
Submitted:
28 November 2023
Posted:
28 November 2023
You are already at the latest version
Abstract
Sr4Al6O12SO4 samples were obtained from the compound mixture formed by a solid–state reaction of Al2O3, SrSO4, and SrCO3. Samples were compacted at 100MPa to form pellets of 1 and 4cm in diameter and were sintered at 1400°C for 4 hours. The compound was analyzed by X–ray diffraction. Static immersion and wettability tests were performed to evaluate corrosion resistance in contact with Al–Si. Corrosion tests were carried out by immersion at 800, 900, and 1000°C for 24, 50, and 100 hours, while wettability was carried out at 900, 1000, and 1100°C for 2 hours. Subsequently, the samples were prepared metallographically. Samples were analyzed by optical microscopy, scanning electron microscopy, and image analysis. In general, reaction products consisting of alumina, spinel, oxides, and sulfates were found. The contact angles obtained were 124° to 135°. It is concluded that ceramic substrate Sr4Al6O12SO4 is resistant to corrosion by Al–Si alloy, since the slight thickness of the reaction products found in the samples (100μm) considering the severe conditions of the experiment: 1000°C and 100 hours of isothermal temperature. Furthermore, it can be said that Sr4Al6O12SO4 is not wettable by Al–Si alloys.
Keywords:
solid state reaction
; static immersion
; wettability
; corrosion
; aluminum alloys
1. Introduction
The aluminum production industry, from scrap or directly from the mineral (bauxite), plays a significant role in the world economy and development. This relevance is largely due to the wide availability, ease of processing, and mechanical properties that allow it to have a wide range of applications, in some cases even comparable to steel [1,2,3,4,5,6]. For its production on an industrial scale, melting furnaces are used, which are mainly made up of refractory ceramics based on aluminosilicates (CRAS) due to their low cost, high availability, good mechanical properties, resistance to corrosion and thermal shock [7,8,9,10,11,12]. However, this type of substrate presents a high corrosion rate in contact with liquid aluminum alloys (up to 6mmh-1) due to the strong reducing effect of aluminum on silicon, leading to consideration of the selection of refractories to melting furnaces as a critical task [13,14,15,16,17]. Studies have been carried out as an alternative for enhancement where specific percentages of additives called “non-wettable agents” are added to the refractory material to improve corrosion resistance. Oliveira et al. doped CRAS-type samples with three types of oxide (MgO, CaO, and BaO) in order to investigate their influence on the reaction with liquid aluminum alloys. The experiments were carried out in a vacuum at temperatures of 750, 900, and 1050°C for 4 hours. The results showed that in the samples doped with barium oxide, interfaces of approximately 300µm thick were formed, while the samples doped with magnesium oxide presented reaction zones of approximately 650µm thick, and in the samples doped with calcium oxide precipitates corresponding to β-Al2CaSi2 were formed, which functioned as a diffusion barrier between the ceramic and the liquid aluminum [6]. Allaire et al. investigated the effect of the presence of alkalis on the corrosion of CRAS–type samples by liquid aluminum. It was observed that the alumina layer reacted with sodium oxide (Na2O), forming sodium aluminates (NaAlO2), and by modifying the alumina layer, the volume of sodium aluminates increased, which promoted the formation of cracks and penetration of aluminum [18]. On the other hand, Ibarra et al. doped CRAS-type samples with strontium and barium sulfate, obtaining mullite–SrAl2Si2O8 and mullite–BaAl2Si2O8, respectively, to analyze the behavior in contact with liquid aluminum alloys. The reaction products formed were MgO and MgAl2O4 with a density of approximately 200µm, which is lower than those formed in the samples without additives [19, 20]. AdabiFiroozjaei et al. investigated the effect of AlPO4 as an additive at 5% in CRAS–type samples. An improvement in corrosion resistance was observed due to the formation of corundum and gaseous P2O3 as reaction products, which prevented the advancement of the penetration of the aluminum alloy into the ceramic substrate [21]. Furthermore, in complementary studies, they analyzed samples of BaAl2Si2O8 in contact with aluminum alloys, developing an interdiffusion and substitution process to form alumina and spinel. The sample showed good corrosion resistance by presenting BaAl2Si2O8 grains in the interfacial zone [22]. On the other hand, Rodríguez et al., in preliminary studies, stated that the strontium compound Sr4Al6O12SO4 presents good resistance to corrosion by Al–Si and Al-Mg alloys at 900°C for 24 hours, where the samples did not suffer penetration by the liquid metal [23].
As can be seen, in all the previous cases, alkaline earth metals in different presentations were used as non-wettable agents to improve the refractory properties of the ceramic samples. This is why the hypothesis arises of considering the strontium compound (Sr4Al6O12SO4) as an option to use as a coating for aluminum smelting furnaces due to the components that make it up, such as alumina (refractory material with a high melting point) and compounds of strontium that are considered compounds of high thermal resistivity in addition to being abundant materials in nature.
2. Materials and Methods
2.1. Synthesis of study samples
The reagents Al2O3, SrCO3, and SrSO4, grade reactive, were mixed according to a proportion of 3: 3: 1 molar to form Sr4Al6O12SO4 were prepared. The mixture was homogenized in a plastic jar with acetone and alumina balls by spinning for 4 hours. The mixture was dried at 60°C for 24 hours. After drying, the mixture was ground in a mortar to disintegrate agglomerates. Disk pellets of 1 and 4cm in diameter were made by uniaxial pressing at 100MPa and heat treated at 1400°C with an isotherm of 4 hours and a heating/cooling rate of 5°Cmin-1. A sample of the sintered disks was ground in a mortar (3g into powder) for X-ray diffraction analysis (XRD) to determine their composition.
2.2. Static inmersion test
To carry out the static immersion corrosion tests, disk pellets (1cm diameter) were fixed at the base of a high alumina crucible, and pieces of the Al–Si alloy were subsequently placed. Samples of aluminum alloy were subjected to spark chemical analysis to determine their composition. Subsequently, the crucible was placed inside a covered resistance muffle. The working conditions were the application of temperatures of 800, 900, and 1000°C, with isotherms of 25, 50, and 100 hours and a heating/cooling rate of 10°Cmin-1. At the end of the corrosion tests, the samples were cold mounted in epoxy resin, cross–sectioned, and polished SiC grinding media from 80 to 1200 grit size using ethanol as a lubricant. Subsequently, 3, 1, and ¼µm diamond paste were used to provide the final polishing. Then, the samples were analyzed by optical microscopy (Nikon NA200) and scanning electron microscopy (Philips XL30/ESEM) to study the formed phases´ morphology and corroborate their chemical composition using the Energy Dispersive Spectroscopy (EDS) technique.
2.3. Wettability test
In the wettability tests by the static drop method, a high–temperature tubular furnace (Thermolyne 59300), which has an alumina tube 76cm long by 6cm in diameter, was used. Additionally, at the ends of the tube, the equipment has aluminum caps with a cooling system that maintains the temperature of the caps through a water pump. One of the covers is provided with a viewing window through which the behavior of the aluminum alloy on the ceramic samples (4cm diameter) was monitored using a video camera. In the experiments, a controlled argon atmosphere (ultra–high purity) was used with a flow rate of 0.005m3min-1. Prior to the test, 1cm3 cubes of the aluminum Al–Si alloy were prepared and polished SiC grinding media from 80 to 1200 grit size to eliminate impurities and surface rust. Subsequently, they were immersed in a solution of hydrochloric acid solution (HCl) and cleaned with ethanol just before placing them in the furnace. In the tubular furnace, a zirconia sponge was placed on an alumina boat to eliminate residual oxygen inside the furnace. Afterward, the aluminum alloy cube was placed on the ceramic substrate and in the furnace on an alumina base. The lids were placed to start the heat treatment and the argon flow was released. The working conditions were the application of temperatures of 900, 1000, and 1100°C, with isotherms of 2 hours and a heating/cooling rate of 15°Cmin-1. They were taken from images extracted every 10 minutes of the video recording. They were measured by drawing tangents between the alloy droplet and the ceramic samples on both sides of the droplet. At the end of the wettability tests, the samples were cold mounted in epoxy resin, cross–sectioned, and polished SiC grinding media from 80 to 1200 grit size using ethanol as a lubricant. Subsequently, 3, 1, and ¼µm diamond paste were used to provide the final polishing. Then, the samples were carbon coated and analyzed by scanning electron microscopy (Philips XL30/ESEM) to study the formed phases´ morphology and corroborate their chemical composition using the energy dispersive spectroscopy (EDS) technique.
3. Results
3.1. Characterization of materials
The results of the formation synthesis of the study samples are presented in Figure 1.
It can be seen in the X-ray diffraction pattern that only intensities corresponding to the strontium compound Sr4Al6O12SO4 are recorded throughout the entire length of the analyzed samples. This means the synthesis process used and reported in the literature was effective [23]. Table 1 shows the results of the spark chemical analysis of the composition of the aluminum alloy used in the static immersion and wettability tests.
As can be seen, the alloy contains more than 7% silicon as an alloying element. As reported in the literature, the content of this element considerably affects their behavior in corrosive processes [19, 24].
3.2. Static immersion test results
Figure 2 presents micrographs of the study samples after static immersion tests in Al–Si alloys at 800°C and isotherms of 25h (A), 50h (B), and 100h (C) as experimental conditions.
It is worth mentioning that, due to the physical conditions of the study samples (low mechanical properties), the metallographic preparation was complicated, bringing with it, in some cases, the introduction of resin between areas of the study sample and the metal. It can be seen in the three micrographs that under these experimental conditions, there is no chemical interaction between the ceramic substrate Sr4Al6O12SO4 and the Al–Si alloy; that is, there was no formation of reaction products (analyzing the metal surface). Figure 3 presents micrographs of study samples after static immersion tests in Al–Si alloys at 900°C and isotherms of 25h (A), 50h (B), and 100h (C) as experimental conditions.
Micrographs A and B show no chemical interaction between the ceramic substrate Sr4Al6O12SO4 and the Al–Si alloy; that is, there was no formation of reaction products. However, in micrograph C a thin line of reaction products adhered to the metal surface can be seen. Due to the limitation of the characterization technique, it is impossible to determine the chemical composition of the registered reaction products. To complement the results, Figure 4 presents SEM micrographs and EDS analysis of study samples after static immersion tests in Al–Si alloys at 900°C and 100h as experimental conditions.
The micrograph presents the visual analysis of an area of the study sample and the EDS spectra present the specific chemical analysis of different areas. According to the percentages of the registered chemical elements, the particles identified with the number 1 are related to the ceramic substrate Sr4Al6O12SO4, and the areas identified with numbers 2 and 3 correspond to the Al–Si alloy (one with higher purity than the other). In addition, reaction products are presented due to the chemical interaction between the ceramic substrate Sr4Al6O12SO4 and the Al–Si alloys, such as areas of spinels (MgAl2O4) identified with number 4 and intermetallics of the alloy (MgO) identified with number 5.
Figure 5 shows the mapping by chemical element (SEM) present in study samples after the static immersion test in Al–Si alloys at 900°C for 100h as experimental conditions. The main micrograph (upper left corner) presents the section of the study sample analyzed. Three main areas are observed: at the bottom, agglomerates of white particles (1); at the top, a solid section of mainly light gray color (2) and attached to the bottom of section 2 a thin dark gray line (3). According to the distribution of chemical elements, the area identified with the number 1 (light-colored agglomerates) corresponds to the ceramic substrate Sr4Al6O12SO4, the light gray solid section identified with the number 2 corresponds to the Al–Si alloy (the light within section 2 corresponds to manganese and iron intermetallics present in the alloy) and the thin dark gray line identified with the number 3 corresponds to reaction products of the type spinel (MgAl2O4) and magnesium oxide (MgO).
This phenomenon, where magnesium diffuses to the metal–ceramic interface, has been reported in the literature, increasing its content in this area [20]. On the other hand, strontium diffusion from the ceramic substrate towards the metal alloy; and silicon, manganese and iron from the metal alloy towards the ceramic substrate are observed. The above results from of the chemical interaction process between the ceramic substrate and the alloy in Al–Si alloys (corrosion). The mapping of iron and manganese elements shows the distribution of intermetallics within aluminum.
Based on the results presented, two interaction mechanisms are proposed between the ceramic substrate Sr4Al6O12SO4 with Al–Si alloys (900°C–100h) to form reaction products:
Mechanism number 1
According to mechanism number 1, it can be said that ceramic substrate Sr4Al6O12SO4, upon contact with the Al–Si alloy at 900°C and 100h, decomposes into three parts: strontium (Sr), alumina (Al2O3), and trioxide sulfur (SO3). At the same time, the magnesium present in the alloy (<1%) is oxidized, giving rise to magnesium oxide (MgO). Finally, alumina and magnesium oxide (products of reactions 1 and 2) react with each other to form spinel (MgAl2O4).
Mechanism number 2
According to mechanism number 2, it can be said that the ceramic substrate Sr4Al6O12SO4, upon contact with the Al–Si alloy at 900°C and 100h, decomposes into four parts: strontium (Sr), alumina (Al2O3), magnesium oxide (MgO) and sulfur trioxide (SO3). At the same time, the magnesium from the alloy is oxidized and reacts with alumina to produce spinel (MgAl2O4). Figure 6 presents the micrographs of study samples after static immersion tests in Al–Si alloys at 1000°C and isotherms of 25h (A), 50h (B), and 100h (C) as experimental conditions.
It can be seen in the micrograph identified with the letter A, apparently there is no chemical interaction between the ceramic substrate Sr4Al6O12SO4 and the Al–Si alloy. However, a thin dark line can be observed at the border on the ceramic substrate as if it were burned. In micrographs B and C, at the boundary of the metallic phase, a thin line of reaction products can be seen which increases in thickness as a function of exposure time. To complement the results, Figure 7 presents SEM micrographs and EDS analysis of study samples after static immersion tests in Al–Si alloys at 1000°C and 100h as experimental conditions.
According to the percentages of the registered chemical elements, the particles identified with the number 1 are related to the ceramic substrate Sr4Al6O12SO4, the area identified with the number 2 corresponds to the Al–Si alloy, the particles identified with the number 3 correspond to intermetallics mainly iron. In addition, a corrosion layer is observed between the alloy and the ceramic substrate, between 65 to 87μm thick, generating reaction products, mostly spineras (MgAl2O4) in different magnesium concentrations (4, 5, 6, and 7). On the other hand, cracking can be observed through the corrosion layer due to the difference between the thermal expansion coefficients of the phases present [24].
Figure 8 shows the mapping by chemical element (SEM) present in the study sample after static immersion tests in Al–Si alloys at 1000°C for 100h as experimental conditions. The main micrograph (upper left corner) presents study sample analyzed. Three main areas are observed: in the lower part, agglomerates of white particles (1); in the upper part, a solid section of light gray color (2); and between these sections, there is a zone of reaction products. According to the distribution of chemical elements, the area identified with the number 1 (light-colored agglomerates) corresponds to the ceramic substrate Sr4Al6O12SO4, the light gray solid section identified with the number 2 corresponds to the Al–Si alloy, within the reaction zone, is identified with the number 3 the alumina phase (Al2O3), with the number 4 the spinel (MgAl2O4) and magnesium oxide (MgO) phases are identified, with the number 5 the presence of sulfates is identified, possibly strontium (SrSO4). On the other hand, strontium diffusion from the ceramic substrate towards the metal alloy and silicon, manganese and iron from the metal alloy towards the ceramic substrate are observed. This reaction results from the chemical interaction process between the ceramic substrate and the aluminum silicon–alloy (corrosion).
Based on the previous results, the following interaction mechanism is proposed between the ceramic substrate Sr4Al6O12SO4 with Al–Si alloys (1000°C–100h) to form reaction products:
According to the proposed mechanism, it can be said that sections of the ceramic substrate Sr4Al6O12SO4, upon contact with the Al–Si alloy at 1000°C and 100h, decompose into three parts: strontium (Sr), alumina (Al2O3), and strontium sulfate (SrSO4). At the same time, the magnesium present in the alloy (<1%) is oxidized, giving rise to magnesium oxide (MgO). Alumina and magnesium oxide react to produce spinel (MgAl2O4).
3.3. Wettability test results
Figure 9 presents SEM micrographs and EDS analysis of study samples after wettability tests with Al–Si alloys at 900°C and 2h as experimental conditions.
According to the percentages of the chemical elements recorded, the particle agglomerates located in the lower area of the micrograph were identified with the number 1 and correspond to the ceramic substrate Sr4Al6O12SO4, the areas identified with numbers 2 and 3 correspond to the Al–Si alloy, reaction products are presented due to the chemical interaction between the ceramic substrate Sr4Al6O12SO4 and the Al–Si alloy, such as a thin line of spinel (MgAl2O4) in the boundary with the metal identified with the number 4 and isolated sections of magnesium oxide (MgO) identified with the number 5.
Figure 10 shows the mapping by chemical element (SEM) present in the study sample after wettability tests with Al–Si alloys at 900°C and 2h as experimental conditions. The main micrograph (upper left corner) presents the study sample section analyzed. Four main areas are observed: in the lower part, agglomerates of white particles (1); in the upper part, a solid section of dark gray color (2), attached to the border of section 2, there is a thin line of products of reaction (3) and within the metallic zone there are small light gray sections (4). According to the distribution of chemical elements, the area identified with the number 1 (agglomerates of light-colored hemispherical particles) corresponds to the ceramic substrate Sr4Al6O12SO4, the dark gray solid section identified with the number 2 corresponds to the Al–Si alloy, the line identified with the number 3 corresponds to the spinel (MgAl2O4), and magnesium oxide (MgO) phases. The number 4 identified the presence of manganese and iron intermetallics within the metal alloy, although the latter was not recorded in EDS.
On the other hand, strontium diffusion from the ceramic substrate towards the metal–alloy, and silicon, manganese and iron from the metal–alloy towards the ceramic substrate are observed. The above is the result of the chemical interaction process between the ceramic substrate and the Al–Si alloy (corrosion). Figure 11 presents SEM micrographs and EDS analysis of study samples after wettability tests with Al–Si alloys at 1000°C and 2h as experimental conditions. According to the percentages of the chemical elements recorded, hemispherical and agglomerated particles in the lower part of the micrograph were identified with the number 1 and correspond to the ceramic substrate Sr4Al6O12SO4, the dark gray solid area identified with the number 2 corresponds to the alloy Al–Si, there are reaction products due to the chemical interaction between the ceramic substrate and the Al–Si alloy, such as a thin line of magnesium oxide (MgO) identified with the number 3 and spinel (MgAl2O4) identified with the number 4 on the border with the metal alloy.
On the other hand, intermetallics are present in the alloy, formed by Fe and Mn and identified with the number 5.
The above can be corroborated with the chemical element mapping study on the sample after wettability tests with Al–Si alloys at 1000°C for 2h as experimental conditions. The results are presented in Figure 12. The main micrograph (upper left corner) presents the study sample section analyzed using chemical element mapping (SEM) technique. Four main areas are observed: in the lower part, agglomerates of white particles (1); in the upper part, a solid section of dark gray color (2), attached to the border of section 2, there is a thin line of products of reaction (3) and within the metallic zone there are small light gray sections (4). According to the distribution of chemical elements, the area identified with the number 1 (agglomerates of light-colored hemispherical particles) corresponds to the ceramic substrate Sr4Al6O12SO4, the dark gray solid section identified with the number 2 corresponds to the Al–Si alloy. , the line identified with the number 3 corresponds to the spinel (MgAl2O4) and magnesium oxide (MgO) phases and with the number 4 the presence of manganese and iron intermetallics is identified within the metal alloy. Strontium diffusion from the ceramic substrate towards the metal–alloy, and silicon, manganese and iron from the metal–alloy towards the ceramic substrate are observed. The above is the result of the chemical interaction process between the ceramic substrate and the Al–Si alloy (corrosion).
Figure 13 presents SEM micrographs and EDS analysis of study samples after wettability tests with Al–Si alloys at 1100°C and 2h as experimental conditions. According to the percentages of the chemical elements recorded, hemispherical and agglomerated particles in the lower part of the micrograph were identified with the number 1 and correspond to the ceramic substrate Sr4Al6O12SO4, the dark gray solid area identified with the number 2 corresponds to the alloy Al–Si, a reaction zone is observed between the ceramic substrate and the alloy whose thickness is around 32 to 35μm. The products formed are magnesium oxide (MgO), identified with the number 3; spinel (MgAl2O4), identified with the number 4; and alumina (Al2O3), identified with the number 5. This last reaction product exists in a greater proportion and was only presented at 1100°C and 2h as experimental conditions.
The above can be corroborated with the chemical element mapping (SEM) study on the sample after wettability tests with Al–Si alloys at 1100°C for 2h as experimental conditions. The results are presented in Figure 14. The main micrograph (upper left corner) presents the section of the study sample analyzed. Four main zones are observed: in the lower part, agglomerates of white particles (1); in the upper part, a solid section of dark gray color (2); a zone of reaction products (3); and within the metallic zone there are small light gray sections (4). According to the distribution of chemical elements, the area identified with the number 1 (agglomerates of light-colored hemispherical particles) corresponds to the ceramic substrate Sr4Al6O12SO4, the dark gray solid section identified with the number 2 corresponds to the Al–Si alloy, in the lower part of the area identified with number 3, due to the high concentration of magnesium, the presence of magnesium oxide (MgO) was recorded and a little higher up there is the presence of the spinel phase (MgAl2O4). The rest of the reaction zone and the main product are alumina (Al2O3). The number 4 identifies the presence of manganese and iron intermetallics within the metal alloy, although these phases were not recorded in the EDS analyses. On the other hand, the strontium and sulfur diffusion from the ceramic substrate towards the metal–alloy, and silicon, manganese and iron from the metal–alloy towards the ceramic substrate are observed. This reactions results of the chemical interaction process between the ceramic substrate and the Al–Si alloy (corrosion).
Figure 15 presents the results referring to the wetting angles recorded in the wettability tests of samples tested at 900, 1000, and 1100°C for 2h in contact with Al–Si alloys as experimental conditions.
As a first analysis, it is worth highlighting that all data are graphed within the zone of non-wettable materials (above 90°) in the three samples. On the other hand, the variation of the wetting angles can be observed with respect to the increase in test time. The sample exposed to 1100°C recorded the highest average wetting angle (≈135.61°), which means that it is the sample with the least affectation by the liquid metal in the tests. This behavior may be due to the formation of a considerable layer of reaction products on the surface of the ceramic substrate, consisting mainly of alumina of around 35µm thickness, which acts as a protective shield for the sample and prevents the rest of the material from corrosion. The samples at 900°C and 1000°C presented very thin layers of reaction products, mainly spinel, less than 5µm thick. The sample tested at 1000°C reported the lowest average wetting angle (≈124.57°).
4. Conclusions
In general, when carrying out the static immersion tests, the performance of the Sr4Al6O12SO4 ceramic substrate can be highlighted since despite the extreme conditions (1000°C for 100 hours) to which it was subjected, the corrosion layer on the samples It was less than 100µm, which makes the compound resistant to corrosion due to the alloys used. Furthermore, reported reaction products mainly contain alumina (Al2O3), magnesium oxide (MgO) and spinel (MgAl2O4). These compounds form a surface layer protecting the sample from chemical attack by liquid aluminum. There are diffusion phenomena of chemical elements between the ceramic substrate and the aluminum alloy, which are a function of temperature. Strontium diffuses from the ceramic sample towards the aluminum alloy, while magnesium, manganese and iron diffuse from the alloy towards the ceramic.
Author Contributions
Conceptualization, J.A. Rodríguez-García and E. Rocha-Rangel; methodology, J.A. Rodríguez-García, C.A. Calles-Arriaga and E. Rocha-Rangel; formal analysis, all authors; investigation, all authors; writing—original draft preparation, J.A. Rodríguez-García; writing—review and editing, J.A. Rodríguez-García, C.A. Calles-Arriaga and R.D. López García. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Reddy, P.S.; Reddy, N.G.; Serjun, V.Z.; Mohanty, B.; Das, S.K.; Reddy, K.R.; Rao, B.H. Properties and Assessment of Applications of Red Mud (Bauxite Residue): Current Status and Research Needs. Waste. Biomass. Valori. 2020, 12, 1185–1217. [Google Scholar] [CrossRef]
- Ujaczki, É.; Feigl, V.; Molnár, M.; Cusack, P.; Cutin, T.; Courtney, R.; O´Donoghue, L.; Davris, P.; Hugi, C.; Evangelou, M.W.H.; Balomenos, E.; Lenz, M. Re-using bauxite residues: benefits beyond (critical raw) material recovery. J. Chem. Technol. Biotechnol. 2018, 93, 2498–2510. [Google Scholar] [CrossRef] [PubMed]
- Verma, A.S.; Suri, N.M.; Kant, S. Applications of bauxite residue: A mini-review. Waste Manage Res 2017, 35(10), 999–1012. [Google Scholar] [CrossRef] [PubMed]
- Evans, K. The History, Challenges, and New Developments in the Management and Use of Bauxite Residue. J. Sustain. Metall. 2016, 2, 316–331. [Google Scholar] [CrossRef]
- Jones, B.E.H.; Haynes, R.J. Bauxite Processing Residue: A critical Review of its Formation, Properties, Storage, and Revegetation. Crit. Rev. Env. Sci. Tec. 2011, 41(3), 271–315. [Google Scholar] [CrossRef]
- Oliveira, M.; Agathopoulos, S.; Ferreira, J.M. Reactions at the interface between Al2O3-SiO2 ceramics with additives of alkaline -earth oxides and liquid Al-Si alloy. J. Mater. Res. 2002, 17(3), 641–647. [Google Scholar] [CrossRef]
- George, E.T.; Mackenzie, D.S. Handbook of aluminum: alloy production and materials manufacturing, First ed., CRC Press, E.U.A., 2003; pp. 1–115.
- Rahaman, M.N. Ceramic fabrication processes: an introductory overview processing and sintering, Second ed., CRC Press, E.U.A., 2003; pp. 1–48.
- López-Perales, J.F.; Contreras, J.E.; Vázquez-Rodríguez, F.J.; Gómez-Rodríguez, C.; Díaz-Tato, L.; Banda-Muñoz, F.; Rodríguez, E.A. Partial replacement of a traditional raw material by blast furnace slag in developing a sustainable conventional refractory castable of improved physical-mechanical properties. J. Clean. Prod. 2021, 306, 1–14. [Google Scholar] [CrossRef]
- Chen, Jianwei.; Zhao, H.; Yu, J.; Zhang, H.; Li, Z.; Zhang, J. Synthesis and characterization of reaction-bonded calciun aluminium-titanate-bauxite-Sic composite refractories in a reducing atmosphere. Ceram. Int. 2018, 44(13), 15338–15345. [Google Scholar]
- Yurkov, A.L.; Pikhutin, I.A. Corrosion of aluminosilicate refractories by molten aluminum and melts based upon it in melting and casting units. Ref. Ind. Ceram. 2009, 50, 212–219. [Google Scholar] [CrossRef]
- Pereira, A.L.; Reis, M.A.; Ferreira, L.L.H.C.; Nakachima, P.M. Brazilian refractory grade bauxite: a new alternative to refractories makers and users. Ceramic 2019, 65, 40–46. [Google Scholar] [CrossRef]
- Santos, D.P.; Pelissari, P.I.B.G.B.; de Oliveira, B.S.; Leiva, D.R.; de Mello, R.F.; Pandolfelli, V.C. Materials selection of furnace linings with multi-component refractory ceramics based on an evolutionary screening procedure. Ceram. Int. 2020, 46(4), 4113–4125. [Google Scholar] [CrossRef]
- Verran, G.O.; Kurzawa, U. An experimental study of aluminum can recycling using fusion in induction furnace. Res. Conser. Recyc. 2008, 52, 731–736. [Google Scholar] [CrossRef]
- Bonadia, P.; Valenzuela, F.A.O.; Bittencourt, L.R.; Pandolfelli, V.C. Aluminosilicates refractories for aluminum cell linings. Am. Ceram. Soc. 2005, 84, 26–31. [Google Scholar]
- Moore, R.E. Refractories, structure and properties of, Second ed., Elsevier, E.U.A., 2001; pp. 8079–8087.
- Sangghaleh, A.; Mohammad, H. An investigation on the wetting of polycrystalline alumina by aluminium. J. Mat. Proc. Tech. 2008, 197, 156–160. [Google Scholar] [CrossRef]
- Allaire, C.; Desclaux, P. Effect of Alkalies and of a reducing atmosphere on the corrosion of refractories by molten aluminum. J. Am. Ceram. Soc. 1991, 74, 2781–2785. [Google Scholar] [CrossRef]
- Ibarra, M.N.; Almanza, J.M.; Cortés, D.A.; Escobedo, J.C.; Torres, J. The effect of SrSO4 and BaSO4 on the corrosion and wetting by molten aluminum alloys of mullite ceramics. Ceram. Inter. 2010, 36, 1205–1210. [Google Scholar] [CrossRef]
- Adabifiroozjaei, E.; Koshy, P.; Sorrell, C. Effects of AlPO4 addition on the corrosion resistance of andalusite-based low-cement castables with molten Al-alloy. J. Eur. Ceram. Soc. 2013, 33, 1067–1075. [Google Scholar] [CrossRef]
- Ibarra, M.N.; Almanza, J.M.; Cortés, D.A.; Escobedo, J.C.; Pech, M.; Martínez, J. Effect of the addition of alkaline earth sulfates to mullite ceramics on the corrosion and wetting by Al-Mg alloy. J. Eur. Ceram. Soc. 2015, 35, 2189–2194. [Google Scholar] [CrossRef]
- Adabifiroozjaei, E.; Koshy, P.; Pardehkhorram, R.; Rastkerdar, E.; Sorrell, C. Interfacial reactions between BaAl2Si2O8 and molten Al alloy at 850°C. J. Am. Ceram. Soc. 2015, 98, 3299–3307. [Google Scholar] [CrossRef]
- Rodríguez, J.A.; Rocha, R.; Torres, J.; Almanza, J.M. Synthesis by solid state reaction of the Sr4Al6O12SO4 compound. J. Ceram. Process. Res. 2011, 12, 310–313. [Google Scholar]
- Sangghaleh, A.; Halali, M. Effect of magnesium addition on the wetting of alumina by aluminium. Appl. Surf. Sci. 2009, 255, 8202–8206. [Google Scholar] [CrossRef]
Figure 1.
X-ray diffraction pattern of representative samples of the synthesis process of the strontium compound Sr4Al6O12SO4.
Figure 1.
X-ray diffraction pattern of representative samples of the synthesis process of the strontium compound Sr4Al6O12SO4.
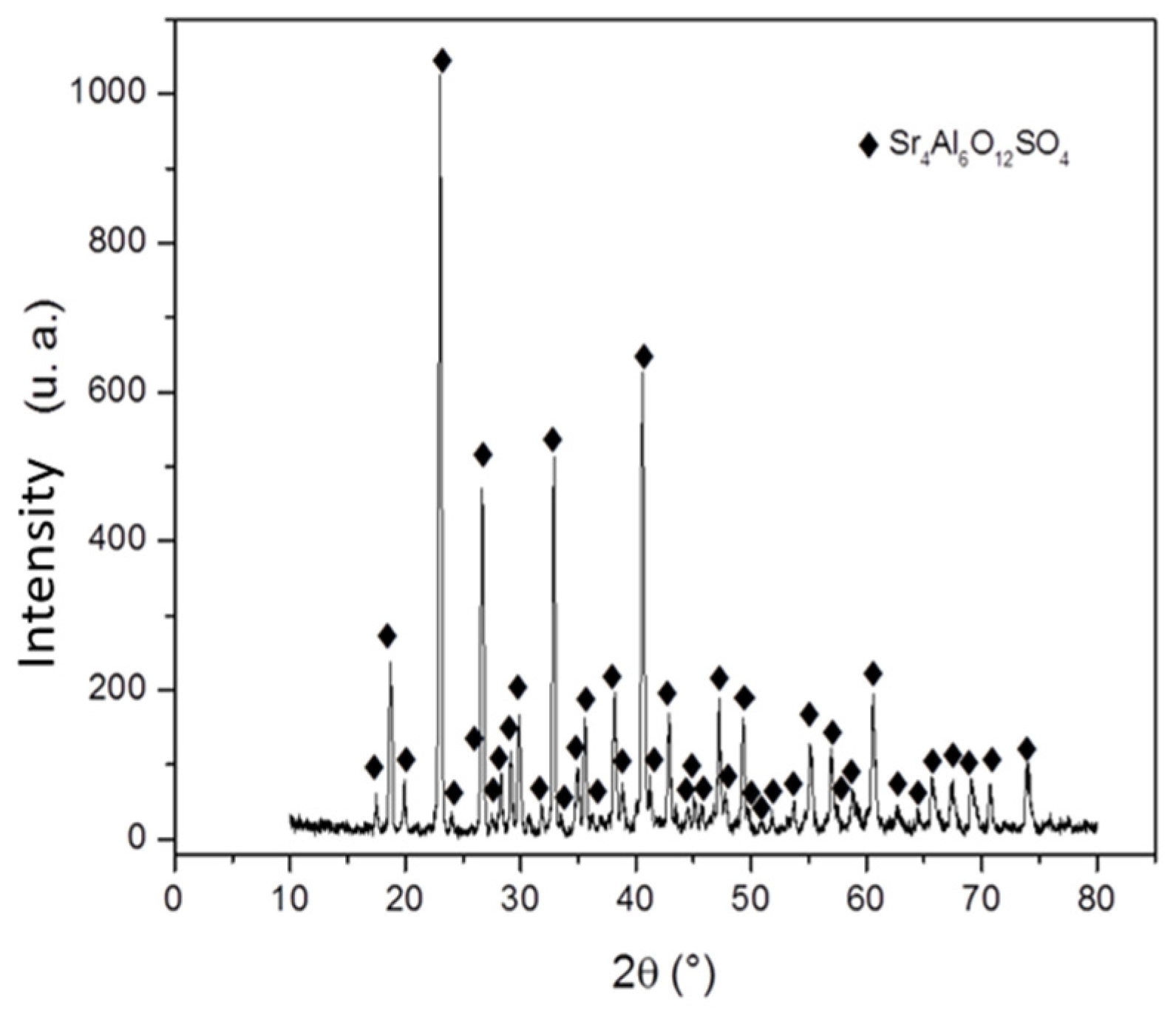
Figure 2.
Micrographs of study samples after static immersion tests in Al–Si alloy at 800°C and different isotherms. 1: resin, 2: Al–Si alloy, 3: Sr4Al6O12SO4.
Figure 2.
Micrographs of study samples after static immersion tests in Al–Si alloy at 800°C and different isotherms. 1: resin, 2: Al–Si alloy, 3: Sr4Al6O12SO4.
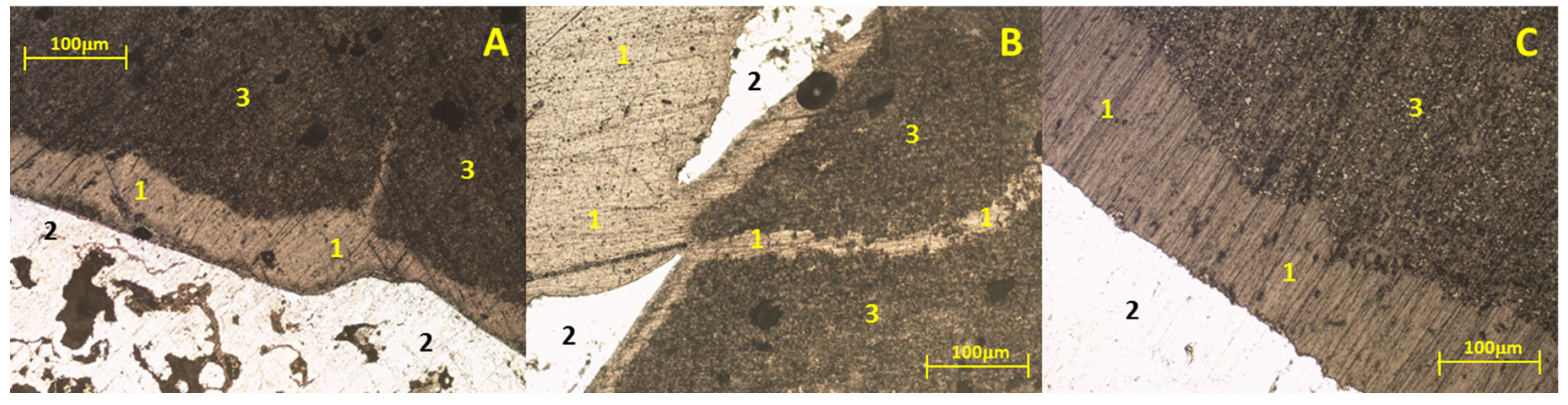
Figure 3.
Micrographs of study samples after static immersion tests in Al–Si alloy at 900°C and different isotherms. 1: resin, 2: Al–Si alloy, 3: Sr4Al6O12SO4, 4: reaction zone.
Figure 3.
Micrographs of study samples after static immersion tests in Al–Si alloy at 900°C and different isotherms. 1: resin, 2: Al–Si alloy, 3: Sr4Al6O12SO4, 4: reaction zone.
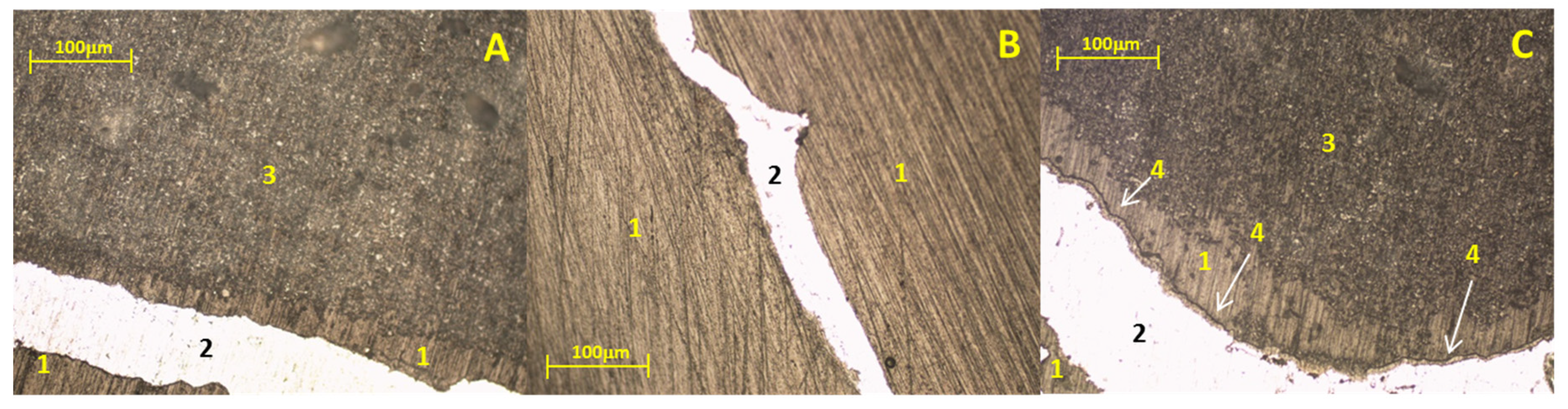
Figure 4.
SEM micrograph and EDS spectra of study samples after static immersion tests in Al–Si alloy at 900°C for 100h as experimental conditions.
Figure 4.
SEM micrograph and EDS spectra of study samples after static immersion tests in Al–Si alloy at 900°C for 100h as experimental conditions.
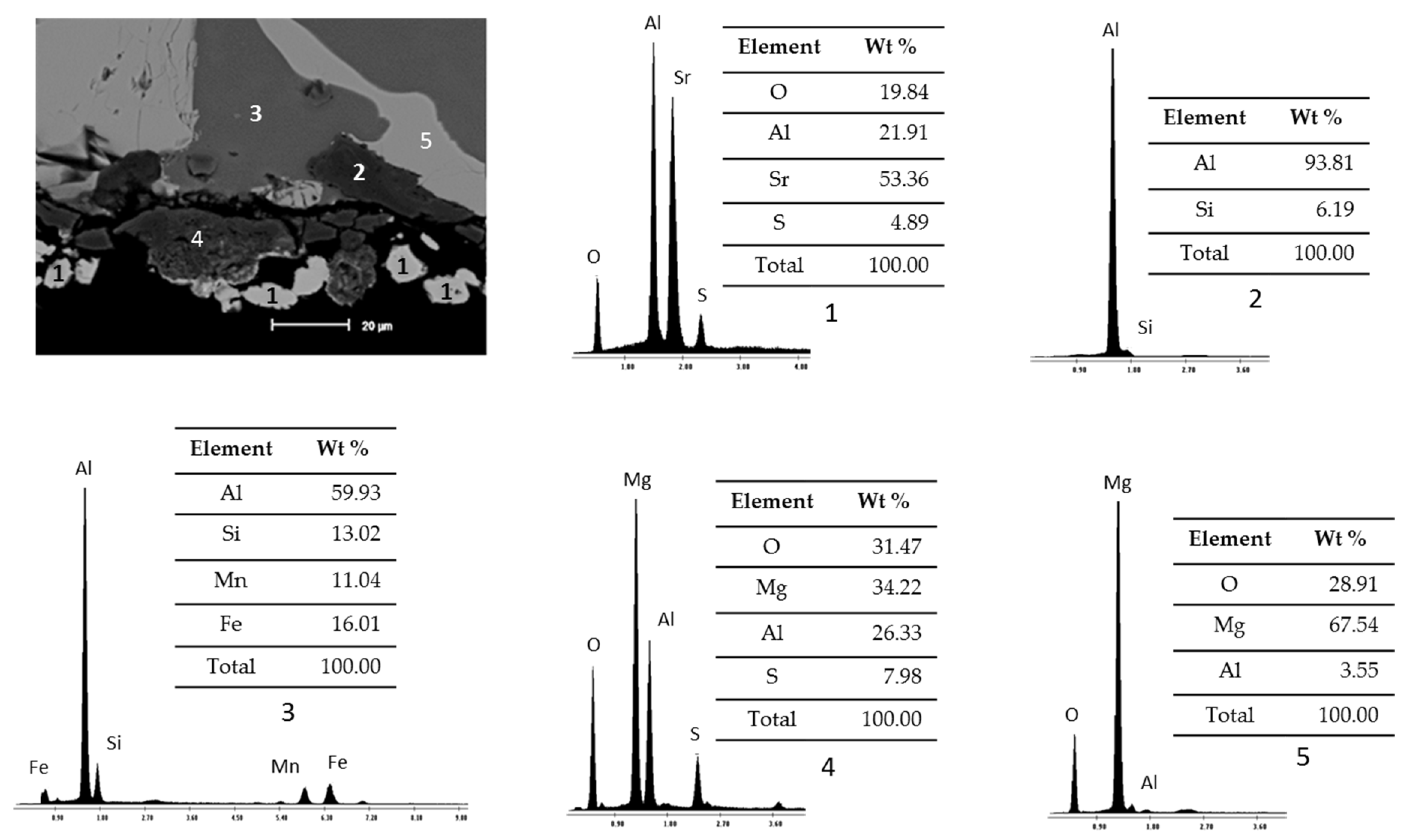
Figure 5.
Mapping by chemical element present in study samples after static immersion tests in Al–Si alloy at 900°C for 100h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3: reaction products.
Figure 5.
Mapping by chemical element present in study samples after static immersion tests in Al–Si alloy at 900°C for 100h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3: reaction products.
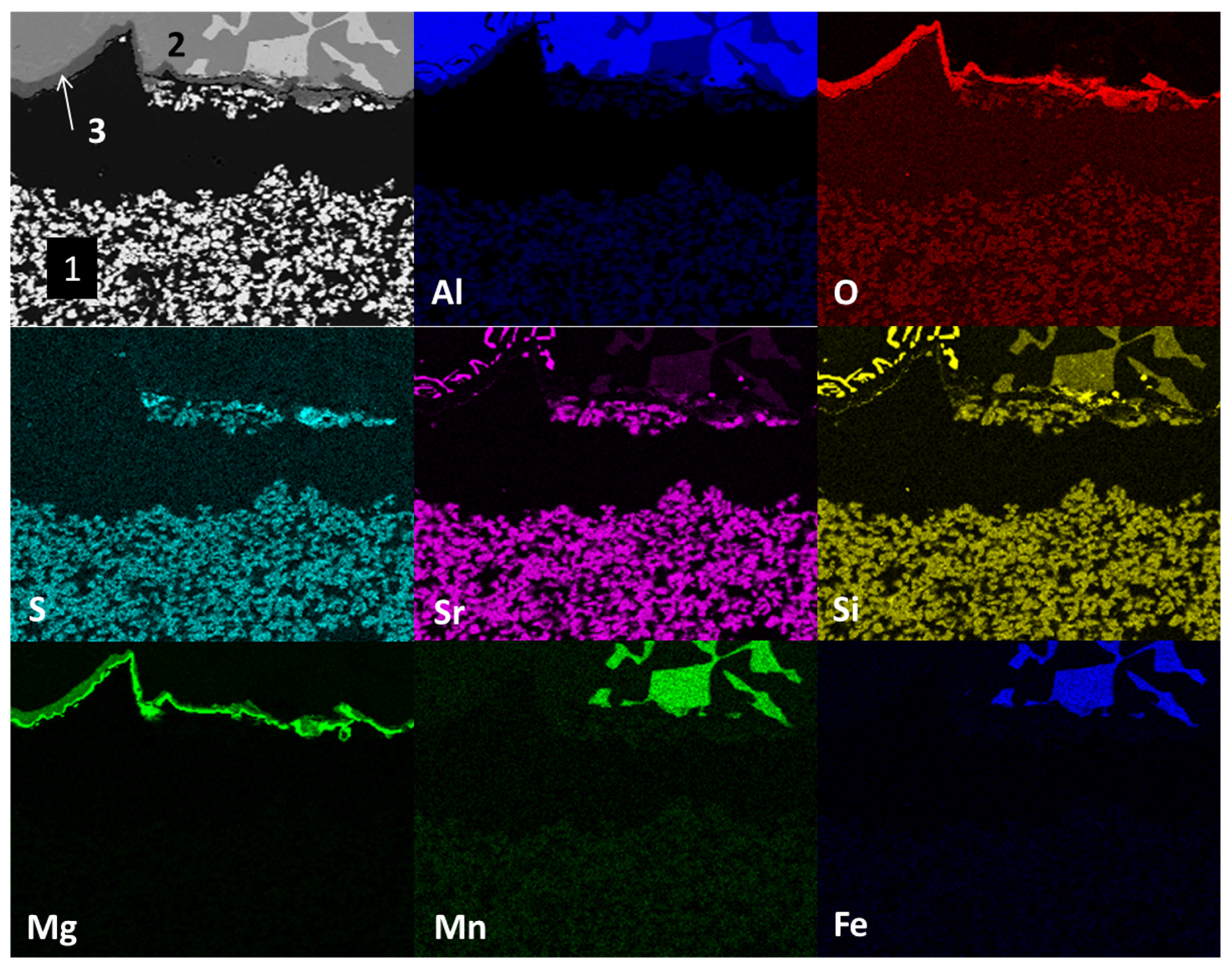
Figure 6.
Micrographs of study samples after static immersion tests in Al–Si alloy at 1000°C and different isotherms. 1: resin, 2: Al–Si alloy, 3: Sr4Al6O12SO4, 4: reaction zone.
Figure 6.
Micrographs of study samples after static immersion tests in Al–Si alloy at 1000°C and different isotherms. 1: resin, 2: Al–Si alloy, 3: Sr4Al6O12SO4, 4: reaction zone.
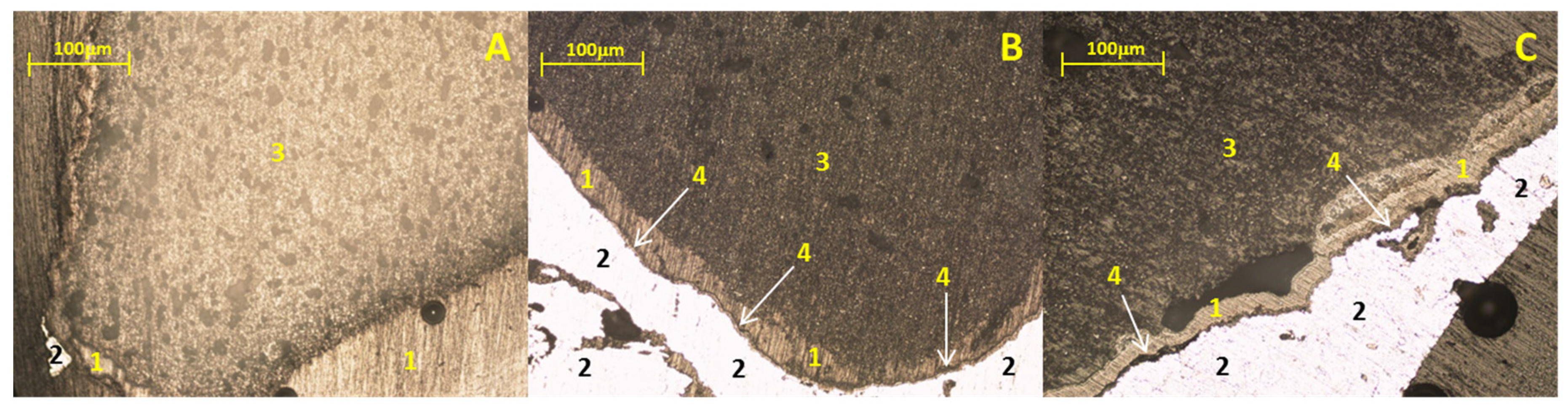
Figure 7.
SEM micrograph and EDS spectra of study samples after static immersion tests in Al–Si alloy at 1000°C for 100 hours as experimental conditions.
Figure 7.
SEM micrograph and EDS spectra of study samples after static immersion tests in Al–Si alloy at 1000°C for 100 hours as experimental conditions.
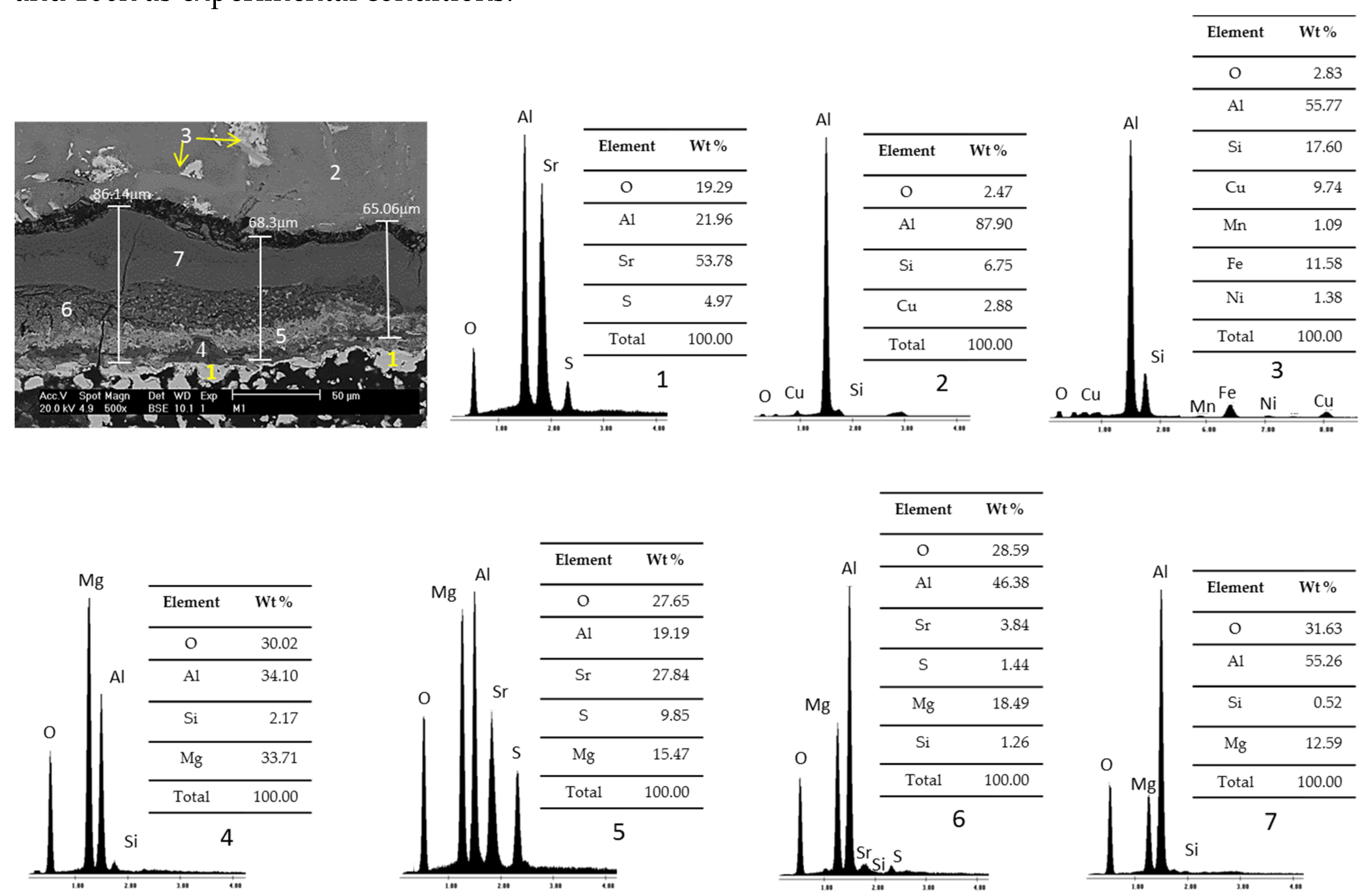
Figure 8.
Mapping by chemical element present in the study sample after static immersion tests in Al–Si alloy at 1000°C for 100h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3–5: reaction products.
Figure 8.
Mapping by chemical element present in the study sample after static immersion tests in Al–Si alloy at 1000°C for 100h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3–5: reaction products.
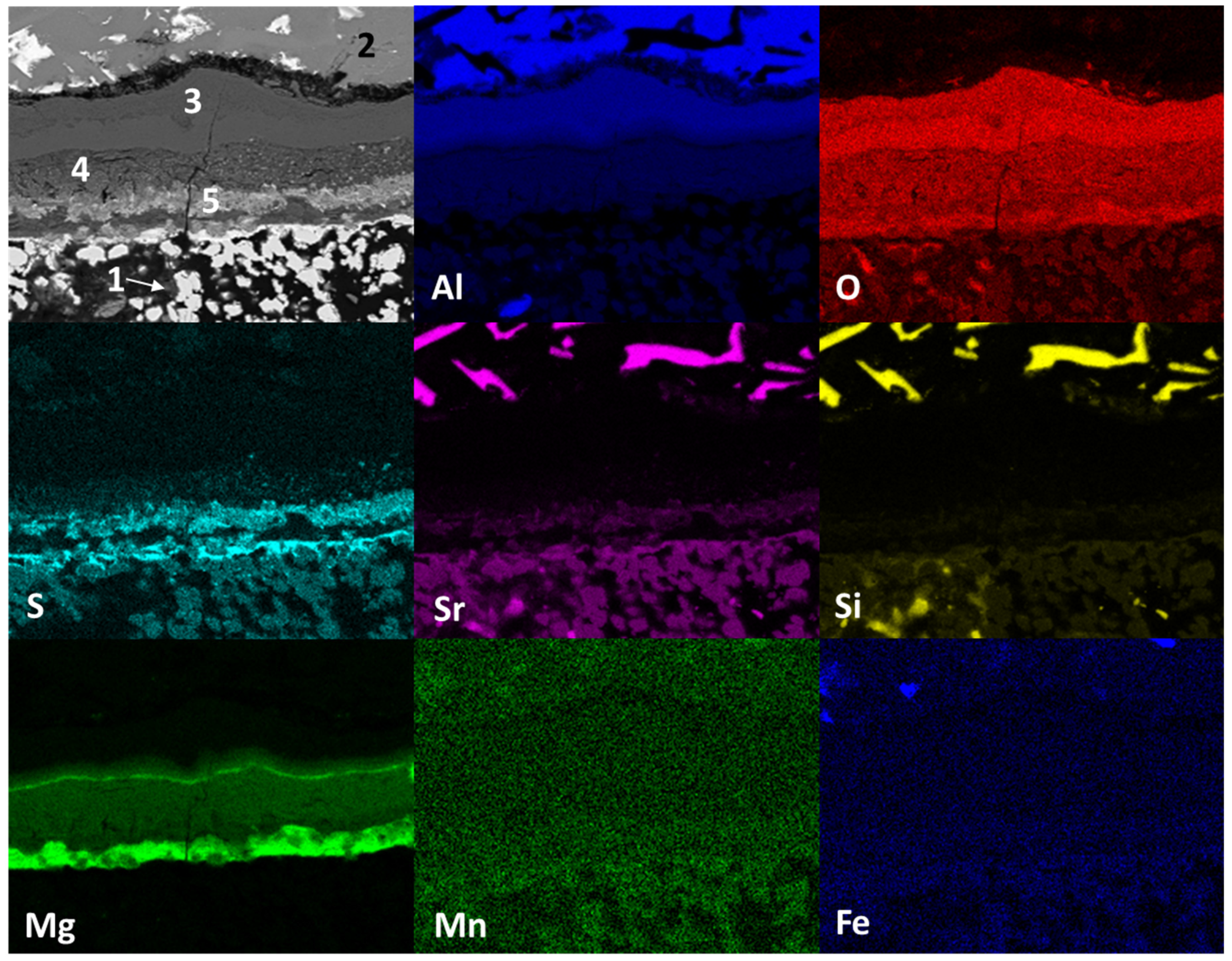
Figure 9.
SEM micrograph and EDS spectra of study samples after wettability tests with Al–Si alloys at 900°C for 2 hours as experimental conditions.
Figure 9.
SEM micrograph and EDS spectra of study samples after wettability tests with Al–Si alloys at 900°C for 2 hours as experimental conditions.
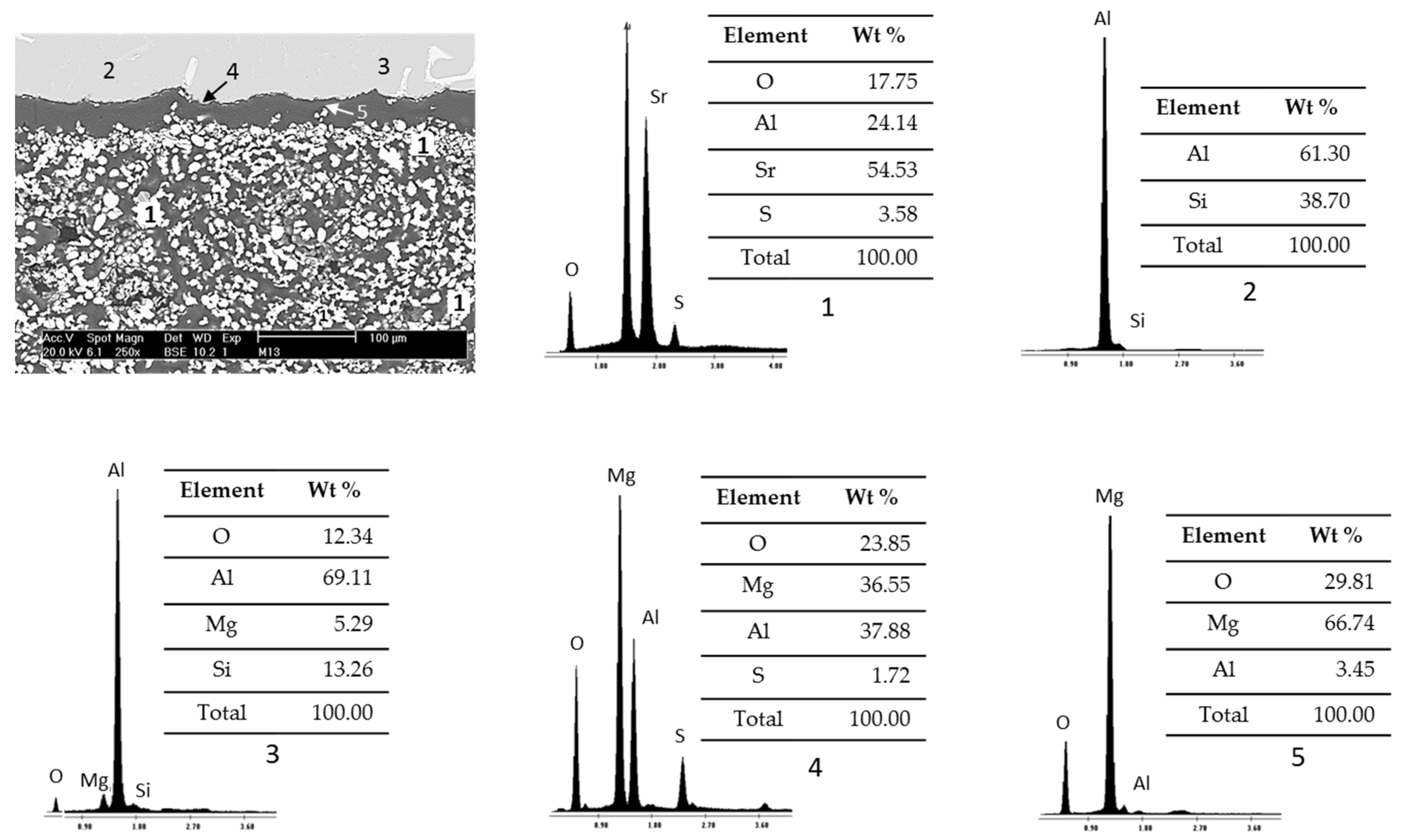
Figure 10.
Mapping by chemical element present in the study sample after wettability tests with Al–Si alloys at 900°C for 2h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3–5: reaction products.
Figure 10.
Mapping by chemical element present in the study sample after wettability tests with Al–Si alloys at 900°C for 2h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3–5: reaction products.
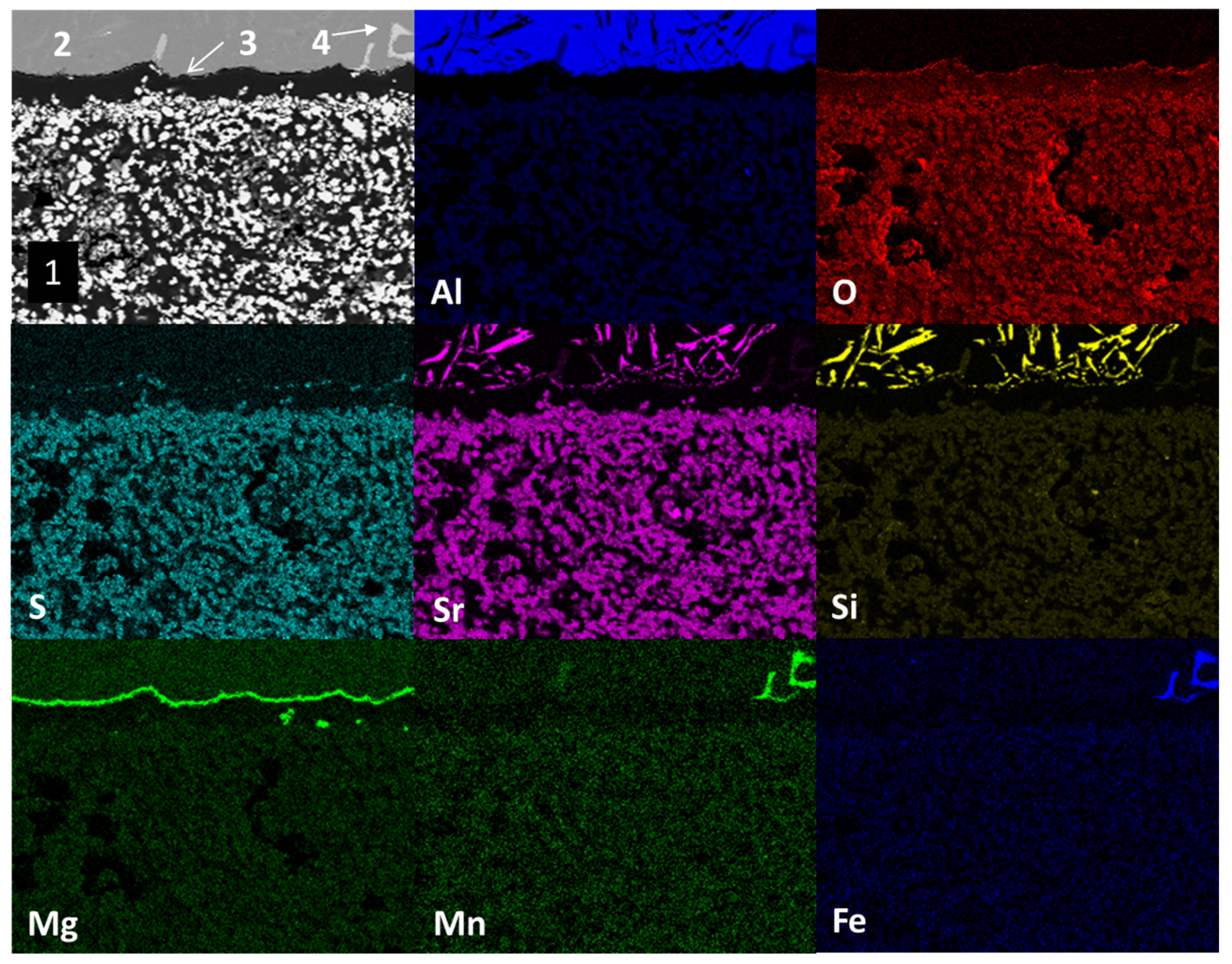
Figure 11.
SEM micrograph and EDS spectra of study samples after wettability tests with Al–Si alloys at 1000°C for 2 hours as experimental conditions.
Figure 11.
SEM micrograph and EDS spectra of study samples after wettability tests with Al–Si alloys at 1000°C for 2 hours as experimental conditions.
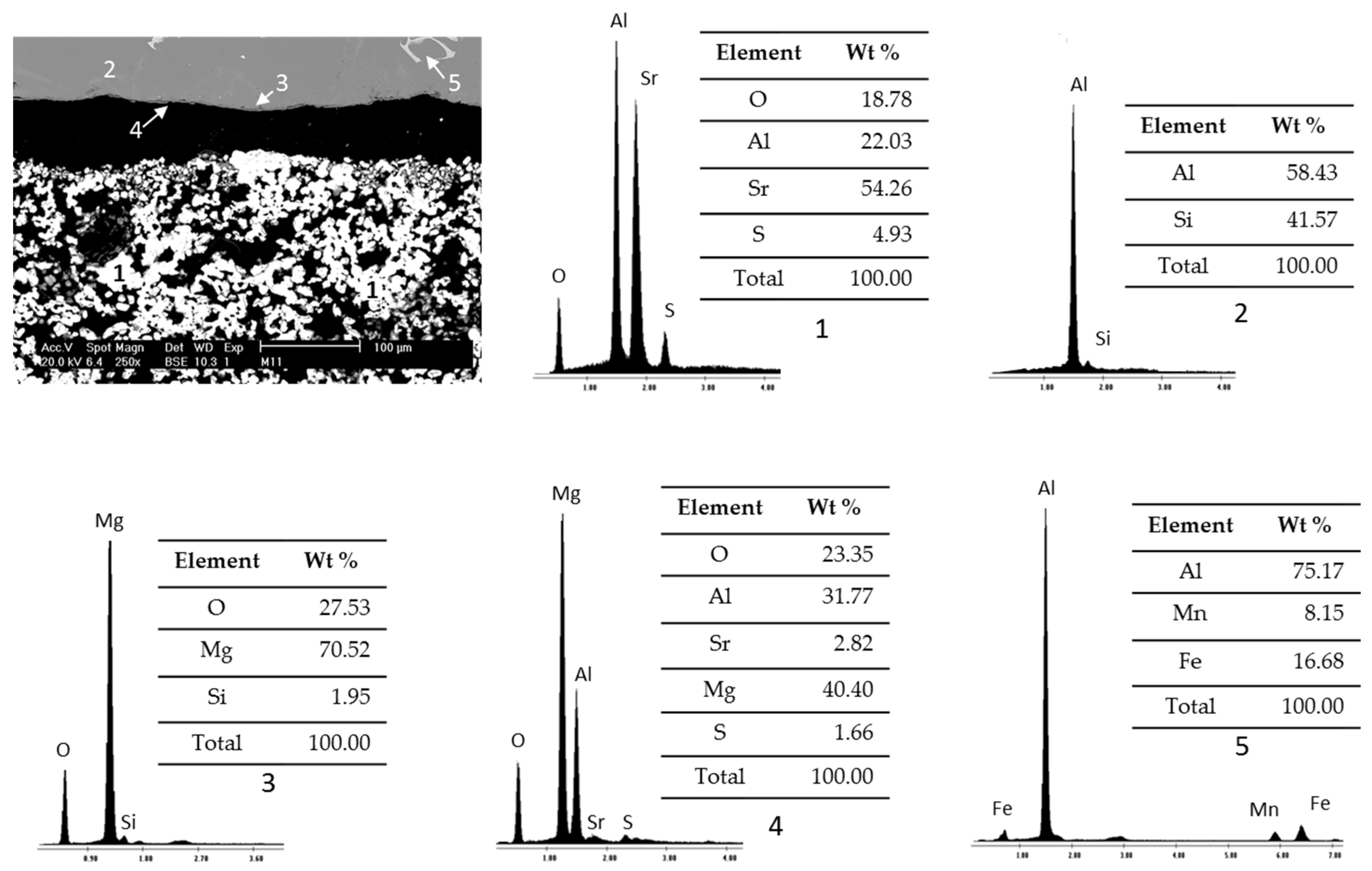
Figure 12.
Mapping by chemical element present in the study sample after wettability tests at 1000°C for 2h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3: reaction products, 4: intermetallic.
Figure 12.
Mapping by chemical element present in the study sample after wettability tests at 1000°C for 2h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3: reaction products, 4: intermetallic.
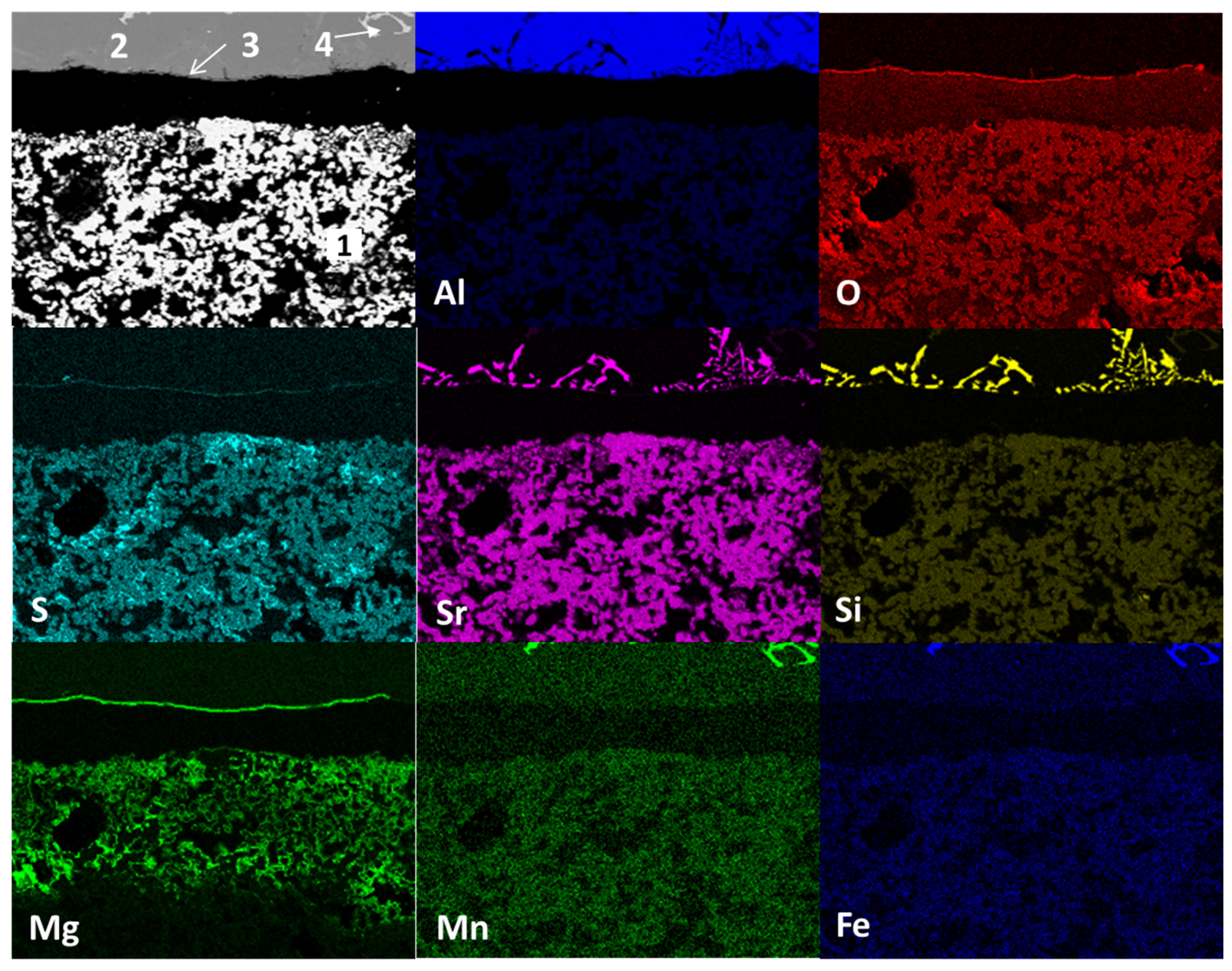
Figure 13.
SEM micrograph and EDS spectra of study samples after wettability tests with Al–Si alloys at 1100°C for 2 hours as experimental conditions.
Figure 13.
SEM micrograph and EDS spectra of study samples after wettability tests with Al–Si alloys at 1100°C for 2 hours as experimental conditions.
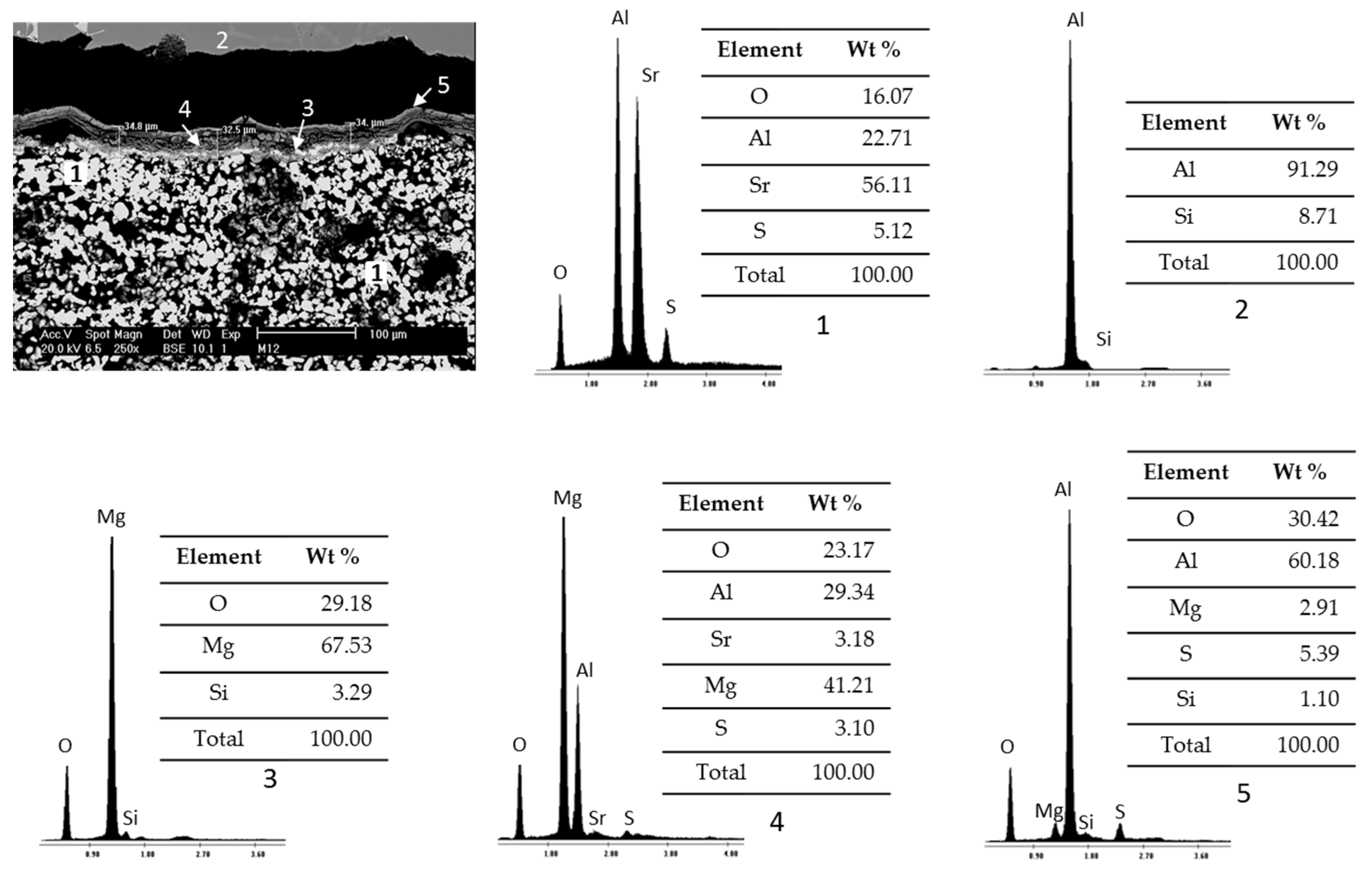
Figure 14.
Mapping by chemical element present in the study sample after wettability tests at 1100°C for 2h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3: reaction products, 4: intermetallics.
Figure 14.
Mapping by chemical element present in the study sample after wettability tests at 1100°C for 2h as experimental conditions. 1: Sr4Al6O12SO4, 2: Al–Si alloy, 3: reaction products, 4: intermetallics.
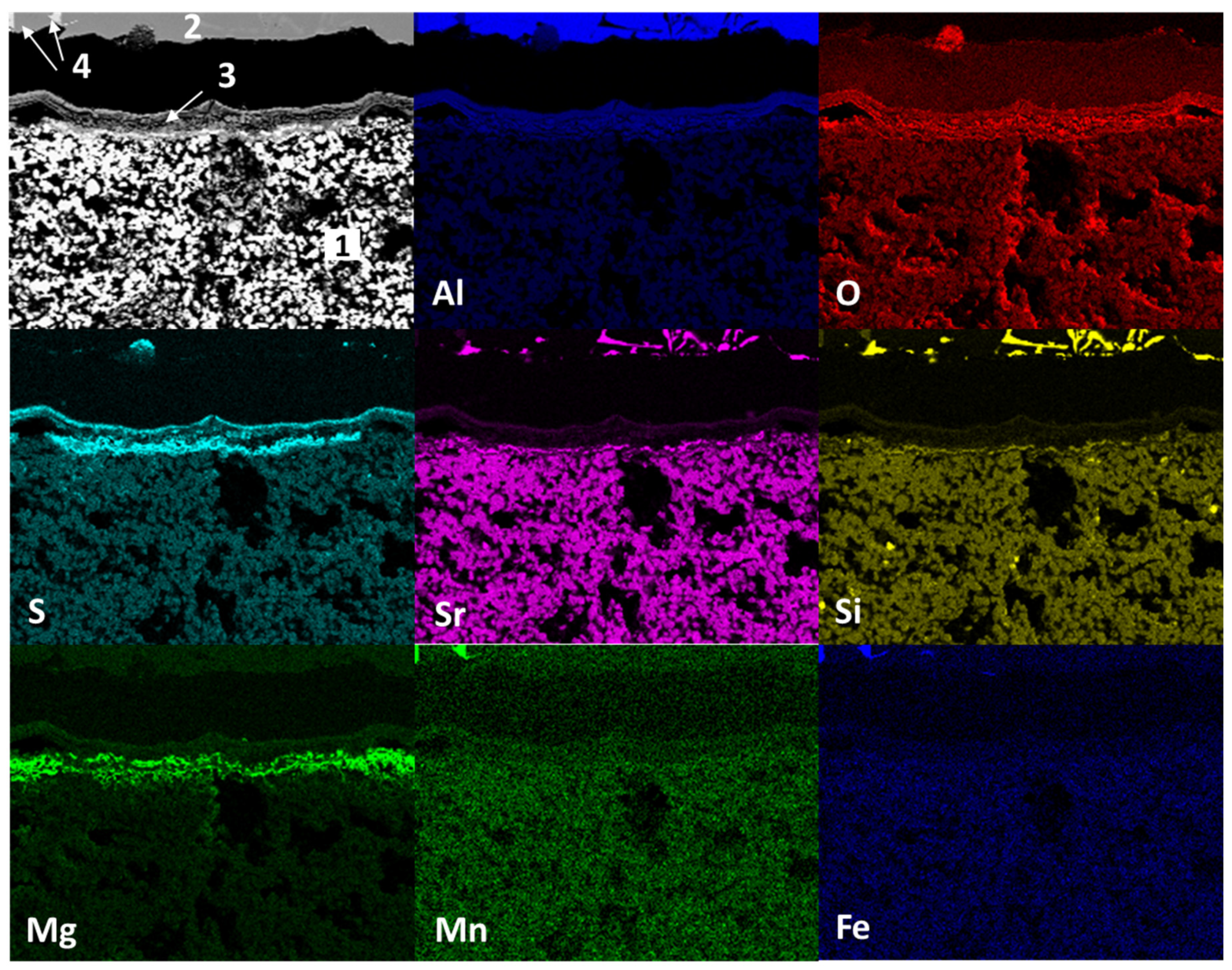
Figure 15.
Wetting angles of samples tested at 900, 1000 and 1100°C with different isotherms and in contact with Al–Si alloys as experimental conditions.
Figure 15.
Wetting angles of samples tested at 900, 1000 and 1100°C with different isotherms and in contact with Al–Si alloys as experimental conditions.
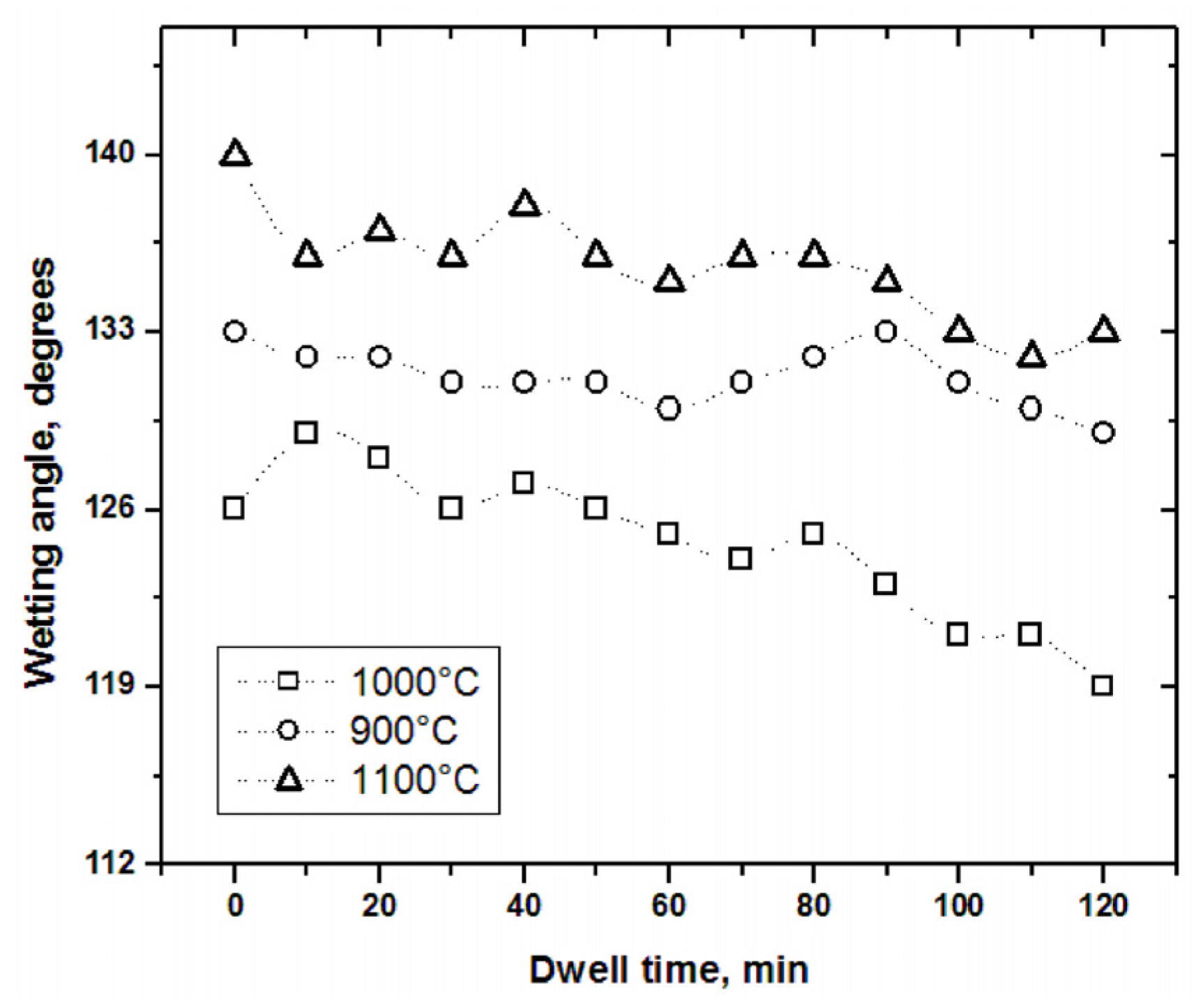

Table 1.
Chemical composition of aluminum alloy.
| Aluminum alloy | Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn | Ti | V |
| Al – Si | 7.42 | 0.717 | 2.63 | 0.437 | 0.454 | 0.05 | 0.041 | 0.637 | 0.158 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



