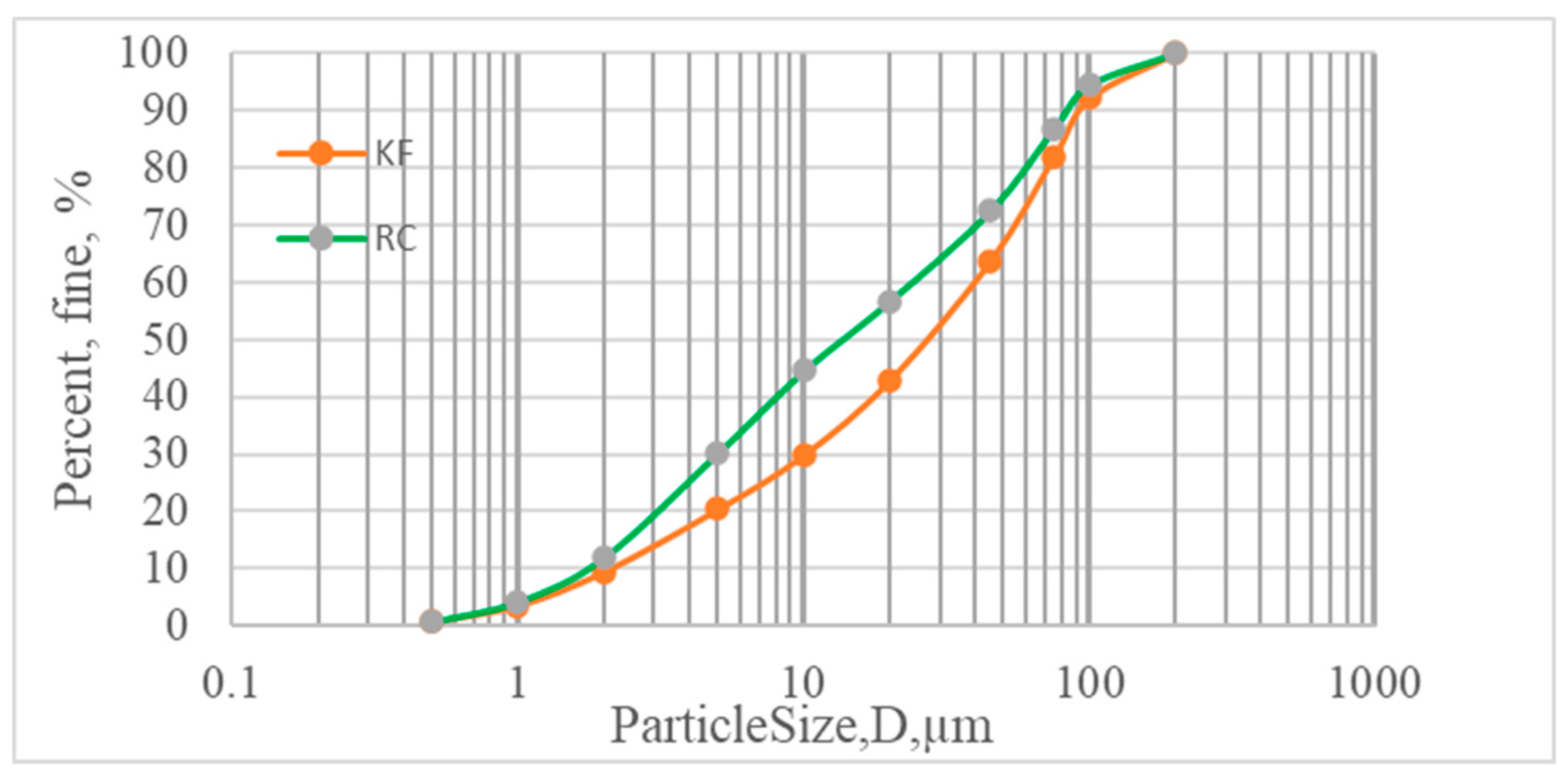
Figure 4.
Isoresponse plots of the compressive strength at 2, 7 and 28 days of curing.
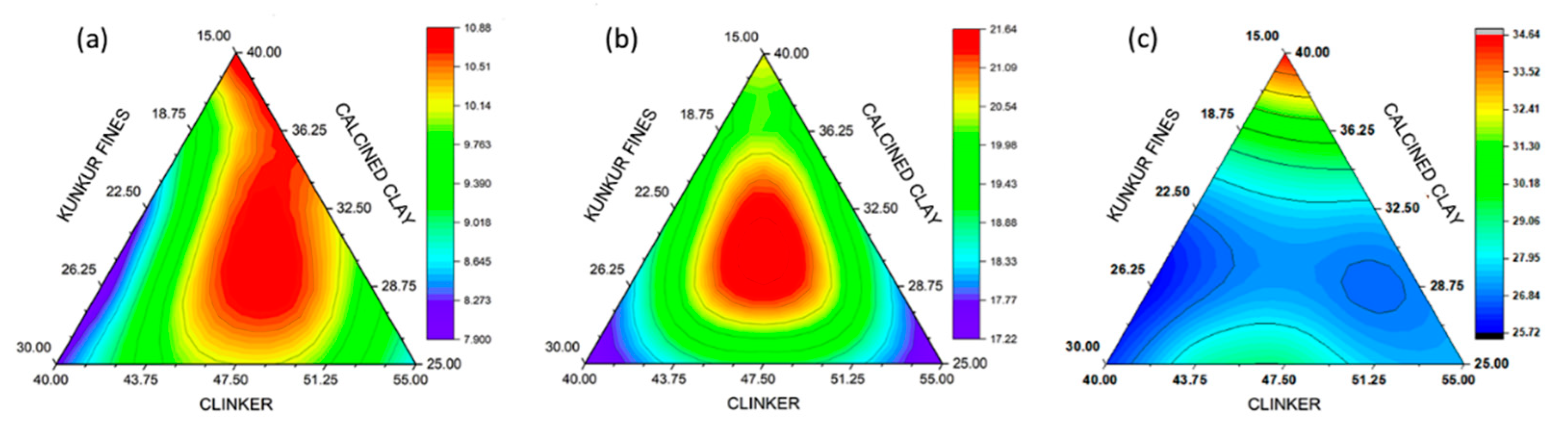
Figure 5.
Experimental results for the cement paste and mortar samples compressive strengths at various curing days.
Figure 5.
Experimental results for the cement paste and mortar samples compressive strengths at various curing days.
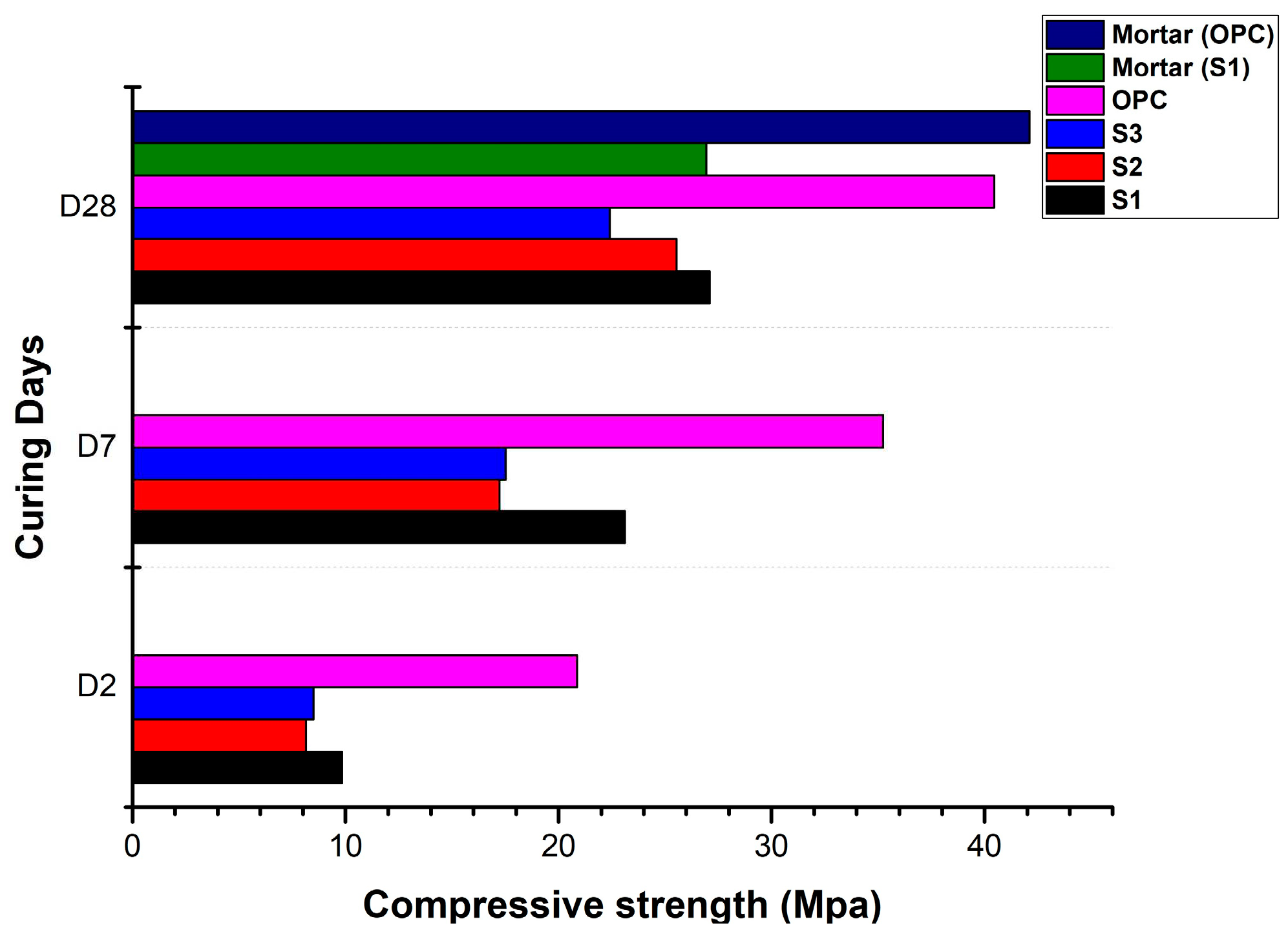
Figure 6.
XRD pattern for the cement samples S1’, S2’ and S3’ at 2, 7 and 28 days of curing. C, CH, C3S, C2S, C3A, Ett, Hc, K, Mi, P and Q denote calcite, portlandite, alite, belite, aluminate, ettringite, hemicaboaluminate, kaolinite, microcline, and quartz respectively.
Figure 6.
XRD pattern for the cement samples S1’, S2’ and S3’ at 2, 7 and 28 days of curing. C, CH, C3S, C2S, C3A, Ett, Hc, K, Mi, P and Q denote calcite, portlandite, alite, belite, aluminate, ettringite, hemicaboaluminate, kaolinite, microcline, and quartz respectively.
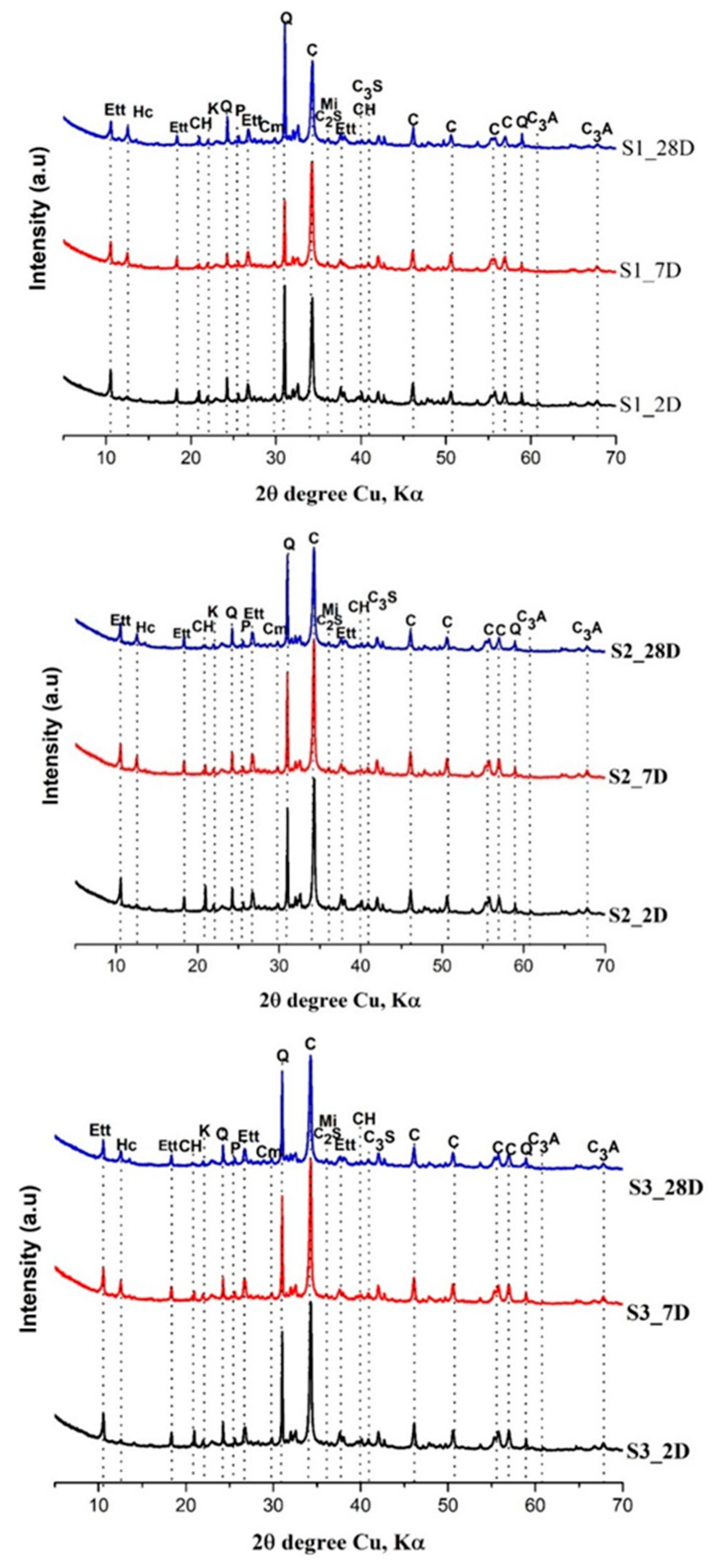
Figure 7.
Pozzolanic activity of the cement paste at curing age 2, 7 and 28 days.
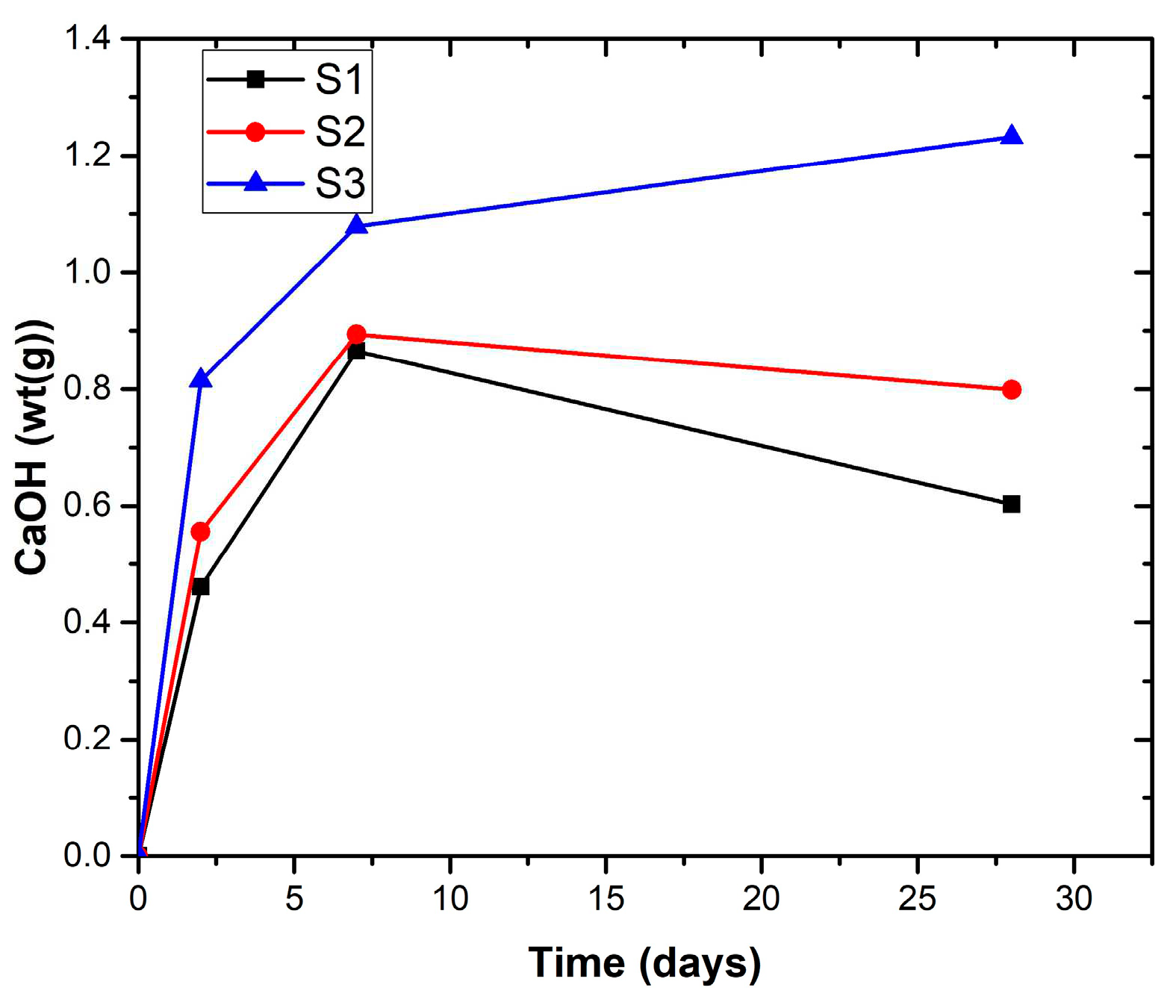
Figure 8.
SEM-BSE images for samples S1’, S2’ and S3’ (the length of the white bar corresponds to 100 μm) and example EDS spectra acquired in matrix areas, representative of the hydration products composition.
Figure 8.
SEM-BSE images for samples S1’, S2’ and S3’ (the length of the white bar corresponds to 100 μm) and example EDS spectra acquired in matrix areas, representative of the hydration products composition.
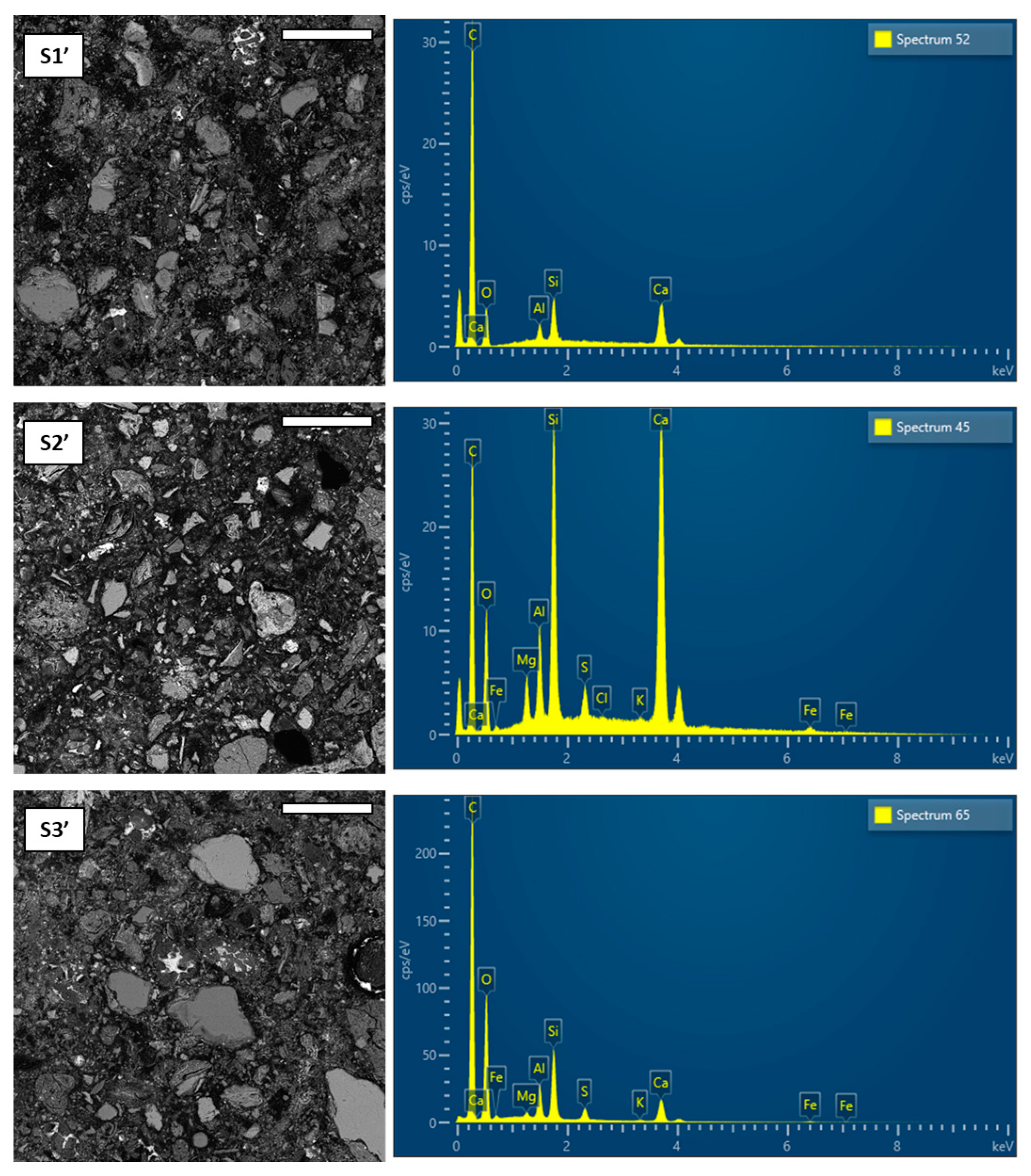

Table 1.
Mix composition (wt.%) for the prepared cement blends.
| Mix | Clinker % | KF % | CC % | GY % |
| S1 | 55.0 | 15.0 | 25.0 | 5.0 |
| S2 | 40.0 | 15.0 | 40.0 | 5.0 |
| S3 | 40.0 | 30.0 | 25.0 | 5.0 |
| S4 | 40.0 | 22.5 | 32.5 | 5.0 |
| S5 | 47.5 | 22.5 | 25.0 | 5.0 |
| S6 | 47.5 | 15.0 | 32.5 | 5.0 |
| S7 | 45.0 | 20.0 | 30.0 | 5.0 |
| S8 | 95.0 | - | - | 5.0 |
Table 2.
Mix composition (wt.%) for the prepared cement blends used for validation of the DoE model.
Table 2.
Mix composition (wt.%) for the prepared cement blends used for validation of the DoE model.
| Mix | Clinker % | KF % | CC % | GY % |
|---|---|---|---|---|
| S1’ | 41.0 | 16.0 | 38.0 | 5.0 |
| S2’ | 42.0 | 26.0 | 27.0 | 5.0 |
| S3’ | 45.0 | 18.0 | 32.0 | 5.0 |
| OPC | 95.0 | 5.0 |
Table 3.
XRF chemical composition (wt.%) of the starting materials.
| Chemical composition (w%) | Clinker | Calcined clay | Gypsum | Kunkur fines |
|---|---|---|---|---|
| SiO2 | 21.3 | 59.26 | 7.2 | 52.32 |
| Al2O3 | 6.3 | 29.49 | 1.26 | 9.55 |
| Fe2O3 | 3.7 | 4.79 | 0.83 | 7.87 |
| CaO | 62.2 | 0.74 | 29.54 | 14.49 |
| SO3 | 1.5 | - | 40.48 | 0.16 |
| MgO | 3.9 | 2.13 | 0.28 | 3.22 |
| K2 O | 1.0 | 2.37 | 0.31 | 1.13 |
| Na2O | 0.4 | 1.21 | - | - |
| Cl | - | - | - | 0.01 |
| L.O. I | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



