
Submitted:
15 December 2023
Posted:
19 December 2023
You are already at the latest version
Abstract
The effects of different pulse frequencies on the microstructure grain size and solid solubility of Al-9Si alloy were systematically investigated using OM, SEM, and EDS. The effects on the mechanical properties of the alloy were analyzed using micro-Vickers hardness tester and multifunctional friction tester. During the solidification process, the Al-9Si alloy is exposed to high-frequency electric current pulses with a current density of 300A/cm2 and frequencies of 0Hz, 500Hz, 1 000Hz, and 2 000Hz. The experimental results show that as the high-frequency pulse frequency increases, the Lorentz force also increases. The intense electromagnetic stirring leads to grain refinement. However, as the pulse frequency continues to increase, the combined effect of Joule heating and Lorentz force results in an enlargement of the melt zone and an increase in grain size. At a pulse frequency of 1 000Hz, the eutectic structure size of the Al-9Si alloy is optimal, with the average size reduced to 13.87μm and a dense distribution, effectively eliminating primary Si. The EDS results revealed that the high-frequency pulse led to a more uniform distribution of Si elements within the matrix, and the solid solubility of Si in the α-Al matrix increased to a maximum value of 1.99%, representing a 39.2% increase. At a pulse frequency of 1 000Hz, the sample demonstrates the most favorable mechanical properties, with the friction coefficient reaching a minimum value of 0.302, representing a 37.7% decrease in the average friction coefficient. The results demonstrate that high-frequency pulsing is an effective method for enhancing the mechanical properties of Al-9Si alloy.
Keywords:
high-frequency electrical pulse
; al-9si aluminum alloy
; microstructure
; mechanical property
1. Introduction
The hypoeutectic Al-Si alloy serves as a crucial structural material and has garnered significant attention due to its favorable mechanical and thermodynamic properties. It boasts a low thermal expansion coefficient, excellent wear resistance, and high specific strength, making it widely utilized in diverse industries such as automotive, aerospace, and electronics [1,2,3,4,5]. The grain and eutectic structure developed during the solidification process of hypoeutectic Al-Si alloy significantly influence the material's mechanical properties. Consequently, enhancing the solidification structure of hypoeutectic Al-Si alloy is pivotal in improving its overall properties [6].
The most widely used method for the modification of aluminum alloys is through the use of chemical modifiers such as Na, P, Sr, and rare earth elements. These elements can refine the grain, improve morphological distribution, homogenize the structure, and consequently enhance performance. As early as the early 20th century, it was discovered that Na, when used as a modifier, could alter the morphology of the Si phase, resulting in a significant improvement in the mechanical properties of the alloy [7]. Bialobrzeski etc. [8] conducted a modification of an aluminum alloy by continuously electrolyzing Na salt in the AlSi12 alloy melt, leading to a significant refinement of the material's microstructure, particularly of the eutectic silicon. The tensile strength of the alloy was notably increased, reaching 243 MPa compared to the untreated sample. Although the modifying effect of chemical agents is effective, this method not only contaminates the metal liquid but also poses environmental hazards. The modifier content gradually decreases over time, leading to a decline in the modifying effect.
In terms of traditional methods of alloy modification, high-frequency electrical pulse technology is emerging as a new approach for controlling solidification structure. This method offers the advantages of being environmentally friendly, cost-effective, and utilizing high-energy unbalanced input modes, rapid heating, and rapid cooling. As a result, it has garnered significant attention from researchers [9,10,11,12,13]. In the solidification of hypoeutectic Al-Si alloy, high-frequency electrical pulses have been shown to regulate the solidification structure by adjusting the morphology and dynamic characteristics of the phase transition interface, thereby optimizing the alloy's comprehensive mechanical properties [14]. Wang etc. [15] and other scholars have conducted studies on the impact of high-frequency electrical pulses on the solidification structure of hypoeutectic Al-Si alloy. They found that high-frequency electrical pulses can bind the Mg2Si phase to Mg4 (Si, Cu) clusters, thereby improving the strength and plasticity of the alloy. Additionally, through theoretical simulations and experimental studies, Edry etc. [16] discovered that high-frequency electrical pulses have a significant influence on the distribution of grain size and shape during alloy solidification, leading to grain refinement and directional growth. As a novel and efficient heat treatment method, electric pulse technology has been widely utilized for enhancing the microstructure and comprehensive mechanical properties of various alloy materials.
To further investigate the impact of high-frequency pulses on the microstructure of hypoeutectic aluminum alloy, this study selected the commonly used Al-9Si hypoeutectic Al-Si alloy as the research subject. The study compared the microstructure characteristics and mechanical properties of the samples before and after high-frequency pulse treatment. It analyzed the influence of high-frequency electric pulses on the solidification microstructure of hypoeutectic Al-Si alloy and discussed the underlying mechanism. This research provides a theoretical foundation for the continued development of high-frequency electric pulse technology in the preparation of hypoeutectic Al-Si alloys.
2. Materials and Methods
The resistance furnace and hydraulic press were utilized to melt and combine the industrial pure Al ingot with a 99.8% purity (mass fraction, as indicated below) and a compacted block of Si (99.99% purity) powder into an intermediate alloy. Subsequently, the hypoeutectic Al-9Si alloy with a Si content of less than 12.6wt.% was further produced. The composition and content of the material elements used are presented in Table 1. Throughout the test, temperatures were continuously measured and recorded using an infrared thermometer. To ensure consistent cooling conditions for all samples, the total mass deviation of each sample was controlled within ±0.5g.
Figure 1 shows the schematic diagram illustrating the preparation of the hypoeutectic Al-9Si alloy under the influence of high-frequency pulses. The equipment primarily consists of a pulse power supply, vacuum system, induction heating system (with an output power of 35kW and a working frequency of 20kHz ~ 50kHz. The induction heated copper coil has a diameter of 6mm.), and is supplemented with a temperature measuring system and pressure device. Throughout the experiment, all samples were categorized into four groups, each subjected to high-frequency pulses of 0Hz, 500Hz, 1 000Hz, and 2 000Hz, respectively. The samples were housed in customized cylindrical boron nitride crucibles with a diameter of 7.5mm and a length of 30mm, as illustrated in Figure 2. Subsequently, the furnace was evacuated to 10-4Pa ~10-3Pa, and then filled with argon to 0.5kPa. The crucible was horizontally connected on both sides to the molybdenum electrode of the pulse power supply through the boron nitride conducting electrode. The sample was melted using an induction heating device, maintained at 700℃ for 10 minutes, and then subjected to high-frequency electrical pulses for 30 seconds before ceasing the heating. The temperature sample's cooling curve was observed, and upon entering the slow cooling stage, the high-frequency pulse power supply was turned off. The sample was subsequently aerated into the chamber to return to atmospheric pressure after cooling within the furnace.
The prepared hypoeutectic Al-9Si sample was sectioned along the cross-section, polished successively with 600, 1 000, 1500, and 2 000 mesh sandpaper, and then polished using a polishing machine. Subsequently, the clean surface was treated with Keller reagent (1 vol% HF + 1.5 vol% HCl + 2.5 vol% HNO3 + deionized aqueous solution) for corrosion, followed by rinsing with alcohol. Finally, the surface was blow-dried until smooth, and the microstructure was observed.
The metallographic structure of the sample was examined using a ROLYVER.MET metallographic microscope. Additionally, the samples were analyzed using an electron microscope and EDS on a JSM-6510 SEM and OXFORD X-MaxN spectrometer, respectively.
3. Results and Discussion
3.1. Microstructure
High frequency pulses of 0Hz, 500Hz, 1 000Hz, and 2 000Hz were applied to the solidification process of the hypoeutectic Al-9Si alloy melt. The microstructure of the samples was observed after cooling. Figure 3 shows the macroscopic morphology of the hypoeutectic Al-Si solidified sample before and after the application of high-frequency pulses. In the absence of high-frequency pulses, noticeable delamination occurred on the alloy solidified sample. However, after the high-frequency pulse treatment, no delamination was observed on the alloy solidified sample, and the surface appeared smooth and metallic. These results indicate that the homogenization degree of hypoeutectic Al-9Si alloy samples can be significantly improved through pulsed current treatment.
The phase and content of the hypoeutectic Al-9Si alloy after the application of high-frequency pulses of different frequencies are illustrated in Figure 4. The microstructure shown in Figure 4a consists mainly of two phases, α-Al and Si. Quantitative analysis demonstrates that the relative content of the two phases changes with the pulse frequency variation, as showed in Figure 4b, where the Si content reaches up to 25wt.% when the application frequency is 1 000Hz. Figure 5 shows the solidification microstructure of the hypoeutectic Al-9Si alloy after the application of high-energy pulses of different frequencies. In the absence of high-frequency pulse current, as shown in Figure 5a, the matrix α-Al exhibits sharp edges and chaotic distribution in the alloy solidification structure, leading to local stress concentration and reduced mechanical properties. With an increase in frequency, as shown in Figure 5b, the α-Al phase presents an arc transition region, and the grain passivation becomes apparent. In Figure 5c, when the high-frequency pulse is increased to 1 000Hz, the average grain size decreases from 29.85μm to 13.87μm. The high-frequency pulse induces increased Lorentz force and strong electromagnetic stirring effect, resulting in thinner grains, more spherical and elliptical α-Al phases, and a tendency toward equiaxiality. As shown in Figure 5d, with a continuous increase in the pulse frequency to 2 000 Hz, the spherical and short rod-shaped α-Al phase remains predominant. However, the enhanced Joule thermal effect and combined action of Lorentz force cause the dendrites at the solid-liquid interface to fracture or remelt, lengthening the melting zone and increasing the average grain size to 16.72μm.
The solidification process of alloys differs from that of elemental metals. According to the basic principles of atomic grouping, liquid metals contain numerous cluster structures. Among them, various elements form unstable bonds with other elements in their vicinity through metallic bonding. Under ideal conditions, these can be considered as colloidal particles of uniform size. When subjected to electric pulses, the outer potential of colloidal particles decreases, reducing the bonding potential energy between colloidal particles and metal particles. Consequently, the atoms in colloidal particles are more readily able to bond with the atoms in metal particles, forming crystal embryos after bonding. This, in turn, increases the effective nucleation within the melt, ultimately refining the grains.
Figure 6a–d shows the SEM morphology comparison and energy spectrum results of hypoeutectic Al-9Si alloy under constant current density and different frequency electrical pulses. Figure 6a illustrates that without the application of a high-frequency pulse, the eutectic structure appears scattered and disordered, with only a small amount of solute Si solidly dissolved in the α-Al phase. In Figure 6b, with the application of a 500Hz high-frequency pulse, eutectic structure and a small amount of primary Si are observed. The eutectic Si exhibits a continuous granular, flocculent, or filamentary distribution on the matrix, with an average size of 8μm. Energy spectrum results indicate a Si content of 1.59%, and an 11.2% increase in the solid solubility of Si. Figure 6c presents the detection results with the high-frequency pulse increased to 1 000Hz. The number of eutectic Si further increases, and it is evident that the eutectic Si is refined into dots and fine fibers, displaying a uniform, dense distribution and directional tight arrangement. At this point, the solid solution of Si in the α-Al matrix reaches a maximum value of 1.99%, which is 39.2% higher than that of the untreated sample, with newborn Si almost disappearing. Figure 6d shows that when the high-frequency pulse is further increased to 2 000Hz, the number of eutectic structures is noticeably reduced, the distribution becomes intermittent, the primary Si content is increased, and the solid solubility of Si in the α-Al matrix remains high at 1.85%. In summary, when a 1 000Hz high-frequency pulse is applied, the microstructure of hypoeutectic Al-9Si alloy exhibits the best refining and metamorphic effect on eutectic Si. Furthermore, the electric pulse can significantly enhance the solute retention effect in the solidification structure of hypoeutectic Al-9Si alloy. As the pulse frequency increases, the solute trapping effect becomes more significant.
3.2. Mechanical Property
The wear samples were cleaned with alcohol, and the wear surface morphology was observed under scanning electron microscopy, as showed in Figure 8. As seen in Figure 8a, a large number of coarse broken particles and significant pits and cracks appeared on the material surface, indicating that the wear of the sample was primarily driven by chiseling furrows. In Figure 8b, after the 500 Hz pulse frequency treatment, the stratification phenomenon was alleviated, and the depth and width of furrows were reduced to varying degrees, along with a decrease in the occurrence of spalling into pits. Upon further increasing the pulse frequency to 1 000 Hz, as shown in Figure 8c, the depth and width of wear marks were significantly improved, resulting in a visibly smoother wear surface with greatly reduced furrows and tunnels, although stratification still persisted. Furthermore, more carbon film was produced, which contributed to improved wear reduction performance. When combined with the microhardness results (Figure 7), it is evident that the microhardness of the untreated material is only 49.94HV. Consequently, when the shear stress exceeds the ultimate strength in the wear test, micro-cracks occur. As wear friction progresses, micro-cracks gradually increase, ultimately leading to the formation of numerous massive cracks, representing a typical abrasive wear mechanism [17,18].
Figure 9 illustrates the change curve of the friction curve and friction coefficient of hypoeutectic Al-9Si alloy after treatment with different pulse frequencies. The friction coefficient reflects the contact state between friction and wear materials [19], and its magnitude is influenced by load, contact area, and lubrication [20]. It is observed that the friction curve of the sample following high-frequency pulse treatment exhibits a stable and gradual trend, with an average value of the optimal friction coefficient at 0.3±0.01, whereas the average friction coefficient of the untreated sample is 0.6±0.01. These results indicate that the wear resistance of the hypoeutectic Al-9Si alloy is improved after high-frequency pulse treatment compared to the original Al-9Si alloy. The Al-9Si alloy demonstrates enhanced wear resistance and can be utilized for surface protection in production and daily life. Furthermore, the friction coefficients of the 1 000Hz samples are lower than those of the 500Hz and 2 000Hz samples, suggesting that the application of high-frequency pulses during the solidification process of hypoeutectic Al-9Si alloy can enhance wear reduction performance.
Figure 10 shows the wear track of samples treated with pulse inoculation at different frequencies. It is evident from the figure that the average wear depth of untreated samples is 41±3μm, whereas that of samples treated with high-frequency pulse is 25±3μm. The average wear track depth of the treated sample is lower than that of the base material. This can be attributed to the higher microhardness of the treated sample compared to the original sample. As demonstrated in Figure 7, increased microhardness of the material leads to enhanced resistance to hard ball pressing into its surface, resulting in reduced friction, smaller width of the annular wear surface, shallower depth, decreased contact area between the friction pairs, and shallower friction track. Hence, aluminum alloys treated with high-frequency pulses exhibit superior wear resistance compared to untreated materials. The average wear volume of the treated material was 0.054 413m3, while that of the original material was 0.168 05m3. The wear rate after high-frequency pulse treatment was less than half of that of the original material, indicating that the material after high-frequency pulse inoculation possesses higher wear resistance, consistent with the aforementioned conclusion.
4. Conclusions
This paper focuses on the effects of high-frequency pulses on improving the solidification structure and enhancing the mechanical properties of sub-eutectic Al-9Si alloys, and by observing the macroscopic structures, the following conclusions were drawn:
(1) Applying high-frequency pulse, grain refinement. The strong electromagnetic stirring makes the grain refinement dominant, and the grain size is 13.87μm at 1 000 Hz. Continuing to increase the pulse frequency, the Joule heat effect and the Lorentz force work together to make the remelting area larger and the grain size increases.
(2) After undergoing high-frequency pulse processing, the eutectic structure of Al-9Si transformed into fine and dense clusters, with nearly complete elimination of primary Si. Spectral analysis revealed that an increase in pulse frequency led to a higher solubility of Si elements in α-Al.
(3) The mechanical properties can be improved through high-frequency pulse current treatment. When the current density is 300A/cm2 and the frequency is 1000Hz, the average friction coefficient reaches a minimum of 0.302, and the material hardness reaches a maximum of 56.13HV. It is observed that high-frequency pulse treatment enhances the comprehensive mechanical properties of hypoeutectic Al-9Si.
Author Contributions
Conceptualization, F.W. and J.G.; methodology, F.W. and S.Z.; formal analysis, J.G.; investigation, F.W. and J.G.; resources, F.W. and S.Z.; writing—original draft preparation, J.G. and S.Z.; writing—review and editing, J.G. and S.Z.; project administration, Y.Z.; funding acquisition, L.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Taiyuan University of Science and Technology Scientific Research Initial Funding (Grant No. 20232017), Taiyuan University of Science and Technology College Students' Innovative Entrepreneurial Training Program (Grant No. XJ2023009), Shanxi Province College Students' Innovative Entrepreneurial Training Program (Grant No. 202310109637).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Cui, X.; Cui, H.; Wu, Y.; Liu, X. The improvement of electrical conductivity of hypoeutectic Al-Si alloys achieved by composite melt treatment. Journal of Alloys and Compounds 2019, 788, 1322–1328. [Google Scholar] [CrossRef]
- Li, K.; Li, W.; Zhang, G.; Zhu, W.; Zheng, F.; Zhang, D.; Wang, M. Effects of Si phase refinement on the plasma electrolytic oxidation of eutectic Al-Si alloy. Journal of Alloys and Compounds 2019, 790, 650–656. [Google Scholar] [CrossRef]
- Shaji, M.; Ravikumar, K.K.; Ravi, M.; Sukumaran, K. Development of a high strength cast aluminium alloy for possible automotive applications. In Proceedings of Materials Science Forum; pp. 54–58.
- Guan, R.-G.; Tie, D. A review on grain refinement of aluminum alloys: Progresses, challenges and prospects. Acta Metallurgica Sinica (English Letters) 2017, 30, 409–432. [Google Scholar] [CrossRef]
- Wen, K.; Gottstein, G. Microstructure and modification mechanisms of Si phase in as-thixoformed alloy A356. International Journal of Materials Research 2021, 93, 724–729. [Google Scholar] [CrossRef]
- Huang, B.; Liu, Y.; Zhou, Z.; Cheng, W.; Liu, X. Selective laser melting of 7075 aluminum alloy inoculated by Al–Ti–B: Grain refinement and superior mechanical properties. Vacuum 2022, 200, 111030. [Google Scholar] [CrossRef]
- Pacz, A. Patent No. 1,387,900, 13 February 1920. British Patent 1921.
- Białobrzeski, A.; Pezda, J.; Jarco, A. Modification of Aluminium-Silicon Near-Eutectic Alloy with Use of Electrolysis of Sodium Salt. Archives of Metallurgy and Materials 2017. [Google Scholar] [CrossRef]
- Li, S.; Jiang, T.; Wang, J.; Chen, L.; Wei, B.; Li, Y.; Xu, G.; Wang, Z. Effects of different external fields on the microstructure and mechanical properties of novel AlCuLi alloy during twin-roll casting. Materials Science and Engineering: A 2019, 757, 14–22. [Google Scholar] [CrossRef]
- Liang, C.-L.; Lin, K.-L. The microstructure and property variations of metals induced by electric current treatment: A review. Materials Characterization 2018, 145, 545–555. [Google Scholar] [CrossRef]
- Shen, Z.; Peng, M.; Zhu, D.; Zheng, T.; Zhong, Y.; Ren, W.; Li, C.; Xuan, W.; Ren, Z. Evolution of the microstructure and solute distribution of Sn-10wt% Bi alloys during electromagnetic field-assisted directional solidification. Journal of materials science & technology 2019, 35, 568–577. [Google Scholar] [CrossRef]
- Li, H.; Peng, L.; Meng, B.; Xu, Z.; Wang, L.; Ngaile, G.; Fu, M. Energy field assisted metal forming: Current status, challenges and prospects. International Journal of Machine Tools and Manufacture 2023, 104075. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Wu, C. HF pulse effect on microstructure and properties of AC TIG butt-welded joint of 6061Al alloy. Journal of Manufacturing Processes 2020, 56, 878–886. [Google Scholar] [CrossRef]
- Birinci, S.; Basit, S.; Maraşlı, N. Influences of Directions and Magnitudes of Static Electrical Field on Microstructure and Mechanical Properties for Al–Si Eutectic Alloy. Journal of Materials Engineering and Performance 2022, 31, 5070–5079. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.; Pan, D.; Xu, X.; Chong, X.; Yin, P. Multiple precipitates and weakened PLC effect in the electro-pulsing treated Al-Mg-Si alloy. Materials Letters 2020, 261, 127089. [Google Scholar] [CrossRef]
- Edry, I.; Shoihet, A.; Hayun, S. On the effects of electric current intensity and pulse frequency on the solidified structure of pure aluminum subjected to pulse magneto-oscillation treatment. Journal of Materials Processing Technology 2021, 288, 116844. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Y.; He, Y.-Z. Synthesis and characterization of FeCoNiCrCu high-entropy alloy coating by laser cladding. Materials & Design 2011, 32, 1910–1915. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Y.; He, Y.; Jiao, H. Microstructure and properties of 6FeNiCoSiCrAlTi high-entropy alloy coating prepared by laser cladding. Applied Surface Science 2011, 257, 2259–2263. [Google Scholar] [CrossRef]
- Kato, K. Wear in relation to friction—A review. wear 2000, 241, 151–157. [Google Scholar] [CrossRef]
- Kraus, M.; Lenzen, M.; Merklein, M. Contact pressure-dependent friction characterization by using a single sheet metal compression test. Wear 2021, 476, 203679. [Google Scholar] [CrossRef]
Figure 1.
Diagram of experimental device.
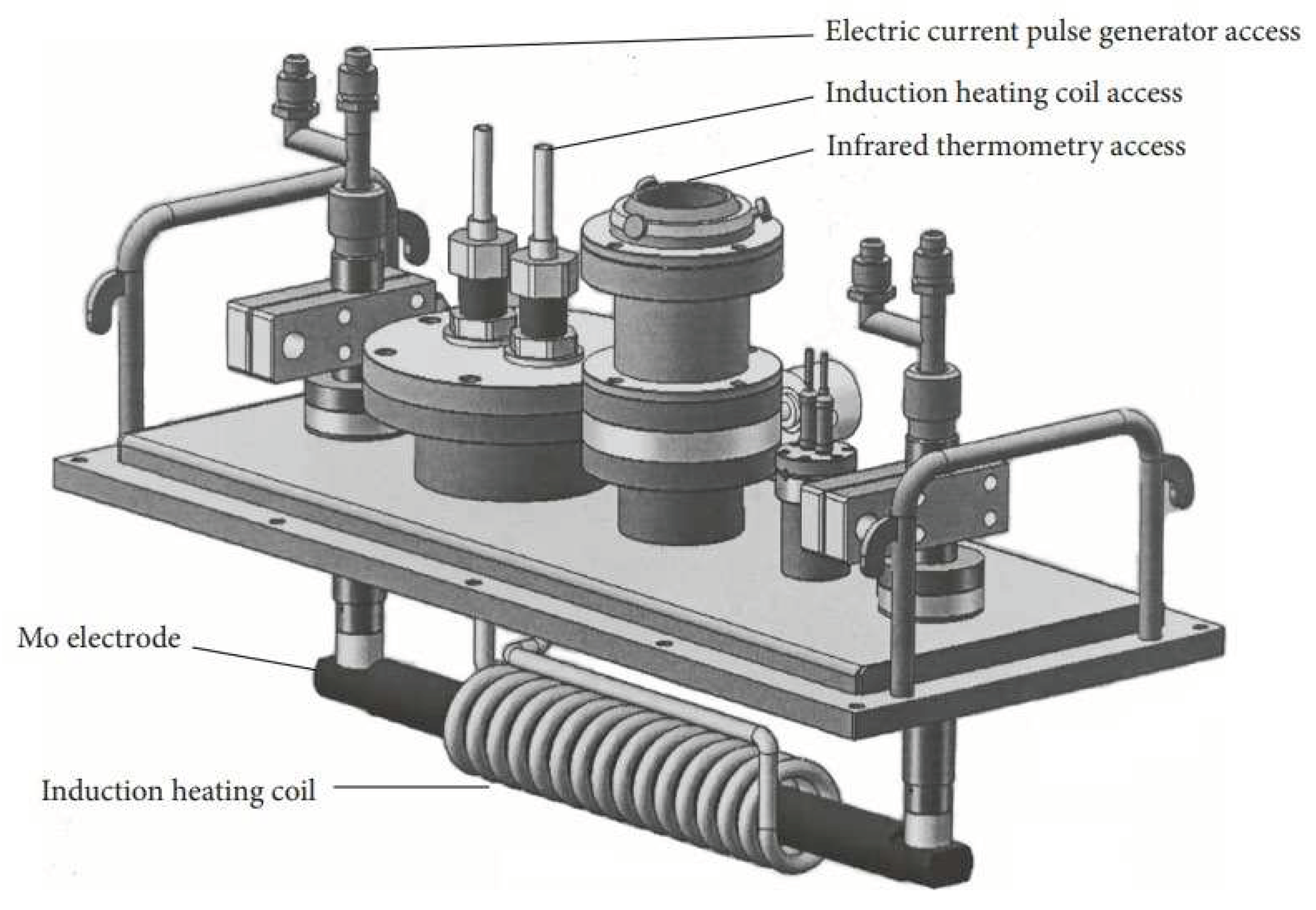
Figure 2.
Size diagram of electrode crucible.
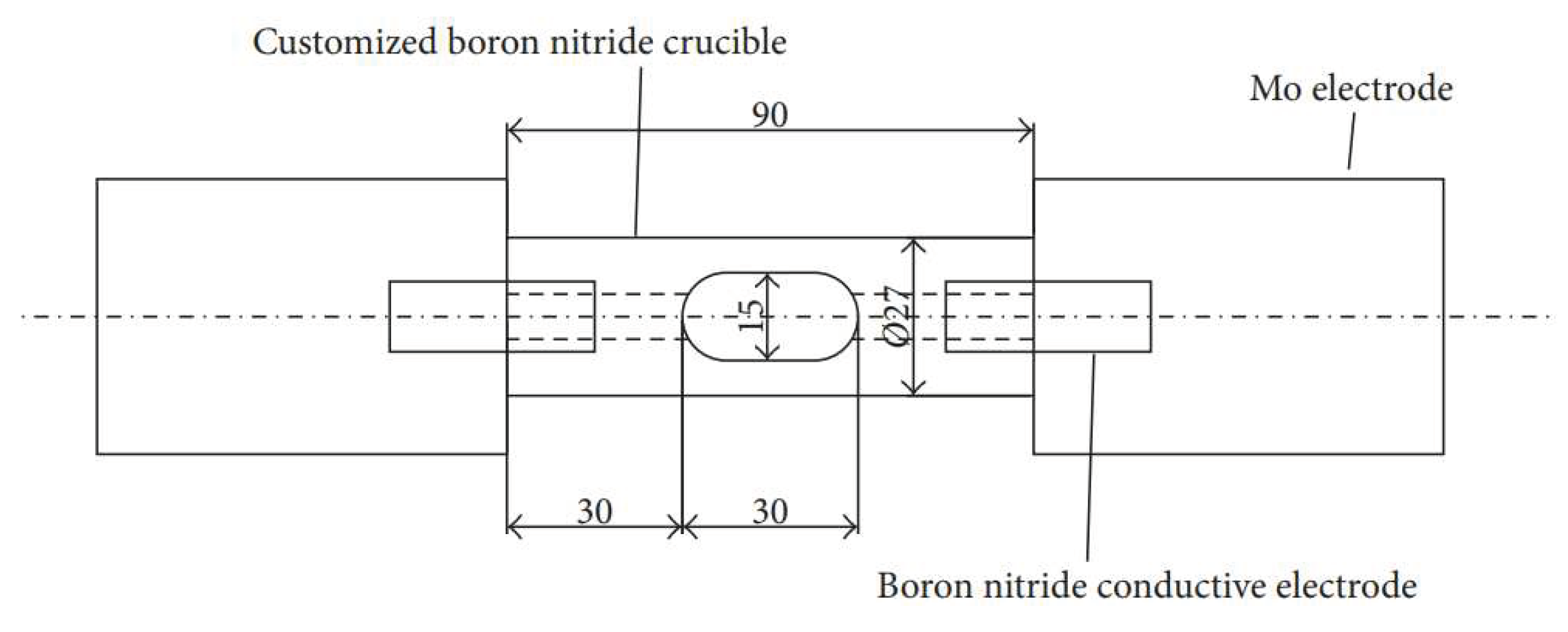
Figure 3.
Macroscopic microstructure of hypoeutectic Al-9Si alloy samples (a) Untreated; (b) Application of high-frequency pulse.
Figure 3.
Macroscopic microstructure of hypoeutectic Al-9Si alloy samples (a) Untreated; (b) Application of high-frequency pulse.
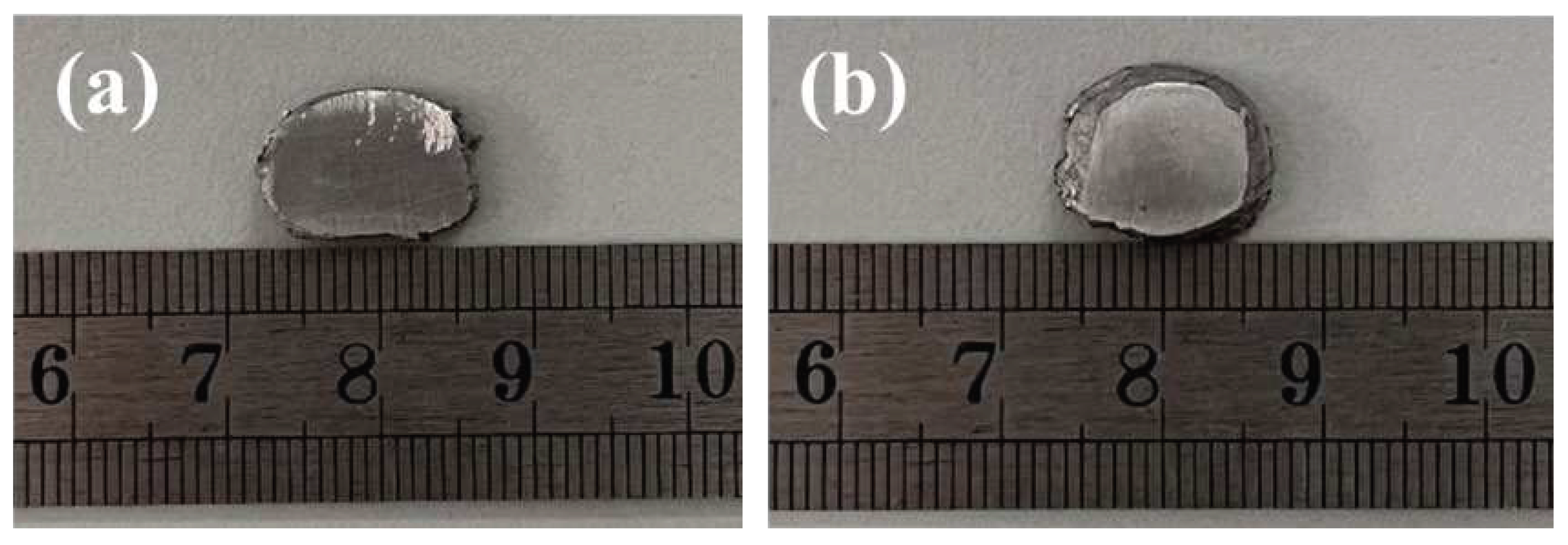
Figure 4.
XRD results (a) phase; (b) phase content.
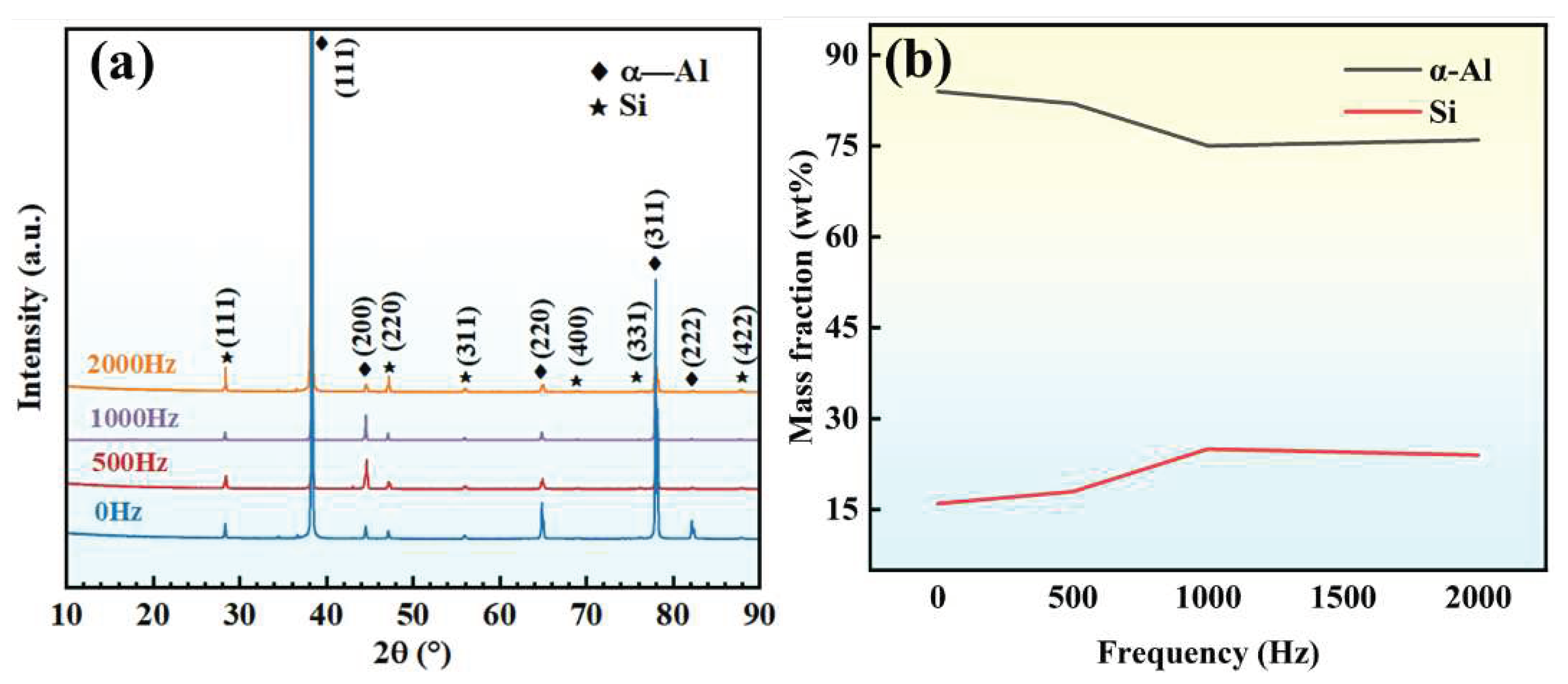
Figure 5.
Microstructure of hypoeutectic Al-9Si alloy after application of different frequencies (a) 0Hz; (b) 500Hz; (c) 1 000Hz; (d) 2 000Hz.
Figure 5.
Microstructure of hypoeutectic Al-9Si alloy after application of different frequencies (a) 0Hz; (b) 500Hz; (c) 1 000Hz; (d) 2 000Hz.
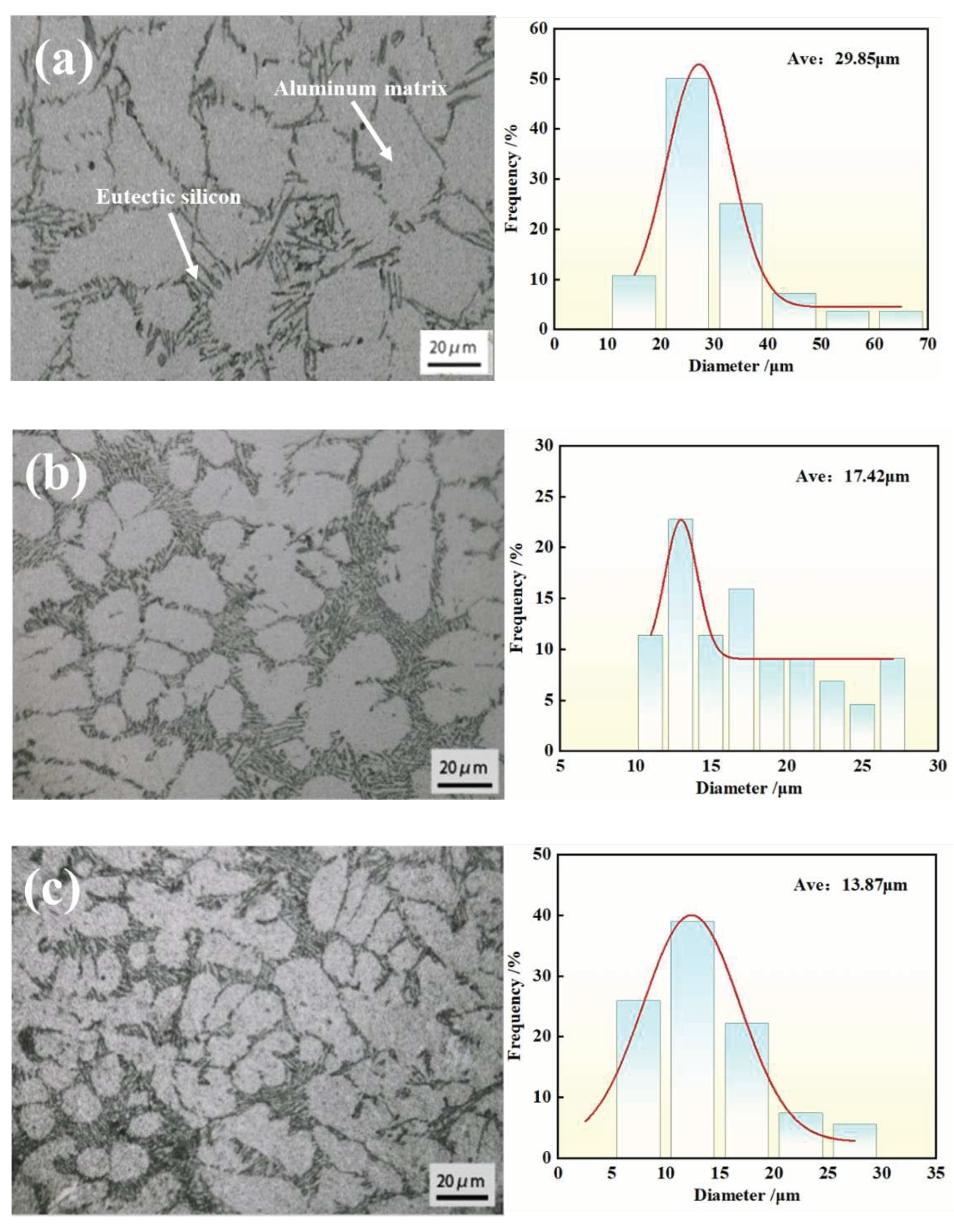
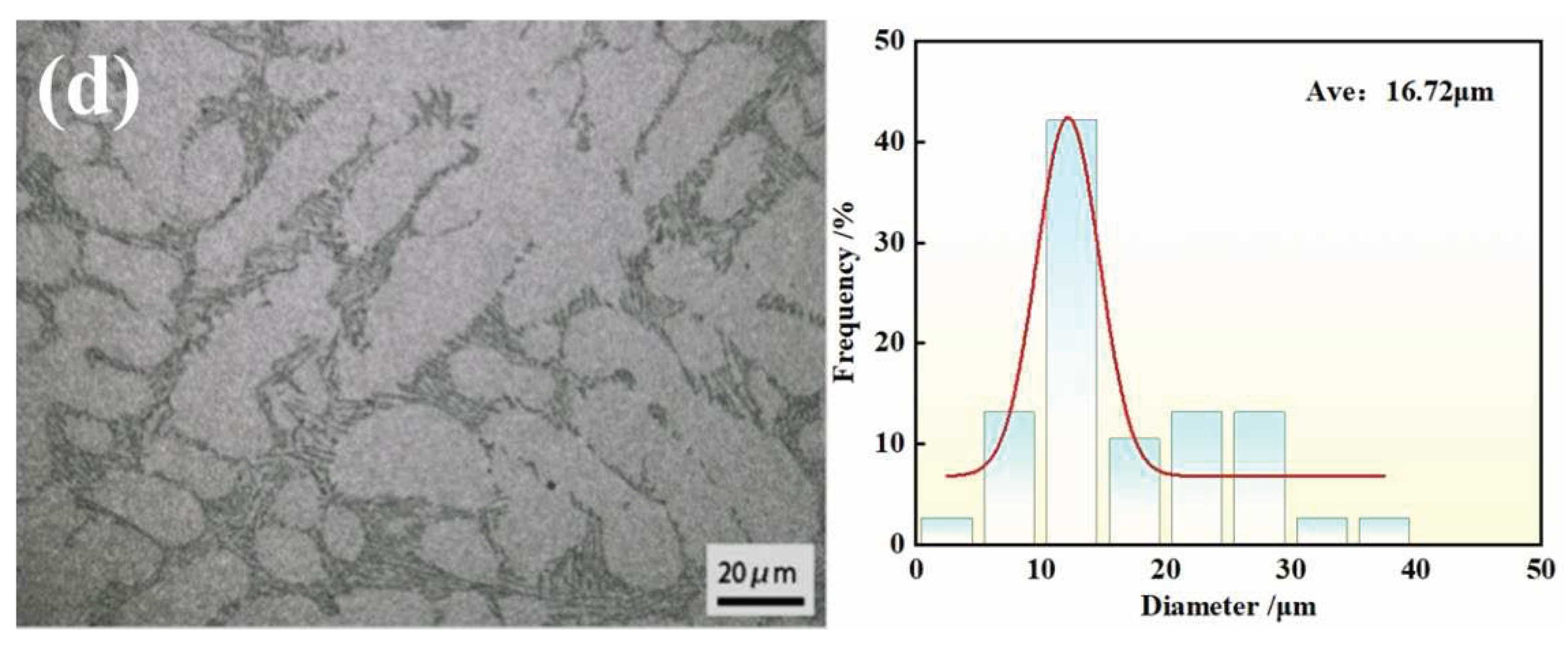
Figure 6.
SEM images of solidification microstructure of hypoeutectic Al-9Si alloy after application of different frequencies (a) 0Hz; (b) 500Hz; (c) 1 000Hz; (d) 2 000Hz.
Figure 6.
SEM images of solidification microstructure of hypoeutectic Al-9Si alloy after application of different frequencies (a) 0Hz; (b) 500Hz; (c) 1 000Hz; (d) 2 000Hz.
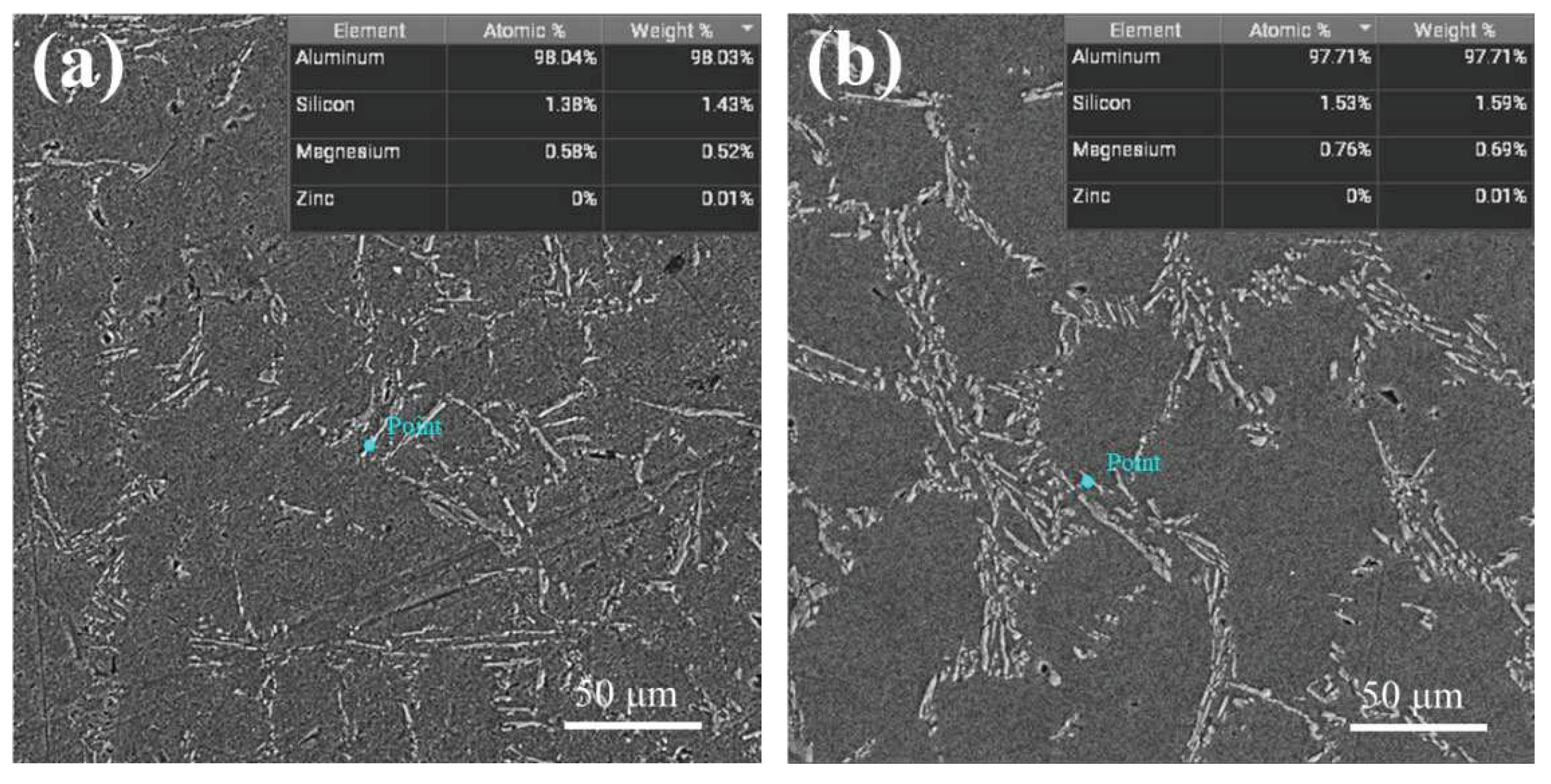
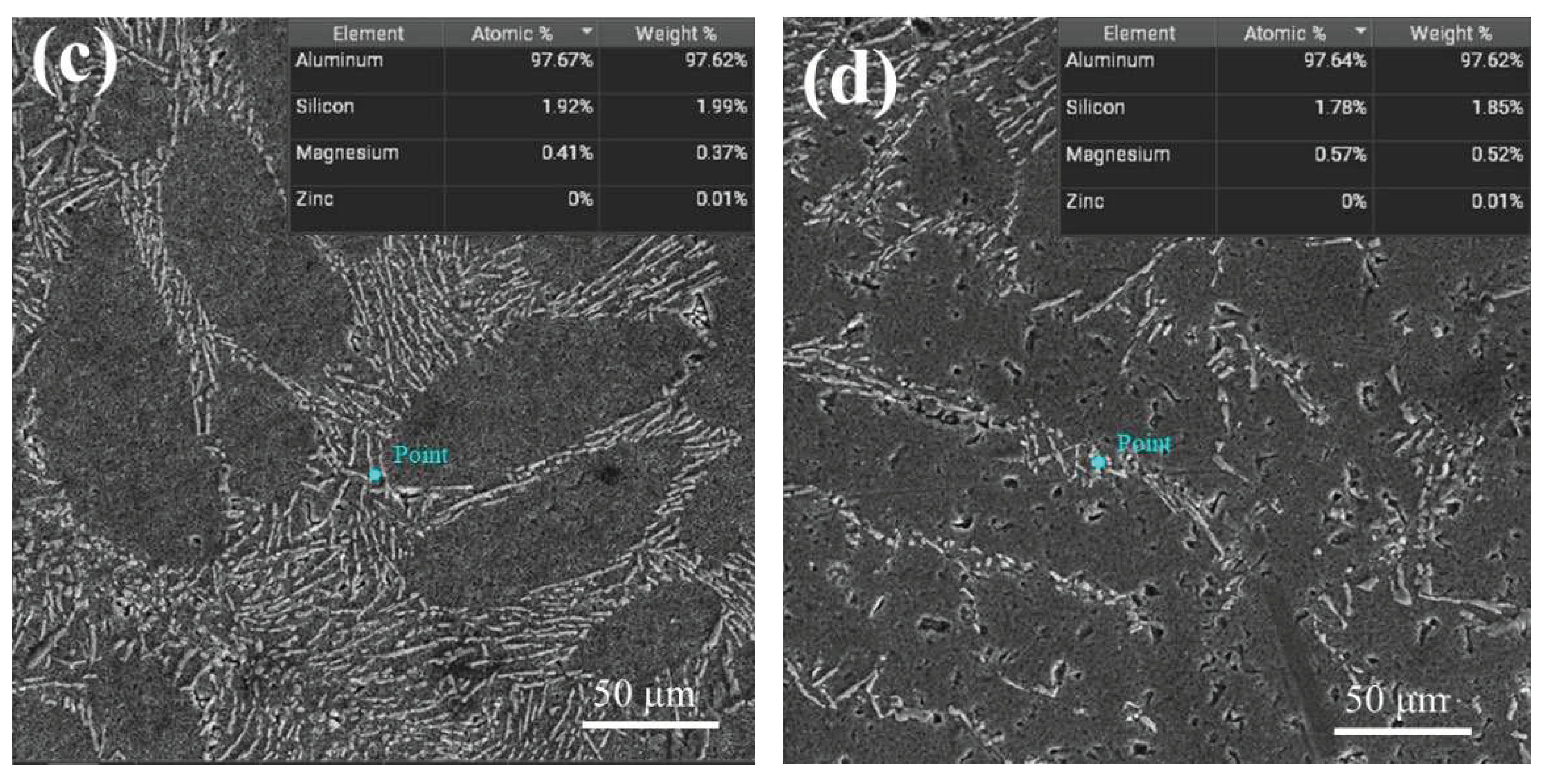
Figure 7.
Changes of Vickers hardness of samples with different pulse frequencies.
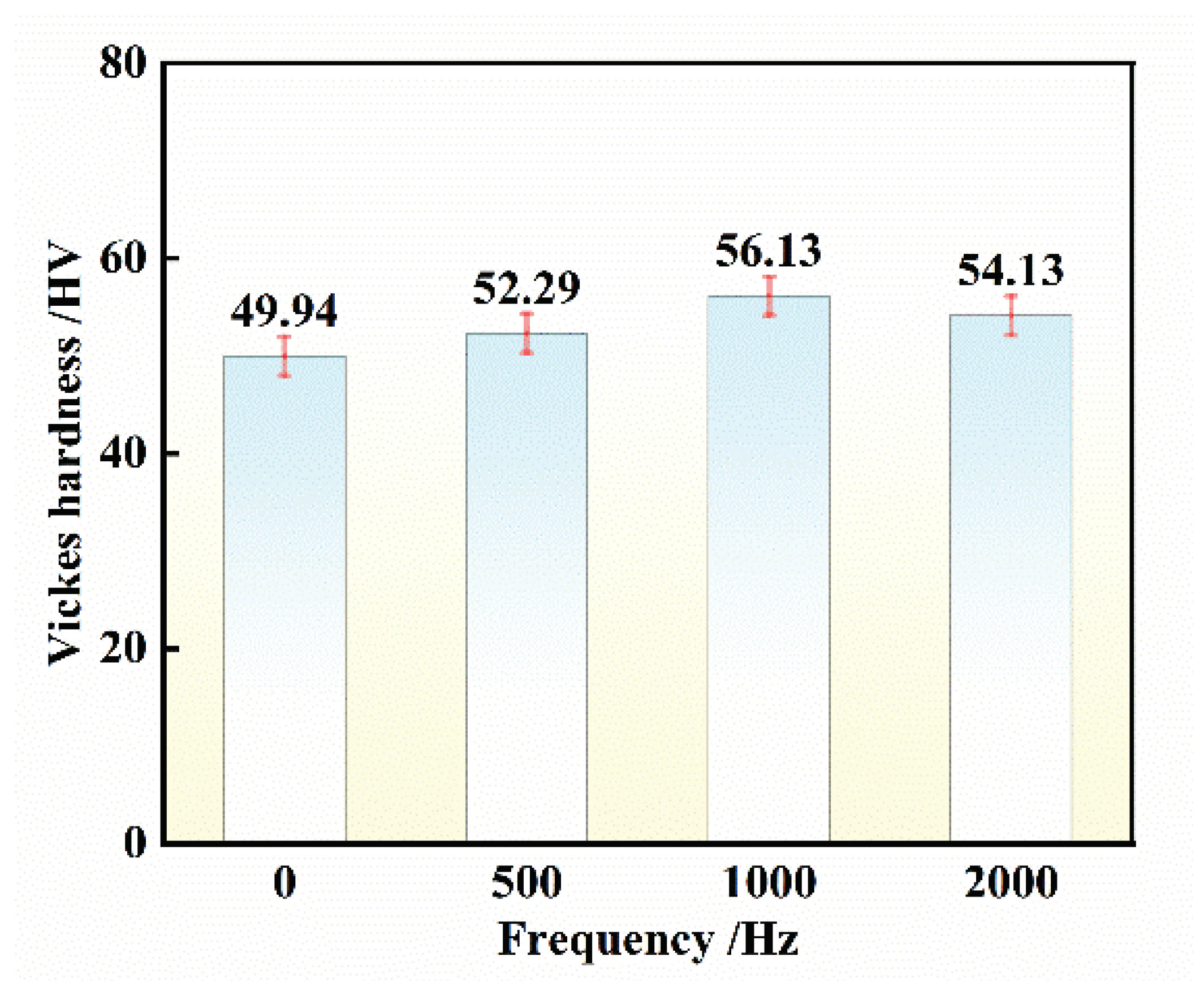
Figure 8.
SEM morphology of wear surface under different frequency pulse conditions (a) 0Hz; (b) 500Hz; (c) 1 000Hz; (d) 2 000Hz.
Figure 8.
SEM morphology of wear surface under different frequency pulse conditions (a) 0Hz; (b) 500Hz; (c) 1 000Hz; (d) 2 000Hz.
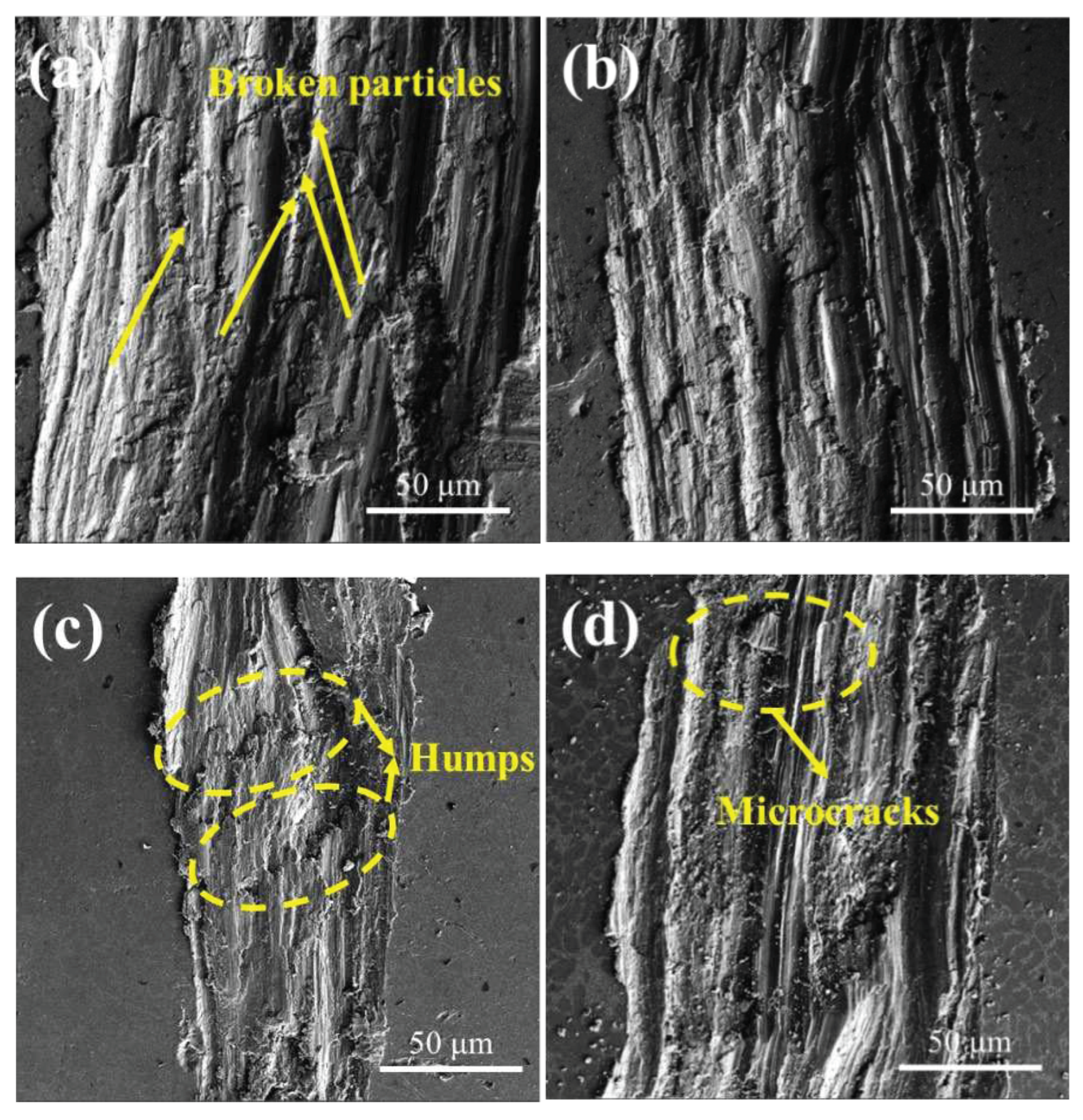
Figure 9.
Friction and wear curves (a) Friction coefficient of samples with different frequencies; (b) Average friction coefficient curve.
Figure 9.
Friction and wear curves (a) Friction coefficient of samples with different frequencies; (b) Average friction coefficient curve.
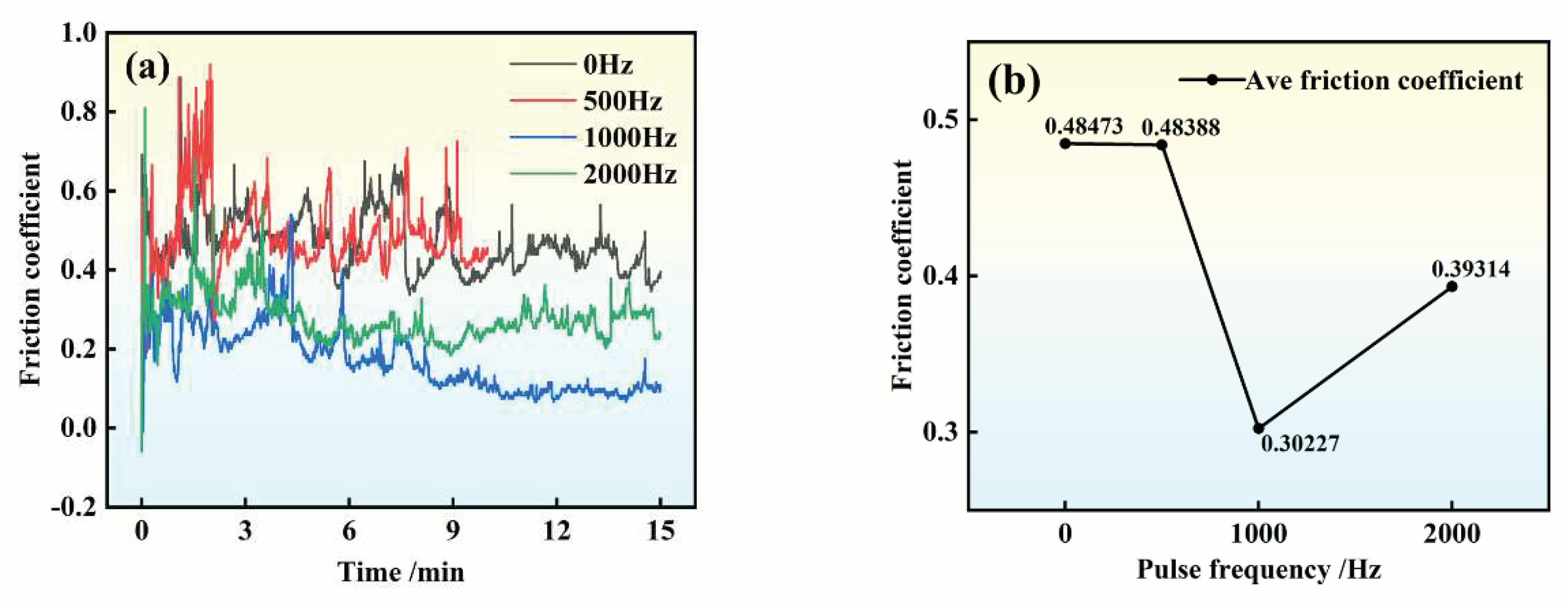
Figure 10.
Wear track profiles of samples with different pulse frequencies.
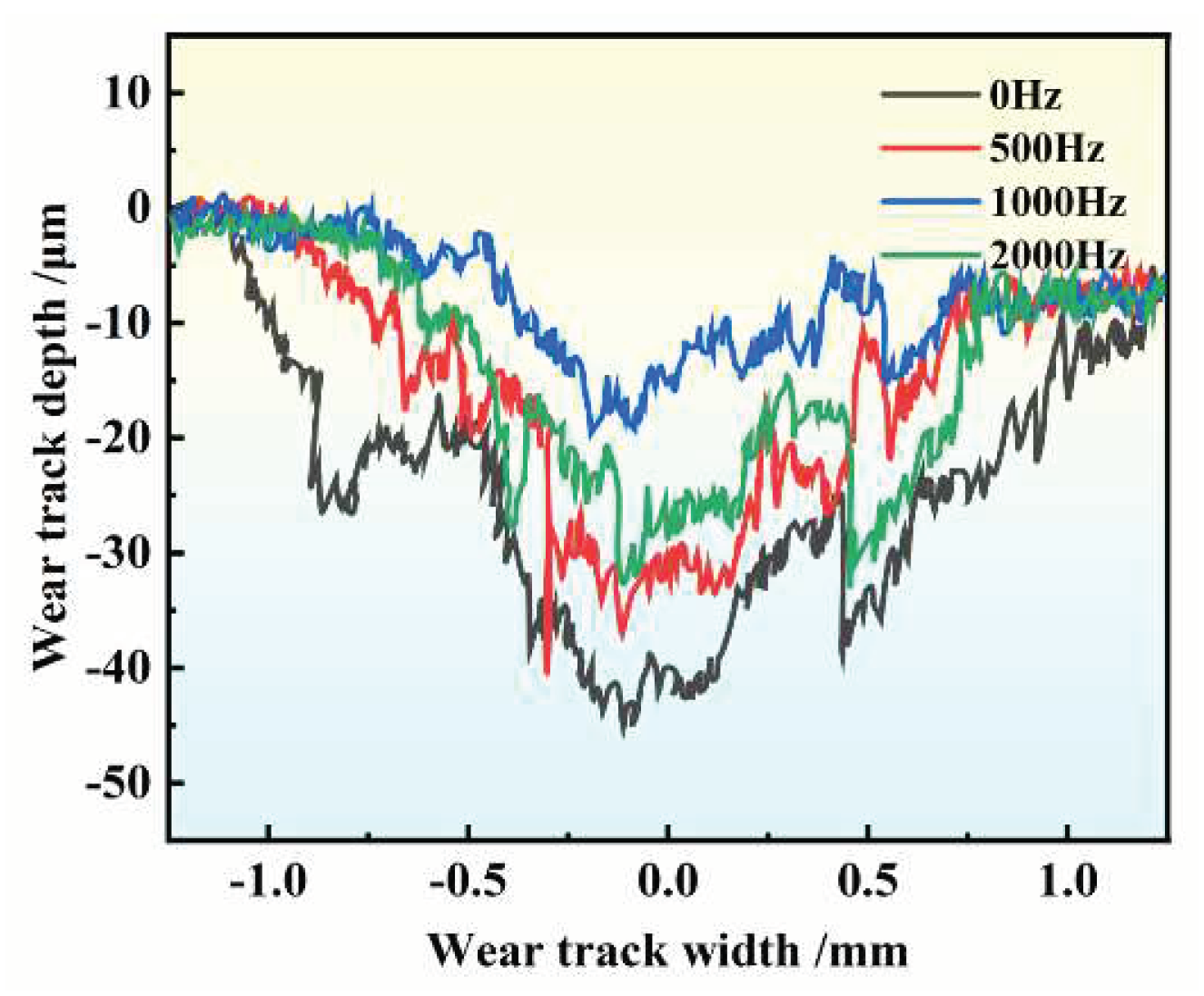

Table 1.
Hypoeutectic Al-Si alloy element content percentage (wt.%).
| Element | Al | Zn | Cu | Mg | Others |
|---|---|---|---|---|---|
| Content | 89.481 | 0.611 | 0.387 | 0.156 | 0.241 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



