Submitted:
27 November 2023
Posted:
27 November 2023
You are already at the latest version
Abstract
The air is a fundamental element for the life on Earth. Rapid urbanization and industrialization release large amounts of pollutants (harmful gases, microorganisms, and particulate matter, among others) into the atmosphere, leading to health hazards. Air filtration is still the most used and promising technique for protecting air against pollutants. The quality and efficiency of filtering process are dependent of material used for the filter and other filter’s properties. Several methods can be used for manufacturing filters, one of them uses fibrous membranes obtained through electrospinning from polymeric solutions. Electrospinning is a technique that combines the application of an electrostatic field to a moving fluid which results in the fibers formation. Electrospun membranes are constituted by fibers that the sizes spread on submicro and or nanometric scales. This review focuses on fiber membranes obtained by electrospinning for filtration of particulate matter. It is addressed the effect of solution, processing and ambient parameters on the morphology and dimensional characteristics of fiber membranes. The basic principles of air filtration and test and characterization of filter performance are presented. The research progress on electrospun nanofibers as air filters in recent years is summarized and examined. Finally, conclusion and future perspectives in electrospun fibers for air filtration are provided and discussed.
Keywords:
Air Filter
; Electrospinning
; Polymeric Solutions
; Polymeric Membrane
; Fibers
1. Introduction
Air is necessary for life as it is essential for human breath [1]. The increase of industrialization and urbanization in the last decades caused emission of high amounts of gases, particulate matter, and microorganisms leading to increase the air pollution and, consequently, causing severe problems to human health [1,2]. According to the World Health Organization (WHO), almost all of world’s population (higher than 90%) breathes inappropriate air, with high amounts of particulate materials, gases, and microorganisms, which causes millions of deaths per year [3].
Particulate material (PM) is a complex mixture of several chemical elements and is considered a primary pollutant contributing to decreased air quality. PM is classified by its size into coarse particles, with an average diameter of 2.5 to 10 μm; fine particles, with diameters ranging from 0.1 μm to 2.5 μm; and ultrafine particles, smaller than 0.1 μm [4]. The fine and ultrafine particles are, often, more harmful for the health due to the fact they enter into the body through the nostrils and may be transported to the bulk of lungs’ alveoli (located at the end of bronchial tubes) causing serious, and sometimes, irreversible effects in the humans [5]. Due to high-efficiency purification and stability advantages of filtering process, air filtration is the most used and promising technique for protecting against PM and harmful gases present in the respirable atmosphere. Furthermore, the emergence of new materials with excellent physical performance and chemical properties promote further development of filtration technology [6].
The conventional filter media (fibers or cast materials at micrometer-scale), such as glass fiber, spun fibers, and cast fibers, have large pore sizes, and typically have low filtration efficiency for fine particles present in the air [7].
The use of membranes constituted by nanofibers obtained by electrospinning is an interesting and exciting alternative for manufacturing filtering medium. This states on the fact of polymeric fibers obtained through electrospinning possess diameters ranging from micrometers to nanometers scales, high aspect (length/diameter) ratio, pore structure on the nanometer scale, as well as the ability for incorporating chemical species onto the fiber’s surface at the nanoscale [8]. In addition, polymeric fibers can be produced from biodegradable and recyclable polymers and by mixing one or more polymers, forming polymeric blends with a tunned properties [9,10].
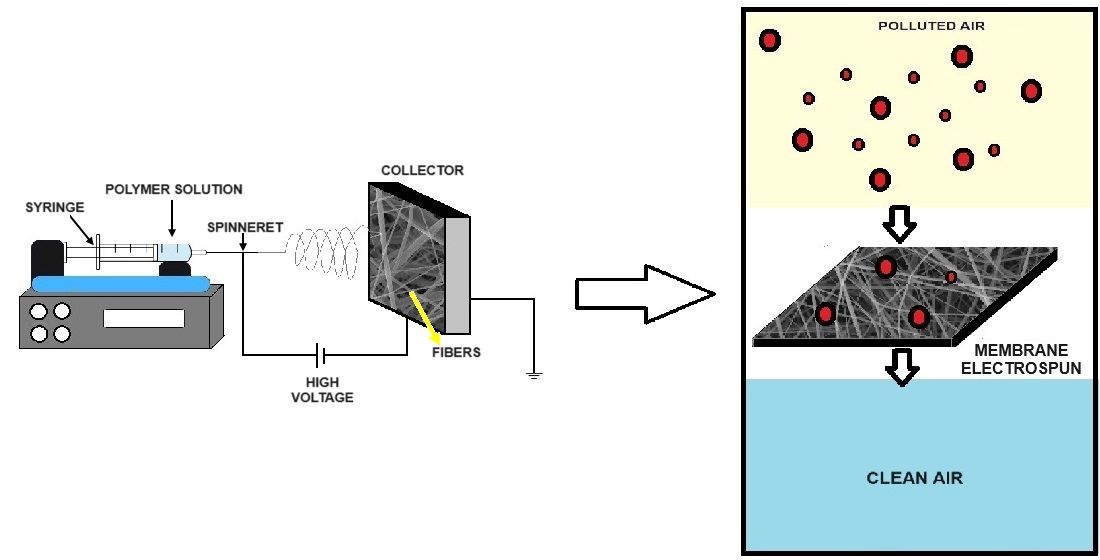
Electrospinning is one of the most versatile techniques for fiber production [9]. The technique involves applying an electric field on a moving fluid (in most cases, a polymer solution within a syringe coupled to a metallic needle). So, as the fluid’s surface tension is superimposed by raising the intensity of electric field, it causes the liquid to be stretched, forming the Taylor’s cone [11]. In a sequence, a jet of fluid is ejected and during the traveling of the jet, the solvent (or solvent mixture) evaporates, and fibers are formed and subsequently deposited in a metallic collector [11]. The fibers’ characteristics vary according to adjustable parameters: solution (concentration and viscosity, for instance), process (applied electrical field, distance needle-to-collector, internal needle’s diameter, etc.) and environment (relative humidity, for instance) [10].
2. Particulate matter and materials for filter media
Filters are mechanical elements with small voids that allow a fluid to pass through them, but the particulate matter, microorganisms, and toxic gasses are apprehended or do not exceed the barrier formed by the filter [12].
Particulate matter is often a complex mixture of solid and small particles carried by fluid flow (gas or vapor phase or even and liquid phase). As already mentioned, they can be divided into three groups accordingly to the size: i) coarse particles; with particles in 2.5 µm to 10 µm; fine particles, with particles in 0.1 µm to 2.5 µm; and ultrafine particles with particles in which the sizes are lesser than 0.1 µm [4,7].
Different methodologies can used for manufacturing filter materials, and the chose for using a specific method depends on the particulate and environment characteristics in which the filter will be applied. Thus, over the years, various filter media have been manufactured and can be grouped basically in two ways: traditional filtering materials; and modern filtering materials [1].
Traditional filtering materials can filter particles with sizes in micron scale or larger, have low cost for preparation as compared to modern filtering materials, and have high resistance to corrosion and can be applied in process at high temperature. However, they often have low efficiency in filtration of particles’ size finer than 1 μm [1,7].
On the other hand, modern filtering materials have been developed to be used for filtrating both fine- and ultrafine-typed particles, and microorganisms as well and allow reducing the pressure drop in the air passage [1,7]. The pressure drop is the difference in pressure considering both sides of filter (inlet and outlet) when the filtering process is going on. Polymeric mats constituted by electrospun fibers can be encompassed as modern filtering materials with high surface energy and reasonable pore control, in addition of do not offering as much as resistance to air passage [1]. Studies on polymeric mats of electrospun fibers targeting their applications as filtering devices have expanded over time [13].
3. Electrospinning technique
Electrospinning is a method for obtaining fibers on a micrometric and/or nanometric scales. It is a technique that combines the application of an electric field under a moving fluid [11]. A simple electrospinning system consists of a high-voltage device, an infusion pump, a syringe containing solution coupled to a metallic capillary tube (or needle), and a grounded collector, as shown in Figure 1.
In the electrospinning process, the infusion pump presses the plunger of the syringe in which the solution is contained so that it is forced to pass through the capillary. A small and almost spherical drop is formed at the end of capillary due to surface tension. Thus, applying a high voltage-electric field (often higher than 10 kV) causes the formation repulsive electrical charges acting on the formed drop [11,15]. As the intensity of the electrical field is gradually increased, the repulsion among electric charges gradually raises and at certain value of electrical field (threshold) the intensity of repulsive electric charges becomes equal to the drop’s surface tension. Concomitantly, the drop will be gradually deformed and, at threshold, it acquires a conical shape. When the intensity of repulsive electric charges becomes equal to the drop’s surface tension the conical, called a Taylor cone, is formed [10]. Consequently, at the threshold the repulsive electrical force overcomes the surface tension a jet of polymeric fluid is quickly ejected from the cone, and the polymer chains are stretched [15]. As the stretching progresses, the solvent evaporates, and the fibers will solidify and will be attracted by the grounded collector, where they are deposited [11,15].
Although complex physical concepts guide the electrospinning process, it is considered simple and low-cost, as it does not require high-tech equipment and complex handling [16], albeit some equipment are very sophisticated and with high technological level on accessories, some of them are used as didactic and training devices [17] or targeting to upscale for industrial production [18].
According to Costa et al. (2012), several parameters can influence the formation of fibers obtained by electrospinning. These parameters are classified into solution, process, and environmental. Table 1 shows the factors included in each type of parameter [8,10,19].
The electrospinning process can be carried out horizontally, as shown in Figure 1 and Figure 2A; as it can also be carried out vertically, as shown in Figure 2B. The process can be carried out using several syringes connected to various capillary tubes, as shown in Figure 2C. Figure 2D shows the coated fiber process where the electrospun fibers are made on coaxial mode. Figure 2E is a scheme in which the technique is carried out without a capillary tube but using an electrically charged rotatory cylinder and a solution reservoir. In this case, the rotating cylinder is partially submerged in the solution, and the formed fibers are deposited in the static but grounded collector [14].
3.1. Membranes through electrospinning for filtration of particulate matter
Beyond the electrospun fibers possess diameters spreading from micrometric to nanometric scales [11], depending on the chosen conditions and the used apparatus, they can be produced in different shapes, such as smooth or porous surfaces, for instances. Also, they can be beaded, or beadles; and hollow or dense mats can be produced [20]. Natural or synthetic polymers can be used for obtaining electrospun fibers, but the ones from natural and renewing sources are the most commonly used to obtain electrospun fibers. It is worth to mention that substances with low molar mass that present self-organization capacity can also be electrospun [9].
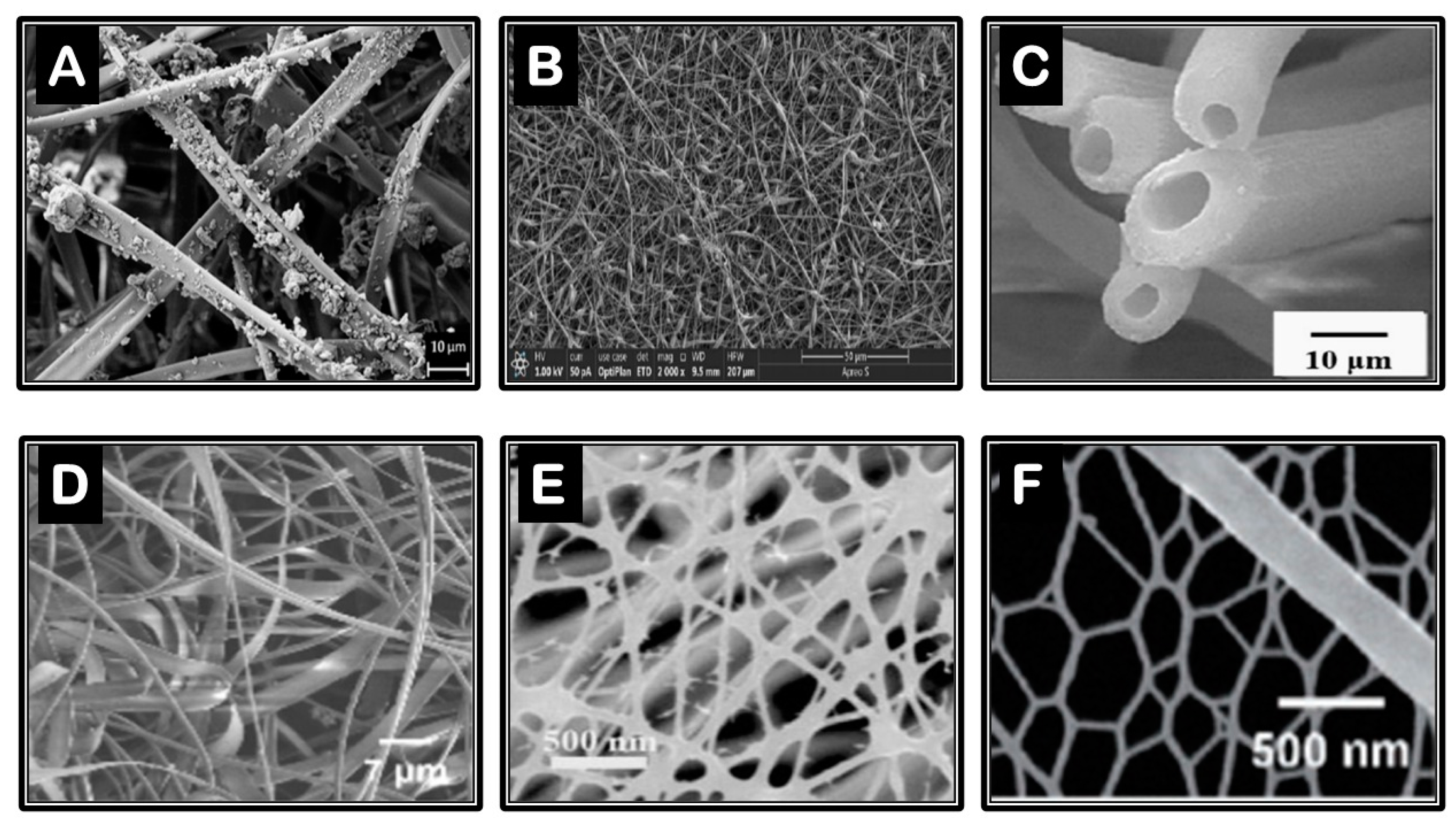
For developing new fibers for using as filter media, many researchers direct their efforts to characterize e reducing the thickness of the fibers, not giving evidence of the morphology of the fibers, which is an important element for the filtration system [21], being possible obtaining plenty of morphologies. Nanoprotruded fibers can be obtained through fiber doping, where the material is impregnated on fiber’s surface. This can be seen in the study by Orlando et al. (2023). The Orlando’s research group produced electrospun fibers of cellulose acetate and further doped them with activated carbon and titanium dioxide. The morphology of doped composite fibers can be seen in the image of Figure 3A This approach resulted in fibers with high efficiency especially for the filtration of toluene gas, achieving a remarkable 45.5% absorption of toluene [22].
Structures with beads, as shown in image on Figure 3B, present a significant improvement in pressure drop compared to filters constituted by fibers without beads, facilitating air passage. The beaded fibers work as a string structure, containing the particles on their surface. This characteristic was observed in the work by Zhou et al. (2023), who developed masks for using on mines, ensuring good air passage, filtration of particulate matter, and reduced occupational diseases. Poly(ethylene terephthalate) electrospun fibers with silicon dioxide nanoparticles and fluorinated polyurethane were used. The double-layer mask produced with this material achieved a filtration efficiency of 99.96% and a pressure drop of 145 Pa [23].
Another type of structure that can assist in the development of filter media is wrinkled fibers, which have a high surface area and a larger spacing between fibers than smooth fibers [21,24]. Unlike rough fibers, porous fibers are obtained through variations or changes in process parameters and in conditions of their use. Increasing in the efficiency is observed in filtering particles with size up to 2.5 microns (PM2.5), due to fiber’s cavities [21]. Xu et al. (2022) developed a multilayer mask with melt blowing polypropylene (PP), and electrospun poly(lactic acid) at micro- (PLA-M) and nano-scaled (PLA-N) fibers, and also poly(lactic acid) (PLA) membranes, doped with silver nanoparticles (AgNPs). The mask has smooth PP fibers, porous PLA fibers, and wrinkled PLA fibers with AgNPs. They achieved filtration efficiency higher than 99% for PM0.3 and an antibacterial efficiency greater than 99.99% [24].
Core-shell fibers (or coated fibers), usually obtained through coaxial electrospinning, have been widely investigated for application in releasing product or as a coating on a product. The application of such type of fibers in air filtration is still recent and requires further studies. In the work by Robert and Nallathambi two-layer membranes were developed, where one layer had core-shell fibers and were produced using the m-phenylene isophthalamide polymer in the core, covered by a mixture of polyacrylonitrile / polyethylenimine, as a shell. The outer layer consisted of polyacrylonitrile with silver and resulted in a filtration efficiency of particulate matter and toxic gases greater than 99% [25].
Another type of membrane that can be obtained is constituted by hollow fibers. Hollow fibers present empty spaces in the interior and offer great potential for gas transport, sensors, catalysts, and air filtration, among others [21]. An example of morphology of such type of fibers can be seen in Figure 3C. The production methodology is very similar to the one used for producing of core-shell fibers, where coaxial electrospinning is performed and subsequently undergoes heat treatment to remove the internal part of the fiber [21].
Ribbon-shaped fibers can have good filtration capacity due to their compaction capacity, but their efficiency tends to decrease as filtration time increases. Deng et al. (2022) developed a multi-hierarchical membrane with ribbon-type nanofibers, seen in image on Figure 3D, achieving a filtration efficiency of 99% for PM1.0. In this case, a green solvent was used to reduce secondary production damage [26].
Branched fibers are called like this because they have many branches in their structure, providing this type of fiber an improved surface area. The work by Sun et al. (2022) used branched PLA nanofibers for producing fully degradable air filters, as shown in image on Figure 3E. The as-obtained product possesses filtration efficiency higher than 99% for PM0.3; and even after 5,000 washes, the filter still maintained this filtration efficiency [27].
Beyond this, there has the possibility of creating connections between the structures, forming an interconnected set so that it forms a 2D or 3D structure, as can be seen in image on Figure 3F. Such image came from mats developed by Zuo's research group (Zuo et al. 2017). In this example, the authors built this net structure through combining electrospun nanofiber-membranes and polyurethane nets to carry out air filtration work. They achieved efficiency filtration greater than 99% for PM0.5 [28].
Figure 3.
SEM image of: A) cellulose acetate fiber doped with AC, [22]; B) Electrospun PET material with beads for application in masks used in mines [23]; C) Hollow fiber after adapted treatment [21]. D) Material with fiber in ribbon format [26]. E) adapted PLA branched fibers [27], F) adapted net-shaped fibers [28].
Figure 3.
SEM image of: A) cellulose acetate fiber doped with AC, [22]; B) Electrospun PET material with beads for application in masks used in mines [23]; C) Hollow fiber after adapted treatment [21]. D) Material with fiber in ribbon format [26]. E) adapted PLA branched fibers [27], F) adapted net-shaped fibers [28].
4. Filtration principles
Concerning the mechanism, filtration is divided into two stages: stationary and non-stationary [21]. In the stationary stage (first stage), the filtration efficiency and pressure drop are constant over time and depend only on the filter media's inherent properties, such as the particles' nature and the fluid velocity [6]. In the non-stationary stage (second stage), both the filtration efficiency and resistance (pressure drop) fluctuate with time, as there already particulate matter deposited in filter’s surface [21].
According to air filtration’ classical theories, there are five filtration mechanisms for particle capture in single fiber systems: interception, inertial impact, Brownian diffusion, electrostatic effect, and gravity effect [1,6]. These mechanisms are demonstrated in the scheme shown in Figure 4, where an airflow with particulate matter is observed passing through a fiber coming from the left side [1]. Depending on the fluid's flow, fiber diameter, and particle size, one of these mechanisms predominates [29].
Fibrous membranes are formed by stacking fibers that are irregularly arranged, and the particulate matters follow the direction of airflow. As the airflow passes, external forces can only deflect the particulate matter from the path. As the airflow passes through the blanket, it is subjected to the Van der Waals force, which causes the particulate matter to be contained, thus generating the interception effect with demonstrate in the Figure 4A [1].
As the path between the fibers is complex, the air passing through there undergoes path changes, causing the particulate material to be displaced by inertia out of the airflow path and thus be deposited on the filter, as shown in Figure 4B [6]. As evidenced in the study by Oliveira et al. (2020), they conducted a theoretical investigation to improve a substrate by depositing poly(vinyl alcohol) (PVA) nanofibers to optimize the filtration process. The study demonstrated a significant enhancement in filtration efficiency, increasing from 6% to 94%. Furthermore, the authors emphasized that the interception effect was notably more operative and predominant for particles with a size above 200 nm (or 0.2 μm) [30]."
Brownian diffusion, as demonstrated in Figure 4C, is another mechanism for generating particulate matter deposition on the fiber. Often, Brownian motion causes particulate matter to be displaced from the flow path. If the displacement is high enough, the material will collide with the fiber and be deposited and interaction (attractive forces) between particle and fiber may be evolved [7,31].
The electrostatic effect occurs through the interaction of particles on the surface of fibers, as demonstrated in Figure 4D. One way to increase the adhesion of the particles to the fibers is by using electrostatic charges in the composition of the fibers [6,7].
The gravitational effect, Figure 4E, occurs due to the sedimentation of the particles in the collector caused by gravity. However, due to the small size of the particles, this effect is negligible [1,7].
Different filters can be manufactured by combining the interaction between these mechanisms. The application of filters is directly linked to the types of tools used and their combinations. Thus, filters produced with membranes obtained through electrospinning have shown a high potential for removing pollutants from the environment due to the increased surface energy that the blanket has combined with the arrangement of the fibers in the blanket [6].
5. Test of filter performance
By working with electrospun materials for filtering media, the primary tests are associated for measuring filtration efficiency and pressure drop. The filtration efficiency test is associated to the how much the filter material can retain particulate matter of a requested size and for a given time, before compaction, for instance. Together with this analysis, the pressure drop in the airflow passage can be also evaluated [21].
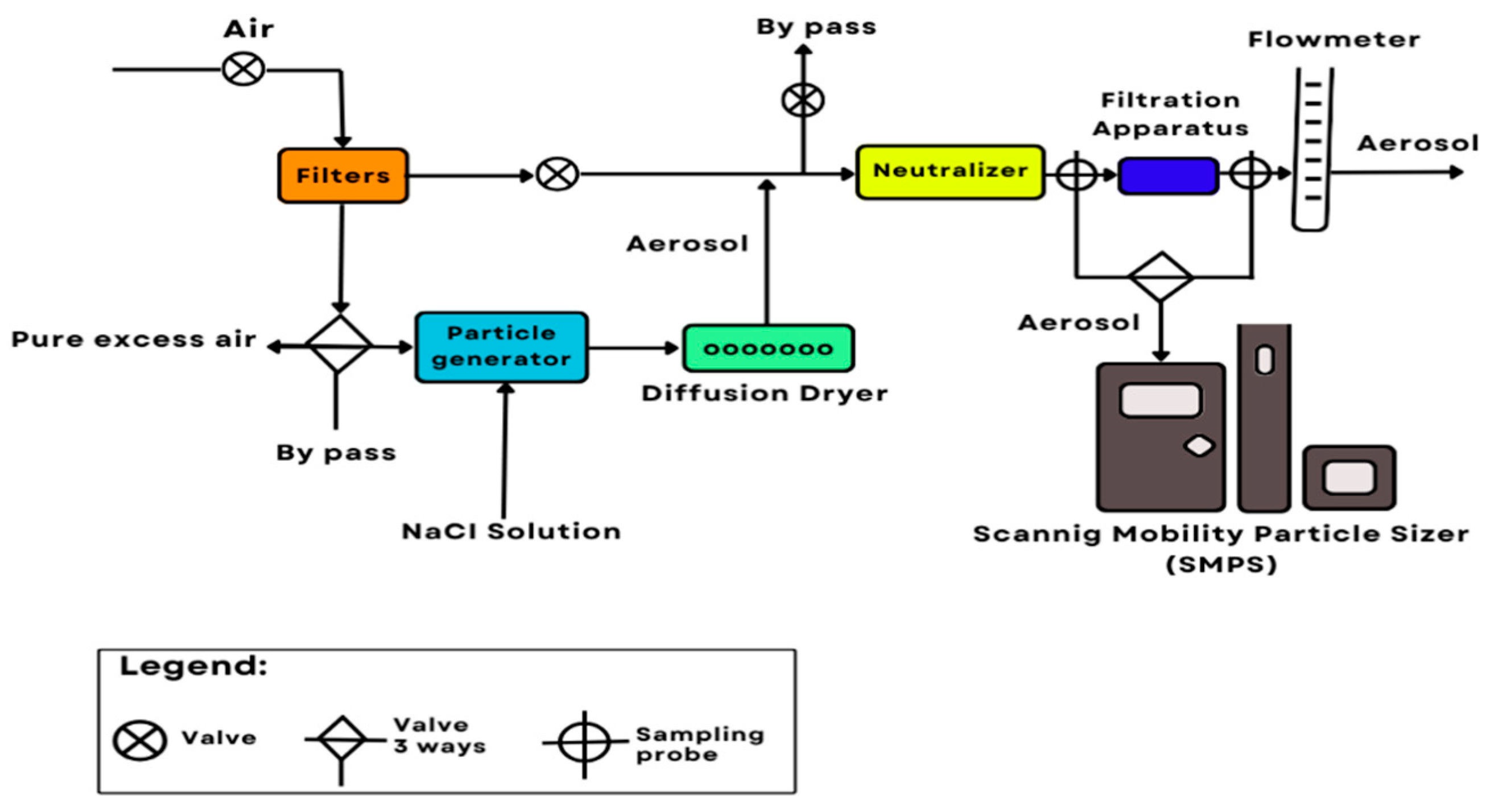
A scheme of the experimental unit, shown in Figure 5, can be used for the filtration test and consists of air compressor, air purification filter (filters), a particle generator, a diffusion dryer, a Kryptonian and Americium neutralization source, a filter holder, a digital or analog rotameter. An electrical particle mobility spectrometer can be used, which is formed by an electrostatic classifier, a differential mobility analyzer and an ultrafine particle counter [32].
In this case, the used air comes through an air compressor that passes through a filter system to remove any particulate matter, microorganisms, or toxic gases; after this stage, the excess air is discarded, and the usable air will be passed through a particle generator that uses a saline solution where the particulate matter will be generated. The air with the particulate matter passes through a diffusion dryer to remove the liquid material; in the sequence, it passes through the neutralizer to remove loads, and thus the air with particulate matter passes through the filter to be tested [33].
The permeability test of the filter media and the measure of pressure drop will be carried out by passing clean air through a system like to one shown in Figure 5. Changing the fluid velocity, the pressure drop is monitored through a digital manometer. The collected data will help in the efficiency analysis and the quality factor. The permeability test is carried out with clean air beforehand to verify that the filter or the tested material allows air passage and analyze the pressure drop [34,35]. From these data and with the Darcy equation, which is demonstrated in equation (1), it is possible to obtain the permeability filter coefficient K1, which indicates how permeable the filter is [34],
where ∆p is the pressure drop (the difference of pressure in inlet and outlet of membrane, L is the thickness of the filter, which is considered constant, μ is the viscosity of the fluid used, and νs is the superficial velocity imposed on the fluid.
Figure 5.
Schematic of equipment used for permeability and filtration efficiency tests. Adapted from [36].
Figure 5.
Schematic of equipment used for permeability and filtration efficiency tests. Adapted from [36].
The efficiency of a filter can be calculated after measuring the inlet and outlet concentrations, through the following equation [1,34]
where C1 is the initial concentration value, and C2 is the final concentration value. This is an essential parameter because its value will indicate whether or not the filter can be applied since, with a low efficiency, it will not be useful for an desired application [1,34].
An always present challenge in producing filters is the developing efficient filters, with low pressure drop. So, it is possible to determine the filter quality factor Qf through Equation 3:
where η is the filter efficiency and ∆p is the pressure drop [1,34].
Zhang et al. (2019) carried out studies with PLA membrane where they analyzed the filtration efficiency and pressure drop varying the concentration, as shown in Figure 6a,b.
It shows the filter quality factor, which is the relationship between the filtration efficiency and the pressure drop., The authors, measured the efficiency and pressure drop for electrospun fibers of poly-L-lactic acid (PLLA) as a function of electrospinning time, as the results are presented in Figure 6c; and the quality factor as shown in Figure 6d [12]. Since the concentration is increased the filtration efficiency is reduced, but the pressure drop is also reduced as the fiber formed will be more significant.
Concomitantly, the spaces (or pores) among the fibers will be larger and have greatly facilitates the air passage. Thinking in terms of manufacturing electrospun filter material, more material need being deposited and the formed membrane to be thicker, and both causes increase the electrospinning time and making more tortuous the path that the airflow has to go through. These increase the efficiency but also increasing the pressure drop, causing the amount of air passing through the membrane to be reduced as it is used [20].
In the development of PLA, PLLA, poly-d-lactic acid (PDLA), and poly-d-l-lactic acid (PDLLA) fibers, Zhang et al. (2019) compared the membranes constituted by electrospun fibers to a 3M® filter, where they obtained the results expressed in Figure 7. The results shown in this figure include the filtration efficiency, pressure drop, and quality factor for tested particulate materials possessing 2.5 µm and 10 µm (Figure 7a–c for PM2,5); (Figure 7d–f for PM10), from 0 to 360 minutes [12].
The electrospun membranes generally presented better filtration efficiency, but they showed a more significant pressure drop for particulate matter with 2.5 µm (PM2,5) and particulate matter with 10 µm (PM10).
6. Electrospun fibers for air filter application, state-of-art
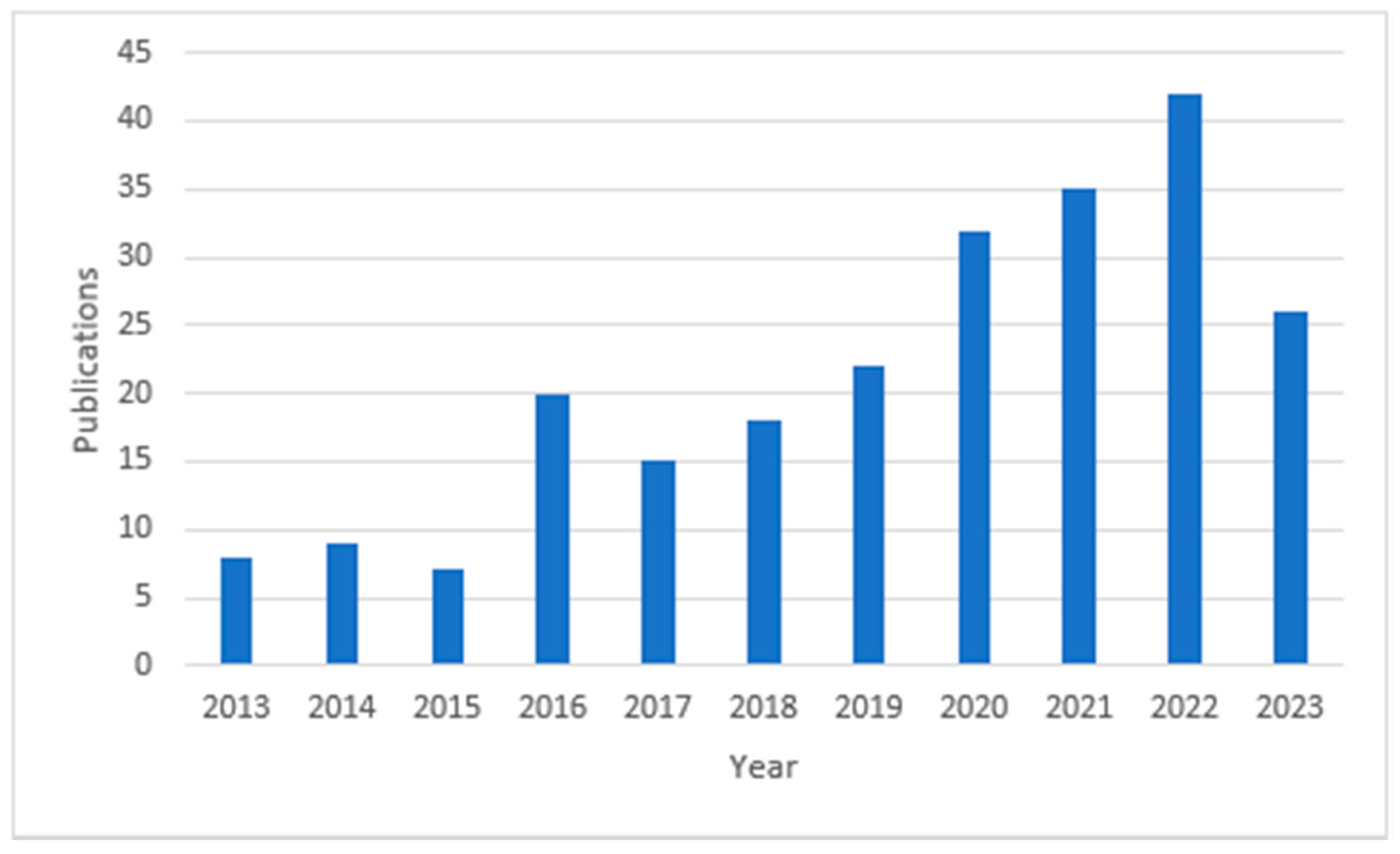
Searching with in the Web of Science database utilizing the following keywords: “air filter”, “electrospinning”, and “polymer”, limited to the last ten years, a total of 234 papers published during this timeframe were identified in response to the search. Figure 8 illustrates the evolution of number of publications related to these searched terms from 2013 to the present (August 2023). Notably, electrospun materials as air filtration media have consistently grown over this time period.
Several works were carried out to determine and improve the filtration efficiency of filter constated by electrospun polymeric membranes. The acceptability of the pressure drop exhibited by a filter media varies based on the filter's intended use. For instance, in the case of respirators, it is crucial to uphold a pressure drop below 147 Pa. However, accomplishing this objective can be challenging when employing high-efficiency media. Filters that satisfy the high-efficiency particulate air (HEPA) standard exhibit a filtration efficiency exceeding 99.97% for particles with a diameter equal to or greater than 0.3 µm. [37].
In this sense, Wang et al. (2013) used a poly(vinyl chloride) (PVC)/Polyurethane (PU) blend to manufacture a tortuous two-layer composite membrane, where the PVC/PU fibers were deposited on a surface of paper filter. The formed membrane presented a filtration efficiency of 99.5% for particles of 300 – 500 nm; low-pressure drop and permeability index of 154.1 mm/s [11]. Later, Wang et al. (2014) obtained electrospun polyacrylonitrile (PAN) membranes incorporating silica nanoparticles (SiO2) to improve filtration. The formed membrane presented a filtration efficiency of 99.989% for particles of 300 – 500 nm and with low-pressure drop, which can be qualified as a high-performance filter [38].
Kayaci and Uyar (2014) incorporated cyclodextrin (CD) in the α, β and γ form into PET to serve as a filter for aniline vapor (volatile compounds). The results showed that the filtration efficiency of the PET-based membrane with incorporated-CD was higher than the membrane without CD. In addition, for different types of incorporated-CD, the PET/γ-CD nanofibers showed better performance in trapping aniline than filter made using fibers with α or β incorporated-CD [39]. In this same direction, Kavaci et al. (2015) incorporated CD in the α, β and γ forms into nylon 6,6 nanofibers to trap toluene vapor. In this case, nylon 6,6 nanofibers with β-CD showed the best values as compared to fibers incorporated with CD in the α and β forms [40]. Jiang et al. (2018) produced electrospun fibers constituted by soy protein, polyamide 6 and silver chloride nanoparticles to be used as antimicrobial filters. The fibrous membrane showed a filtration efficiency of 99% for particles with a diameter of less than 0.3 µm and showed antimicrobial activity due to silver nanoparticles [41].
Liang et al. (2019) produced thermoplastic polyurethane fibrous membranes used as a filter medium for particulate matter sized up to 0.1 µm. The authors pointed out that the membranes presented an efficiency of 99.654% in particulate matter filtration and did not present a loss greater than 2% in filtration efficiency after ten filtration processes [42].
Almeida et al. (2020) conducted studies on electrospun cellulose acetate nanofibers with the cationic surfactant cetylpyridinium bromide (CA/CPB) for aerosol particle filtration. The study obtained fibers with an average diameter of 239 nm. The electrospun membrane exhibited good air permeability and, in filtration tests, it demonstrated effective particle containment, achieving approximately 100% efficiency with a pressure drop of 1.8 kPa [32].
Gao et al. (2021) used poly(D-lactic acid) and poly(L-lactic acid) for electrospinning side by side with aluminum chloride salt (AlCl3) to produce a fibrous membrane further use on air filtration. The formed membranes showed good hydrophobicity, small pore size, high porosity, low-pressure drop, and filtration efficiency of 96% [43].
Pierpaoli et al. (2021), used PLA and combined the electrospinning process and 3D printing process for manufacturing a product in which the obtained composite structure is mixed characteristic of 3D printing and electrospun fibers. It was observed that the performed product is better than the conventional surgical mask for a single layer; and for a double layer, it presented similar values to FFP2 masks when treated with particles greater than 230 nm [44].
Bonfim et al. (2021) utilized PET bottles-type for manufacturing fibrous blankets to be used on particulate matter filtration. Variations in solution concentration, needle type, and processing time were applied during the electrospinning process, resulting in fibers with diameters ranging from 0.65 µm to 3.25 µm. They achieved a minimum filtration efficiency of 99% with a low-pressure drop [45].
Vannaladsaysy et al. (2022) conducted a study targeting the production of PLA electrospun membranes for facial masks, and analyzed the influence of flow on fiber formation. They found that increasing the flow rate causes increase in the average fiber diameter. As an example, with a flow rate of 1.5 mL/h they produced the most minor and most compatible fiber diameter for existing face masks [46].
Mounesan et al. (2022) employed electrospinning technique but without using needles to electrospun dendritic polyamidoamine, aiming to encapsulate tea tree essential oil (TEO) for personal protective equipment production. The electrospun material had an average diameter of 440 nm and achieved a filtration efficiency of 99%, thanks to the essential oil, which provided antimicrobial action [47].
Mákova et al. (2022) conducted an electrospinning process of organo-bisilicate synthesized from the precursor 4,4-bis(triethoxysilyl)-1,10-biphenyl (BTEBP) through sol-gel method. The resulting fibers had an average diameter of 600 nm and exhibited remarkable thermal stability up to 400 ºC [48]. Kakoria and Sinha-Rey (2022) combined the electrospinning technique with supersonic blowing process for producing ultrafine fibers from cigarette butts and acetone solutions. The structural characterization of such materials revealed cellulose acetate as the composition, free of heavy metals and nicotine. The electrospun material had an average diameter of 92 nm with an efficiency of up to 99.99% [49]. Lo et al. (2022) developed electrospinning studies using PLA, evaluating the solvent system, pure (or binary mixture) including several proportions, polymer concentration, and operational parameters to assess fiber morphology. They found that the acetone/dimethylformamide system in a 6:4 volume ratio and dimethylacetamide/acetone in a 1:4 volume ratio produced the finest and defect-free fibers. Concentrations between 10% and 12.5% polymer concentration yielded defect-free materials. The optimized parameters for the best PLA fibers production were 25 kV voltage; a 25 cm distance syringe to the collector; and a 1.0 mL/h flow rate. Subsequent industrial-scale production studies indicated that the acetone/dimethylformamide solution was better suited for industrial production [50].
Yang et al. (2023) developed a filtration system for facial masks using poly(butylene succinate) (PBS) electrospun nanofiber membranes and PAN electrospun nanofiber membranes combined with polystyrene (PS) microfibers. Such combination provided good permeability due to polystyrene microfibers and high filtration efficiency due to PAN nanofibers. To enhance filtration efficiency and to exploit the charge difference between the membranes, they developed a triboelectric nanogenerator that created an electrostatic field for air particle removal. This system achieved an efficiency of up to 98% for environments heavily laden with particulate matter (23,000 µg/m³) and maintained high efficiency for up to 48 hours continuously process working [51].
Beckman et al. (2023) investigated the application of stabilized PAN electrospun fibers to produce highly efficient filter media. They achieved an initial efficiency of 99.8%, which decreased to 98% for membranes made by electrospun fibers from a 6 %-w/v solution and 97.8% and 97.6% efficiency from 9 %-w/v solution. The average fiber diameters were 216 nm for the 6 %-w/v fibers and 461 for the 9 %-w/v fibers. Therefore, stabilized electrospun PAN membranes proved being suitable for filter media manufacturing [52].
Ostheller et al. (2023) conducted a study on the electrospinning of molten poly(butadiene-co-styrene) (PBS) copolymer to produce sub-microfiber filter layers. Due to the challenges posed by the technique, they evaluated parameters such as applied voltage, nozzle-to-collector distance, and the use of a heating chamber to optimize the process. After testing, they obtained fibers with average size of 1.7 µm, which, when used for particle or microorganism filtration, were inefficient due to their larger fiber diameter [53]. Yang et al. (2023) developed a microporous membrane from electrospun poly(vinylpyrrolidone) (PVP) fibers for automotive vehicle exhaust system applications. After rigorous testing, the membrane exhibited remarkable filtration efficiency, exceeding 99.56% after 36 h of usage. These conjugated membranes could also be easily cleaned and reused, maintaining filtration efficiency greater than 94% even after three consecutive use cycles [54].
Kim et al. (2023) conducted studies to enhance polytetrafluoroethylene (PTFE) sleeve-type filters. They proposed coating the PTFE filter with PTFE nanofibers obtained through electrospinning and subsequent heat treatment, resulting in a filter composed of PTFE coated with PTFE nanofibers. For all the particle sizes, this coated filter achieved filtration efficiency higher than the filter made only of PTFE foam [55].
Conclusion and Future Perspective
Among the major problems on Earth, the air pollution; particulate matter, microorganisms, and toxic gases can cause severe respiratory problems for the population, mainly in the developed and industrialized regions, as well as in the larger and highly populated cities. The particulate materials (PM) spread in size and can be classified accordingly as ultrafine, fine, and coarse particles. Filtration through a suitable membrane is a way often used for blocking and removing the particulate matter from the breathing air, eliminating or minimizing the effect of such type of pollutant to humans.
For filtering process, the used filters are constituted of materials that possess small voids in their structure in which the air is passed and the particulate matter is retained. Traditional materials used in manufacturing the filters are often characterized to possessing larger voids. The efficiency of such materials is high for large and coarse particles, by often do not retain fine and ultrafine particles. Modern materials with structures in submicron or nanoscales, like electrospun fiber membranes, are designed to have high filtration efficiency for fine and ultrafine particulate matter. Considered a modern material, membranes constituted by electrospun fibers are obtained through the electrospinning of a polymeric solution. The as-obtained electrospun fibers are characterized by possessing average size spreading into nanometric to submicrometric scales. The electrospun materials are gaining more and more space on filtration technology because they have a high surface area due to the low fiber diameter, the plenty of possibilities of morphologies and the complexity of the voids generated by its stacking.
With the advancement of electrospinning technique, considering its several approaches, it is anticipated that more complex polymers and those previously deemed less relevant can now be effectively utilized. Such progress enables the precise and controlled integration of nanomaterials into electrospun membranes, allowing for the thorough assessment of material alignment post-impregnation to avoid any complications during application.
The optimization of the needle-based electrospinning technique holds promise for enhanced applications, offering numerous possibilities for both prototype development and industrial-scale production. Additionally, exploring needleless electrospinning, given its higher yield, presents substantial research potential with direct implications for filter and sensor manufacturing industries.
This review shows that wide range of structure of electrospun membranes can be obtained. The morphology of the membranes and other inherent characteristics (pore size being one of more important, among others) determines the use of membranes in filtration process.
A very large window of opportunities in this field is still open. This review shows also that different applications, but it can be found in the literature plenty of applications of membranes made of electrospun fibers, especially in the last decade in which the electrospinning consolidates as a versatile and accessible technique. Considering the application of electrospun membranes in filtration process, this become especially important because in the nowadays the need of developing membranes to be used for removing PM and microorganisms (virus, bacterium, etc.). The trend is to increase the use of membrane made of electrospun membranes in filtration process, but the researchers need to pay attention in targeting very structured materials for achieving this important type of processes. This can be also considered an important contribution of materials science for improve the life quality of society, increasing the safety of breathing air.
Acknowledgments
The authors are gratefully acknowledging the financial support of CNPq (Grant #307429/2018-0 and 408767/2021-9, CAPES, F. Araucária, and the Multi-user Laboratory of the Federal University of Technology – Paraná, Londrina-Brazil, for the performed analyses.
References
- Zhou, Y.; Liu, Y.; Zhang, M.; Feng, Z.; Yu, D.-G.; Wang, K. Electrospun Nanofiber Membranes for Air Filtration: A Review. Nanomaterials 2022, 12, 1077. [Google Scholar] [CrossRef] [PubMed]
- MEDEIROS, G.B.; ALMEIDA, D.S.D.; Aguiar, M.L. OBTENÇÃO DE NANOFIBRAS DE POLI(TEREFTALATO DE ETILENO) (PET) RECICLÁVEL PARA FILTRAÇÃO DE MATERIAL PARTICULADO ATMOSFÉRICO. Available online: https://proceedings.science/enemp/enemp-2022/trabalhos/obtencao-de-nanofibras-de-politereftalato-de-etileno-pet-reciclavel-para-filtrac?lang=pt-br (accessed on 6 October 2023).
- Air Pollution. Available online: https://www.who.int/health-topics/air-pollution (accessed on 5 October 2023).
- Zhang, Q.; Li, Q.; Young, T.M.; Harper, D.P.; Wang, S. A Novel Method for Fabricating an Electrospun Poly(Vinyl Alcohol)/Cellulose Nanocrystals Composite Nanofibrous Filter with Low Air Resistance for High-Efficiency Filtration of Particulate Matter. ACS Sustainable Chem. Eng. 2019, 7, 8706–8714. [Google Scholar] [CrossRef]
- Schraufnagel, D.E. The Health Effects of Ultrafine Particles. Exp Mol Med 2020, 52, 311–317. [Google Scholar] [CrossRef] [PubMed]
- Lv, D.; Zhu, M.; Jiang, Z.; Jiang, S.; Zhang, Q.; Xiong, R.; Huang, C. Green Electrospun Nanofibers and Their Application in Air Filtration. Macromolecular Materials and Engineering 2018, 303, 1800336. [Google Scholar] [CrossRef]
- Zhu, M.; Han, J.; Wang, F.; Shao, W.; Xiong, R.; Zhang, Q.; Pan, H.; Yang, Y.; Samal, S.K.; Zhang, F.; et al. Electrospun Nanofibers Membranes for Effective Air Filtration. Macromolecular Materials and Engineering 2017, 302, 1600353. [Google Scholar] [CrossRef]
- Medeiros, G.B.; de Souza, P.R.; Retamiro, K.M.; Nakamura, C.V.; Muniz, E.C.; Corradini, E. Experimental Design to Evaluate Properties of Electrospun Fibers of Zein/Poly (Ethylene Oxide) for Biomaterial Applications. Journal of Applied Polymer Science 2021, 138, 50898. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, X.; Shen, Y.; Dong, K.; Shen, L.; Alzalab, A.A.A. Research Progress, Models and Simulation of Electrospinning Technology: A Review. J Mater Sci 2022, 57, 58–104. [Google Scholar] [CrossRef] [PubMed]
- Costa, R.G.F.; Oliveira, J.E. de; Paula, G.F. de; Picciani, P.H. de S.; Medeiros, E.S. de; Ribeiro, C.; Mattoso, L.H.C. Eletrofiação de Polímeros em Solução: parte I: fundamentação TeÃ3rica. Polímeros 2012, 22, 170–177. [Google Scholar] [CrossRef]
- Silva, C.; Paula, D.; Borges, K. ELETROFIAÇÃO APLICADA AO DESENVOLVIMENTO DE NANOFIBRAS ADSORVENTES VISANDO O APRIMORAMENTO DE TÉCNICAS DE (MICRO)EXTRAÇÃO EM FASE SÓLIDA. Quím. Nova 2021. [CrossRef]
- Zhang, J.; Gong, S.; Wang, C.; Jeong, D.-Y.; Wang, Z.L.; Ren, K. Biodegradable Electrospun Poly(Lactic Acid) Nanofibers for Effective PM 2.5 Removal. Macromolecular Materials and Engineering 2019, 304, 1900259. [Google Scholar] [CrossRef]
- Wang, N.; Raza, A.; Si, Y.; Yu, J.; Sun, G.; Ding, B. Tortuously Structured Polyvinyl Chloride/Polyurethane Fibrous Membranes for High-Efficiency Fine Particulate Filtration. Journal of Colloid and Interface Science 2013, 398, 240–246. [Google Scholar] [CrossRef]
- Corradini, E.; Curti, P.S.; da Silva Gonzalez, R.; Pereira, A.G.B.; Dragunski, D.C.; Martins, A.F.; Muniz, E.C. Preparation of Polymeric Mats Through Electrospinning for Technological Uses. In Recent Advances in Complex Functional Materials: From Design to Application; Longo, E., La Porta, F. de A., Eds.; Springer International Publishing: Cham, 2017; pp. 83–128. ISBN 978-3-319-53898-3. [Google Scholar]
- Mercante, L.; Andre, R.; Macedo, J.; Pavinatto, A.; Correa, D. NANOFIBRAS ELETROFIADAS E SUAS APLICAÇÕES: AVANÇOS NA ÚLTIMA DÉCADA. Quím. Nova 2021. [CrossRef]
- Greiner, A.; Wendorff, J.H. Electrospinning: A Fascinating Method for the Preparation of Ultrathin Fibers. Angewandte Chemie International Edition 2007, 46, 5670–5703. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.-T.; Zhang, J.; Gao, Y.; Liu, X.-F.; Liu, J.-J.; Wang, X.-X.; Xiang, H.-F.; Long, Y.-Z. Self-Powered Portable Melt Electrospinning for in Situ Wound Dressing. Journal of Nanobiotechnology 2020, 18, 111. [Google Scholar] [CrossRef] [PubMed]
- Persano, L.; Camposeo, A.; Tekmen, C.; Pisignano, D. Industrial Upscaling of Electrospinning and Applications of Polymer Nanofibers: A Review. Macromolecular Materials and Engineering 2013, 298, 504–520. [Google Scholar] [CrossRef]
- da Silva Lima, F.; Medeiros, A.R.; Rosenberger, A.G.; Ballmann, E.; Dragunski, D.C.; Muniz, E.C.; Caetano, J. Photodegradation of Dyes Using Electrospun Polymeric Membranes Containing Titanium Oxide and Iron. Materials Chemistry and Physics 2023, 309, 128278. [Google Scholar] [CrossRef]
- Islam, M.S.; Ang, B.C.; Andriyana, A.; Afifi, A.M. A Review on Fabrication of Nanofibers via Electrospinning and Their Applications. SN Appl. Sci. 2019, 1, 1248. [Google Scholar] [CrossRef]
- Lu, T.; Cui, J.; Qu, Q.; Wang, Y.; Zhang, J.; Xiong, R.; Ma, W.; Huang, C. Multistructured Electrospun Nanofibers for Air Filtration: A Review. ACS Appl. Mater. Interfaces 2021, 13, 23293–23313. [Google Scholar] [CrossRef] [PubMed]
- Orlando, R.; Afshari, A.; Fojan, P. Cellulose Acetate-TiO2 and Activated Carbon Electrospun Composite Fibre Membranes for Toluene Removal. Journal of Industrial Textiles 2023, 53, 15280837221150200. [Google Scholar] [CrossRef]
- Zhou, G.; Xu, Z.; Chen, G.; Liu, R.; Wang, Y. Hydrophobic/Oleophobic Nanofibrous Filter Media with Bead-on-String Structure for Efficient Personal Protection of Dust in Mines. Environmental Research 2023, 226, 115699. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, X.; Teng, D.; Zhao, T.; Li, Y.; Zeng, Y. Multi-Layered Micro/Nanofibrous Nonwovens for Functional Face Mask Filter. Nano Res. 2022, 15, 7549–7558. [Google Scholar] [CrossRef]
- Robert, B.; Nallathambi, G. Structural Design and Development of Multilayered Polymeric Nanofibrous Membrane for Multifaceted Air Filtration/Purification Applications. Polymer-Plastics Technology and Materials 2023, 62, 1435–1451. [Google Scholar] [CrossRef]
- Deng, Y.; Lu, T.; Zhang, X.; Zeng, Z.; Tao, R.; Qu, Q.; Zhang, Y.; Zhu, M.; Xiong, R.; Huang, C. Multi-Hierarchical Nanofiber Membrane with Typical Curved-Ribbon Structure Fabricated by Green Electrospinning for Efficient, Breathable and Sustainable Air Filtration. Journal of Membrane Science 2022, 660, 120857. [Google Scholar] [CrossRef]
- Sun, N.; Shao, W.; Zheng, J.; Zhang, Y.; Li, J.; Liu, S.; Wang, K.; Niu, J.; Li, B.; Gao, Y.; et al. Fabrication of Fully Degradable Branched Poly (Lactic Acid) Nanofiber Membranes for High-Efficiency Filter Paper Materials. Journal of Applied Polymer Science 2022, 139, e53186. [Google Scholar] [CrossRef]
- Zuo, F.; Zhang, S.; Liu, H.; Fong, H.; Yin, X.; Yu, J.; Ding, B. Air Filters: Free-Standing Polyurethane Nanofiber/Nets Air Filters for Effective PM Capture (Small 46/2017). Small 2017, 13. [Google Scholar] [CrossRef] [PubMed]
- Lima, F. de A.; Medeiros, G.B.; Chagas, P.A.M.; Aguiar, M.L.; Guerra, V.G. Aerosol Nanoparticle Control by Electrostatic Precipitation and Filtration Processes—A Review. Powders 2023, 2, 259–298. [Google Scholar] [CrossRef]
- Oliveira, A.E.; Aguiar, M.L.; Guerra, V.G. Theoretical Analysis of Air Filtration Phenomena for a Micro-Fibrous Filter Medium Enhanced with Electrospun Nanofibers. Aerosol Sci Eng 2021, 5, 81–92. [Google Scholar] [CrossRef]
- Hussain, C.M.; Costa, G.M. da Environmental, Ethical, and Economical Issues of Nanotechnology; CRC Press, 2022; ISBN 978-1-00-053642-3. [CrossRef]
- de Almeida, D.S.; Martins, L.D.; Muniz, E.C.; Rudke, A.P.; Squizzato, R.; Beal, A.; de Souza, P.R.; Bonfim, D.P.F.; Aguiar, M.L.; Gimenes, M.L. Biodegradable CA/CPB Electrospun Nanofibers for Efficient Retention of Airborne Nanoparticles. Process Safety and Environmental Protection 2020, 144, 177–185. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, A.E. de; Aguiar, M.L.; Guerra, V.G. Influence of Electrospinning Parameters on the Morphology and Performance of Filter Media. Conjecturas 2022, 22, 819–835. [Google Scholar] [CrossRef]
- Awad, M. An Alternative Form of the Darcy Equation. Therm sci 2014, 18, 617–619. [Google Scholar] [CrossRef]
- Bortolassi, A.C.C.; Guerra, V.G.; Aguiar, M.L. Characterization and Evaluate the Efficiency of Different Filter Media in Removing Nanoparticles. Separation and Purification Technology 2017, 175, 79–86. [Google Scholar] [CrossRef]
- Barros, P.M. de; Cirqueira, S.S.R.; Aguiar, M.L. Evaluation of the Deposition of Nanoparticles in Fibrous Filter. Materials Science Forum 2014, 802, 174–179. [Google Scholar] [CrossRef]
- De Almeida, D.S.; Martins, L.D.; Aguiar, M.L. Air Pollution Control for Indoor Environments Using Nanofiber Filters: A Brief Review and Post-Pandemic Perspectives. Chemical Engineering Journal Advances 2022, 11, 100330. [Google Scholar] [CrossRef]
- Wang, N.; Si, Y.; Wang, N.; Sun, G.; El-Newehy, M.; Al-Deyab, S.S.; Ding, B. Multilevel Structured Polyacrylonitrile/Silica Nanofibrous Membranes for High-Performance Air Filtration. Separation and Purification Technology 2014, 126, 44–51. [Google Scholar] [CrossRef]
- Kayaci, F.; Uyar, T. Electrospun Polyester/Cyclodextrin Nanofibers for Entrapment of Volatile Organic Compounds. Polymer Engineering & Science 2014, 54, 2970–2978. [Google Scholar] [CrossRef]
- Kayaci, F.; Sen, H.S.; Durgun, E.; Uyar, T. Electrospun Nylon 6,6 Nanofibers Functionalized with Cyclodextrins for Removal of Toluene Vapor. Journal of Applied Polymer Science 2015, 132. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhang, H.; Zhu, M.; Lv, D.; Yao, J.; Xiong, R.; Huang, C. Electrospun Soy-Protein-Based Nanofibrous Membranes for Effective Antimicrobial Air Filtration. Journal of Applied Polymer Science 2018, 135, 45766. [Google Scholar] [CrossRef]
- Liang, W.; Xu, Y.; Li, X.; Wang, X.-X.; Zhang, H.-D.; Yu, M.; Ramakrishna, S.; Long, Y.-Z. Transparent Polyurethane Nanofiber Air Filter for High-Efficiency PM2.5 Capture. Nanoscale Res Lett 2019, 14, 361. [Google Scholar] [CrossRef]
- Gao, D.; Zhao, R.; Yang, X.; Chen, F.; Ning, X. Bicomponent PLA Nanofiber Nonwovens as Highly Efficient Filtration Media for Particulate Pollutants and Pathogens. Membranes 2021, 11, 819. [Google Scholar] [CrossRef] [PubMed]
- Pierpaoli, M.; Giosuè, C.; Czerwińska, N.; Rycewicz, M.; Wieloszyńska, A.; Bogdanowicz, R.; Ruello, M.L. Characterization and Filtration Efficiency of Sustainable PLA Fibers Obtained via a Hybrid 3D-Printed/Electrospinning Technique. Materials 2021, 14, 6766. [Google Scholar] [CrossRef]
- Bonfim, D.P.F.; Cruz, F.G.S.; Guerra, V.G.; Aguiar, M.L. Development of Filter Media by Electrospinning for Air Filtration of Nanoparticles from PET Bottles. Membranes 2021, 11, 293. [Google Scholar] [CrossRef]
- Vannaladsaysy, V.; Fakhri, M.; Khan, J.; M.Mariatti Fabrication of Biodegradable Facemask Layer Using Polylactic Acid: Effect of Flowrate on Fiber Forming Properties. Materials Today: Proceedings 2022, 66, 2767–2770. [CrossRef]
- Mounesan, M.; Akbari, S.; Brycki, B.E. Needleless Electrospun Mats Based on Polyamidoamine Dendritic Polymers for Encapsulation of Essential Oils in Personal Respiratory Equipment. Journal of Industrial Textiles 2022, 51, 6333S–6352S. [Google Scholar] [CrossRef]
- Máková, V.; Kulhánková, J.; Nikendey Holubová, B.; Plecháček, T. Pure Hybrid Nanofibers Made of 4,4′-Bis(Triethoxysilyl)-1,1′-Biphenyl and the Way of Their Production. Journal of Industrial Textiles 2022, 51, 7587S–7598S. [Google Scholar] [CrossRef]
- Kakoria, A.; Sinha-Ray, S. Ultrafine Nanofiber-Based High Efficiency Air Filter from Waste Cigarette Butts. Polymer 2022, 255, 125121. [Google Scholar] [CrossRef]
- Lo, J.S.C.; Daoud, W.; Tso, C.Y.; Lee, H.H.; Firdous, I.; Deka, B.J.; Lin, C.S.K. Optimization of Polylactic Acid-Based Medical Textiles via Electrospinning for Healthcare Apparel and Personal Protective Equipment. Sustainable Chemistry and Pharmacy 2022, 30, 100891. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, Y.; Huang, J.; Li, S.; Meng, Z.; Cai, W.; Lai, Y. Electrospun Nanocomposite Fibrous Membranes for Sustainable Face Mask Based on Triboelectric Nanogenerator with High Air Filtration Efficiency. Adv. Fiber Mater. 2023, 5, 1505–1518. [Google Scholar] [CrossRef]
- Beckman, I.P.; Berry, G.; Ucak-Astarlioglu, M.; Thornell, T.L.; Cho, H.; Riveros, G. Stabilized Electrospun Polyacrylonitrile Fibers for Advancements in Clean Air Technology. Atmosphere 2023, 14, 573. [Google Scholar] [CrossRef]
- Ostheller, M.-E.; Balakrishnan, N.K.; Beukenberg, K.; Groten, R.; Seide, G. Pilot-Scale Melt Electrospinning of Polybutylene Succinate Fiber Mats for a Biobased and Biodegradable Face Mask. Polymers 2023, 15, 2936. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Niu, C.; Cao, X.; Wang, Y.; Zhu, Z.; Sun, H.; Liang, W.; Li, J.; Li, A. Mechanically Robust Conjugated Microporous Polymer Membranes Prepared Using Polyvinylpyrrolidone (PVP) Electrospun Nanofibers as a Template for Efficient PM Capture. Journal of Colloid and Interface Science 2023, 637, 305–316. [Google Scholar] [CrossRef]
- Kim, H.B.; Han, B.; Lee, M.-H. Enhanced Filtration Characteristics of a PTFE Foam-Coated Filter Using PTFE Nanofibers. Materials Chemistry and Physics 2023, 305, 127970. [Google Scholar] [CrossRef]
Figure 1.
Horizontal electrospinning scheme with collector plate in horizontal mode [14].
Figure 1.
Horizontal electrospinning scheme with collector plate in horizontal mode [14].
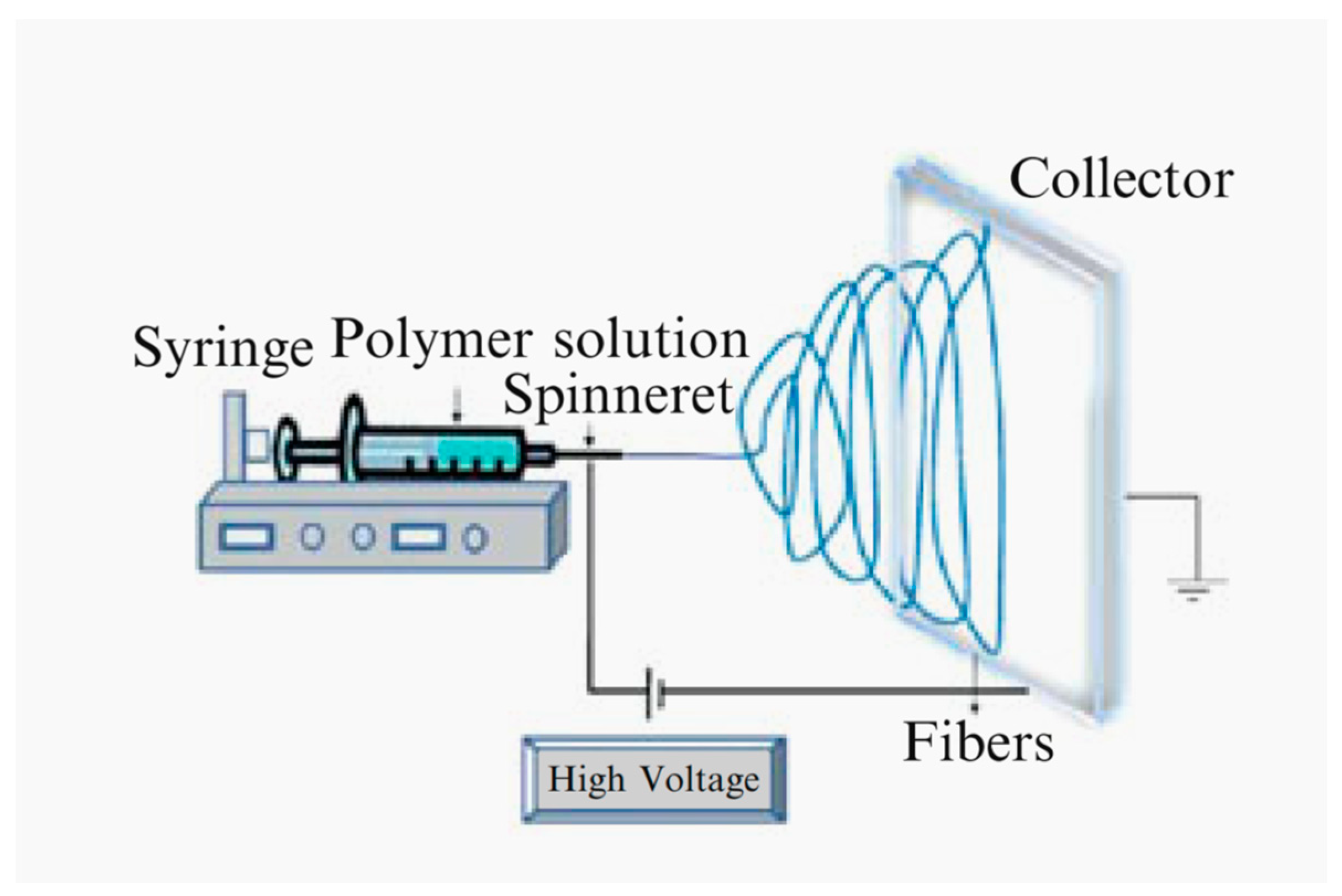
Figure 2.
The electrospinning process - A) Electrospinning out horizontally; B) Electrospinning out vertically; C) Electrospinning with several capillaries; D) Electrospinning with layers; E) Electrospinning without capillary [14].
Figure 2.
The electrospinning process - A) Electrospinning out horizontally; B) Electrospinning out vertically; C) Electrospinning with several capillaries; D) Electrospinning with layers; E) Electrospinning without capillary [14].
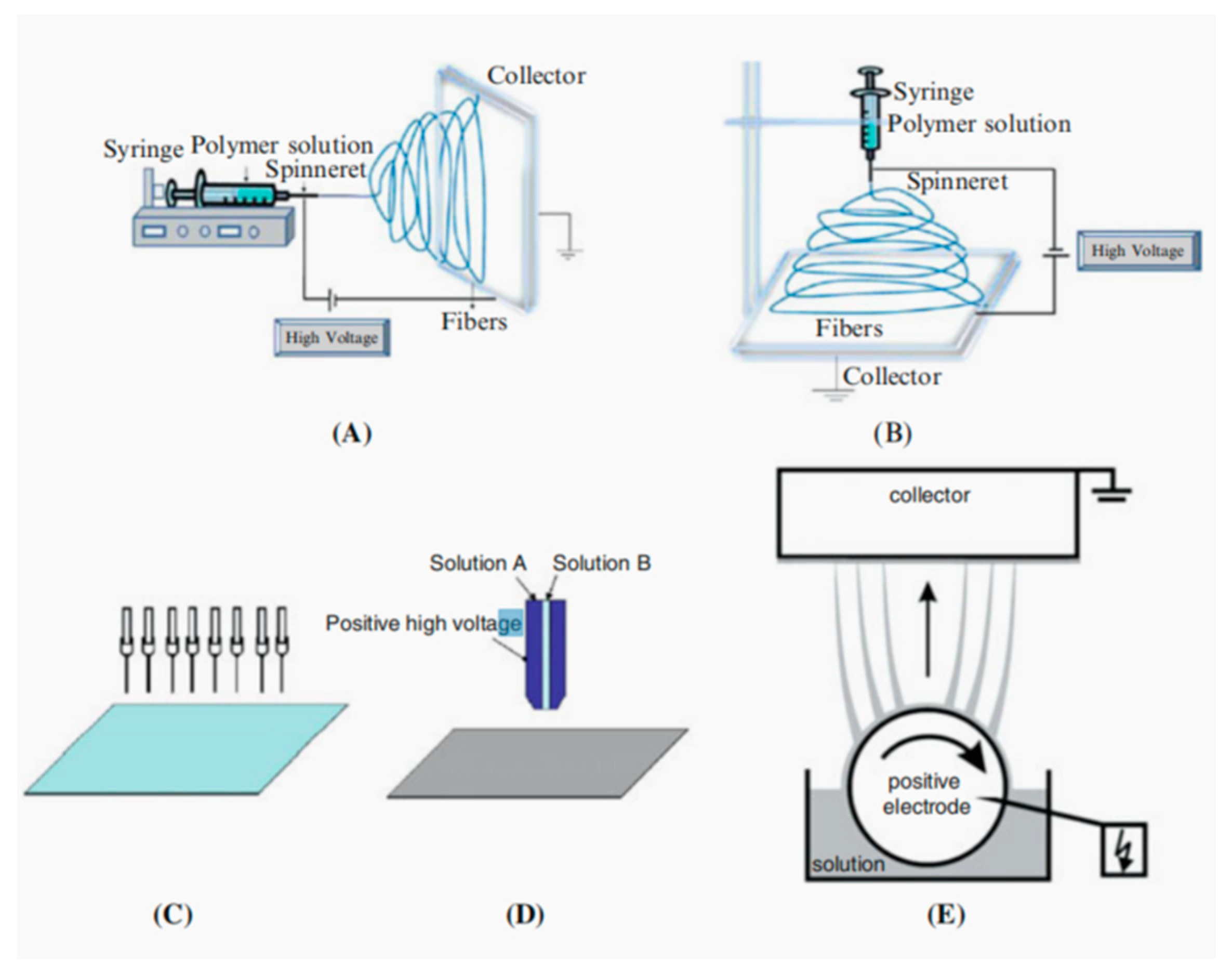
Figure 4.
Single fiber airflow particulate capture mechanisms. Red dots reprsent the particulate matter.
Figure 4.
Single fiber airflow particulate capture mechanisms. Red dots reprsent the particulate matter.
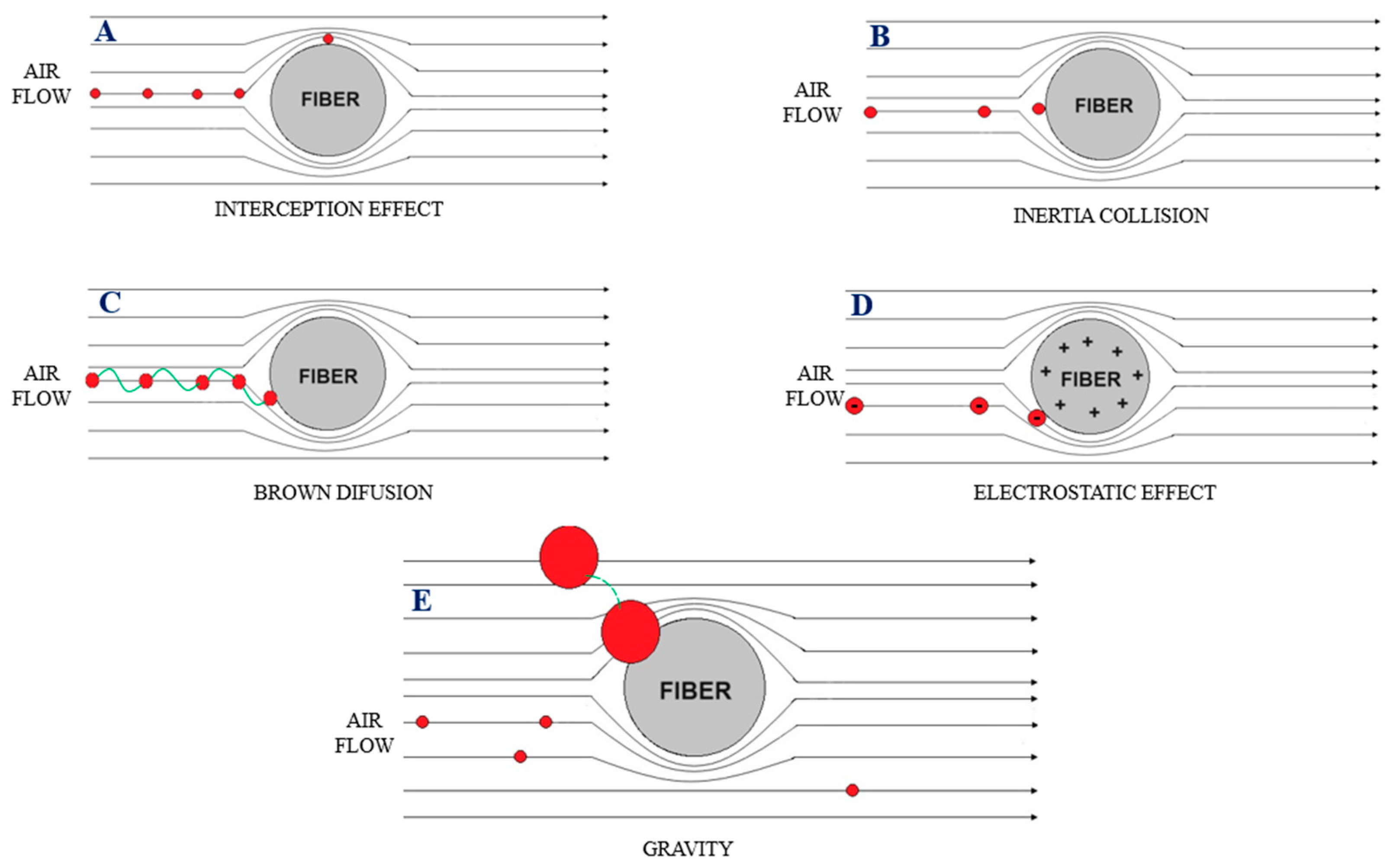
Figure 6.
a) analysis of pressure drop and filtration efficiency for electrospinning fiber membranes varying the PLLA concentration; b) Analysis of the quality factor for the membranes in item “a”; c) Analysis of pressure drop and filtration efficiency for electrospinning fiber membranes varying the electrospinning time; d) Analysis of the quality factor for the membranes of item “c” [12].
Figure 6.
a) analysis of pressure drop and filtration efficiency for electrospinning fiber membranes varying the PLLA concentration; b) Analysis of the quality factor for the membranes in item “a”; c) Analysis of pressure drop and filtration efficiency for electrospinning fiber membranes varying the electrospinning time; d) Analysis of the quality factor for the membranes of item “c” [12].
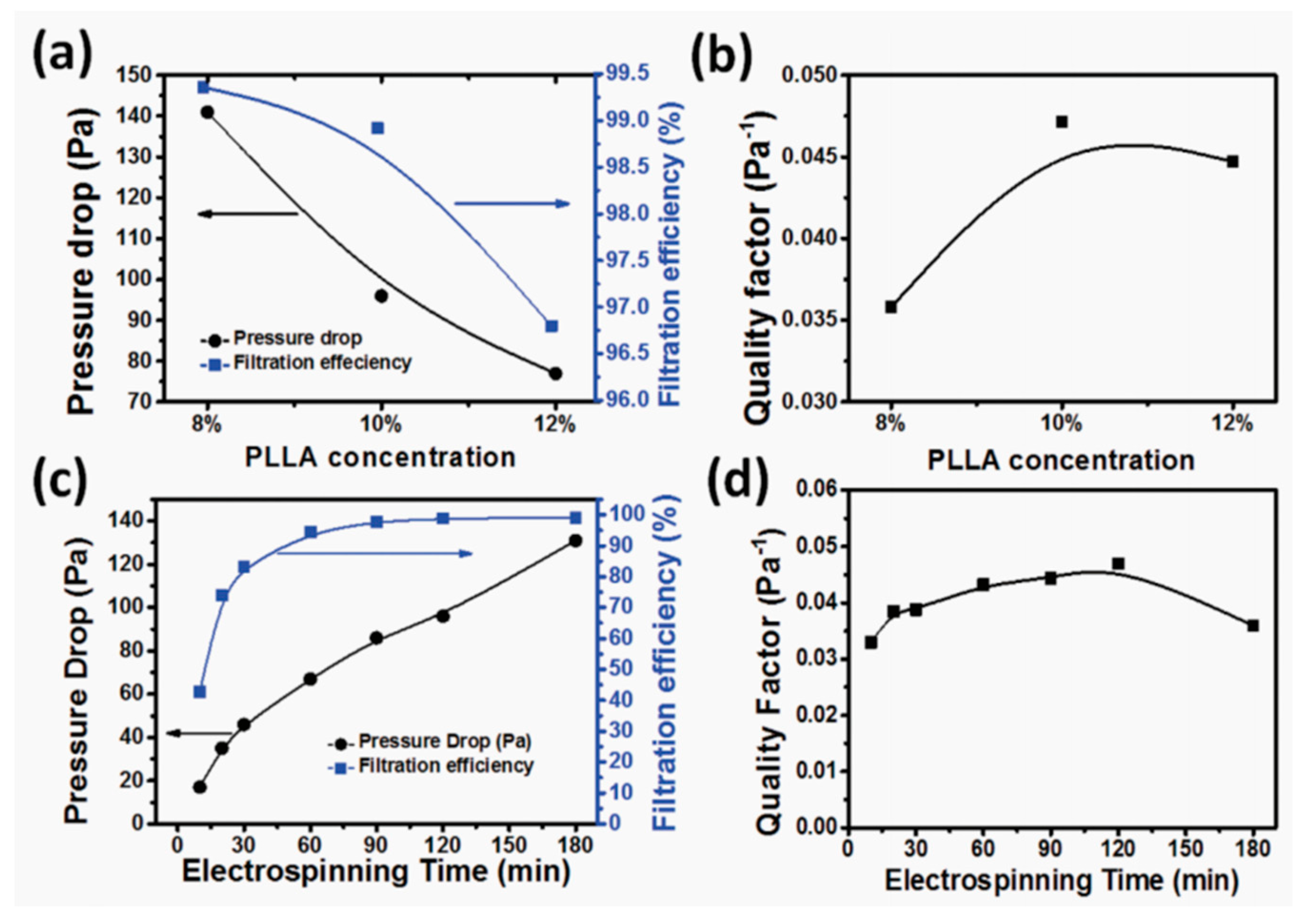
Figure 7.
Comparative about 3M® Respirator and membranes at PDLLA, PDLA, PLLA a) filter efficiency b) pressure drop c) quality factor for particulate materials 2.5 microns; d) filter efficiency e) pressure drop f) quality factor for particulate materials 10 microns [12].
Figure 7.
Comparative about 3M® Respirator and membranes at PDLLA, PDLA, PLLA a) filter efficiency b) pressure drop c) quality factor for particulate materials 2.5 microns; d) filter efficiency e) pressure drop f) quality factor for particulate materials 10 microns [12].
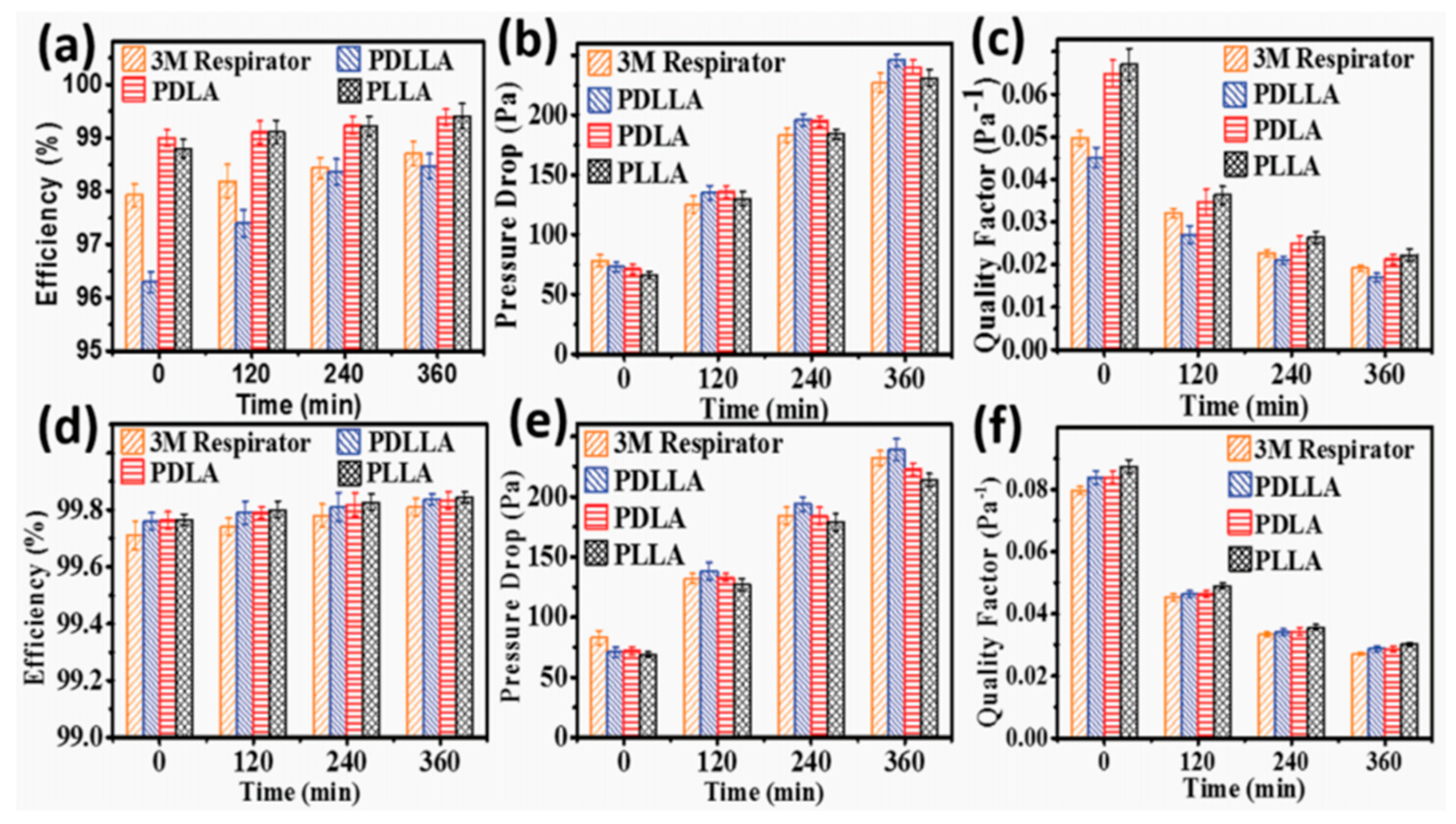
Figure 8.
Data regarding the quantity of publications in the last 10 years.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



