
Submitted:
03 January 2024
Posted:
04 January 2024
You are already at the latest version
Abstract
The combustion of fuel oil releases sulfur compounds, which react to form sulfur oxides that are harmful to the environment and pose a threat to human health. To mitigate these negative effects, it is crucial to pretreat fuel oil through desulfurization processes. One promising approach involves the use of deep eutectic solvents (DESs), carbon nanotubes (CNTs), and their composites (DESs/CNTs) to effectively reduce sulfur content in fuel oil.However, the conventional methods of DES-based extraction desulfurization and CNT-based adsorption desulfurization suffer from low desulfurization rates. Additionally, the composite material DESs/CNTs is in a semi-solidified form, resulting in high viscosity, complex operation procedures, and increased waste and environmental pollution. To address these challenges, this study focused on the preparation of CNTs/PEG-PVA hydrogel. This hydrogel not only maintains the high desulfurization rate observed in the DESs/CNTs composite material but also possesses several advantages. Firstly, it is convenient to use, offering ease of handling and application. Secondly, it is biodegradable, meaning it can break down naturally over time, reducing its impact on the environment. Lastly, the hydrogel is reusable, allowing for repeated use, thereby minimizing material waste. The desulfurization rate achieved with the CNTs/PEG-PVA hydrogel is remarkably high, reaching up to 99.8%. Moreover, the material utilization rate is close to 100%, meaning that almost all of the hydrogel is utilized in the desulfurization process, reducing unnecessary material consumption. In summary, the innovative CNTs/PEG-PVA hydrogel presents a highly efficient and environmentally friendly solution for desulfurization in fuel oil. Its superior desulfurization rate, alongside its convenience, biodegradability, and reusability, positions it as a promising alternative that not only ensures effective desulfurization but also contributes to sustainable practices in the energy industry.
Keywords:
carbon nanotubes
; deep eutectic solvent
; desulfurization
; hydrogel
1. Introduction
Fuel-burning can produce harmful gases such as carbonic oxide and sulfur dioxide. The emission of sulfur dioxide not only causes acid rainwater but also frequent haze weather, which seriously threatens people's health. For this reason, governments of various countries strictly stipulate the standard sulfur content in fuel [1,2,3,4] and put forward the goal of green and efficient production of low sulfur oil.
Commonly used desulfurization technologies mainly include catalytic hydrogenation technology [5,6,7], oxidation desulfurization technology [8,9,10], extraction desulfurization technology [11,12,13] and adsorption desulfurization technology [14,15,16,17]. Among them, the reaction of catalytic hydrogenation technology not only needs to be carried out under the condition of high temperature and ultra-high pressure, but also during the reaction the olefin is hydrogenated, which loses the octane number and consumes excess hydrogen. In addition, the technology is difficult to remove high content of dibenzothiophene (DBT) and other sulfide in the fuel [18,19]. Oxidative desulfurization technology is to realize the desulfurization process by oxidizing sulfur compounds in fuel oil and then extracting them with the extractant. In oxidative desulphurization, the selection of oxidizer, catalyst and operating conditions is very important, and factors such as reaction selectivity, safety and cost need to be considered. Therefore, the application of oxidation desulfurization technology is limited. Compared with the above two desulfurization technologies, the extraction desulfurization technology and adsorption desulfurization technology have the advantages of low energy consumption, simple operation, and mild process conditions. In the aspect of extractive desulfurization, the new technology using deep eutectic solvent as extractant [20] and carbon nanotubes as adsorption material significantly improve the desulfurization efficiency. Since the deeply eutectic solvent is a liquid, it is not easy to store and transport. Therefore, some studies proposed to load the deeply eutectic solvent on carbon nanotubes to obtain DESs/CNTs composite materials [21] for desulfurization. The structure of CNTs can be simply viewed as a hollow tube formed by curling and closing the sheets of graphene, so carbon nanotubes have a unique microporous structure and high specific surface area. It provides many active sites for efficient desulfurization. DESs/CNTs composite is the semi-solidified state, which alleviates the inconvenience of storage and transportation to some extent. However, the high viscosity of DESs/CNTs composites bring new problem. Specifically, it not only increases the operational complexity but also easily causes waste and pollution due to the fact that DESs/CNTs composite is easy to adhere to the container.
DESs are defined as mixtures of pure compounds whose eutectic point temperature is lower than the ideal liquid mixture [22] and composed of two or more compounds with a hydrogen bond donor (HBD) and a hydrogen bond acceptor (HBA). DESs are easy to prepare and can be made with low toxicity by selecting a suitable HBA-HBD combination, such as the combination of low-toxicity choline chloride and urea [23]. DESs are characterized by its freezing point being lower than the freezing point of individual components and higher density than water. Most DES have relatively high viscosity at room temperature, and because of the high viscosity of DESs, most DESs have low ionic conductivity. DESs can be used as a solvent and catalyst for organic reactions, such as Grignard reaction and the addition of organolithium [24,25,26], as well as the preparation of pharmaceutical active ingredients [27]. Among them, the thiol–ene reaction in DES or DES–water mixtures provide an ideal, green system for access to ligated amino acids and peptides via reaction at the cysteine thiol residue [28].
The mechanism of DESs desulfurization is based on hydrogen bond force, using the hydrogen bond interaction between PEG and DBT, PEG-400 can achieve a single desulfurization rate of 99.9% for DBT with an initial concentration of 300 mg/L under optimal conditions, and achieve deep fuel removal to a certain extent [29]. The extraction efficiency of DESs synthesized by TBAC/ ethylene glycol is only 65% [7], indicating that the sulfur content of simulated gasoline is still high after one extraction. In order to achieve deep desulfurization, multiple extractions of simulated gasoline are required, such as multiple treatment of gasoline with fresh DESs. For any DESs, the extraction efficiency increases with the increase of extraction times. After five times of extraction, the extraction efficiency of TBAC/ ethylene glycol, TBAC/glycerin and TBAC/malonic acid reached 99.5%, 99.3% and 99.2% respectively, and the sulfur content of simulated gasoline was reduced to less than 10 ppm, that is, the deep desulfurization of simulated gasoline was realized through multiple extraction of DESs.
In this paper, MDESs/CNTs composites were prepared by loading the synthesized three-component deep eutectic solvent (MDESs) onto CNTs, and a new desulfurization process was proposed based on MDESs/CNTs composites. Specifically, MDESs/CNTs were heated and mixed with polyvinyl alcohol (PVA) aqueous solution, and then CNTs/PEG-PVA hydrogel was prepared by freeze-thaw cycle method, and then n-octane simulation fuel with dibenzothiophene (DBT) as the main sulfide was desulfurized. Because the CNTs/PEG-PVA hydrogel is a a gel-like solid, it can overcome the problem of improving the operation complexity caused by the large viscosity of MDESs/CNTs. The adsorption of DBT on hydrogels was studied by thermogravimetry and SEM characterization. The adsorption desulfurization mechanism of CNTs/PEG-PVA hydrogels was explained. In addition, we also explored the effects of CNTs/PEG-PVA hydrogels on the desulfurization rate in the presence of different deep eutectic solvents, hydrogel dosage, initial concentration of DBT, temperature, rotational speed, reaction time, and removal times of composite hydrogels, repeated use times of composite hydrogels, and reuse times of composite hydrogels.
2. Experimental
2.1. Materials needed for the experiment
n-Octane is purchased from Tianjin Damao chemical reagent factory, and is analytically pure. Methyl tertiary butyl ether (≥99%), FeCl3, CuCl2, ZnCl2, NiCl2, CoCl2, tetrabutylammonium chloride and tetrabutylammonium bromideare purchased from Sinopharm Chemical Reagent Co., Ltd, and are analytically pure. Dibenzothiophene (99%) is purchased from Alfa Essa (Tianjin) Chemical Co., Ltd. 30% hydrogen peroxide and Polyethylene glycol-400 are purchased from Tianjin Kemel Reagent Co., Ltd (Aladdin), and are analytically pure. Polyvinyl alcohol-1799 (98-99%) and n-hexadecane are purchased from Shanghai Jingchun Reagent Co., Ltd (Aladdin), and are analytically pure. Carbon nanotubes (OD=30-60 nm) (>70wt%) is purchased from Chengdu Zhongke Time Nanometer Materials Co., Ltd.
2.2. Synthesis of the three-component deep eutectic solvent
The three-component deep eutectic solvent is mainly composed of hydrogen bond acceptor (HBA), hydrogen bond donor (HBD), and metal chloride. The hydrogen bond acceptors used in this experiment are tetrabutylammonium chloride (TBAC) and tetrabutylammonium bromide (TBAB), the hydrogen bond donor is polyethylene glycol (PEG), and the metal chloride is the coordination compound. The preparation process can be described as follows: firstly, the purified HBA, HBD, and metal chlorides are weighed into a round bottom flask according to the molar ratio of 4:1:0.05. Then, the temperature is controlled from 60 oC to 130 oC and heated in a constant temperature oil bath and stirred until the mixture becomes a uniform liquid. Finally, the product obtained by stirring for 3-5 hours at a certain temperature is a deep co-melting solvent. The preparation of TBAC: PEG: FeCl3 is taken as an example. First, quantitative weighing of tetrabutylammonium chloride, polyethylene glycol 400, and ferric chloride in a round-bottom flask, and then placed in an oil bath heating, until the mixture dissolved into a uniform and transparent phase, continued heating for 4 h, to get a deep eutectic solvent. Finally, the synthesized eutectic solvent was vacuum dried in a vacuum drying oven for 12 h at 60 oC, and the specific synthesis route was shown in Figure 1.
2.3. Preparation of deep eutectic solvent/carbon nanotube composites
The deep eutectic solvent is liquid, and the carbon nanotubes are solid. Both of The composite materials are synthesized by the physical impregnation method. First, 0.1 g CNTs and 3.5 g MDESs were weighed in a round-bottomed flask and magnetically stirred for 30 min in an 80 oC oil bath. Then, ultrasound was carried out at 65 oC for 30 min, stirring and ultrasound were carried out alternatively for three times, finally, the synthesized sample was vacuum dried for 12 h to obtain MDESs /CNTs composites.
2.4. Preparation of PVA hydrogel and CNTs/PEG-PVA hydrogel
1 g PVA was dissolved in 15 mL of distilled water, and the PVA aqueous solution was placed in an oil bath at 95 oC for 3 h. Then, the resulting solution was poured into the mold for three freeze-thawed cycles (-18 oC/18 h, 25 oC/4 h). Finally, the solution was freeze-dried for 48 h to obtain PVA hydrogel.
In the process of synthesizing hydrogel, the existence of synthetic polymer is needed, and the synthetic polymer used in this experiment is PVA. The preparation process can be described as follows: First, PVA, 1g, was dissolved in 15 mL of distilled water, and the PVA aqueous solution was placed in a 95 oC oil bath and heated for 1 h. Then, all of MDESs/CNTs composites made in section 2.3 were taken into the mixture and reacted at the same temperature for 2 h. Then, the obtained solution was poured into the mold for three freeze-thaw cycles (-18 oC/18 h, 25 oC/4 h). After the cross-linking was completed, the hydrogel was put into distilled water for sufficient washing and soaking, and the uncrosslinked components were removed. Finally, the hydrogel was freeze-dried for 48 h to obtain CNTs/PEG-PVA hydrogel.
2.5. Desulfurization of simulated oil and recovery of hydrogels
DBT simulated oil was prepared with n-octane as solvent. CNTs/PEG-PVA hydrogel and DBT simulated oil were added into 25ml pear-shaped bottle according to a certain mass ratio for desulfurization experiment. The mixture was stirred for a period of time at a certain temperature and rotation speed, then stratified, and the upper layer was cleared overnight for detection of DBT concentration by gas chromatography. The desulfurized hydrogel was washed by methyl tert-butyl ether and then recovered by vacuum drying process.
2.6. Analytical method
For the determination of sulfur content in simulated oil, this paper mainly adopts gas chromatography, chromatographic conditions are as follows: chromatographic column using HP-5, Sample size: 0.06 μl, The carrier gas (N2): 210 mL/min, H2: 35 mL/min, Air:350 mL/min, Flow: 1.6 ml/min, constant current mode, Split ratio: 20: 1, Column temperature: 200 oC, Inlet temperature: 270 oC, Detector temperature: 270 oC, start time 3 min. The concentration of DBT was measured by the internal standard method, and a standard curve with a correlation coefficient of 0.99986 was obtained by using n-hexadecane of 2000 ppm as the internal standard, as shown in Figure 2. The desulfurization rate (EE) of the hydrogel was obtained by measuring the contents of each component in the simulated oil by the gas phase. The sulfur content in the fuel before desulfurization was Ci, and the sulfur content in the fuel after desulfurization was Cf, as shown in Equation (1). All experiments were repeated in this study to ensure the repetition rate and the error were less than 3%.
3. Results and discussions
3.1. Optimizing desulfurization conditions
In the process of desulfurization, the types of hydrogels, the amount of hydrogel, the initial concentration of DBT, the temperature, the rotational speed and time will affect the desulfurization efficiency of composite materials to a certain extent. Therefore, this paper explored and optimized the above conditions in detail.
HBA and HBD are important components of MDESs. HBA mainly selects TBAC andTBAB, while HBD mainly selects PEG.
Specifically, we synthesized eight kinds of MDEs: TBAB/PEG/ZnCl2, TBAB/PEG/FeCl3, TBAC/PEG/CoCl2, TBAC/PEG/CuCl2, TBAC/PEG/CuCl, TBAC/PEG/NiCl2, TBAC/PEG/ZnCl2, TBAC/PEG/FeCl3, after loading CNTs (OD = 30-60nm), eight kinds of composites were obtained. Then, eight kinds of composites were made of eight hydrogel to remove DBT in simulated oil. The experimental conditions were as follows: 0.5 g of simulated oil, simulated oil concentration of 1600 ppm, reaction temperature 25 oC, rotation speed 600 rpm, and reaction time 30 min. The experimental results are shown in Figure 3, for HBA, the desulfurization efficiency of hydrogels synthesized by MDESs of TBAC class is higher than that of TBAB class. For the supported reagent MDESs, when HBD and HBA remain unchanged, the desulfurization efficiency of hydrogels prepared with different metal chlorides is also different. The order of desulfurization efficiency of hydrogels obtained from metal chloride is as follows: FeCl3>ZnCl2>NiCl2>CuCl>CuCl2>CoCl2. Therefore, when MDESs is TBAC: PEG: FeCl3, the hydrogel has the highest desulfurization efficiency, and the desulfurization efficiency of the hydrogel can reach 86.9%.
The hydrogels were prepared by using TBAC: PEG: FeCl3 as MDESs. The experimental conditions were as follows: 0.5 g of simulated oil, simulated oil concentration of 1600 ppm, reaction temperature 25 oC, rotation speed 600 rpm, and reaction time 30 min. The effects of different dosages of hydrogels (0.5 g, 0.7 g, 1.0 g, 1.5 g, 2.0 g) on DBT removal efficiency in simulated oil were investigated. The experimental results are shown in Figure 4. As can be seen from the figure that when the amount of hydrogel increases from 0.5 g to 1.0 g, the desulfurization efficiency increases with the increase of the amount of hydrogel, but the increase is not obvious. This due to the increase of the vacancy adsorption sites for DBT adsorption as the number of hydrogel increases. Therefore, more DBT can be adsorbed to improve desulfurization efficiency. However, when increasing from 1.0 g to 2.0 g, the desulfurization rate did not rise. The reason is that the aggregation of excess hydrogel will prevent some active sites from being exposed, thus affecting the adsorption of DBT. Therefore, when the dosage of hydrogel is 1.0 g, the desulfurization efficiency is the best. Taking into account the desulfurization efficiency and raw material consumption, the hydrogel dosage is 0.5 g, that is, m (hydrogels): m (oil) = 1: 1 in the next experimental process.
The effect of the initial concentration of simulated oil on the desulfurization efficiency was investigated when m (Hydrogels): m (Oil)= 1: 1, the reaction speed was 600 rpm, the reaction temperature was 25 oC, and the reaction time was 30 min. Desulfurization experiments were carried out on simulated oil with DBT initial concentration of 200 ppm, 400 ppm, 800 ppm, 1200 ppm and 1600 ppm respectively, and the experimental results were shown in Figure 5. The initial concentration of simulated oil had almost no effect on the desulfurization performance of a hydrogel. As the initial concentration of DBT in the simulated oil increased from 200 ppm to 1600 ppm, the desulfurization rate of DBT by hydrogel decreased from 88.3% to 86.9%, indicating that the initial concentration had little effect on the removal rate of DBT. The material could carry out effective desulfurization in different concentration ranges. Therefore, 1600 ppm was selected as the simulated oil concentration for the subsequent experiment.
Under the conditions of m (Hydrogels): m (Oil)= 1: 1, simulated oil concentration of 1600 ppm, the reaction time of 30 min and rotation speed of 600 rpm, the effect of temperature on the desulfurization efficiency of hydrogel was investigated by changing the reaction temperature (20 oC, 25 oC, 30 oC, 40 oC, 50 oC, 60 oC). The experimental results are shown in Figure 6. With the increase of reaction temperature, the desulfurization rate increases, but the increase is not obvious. Because the rise of temperature leads to the increase of molecular motion rate, the probability of molecular collision also increases, and the desulfurization efficiency increases. In addition, as adsorption is an exothermic reaction, low temperature is more conducive to adsorption, so room temperature 25 oC is selected to take into account both efficiency and consumption. This not only saves energy consumption in industrial applications, but also improves the reaction efficiency.
When m(Hydrogels): m (Oil)= 1: 1, the simulated oil concentration was 1600ppm, the reaction temperature was 25 oC, and the reaction speed was 600 rpm, the reaction time was changed (10 min, 30 min, 50 min, 60 min, 90 min, 120 min), and the effect of time on the desulfurization rate of hydrogel was investigated. The experimental results are shown in Figure 7. It can be observed that the desulfurization rate gradually increases between 10~50 min, which because there are many vacant adsorption sites on the surface of the hydrogel at the beginning of adsorption. After 50 min, the desulfurization efficiency decreased with the increase of time, because the number of empty adsorption sites on the surface of the hydrogel decreased. And with the decrease of DBT concentration in the simulated oil, desorption of some adsorbed DBT occurred. Therefore, the desulfurization reached equilibrium at 50 min, indicating that DBT had completely occupied the available vacant adsorption sites on the surface of the hydrogel. Considering the time cost, for the whole experimental process, the shorter the reaction time, the more conducive to the industrial application of the desulfurization process. Therefore, 30 min was selected as the best reaction time.
When m (Hydrogels): m (Oil)= 1: 1, the simulated oil concentration was 1600ppm, the reaction temperature was 25 oC, and the reaction time was 30 min, the reaction speed was changed from 200 rpm to 1200 rpm (specifically, 200 rpm, 400 rpm, 600 rpm, 800 rpm, 1000 rpm, 1200 rpm), and the effect of rotational speed on the desulfurization rate of hydrogel was investigated. The experimental results are shown in Figure 8. Increasing the stirring speed can better disperse the hydrogel to a certain extent, but stronger stirring does not improve the desulfurization reaction. When the stirring speed increased from 200 rpm to 600 rpm, the desulfurization rate increased from 85.5% to 86.9%. Because within a range of stirring speed, with the increase of stirring speed, the contact between hydrogel and reactants is favorable. However, as the stirring speed continued to increase, the desulfurization rate almost remained unchanged. Because the hydrogel and the reactants have reached complete contact before this, so the optimal speed is selected as 600 rpm.
3.2. Repeated recycling of CNTs/PEG-PVA hydrogels
To improve the use efficiency of hydrogels, provide support for industrial application, make hydrogels play atomic economy with greater efficiency, and improve the utilization rate, this experiment has carried out experimental exploration on the repeated desulfurization, reuse, and recycling of hydrogels.
In previous studies, the hydrogel can be effectively desulfurized in a wide range of concentrations. Therefore, when m (hydrogels): m (oil) = 1: 1, the simulated oil concentration is 1600 ppm, the rotational speed is 600 rpm, the reaction temperature is 25 degrees, and the reaction time is 30 min, we can explore the multiple desulfurization process of the hydrogels. First, the desulfurization experiment of hydrogel was carried out. We used the new hydrogel for desulfurization experiments again and repeated the process. That is multiple desulfurization experiments of the hydrogel. Figure 9 showed the experimental results. With the increase of the number of desulfurization reactions, that is, the usage of hydrogel increased, the desulfurization efficiency increased, and the concentration of DBT in simulated oil gradually decreased. After 7 times of desulphurization, the removal efficiency is 99.8%, and the sulfur content in the fuel is less than 2.72 ppm, that is, the hydrogel can realize the deep removal of DBT.
When m (Hydrogels): m (Oil)= 1: 1, the simulated oil concentration was 1600ppm, and the reaction speed was 600rpm, the reaction temperature was 25 oC, and the reaction time was 30 min, the re-use of hydrogels was tested. First, a hydrogel desulfurization experiment was carried out. And the hydrogel was taken out after the reaction and directly used in the next hydrogel desulfurization experiment. The hydrogel desulfurization was repeated. The experiment result is shown in Figure 10, with the increase of the number of hydrogel repeated use, the removal rate of DBT decreased, and the desulfurization rate decreased from 86.9% to 75.3% after repeated 5 times. This indicates that with the repeated reuse of hydrogel, the effective adsorption site occupancy rate of the internal gel is approaching saturation, so the hydrogel adsorption capacity decreases. resulting in its desulfurization efficiency gradually decreasing.
The hydrogel has stable chemical properties and can achieve the recovery and utilization of hydrogel. The experimental results are shown in Figure 11. Under the same experimental conditions, the desulfurization efficiency is unchanged. This result indicates that the hydrogel can be recycled many times and does not change its desulfurization efficiency. The recovery and utilization of hydrogel not only ensure efficiency and save raw materials, but also reduce cost. Therefore, these hydrogels can be applied to chemical production.
3.3. Study on Adsorption Mechanism
To explore the mechanism of DBT adsorption by hydrogels, thermogravimetric and SEM characterization methods were used in this study to study the adsorption of DBT by hydrogels. PVA hydrogels and CNTs/PEG-PVA hydrogels after desulfurization were measured respectively, and the results were as follows:
Thermogravimetric analysis of PVA hydrogel and desulfurized CNTs/PEG-PVA hydrogel was carried out at 30~600 oC and heating rate of 20 oC/min. As shown in Figure 12, The quality loss of the PVA hydrogel and the desulfurized CNTs/PEG-PVA hydrogel at 30~100 oC was due to desorption of the physically adsorbed water, and the quality of the PVA hydrogel drops sharply because the water proportion in the gel is larger. At 100~200 oC, the mass of the two samples remains constant until the combustion temperature of the samples is reached. When the temperature is about 200~325 oC, the two samples have weight loss at the same time, which indicates that the starting and ending temperatures of the two samples are almost the same, which is the weight loss of PEG and PVA. At 325~550 oC, the quality of PVA hydrogel remained almost unchanged, indicating that the structure of PVA hydrogel had been decomposed. The quality of CNTs/PEG-PVA hydrogels after desulfurization decreased with the increase of temperature. The boiling point of DBT was 330 oC. There, the decrease in the quality of CNTs/PEG-PVA hydrogels after desulfurization was due to the decomposition of DBT, which indicated that DBT had been adsorbed in the structure of the hydrogels.
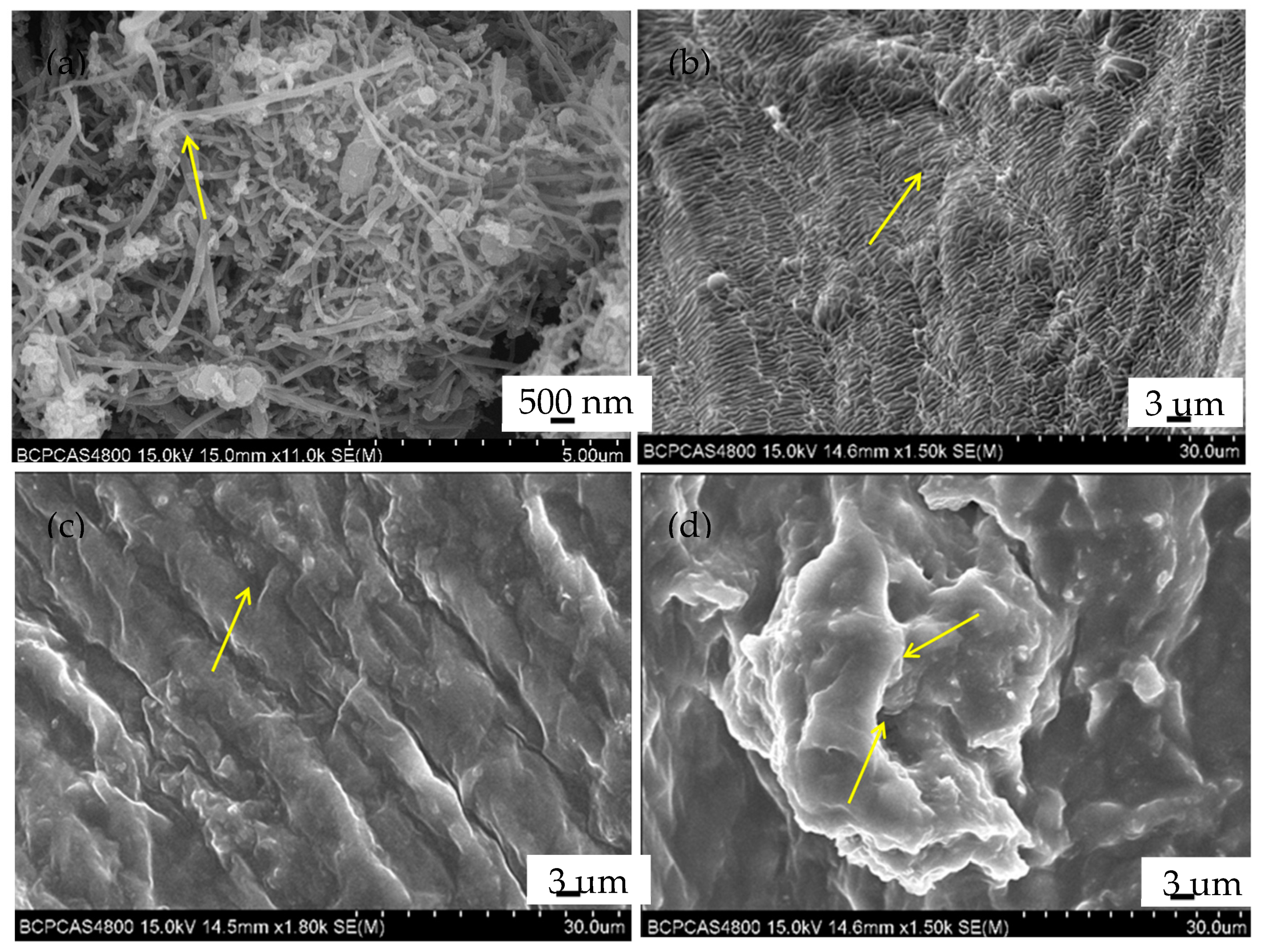
Figure 13 shows the microscopic morphology of PVA hydrogel (a), CNTs(b), CNTs/PEG-PVA hydrogel (c), and CNTs/PEG-PVA hydrogel after desulfurization (d). As shown in Figure 13a,b, the pore size of the hydrogel is relatively small. In Figure 13c, the pore size distribution of the hydrogel is relatively uniform. In Figure 13d, we can see that the pore size of the hydrogel after desulfurization is larger, with an obvious pore interpenetration structure, and the pore size distribution is uneven. This phenomenon is due to the strong van der Waals interaction between CNTs and PVA chain, and CNTs diffuse into the internal space of the porous gel and can be adsorbed to the inner surface of the pores. After desulfurization, there is a hydrogen bond between PEG and S in DBT, which will extract and adsorb DBT into the hydrogel, thus the agglomeration phenomenon occurs, and the desulfurization process can be realized.
4. Conclusion
In order to address the challenges posed by the high viscosity of MDESs/CNTs composites during the desulfurization process, as well as the issues of material waste and pollution caused by the composites adhering to the container, a novel preparation method for MDESs/CNTs composites was proposed. The researchers conducted experiments to determine the most efficient composition of MDESs, which was found to be TBAC: PEG: FeCl3. This composition resulted in a desulfurization efficiency of 86.9% in the hydrogel. Furthermore, when using a hydrogel amount of 1.0 g, the desulfurization efficiency increased to 88.1%. To optimize the desulfurization process, the researchers also investigated the impact of reaction temperature, time, and rotation speed. After careful analysis, they determined the optimal conditions at 25 oC, 600 rpm for 30 minutes, which yielded the best desulfurization results. The experimental results also demonstrated that the hydrogel could effectively remove low concentrations of sulfide fuel. For instance, when the initial fuel concentration was 1600 ppm, the desulfurization efficiency of the hydrogel reached 88.3%. After repeated removal cycles, the efficiency increased further to 99.8%, and the sulfur content in the fuel dropped to less than 2.72 ppm. This deep desulfurization capability is highly desirable in fuel purification processes. The researchers also examined the recycling potential of the hydrogels. After five repeated uses, they observed a reduction in desulfurization rate and noted that the removal of DBT by hydrogels became saturated. However, they found that after six cycles, the rate of desulfurization remained unchanged. This recycling capability not only ensured efficiency but also contributed to savings in raw materials and reduced overall costs. The study also shed light on the mechanisms behind the desulfurization process. The research team discovered that the hydrogen bond between MDESs and DBT played a crucial role in the removal of sulfur compounds. The researchers also emphasized the importance of the microporous structure and high specific surface area of CNTs in dispersing MDESs, providing numerous active sites for efficient desulfurization. Furthermore, when combined with PVA aqueous solution, the hydrogels formed by MDESs/CNTs composites overcame the challenges associated with increased operational complexity, waste, and pollution caused by the high viscosity of the composites. These hydrogels, therefore, hold great potential for application in various chemical production processes.
Acknowledgements
We would like to thank the National Natural Science Foundation of China (Grant NO. 2160603) for financial support of this project.
References
- Song, C.S. An overview of new approaches to deep desulfurization for ultra-clean gasoline, diesel fuel and jet fuel. Catalysis Today 2003, 86, 211–263. [Google Scholar] [CrossRef]
- Gupta, M.; He, J.; Nguyen, T.; Petzold, F.; Fonseca, D.; Jasinski, J.B.; Sunkara, M.K. "Nanowire catalysts for ultra-deep hydro-desulfurization and aromatic hydrogenation". Applied Catalysis B-Environmental 2016, 180, 246–254. [Google Scholar] [CrossRef]
- Jiang, B.; Yang, H.; Zhang, L.; Zhang, R.; Sun, Y.; Huang, Y. Efficient oxidative desulfurization of diesel fuel using amide-based ionic liquids. Chemical Engineering Journal 2016, 283, 89–96. [Google Scholar] [CrossRef]
- Ribeiro, S.O.; Juliao, D.; Cunha-Silva, L.; Domingues, V.F.; Valenca, R.; Ribeiro, J.C.; de Castro, B.; Balula, S.S. Catalytic oxidative/extractive desulfurization of model and untreated diesel using hybrid based zinc-substituted polyoxometalates. Fuel 2016, 166, 268–275. [Google Scholar] [CrossRef]
- Li, C.; Li, D.; Zou, S.; Li, Z.; Yin, J.; Wang, A.; Cui, Y.; Yao, Z.; Zhao, Q. Extraction desulfurization process of fuels with ammonium-based deep eutectic solvents. Green Chemistry 2013, 15, 2793–2799. [Google Scholar] [CrossRef]
- Hadj-Kali, M.K.; Mulyono, S.; Hizaddin, H.F.; Wazeer, I.; El-Blidi, L.; Ali, E.; Hashim, M.A.; AlItashef, I.M. Removal of Thiophene from Mixtures with <i>n</i>-Heptane by Selective Extraction Using Deep Eutectic Solvents. Industrial & Engineering Chemistry Research 2016, 55, 8415–8423. [Google Scholar] [CrossRef]
- Shu, C.; Sun, T. Extractive desulfurisation of gasoline with tetrabutyl ammonium chloride-based deep eutectic solvents. Separation Science and Technology 2016, 51, 1336–1343. [Google Scholar] [CrossRef]
- Chen, Y.; Song, H.; Meng, H.; Lu, Y.; Li, C.; Lei, Z.; Chen, B. Polyethylene glycol oligomers as green and efficient extractant for extractive catalytic oxidative desulfurization of diesel. Fuel Processing Technology 2017, 158, 20–25. [Google Scholar] [CrossRef]
- Jiang, W.; Zheng, D.; Xun, S.; Qin, Y.; Lu, Q.; Zhu, W.; Li, H. Polyoxometalate-based ionic liquid supported on graphite carbon induced solvent-free ultra-deep oxidative desulfurization of model fuels. Fuel 2017, 190, 1–9. [Google Scholar] [CrossRef]
- Ali, M.F.; Al-Malki, A.; El-Ali, B.; Martinie, G.; Siddiqui, M.N. Deep desulphurization of gasoline and diesel fuels using non-hydrogen consuming techniques. Fuel 2006, 85, 1354–1363. [Google Scholar] [CrossRef]
- Zaid, H.F.M.; Kait, C.F.; Mutalib, M.I.A. Extractive deep desulfurization of diesel using choline chloride-glycerol eutectic-based ionic liquid as a green solvent. Fuel 2017, 192, 10–17. [Google Scholar] [CrossRef]
- Dharaskar, S.A.; Varma, M.N.; Shende, D.Z.; Yoo, C.K.; Wasewar, K.L. Synthesis, Characterization and Application of 1-Butyl-3 Methylimidazolium Chloride as Green Material for Extractive Desulfurization of Liquid Fuel. Scientific World Journal, 2013. [Google Scholar] [CrossRef]
- Gano, Z.S.; Mjalli, F.S.; Al-Wahaibi, T.; Al-Wahaibi, Y.; AlNashef, I.M. Extractive desulfurization of liquid fuel with FeCl<sub>3</sub>-based deep eutectic solvents: Experimental design and optimization by central-composite design. Chemical Engineering and Processing-Process Intensification 2015, 93, 10–20. [Google Scholar] [CrossRef]
- Hernández-Maldonado, A.J.; Yang, R.T. Desulfurization of transportation fuels by adsorption. Catalysis Reviews-Science and Engineering 2004, 46, 111–150. [Google Scholar] [CrossRef]
- Hernández-Maldonado, A.J.; Yang, R.T. New sorbents for desulfurization of diesel fuels via π-complexation. Aiche Journal 2004, 50, 791–801. [Google Scholar] [CrossRef]
- Hoang Phuoc, H.; Kasinathan, P.; Kim, J.; Lee, D.; Woo, H.C. Deep desulfurization of fuel gas by adsorption on Cu-impregnated activated carbons in practical conditions. Korean Journal of Chemical Engineering 2016, 33, 1908–1916. [Google Scholar] [CrossRef]
- Mohammadian, M.; Ahmadi, M.; Khosravi-Nikou, M.R. Adsorptive desulfurization and denitrogenation of model fuel by mesoporous adsorbents (MSU-S and CoO-MSU-S). Petroleum Science and Technology 2017, 35, 608–614. [Google Scholar] [CrossRef]
- Wang, R.; Wan, J.; Li, Y.; Sun, H. An improvement of MCM-41 supported phosphoric acid catalyst for alkylation desulfurization of fluid catalytic cracking gasoline. Fuel 2015, 143, 504–511. [Google Scholar] [CrossRef]
- Tang, X.-d.; Zhang, Y.-f.; Li, J.-j.; Zhu, Y.-q.; Qing, D.-y.; Deng, Y.-x. Deep Extractive Desulfurization with Arenium Ion Deep Eutectic Solvents. Industrial & Engineering Chemistry Research 2015, 54, 4625–4632. [Google Scholar] [CrossRef]
- Smith, E.L.; Abbott, A.P.; Ryder, K.S. Deep Eutectic Solvents (DESs) and Their Applications. Chemical Reviews 2014, 114, 11060–11082. [Google Scholar] [CrossRef]
- Liu, Y.; Xue, J.; Zhou, X.; Cui, Y.; Yin, J. Deep desulfurization performance of thiophene with deep eutectic solvents loaded carbon nanotube composites. Royal Society Open Science 2021, 8. [Google Scholar] [CrossRef]
- Martins, M.A.R.; Pinho, S.P.; Coutinho, J.A.P. Insights into the Nature of Eutectic and Deep Eutectic Mixtures. Journal of Solution Chemistry 2019, 48, 962–982. [Google Scholar] [CrossRef]
- Abbott, A.P.; Capper, G.; Davies, D.L.; Rasheed, R.K.; Tambyrajah, V. Novel solvent properties of choline chloride/urea mixtures. Chemical Communications, 2003; 70–71. [Google Scholar] [CrossRef]
- Vidal, C.; Garcia-Alvarez, J.; Hernan-Gomez, A.; Kennedy, A.R.; Hevia, E. Introducing Deep Eutectic Solvents to Polar Organometallic Chemistry: Chemoselective Addition of Organolithium and Grignard Reagents to Ketones in Air. Angewandte Chemie-International Edition 2014, 53, 5969–5973. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Alvarez, J.; Hevia, E.; Capriati, V. The Future of Polar Organometallic Chemistry Written in Bio-Based Solvents and Water. Chemistry-a European Journal 2018, 24, 14854–14863. [Google Scholar] [CrossRef] [PubMed]
- Arnodo, D.; Ghinato, S.; Nejrotti, S.; Blangetti, M.; Prandi, C. Lateral lithiation in deep eutectic solvents: regioselective functionalization of substituted toluene derivatives. Chemical Communications 2020, 56, 2391–2394. [Google Scholar] [CrossRef] [PubMed]
- Rios-Lombardia, N.; Cicco, L.; Yamamoto, K.; Hernandez-Fernandez, J.A.; Moris, F.; Capriati, V.; Garcia-Alvarez, J.; Gonzalez-Sabin, J. Deep eutectic solvent-catalyzed Meyer-Schuster rearrangement of propargylic alcohols under mild and bench reaction conditions. Chemical Communications 2020, 56, 15165–15168. [Google Scholar] [CrossRef] [PubMed]
- Nolan, M.D.; Mezzetta, A.; Guazzelli, L.; Scanlan, E.M. Radical-mediated thiol-ene 'click' reactions in deep eutectic solvents for bioconjugation. Green Chemistry 2022, 24, 1456–1462. [Google Scholar] [CrossRef]
- Li, Z.; Cui, Y.; Li, C.; Shen, Y. Deep desulfurization of fuels based on deep eutectic theory. Separation and Purification Technology 2019, 219, 9–15. [Google Scholar] [CrossRef]
Figure 1.
Synthesis of TBAC: PEG: FeCl3.

Figure 2.
The standard curve of DBT.
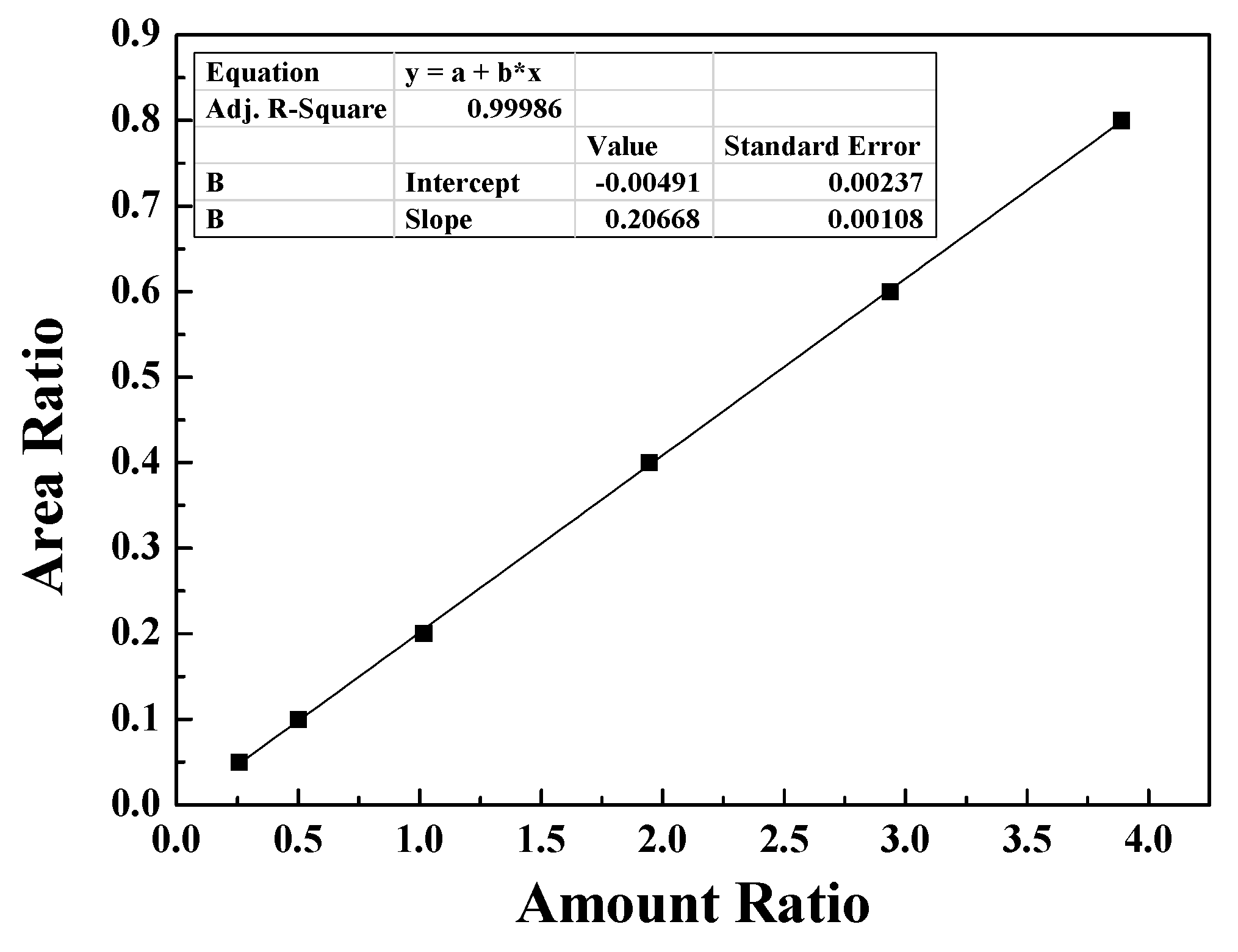
Figure 3.
Effect of different types of MDESs.
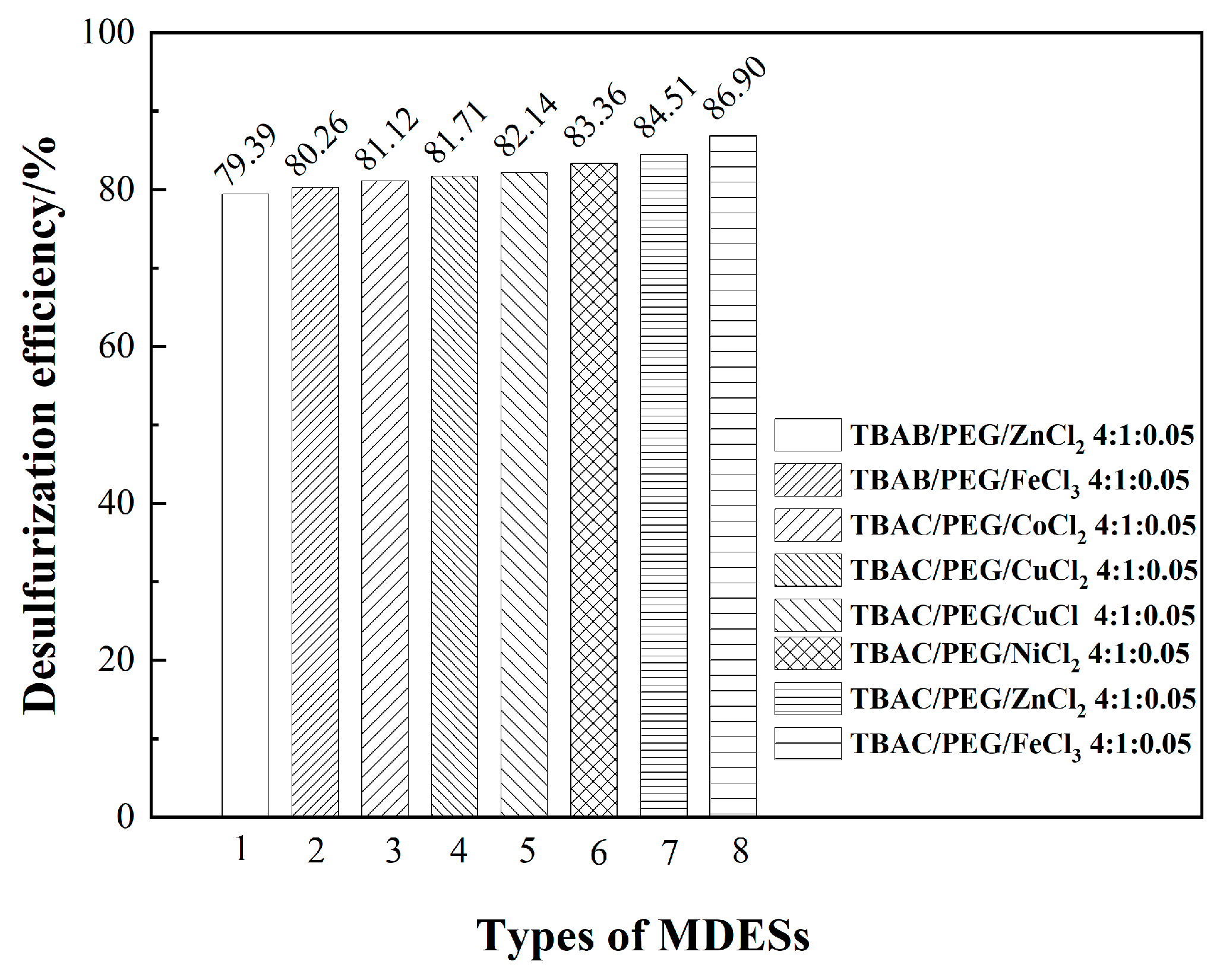
Figure 4.
Effect of the amount of hydrogels.
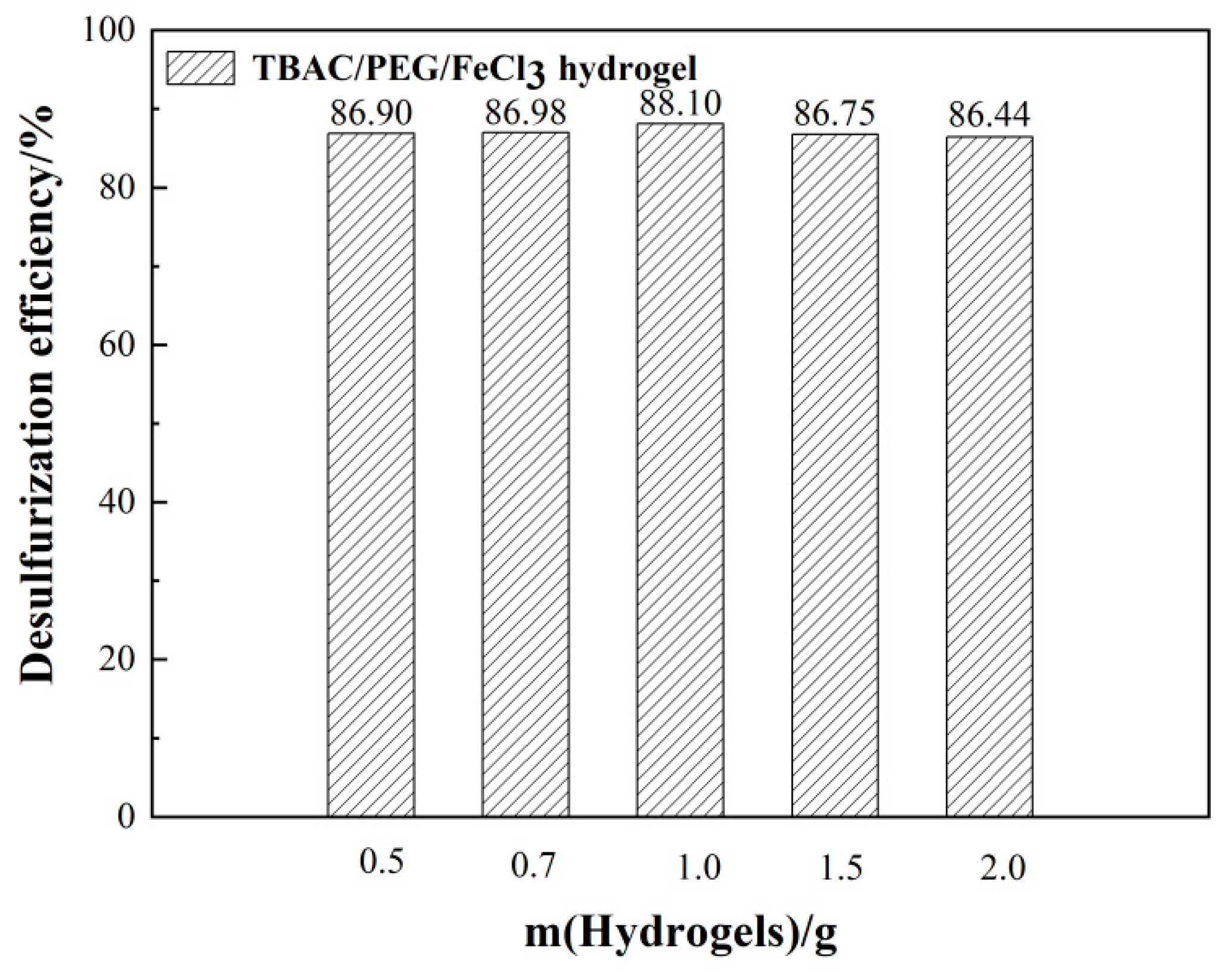
Figure 5.
Effect of initial concentration.
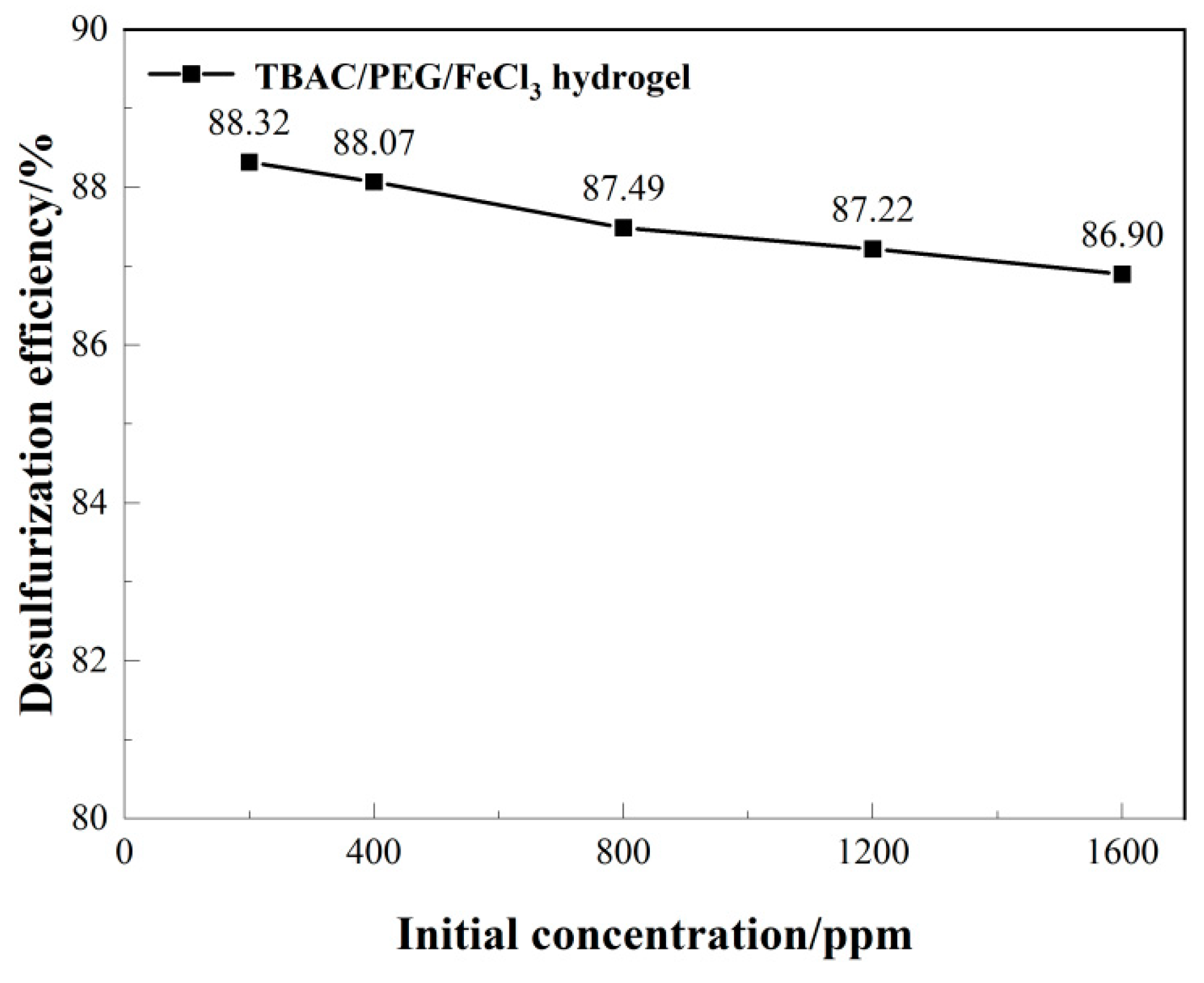
Figure 6.
Effect of system temperature.
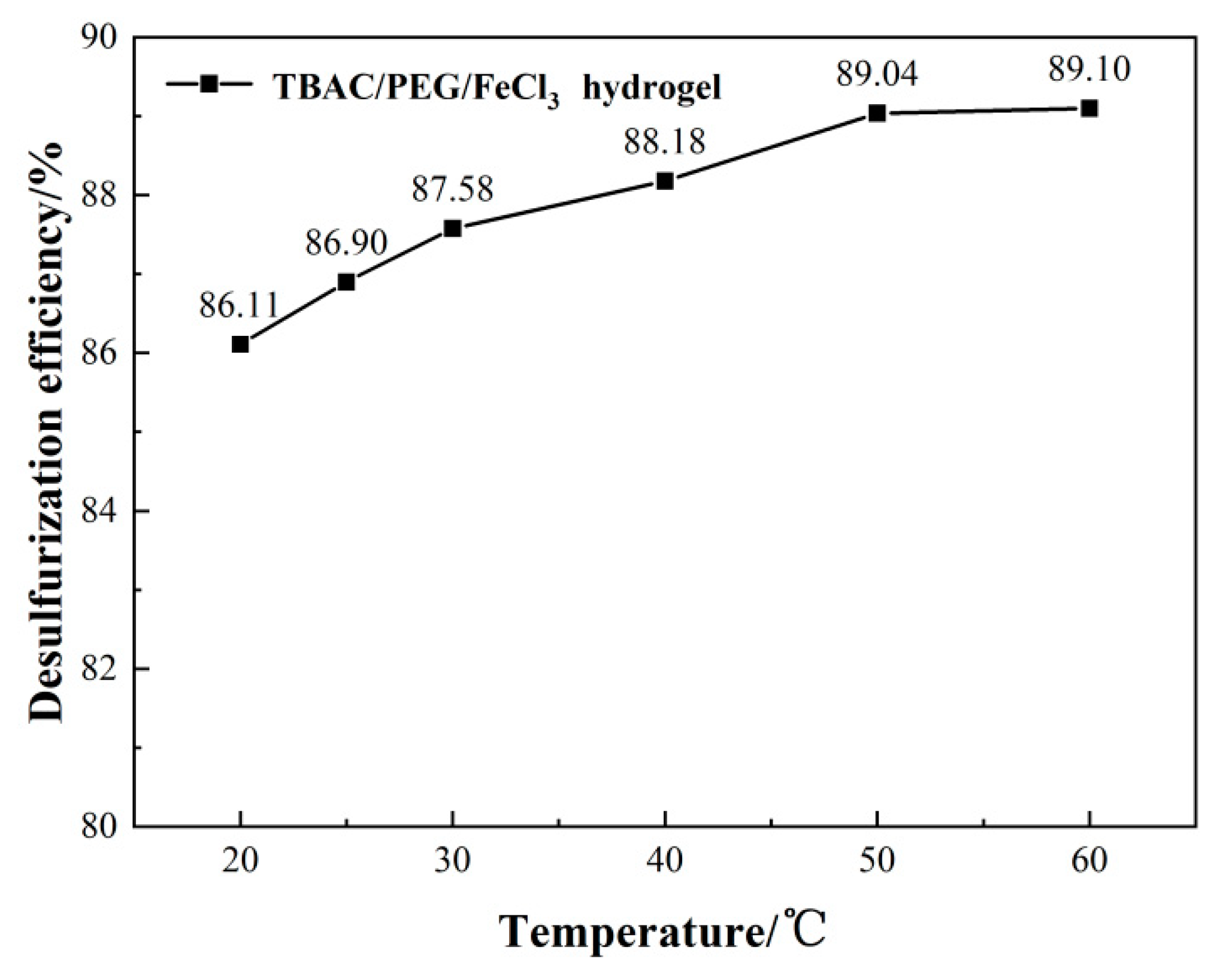
Figure 7.
Effect of reaction time.
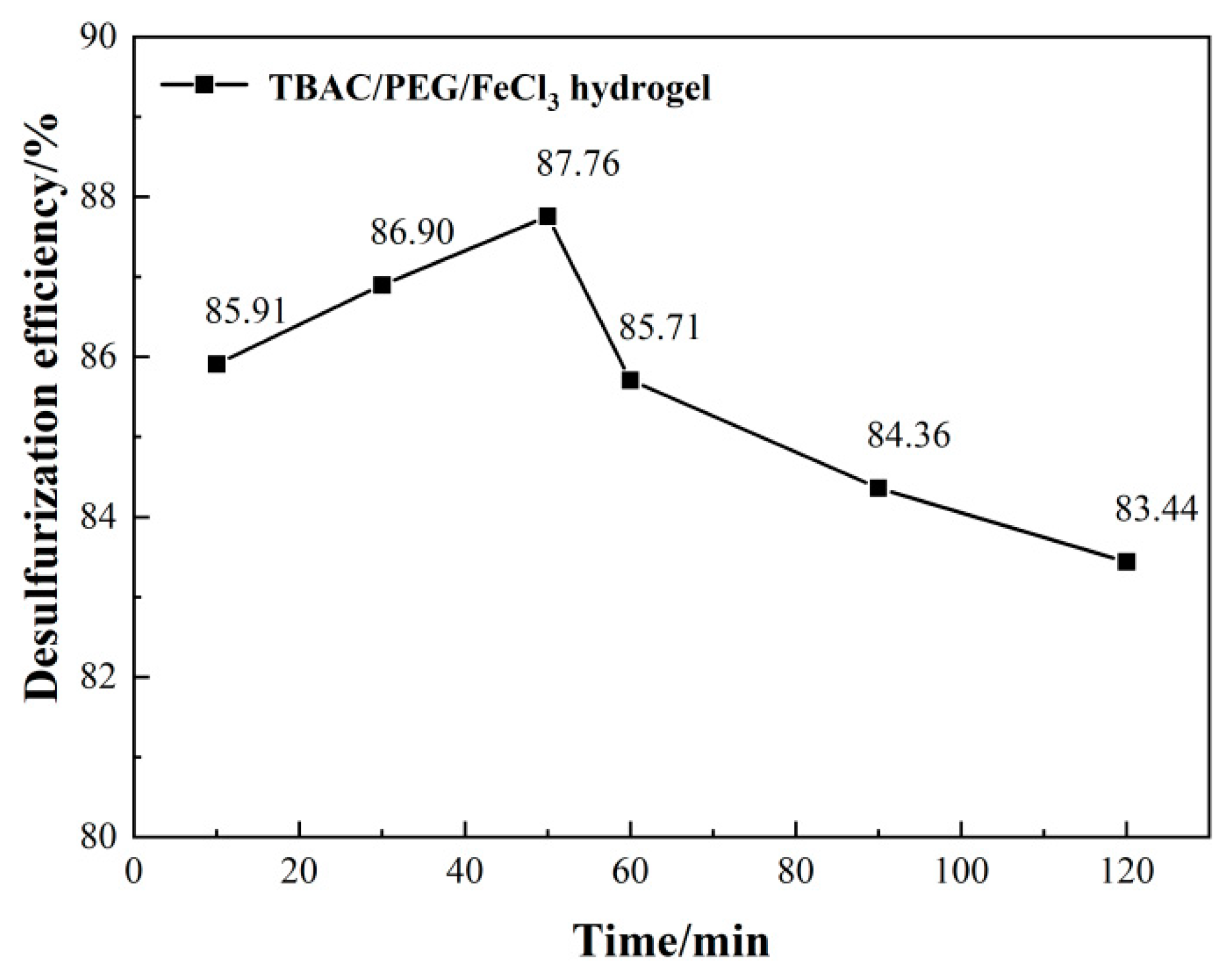
Figure 8.
Effect of rotation speed on the desulfurization rate.
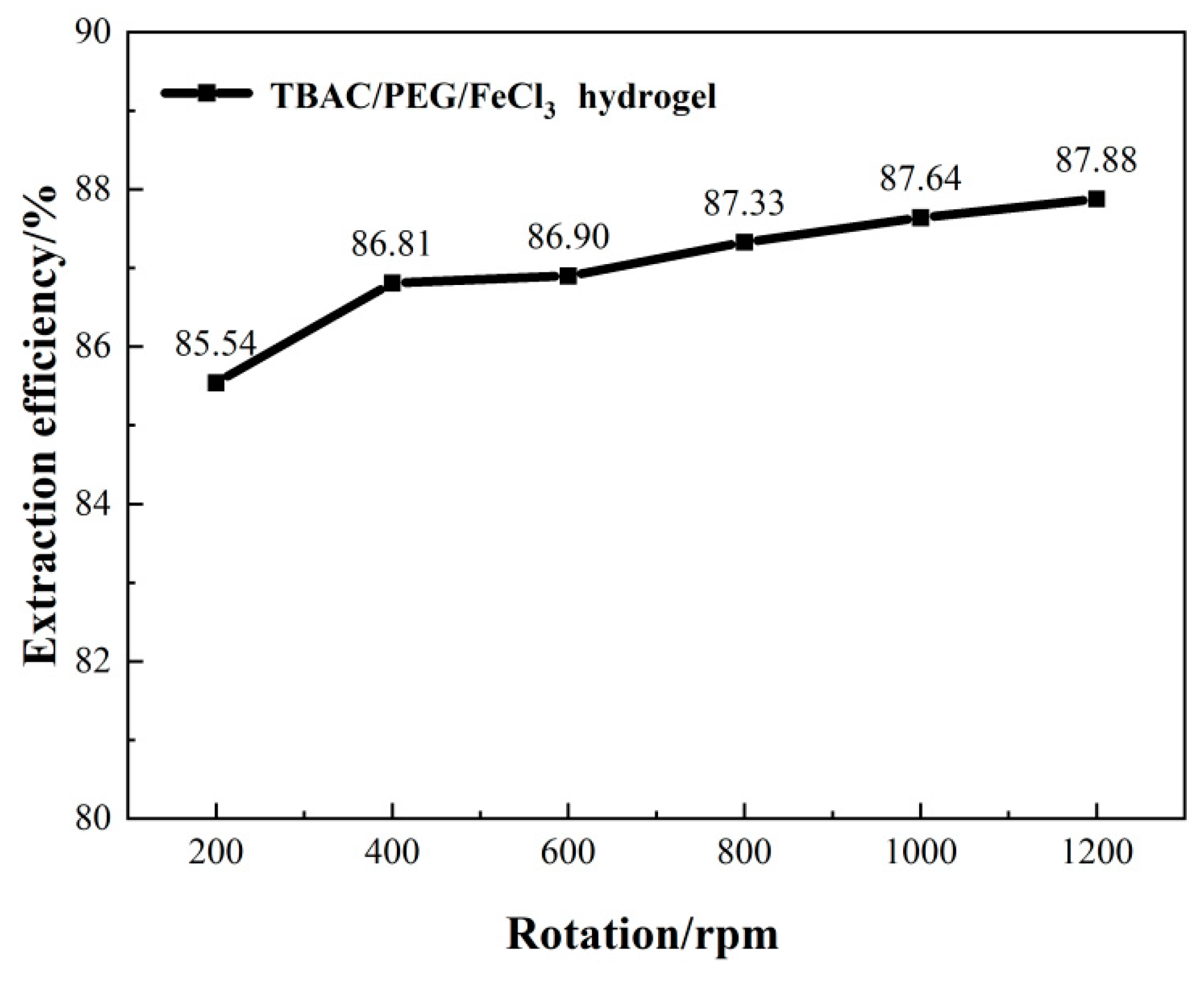
Figure 9.
Effect of multiple removal.
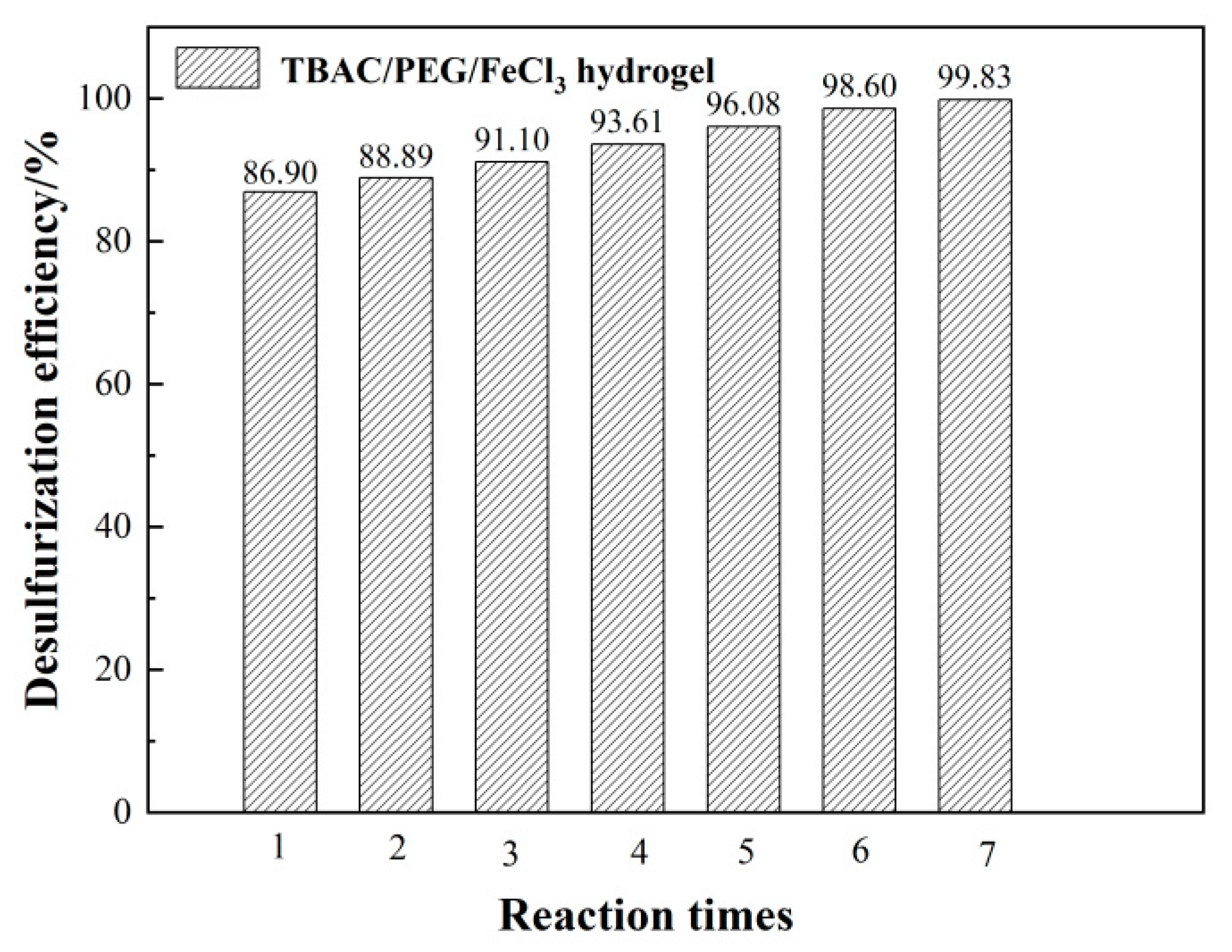
Figure 10.
Repeated use of hydrogels.
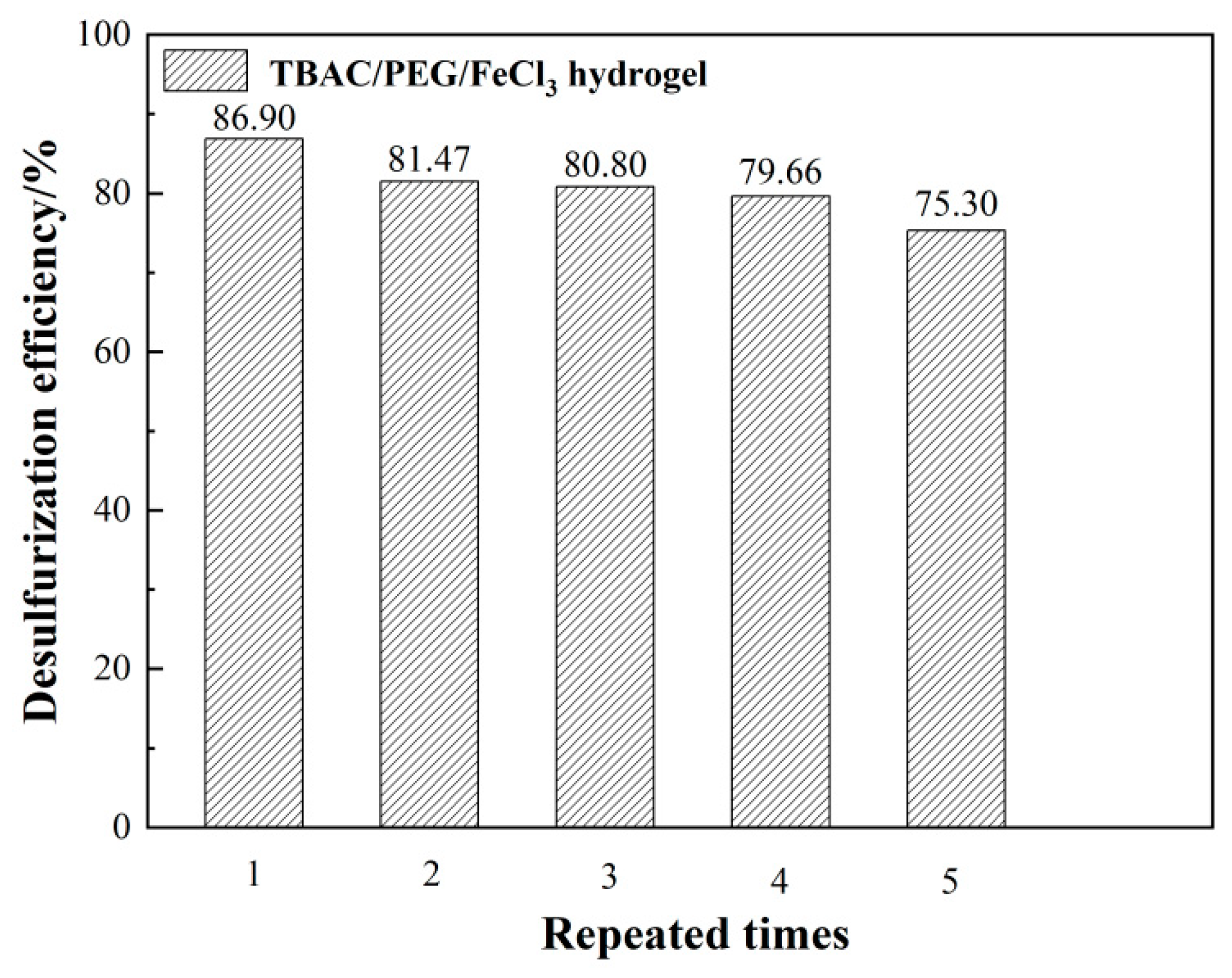
Figure 11.
Recycling of hydrogels.

Figure 12.
TGA curves of hydrogel and hydrogel after desulfurization.
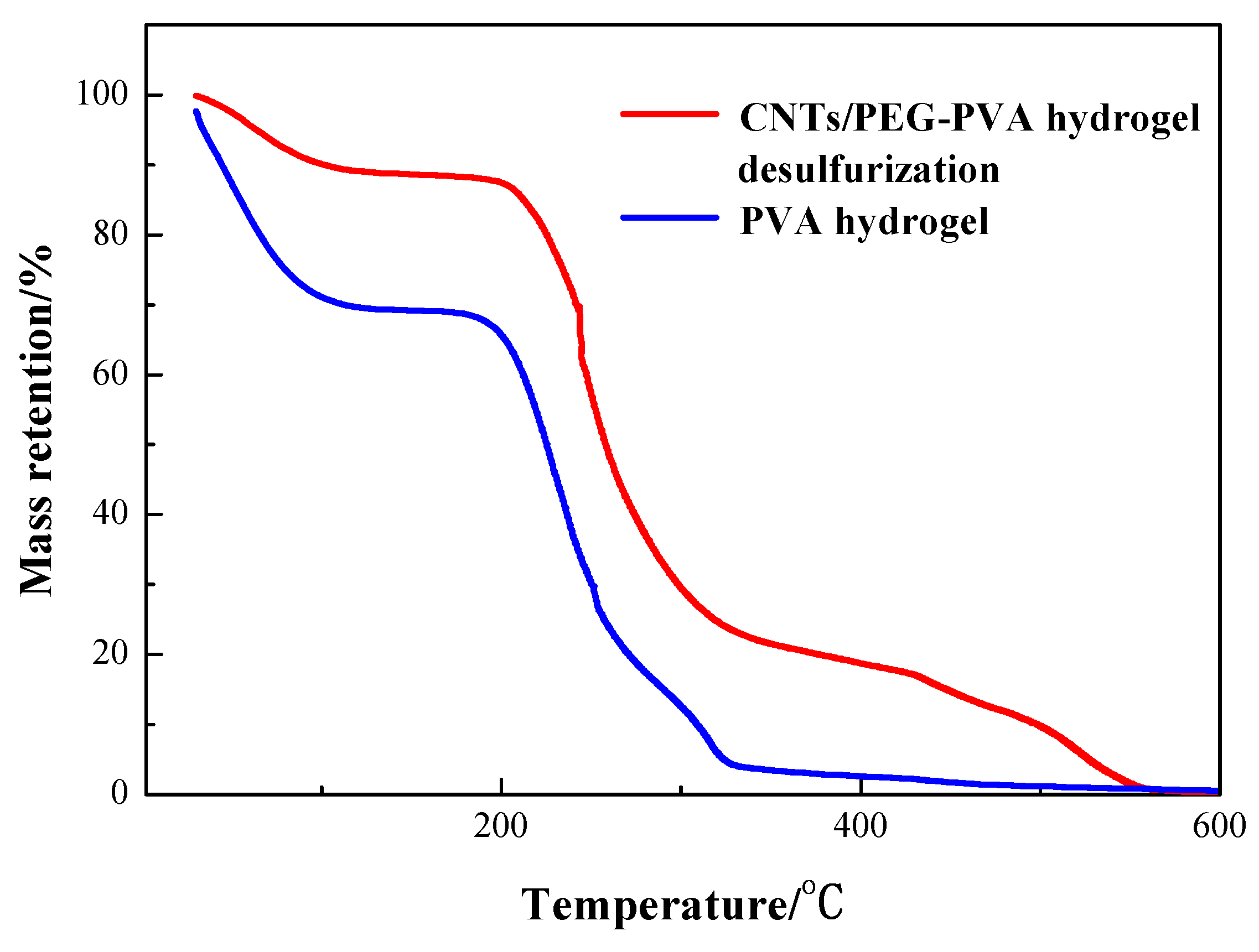
Figure 13.
SEM images of hydrogels (a) CNTs (b) PVA hydrogel (c) CNTs/PEG-PVA hydrogel (d) CNTs/PEG-PVA hydrogel after desulfurization.
Figure 13.
SEM images of hydrogels (a) CNTs (b) PVA hydrogel (c) CNTs/PEG-PVA hydrogel (d) CNTs/PEG-PVA hydrogel after desulfurization.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



