
Submitted:
12 November 2023
Posted:
13 November 2023
You are already at the latest version
Abstract
Lignocellulosic biomass has demonstrated great potential as feedstock for pellet production, notwithstanding the fact that the industrial production of pellets is faced with some economic challenges. This study presents a technoeconomic analysis of six case scenarios to develop a process model for pellet production from sawdust and oat straw that employs torrefaction and steam explosion pretreatment prior to pelletization. SuperPro Designer was used to carry out this evaluation. The pellet plants were designed to have a capacity of 9.09 t/h of sawdust and oat straw each. The pellet yield ranged from 59 kt– 72 kt/year. Scenarios analyzed included variations of steam explosion and torrefaction. In some scenarios materials were lost in the form of liquid and gas due to the pretreatment process. The breakdown of equipment purchase cost showed that the torrefaction reactor is the most expensive unit with about 51% of the purchase cost. Facility-dependent and feedstock costs were the major significant contributors to the pellet production cost. The profitability of pellet production as determined by the net present value (NPV), internal rate of return (IRR), and payback period and was found to be sensitive to variations in feedstock cost.
Keywords:
Torrefaction
; steam explosion
; net present value
; pelletization
; sawdust
; oat straw
1. Introduction
In recent decades, the agriculture and forestry industries have encountered many changes because of globalization, financial crisis, high cost of energy, and climate change. Canada, Finland, United States, Sweden, Norway, and some countries in South America have huge, forested areas which can be harvested and used for industrial purposes [1,2].
Co-firing coal with biomass has been shown to be a promising, less expensive, and low greenhouse gas (GHG) emission alternative for electricity production [3]. A great number of power generation plants have been established in the United Kingdom. and Europe with co-firing options ranging from 10 to 100%, mainly because of the strict regulations to minimize GHG emissions [4]. Wood pellets are used as the solid biofuel in power plants in the U.K. and Europe. The use of biomass for power generation in the United States is low (about 2%), nevertheless, this is expected to increase with the establishment of environmental regulations, coal compatible biofuel sources, availability and low cost of biomass, and lastly, reduced transportation costs [5].
The United States had an annual wood pellet production approximately 6.6 million tonnes in 2020 [6], making it the world’s largest producer of wood pellets for heat and power generation applications. Canada had an estimated wood pellet production of 3.5 million tonnes in 2021, with domestic use estimated at 0.5 million tonnes [7]. However, there are setbacks in the utilization of wood pellets domestically for power generation due to differences in the higher heating value and dimensional stability of coal versus wood pellets. Pretreatments by torrefaction prior to pelletization have been broadly investigated to improve thermal and physiochemical properties of lignocellulosic biomass as a suitable substitute to coal [8,9,10,11,12]. Torrefaction is a heat treatment process of feedstock, which involves the roasting of the biomass sample in an inert environment at temperatures ranging from 200–300 °C. Torrefaction is commonly known as mild pyrolysis where this pretreatment process has been used to make biomass hydrophobic with a reduced moisture content and increase the amount of energy it can produce which improves the volumetric energy density of biomass. Torrefaction yields are both the solid fuel (torrefied material) and the torgas. The torgas comprises torrefaction liquid (TL), and non-condensable gases. The TL is rich in furfural, ketones, organic acids, water, and other minor components, which could be transformed into commercially feasible products [13]. Since the bulk density of torrefied biomass is reduced because of mass loss and voids formed during torrefaction, pelletization increases the total energy density of the final products. There are a lot of challenges that have limited the development of biomass-based facilities. Characteristics of the biomass from different sources vary significantly, and this obviously is one of the main factors affecting their commercialization in a biomass-based facility. Traditionally, biomass has high moisture content, low energy density, calorific value, and yield. These factors increase the transportation cost of biomass, which also increases biomass conversion costs [14]. Pretreatment and pelletization of biomass could reduce the overall cost of biomass conversion.
Steam explosion is a physiochemical pretreatment process that breaks down lignocellulosic biomass in two steps: first by the application of high-pressure heat (3.4 MPa at 180 °C), which results in the formation of organic acid, and second by shearing forces causing moisture expansion and explosive decompression. These processes modify the biomass components through hydrolysis of hemicellulosic components (resulting in the release of mono- and oligosaccharides), alteration to the chemical structure of lignin, and enhancement of the crystallinity index of cellulose. These conditions allow the lignocellulosic biomass structures to unlock and enhance the fermentable carbohydrate yield of subsequent enzymatic hydrolysis steps [15,16,17].
Biomass production cost, feedstock transportation cost, and densification cost contribute significantly to the high economic component of downstream production. Therefore, cost implications of biomass production, transportation, and pretreatment are limitations to the commercialization of pellet production [18,19].
Biomass pelletization may be defined as the compaction or compression of biomass to eliminate inter- or intraparticle empty spaces. It also reduces the moisture content of biomass during compression. The main goal of densification is to increase mass per unit volume of the biomass. Pelletization is a vital strategy for the biomass market since it can improve the convenience and accessibility of biomass due to the uniform shape and size [20,21]. Pelletization also facilitates logistics by improving its storage and handling characteristics and reducing transportation cost [22].
Previous research has analyzed the economics of biomass-based energy from the perspective of generic models [18,23,24]. The cost of sawdust pellet production has been studied by Mani et al. [25] who reported that pellets can be produced from sawdust at US$51/t based on 45 kt plant capacity. Similarly, Shahrukh et al. [18] performed a technoeconomic assessment of pellets produced from steam pretreatment of three biomass feedstocks (energy crops, forest residue, and agricultural residue). They reported that the cost of production varied from US$95 – $105/t for regular pellets and US$146 – $156/t for steam pretreated pellets at a capacity of 190 kt and 250 kt, respectively. Pirraglia et al. [26] carried out a technoeconomic analysis of an industrial scale 100 kt/year wood biomass torrefaction system in United States, reporting a production cost of $199/t, and concluding that a high capital cost represented the most sensitive factor affecting the net present value (NPV), followed by biomass cost. The torrefaction liquid (TL) which consists of mainly water and other minor components was assumed to sell at US$ 0.25/L [27].
However, there has not been much research to evaluate the production costs of torrefaction and steam explosion pretreated pellets, and how they compare with the production costs of regular pellets (untreated). Furthermore, there is little focus on the effects of the economic optimum processing capacity on pretreated and regular pellets production processes. There is a need to evaluate the economic feasibility of both forms of pretreated biomass-based pellets.
Therefore, the overall objective of this study is to conduct a comparative technoeconomic assessment of an integrated steam explosion, torrefaction, and pelletization process from two feedstocks, sawdust and oat straw relative to the cost of regular pellet production.
2. Materials and Methods
2.1. Process design and parameters
Technoeconomic analysis for sawdust -and oat straw -based pellet production was carried out using SuperPro Designer software v.10 (Intelligen Inc., Scotch Plains, NJ, USA). A plant capacity of 9.09 dry t/h of sawdust and oat straw was selected for the design, equivalent to 72 kt/year, assuming 7,920 h of annual operating time for both cases. The plant size of 72 kt/year was selected based on available sawdust in the NorSask company Meadow Lake [28] and available oat straw in Meadow Lake Saskatchewan Canada with latitude of 54° 7′ 27.00” N (52.755529) and longitude of 108° 26′ 9.00” W (-107.316492). The unit operations in this study are grouped into three process sections: feedstock preprocessing, steam explosion/torrefaction pretreatment, and pelletization. The assumptions, data and process conditions used in the process design of this study were obtained from experimental results reported from our previous research and Superpro built-in data (Table 1).
2.2. Process Description
2.2.1. Feedstock processing and plant location
Sawdust and oat straw were the two feedstocks used in this study. The first step in analyzing the economic cost of producing pellets from oat straw is determination of feedstock cost. In determining the cost of non-woody biomass, the following were considered: Crop production cost (establishment and harvest), storage, drying, and transportation costs.
Biomass Inventory Mapping and Analysis Tool (BIMAT) developed by Agriculture and Agri-Food Canada (AAFC) [36] was used to identify high oat producing regions in Meadow Lake, Saskatchewan, Canada. Biomass availability was based on a 50% farmer participation rate and considered tillage type and competing uses of straw for livestock and soil conservation. The available oat straw within 50 Km to the plant is approximately 89,409 tonnes per year. This study assumed that trucks were the primary mode of transportation for moving oat straw from the farm to the densification plant within the region. In most Canadian Prairie cases, short line railroads are not available near farms that would be contracted to supply straw; therefore, trucks offer the requisite flexibility and responsiveness to move the product as the market dictates [22]. For baled material, transportation is via an articulated truck or agricultural tractor with a flatbed trailer. Chipped material is transported by either an articulated truck and step frame trailer or container or by agricultural tractor and high sided trailer. Where transport distances are short (less than 50 km) transportation via agricultural tractor combination may be preferred.
The average transportation distance (L, km) is defined as a function of biomass collection radius (r, km) of a circular area containing farms supplying oat straw to the densification plant whose central point is in the circular area; it is given by Equation 1.
The calculated area (A) based on BIMAT is assumed to have area as shown in Equation 2
Using Equation 1, the average transportation distance is calculated as a function of plant capacity using Equation 3.
Biomass transportation cost (Ct) is derived based on Stephen [37] and Sokhansanj and Fenton [38] as indicated in Equation 4
where, Cf is the fixed cost of transportation including loading and unloading, which is $3.40/t for a bale [39] and $3.84/t for pellets [38]; Cv is the variable cost of transportation ($/t km).
Bioenergy plants are usually sited in regions where there is abundant feedstock to reduce the cost of transportation and facilitate feedstock supply logistics. In this study the biorefinery was strategically situated in the environs of NorSask Forest Products mill in Meadow Lake Saskatchewan, to allow proximity and regular feedstock availability.
The price of sawdust feedstock was obtained from a study by Antonio et al. [40]. It was assumed that the dry oat straw bale was delivered to the bioenergy plant at a cost estimated using BIMAT [36]. The samples were stored until ready to use. Oat straw samples were conveyed (belt conveyors) to the hammermill of sieve size 3.2 mm for further size reduction [29]. While sawdust samples did not require a size reduction, instead they were conveyed directly to the pretreatment chamber. The properties of the feedstocks used in this study are presented in Table S1 in the Supplementary Material.
2.2.2. Pretreatment process
Figure 1 and Figure 2 show torrefaction and steam explosion pretreatment process. The steam explosion pretreatment process adopted in this study was similarly carried out by Onyenwoke et al. [29] and Alizadeh et al. [32]. This process consisted of a steam boiler, reactor, and a discharge at the bottom of the vessel. Steam-treatment of samples submitted at 180 °C for 9 min was considered for this analysis due to a lower energy consumption. Screw conveyors were used to introduce the feedstocks into the vessel (10.00 bar pressure). The steam was generated by the high-pressure boiler, and when the steam reached the required reaction temperature, the ball valve was manually opened to let the saturated steam be transferred to the reactor chamber (vessel) to treat the sample for a certain period of time. The steam exploded sample was conveyed to the dryer by belt conveyor.
The torrefaction pretreatment process adopted in this study was similarly carried out by Valdez et al. [33] and Onyenwoke et al. [31]. This process consisted of the microwave, reactor, and condenser system. The preferred thermal conditions for this study were 250 °C and a retention time of 9 min based on the optimum condition studied [31]. A water-cooled condenser system was designed to trap the torrefaction gases that exited the microwave reactor. The condensable gas was split into a storage tank and a pelletization section for use as a binder. The torrefied biomass sample was discharged through a water-cooled screw [41], which enabled the torrefied samples to cool below 100 °C to prevent auto ignition [42].
2.2.3. Pelletization process
Pelletizer was used to simulate this process. The die temperature was set at 95±2 °C. Screw conveyor was used to introduce the dried steam treated sample into the extruder, then the pellets were ejected and cooled. During pelletization of torrefied samples, the torrefaction liquid was introduced as a binder. The torrefied samples and the torrefaction liquid were thoroughly mixed prior to their introduction into the extruder. A bucket elevator was used to convey the formed pellets to the storage tank, while the pellet crumbles were reintroduced to the pelletizer to make better pellets. During pelletization, the energy consumed was assumed to be 85.7 kWh t -1 as described by Yun et al. [43]. Prior to storage of the pellets formed, the pellets were passed through a counter flow cooler to reduce the temperature and avoid ignition during storage [44].
2.2.4. Case scenario
There are six cases established in this study as potential bioenergy enterprises : (1) wood pellet production from raw sawdust in a pellet plant, (2) straw pellet production from raw oat straw in a pellet plant, (3) integrated torrefied treated sawdust pelletization plant utilizing the torrefaction liquid (TL) as the pellet binder, (4) integrated torrefied treated oat straw pelletization plant utilizing the torrefaction liquid (TL) as a pellet binder, (5) integrated steam treated sawdust pellet plant and (6) integrated steam treated oat straw pellet plant. The pellet plant was intentionally sited in close proximity to feedstock sources. Biomass Inventory Mapping and Analysis Tool (BIMAT) developed by AAFC [36] was used to identify high oat straw producing areas around the proposed pellet biorefinery. Cases 1 and 2 produce regular wood pellets and agricultural residue pellets, respectively. Figures S1 and S2 depict the process of pelleting raw sawdust and oat straw, respectively. Figure 1 shows the pellet production process for scenario 3. Figure S3 depicts the pellet production process for scenario 4. Nitrogen gas was supplied to the reactor to purge the system and provide an inert environment suitable for the torrefaction process. A heating rate of 50 °C min-1 was assumed in this case to maximize solid yield [45]. Figure S4 and Figure 2 depict the production process of steam exploded sawdust and oat straw pellets, respectively. The generated steam was injected into the reactor to submerge the feedstock. The feedstock was allowed to remain inside the reactor for a period of 9 min as the conditions increase to 1000 kPa and 180 °C. The steam exploded sawdust was conveyed to a rotary drum dryer to remove the excess moisture available in the feedstock. During the drying process there is escape of some volatile compounds. Shahrukh et al. [46] reported that the drying process utilizes a huge amount of energy during the steam pretreatment process, which considerably increases the energy demand. These cases were evaluated based on feedstock, procedures, operations, and their mechanisms followed by cost analysis.
2.3. Cost Analysis
The purpose of modeling and simulation of the process was to determine the cost of pellet production and to ascertain the basic economic requirement for further research and development. The cost presented in this study was based on 2023 US dollars, Table S2 summarizes the cost assumptions and the economic evaluation parameters used in this study. The plant capital investment and operating cost were calculated based on data from other researchers on similar technoeconomic studies [30,47,48,49] and the built-in cost models in SuperPro designer. Equipment purchase cost (PC) was evaluated on the established equipment sizes obtained from the process model after the materials and energy balance evaluation. Total equipment purchase cost is the summation of listed and unlisted equipment. The addition of direct fixed capital (DFC), start-up and validation cost, and working capital is the total capital investment (TCI). The calculation of the various components of the DFC is shown in Table 2.
Startup cost and validation cost is 15% of the DFC [50] while working capital was calculated to be 5% of the DFC [51]. Annual plant operating costs used in this study comprise of raw materials, facility dependent, labour dependent, laboratory, and utilities. Facility dependent costs included maintenance (5% DFC), depreciation cost, and miscellaneous cost.
Capital cost and equipment cost for the pellet production capacity was estimated to scale up based on the relationship between capital cost and pellet plant size as represented in Equation 5.
where 𝐶𝑛𝑒 denotes estimated capital cost; 𝐶𝑒𝑥 denotes the empirical capital cost of a baseline pellet plant with size 𝑄𝑒𝑥; 𝑄𝑛𝑒 is the pellet plant size; The exponent 0.60 is selected as scaling factor to depict the economic and financial effect of increasing or reducing pellet plant size [22]
2.4. Profitability Analysis
Profitability analysis was carried out to determine the economic viability of the proposed process. Sensitivity analysis provides information on how the variation of the economic and process assumed variables affect the economic performance and the sensitive factors of the design. The sensitivity analysis of a variable (such as the demand for a product, cost of raw material, product revenues, or energy costs) could guide future research and development efforts that, in turn, maximize the potential of the different biorefinery scenarios [52].
The profitability of the pellet biorefinery plant was estimated using the net present value (NPV), which ascertains the enterprise or projects that will yield the greatest return in each period. The NPV was evaluated based on Equation 6.
where represents the initial investment in the pellet plant; denotes annual cash flow; R denotes the discount rate; j = 1, 2,… T is the year with N terminal time.
3. Results and Discussion
3.1. Capital Cost
Tables S3–S5 outline the purchase cost of major equipment used for each case scenario. In scenarios 1 and 2 (regular pellet process), equipment costs were the most economical when compared to scenarios 3, 4, 5, and 6 which were the pretreatment process. The pelletizer is the most expensive equipment in case 1 and 2 (US$212,000) while the bucket elevator (US$20,000) was the least expensive. The purchase cost of major equipment used for case scenario 1 was approximately US$1.27 M, while about US$1.32 M was used to purchase equipment in case scenario 2. Similarly, Alizadeh et al. [30] estimated the total equipment cost for producing 72 kt of wood pellets per year at US$1.7 M, while Wolbers et al. [53] estimate for producing 87 kt of wood pellets per year was US$1.5 M.
Table S4 summarizes the cost of purchasing equipment for producing torrefied pellets (sawdust and oat straw). Case 3 (torrefied sawdust pellets) and case 4 (torrefied oat straw pellets) were almost in the same range (US$7.33 M and US$7.86 M, respectively) for production capacities of 9.09 t/ h of pellets. Similarly, Valdez [47] reported an estimate of US$ 5.5 M for the production capacity of 4.5 t/ h of torrefied pellets. In another study, Mobini Dehkordi [54] estimated that US$19.5 M was used to purchase equipment to produce 137 kt annual capacity of torrefied wood pellets. The breakdown of the equipment purchase cost showed that the torrefaction reactor is the most expensive unit with about 51% of the purchase cost while the least expensive unit was the conveyor. Sarker et al. [51] reported that torrefaction reactor was the most expensive unit accounting for 32% of the purchase cost of equipment. In a similar manner, Manouchehrinejad et al. [19] reported the cost share for torrefaction reactor was around 34% of total capital investment (TCI) for torrefaction before pelleting (TOP) process, while Koppejan et al. [10] reported that a torrefaction reactor accounts for 45% of the TCI for the TOP. The difference in the cost of the torrefaction reactor may be due to its capacity.
The cost of purchasing equipment for producing steam exploded pellets (sawdust and oat straw) is shown in Table S5. Case 5 (steam exploded sawdust pellets) and case 6 (steam exploded oat straw pellets) were almost in the same range (US$2.13 M and US$2.68 M respectively) for pellet production capacities of 9.09 t/ h. According to Alizadeh et al. [30] the cost of purchasing equipment for producing steam-exploded pellets and electricity was estimated at US$3.3 M with production capacities of 53 kt steam exploded pellets per year. In a similar manner, Wolbers et al. [53], reported that the total equipment costs for producing 84 kt steam exploded pellets per year was estimated at approximately US$2.3 M.
The total capital investment (TCI) for six case scenarios is presented in Table 3. TCI for producing regular pellets was approximately US$9.9 M (case 1 and 2). Alizadeh et al. [30] reported a TCI of US$10.5 M for producing wood pellets from untreated sawdust. Similarly, for a capacity of 80 kt/year of wood pellet, Peng [55] recorded a TCI of $9.1 M. Scenarios 3 and 4 have TCI of approximately US$54.5 M and US$60.3 M, respectively. The high TCI recorded in cases 3 and 4 was because of the purchase cost of the torrefaction equipment. Peng [55] recorded a TCI of US$32.16 M for torrefied wood pellet production. The TCI for Scenarios 5 and 6 were US$15.9 M and US$15.9 M, respectively. Similarly, Alizadeh et al. [30] reported a TCI of US$ 20.8 M for a plant including combined heat and power (CHP) and steam-exploded wood pellets was estimated.
3.2. Operating Cost
The annual operating cost (AOC) includes utilities, the costs associated with purchasing raw materials, chemicals, waste treatment and disposal, facility-dependent, labour-dependent, and laboratory cost. The feedstock cost, facility-dependent, labour-dependent, and the labour cost were the most influential parameters in all six cases. Figure 3 depicts the annual plant operating costs for each case scenario. The main contributors to the operational expenditures (OPEX) in all scenarios were the cost of raw materials and facility dependent cost which ranged from 25 - 43% and 21-36%, respectively. The cost of labour (16-27%) was the third major contributor to the OPEX, while the utilities cost ranged from 9-19% of the OPEX. According to Sarker et al. [51], raw material cost contributed about 19-48% of overall OPEX cost for both scenarios studied. Pirraglia et al. [56] studied technoeconomic analysis of wood pellets production for U.S. manufacturers and reported that the cost of feedstock, labour and utilities shared 27%, 24% and 17%, respectively of OPEX. Alizadeh et al. [30] reported that facility-dependent cost accounts for 56-61% of OPEX and 24% as utilities cost. An economic analysis of pellet production from untreated and torrefied oat hull was carried out by Valdez [45], in which facility-dependent costs ranged from 28-35%, labour cost was 18%, and utilities cost shared 20%. Similarly, Sarker et al. [51] and Alizadeh et al. [30] reported the cost of labour as approximately 20% and 29%, respectively.
Manouchehrinejad et al. [19] conducted research on the technoeconomic analysis of integrated torrefaction and pelletization systems to produce torrefied wood pellets where the feedstock cost and the labour cost were reported to be the most influential parameters in all three cases studied. Also, Onu et al. [49] concluded that pretreatment and feedstock preprocessing are the most expensive sections which accounted for about 50 and 23% of the unit production cost, respectively. Most of the production costs were from facility-dependent, raw material, and utility costs [49].
3.3. Profitability Evaluation
Pellets are the main product in this study, case scenarios 3 and 4 produced torrefaction liquid (TL) which was considered as a credit to the process. From a technoeconomic point of view, torrefaction byproducts, especially torrefaction liquids, have a higher profit potential because they contain formic acid, acetic acid, methanol, and furfural which can be used for the production of green chemicals [51]. Torrefied liquid can also be used to produce “liquid smoke”. The economic value of liquid smoke in terms of its potential uses: natural food ingredient, preservation, flavoring, coloring of treated food, and nonfood uses (e.g., biofertilizer, biopesticide, growth-stimulant, other bioactive compounds [47,51].
The effect of feedstock cost on NPV at different pellet selling prices is shown in Figure 4. Feedstock price is important, and it is attributed to pellet production cost. The assumptions regarding pellet price were made based on literature surveys. Mupondwa et al. [22] reported an approximate price of $120/t for wheat straw pellets, which were used for heat applications. Similarly, Pirragila et al. [26] reported the price of torrefied wood pellet as $260/t for 100 kt/h of plant capacity. In same manner, Sarker et al. [51] considered $170/t for torrefied canola residue pellet, while Shahrukh et al. [18] conducted a technoeconomic assessment of pellets produced from steam pretreated biomass feedstock and reported a price range of steam exploded pellet and regular pellet from approximately $140/ t - $160/ t and $80/ t - $95/ t, respectively. Feedstock cost of $ 70/t and $ 75/t were considered for oat straw and sawdust, respectively in the baseline model, which resulted in a negative NPV at regular pellet selling price (PSP) which is below $140/ t (Figure 4a) and pretreated pellet selling price is below $200/ t (Figure 4b, c). A positive NPV was obtained at a PSP of $140/ t for untreated pellets, while steam exploded pellets sold for above $ 200/ t which resulted in a positive NPV. Figure 4b showed that if the PSP of torrefied pellet was $260/ t the NPV remained negative. The sensitivity of NPV to feedstock cost was performed by varying the cost of sawdust and oat straw by 25% (above and below the baseline price). Figure 4a showed that if the was PSP below $120/ t, the reduction of feedstock cost by 25% did not result in profitability of pellet production. However, when the PSP was increased to $120/ t and further to $140/ t and the feedstock cost was maintained at 25% less than the baseline price ($75 and $70 for sawdust and oat straw, respectively) these led to about 60% increase in NPV, which was approximately 2.3 times of the NPV baseline model. Similarly, Figure 4c showed that at a PSP below $180/ t for steam exploded pellets, reducing feedstock cost by 25% did not improve the economics of pellet production. However, increasing the PSP to $200/ t and further to $220/ t and maintaining feedstock cost at 25% ($56.25 and $52.50) less than the baseline price ($75 and $70 for sawdust and oat straw, respectively) resulted in a 14% increase in NPV, which was approximately 1.2 times of NPV of the baseline model. Generally, increasing the feedstock cost by 25% ($93.75 and $87.50) more than the baseline price ($75 and $70 for sawdust and oat straw, respectively) did not result in the profitability of pellet production. Although case scenario 5 showed a positive NPV when the PSP was increased to $220/ t, it was 50% less than the NPV of the baseline model. Figure 4b depicts the NPV at a 7% discount rate for torrefaction pretreated pellets at various PSP and feedstock prices. The negative NPV was found in both scenarios when PSP was increased from $ 180/ t - $ 260 / t. Similarly, Valdez [47] reported that the inclusion of the torrefaction equipment to the direct fixed capital cost made the project unprofitable. Figure 5 depicts the profitability analysis and the maximum pellet capacity of this study. The PSP of $ 140/t, $ 240/ t and $ 260 /t were considered for regular pellets, steam pretreated pellets, and torrefied pellets, respectively. Scenarios 1 and 2 have 72 kt/year of regular pellets produced, which is equivalent to the initial feedstock (no loss). Scenarios 3-6 (steam explosion and torrefaction) resulted in the loss of some materials in the form of non-condensable gas due to the pretreatment process.
By analyzing the NPV, internal rate of return (IRR), and payback period (PBP), the profitability of fuel pellet production from various conditions was determined. Cash flow is generated as soon as the construction is completed, and the project begins. These funds make it possible that over time, the cash flow becomes positive. The PBP is the period required to recuperate the original investment. IRR is a metric that is used to evaluate the return of an investment. Any investment must have a PBP that is less than the duration of the project for it to be economically feasible. Considering the baseline models, this study found the PBP was lower for undiscounted and discounted cases for most of the scenarios when compared side by side with the entire life of the project. It can be highlighted that some of the proposed projects (Cases 1, 2, 5, and 6) were economically profitable for production of fuel pellets. However, cases 3 and 4 were not economically profitable to produce fuel pellets. The PBP only measures the duration to recover the initial investment and does not ensure the project’s feasibility beyond that point. Therefore, additional profitability indicators such as NPV and IRR were considered to complement the PBP. The estimated IRR values were 19%, 11%, 10%, and 8% for scenarios 1, 2, 5, and 6, respectively. Since the same calculation applies to the various cases, it is evident that all mentioned scenarios were profitable. The PBP for scenarios 1 and 2 were the lowest (2.48yr and 2.59yr, respectively), followed by scenarios 3 and 4 (4.07yr and 4.64yr, respectively) and finally scenarios 5 and 6 (6.27yr and 6.78yr, respectively). Although scenarios 3 and 4 had a higher investment but lower PBP than case 5 and 6, this may be because of the co- products from case 3 and 4 which generated more revenue. Similarly, Alizadeh et al. [30] recorded PBP of 2.49yr, 6.35yr, and 3.38yr for untreated wood pellet, steam exploded pellet, and torrefied pellet, respectively. In the same way, Sarker et al. [51] studied technoeconomic analysis of torrefied fuel pellet production from agricultural residue via integrated torrefaction and pelletization process, reporting an estimated IRR value of 25% and 22% at 10% discounted rate for both scenarios.
4. Conclusions
A technoeconomic analysis to produce regular and pretreated pellets via integrated steam explosion, torrefaction, and pelletization system was conducted. Four case scenarios of treated pellets were estimated and compared with two conventional pellets processes. For the base case scenario, the model indicated an economic optimum plant size of 72 kt/year for both regular pellet scenarios and approximately 59 kt – 67 kt and 67 kt – 70 kt for torrefied and steam pretreated pellets, respectively. From the profitability analysis, facility-dependent and feedstock cost were the major significant contributors to the pellet production cost. The profitability of the pellet production, as determined by the net present value (NPV), internal rate of return (IRR), and payback period, was found to be sensitive to the variations in feedstock cost. The baseline model discussed in this study does not represent an existing pellet plant, rather it is a hypothetical implicit pellet plant with few details for a more precise approximation of the process economics.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article, Table S1: Properties of the feedstocks; Table S2: Cost assumptions and economic evaluation parameters; Table S3: Major equipment costs (2023 prices in US$) for scenarios 1 and 2; Table S4: Major equipment costs (2023 prices in US$) for scenarios 3 and 4; Table S5: Major equipment costs (2023 prices in US$) for scenarios 5 and 6; Figure S1: The process of pelleting raw sawdust (Case scenario 1); Figure S2: The process of pelleting raw oat straw (Case scenario 2); Figure S3: Integrated torrefied treated oat straw pelletization plant utilizing torrefaction liquid (TL) as binder (Case scenario 4); Figure S4: Integrated steam exploded treated sawdust pellet plant (Case scenario 5).
Author Contributions
Conceptualization, C.O., L.G.T., T.D. and E.M.; methodology, C.O., L.G.T., and E.M; software, C.O. and O.O.; validation, L.G.T., T.D., and E.M; formal analysis, C.O.; investigation, C.O.; resources, L.G.T., T.D., E.M., D.C., L.X. and O.O.; data curation, C.O.; writing—original draft preparation, C.O.; writing—review and editing C.O., L.G.T., T.D., E.M., D.C., L.X. and O.O.; visualization, C.O.; supervision, L.G.T. and T.D.; project administration, L.G.T., T.D., E.M. and D.C.; funding acquisition, L.G.T., T.D., E.M. and D.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Biofuel Network (BFN) (ASC-16) and Natural Sciences and Engineering Research Council of Canada (NSERC) (RGPIN-2017-05287). We also acknowledge the funding support provided by the University of Saskatchewan through the CGPS Dean’s Scholarship.
Data Availability Statement
Not applicable.
Acknowledgments
The authors are grateful John Smillie and Scott Bishoff of the Canadian Feed Research Centre (CFRC), University of Saskatchewan, are acknowledged for their technical support of this experiment.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Clauser, N. M.; Area, M. C.; Felissia, F. E.; Vallejos, M. E. Techno-economic assessment of carboxylic acids, furfural, and pellet production in a pine sawdust biorefinery. Biofuels, Bioprod. Bioref. 2018, 1-16. [CrossRef]
- Lamberg, J.; Ojala, J., Peltoniemi, M.; Särkkä, T. The evolution of global paper industry 1800–2050, 1st ed.; Springer: Dordrecht, 2012, The Netherlands; 2012.
- 3. Sami, M.; Annamalai, K.; Wooldridge, M. Co-firing of coal and biomass fuel blends. Prog. Energy Combust. Sci. 2001, 27: 171-214. [CrossRef]
- Roni, M.S.; Chowdhury, S.; Mamun, S.; Marufuzzaman, M.; Lein, W.; Johnson, S. Biomass co-firing technology with policies, challenges, and opportunities: a global review. Renew. Sustain. Energy Rev. 2017, 78; 1089-1101. [CrossRef]
- Goerndt, M.E.; Aguilar, F.X.; Skog, K. Drivers of biomass co-firing in U.S. coalfired power plants. Biomass Bioenergy 2013, 58: 158-167. [CrossRef]
- EIA, Monthly densified biomass fuel report form EIA-63C, U.S. Dep. Energy, U.S. Energy Inf. Adm. Off. Energy Stat (2021). Washington, DC 20585, https://www.eia.gov/biofuels/biomass/?year=2020&month=
- USDA. United States Department of Agriculture, Foreign Agricultural service. Voluntary report on Canada wood pellet annual. Available online at: https://apps.fas.usda.gov/newgainapi/api/Report/DownloadReportByFileName?fileName=Canada%20Wood%20Pellet%20Annual_Ottawa_Canada_CA2023-0002.pdf. Accessed October 25, 2023.
- 8. Agar, D.A. A comparative economic analysis of torrefied pellet production based on state-of-the-art pellets. Biomass and Bioenergy 2017, 97: 155 161. [CrossRef]
- 9. Nanou, P.; Carbo, M. C.; Kiel, J.H.A. Detailed mapping of the mass and energy balance of a continuous biomass torrefaction plant, Biomass Bioenergy 2016, 89; 67-77. [CrossRef]
- Koppejan, J.; Sokhansanj, S.; Melin, S.; Madrali, S. Status overview of torrefaction technologies (IEA Bioenergy Task 32). IEA Bioenergy Task 2012,32 (December).
- Chen, W. H.; Peng, J.; Bi, X. T. A state of the art review of biomass torrefaction, densification, and applications. Renew. Sustain. Energy Rev. 2015, 44:847−866. [CrossRef]
- Cao, L.; Yuan, X.; Li, H.; Li, C.; Xiao, Z. Z.; Jiang, L.; Huang, B.; Xiao, Z. Z.; Chen, H.; Wang, X.; Zeng, G. Complementary effects of torrefaction and co-pelletization: energy consumption and characteristics of pellets. Bioresour. Technol. 2015, 185; 254-262. [CrossRef]
- Phanphanich, M.; Mani, S. Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresource Technol 2011, 102;22: 1246-1253. [CrossRef]
- Kumar, A.; Cameron, J. B.; Flynn, P.C. Biomass power cost and optimum plant size in western Canada. Biomass and Bioenergy 2003, 24(6): 445-464. [CrossRef]
- Lam, P.S. Steam explosion of biomass to produce durable wood pellets. Unpublished Ph.D. Thesis, Department of Chemical and Biological Engineering, University of British Columbia, Vancouver, BC, Canada. 2011.
- 16. Tooyserkani, Z. Hydrothermal pre-treatment of softwood biomass and bark for pelletization. Ph.D. thesis. Department of Chemical and Biological Engineering, University of British Columbia, Vancouver, BC, Canada. 2013.
- Pastre, O. Analysis of the technical obstacles related to the production and utilization of fuel pellets made from agricultural residues. Report prepared by EUBIA for the ALTENER project Pellets for Europe, p. 57. Report No. ALTENER 2002-012-137-160. 2002.
- 18. Shahrukh, H.; Olajire Oyedun, A.; Kumar, A.; Ghiasi, B.; Kumar, L.; Sokhansanj. S. Technoeconomic assessment of pellets produced from steam pretreated biomass feedstock. Biomass Bioenergy 2016, 87: 131–143. [CrossRef]
- Manouchehrinejad, M.; Bilek, E.M.T.; Mani. S. Technoeconomic analysis of integrated torrefaction and pelletization systems to produce torrefied wood pellets. Renewable Energy 2021, 178; 483-493. [CrossRef]
- Gebreegziabher, T.; Oyedun, A.O.; Hui, C.W. Optimum biomass drying for combustion - A modeling approach. Energy 2013, 53: 67-73. [CrossRef]
- 21. Luk, H. T.; Lam, T.Y.G.; Oyedun, A.O.; Gebreegziabher, T.; Hui, C.W. Drying of biomass for power generation: A case study on power generation from empty fruit bunch. Energy 2013, 63: 205-215. [CrossRef]
- Mupondwa, E.; Li, X.; Tabil, L.; Phani, A.; Sokhansanj, S.; Stumborg, M.; Gruber, M.; Laberge, S. Technoeconomic analysis of wheat straw densification in the Canadian Prairie Province of Manitoba. Bioresource Technology 2012, 110: 355–363. [CrossRef]
- Dassanayake, G.D.M.; Kumar, A. Technoeconomic assessment of triticale straw for power generation. Appl. Energy 2012, 98: 236-245. [CrossRef]
- Kumar, A.; Flynn, P.; Sokhansanj, S. Biopower generation from mountain pine infested wood in Canada: an economical opportunity for greenhouse gas mitigation, Renew. Energy 2008, 33 (6) 1354-1363. [CrossRef]
- 25. Mani, S.; Sokhansanj, S.; Bi, X.; Turhollow, A. Economics of producing fuel pellets from biomass. Appl. Eng. Agric. 2006, 22 (3): 421-426. [CrossRef]
- 26. Pirraglia, A.; Gonzalez, R.; Saloni, D.; Denig, J. Technical and economic assessment for the production of torrefied lignocellulosic biomass pellets in the US, Energy Convers. Manag. 2013, 66; 153–164. [CrossRef]
- 27. Badger, P.; Badger, S.; Puettmann, M.; Steele, P.; Cooper, J. Technoeconomic analysis: preliminary assessment of pyrolysis oil production costs and material energy balance associated with a transportable fast pyrolysis system. Bioresources 2011, 6; 34–47. [CrossRef]
- Government of Saskatchewan. 2021. Wood biomass in Saskatchewan. https://pubsaskdev.blob.core.windows.net/pubsaskprod/121001/SK%252BWood%252BBiomass%252BOverview%252BNov%252B2021-FINAL.pdf (2023/01/10). Accessed 19 April 2023.
- Onyenwoke, C.; Tabil, L. G.; Dumonceaux, T.; Cree, D.; Mupondwa, E.; Adapa, P. K.; Karunakaran, C. Investigation of steam explosion pretreatment of sawdust and oat straw to improve their quality as biofuel pelets. Enegies, 15: 7168. [CrossRef]
- Alizadeh, P.; Tabil, L.G.; Mupondwa, E.; Li, X.; Cree. D. Technoeconomic feasibility of bioenergy production from wood sawdust. Energies 2023, 16: 1914. [CrossRef]
- Onyenwoke, C.; Tabil, L. G.; Mupondwa, E.; Cree, D.; Adapa, P. Effect of torrefaction on the physiochemical properties of white spruce sawdust for biofuel production. Fuels 2023a, 4: 111–131. [CrossRef]
- 32. Alizadeh, P.; Tabil, L. G.; Adapa, P. K.; Cree, D.; Mupondwa, E.; Emadi, B. Torrefaction and densification of wood sawdust for bioenergy applications. Fuels 2022, 3:152–175. [CrossRef]
- Valdez, E.; Tabil, L. G.; Mupondwa, E.; Cree, D.; Moazed. H. Microwave torrefaction of oat hull: effect of temperature and residence time. Energies 2021, 14: 4298. [CrossRef]
- Onyenwoke, C., Tabil, L.G.; Dumonceaux, T.; Mupondwa, E.; Cree, D. Combined effects of torrefaction and binders on the quality of pellets produced from oat straw. Bioenerg. Res. 2023b. [CrossRef]
- Onu, O. O.; Tabil, L.G.; Dumonceaux, T.; Mupondwa, E.; Cree, D. Comparative study on quality of fuel pellets from switchgrass treated with different white-rot fungi. Energies. 2021, 14: 7670. [CrossRef]
- BIMAT. 2010. Biomass Inventory Mapping and Analysis Tool (BIMAT) by Agriculture and Agri Food Canada, 2010. Available from: http://www4.agr.gc.ca/AAFC AAC/displayafficher.do?id=1226509218872&lang=eng Accessed 12 May 2023. [CrossRef]
- Stephen, J. D. Biorefinery feedstock availability and price variability: case study of the Peace River region, Alberta. MSc. Thesis. Chemical and Biological Engineering, University of British Columbia. 2008.
- Sokhansanj, S.; Fenton, J. 2006. Cost benefit of biomass supply and pre-processing. A BIOCAP Research Integration Program Synthesis Paper. Available from:http://www.biocap.ca/rif/ Sokhansanj_S.pdf. Accessed 15 April 2022.
- Composites Innovation Centre. Straw procurement business case. Final report. Submitted to Manitoba BioProducts Working Group. Prairie Practitioners Group Ltd. 2008.
- Antonio, J.E.; Roldán-San, E.; Martín-Hernández, R.; Briones, R.; et al. Process design and scale-up study for the production of polyol-based biopolymers from sawdust. Sustainable Production and Consumption 2021, 27: 462–470. [CrossRef]
- Teal, W.B.; Gobel, R.J.; Johnson, A. 2012. Biomass torrefaction system and method. https://patents.google.com/patent/US8246788B2/en (2020 /9/2) Accessed 19 April 2023.
- 43. Evangelista, B.; Arlabosse, P.; Govin, A.; Salvador, S.; Bonnefoy, O.; Dirion, J. L. Reactor scale study of self-heating and self-ignition of torrefied wood in contact with oxygen. Fuel 2018, 214: 590–596. [CrossRef]
- 44. Yun, H.; Clift, R.; Bi, X. Process simulation, technoeconomic evaluation, and market analysis of supply chains for torrefied wood pellets from British Columbia: Impacts of plant configuration and distance to market. Renewable and Sustainable Energy Reviews 2020, 127: 109745. [CrossRef]
- 45. Manouchehrinejad, M.; Mani, S. Process simulation of an integrated biomass torrefaction and pelletization (iBTP) plant to produce solid biofuels. Energy Conversion and Management: 2019, X 1: 100008. [CrossRef]
- Bergman, P. Combined torrefaction and pelletisation. Technical ECN-C--05-073. The TOP Process. The Netherlands: Energy research Centre of the Netherlands (ECN). 2005.
- Shahrukh, H.; Oyedun, A.O.; Kumar, A.; Ghiasi, B.; Kumar, L.; Sokhansanj, S. Net energy ratio for the production of steam pretreated biomass-based pellets. Biomass and Bioenergy 2015, 80: 286–297. [CrossRef]
- Valdez, E. Microwave torrefaction and densification of Oat hulls for heat and power production. M.Sc. thesis. Saskatoon, SK: Department of Chemical and Biological Engineering, University of Saskatchewan. 2020.
- Mupondwa, E., X. Li, L. Tabil, S. Sokhansanj, and P. Adapa. 2017. Status of Canada’s lignocellulosic ethanol: Part I: Pretreatment technologies. Renew. Sustain. Energy Rev.72, 178–190. [CrossRef]
- Onu, O. O.; Tabil, L. G.; Dumonceaux, T.; Mupondwa, E.; Cree, D.; Li, X. Technoeconomic analysis of fungal pretreatment-based cellulosic ethanol production. Results in Engineering 2023, 19:101259. [CrossRef]
- 51. Mupondwa, E.; Li, X.; Boyetchko, S.; Hynes, R.; Geissler, J. Technoeconomic analysis of large-scale production of pre-emergent Pseudomonas fluorescens microbial bioherbicide in Canada. Bioresource Technology 2015, 175: 517–528. [CrossRef]
- Sarker, T. R.; German, C. S.; Borugadda, V. B.; Meda, V.; Dalai, A. K. Techno-economic analysis of torrefied fuel pellet production from agricultural residue via integrated torrefaction and pelletization process. Heliyon. 2023, 9 -16359. [CrossRef]
- Hasanly, A.; Khajeh Talkhoncheh, M.; Karimi Alavijeh, M. Technoeconomic assessment of bioethanol production from wheat straw: a case study of Iran. Clean Technologies and Environmental Policy 2018, 20(2): 357–377. [CrossRef]
- Wolbers, P.; Cremers, M.; Robinson, T.; Madrali, S.; Tourigny, G. Biomass pre-treatment for bioenergy–Case study 4: The steam explosion process technology. IEA Bioenergy. 2018.
- Mobini Dehkordi, M.M. On the design and analysis of forest biomass to biofuel and bioenergy supply chains, Ph.D. thesis. Vancouver, BC: Department of chemical engineering, University of British Columbia, Canada. 2015.
- Peng, J. A study of softwood torrefaction and densification: for the production of high-quality wood pellets. Ph.D. thesis. The University of British Columbia, Vancouver Canada. 2012.
- Pirraglia, A.; Gonzalez, R.; Saloni, D. Technoeconomical analysis of wood pellets production for U.S. manufacturers, BioResources 2010, 5; 2374-2390. [CrossRef]
Figure 1.
Integrated torrefied treated sawdust pelletization plant utilizing torrefaction liquid (TL) as binder (Case scenario 3).
Figure 1.
Integrated torrefied treated sawdust pelletization plant utilizing torrefaction liquid (TL) as binder (Case scenario 3).
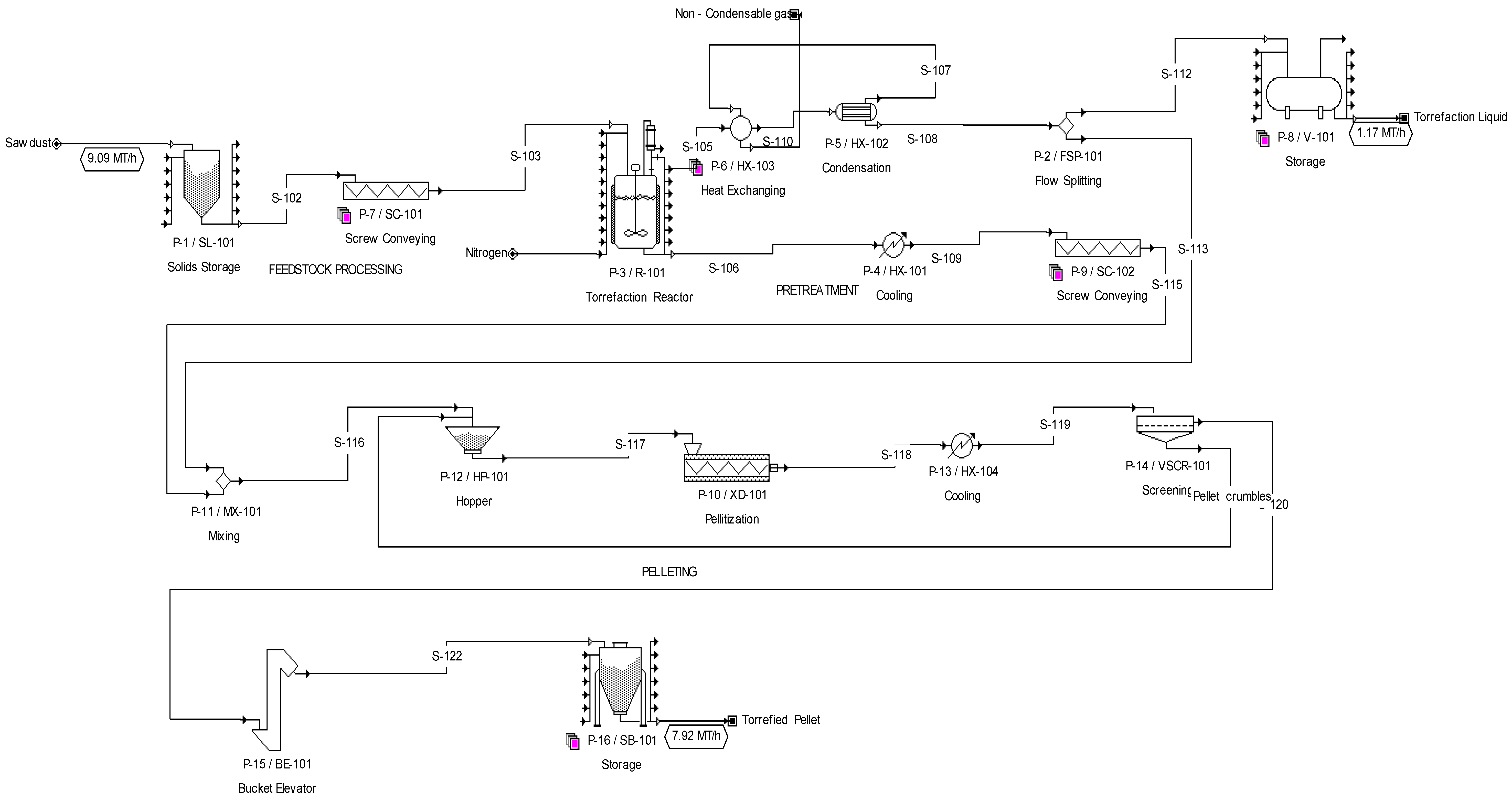
Figure 2.
Integrated steam exploded treated oat straw pellet plant (Case scenario 6).
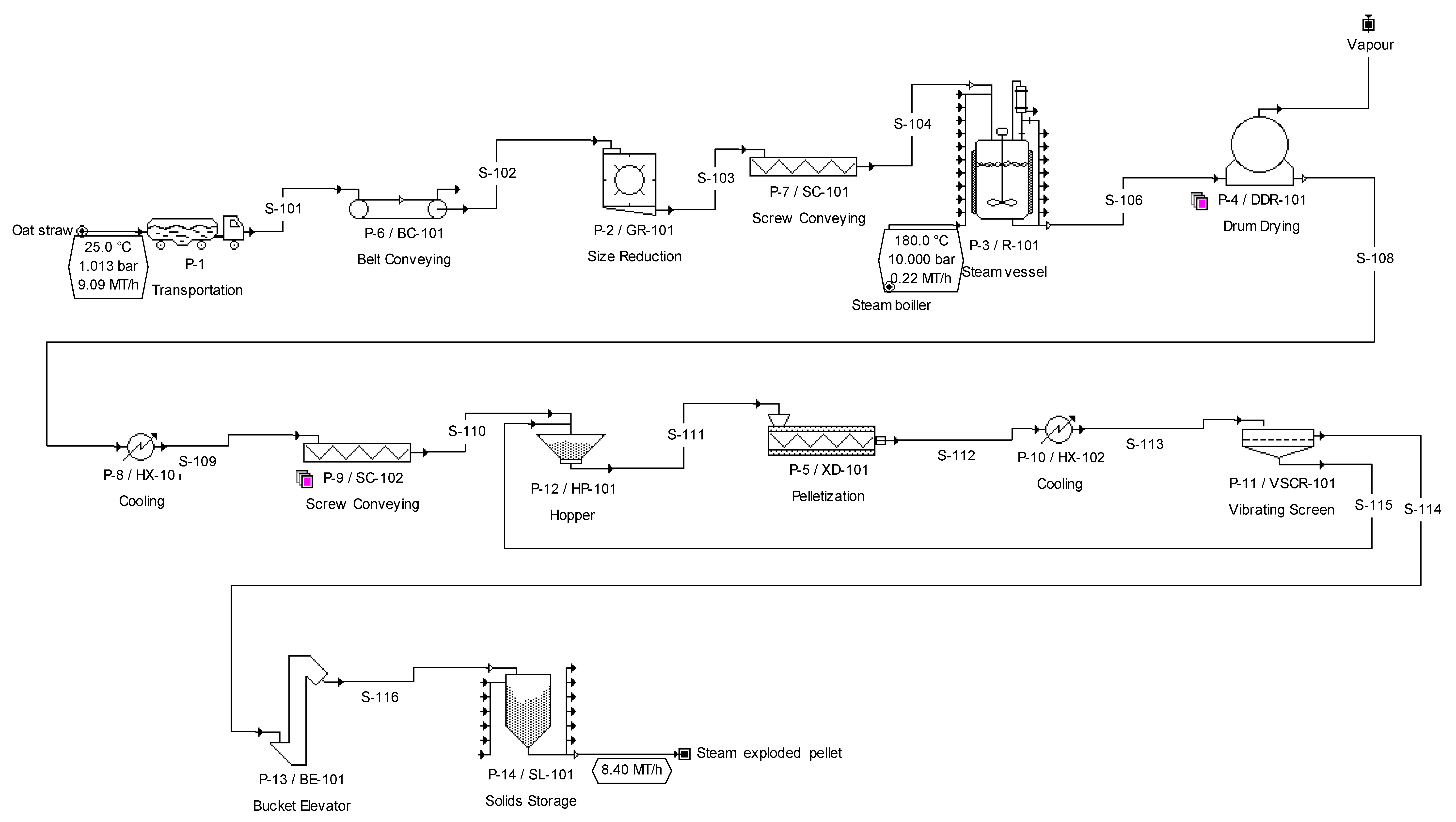
Figure 3.
Annual plant operating costs for each case (1-6) scenario.
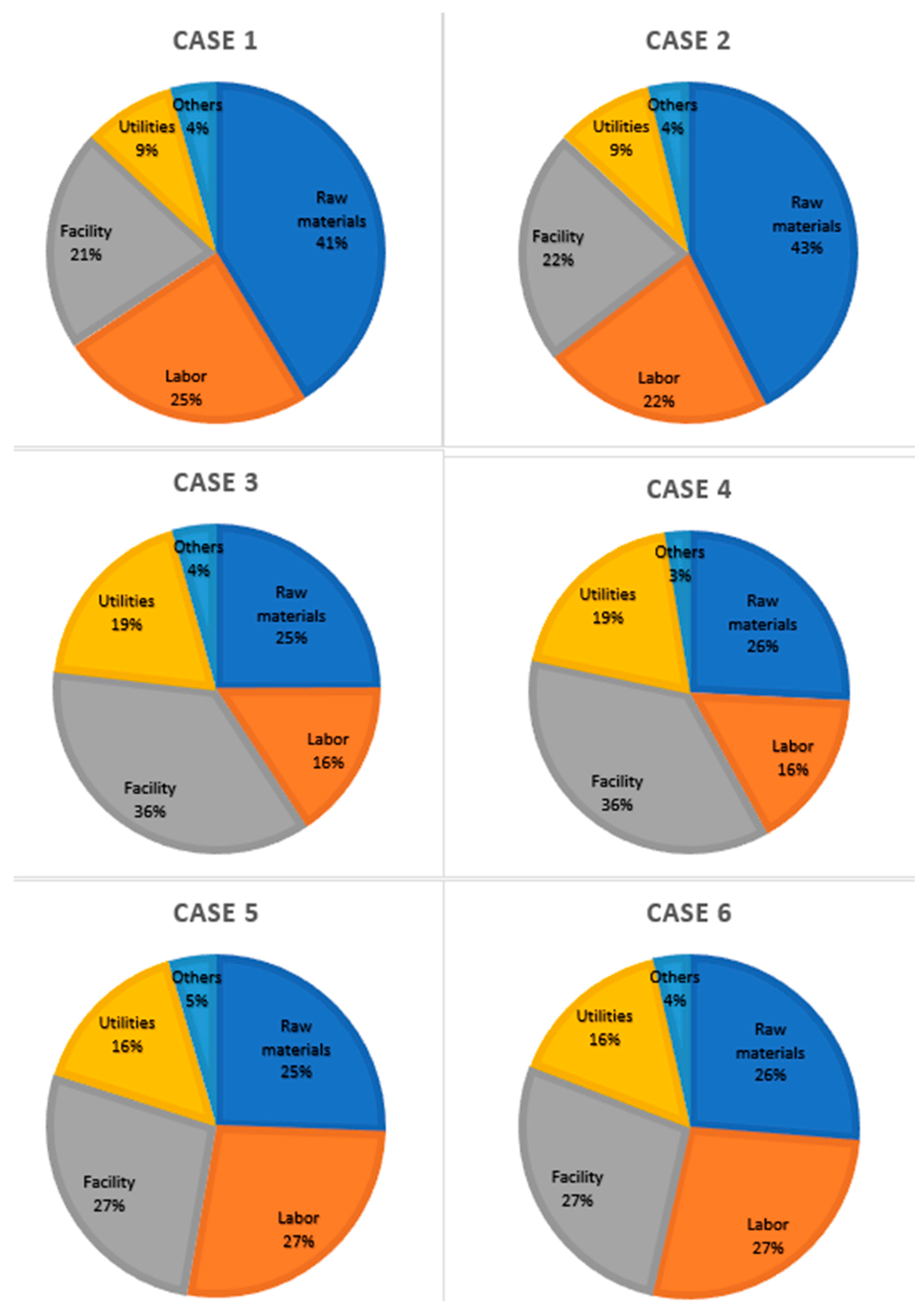
Figure 4.
Net present value (NPV) at 7% discount rate for pellet at various pellet selling price and feedstock price; a) NPV for regular pellets; b) NPV for torrefied pellets; c) NPV for steam exploded pellets.
Figure 4.
Net present value (NPV) at 7% discount rate for pellet at various pellet selling price and feedstock price; a) NPV for regular pellets; b) NPV for torrefied pellets; c) NPV for steam exploded pellets.
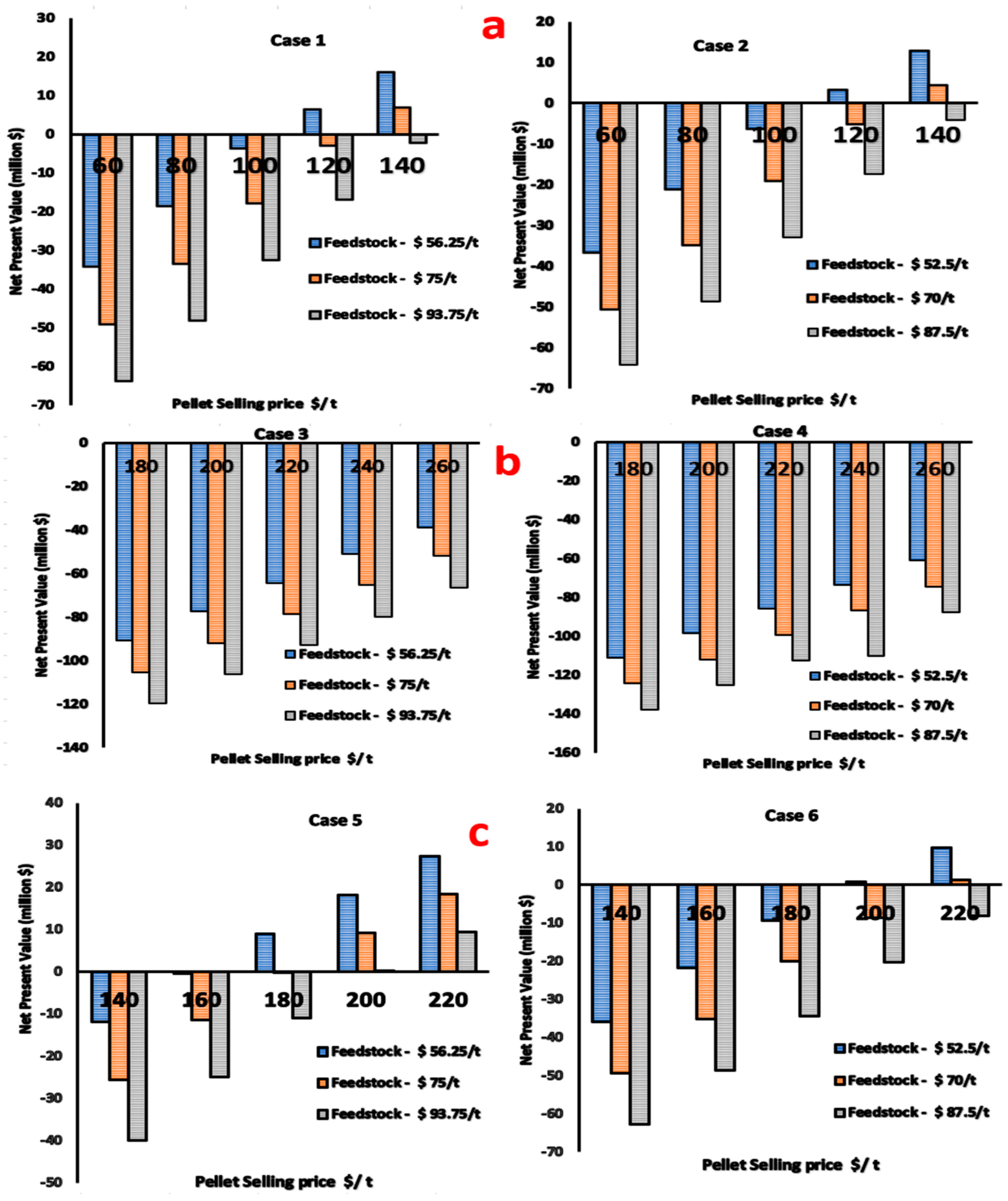
Figure 5.
Profitability analysis and the maximum pellet capacity.
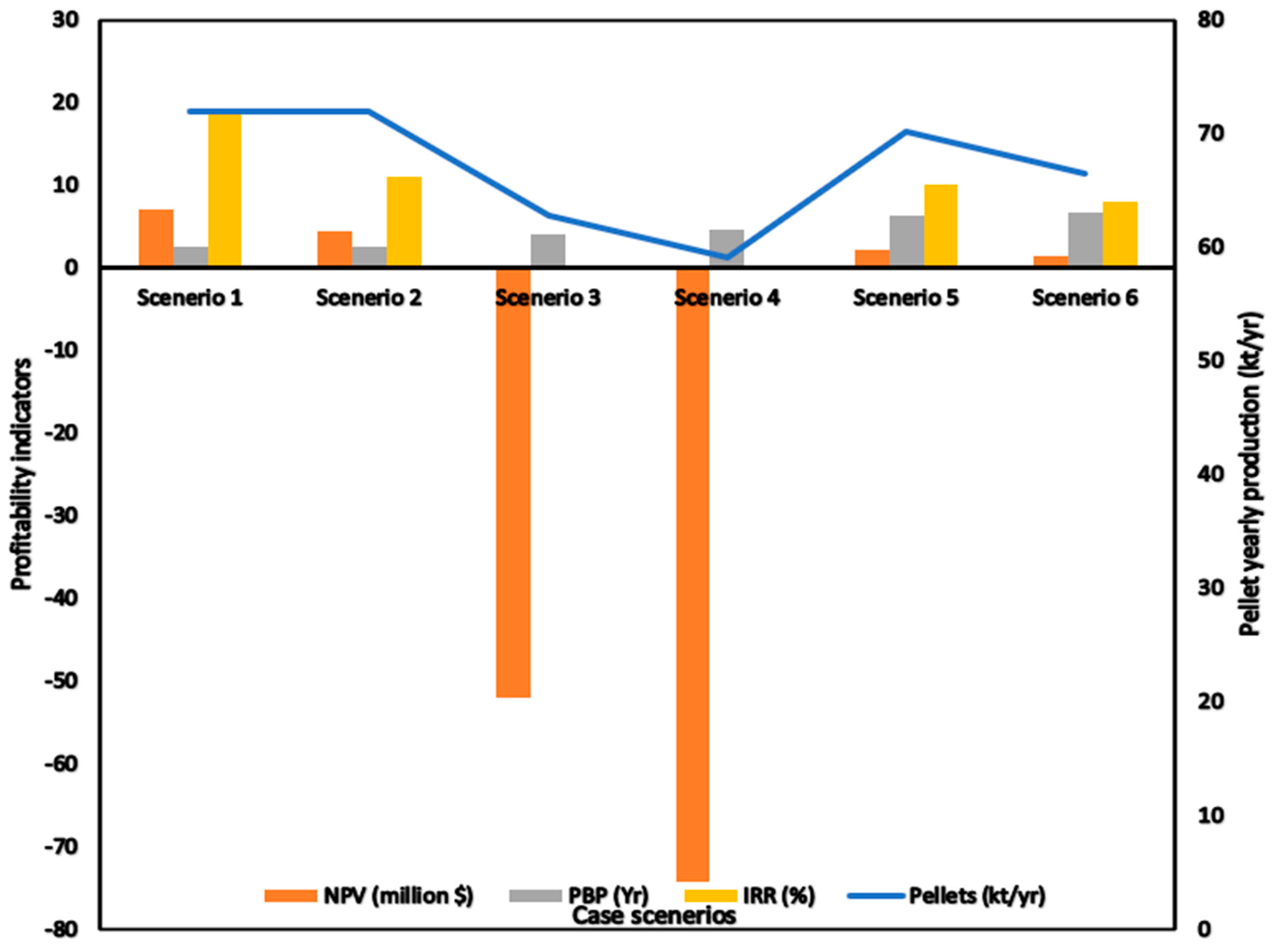

Table 1.
Process conditions and data used in process baseline modeling.
| Unit Operation | Parameter | Value | Source |
|---|---|---|---|
| Steam explosion | Temperature (°C) | 180 | [29,30] |
| Residence time (min) | 9 | ||
| Torrefaction | Temperature (°C) | 250 | [31,32] |
| Residence time (min) | 9 | [33] | |
| Binder | Torrefaction liquid (%) | 25 | [34] |
| Pelletization | Die temperature (°C) | 95 | [29,31,35] |
| Pressure rate (mm / min) | 50 | ||
| Sample moisture content (%) | 10 |
Table 2.
Summary of assumed direct fixed capital cost.
| Cost category | Estimation assumption |
|---|---|
| Purchase price of all equipment (PC) | Plant equipment cost + unlisted equipment |
| Installation (I) | 0.50 𝚡 PC |
| Piping (II) | 0.35 𝚡 PC |
| Instrumentation cost (III) | 0.40 𝚡 PC |
| Building and services (IV) | 0.45 𝚡 PC |
| Electrical facilities (V) | 0.10 𝚡 PC |
| Insulation (VI) | 0.03 𝚡 PC |
| Yard improvements (VII) | 0.15 𝚡 PC |
| Auxiliary facilities (VIII) | 0.40 𝚡 PC |
| Total plant direct cost (TPDC) | PC + I + II + III + IV + V + VI + VII + VIII |
| Engineering (IX) | 0.25 𝚡 TPDC |
| Construction (X) | 0.35 𝚡 TPDC |
| Total plant indirect cost (TPIC) | IX + X |
| Contractor’s fee (XI) | 0.05 𝚡 (TPDC + TPIC) |
| Contingency and research & development (XII) | 0.10 𝚡 (TPDC + TPIC) |
| Direct fixed capital cost (DFC) | TPDC + TPIC + XI + XII |
| Working capital (WC) | 0.05 𝚡 DFC |
| Start-up cost (SC) | 0.15 𝚡 DFC |
| Total capital investment (TCI) | DFC + WC + SC |
Table 3.
Total capital investment (TCI) for six case scenarios.
| Cost category | Case 1 | Case 2 | Case 3 | Case 4 | Case 5 | Case 6 |
|---|---|---|---|---|---|---|
| Purchase price of all equipment (PC) | 1,273,000 | 1,323,000 | 7,335,000 | 7,859,000 | 2,125,000 | 2,675,000 |
| Installation (I) | 636,000 | 662,000 | 3,553,000 | 3,930,000 | 1,063,000 | 1,338,000 |
| Piping (II) | 445,000 | 463,000 | 2,567,000 | 2,751,000 | 744,000 | 936,000 |
| Instrumentation cost (III) | 509,000 | 529,000 | 2,934,000 | 3,144,000 | 850,000 | 1,070,000 |
| Building and services (IV) | 573,000 | 595,000 | 3,301,000 | 3,537,000 | 956,000 | 1,204,000 |
| Electrical facilities (V) | 127,000 | 132,000 | 733,000 | 786,000 | 213,000 | 268,000 |
| Insulation (VI) | 38,000 | 40,000 | 220,000 | 236,000 | 64,000 | 80,000 |
| Yard improvements (VII) | 191,000 | 198,000 | 1,100,000 | 1,179,000 | 319,000 | 401,000 |
| Auxiliary facilities (VIII) | 509,000 | 529,000 | 2,934,000 | 3,144,000 | 850,000 | 1,070,000 |
| Total plant direct cost (TPDC) PC + I + II + III + IV + V + VI + VII + VIII | 4,301,000 | 4,471,000 | 24,677,000 | 26,566,000 | 7,183,000 | 9,042,000 |
| Engineering (IX) | 1,075,000 | 1,118,000 | 6,169,000 | 7,859,000 | 1,796,000 | 2,260,000 |
| Construction (X) | 1,505,000 | 1,565,000 | 8,637,000 | 9,298,000 | 2,514,000 | 3,165,000 |
| Total plant indirect cost (TPIC) IX + X | 2,581,000 | 2,683,000 | 14,806,000 | 17,157,000 | 4,310,000 | 5,425,000 |
| Total Plant Cost (TPC = TPDC + TPIC) | 6,882,000 | 7,154,000 | 39,483,000 | 43,723,000 | 11,492,000 | 14,466,000 |
| Contractor’s fee (XI) | 344,000 | 358,000 | 1,974,000 | 2,186,000 | 575,000 | 723,000 |
| Contingency and research & development (XII) | 688,000 | 715,000 | 3,948,000 | 4,372,000 | 1,149,000 | 1,447,000 |
| Direct fixed capital cost (DFC) = TPDC + TPIC + XI + XII | 7,914,000 | 8,227,000 | 45,405,000 | 50,281,000 | 13,216,000 | 16,636,000 |
| Working capital (WC) | 396,000 | 411,000 | 2,270,000 | 2,514,000 | 661,000 | 832,000 |
| Start-up cost (SC) | 1,187,000 | 1,234,000 | 6,811,000 | 7,542,000 | 1,982,000 | 2,495,000 |
| Total capital investment (TCI) = DFC + WC + SC | 9,497,000 | 9,922,000 | 54,486,000 | 60,337,000 | 15,859,000 | 19,963,000 |
Case 1: wood pellet production from raw sawdust in a pellet plant; case 2: straw pellet production from raw oat straw in a pellet plant; case 3: integrated torrefied treated sawdust pelletization plant utilizing the torrefaction liquid (TL) as the pellet binder; case 4: integrated torrefied treated oat straw pelletization plant utilizing the torrefaction liquid (TL) as a pellet binder; case 5: integrated steam treated sawdust pellet plant; and case 6: integrated steam treated oat straw pellet plant.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



