
Submitted:
20 December 2023
Posted:
21 December 2023
You are already at the latest version
Abstract
The present study focuses on the development and optimization of a highly efficient unique hybrid technique — membrane-assisted gas absorption (MAGA) in designing the separation unit, which provides the improvement in mass-transfer of a target component during the natural gas processing in terms of sweetening stage. A novel design of membrane-assisted gas absorption cell is used to enhance the ratio between absorbent amount and membrane surface available for permeation. The performance tests were implemented on example of two gas mixtures separation: one is model ternary gas mixture and the second is quasi real natural gas, which includes number of hydrocarbons, nitrogen, acid impurities and xenon. For both cases, the MAGA unit demonstrated high acid gases removal efficiency, and high recovery of hydrocarbons. The ultimate efficiency of studied system was up to 96 and 61 % of removed acid gases with hydrocarbons losses up to 1 % at highest productivity. In this way, the residual sum of acid gases content may be lowered to 1 vol.% using the heat-free hybrid membrane-assisted gas absorption unit maintaining suitable recovery rate of methane, ethane, propane and n-butane. Nevertheless, the overall efficiency of the process may be enhanced using the specific absorption agents with aqueous amino alcohol solutions.
Keywords:
membrane-assisted gas absorption
; natural gas processing
; sweetening
; gas separation
; hollow fibers
Introduction
The development and sustenance of civilisation is directly linked to the process of energy generation. In view of the increasingly severe environmental situation, technologies related to waste-free or low-waste methods of energy production play a significant role [1,2,3,4]. Among the most environmentally friendly organic energy carriers is natural gas [5,6,7]. However, due to the geological conditions in which natural gas deposits are formed, acid gases are also extracted along with hydrocarbons. In addition to reducing the energy efficiency of fuel, acid gases also create additional risks [8,9,10,11]. First of all, they are associated with corrosion of gas transmission equipment. Secondly, acid gases themselves and their combustion products are environmentally hazardous compounds.
The process of natural gas sweetening is an important step in the technological route of natural gas processing [12,13]. State-of-the-art method of natural gas sweetening is sorption of acid gases with amino-alcohol aqueous solutions [14,15,16]. Despite the widespread use of this method and many years of technology development, it has a number of critical disadvantages [17,18,19]. Among the main disadvantages are high capital and operating costs, problematic regeneration of sorbents, low reliability of apparatuses, relatively high complexity of operation and maintenance, large footprint, the necessity of preliminary deep purification of gas, and significant environmental damage from the process of operation. Additionally, it is also worth noting that amine purification plants are economically efficient only for very large production facilities.
An alternative to amine treatment is the use of membrane gas separation technology. Membrane methods of gas separation are devoid of many disadvantages of sorption by amino alcohols [20,21,22,23,24,25,26,27,28]. However, a significant limitation of the membrane method is the inability to provide high selectivity while maintaining high process throughput, which is due to the interrelation of these parameters. There are two key approaches to improve membrane separation methods [29,30,31]. The first is to look for new promising materials [32], but this approach still has to balance selectivity and throughput. The other approach is to look for new engineering solutions.
A group of authors proposed a novel technique – membrane-assisted gas absorption (MAGA). MAGA is a pressure-controlled hybrid process. Within its framework, the separation takes place continuously - the gases are absorbed by a liquid absorbent applied to the membrane. After absorption into the liquid - the gases permeate through the membrane. The separation of gas mixtures takes place without phase transitions, in a single stage and without the need to maintain elevated temperatures. Compared to conventional gas separation, the use of liquid absorbent allows to increase the selectivity of the system. An important and significant feature of the method is the self-regeneration of the absorbent, occurring naturally in the course of gas desorption and its penetration into the submembrane space. In accordance with the above, the most significant influence on the process is the choice of membrane and liquid absorbent materials. This imposes some limitations on the possibility of their selection - it is necessary to take into account the mass transfer rate.
Initially, a group of authors proposed the application of the MAGA method for the removal of acid gases from ammonia, and the method itself was based on the use of plane membranes [33,34,35]. Further works presented the application of hollow fiber membranes for similar purposes [36,37]. In the present work, the application of a similar system (with a different polymer as a membrane material and a different sorbent) for the removal of acid gases from a natural gas stream is proposed.
Materials and Methods
Materials
In correspondence to the aim of the present study - evaluation of the membrane-assisted gas absorption technique for natural gas processing, namely, removal of acid gas impurities, special gas mixtures in stainless steel cylinders were prepared. The first mixture, designed for the preliminary study, contains three components: methane, carbon dioxide and xenon in the ratio of 94.5/5.35/0.15 vol.%. The second mixture, identical in composition to natural gas, contains eight components: methane, ethane, carbon dioxide, propane, nitrogen, butane, hydrogen sulfide and xenon in the ratio: 75.677/7.41/5.396/4.534/3.013/2.469/1.389/0.113 vol.%. The gas mixtures were prepared using pure gases: nitrogen (≥99.999 vol.%), methane (≥99.99 vol.%), xenon (≥99.999 vol.%), ethane (≥99.94 vol. %), propane (≥99.98 vol.%), butane (≥99.97 vol.%), carbon dioxide (≥99.99 vol.%), hydrogen sulfide (≥99.5 vol.%) supplied by «NII KM» Ltd, «Vössen M I Y» Ltd, «Firma Horst» Ltd (Russia). A 30 wt.% aqueous solution of amino alcohol - methyldiethanolamine (MDEA) was used as a liquid absorbent in the process of acid gas capture using a membrane-assisted gas absorption unit. Methyldiethanolamine was provided by «Oka-Sintez» Ltd (Russia). Deionized water obtained with Millipore Direct-Q3 was used to prepare the solutions. Reagents were used without additional purification. Solutions were prepared using standard gravimetric method on analytical balance SHIMADZU AUW-220D.
Methods
The schematic diagram of the experimental setup is shown in Figure 1 and illustrates the membrane-assisted gas absorption unit, where the separation process is implemented in the counter-current flow mode. The inlets of the feed and helium sweep flows are located on one side of the unit, and the outlets of the retentate and permeate flows are located on the opposite side. The source and product flows, which are feed and retentate, are controlled by mass flow controllers (Bronkhorst, El-Flow Prestige FG-201CV) and pressure transmitters (Wika, S-20). The constant pressure level in the cell and product line is maintained by a back pressure regulator (Bronkhorst, EL-Press P-702CM). The pressure on the permeate side is process controlled value, and is formed by the resistance in the fibers and the flow of permeate gas. In other words, the operator does not influence the pressure value manually. The outlets of the cell, which are permeate and retentate lines, are connected to a four port two position switching valve (VICI, A4VL4MWE2) equipped with a high-speed switching accessory that allows 8 ms switch performance. It is used to alternately switch the analyte flows using a gas chromatography system. HSSA does not create pneumatic resistance in the line, which is typical for conventional valves, where the switching time exceeds 180 ms. The analyzed flow is fed into an analytical system represented by a Chromos GC-1000 gas chromatograph. There, the sample is separated in the chromatographic column under isothermal conditions and the signal change is recorded with a thermal conductivity detector. Detailed conditions for GC analysis are given in Table 1.
The experimental procedure involves feeding the gas mixture into the inlet nipple of the experimental setup through a Drastar pressure regulator that maintains a constant pressure before the mass flow controller, which ensures a precise gas flow rate of the separated mixture. The feed stream enters the MAGA unit, where impurities of acid gases are captured by a combined membrane-absorption system, and transferred to the submembrane space. Next, the separated components are captured with carrier gas fed through a pressure regulator and mass flow controller and exits the unit for further analysis. The same process is performed for the retentate, which is depleted of permeated components. The back pressure regulator installed on the retentate line maintains a constant pressure value along the entire line from the supply to itself and guarantees a constant pressure drop across the cell. The permeate and retentate streams are analyzed alternately using a gas chromatograph to determine the dynamics of steady-state establishment and separation efficiency. The experimental conditions are given in Table 2.
Schematic diagram of a membrane-absorption gas separation module
The configuration of membrane-assisted gas absorption cell for sweetening of natural gas was is shown in Figure 2. In that cell two different types of membranes are used for realization of the separation process: pervaporation hollow fiber membrane PS-50 provided by the Laboratory of Membrane Processes of the Institute of Physical and Organic Chemistry of the National Academy of Sciences of Belarus, and asymmetric hollow fiber gas separation membrane made of polysulfone provided by Hangzhou Kelin Aier Qiyuan Equipment Co. Plexiglas made of polymethylmethacrylate was used as a casing for the membrane module, allowing visual control of the process.
An important design solution for the applied MAGA unit is the use of two types of hollow fibres simultaneously. In the ends of the cylindrical casing of the module, using an epoxy resin, fixation and sealing of polymeric pervaporisation fibres, which is used to ensure contact of two phases (separated gas mixture and liquid absorbent), is implemented. In this unit configuration, the gas separating polysulfone fibres are placed inside the PS-50 pervaporisation membrane. The gas separating hollow fibres are used to remove desorbed gases from the absorbent. Gas separating hollow fibres are not fixed and sealed in the end parts of the module casing, as in the case of the first-port fibre. They are fixed at the ends of specially made fittings (tees) located at the ends of the cylindrical module casing. This module arrangement ensures that there is a gap between the two fibres used. At the same time, the ingress of liquid into the polysulfone fibres is also prevented. The cylindrical containers located on the tees serve for filling with liquid absorbent. These containers themselves are arranged to allow the liquid to flow into the gap between the two types of fibres described above. Through one of the fibres the feed stream is brought into contact with the liquid absorbent, and through the other the absorbed component is removed. Two connections are fixed on the outer surface of the device, one for the input of the feed stream and one for the output of the retentate.
The separation process is realised as in the following procedure. Through one of the nipples attached to the outer surface of the shell of the MAGA module, a flow of separable gas mixture is introduced, which fills the inner volume of the shell and comes into contact with the liquid absorbent through the PS-50 fiber. Then the gases which have been dissolved in the absorbent are dissolved under the pressure gradient and moved through the polysulfon hollow fiber to form a flow enriched with highly soluble gases. Gases that are low soluble in the absorbent used are removed from the module by a membrane through a fitting mounted on the opposite side of the housing as the retentate stream. The low pressure cavity of the described module is a flow-through volume and provides mass exchange between the two circuits of gas mixture recirculation in the natural gas processing.
Determination of gas transport characteristics of the membrane
One of the main objectives of this study is to determine a suitable membrane considering its mass transfer properties (permeance, selectivity) and stability in the presence of plasticizing components such as carbon dioxide and hydrogen sulfide. The key requirement for the membrane is high permeance, as the high selectivity is provided by the liquid absorbent.
This study considers a new membrane-assisted gas absorption unit based on hollow fibers. Unfortunately, there is no production of hollow PVTMS [40,41] fibers in the world, so it is very important to find a membrane with characteristics close to those specified. In addition, to date, there are very few studies containing data on the permeance of such membranes to the gases, which are considered as components of studied mixture, especially for hollow fibers. In this regard and in order to accurately determine a suitable membrane, an experimental study of the gas transport properties of PSF and PEI+PI membranes was carried out.
The study of membrane materials was carried out on an experimental setup combined with a mass spectrometer. The general scheme of the unit is presented in Figure 3. The setup is equipped with three mass flow controllers (Bronkhorst FG-201CV) for supplying pure gases. These controllers can be used either individually or in gas mixing mode. The gas mixture, in turn, is obtained by real-time dynamic flow mixing. Two more controllers (Bronkhorst F201CV and Bronkhorst F201CM) are used to supply helium and argon to the experimental setup (in the case when the permeance of these gases is not the object of research). Helium is used to purge the gas distribution system of the setup between tests. Argon is used as an internal standard in the mass spectrometer. A two-position, four-port valve is used to connect the module's feed side space to the mixing chamber or helium inlet line. The other part of the module's permeate side is connected to a retentate line back pressure regulator (Bronkhorst P702CM) to maintain a constant target pressure. The permeate side space of the module is connected to a vacuum station consisting of a diaphragm and turbomolecular vacuum pump (Pfeiffer Hi-Cube ECO 300). These pumps ensure the discharge of gases from the permeate side. The vacuum level on the permeate side is measured with a pressure transmitter (Pfeiffer MPT200). A solenoid-operated diaphragm valve installed between the cell and the vacuum station (Pfeiffer DVC 025 PX) is used to shut down the vacuum equipment in case of pressure surges resulting from damage to the membrane samples. The vacuum system is then connected to the mass spectrometer chamber (Pfeiffer PrismaPro QMG 250 M2), where the vacuum is provided by a second station (Pfeiffer Hi-Cube 80 Eco) and its level is determined by a second pressure transmitter of the same model.
Before the experiments, the measuring cell is purged with helium (at a volume flow rate of 50 - 150 cm3 min-1). The mixing chamber is filled with individual gas or multiple gases (total volume flow rate - up to 750 cm3 min-1). Argon is also supplied to the vacuum side of the gas distribution system (volume flow rate 4 cm3 min-1), unless an argon permeance study is required. Helium purging is necessary to remove air or gases remaining in the system after previous experiments. The removal process is monitored by a mass spectrometer that records the spectrum in real time with a 1 ms update delay. At the end of the purge procedure, the two-position valve is switched to the position where the mixing chamber is connected to the feed side of the module. The switching time of the valve is 8 ms. The gas pressure in the module's feed side and the gas volume flow rates are monitored using the FlowPlot software, the pressure in the module's permeate side and in the mass spectrometer chamber are monitored using the PV TurboViewer software, and the mass spectra are monitored using the PV MassSpec software. Thus, all experimental data are collected to determine the gas transport characteristics of the membrane.
Permeance Q is calculated by the formula:
where Ji is the volumetric flow rate of component i in the permeate, cm3 min–1; Δp is a difference in partial gas pressures across the membrane, cmHg; and A is the membrane area, cm2.
Selectivity is calculated by the formula:
where QA and QB are the values of permeance of gases A and B, cm3 cm–2 s–1 cmHg–1. The software of the mass spectrometer allows transformation of the signal of each component into the value of its partial pressure. Thus, the permeate volumetric flow rate may be estimated by the formula:
where JAr is the volumetric flow rate of argon, cm3 min–1; pi is the partial pressure of component i in the permeate, cmHg; and pAr is the partial pressure of argon in the permeate, cmHg. The error does not exceed ±2.2 % of the measured value.
Results and discussion
Determination of membrane permeance
According to the results of the study for hollow fiber membranes PSF and PEI + PI the permeance values for a number of gases included in the considered gas mixtures were determined and the results are shown in Table 3, Table 4, Table 5 and Table 6. It was determined that the polysulfone hollow fiber has higher permeance values for all the considered gases. Thus, for the polysulfone membrane, the permeance decreases in the series CO2 > H2S > C4H10 > CH4 > C2H6 > N2 > C3H8 > Xe and are 322.1, 244.3, 37.2, 30, 22.9, 22.3, 16.9 and 11.2 GPU, respectively. At the same time, the PEI+PI membrane permeance values decrease in the series CO2 > H2S > CH4 > C2H6 = C3H8 = C4H10 > N2 > Xe and are 30.7, 13.6, 2.8, 2, 2, 2, 1.6 and 0.9 GPU, respectively. Thus, the permeance values of the PEI+PI membrane are lower than those of the PSF membrane by more than 90.5 %. At the same time, both membranes demonstrate comparable selectivity values.
Studying the gas transport characteristics of the components of the gas mixture, it was found that the permeance values of the PEI+PI membrane for all of the considered components practically do not change. For the PSF membrane a sharp increase in values is observed, which is most likely caused by plasticization of the membrane under the influence of carbon dioxide and hydrogen sulfide. At the same time, there is a significant decrease in selectivity of the membrane for all considered gas pairs. However, such values are retained during long-term operation of the membrane. Since the membrane permeance is the key characteristic determining the possibility of its application in the membrane-assisted gas absorption technique, polysulfone fibers are the most preferable option out of the considered ones.
Performance test of the developed membrane-assisted gas absorption unitSeparation of the model gas mixture
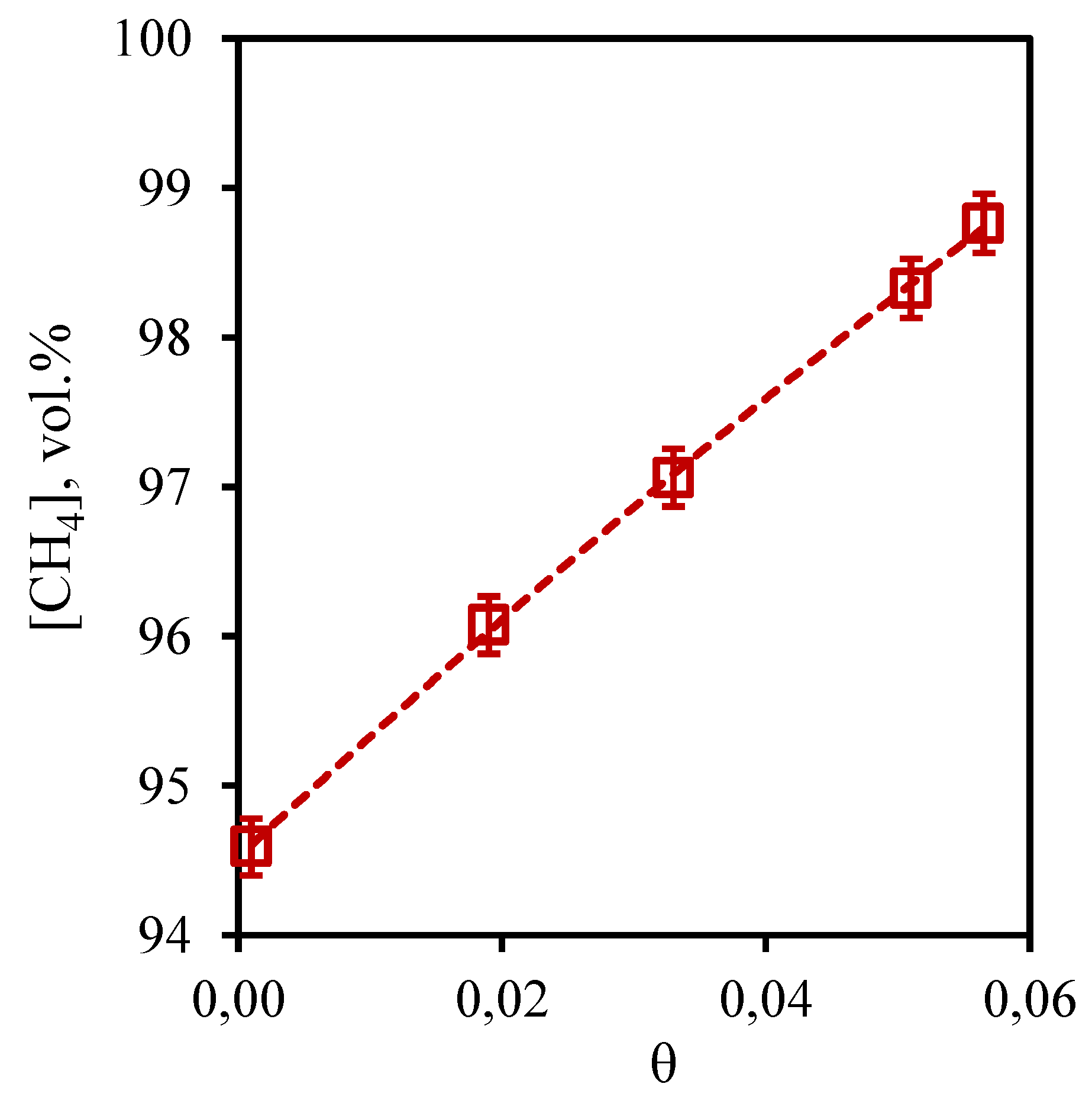
The efficiency of the proposed technique during the natural gas processing was evaluated on the example of two gas mixtures: three-component, containing methane, carbon dioxide and xenon in the ratio 94. 5/5.35/0.15 vol.% and an eight-component mixture containing methane, ethane, carbon dioxide, propane, nitrogen, butane, hydrogen sulfide and xenon at a ratio of 75.677/7.41/5.396/4.534/3.013/2.469/1.389/0.113 vol.%. A 30 wt.% aqueous solution of amino alcohol - methyldiethanolamine was used as an absorbent. The results obtained for the separation process of the three-component gas mixture are shown in Figure 4, Figure 5, Figure 6, Figure 7 and Figure 8. Figure 4, Figure 5 and Figure 6 contain data on the dependences of the content of the components of the ternary gas mixture in the retentate flow on the stage-cut. Figure 7 and Figure 8 show the dependences of methane and carbon dioxide content in the permeate flow on the stage-cut. The dependence of xenon content in the permeate flow on the stage-cut is not shown, as in the whole range of stage-cut value its content was below the detection limit of the gas chromatograph equipped with a thermal conductivity detector with increased sensitivity. This allows us to conclude that the xenon content in the permeate stream did not exceed 10 ppm.
From the presented dependence of methane concentration on the stage-cut (Figure 4) it can be seen that when the process is carried out with the minimum value of the stage-cut, no change in the composition of the separated mixture is observed. So, methane concentration in a retentate stream is 94.59 vol.% thus, that its initial concentration in a mix was equal 94.5 vol.%. However, maximum achieved concentration of this component in the retentate flow is 98.8 vol.%. It is evident from the presented dependence that the growth of stage-cut is accompanied by a significant growth of methane content in the retentate flow. Such dependence is explained by the fact that methane is a low-soluble component in the used absorption system, as well as by the fact that the membrane permeability value for this component is significantly lower than the same value for carbon dioxide. Since the stage-cut is determined by the ratio of the permeate flow rate to the feed flow rate, increasing the stage-cut means increasing the permeate flow rate (if the feed flow rate is constant). Thus, when the stage-cut increases, a more soluble component - carbon dioxide permeates the combined membrane-absorbent system, which allows to obtain more concentrated methane in the retentate flow.
Figure 4.
- Dependence of methane content in the retentate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
Figure 4.
- Dependence of methane content in the retentate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
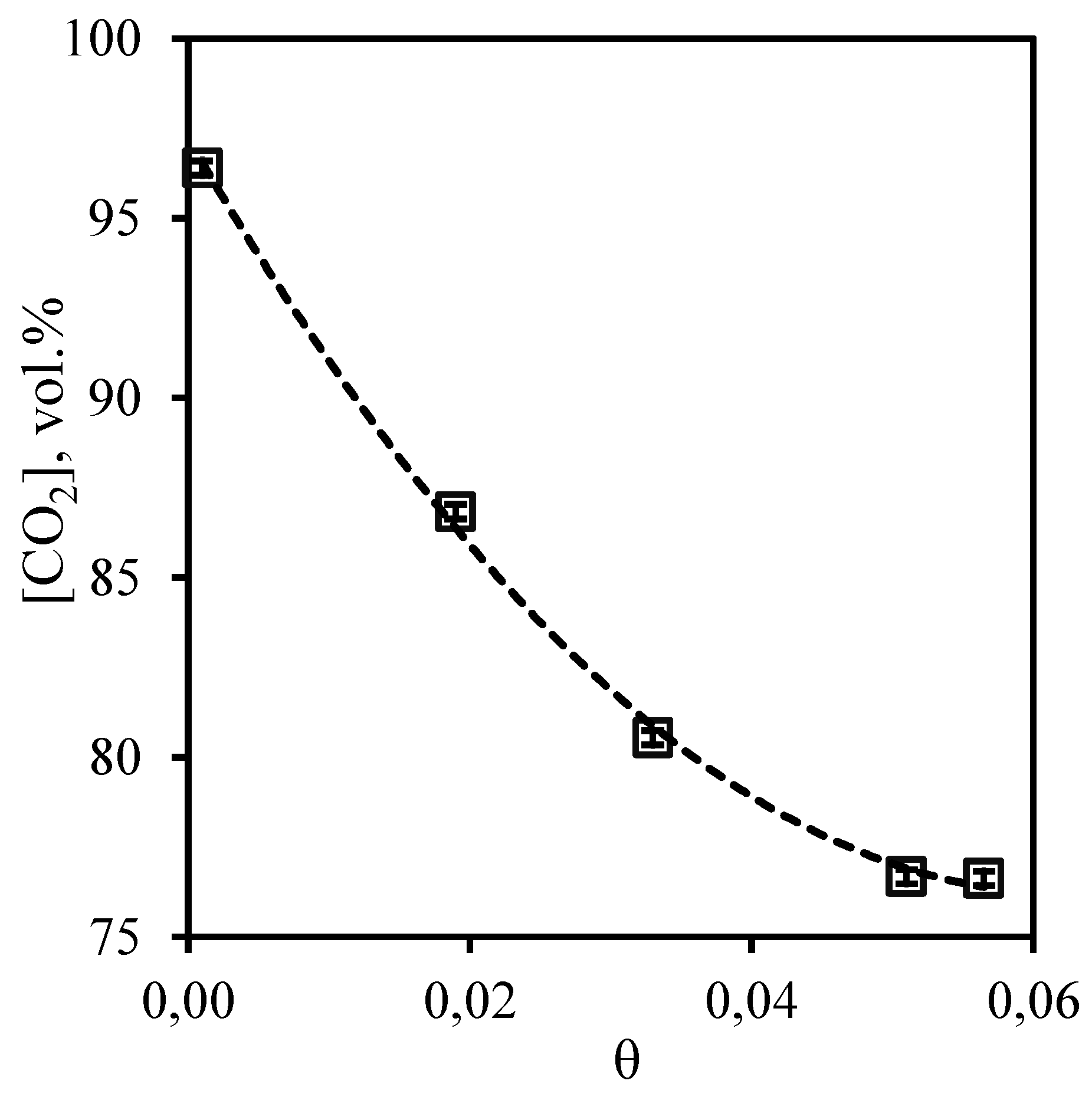
Dependence of carbon dioxide content in the retentate flow on the stage-cut, presented in Figure 5 is in good agreement with the conclusions described above. It can be seen that the growth of the stage-cut is accompanied by a sharp decrease in carbon dioxide content in the retentate stream. So, at the minimum value of the stage-cut, the concentration of carbon dioxide is equal to 5.26 vol.% at its initial content of 5.35 vol.%. Thus, carrying out the process at the maximum value of stage-cut allows to lower concentration of carbon dioxide in the retentate flow to 1.08 vol.%. Such dependence is explained by the fact that carbon dioxide is soluble in the used absorption system, and its efficient removal from the system at a higher flow rate of permeate allows to remove most of it from the separated gas mixture.
Figure 5.
- Dependence of carbon dioxide content in the retentate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
Figure 5.
- Dependence of carbon dioxide content in the retentate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
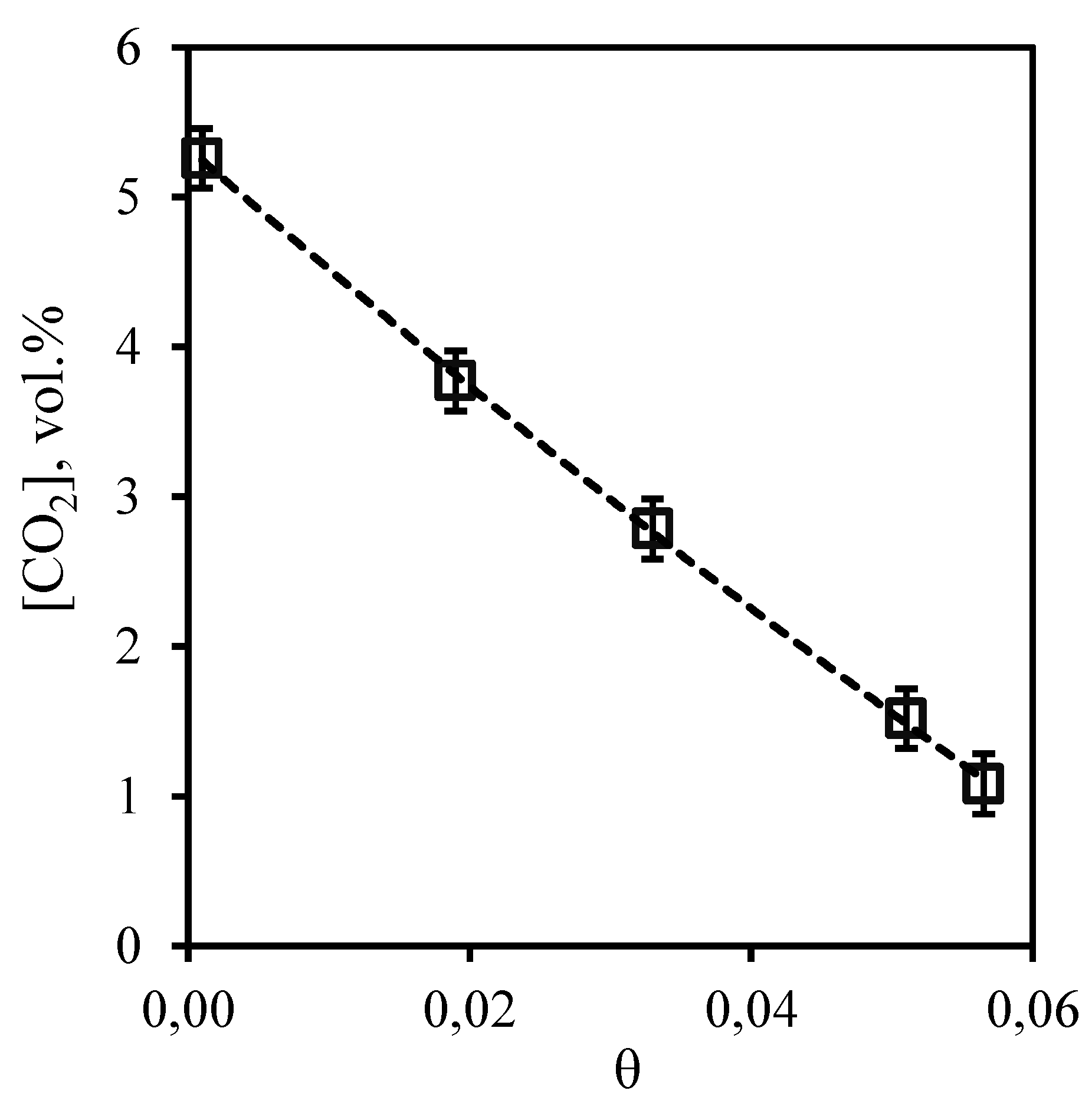
Figure 6 shows the dependence of xenon content in the retentate flow on the stage-cut. From the obtained curve describing this dependence it can be seen that the growth of the stage-cut value is accompanied by slow increase in xenon concentration in the withdrawn flow. In this case, carrying out the process at the lowest value of the stage-cut maintain the initial concentration of xenon. However, a further increase in the stage-cut practically does not affect the change in xenon concentration in the retentate flow. This dependence is explained by two factors: the ability of xenon to dissolve in water, low permeability of the membrane used and relatively large kinetic diameter of the xenon molecule. Thus, the reduction of xenon concentration in the retentate flow compared to its content in feed is most likely due to the fact that some of it is dissolved in the water contained in the liquid absorbent. At the same time, low membrane permeability to this component and large size of the molecule do not allow xenon to permeate through the combined membrane-absorbent system. This explains the fact that in the permeate stream the xenon content was below the GC detection limit. The increase in the xenon concentration observed with the increase of the stage-cut is due to the fact that the solubility limit for this component is reached in the membrane-absorber module, which, at the same time, leads to some loss of this component in the absorbent. However, the xenon is not permeated to the submembrane space, which indicates that these losses are not irreversible. Thus, regeneration of the absorbent used will allow the extraction of the dissolved xenon. This effect should be taken into account in further optimization of the proposed technique.
Figure 6.
- Dependence of xenon content in the retentate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
Figure 6.
- Dependence of xenon content in the retentate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
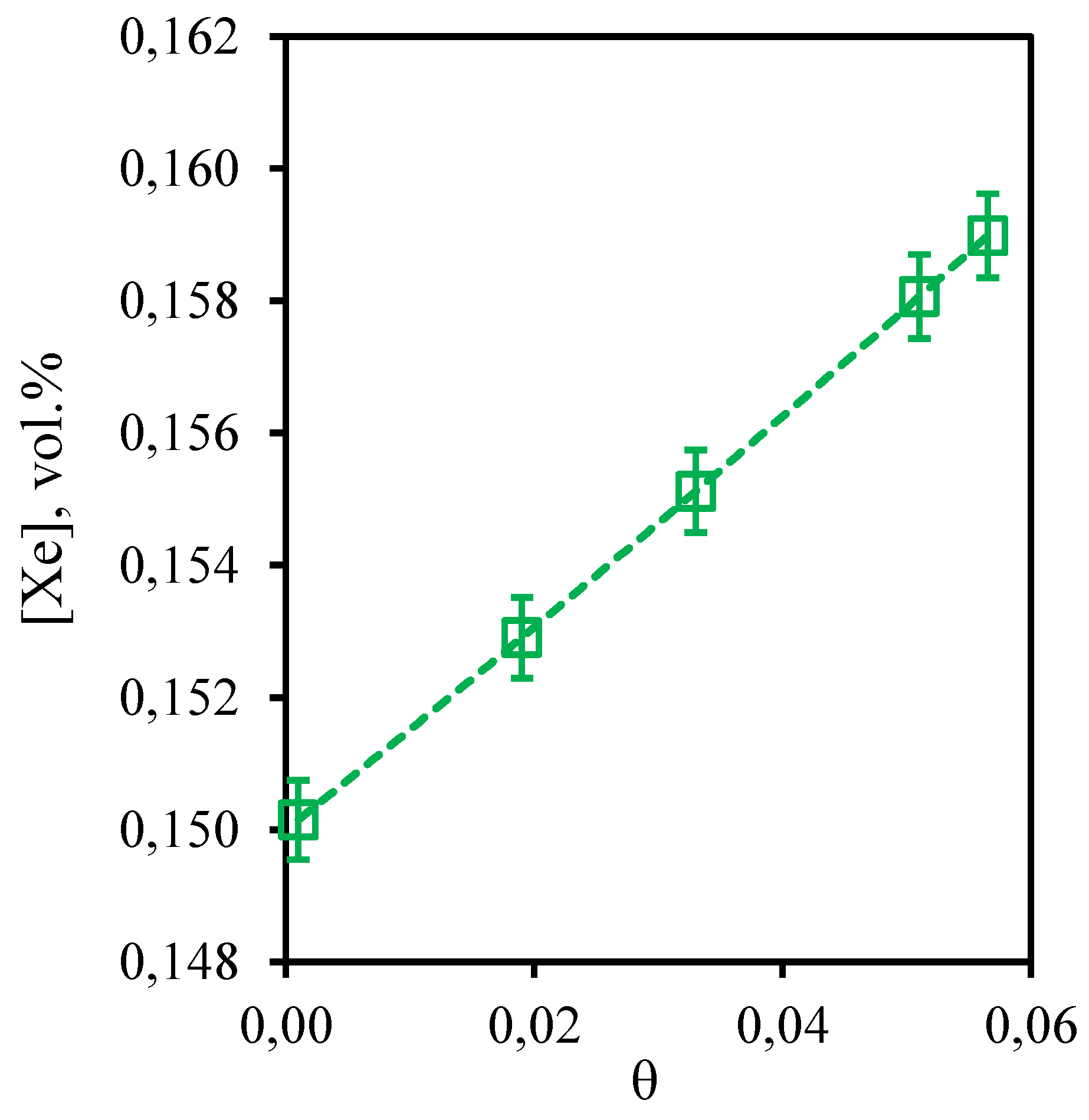
Figure 7 shows the dependence of methane concentration in the permeate flow on the stage-cut during separation of a three-component gas mixture. From the presented curve it is seen that the growth of the stage-cut is accompanied by an increase in the methane concentration in the permeate stream. So, at the lowest value of the stage-cut, the methane concentration is equal to 3.6 vol.%, and at the stage-cut value of 0.05 and 0.06, the methane content in the permeate stream is 23.32 and 23.37 vol.%, respectively. It is seen that a change in the stage-cut from 0.05 to 0.06, is not accompanied by a significant change in the concentration of methane in the permeate stream, while the change in the stage-cut from 0.02 to 0.03 causes a sharp increase in the methane content in this stream. The dependence obtained for the permeate flow agrees well with the data obtained for the retentate flow. Thus, an increase in the stage-cut and, consequently, an increase in the permeate flow rate leads to an increase in the fraction of methane permeating through the combined membrane-absorbent system. Since methane is practically insoluble in the absorbent used, its transfer through this system is most likely caused by diffusion processes. Such an effect requires an additional study aimed at determining the diffusion coefficients of the gases included in the mixtures.
Figure 7.
- Dependence of methane content in the permeate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
Figure 7.
- Dependence of methane content in the permeate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
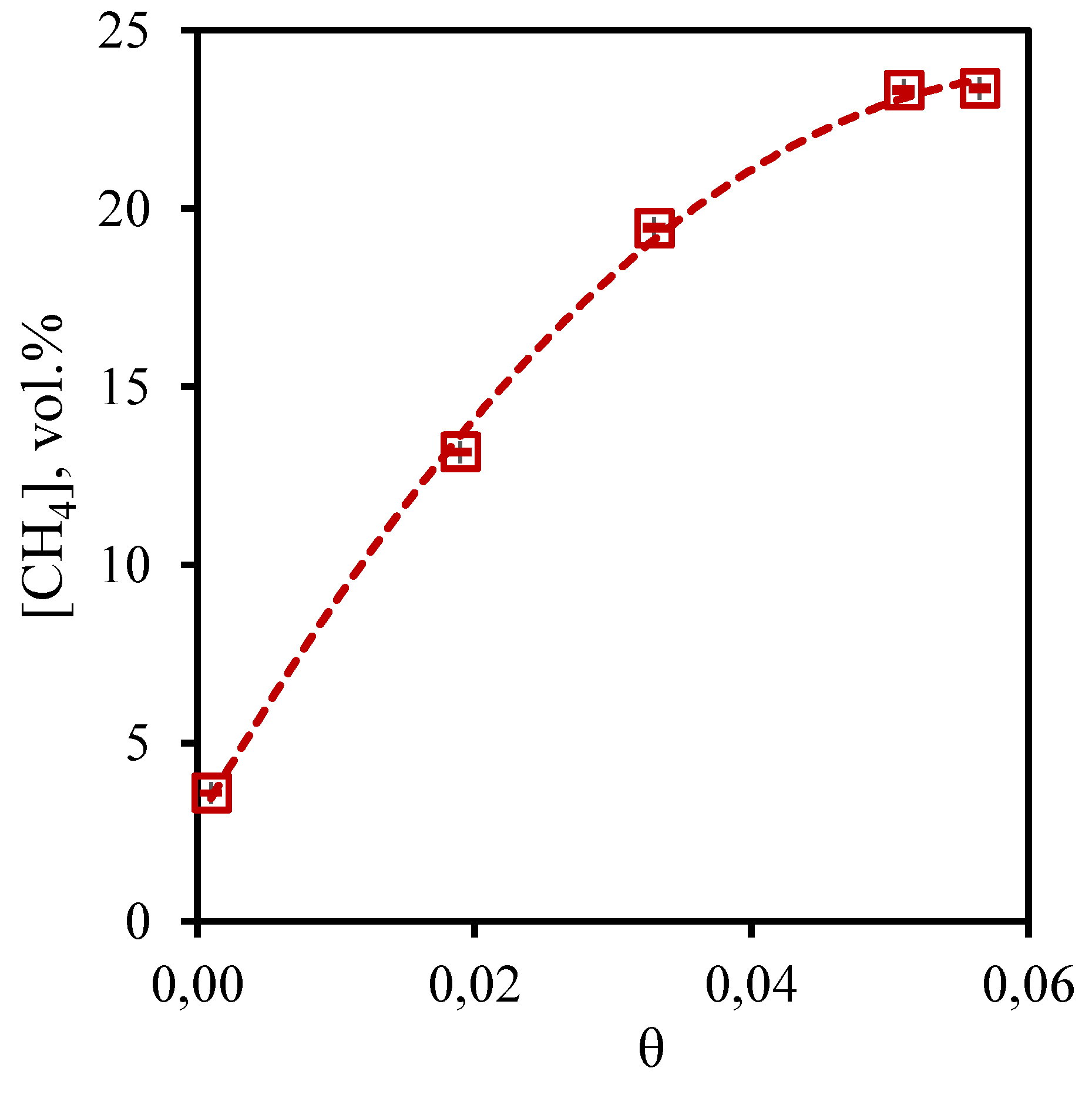
Figure 8 illustrates the dependence of carbon dioxide content in the permeate flow on the stage-cut, at which the separation process in membrane-assisted gas absorption unit is realized. From the curve shown in the figure is seen that increase of the stage-cut in the whole observed range is accompanied by change of a content of carbon dioxide from 96.4 to 76.6 vol.%. At the same time, the concentration of carbon dioxide does not fall below 76.6 vol.%, which allows to make a conclusion about high efficiency of the proposed technique, because the conventional membrane gas separation rarely allows to obtain a carbon dioxide concentrate of more than 50 - 65 vol.% in one stage even when using a highly selective membrane [42].
Figure 8.
- Dependence of carbon dioxide content in the permeate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
Figure 8.
- Dependence of carbon dioxide content in the permeate flow on the stage-cut during the separation of a three-component gas mixture using a membrane-assisted gas absorption unit.
As a result of the cumulative analysis of the obtained results on the example of separation of a three-component gas mixture, it may be concluded that the proposed technique is promising for the task of removing acid gases from the natural gas flow. Thus, the maximum purity of methane, withdrawn in the form of retentate flow is 98.8 vol.%, at its same content in the permeate flow at a level ~ 24 vol.%. To reduce methane losses in the permeate stream, optimization of the process is required, aimed at selection of the most effective absorbent solution. Its selective adsorption will reduce the transfer of methane into the submembrane space.
Separation of quasi-real mixture
For more detailed and approbation of the proposed technique, a similar study for an eight-component gas mixture containing methane, ethane, carbon dioxide, propane, nitrogen, butane, hydrogen sulfide and xenon in the ratio: 75.677/7.41/5.396/4.534/3.013/2.469/1.389/0.113 mol% was conducted. The results obtained for the separation process of the eight-component gas mixture are shown in Figure 9, Figure 10, Figure 11, Figure 12, Figure 13, Figure 14, Figure 15, Figure 16, Figure 17, Figure 18, Figure 19, Figure 20, Figure 21, Figure 22 and Figure 23, Figure 9, Figure 10, Figure 11, Figure 12, Figure 13, Figure 14, Figure 15 and Figure 16 contain data on the dependences of the components content of the eight-component gas mixture in the retentate flow on the stage-cut, and in Figure 17 and Figure 23 dependences of the methane, ethane, propane, n-butane, nitrogen, carbon dioxide and hydrogen sulfide content in the permeate flow on the stage-cut are presented. Also, as in the previous case, the dependence of xenon content in the permeate flow on the stage-cut is not presented, because in the whole considered range of the stage-cut its content was below the detection limit of the gas chromatograph, equipped with a thermal conductivity detector with increased sensitivity, which allows us to conclude that the xenon content in the permeate flow did not exceed 10 ppm.
In Figure 9 the dependence of methane concentration in the retentate flow on the stage-cut is presented. From the presented curve it is visible that change of methane content is in a range from 79.1 to 80.4 vol.% that speaks about insignificant change of this value from the stage-cut at which process is realized. Given the initial content of this component in the mixture (75.677 vol.%), it can be concluded that the membrane-assisted gas absorption process contributes to an insignificant concentration of methane in the withdrawn flow. In this case, an increase in the stage-cut is accompanied by an increase in the methane concentration value, which agrees well with the data obtained earlier for the three-component gas mixture. The obtained dependence is explained by the fact that the growth of the stage-cut is caused by an increase in the permeate flow rate. This, in turn, contributes to a more efficient removal of soluble components to the permeate side. Since methane is practically insoluble in the selected absorbent, its buildup in the retentate flow occurs.
Figure 9.
- Dependence of methane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 9.
- Dependence of methane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
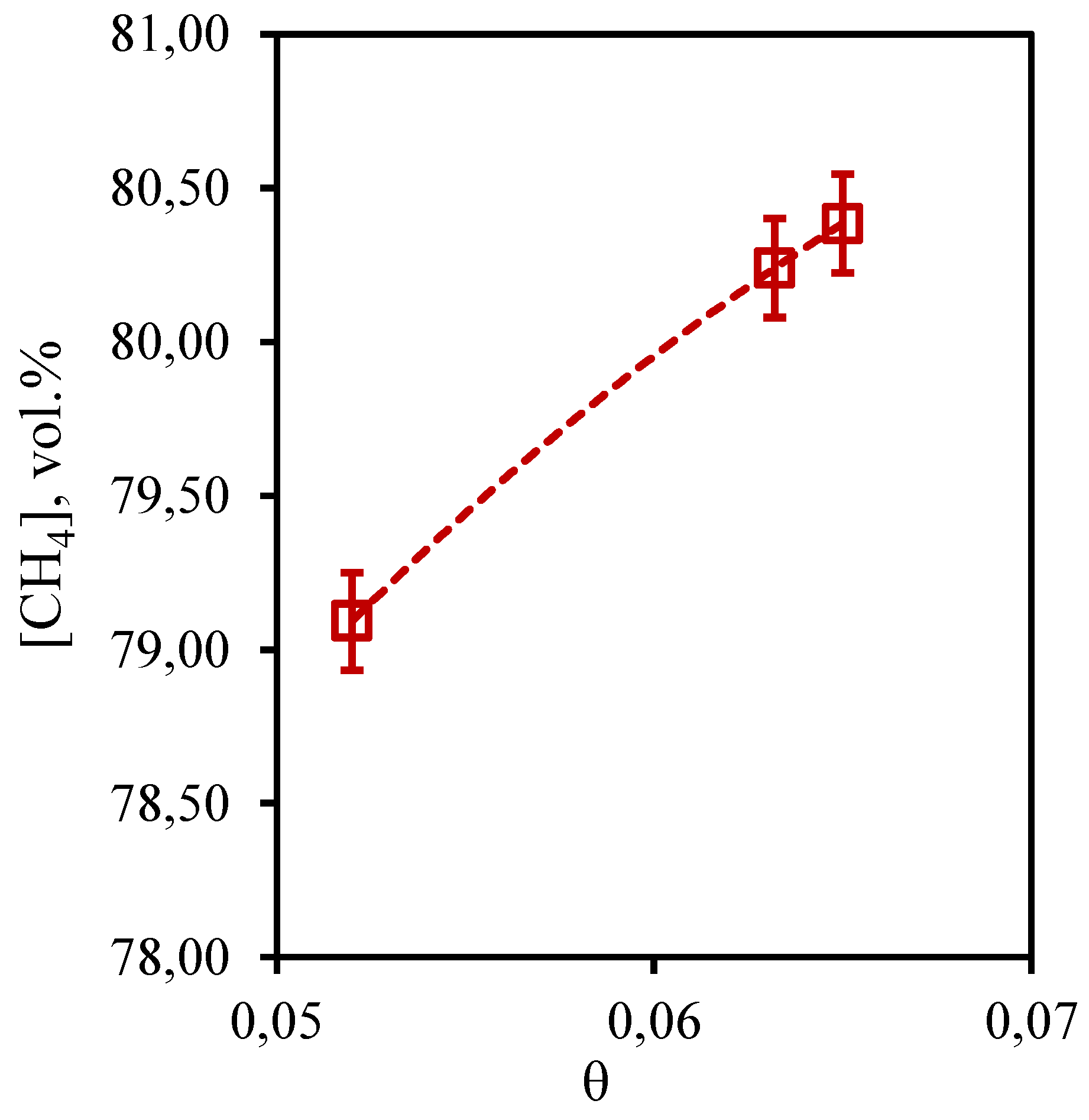
Figure 10 shows the dependence of ethane content in the retentate flow on the stage-cut, at which the gas separation process is realized. From the presented dependence it can be seen that the concentration of ethane, as well as in the case of methane, practically does not depend on the value of the stage-cut. Thus, as the stage-cut growth, the content of this component in the retentate stream is observed very insignificantly, namely, the ethane concentration increases from 7.72 to 7.86 vol. % when changing the stage-cut from 0.05 to 0.065. Since ethane also is a low-soluble component, its concentration depends on the gas flow rate passing through the combined membrane-absorbent system insignificantly. Comparing the concentration of ethane in the feed flow with its initial content in the mixture (7.41 vol.%), we can see that there is an insignificant concentration of this component.
Figure 10.
- Dependence of ethane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 10.
- Dependence of ethane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
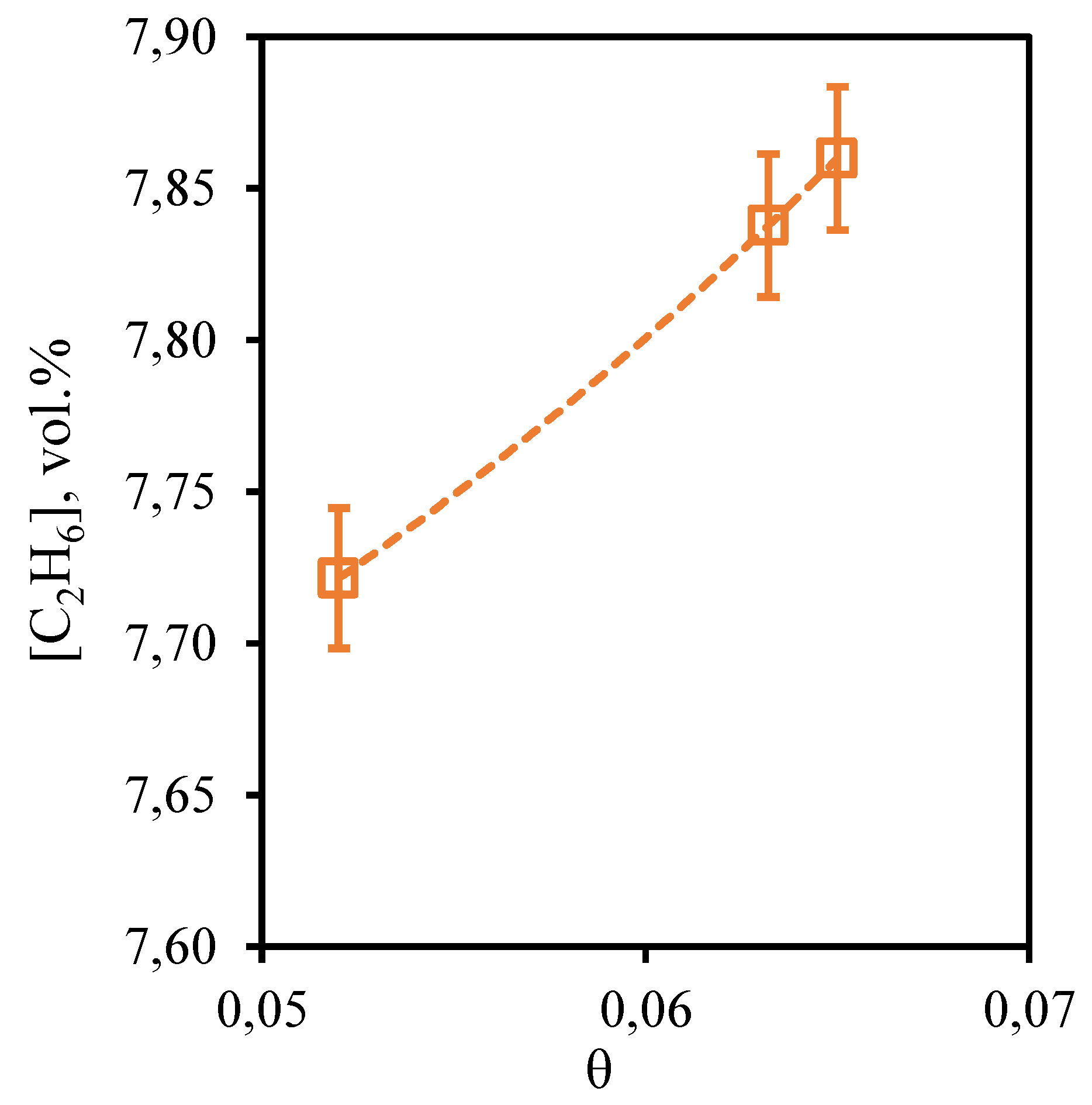
Figure 11 shows the dependence of propane content in the retentate stream on the stage-cut. From this curve it can be seen that the tendency described above for other hydrocarbons is also observed for propane. So, at the stage-cut value of 0.05 the propane content in the permeate stream is at a level of 4.73 vol.%. At the maximum value of the stage-cut (0.065) its concentration is 4.81 vol.%. Here it is necessary to note, that as a result of carrying out of process even at the lowest value of the stage-cut, which promotes the least concentration of hardly permeable and low-soluble components, the growth of the propane content equal to 0.2 vol.%, in comparison with its initial content is observed.
Figure 11.
- Dependence of propane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 11.
- Dependence of propane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
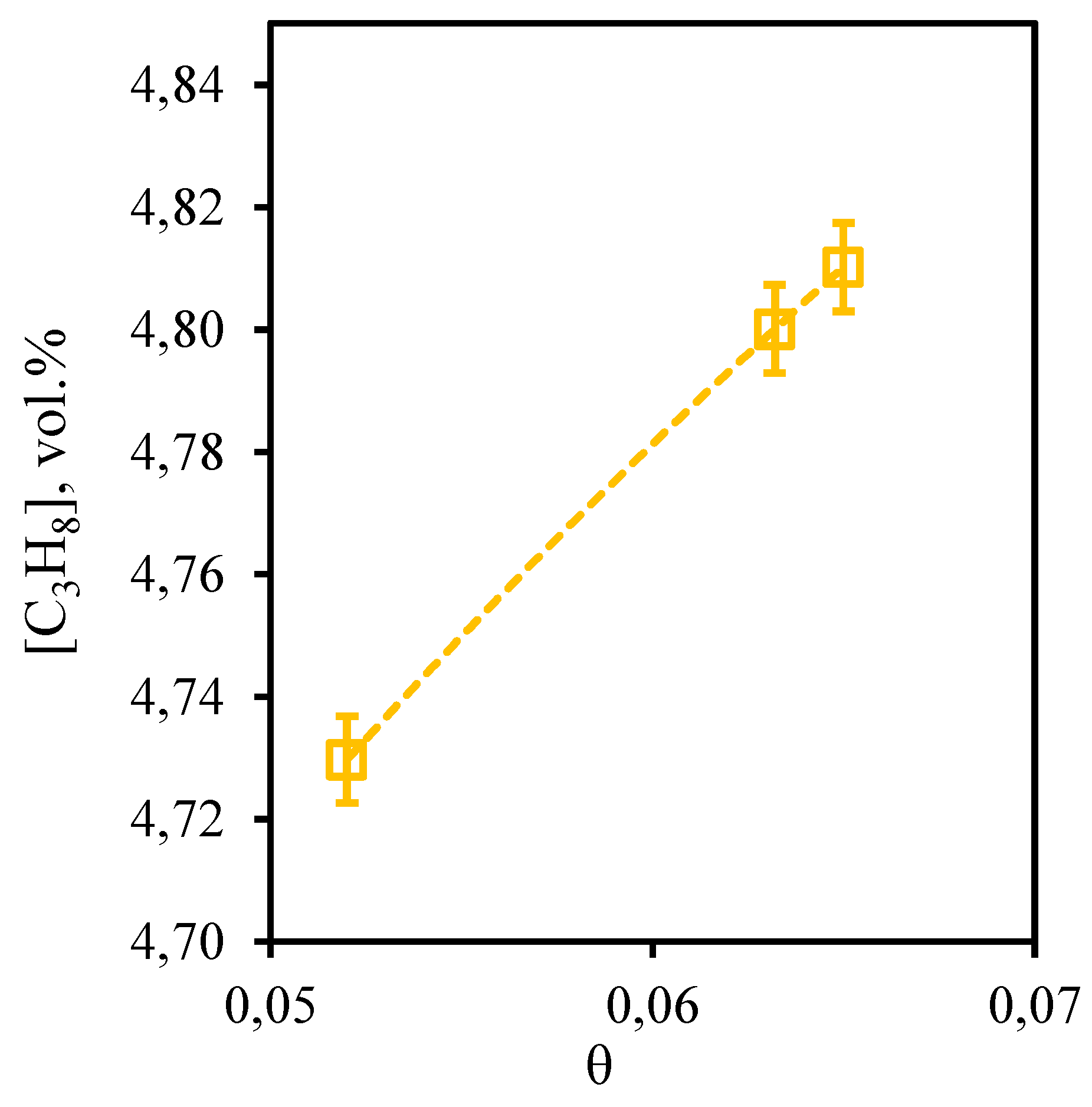
Figure 12 illustrates the dependence of n-butane concentration in the retentate flow on the stage-cut. From the obtained dependence it can be seen that in this case, the change of stage-cut causes more pronounced change in the content of this component in the retentate flow than in the case of ethane and propane. Thus, carrying out the process at the stage-cut equal to 0.05, a decrease in the n-butane concentration value (~ 2.1 vol.%) is observed in comparison with its initial content in the mixture (2.469 vol.%). However, an increase in the stage-cut to 0.065 is accompanied by an increase in the n-butane concentration to 2.5 vol.%, which is equal to its initial content. Thus, the cumulative analysis of dependencies of concentrations of hydrocarbons on value of the stage-cut shows that on all these components insignificant concentration change is observed at carrying out the process with the stage-cut value ≥0.06. Thus, application of a hybrid method - membrane-assisted gas absorption allows to concentrate these components in the retentate stream.
Figure 12.
- Dependence of n-butane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 12.
- Dependence of n-butane content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
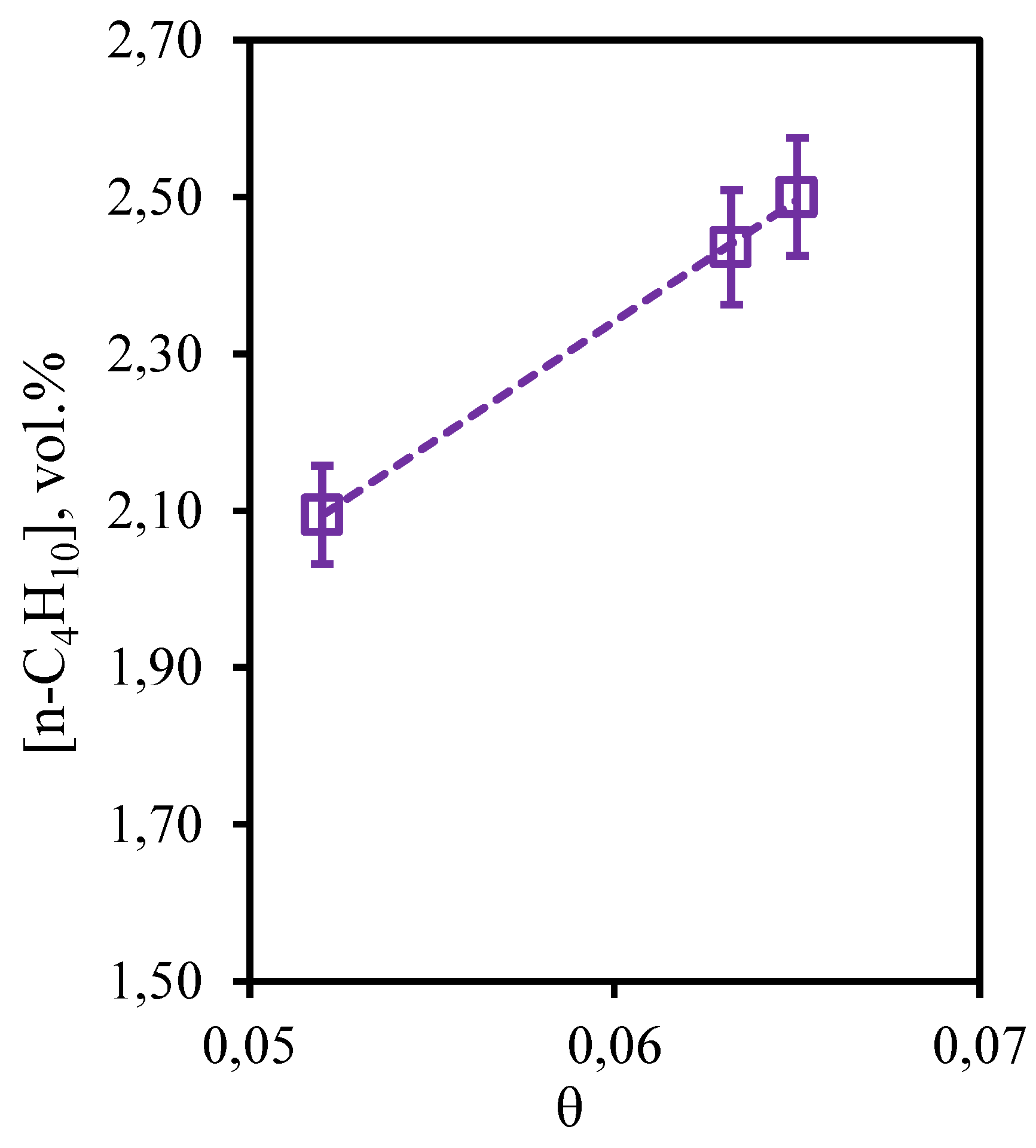
Figure 13 shows the dependence of nitrogen content in the retentate flow on the stage-cut. The obtained dependence shows that the nitrogen content in the captured retentate stream does not depend on the value of the stage-cut, at which the gas separation process is implemented. Thus, the concentration of nitrogen in the whole considered range of stage-cut values varies from 3.1 to 3.34 vol.%. At the same time, comparing the achieved nitrogen concentration with its initial content in the separated gas mixture, it can be seen that its content increased by 0.33 vol.%. Thus, we can conclude that the implementation of the membrane-assisted gas absorption process allows to slightly concentrate nitrogen, which is also a low-soluble component unable to permeate and concentrate on the permeate side.
Figure 13.
- Dependence of nitrogen content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 13.
- Dependence of nitrogen content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
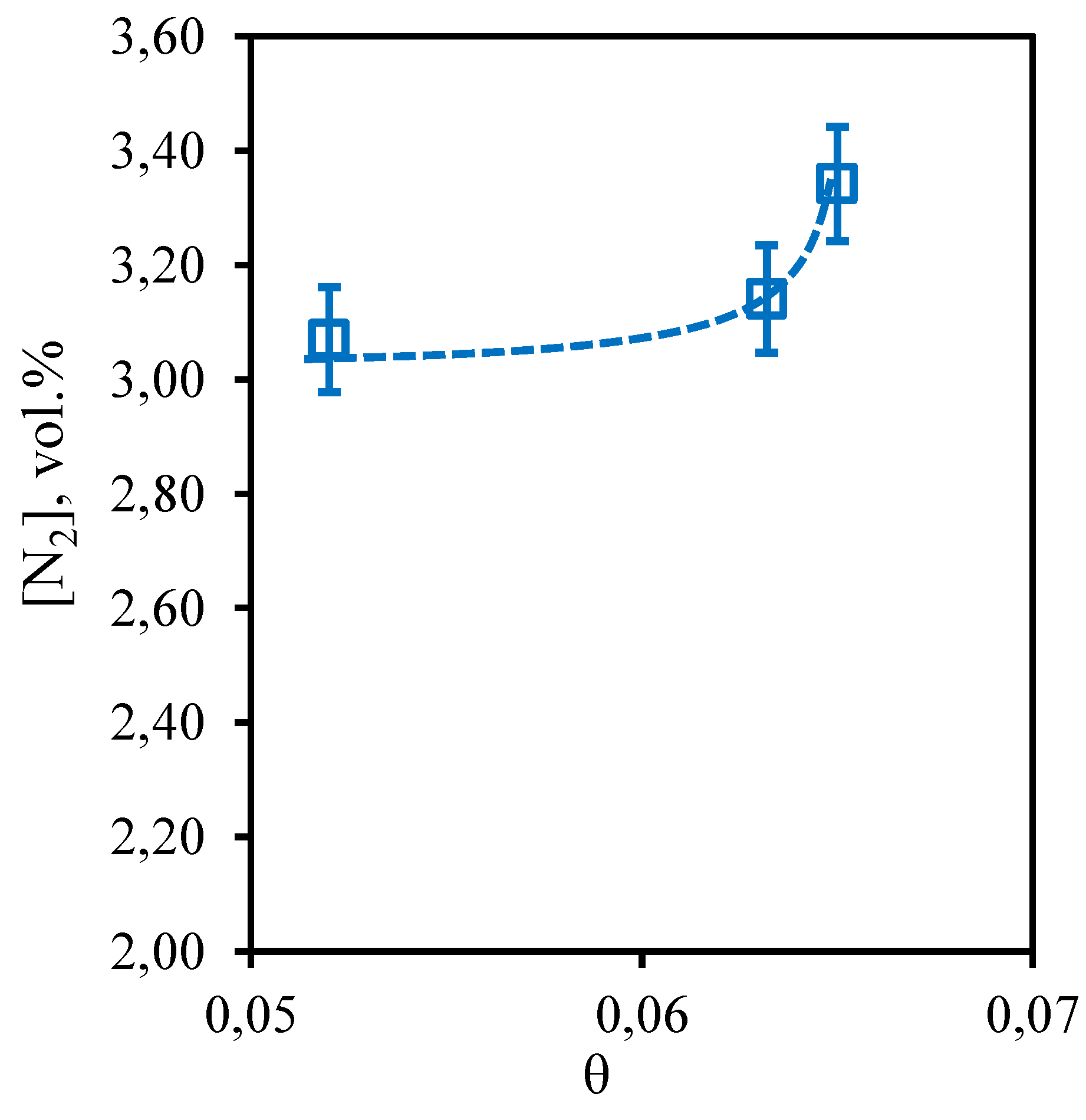
Figure 14 illustrates the dependence of xenon content in the retentate flow on the stage-cut value. In general, for xenon a dependence similar to nitrogen is observed. In the whole considered range of the stage-cut, the xenon concentration value varies from 0.116 to 0.117 vol.%. However, there is a weak tendency of increase in xenon concentration with increase in the stage-cut, at which gas separation process is realized. Thus, at the stage-cut equal to 0.05, xenon concentration is equal to 0.116 vol.%, and at the stage-cut equal to 0.065, xenon concentration decreases to 0.117 vol.%. As is seen, there is a linear dependence of Xe content on stage-cut. The dependence obtained for the eight-component mixture is in well agreement with the same dependence obtained for the ternary mixture. Despite the fact that xenon is able to dissolve in the water contained in the liquid absorbent used, this does not occur in the presence of other components (nitrogen, ethane, propane, n-butane, hydrogen sulfide) that are absent in the triple mixture. Most likely, this dependence can be explained by a specific sorption realized in the presence of an even more soluble gas - hydrogen sulfide. Presumably, the solubility limit is reached in the membrane-assisted gas absorption unit, which does not allow xenon to sorb in a liquid saturated with more soluble components - carbon dioxide and hydrogen sulfide.
Figure 14.
- Dependence of xenon content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 14.
- Dependence of xenon content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
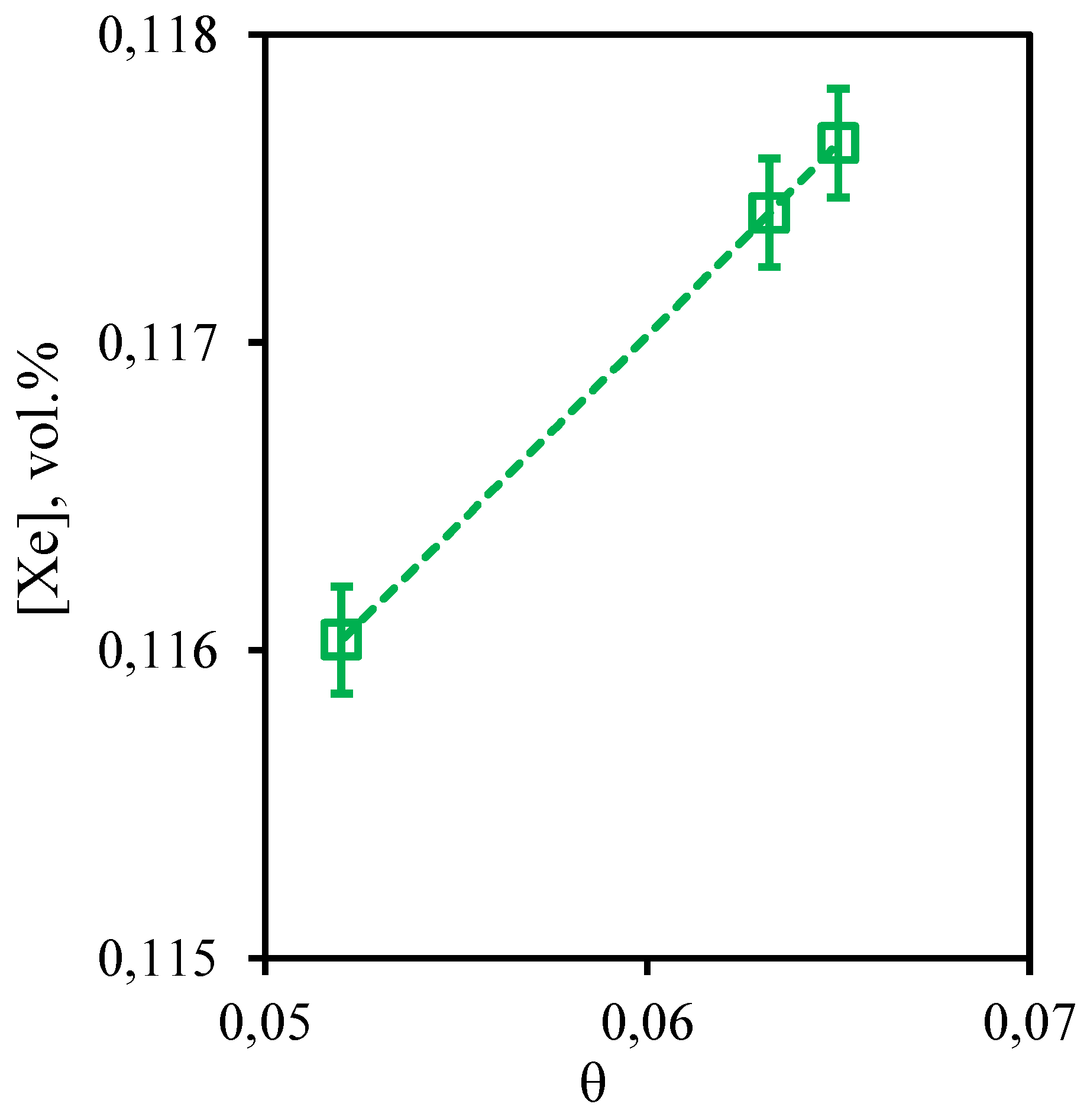
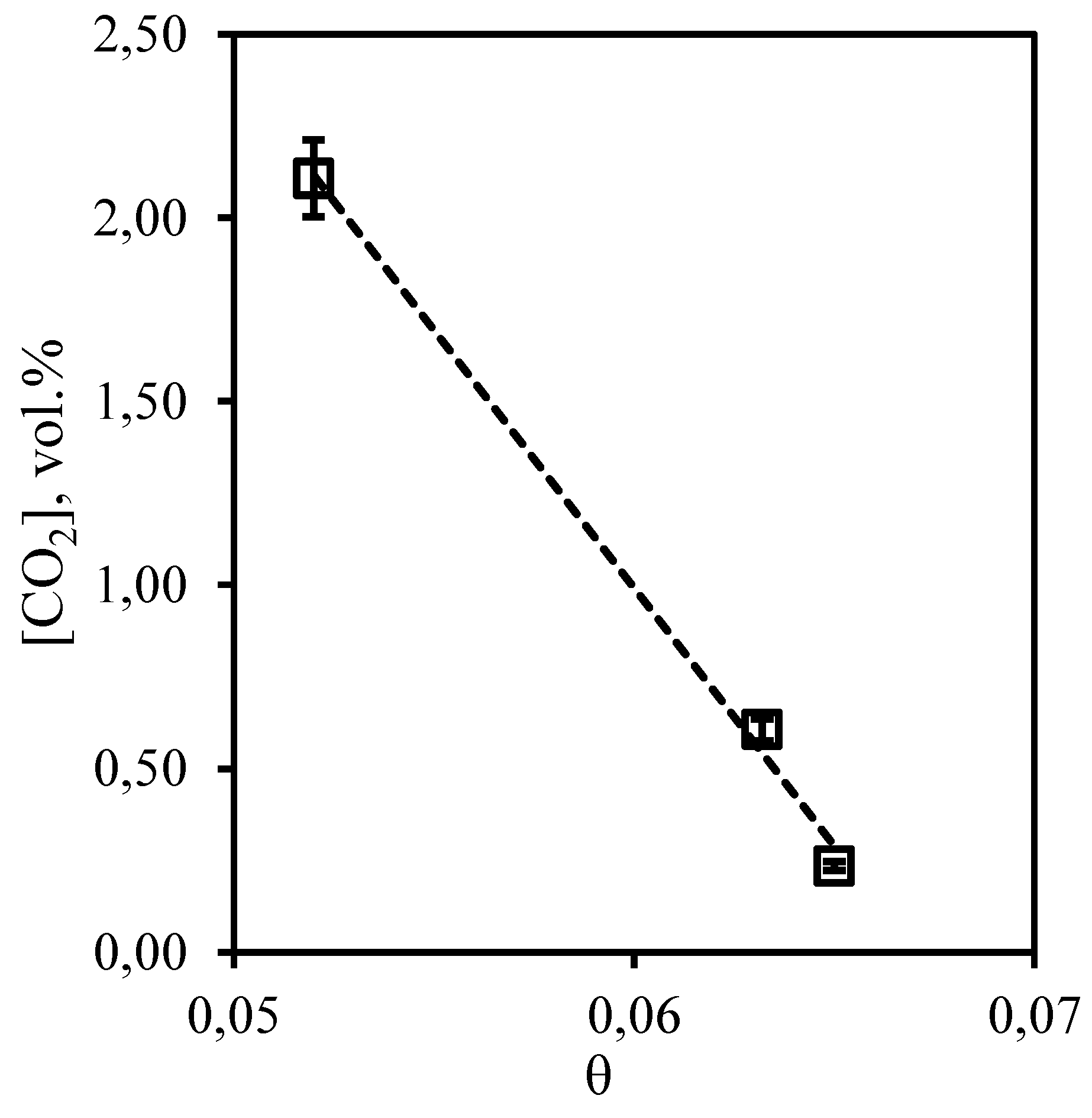
Figure 15 shows the dependence of carbon dioxide content in the retentate flow on the stage-cut. The obtained dependence shows that an increase in the stage-cut is accompanied by a decrease in carbon dioxide content in the retentate stream, withdrawn from the membrane-assisted gas absorption module. Thus, the maximum concentration of carbon dioxide is 2.1 vol.% at the stage-cut equal to 0.05. Performing the separation process at the stage-cut of 0.065, the carbon dioxide content decreases to 0.23 vol.%. At the same time, there is a significant decrease in the concentration of carbon dioxide compared with its initial content in the mixture (5.396 vol.%). Thus, at the stage-cut of 0.05, the concentration of carbon dioxide decreases by 3.3 vol.%, and at the process stage-cut value of 0.065, the concentration of carbon dioxide decreases by 5.17 vol.%. The obtained dependence is explained by the fact that carbon dioxide, firstly, is well dissolved in the used liquid absorbent, and secondly, the membrane is characterized by the highest permeability by this component (among the components of the mixture). Thus, in the process under consideration, carbon dioxide is able to dissolve effectively in the liquid absorbent layer and move into the submembrane space of the membrane-assisted gas absorption unit.
Figure 15.
- Dependence of carbon dioxide content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 15.
- Dependence of carbon dioxide content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
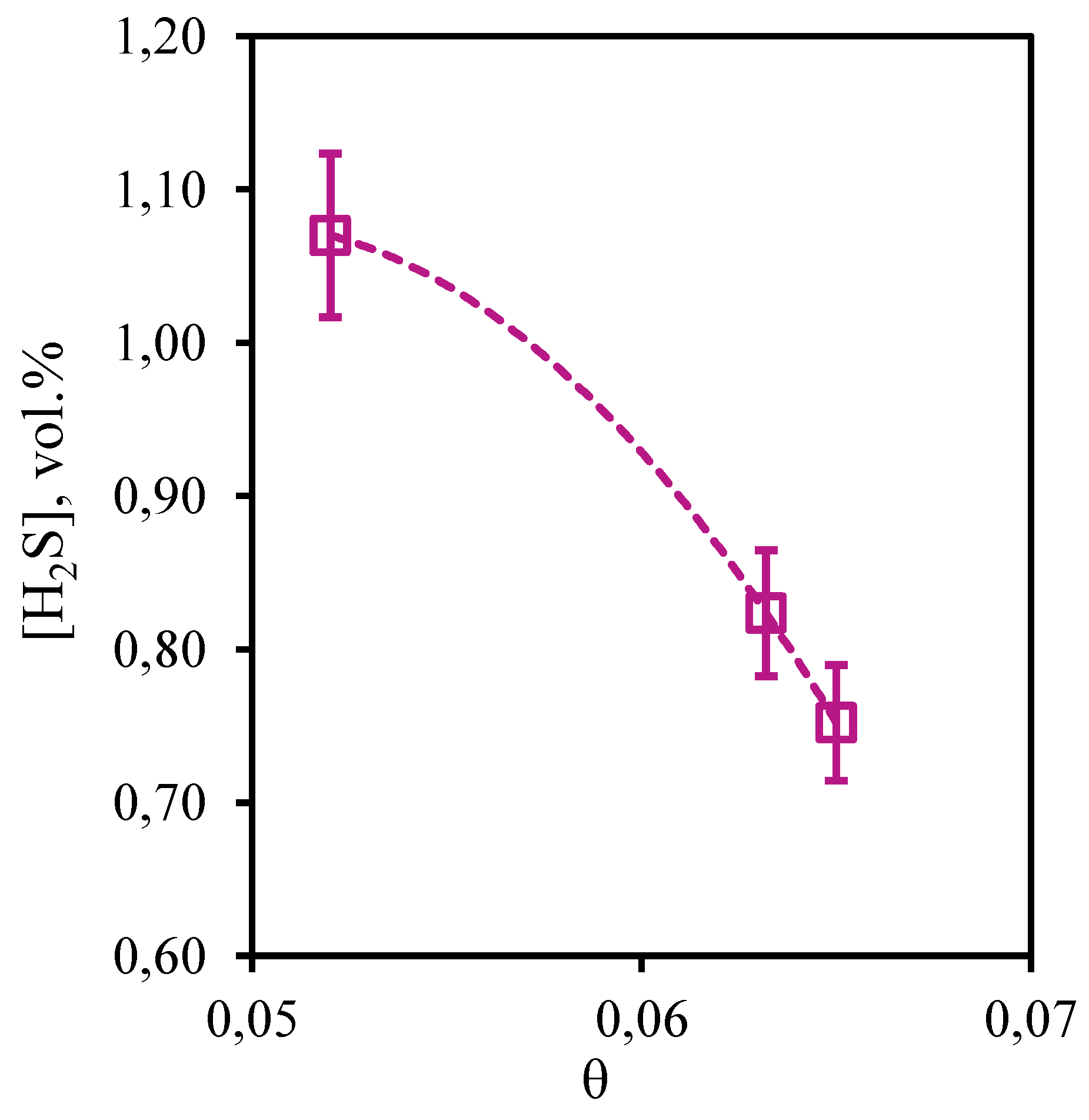
In Figure 16 the dependence of hydrogen sulfide concentration on the stage-cut value, at which the separation process is carried out, is presented. From the received curve it is visible that growth of the stage-cut is accompanied by decrease in hydrogen sulfide content in a retentate stream. So, at the stage-cut equal to 0.05 the hydrogen sulfide concentration makes 1.07 vol.%, and at the stage-cut equal to 0.065 the hydrogen sulfide concentration is equal to 0.75 vol.%. Thus, as a result of this process decrease in the hydrogen sulfide content in comparison with its initial concentration in a mix from 0.32 to 0.64 vol.% is observed. Like in the case of carbon dioxide, the obtained dependence is explained by the absorbent ability to effectively dissolve this component and relatively high membrane permeance to hydrogen sulfide, which provides effective transfer of this gas to the permeate side. Thus, implementation of the process at the stage-cut value equal to 0.65, the gas stream withdrawn as retentate consists of methane, ethane, carbon dioxide, propane, nitrogen, n-butane, hydrogen sulfide and xenon in the ratio 80. 39/7.86/0.23/4.81/3.34/2.50/0.75/0.12 vol.%, which corresponds to an increase in the concentration of all components except impurities of acid gases, and, equally importantly, preservation and a slight increase in xenon content.
Figure 16.
- Dependence of hydrogen sulfide content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 16.
- Dependence of hydrogen sulfide content in the retentate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Analyzing the composition of permeate flow at different values of the stage-cut it is seen that the dependences of concentrations of methane, ethane, propane, n-butane and nitrogen (Figure 17, Figure 18, Figure 19, Figure 20 and Figure 21) on the stage-cut form the curves of similar character and similar in intensity of concentration decrease, accompanying the increase of the stage-cut value. So, in process of increase in the stage-cut from 0.05 to 0.065, decrease in concentration of these components from 54.2 to 66.3 % from the value received for the stage-cut equal to 0.05 is observed. In absolute values this corresponds to the following values: 8.02, 0.94, 0.49, 0.23, 1.06 vol.% for methane, ethane, propane, n-butane, and nitrogen when the process is conducted with the stage-cut equal to 0.065. An explanation of the obtained dependencies is given above. All these components are low-soluble components of a mixture that causes low efficiency of their transfer through the combined membrane-absorbent system, and, as consequence, their low content in a permeate stream that corresponds to small losses on these components even at high value of the stage-cut at which the considered gas separation process is realized.
Figure 17.
- Dependence of methane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 17.
- Dependence of methane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
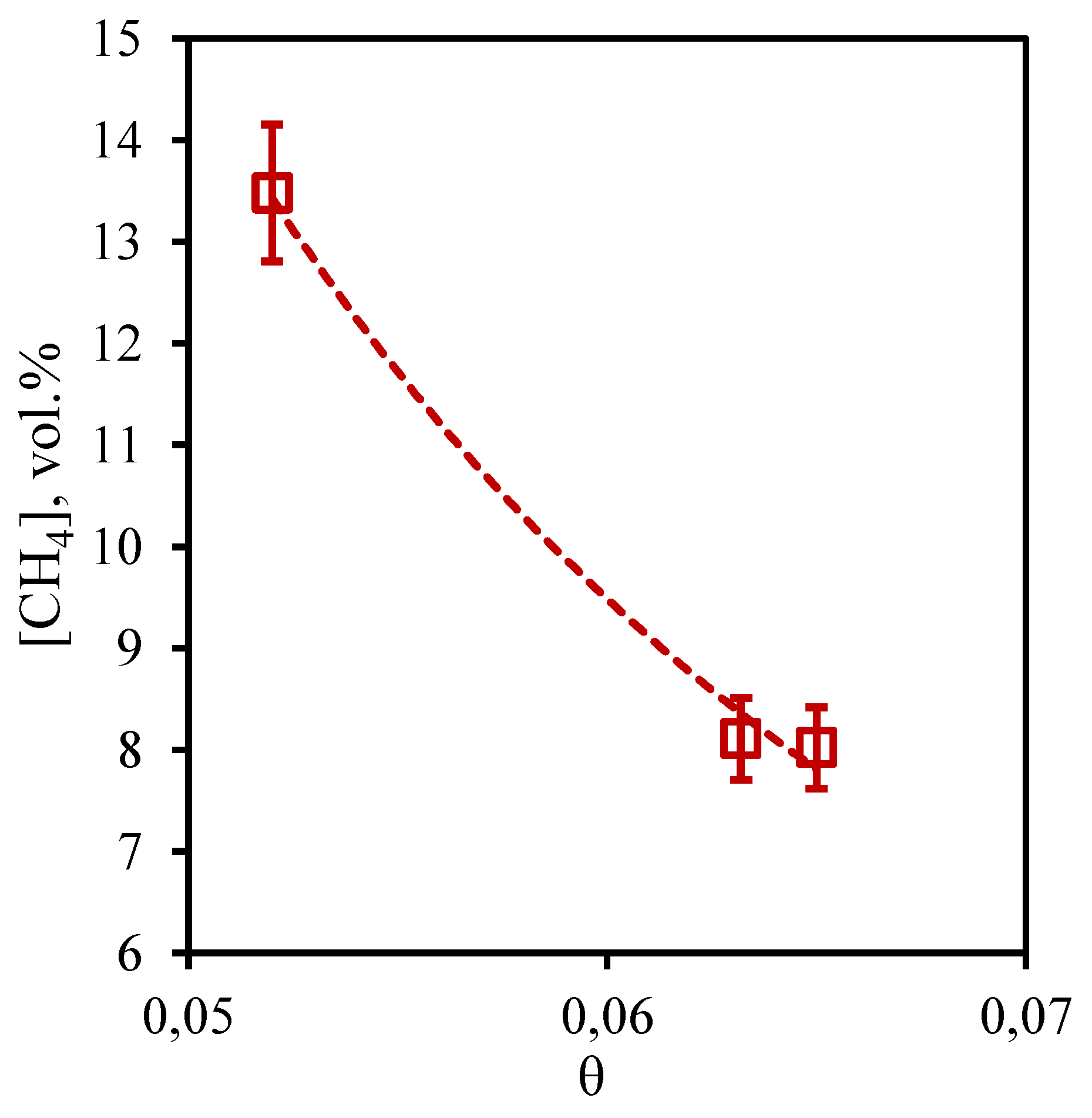
Figure 18.
- Dependence of ethane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 18.
- Dependence of ethane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
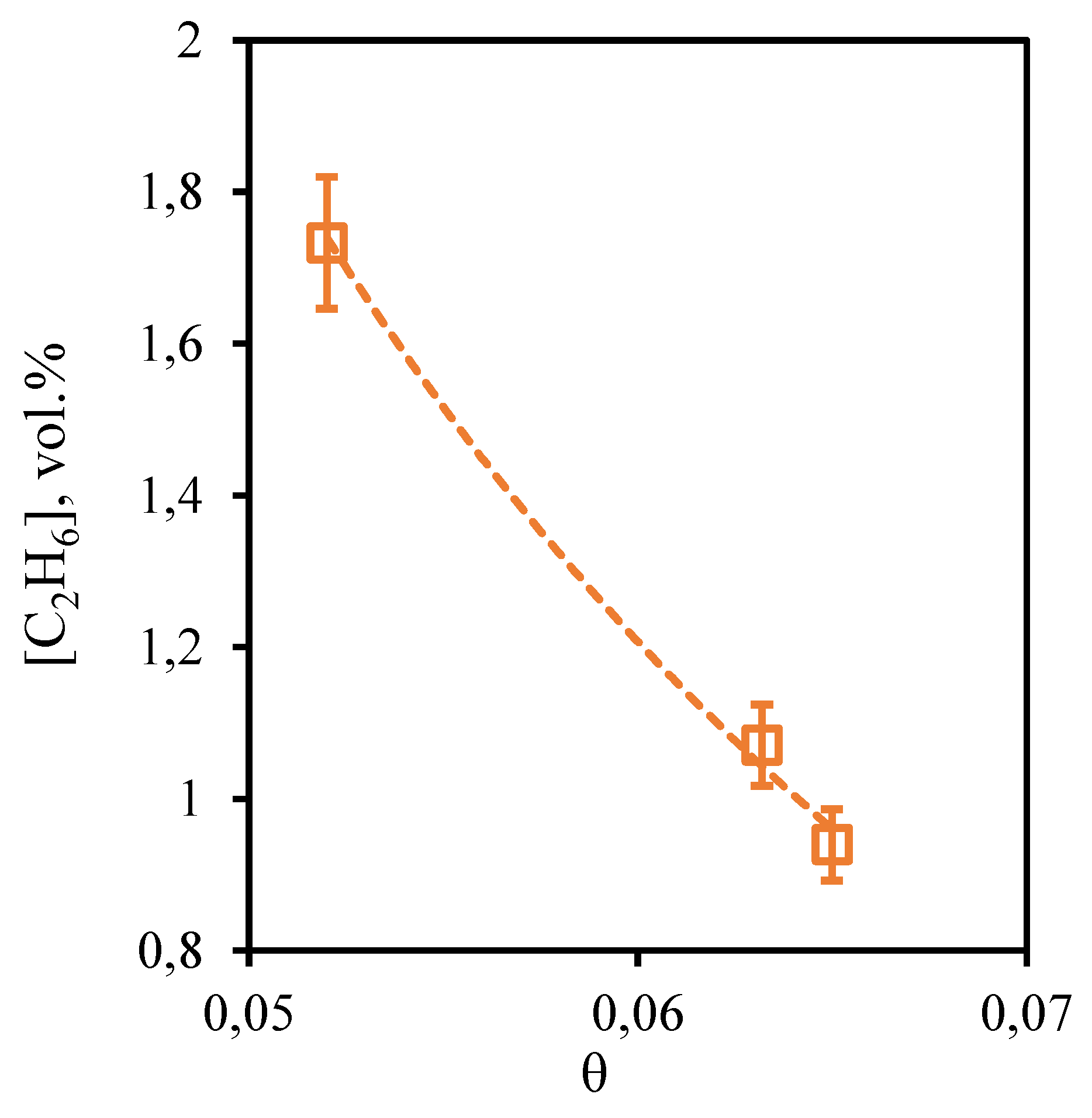
Figure 19.
- Dependence of propane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 19.
- Dependence of propane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
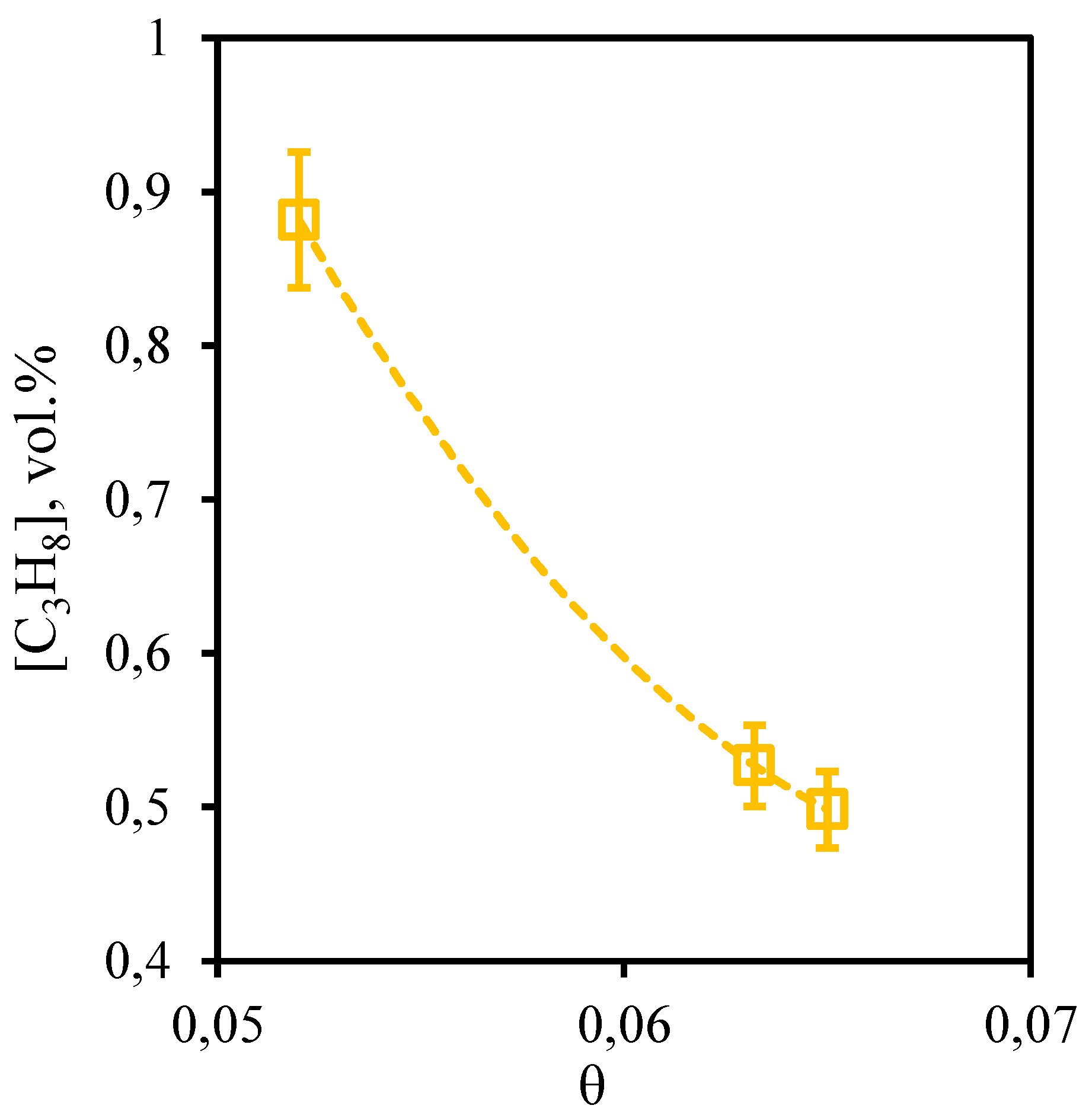
Figure 20.
- Dependence of n-butane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 20.
- Dependence of n-butane content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 21.
- Dependence of nitrogen content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 21.
- Dependence of nitrogen content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 22 and Figure 23 show the dependences of concentration of impurities of acid gases - carbon dioxide and hydrogen sulfide in permeate flow on the stage-cut. From the presented curves it is seen that the character of these dependences is opposite, but the values of concentrations of these components are high. So, the concentration of carbon dioxide is in a range 65.43 - 79.7 vol.%, and hydrogen sulfide content in the permeate stream is 9.55 - 16.21 vol.%. For carbon dioxide there is a significant growth of its concentration caused by growth of the stage-cut. At transition of a value of the stage-cut from 0.052 to 0.06 the concentration of carbon dioxide increases by 11 vol.% and at increase of the cut to 0.065 concentration of carbon dioxide increases by 14.27 vol.%. Decrease in hydrogen sulfide concentration in a permeate stream caused by increase of the stage-cut is less intensive and makes 3.66 and 2.99 vol.% at the same step increase of the stage-cut value. Thus, performing the membrane-assisted gas absorption process at the stage-cut equal to 0.065 (which corresponds to the most effective concentration of hydrocarbons in the retentate stream) allows to receive a permeate stream enriched with acid gases. The composition of such flow corresponds to the following proportion of methane, ethane, carbon dioxide, propane, nitrogen, n-butane, hydrogen sulfide 8.02/0.94/79.7/0.5/1.06/0.23/9.55 vol.%.
The ultimate efficiency of considered process represented as removed amount of acid gases is 96 and 61 % of carbon dioxide and hydrogen sulfide, respectively. Under the same conditions the hydrocarbons losses were up to 0.95 %. In this way, the residual sum of acid gases content may be lowered to 0.99 vol.% from 6.79 vol.% in one stage using the heat-free hybrid membrane-assisted gas absorption technique maintaining suitable recovery rate of methane, ethane, propane and n-butane. Nevertheless, the overall efficiency of the process may be enhanced using the specific absorption agents with aqueous amino alcohol solutions.
Figure 22.
- Dependence of carbon dioxide content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 22.
- Dependence of carbon dioxide content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 23.
- Dependence of hydrogen sulfide content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Figure 23.
- Dependence of hydrogen sulfide content in the permeate flow on the stage-cut during the separation of an eight-component gas mixture using a membrane-assisted gas absorption unit.
Conclusions
Being a continuation of a membrane-assisted gas absorption technique study, the present study improves the efficiency of a separation cell in mass transfer through the optimization of unit configuration, decreasing the absorbent volume to membrane area ratio and implementing a combined system, which includes two types of hollow fibers. The complexity of approach to evaluation of membrane-assisted gas absorption process efficiency is stated by the consideration of two gas mixes: ternary model mix and quasi-real natural gas.
As a result of the present experimental study of the novel heat-free process in natural gas sweetening application, it was shown that sum of acid gases content may be lowered to less than 1 vol.% in one stage in a continuous mode without any of pumping gear and specific absorbent regeneration step. The composition of product stream is methane, ethane, carbon dioxide, propane, nitrogen, n-butane, hydrogen sulfide and xenon in the ratio 80. 39/7.86/0.23/4.81/3.34/2.50/0.75/0.12 vol.%. In this way, the ultimate efficiency of considered process represented as removed amount of acid gases is 96 and 61 % of carbon dioxide and hydrogen sulfide, respectively. Nevertheless, the overall efficiency of the process may be enhanced using the specific absorption agents with aqueous amino alcohol solutions.
Acknowledgements
The main part of the study was supported by the Russian Science Foundation (project no. 22-79-10222). The analytical support was funded by Ministry of Science and Education of the Russian Federation within the framework of the scientific project of the laboratory «Laboratory of Electronic Grade Substances Technologies», project No. FSSM2022-0005.
References
- Y. Liang, R. Kleijn, A. Tukker, E. van der Voet, Material requirements for low-carbon energy technologies: A quantitative review, Renewable and Sustainable Energy Reviews. 161 (2022) 112334. [CrossRef]
- P.A. Østergaard, N. Duic, Y. Noorollahi, H. Mikulcic, S. Kalogirou, Sustainable development using renewable energy technology, Renew Energy. 146 (2020) 2430–2437. [CrossRef]
- X. Si, R. Lu, Z. Zhao, X. Yang, F. Wang, H. Jiang, X. Luo, A. Wang, Z. Feng, J. Xu, F. Lu, Catalytic production of low-carbon footprint sustainable natural gas, Nature Communications 2022 13:1. 13 (2022) 1–9. [CrossRef]
- C. ZOU, B. XIONG, H. XUE, D. ZHENG, Z. GE, Y. WANG, L. JIANG, S. PAN, S. WU, The role of new energy in carbon neutral, Petroleum Exploration and Development. 48 (2021) 480–491. [CrossRef]
- M. Shirazi, A. Ghasemi, J. Šimurina, The impact of the North American shale gas technology on the US’ energy security: the case of natural gas, International Journal of Sustainable Energy. 41 (2022) 810–831. [CrossRef]
- V. Litvinenko, The Role of Hydrocarbons in the Global Energy Agenda: The Focus on Liquefied Natural Gas, Resources 2020, Vol. 9, Page 59. 9 (2020) 59. [CrossRef]
- M.O. Bello, S.A. Solarin, Searching for sustainable electricity generation: The possibility of substituting coal and natural gas with clean energy, Energy and Environment. 33 (2022) 64–84. [CrossRef]
- D. Tikadar, A.M. Gujarathi, C. Guria, Safety, economics, environment and energy based criteria towards multi-objective optimization of natural gas sweetening process: An industrial case study, J Nat Gas Sci Eng. 95 (2021) 104207. [CrossRef]
- M. Rahmani, B. Mokhtarani, N. Rahmanian, High pressure adsorption of hydrogen sulfide and regeneration ability of ultra-stable Y zeolite for natural gas sweetening, Fuel. 343 (2023) 127937. [CrossRef]
- I.U. Khan, M.H.D. Othman, A. Jilani, High Performance Membrane for Natural Gas Sweetening Plants, Advances in Science, Technology and Innovation. (2021) 59–72. [CrossRef]
- D. Tikadar, A.M. Gujarathi, C. Guria, S. Al Toobi, Retrofitting and simultaneous multi-criteria optimization with enhanced performance of an industrial gas-cleaning plant using economic, process safety, and environmental objectives, J Clean Prod. 319 (2021) 128652. [CrossRef]
- Y. Liu, Z. Liu, A. Morisato, N. Bhuwania, D. Chinn, W.J. Koros, Natural gas sweetening using a cellulose triacetate hollow fiber membrane illustrating controlled plasticization benefits, J Memb Sci. 601 (2020) 117910. [CrossRef]
- N.S. Darani, R.M. Behbahani, Y. Shahebrahimi, A. Asadi, A.H. Mohammadi, Simulation and optimization of the acid gas absorption process by an aqueous diethanolamine solution in a natural gas sweetening unit, ACS Omega. 6 (2021) 12072–12080. [CrossRef]
- A. Ellaf, S. Ali Ammar Taqvi, D. Zaeem, F.U.H. Siddiqui, B. Kazmi, A. Idris, R.A. Alshgari, M.S.S. Mushab, Energy, exergy, economic, environment, exergo-environment based assessment of amine-based hybrid solvents for natural gas sweetening, Chemosphere. 313 (2023) 137426. [CrossRef]
- A. Berchiche, M. Guenoune, S. Belaadi, G. Léonard, Optimal Energy Integration and Off-Design Analysis of an Amine-Based Natural Gas Sweetening Unit, Applied Sciences 2023, Vol. 13, Page 6559. 13 (2023) 6559. [CrossRef]
- A.Y. Ibrahim, F.H. Ashour, M.A. Gadalla, R. Farouq, Exergy study of amine regeneration unit for diethanolamine used in refining gas sweetening: A real start-up plant, Alexandria Engineering Journal. 61 (2022) 101–112. [CrossRef]
- J. Godin, W. Liu, S. Ren, C.C. Xu, Advances in recovery and utilization of carbon dioxide: A brief review, J Environ Chem Eng. 9 (2021) 105644. [CrossRef]
- E. Davarpanah, S. Hernández, G. Latini, C.F. Pirri, S. Bocchini, Enhanced CO2 Absorption in Organic Solutions of Biobased Ionic Liquids, Adv Sustain Syst. 4 (2020) 1900067. [CrossRef]
- M. Struk, I. Kushkevych, M. Vítězová, Biogas upgrading methods: recent advancements and emerging technologies, Rev Environ Sci Biotechnol. 19 (2020) 651–671. [CrossRef]
- L. Lei, L. Bai, A. Lindbråthen, F. Pan, X. Zhang, X. He, Carbon membranes for CO2 removal: Status and perspectives from materials to processes, Chemical Engineering Journal. 401 (2020) 126084. [CrossRef]
- V.M. Vorotyntsev, P.N. Drozdov, I. V. Vorotyntsev, High purification of substances by a gas separation method, Desalination. 240 (2009) 301–305. [CrossRef]
- Y. Liu, Z. Chen, W. Qiu, G. Liu, M. Eddaoudi, W.J. Koros, Penetrant competition and plasticization in membranes: How negatives can be positives in natural gas sweetening, J Memb Sci. 627 (2021) 119201. [CrossRef]
- G.O. Yahaya, S.-H. Choi, M.M. Ben Sultan, A.G. Hayek O Yahaya, S. Choi, M.M. B Sultan, A. Hayek, Development of Thin-Film Composite Membranes from Aromatic Cardo-Type Co-Polyimide for Mixed and Sour Gas Separations from Natural Gas, Global Challenges. 4 (2020) 1900107. [CrossRef]
- V.M. Vorotyntsev, P.N. Drozdov, I. V. Vorotyntsev, K.Y. Smirnov, Germane high purification by membrane gas separation, Desalination. 200 (2006) 232–233. [CrossRef]
- N. Ghasem, CO2 removal from natural gas, Advances in Carbon Capture: Methods, Technologies and Applications. (2020) 479–501. [CrossRef]
- G. Liu, L. Zhu, W. Cao, H. Liu, Y. He, New Technique Integrating Hydrate-Based Gas Separation and Chemical Absorption for the Sweetening of Natural Gas with High H2S and CO2Contents, ACS Omega. 6 (2021) 26180–26190. [CrossRef]
- I.G.B.N. Makertihartha, K.S. Kencana, T.R. Dwiputra, K. Khoiruddin, G. Lugito, R.R. Mukti, I.G. Wenten, SAPO-34 zeotype membrane for gas sweetening, Reviews in Chemical Engineering. 38 (2022) 431–450. [CrossRef]
- Y. Liu, Z. Liu, B.E. Kraftschik, V.P. Babu, N. Bhuwania, D. Chinn, W.J. Koros, Natural gas sweetening using TEGMC polyimide hollow fiber membranes, J Memb Sci. 632 (2021) 119361. [CrossRef]
- I. V. Vorotyntsev, P.N. Drozdov, D.N. Shablikin, T. V. Gamajunova, Ammonia separation and purification by absorbing pervaporation, Desalination. 200 (2006) 379–380. [CrossRef]
- V.M. Vorotyntsev, P.N. Drozdov, I. V. Vorotyntsev, E.S. Belyaev, Deep gas cleaning of highly permeating impurities using a membrane module with a feed tank, Petroleum Chemistry. 51 (2011) 595–600. [CrossRef]
- V.M. Vorotyntsev, P.N. Drozdov, I. V. Vorotyntsev, D. V. Murav’Ev, Fine gas purification to remove slightly penetrating impurities using a membrane module with a feed reservoir, Doklady Chemistry. 411 (2006) 243–245. [CrossRef]
- K. V. Otvagina, A. V. Penkova, M.E. Dmitrenko, A.I. Kuzminova, T.S. Sazanova, A. V. Vorotyntsev, I. V. Vorotyntsev, Novel Composite Membranes Based on Chitosan Copolymers with Polyacrylonitrile and Polystyrene: Physicochemical Properties and Application for Pervaporation Dehydration of Tetrahydrofuran, Membranes 2019, Vol. 9, Page 38. 9 (2019) 38. [CrossRef]
- A.N. Petukhov, A.A. Atlaskin, S.S. Kryuchkov, K.A. Smorodin, D.M. Zarubin, A.N. Petukhova, M.E. Atlaskina, A. V. Nyuchev, A. V. Vorotyntsev, M.M. Trubyanov, I. V. Vorotyntsev, V.M. Vorotynstev, A highly-efficient hybrid technique – Membrane-assisted gas absorption for ammonia recovery after the Haber-Bosch process, Chemical Engineering Journal. 421 (2021) 127726. [CrossRef]
- A.A. Atlaskin, S.S. Kryuchkov, K.A. Smorodin, A.N. Markov, O. V. Kazarina, D.M. Zarubin, M.E. Atlaskina, A. V. Vorotyntsev, A. V. Nyuchev, A.N. Petukhov, I. V. Vorotyntsev, Towards the potential of trihexyltetradecylphosphonium indazolide with aprotic heterocyclic ionic liquid as an efficient absorbent for membrane-assisted gas absorption technique for acid gas removal applications, Sep Purif Technol. 257 (2021) 117835. [CrossRef]
- S.S. Kryuchkov, A.N. Petukhov, A.A. Atlaskin, Experimental Evaluation of the Membrane-Assisted Gas Absorption Technique Efficiency Using an Aqueous Solution Of PEG-400 for the Ammonia Capture, IOP Conf Ser Earth Environ Sci. 666 (2021) 052071. [CrossRef]
- A.A. Atlaskin, S.S. Kryuchkov, N.R. Yanbikov, K.A. Smorodin, A.N. Petukhov, M.M. Trubyanov, V.M. Vorotyntsev, I. V. Vorotyntsev, Comprehensive experimental study of acid gases removal process by membrane-assisted gas absorption using imidazolium ionic liquids solutions absorbent, Sep Purif Technol. 239 (2020) 116578. [CrossRef]
- A.N. Petukhov, A.A. Atlaskin, K.A. Smorodin, S.S. Kryuchkov, D.M. Zarubin, M.E. Atlaskina, A.N. Petukhova, A.N. Stepakova, A.A. Golovacheva, A.N. Markov, E.A. Stepanova, A. V. Vorotyntsev, I. V. Vorotyntsev, An Efficient Technique for Ammonia Capture in the Haber–Bosch Process Loop—Membrane-Assisted Gas Absorption, Polymers 2022, Vol. 14, Page 2214. 14 (2022) 2214. [CrossRef]
- R.M. Barrer, XII. Gas flow in solids, The London, Edinburgh, and Dublin Philosophical Magazine and Journal of Science. 28 (1939) 148–162. [CrossRef]
- R.M. Barrer, F. R. S., Diffusion et solution dans quelques polymères, Journal de Chimie Physique. 55 (1958) 139–148. [CrossRef]
- A.A. Atlaskin, S.S. Kryuchkov, K.A. Smorodin, A.N. Markov, O. V. Kazarina, D.M. Zarubin, M.E. Atlaskina, A. V. Vorotyntsev, A. V. Nyuchev, A.N. Petukhov, I. V. Vorotyntsev, Towards the potential of trihexyltetradecylphosphonium indazolide with aprotic heterocyclic ionic liquid as an efficient absorbent for membrane-assisted gas absorption technique for acid gas removal applications, Sep Purif Technol. 257 (2021) 117835. [CrossRef]
- A.A. Atlaskin, S.S. Kryuchkov, N.R. Yanbikov, K.A. Smorodin, A.N. Petukhov, M.M. Trubyanov, V.M. Vorotyntsev, I. V. Vorotyntsev, Comprehensive experimental study of acid gases removal process by membrane-assisted gas absorption using imidazolium ionic liquids solutions absorbent, Sep Purif Technol. 239 (2020) 116578. [CrossRef]
- T.C. Merkel, H. Lin, X. Wei, R. Baker, Power plant post-combustion carbon dioxide capture: An opportunity for membranes, J Memb Sci. 359 (2010) 126–139. [CrossRef]
Figure 1.
- 3D image of the experimental scheme for the evaluation of separation process using MAGA technique.
Figure 1.
- 3D image of the experimental scheme for the evaluation of separation process using MAGA technique.
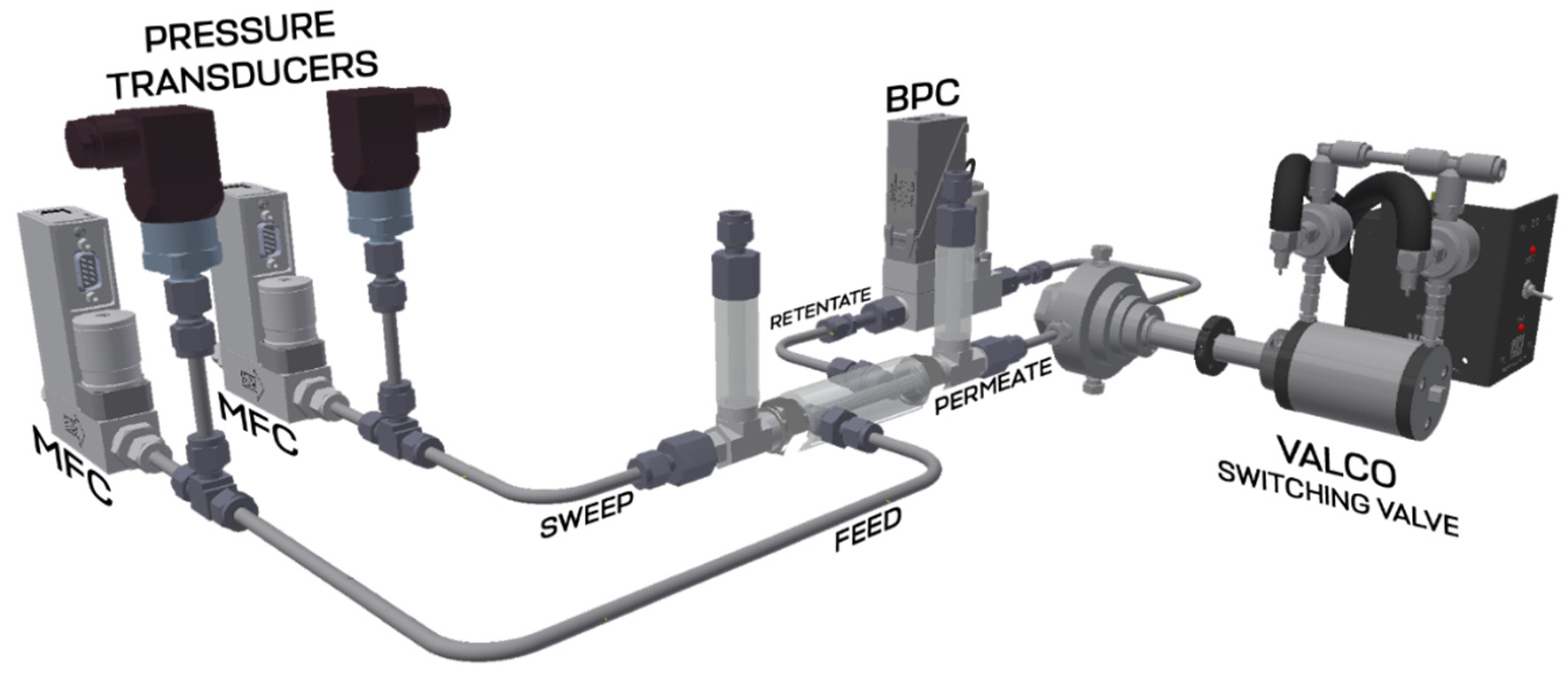
Figure 2.
– 3D image of the membrane-assisted gas absorption unit and its schematic diagram.
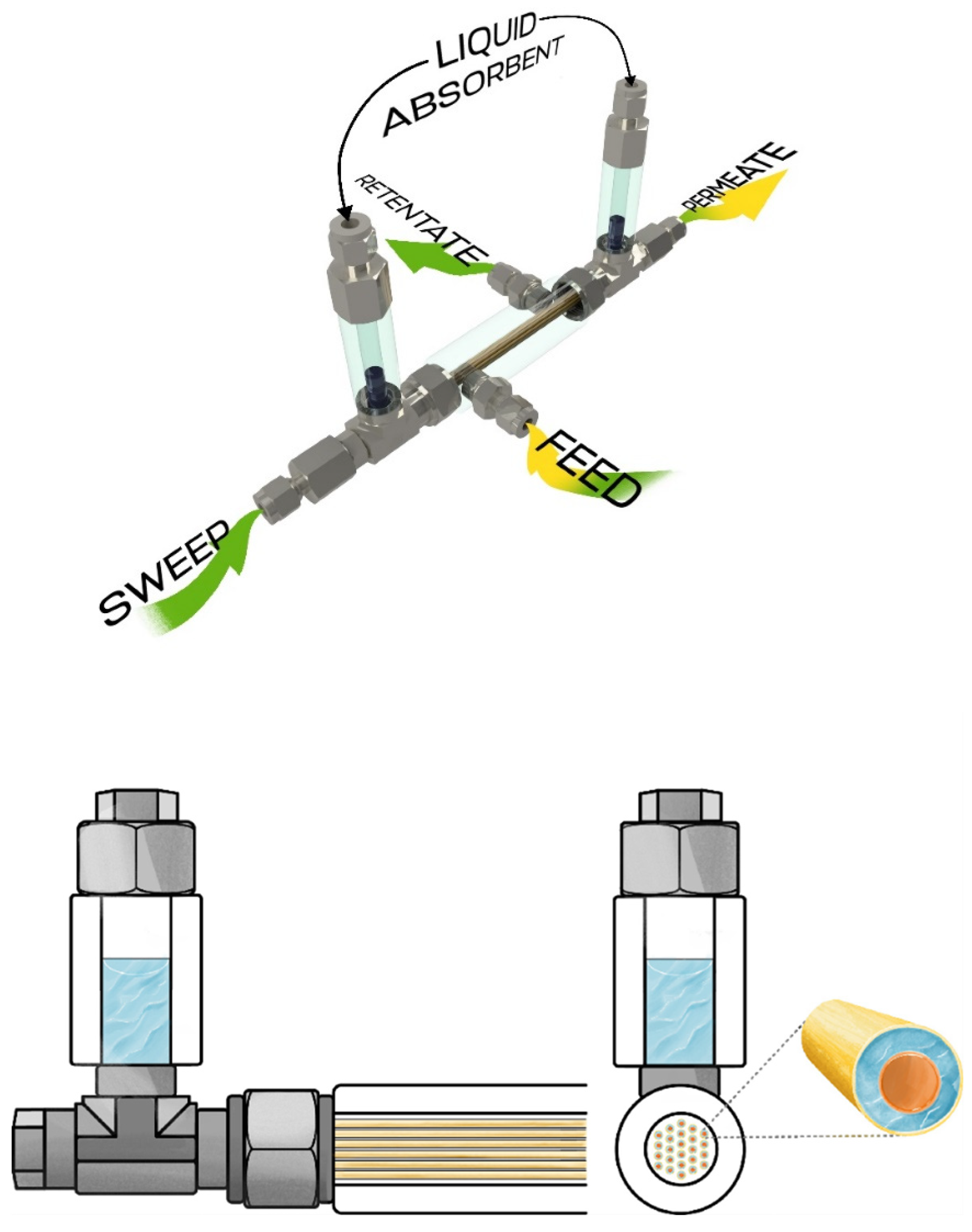
Figure 3.
– Schematic diagram of mass spectrometer coupled experimental unit for membrane mass transfer properties study.
Figure 3.
– Schematic diagram of mass spectrometer coupled experimental unit for membrane mass transfer properties study.
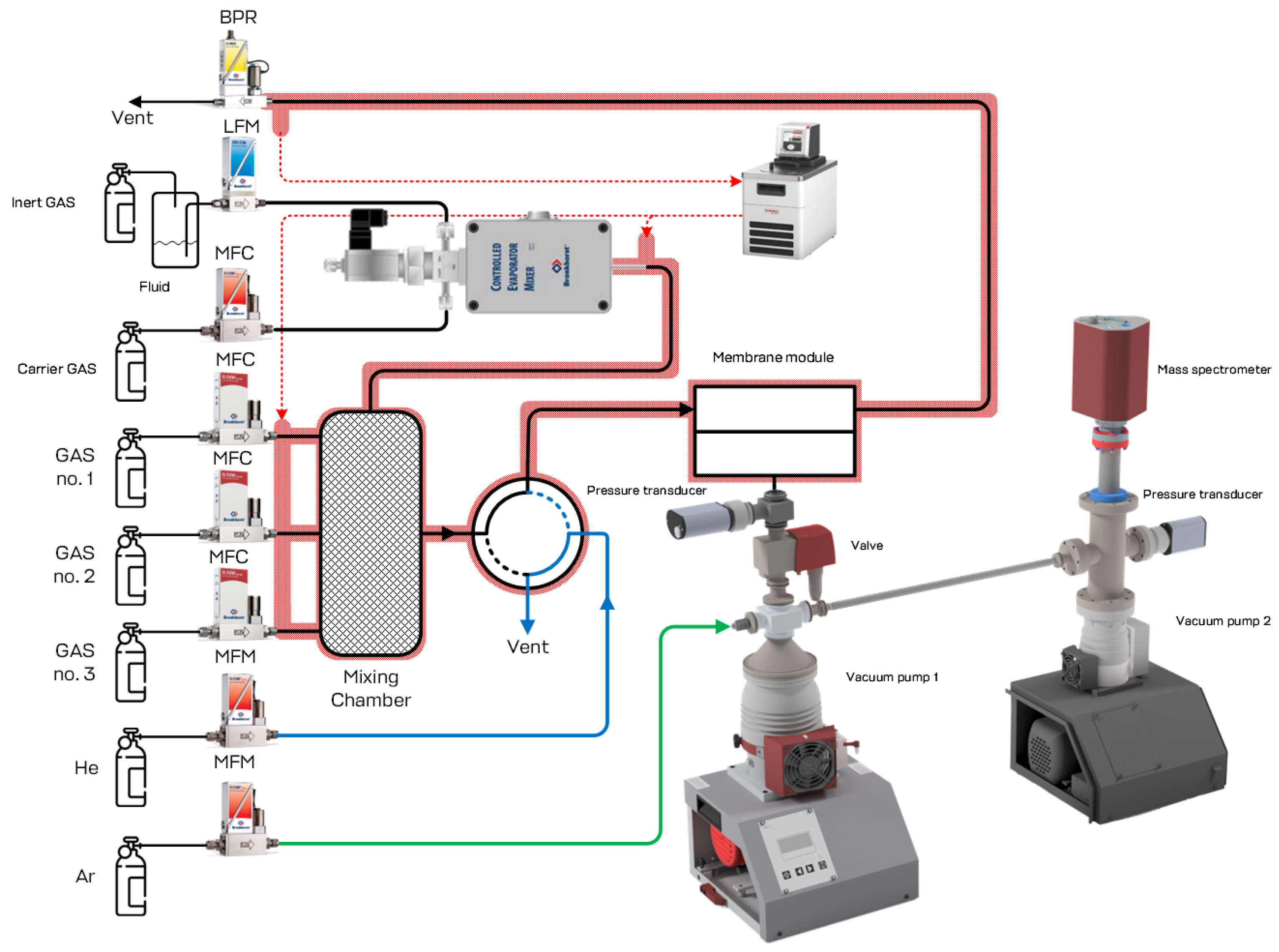

Table 1.
- Process parameters for GC analysis.
| GC Component | Description |
| Detector | TCD-1, 3V, 170℃ TCD-2, 3V, 170℃ |
| Analytical Column | Hayesep R 3m×2mm, SS316 stainless steel (SS316), 80/100 mesh Hayesep Q 3m×2mm, SS316 stainless steel (SS316), 80/100 mesh 40℃ (5.8 min) heat 25℃/min (0.8 min); 60℃ (3.6 min) heat 25℃/min (0.8 min); 80℃ (2.5 min) heat 35℃/min (1.57 min); 135℃ (9.9 min); 200℃ |
| Sampling loop | 1 cm3, 145℃ |
| Carrier gas | He 99.995 vol.%, 20 cm3 min-1 |
Table 2.
- Experimental conditions over the membrane-assisted gas absorption process.
| Parameter | Value |
| Feed stream pressure | 0.4 MPa |
| Permeate pressure | 0.104 – 0.105 MPa |
| Temperature | 25℃ |
| Stage-cut | 0.05 – 0.065 |
Table 3.
- Permeance (Q, GPU) of PSF and PEI+PI-based membranes for single gases.
| Sample | Qa, GPU | |||||||
| N2 | CH4 | Xe | C2H6 | C3H8 | C4H10 | CO2 | H2S | |
| PSF | 13.5 | 30 | 6.8 | 22.9 | 16.9 | 37.2 | 215.3 | 244.3 |
| PEI+PI | 1.6 | 2.8 | 0.9 | 2.0 | 2.0 | 2.0 | 30.7 | 13.6 |
@ pressure drop 101 kPa, 20 ℃. a1 GPU = 1 × 10-6 cm3 cm-2 s-1 cm Hg-1.
Table 4.
- Ideal selectivity of PSF and PEI+PI-based membranes for individual gases.
| Sample | α | ||||||
| N2/Xe | CH4/Xe | C2H6/Xe | C3H8/Xe | C4H10/Xe | CO2/Xe | H2S/Xe | |
| PSF | 2.0 | 4.4 | 3.4 | 2.5 | 5.5 | 31.6 | 35.9 |
| PEI+PI | 1.7 | 2.9 | 2.2 | 2.2 | 2.1 | 32.6 | 14.4 |
Table 5.
- Permeance (Q, GPU) of PSF and PEI+PI-based membranes for gas mixture components.
| Sample | Qa, GPU | |||||||
| N2 | CH4 | Xe | C2H6 | C3H8 | C4H10 | CO2 | H2S | |
| PSF | 21.3 | 92.2 | 14.3 | 74.0 | 53.2 | 100.8 | 417.0 | 456.1 |
| PEI+PI | 4.4 | 4.8 | 3.0 | 3.7 | 3.5 | 2.3 | 33.7 | 24.5 |
@ pressure drop across the membrane 101 kPa, ℃. a1 GPU = 1 × 10-6 cm3 cm-2 s-1 cm Hg-1.
Table 6.
- Selectivity of PSF- and PEI+PI-based membranes for gas mixture components.
| Sample | α | ||||||
| N2/Xe | CH4/Xe | C2H6/Xe | C3H8/Xe | C4H10/Xe | CO2/Xe | H2S/Xe | |
| PSF | 1.5 | 6.6 | 5.3 | 3.8 | 7.2 | 29.8 | 32.6 |
| PEI | 1.5 | 1.6 | 1.2 | 1.2 | 0.8 | 11.2 | 8.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



