
Submitted:
17 November 2023
Posted:
17 November 2023
You are already at the latest version
Abstract
Temper embrittlement is a major challenge encountered during the heat treatment of high-performance steels for large forgings. This study investigates the microstructural evolution and mechanical properties of Cr-Ni-Mo-V thick-walled steel, designed for new large forgings with a tensile strength of 1500 MPa, under different tempering cooling rates. Optical microscopy (OM), scanning electron microscopy (SEM), and electron backscatter diffraction (EBSD) were employed to analyze the microstructural features. The results demonstrate that the embrittlement occurring during air cooling after tempering is attributed to the concentration of impurities near Fe3C at the grain boundaries. The low-temperature impact toughness at -40°C after water quenching reaches 29 J due to the accelerated cooling rate during tempering, which slows down the diffusion of impurity elements towards the grain boundaries, resulting in reduced concentration and dislocation density, and increased stability of the grain boundaries, thereby enhancing toughness. the bainite content decreases and the interface between martensite and bainite undergoes changes after water quenching during tempering. These alterations influence the crack propagation direction within the two-phase microstructure, further modifying the toughness. These findings contribute to the understanding of temper embrittlement and provide valuable guidance for optimizing heat treatment processes to enhance the performance of high-performance steels in large forgings.
Keywords:
Temper embrittlement;Medium carbon medium alloy steel
; Martensite
; Bainite
; toughness
1. Introduction
Steels for large forgings undergo temper embrittlement during the heat treatment process at temperatures ranging from 250°C to 400°C and 500°C to 650°C. Temper embrittlement typically manifests in two types: reversible and irreversible. Research on both types of temper embrittlement has primarily focused on the segregation of harmful elements such as phosphorus, sulfur, tin, antimony, and arsenic at the grain boundaries during tempering or aging processes. This segregation reduces the bonding strength of iron atoms at the grain boundaries, making cracks prone to initiate and propagate along the grain boundaries, ultimately leading to intergranular fracture [1]. The sensitivity of elements in steel to temper embrittlement is in the order: P > Sn > Sb ≈ As. Additionally, alloying elements such as Ni, Cr, and Mn are significant contributors to temper embrittlement. In the absence of these elements, temper embrittlement is generally not induced, and the order of alloying elements in terms of embrittlement capability is: Mn ≈ Si > Cr > Ni. The impact of a single alloying element on temper embrittlement in steel is not significant, but the combined addition of alloying elements greatly promotes the occurrence of temper embrittlement. Attempts have been made to synthesize the effects of alloying elements influencing temper embrittlement into a single coefficient to assess the sensitivity of steel to temper embrittlement. In the 1970s, Bruscato[2] introduced a brittleness factor X = (10P + 5Sb + 4Sn + As) × 102, which can be used to predict the brittleness sensitivity of metals. Watanabe [3], in conjunction with experiments on plates and forgings, identified a brittleness sensitivity factor J = (Si + Mn)(P + Sn) × 104. As X and J values increase, steel transitions towards embrittlement. Bandyopadhyay [4] studied the precipitation behavior of carbides during the tempering process of Ni-Cr-V and Ni-Cr-Mo-V steels. They explained that molybdenum enhances the cohesion of grain boundaries, while phosphorus is less prone to segregate to grain boundaries. Begley [5] investigated the temper embrittlement sensitivity and crack propagation rate characteristics of Ni-Cr-Mo-V steel, noting a sharp increase in fracture toughness at room temperature. Sang-Gyu Park [6] employed thermodynamic calculations to assess the influence of Cr, Mn, and Ni on temper embrittlement in low-alloy steel for nuclear power applications from the perspectives of P diffusion rate and C activity. To suppress reversible temper embrittlement, alloying with Mo and W has long been considered the most effective method. Briant [7] described two primary mechanisms of temper embrittlement: delayed effects during P segregation and increased boundary cohesion strength with the addition of Mo. Petrov and Tsukanov [8] associated irreversible temper embrittlement with the precipitation of carbide elements at grain boundaries, proposing that alloying with Mo and other carbide-forming elements (e.g., Cr) shifts the temperature range of irreversible temper embrittlement from 250°C to 400°C. Yang [9] investigated M152 martensitic heat-resistant steel with slow quenching and found that the continuous distribution of M23C6 along the original austenite grain boundaries and M2C along the residual austenite film is the cause of a sharp decrease in toughness. Lei Tingquan [10] determined, through the measurement of internal friction temperature curves, that high-temperature temper embrittlement belongs to the category of α-phase aging and exhibits reversibility.
This paper investigates the embrittlement phenomenon occurring during high-temperature tempering of a newly developed medium-carbon, medium-alloy Cr-Ni-Mo-V steel by our research team. The study employs optical microscopy and scanning electron microscopy to observe the structural characteristics, utilizes electron backscatter diffraction for quantitative analysis of grain boundary orientation differences, discusses the reversibility of toughness after embrittlement of the tested steel, and explores the fundamental mechanisms of how the tempering cooling rate affects the organizational state for enhancing impact toughness..
2. Experimental Materials and Methods
The experimental material was obtained from the cross-section of a Φ396 mm Cr-Ni-Mo-V steel. The specimens were initially in the as-forged and annealed state. The cross-sectional samples were subjected to quenching and tempering processes, as illustrated in Figure 1. After tempering, specimens were sampled at half the radius of the cross-section for both air cooling (TAC) and water cooling (TWC) conditions, and these samples were mechanically processed to determine the strength and Charpy impact toughness at -40°C. V-notch impact specimens with dimensions of 10 mm × 10 mm × 55 mm were utilized for this purpose. Samples with dimensions of 20 mm × 20 mm × 20 mm were mechanically polished, corroded in a 4% nitric acid ethanol solution, and observed using an optical microscope (Leica 2700M) produced by Leica. The microstructure and fracture analysis of the specimens under both conditions were collected using a Sigma 300 scanning electron microscope (SEM) produced by ZEISS. To investigate the relationship between crack initiation, crack propagation, and microstructure, the fracture surfaces of the -40°C Charpy impact specimens were studied below the area of the fracture surface, as shown in Figure 2, and subjected to electron backscatter diffraction (EBSD) analysis. Samples for EBSD studies were vibratory polished using 0.02 μm colloidal silica polishing solution. EBSD data were obtained using the Oxford EBSD system equipped with Channel 5 software (Oxford-HKL) and AZtecCrystal for post-processing oriented data analysis to assess the differences in the segregation behavior of tempered martensite under different tempering cooling rates. For the observation of carbide precipitation at grain boundaries under the two tempering cooling conditions, a JEM2010 transmission electron microscope (TEM) was employed.
3. Results and Discussion
3.1. Mechanical Properties and Microstructure of Tempering Cooling Methods
After heat treatment, the mechanical properties of the cross-sectional samples of the new Cr-Ni-Mo-V steel are presented in Table 1. The air-cooled specimen exhibited a yield strength and tensile strength of 1145 MPa and 1422 MPa, respectively. For the water-cooled and tempered specimen, the yield strength and tensile strength were 1245 MPa and 1480 MPa, respectively. The strengths under both conditions are comparable. However, the impact energy of the water-cooled and tempered specimen is significantly higher than that of the air-cooled specimen, confirming the reversibility of temper embrittlement in this steel. The Charpy impact energy for the air-cooled specimen at -40°C is 19 J, lower than the 29 J observed for the water-cooled and tempered state, indicating a substantial change in toughness. To understand the factors influencing toughness, it is essential to consider the pattern of crack propagation within the crystal lattice.
Figure 3 depicts the microstructure of the new Cr-Ni-Mo-V steel after tempering at 590°C, followed by air cooling and water cooling. Figure 3(a) displays the SEM morphology for air-cooling, while Figure 3(b) presents the SEM morphology for water cooling. Upon observing the microstructure, it is evident that both air-cooled and water-cooled structures consist of a mixture of tempered martensite and bainite. In the air-cooled condition, the martensite laths mainly appear as long needle-shaped structures within the microstructure, with larger grain size. Scanning electron microscopy reveals that the carbides precipitated after air cooling are primarily located at the grain boundaries. In contrast, the water-cooled microstructure is more uniform, with martensite laths arranged in a plate-like manner. Fine carbides are observed to be dispersed within the lath matrix, as shown in Figure 4. The average block width of martensite is 0.6 μm for air cooling (TAC) and 1 μm for water cooling (TWC), as measured under SEM.
Figure 5 illustrates the macroscopic and SEM morphology of the fracture surfaces at -40°C after tempering and subsequent air cooling and water cooling of the experimental steel. By comparing the macroscopic morphology, it is evident that the air-cooled fracture surface (Figure 5a) appears bright white, with a relatively narrow shear lip. Under SEM, the fracture initiation zone (Figure 5c) exhibits intergranular fracture, and in the fibrous region (Figure 5e), both intergranular and cleavage fractures are observed. The impact toughness is significantly low, measuring 19 J.
In contrast, the macroscopic morphology of the water-cooled fracture surface (Figure 5b) shows a typical wider shear lip. Moreover, under SEM, the fracture initiation zone (Figure 5d) displays ductile dimples, and in the fibrous region (Figure 5f), ductile dimples and cleavage facets are observed, indicating quasi-cleavage. The toughness is improved by 10 J compared to air cooling, reaching 29 J. Figure 6 presents the EBSD results of the microstructure after tempering and subsequent air cooling and water cooling, reconstructed using the AZtecCrystal software. It can be observed that after air cooling, the cracks propagate along the grain boundaries, while after water cooling, the cracks propagate transgranularly.
3.2. Impact of Cooling Rate on Crack Propagation
For large forgings, in order to reduce thermal stress during the tempering process in the temperature range of 400°C to 650°C, a slow cooling method is generally employed, corresponding to the temper embrittlement-sensitive zone of steel. The cooling rate significantly influences crack propagation. At slower cooling rates, cracks tend to propagate along grain boundaries, and the propagation of intergranular fractures is related to the weakening of interfaces. The preferred path for crack propagation is at defect locations or areas of interface weakening. Fine needle-shaped martensite can lead to unstable intergranular structures, reducing the energy required for crack absorption. In contrast, at faster cooling rates, martensite exists in a plate-like form, and the aspect ratio of the laths decreases, increasing the probability of crack transgranular propagation and improving toughness [11].
The AZtecCrystal software was utilized to analyze the distribution of grain boundaries near the cracks. Figure 7 shows the misorientation distribution of grain boundaries near the cracks under two conditions. Low-angle grain boundaries (LABGs) with misorientation angles from 2° to 15° are represented by red lines, while high-angle grain boundaries (HABGs) with misorientation angles from 15° to 45° are represented by black lines, indicating a minimal difference between air-cooled and water-cooled tempering conditions. Boundaries with angles greater than 45° are denoted by green lines. Figure 8 compares the relative frequencies of LABGs and HABGs under two different tempering cooling rates, revealing a similar frequency for both low and high-angle grain boundaries. Previous studies have suggested that HABGs hinder crack propagation [12,13,14]. Additionally, research has indicated that LABGs play a crucial role in both strength and toughness. High dislocation density generated in the overcooled austenite during processing can be inherited by martensite, forming subgrains through dynamic recovery. Such low-angle grain boundaries have an inhibiting effect on crack propagation. In the yellow dashed box in Figure 7, low-angle grain boundaries are concentrated at the crack arrest position. The frequency of grain boundaries does not change significantly under different tempering cooling rates for the experimental steel. However, after water cooling and tempering, as the martensite lath bundles widen, the position of low-angle grain boundaries changes. Compared to the air-cooled state, more low-angle grain boundaries appear between the lath bundles rather than around the original austenite grain boundaries.
Geometrically necessary dislocations (GNDs) can provide quantitative information about localized plastic deformation. In some studies, this method can also be used to characterize the distribution of orientation deviations in cracks. Through the AZtecCrystal software, GND distributions under different tempering cooling rates are color-coded, as shown in Figure 9. Blue represents regions with lower dislocation orientation deviations, while green represents regions with high geometrically necessary dislocation densities. Larger GNDs are distributed near the crack, and at the crack tip in Figure 9(a), there is a higher density of geometrically necessary dislocations. It can be observed that GNDs tend to be distributed at many low-angle grain boundaries, as low-angle grain boundaries hinder the slip of dislocations, leading to the accumulation of GNDs. In contrast, high-angle grain boundaries do not have a significant distribution of GNDs, indicating a strong ability to absorb dislocations. They are potential locations for crack initiation, and when cracks coincide with regions of high stress concentration and high-angle boundaries, crack initiation and propagation are accelerated [15]. Using the HKL Channel 5 software, GNDs were geometrically calculated for the two conditions, as shown in Figure 10. It can be seen that the frequency of GNDs is lower after tempering and water cooling, indicating more stable low-angle and low-energy grain boundaries. These boundaries resist sliding, thereby enhancing toughness.
On the other hand, during the tempering process, the precipitation of Fe3C at grain boundaries and the segregation of impurity atoms lead to interface weakening and brittle fracture, as depicted in Figure 11. Fe3C exists in a rod-like form along the grain boundaries, and Table 2 provides the EDS analysis of Fe3C at the grain boundaries. The diffusion rate of impurity atoms at the grain boundaries is higher than that of iron atoms because there are more vacancies at the grain boundaries, which can promote dislocation migration. Consequently, there is a higher density of dislocations and impurity content at the grain boundaries, and the pinning effect of impurities can easily result in temper embrittlement. McMahon proposed that during tempering in the embrittlement temperature range, Fe3C precipitates along the grain boundaries, and since impurities have low solubility in Fe3C, impurities are rejected and concentrated at the interface during carbide precipitation. This creates favorable pathways for crack propagation along the interface, constituting a non-equilibrium segregation process. Rapid cooling after tempering suppresses the process of impurity element enrichment and segregation. The rod-like Fe3C transforms into a spherical shape, as shown in Figure 12. Figure 12(a) illustrates the rod-like Fe3C near the grain boundaries observed using TEM in the air-cooled state, while Figure 12(b) displays the spherical Fe3C near the grain boundaries observed using TEM in the water-cooled state. This process helps avoid the occurrence of the second type of temper embrittlement or eliminates already formed temper embrittlement.
3.3. Influence of Cooling Rate on M/B Microstructure
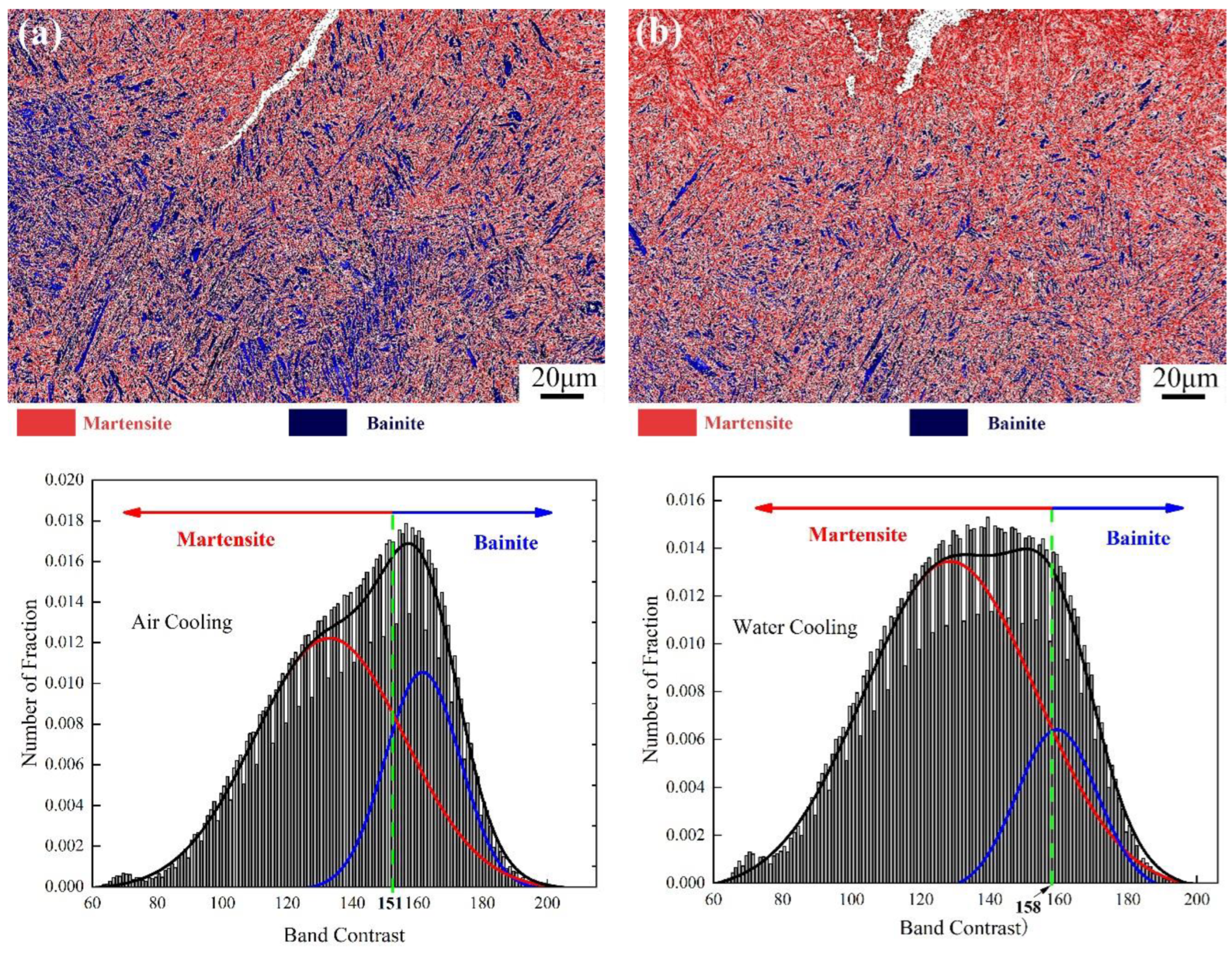
The samples after two tempering cooling methods were characterized using EBSD, and quantitative analysis of the BCC phase was performed. Based on the BC values from the Kikuchi model and using Gaussian multi-peak fitting, the fraction distribution of martensite and bainite was analyzed [16,17,18]. The thresholds for differentiating martensite and bainite were set in the Gaussian plot by intersecting the Gaussian curves, as shown in Figure 11. Combining the BC plot to calculate the proportions of each phase, Table 3 indicates that in the microstructure of the air-cooled sample after tempering, martensite occupies approximately 60 vol%, and bainite occupies about 40 vol%. After tempering and water cooling, the microstructure comprises approximately 67% martensite and 33% bainite. Research by Edwards suggests that the martensite-bainite mixed structure in medium-carbon Cr-Ni-Mo-V steel exhibits good toughness. Additionally, when the martensite comprises ≤25% bainite on the martensite matrix, the toughness improves under the same strength conditions. This is because when cracks propagate through the two-phase structure, the different toughness of the phases causes a change in the direction of crack expansion. The optimal microstructure state, where bainite accounts for close to 25% after tempering and water cooling, leads to an improvement in toughness compared to the air-cooled tempering state. This is attributed to the fact that during rapid tempering and cooling, bainite forms before martensite, pre-dividing the grains and effectively refining the grain structure, resulting in improved toughness.
Figure 12.
(a) Distribution of martensite and bainite complex structures in air-cooled and (b) water-cooled states.
Figure 12.
(a) Distribution of martensite and bainite complex structures in air-cooled and (b) water-cooled states.
4. Conclusions
This study investigated temper embrittlement in medium-carbon alloy steel during the production of large forgings, focusing on both mechanical properties and microstructural aspects. The results can be summarized as follows:
- After air-cooling tempering, the fracture surface is dominated by brittle transgranular fracture, while after tempering and water cooling, quasi-cleavage fracture is predominant. The distribution of high and low-angle grain boundaries shows minimal differences between the two states. However, tempering and water cooling result in lower dislocation density, and the improvement in toughness is related to the decrease in dislocation density.
- The second type of temper embrittlement observed in medium-carbon alloy steel large forgings during high-temperature tempering at 590°C is attributed to the concentration of impurities near the grain boundaries, especially around Fe3C. Tempering and water cooling suppress this segregation, thereby eliminating the already occurring temper embrittlement. At the same time, with an increase in tempering rate, the morphology of Fe3C transforms from elongated rods to granular.
- The impact toughness is higher after tempering and water cooling compared to air-cooling tempering. The microstructure in both states consists of a mixture of martensite and bainite. In the air-cooled state, martensite plates exist in the form of long needles, while in the water-cooled state, the structure consists of uniformly distributed martensite plates. The reduction in bainite content during tempering and water cooling approaches the optimal ratio for martensite-bainite mixed structures, contributing to the enhanced toughness.
References
- Chen, G.H. Temper embrittlement of steels for heavy forging.Specialty Steel. 1995, 16.5, 8-14.
- Bruscato, Robert. High Temperature Embrittlement Phenomena of 2-1/4Cr-1Mo Weldments. ASME, 1971.
- Murakami, Y., T. Nomura, and J. Watanabe. Heavy-Section 21⁄ 4Cr-1Mo Steel for Hydrogenation Reactors. ASTM International. 1982.
- Bandyopadhyay, N., C. L. Briant, and E. L. Hall. Carbide precipitation, grain boundary segregation, and temper embrittlement in NiCrMoV rotor steels. Metallurgical Transactions. 1985,A16, 721-737. [CrossRef]
- Begley, J. A., and P. R. Toolin. Fracture toughness and fatigue crack growth rate properties of a Ni-Cr-Mo-V steel sensitive to temper embrittlement. International Journal of Fracture. 1973, 9, 243-253. [CrossRef]
- Park, Sang-Gyu, et al. Influence of the thermodynamic parameters on the temper embrittlement of SA508 Gr. 4N Ni–Cr–Mo low alloy steel with variation of Ni, Cr and Mn contents. Journal of nuclear materials, 2012, 426, 1-8. [CrossRef]
- Messmer, R.P.; Briant, C.L. The Role of Chemical Bonding in Grain Boundary Embrittlement. Acta Metallurgica 1982, 30, 457–467. [CrossRef]
- Petrov, G. M., and V. V. Tsukanov. Temper brittleness of complex-alloyed structural steels. Metallovedenie i Termicheskaya Obrabotka Metallov.1977, 17-20. [CrossRef]
- Yang, Gang, et al. Embrittlement mechanism due to slow cooling during quenching for M152 martensitic heat resistant steel. Jurnal of iron and steel research international. 2010, 17.6, 60-66. [CrossRef]
- Lei, T., Z. Tang, and M. Su. A Study on High Temperature Temper Brittleness by Internal Friction Measurements. Acta Metall. Sin.(China), 1982, 18.4, 485-492.
- Liang, Yilong, et al. The important role of martensite laths to fracture toughness for the ductile fracture controlled by the strain in EA4T axle steel. Materials Science and Engineering: A, 2017, 695, 154-164. [CrossRef]
- Wang, X. L., et al. Analysis of impact toughness scatter in simulated coarse-grained HAZ of E550 grade offshore engineering steel from the aspect of crystallographic structure. Materials Characterization, 2018, 140, 312-319. [CrossRef]
- Terasaki, Hidenori, et al. Effect of close-packed plane boundaries in a bain zone on the crack path in simulated coarse-grained HAZ of bainitic steel. Metallurgical and Materials Transactions A, 2015, 46, 2035-2039. [CrossRef]
- JW, Morris, and Z. Guo. The nature and consequences of coherent transformations in steel. ISIJ international, 2003, 43.3, 410-419. [CrossRef]
- Chunfang, W. A. N. G., et al. Effect of microstructure refinement on the strength and toughness of low alloy martensitic steel. Journal of Materials Sciences and Technology, 2007, 23.05, 659.
- Chen, Kui, et al. Multiphase microstructure formation and its effect on fracture behavior of medium carbon high silicon high strength steel. Journal of Materials Science & Technology, 2021, 72, 81-92. [CrossRef]
- Baek, Min-Seok, et al. Quantitative phase analysis of martensite-bainite steel using EBSD and its microstructure, tensile and high-cycle fatigue behaviors. Materials Science and Engineering: A, 2020, 785, 139375. [CrossRef]
- Breumier, S., et al. Leveraging EBSD data by deep learning for bainite, ferrite and martensite segmentation. Materials Characterization, 2022,186, 111805. [CrossRef]
Figure 1.
The diagrammatic sketch of heat treatment process.
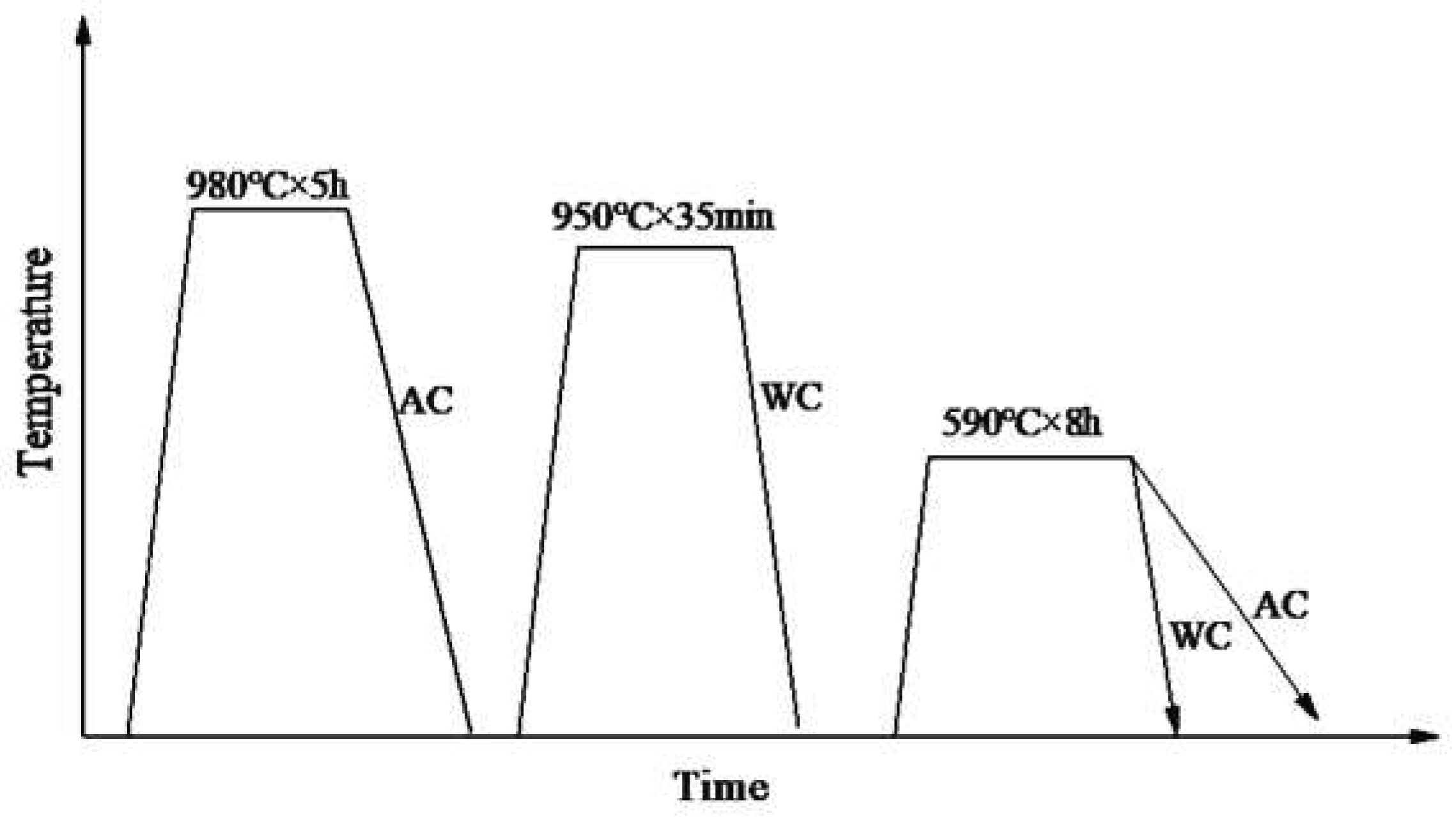
Figure 2.
Schematic of the observed section of impact specimens fractured at -40 ℃.
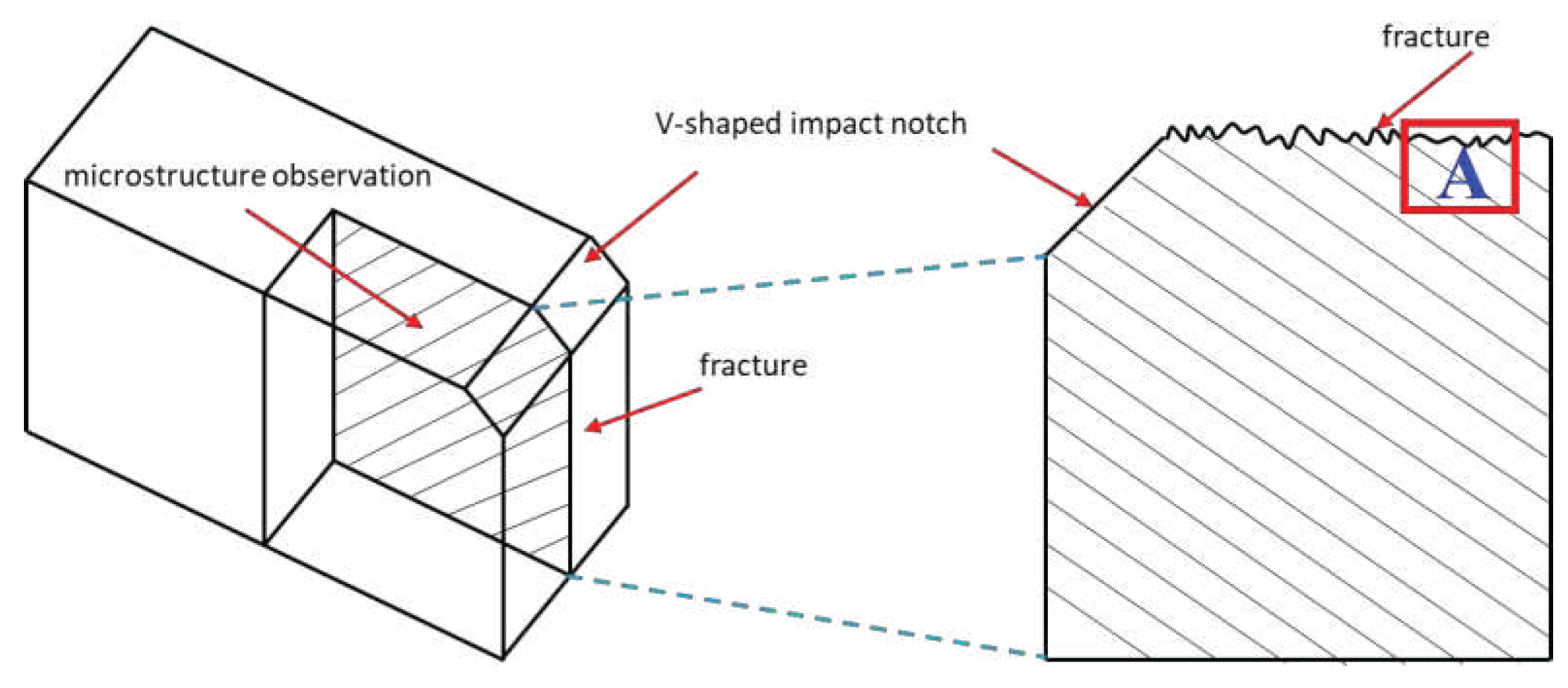
Figure 3.
Two cooling methods SEM microstructure (a) air cooling and (b) water cooling.
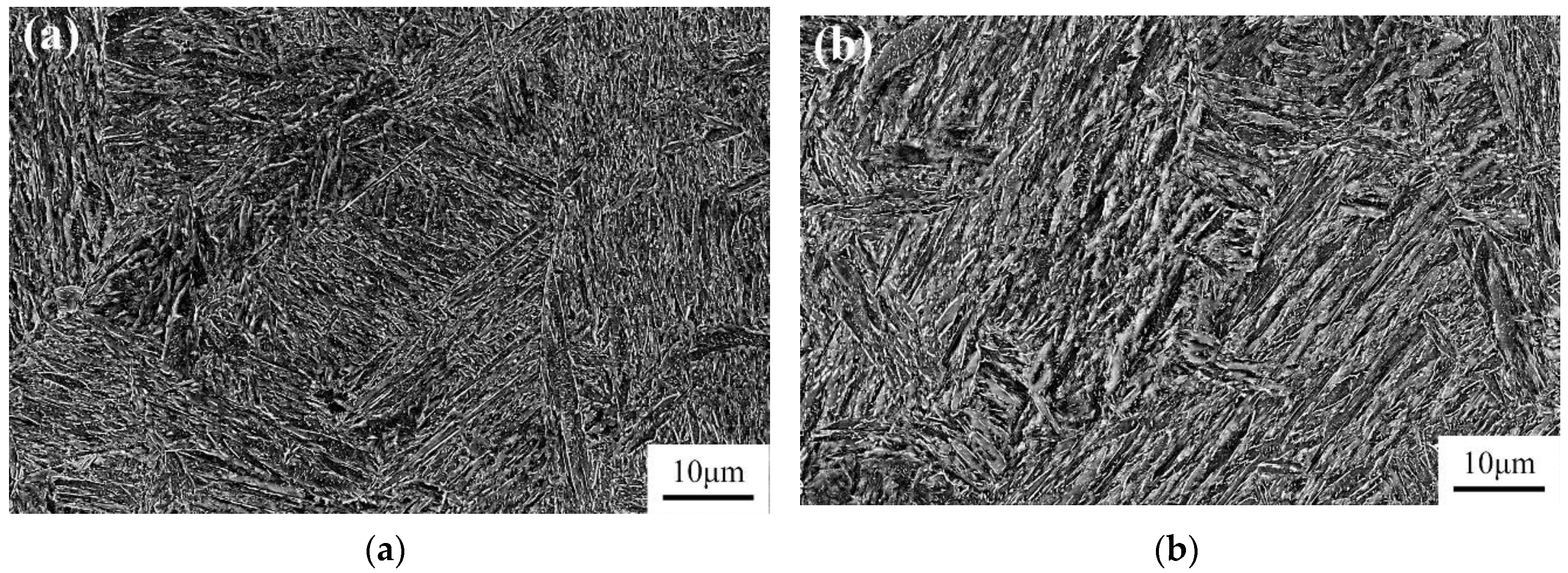
Figure 4.
Comparison of Block widths in air-cooled and water-cooled martensite.
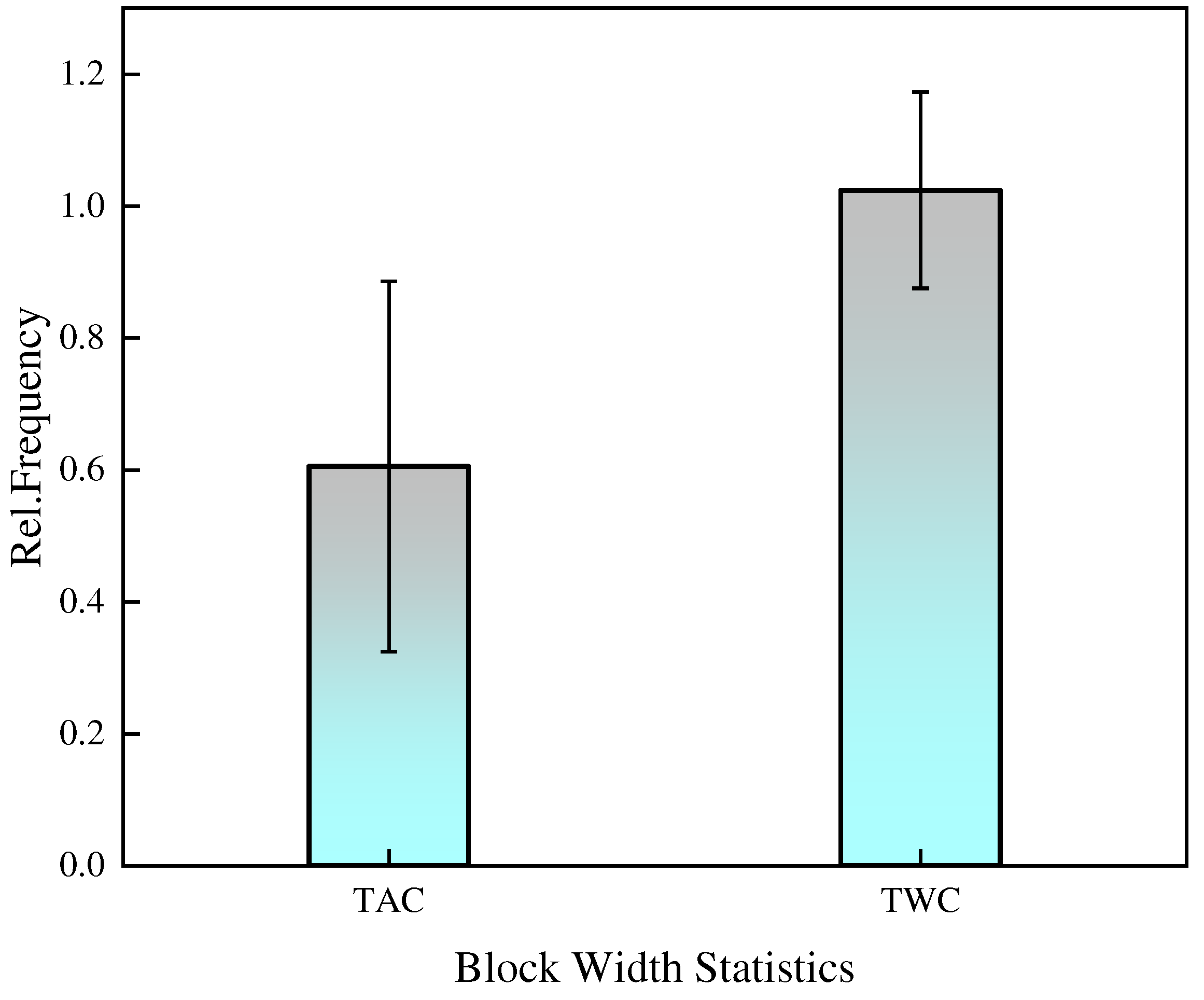
Figure 5.
Different tempering cooling methods -40℃ low temperature impact fracture morphology(a) Air-cooled fracture initiation zone SEM (b) water-cooled fracture initiation zone SEM (c) air-cooled macro fracture zone (d) water-cooled macro fracture zone (e) air-cooled fracture extension zone SEM (f) water-cooled fracture extension zone SEM.
Figure 5.
Different tempering cooling methods -40℃ low temperature impact fracture morphology(a) Air-cooled fracture initiation zone SEM (b) water-cooled fracture initiation zone SEM (c) air-cooled macro fracture zone (d) water-cooled macro fracture zone (e) air-cooled fracture extension zone SEM (f) water-cooled fracture extension zone SEM.
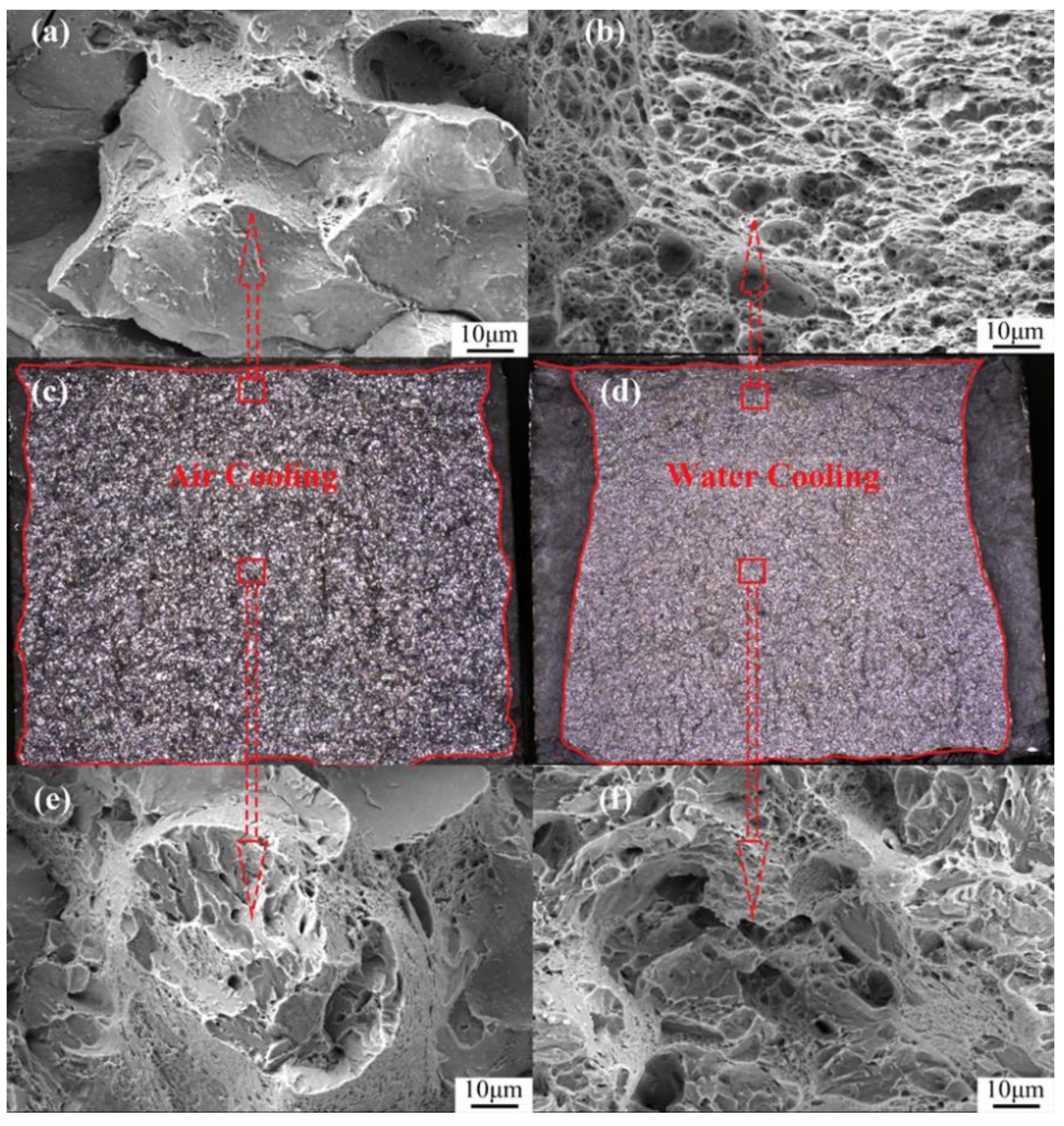
Figure 6.
EBSD micrograph of protoaustenite grain reconstruction for (a)tempering air cooling and (b)tempering water cooling.
Figure 6.
EBSD micrograph of protoaustenite grain reconstruction for (a)tempering air cooling and (b)tempering water cooling.
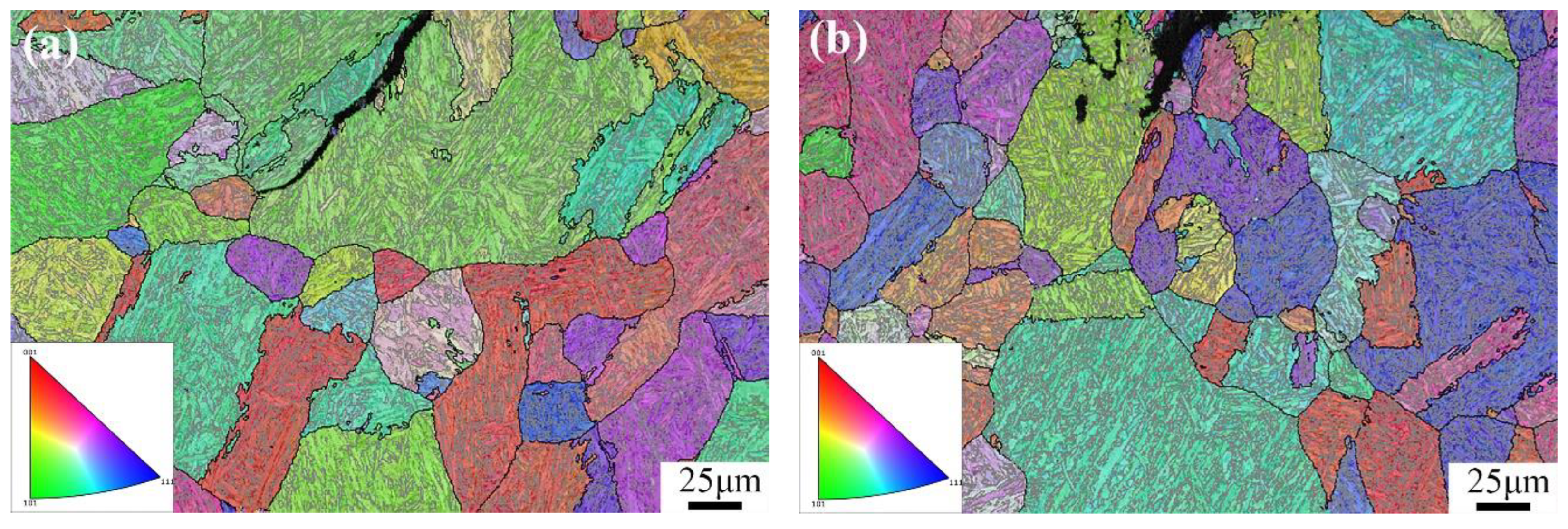
Figure 7.
Band contrast(BC) maps depicting boundary distribution in(a)TAC and (b)TWC,respectively. (red line: 15° > θ > 5°, black line: 45° > θ > 15°, green line: θ > 45°).
Figure 7.
Band contrast(BC) maps depicting boundary distribution in(a)TAC and (b)TWC,respectively. (red line: 15° > θ > 5°, black line: 45° > θ > 15°, green line: θ > 45°).
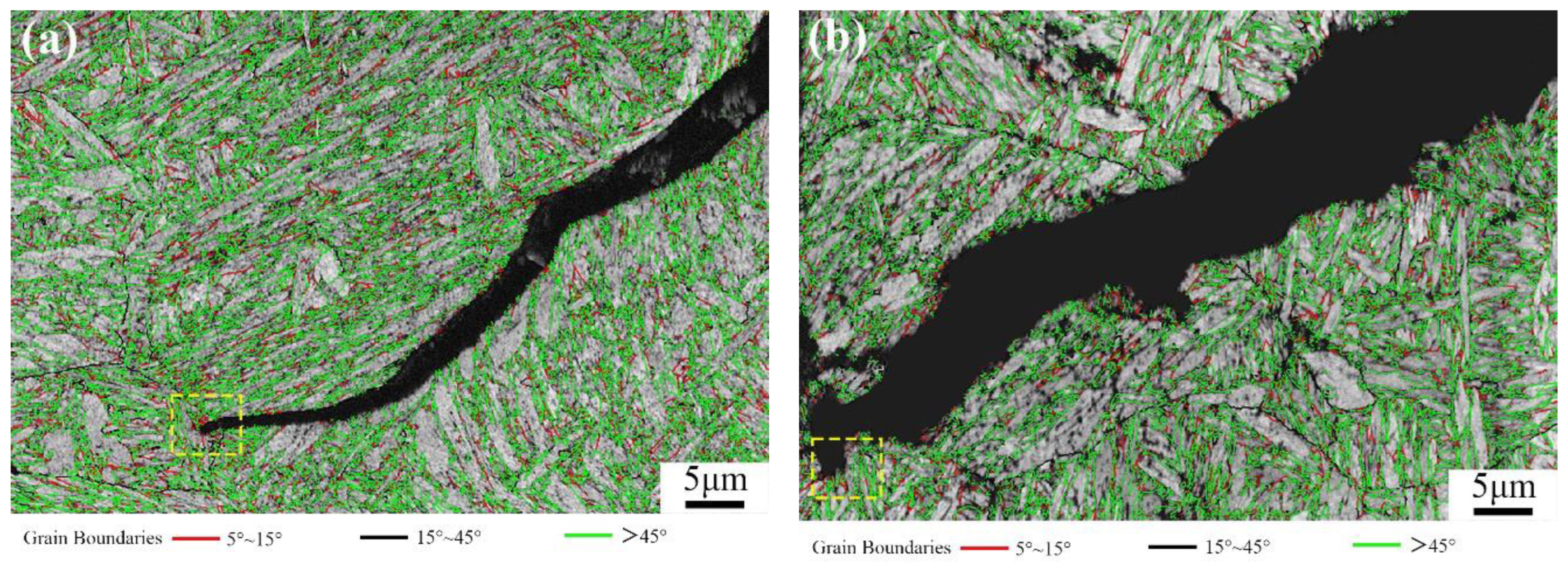
Figure 8.
Relative frequency of grain boundary structure by different tempering cooling methods.
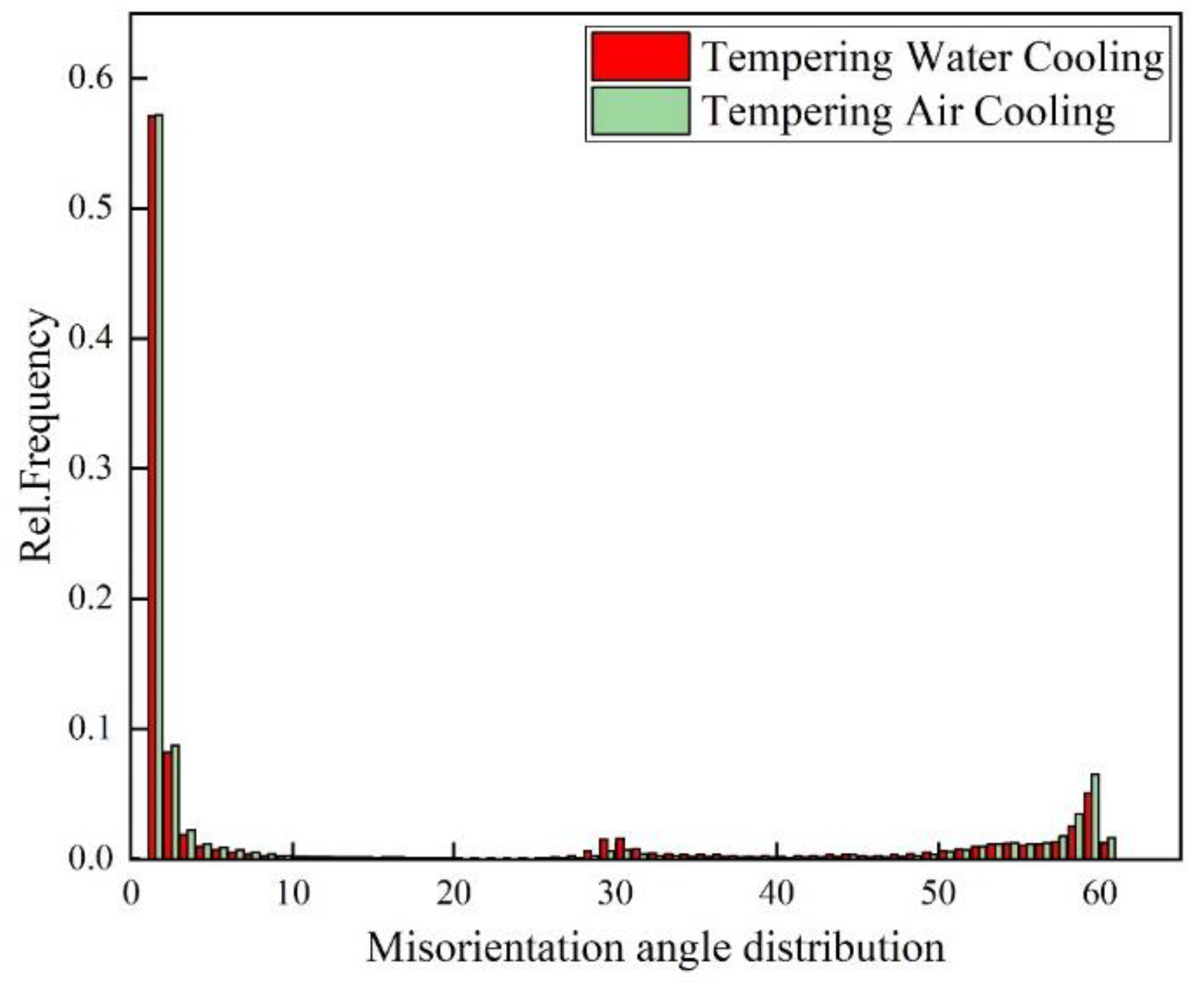
Figure 9.
GND Density micrographs for (a)TAC and (b)TWC.
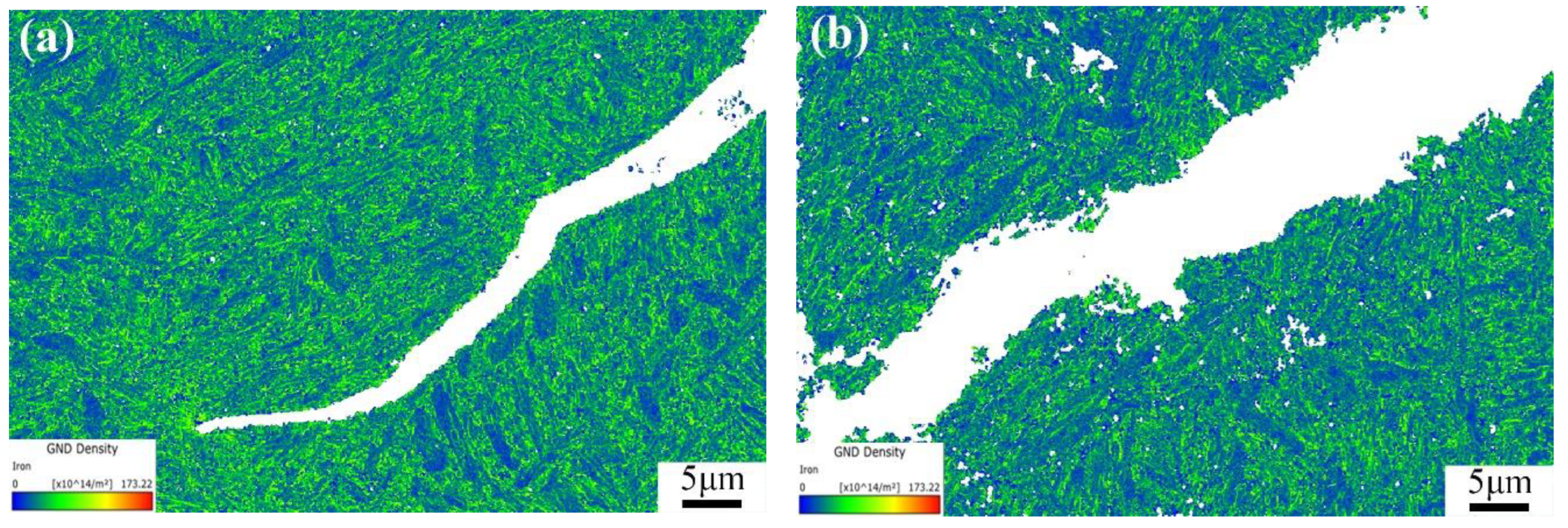
Figure 10.
Geometrically necessary dislocation density (GND) distribution.
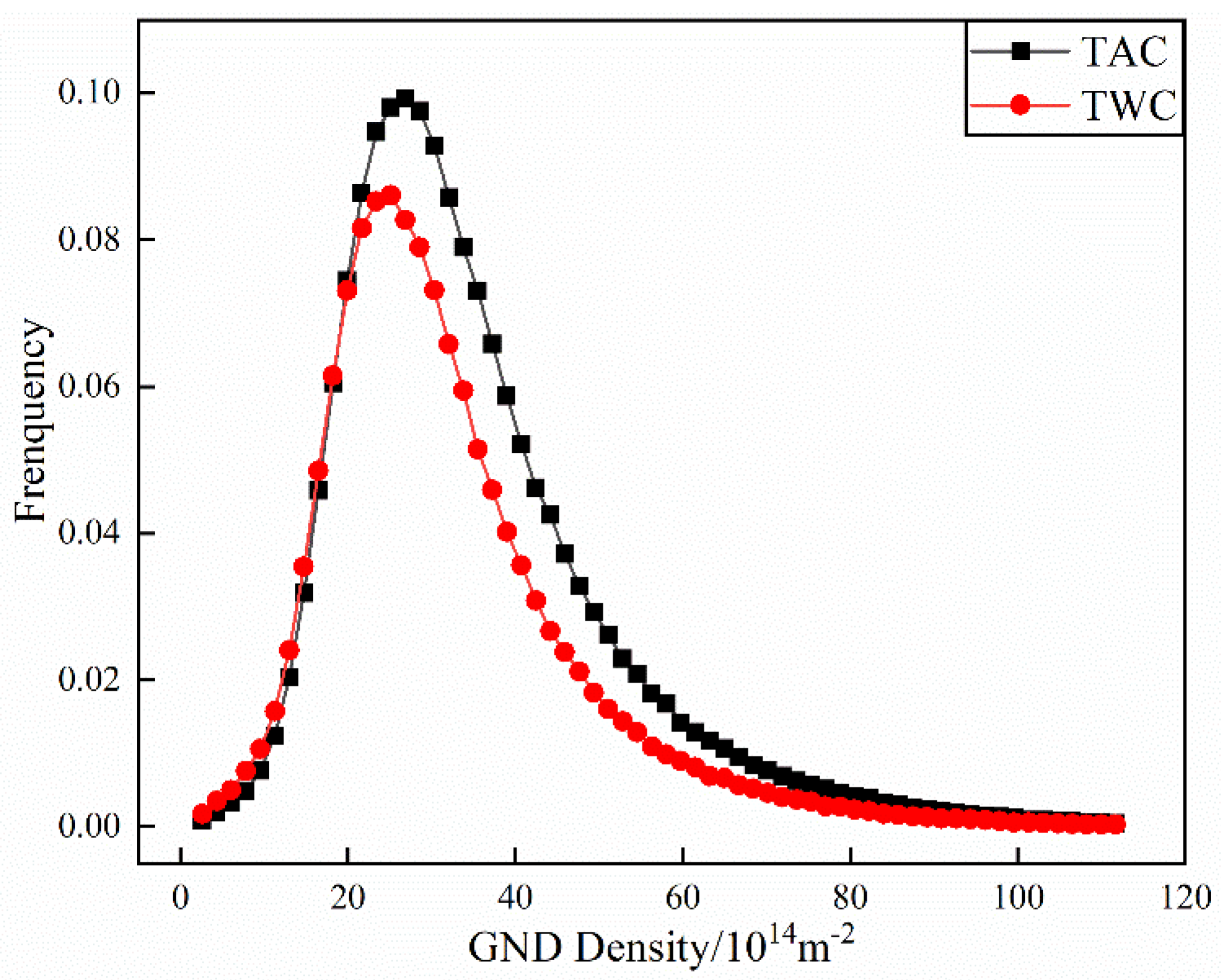
Figure 11.
Microstructure with points of intergranular particle analyzed by EDS (see results in Table 2).
Figure 11.
Microstructure with points of intergranular particle analyzed by EDS (see results in Table 2).
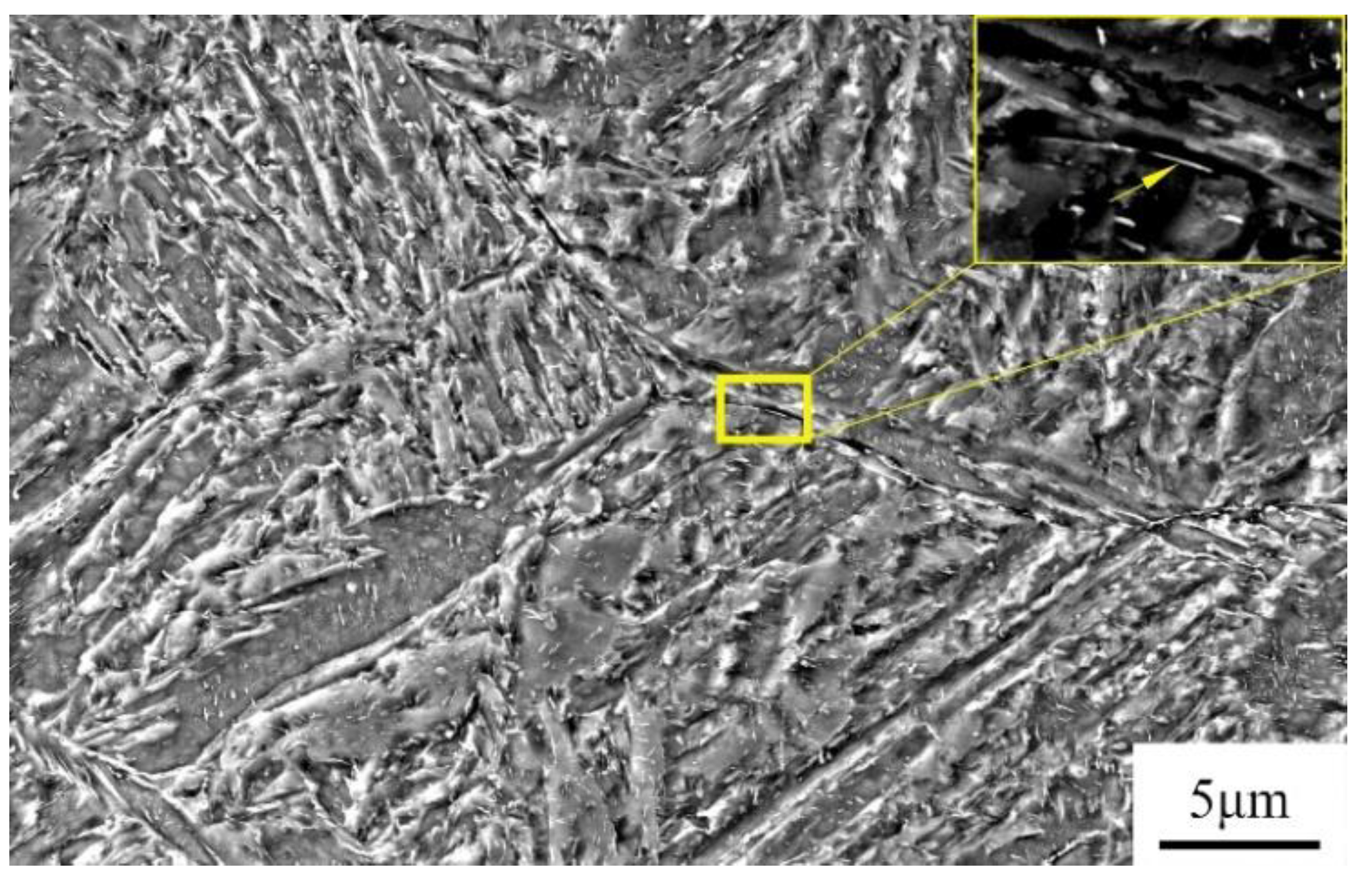
Figure 12.
(a) air-cooled and (b) water-cooled TEM characterization of Fe3C.
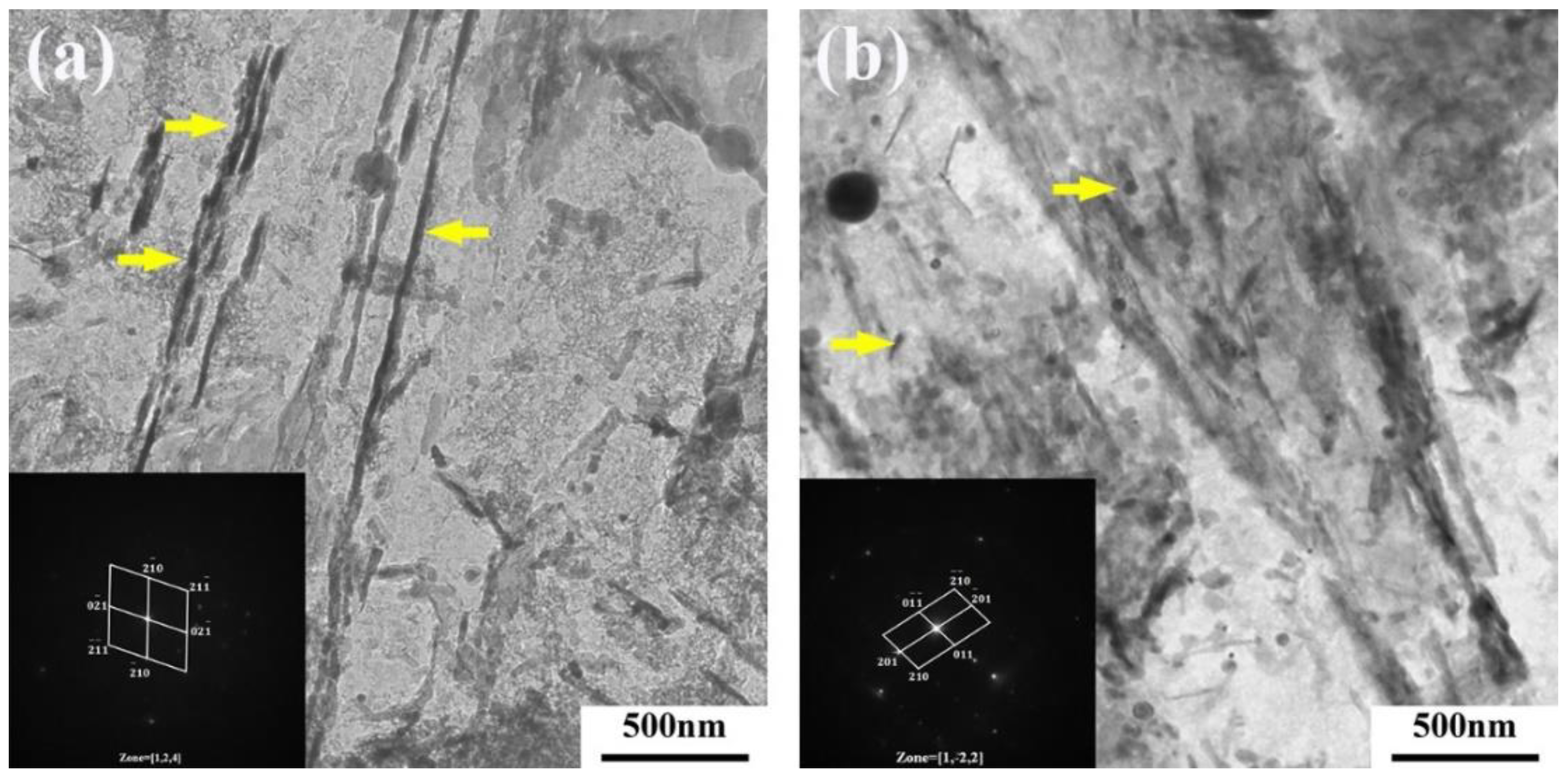

Table 1.
Mechanical properties after different tempering cooling methods.
| Heat treatment process | Rp0.1/MPa | Rm/MPa | A(%) | Z(%) | KV2@-40℃(J) |
|---|---|---|---|---|---|
| 980℃×5h,AC+950℃×35min,WC+590℃×8h,AC | 1145 | 1422 | 11 | 53 | 19 |
| 980℃×5h,AC+950℃×35min,WC+590℃×8h,WC | 1245 | 1480 | 12 | 54 | 29 |
Table 2.
EDS analysis results of position in Figure 9.
Table 2.
EDS analysis results of position in Figure 9.
| Element | Mass fraction/% |
|---|---|
| C | 6.91 |
| Cr | 2.09 |
| Ni | 3.52 |
| Fe | Bal. |
Table 3.
Quantitative and qualitative phase fraction of martensite/bainite via EBSD for TAC and TWC.
Table 3.
Quantitative and qualitative phase fraction of martensite/bainite via EBSD for TAC and TWC.
| Tempering cooling method | Martensite | Bainite |
|---|---|---|
| tempering air cooling | 60% | 40% |
| tempering water cooling | 67% | 33% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



