
Submitted:
14 January 2024
Posted:
15 January 2024
You are already at the latest version
Abstract
This review delves into the critical role of automation and sensor technologies in optimizing parameters for thermal treatments within electricity power generation. The demand for efficient and sustainable power generation has led to a significant reliance on thermal treatments in power plants. However, ensuring precise control over these treatments remains challenging, necessitating the integration of advanced automation and sensor systems. This paper evaluates the pivotal aspects of automation, emphasizing its capacity to streamline operations, enhance safety, and optimize energy efficiency in thermal treatment processes. Additionally, it highlights the indispensable role of sensors in monitoring and regulating crucial parameters such as temperature, pressure, and flow rates. These sensors enable real-time data acquisition, facilitating immediate adjustments to maintain optimal operating conditions and prevent system failures. It explores the recent technological advancements, including machine learning algorithms and IoT integration, which have revolutionized automation and sensor capabilities in thermal treatment control. Incorporating these innovations has significantly improved the precision and adaptability of control systems, resulting in heightened performance and reduced environmental impact. This review underscores the imperative nature of automation and sensor technologies in thermal treatments for electricity power generation, emphasizing their pivotal role in enhancing operational efficiency, ensuring reliability, and advancing sustainability in power generation processes.
Keywords:
Automation and sensors
; parameters control
; thermal treatments
; electricity power generation
1. Introduction
Thermochemical treatments are alternatives for municipal solid wastes or biomass including combustion, pyrolysis, and gasification, ensuring the generation of three main products are electricity, fuels, and heat presenting each one your advantages and disadvantages [1]. The main difference between these technologies is the oxygen inlet concentration that feeds the reactors, produces different thermal routes, and consequently changes your products including fuels and hazardous gaseous emissions in the power plants [2].
All these alternatives need different time residence for the stability of the process and this period can determine the different generated products [3]. In pyrolysis treatment, the reactor depends mainly on this variable and thus has a considerable influence on the products by the reaction rates, it can produce synthesis gas, bio-oil, and biochar with different concentrations on slow pyrolysis, fast pyrolysis, and flash pyrolysis reactors [4].
Synthesis gas or syngas is a fuel constituted mainly with carbon monoxide and hydrogen that generally can be used for electricity and/or heat, having energetic potential transformations from chemical synthesis, as Fischer-Tropsch can become gasoline, methanol, kerosene, and other petrochemical derivate [5]. Energy recovery with syngas chemical looping is an important strategy that reaching municipal solid waste or biomass from thermal or biological treatments. This solution consists of the feeding gas from steam turbine cycles, which is a feasible alternative to biogas providing anaerobic digestion or synthesis gas generated by thermal treatments such as pyrolysis or gasification, which can produce fuels in a biorefinery or electricity generation [6].
Biological treatments are widely studied, mainly the anaerobic digestion for biogas production, organic waste production in agriculture, and livestock farming this process contributes to carbon dioxide (CO2) emissions abatement and electricity generation [7], it evaluated that could reach 4.5 to 6.9 GWh and avoid approximately 19.8 MtCO2/year. This treatment generates a waste called digestate. Digestate is the matter that is not degraded in the process, generally producing 45 % of the material inserted in the biodigester, equipment that contains the microorganism responsible for the anaerobic digestion process [8]. Pyrolysis is a thermal treatment evaluated to generate electricity with digestate due to the sustainability of this thermal treatment and lower gaseous emissions. It was estimated that symbiosis of pyrolysis and anaerobic digestion increased 42% electricity compared to stand-alone process microorganisms [9].
Pyrolysis is a sustainable process applied to organic waste until dangerous chemical waste generates electricity, forming biochar that is a byproduct used as soil conditioning and for carbon capture system [10]. Incineration with energy recovery in a steam cycle is the technology most popular worldwide, in small and medium plants is interesting to apply cogeneration and provide economic savings [11]. However generally present hazardous environmental gaseous emissions such as Nitrogen Oxides and Sulfur Oxides (SOx) according to the waste inserted, lower efficiency is estimated in less than 70 % in combined heat and power in relation to gasification and toxic metal concentration in the ash process generation [12].
Slow pyrolysis configures a process with excellent thermodynamic efficiency for the application of solid wastes or biomass, heterogeneous materials with different heating values, granulometry, and dimensions that generally reduce the power overall as in the gasification systems [13]. For this, this technology produces as syngas as gasification, reducing the disturbs on power system and environmental impact concerning other time-residence pyrolysis allowing insertion of biomass and solid waste without limitation and prejudice [14]. Astrup et al. [15] identified different research, compared in a life cycle assessment of different thermal waste technologies, and noted the information lack about gas generation depending on the solid wastes in all the main thermal treatments such as incineration, gasification, and pyrolysis.
Biomass and/or solid waste power plants are extremely sensitive to the quality of fuel according to moisture content and composition mainly in thermal reactors, due to this particularities dynamic analysis simulation of the electric machine becomes an essential step for the desirable performance in the electricity market [16]. Fast load ramps characterize this to enhance competitiveness in grid stability and work together with the process modeling of feed-stock materials [17]. Figure 1 shows the flexibility of the biomass sources that can be treated through the so-called thermochemical routes (direct combustion, pyrolysis, and gasification), as well as the versatility of the energy obtained, ranging from liquid fuels (fuel oil and methanol), solids (coal), gases (synthesis gas), heat and electricity.
Thermochemical technologies basically use three sources of biomass: non-woody plants (aquatic and oil plants), woody plants (wood), and organic waste or waste with hydrocarbons in its composition (agricultural, urban, and agro-industrial). When it comes to municipal solid waste, it’s worth noting that the residual plastic fraction is also part of this composition, as it is made up of hydrocarbons. Pre-treatments have been developed and present possibilities to homogenize important parameters in biomass that increase the energetic and electricity potential [18]. Those are divided into physical, thermal, chemical, and biological and allow equalized moisture, particle size, lignin, and mineral matter content contributing to the production of an equivalent and linear syngas yield to electricity generation [19].
Research about syngas is included in current literature, the biomass potential to generate electricity by syngas of Brazil in the Rio Grande do Sul with the rice industries in Pelotas represents a capacity of 7,7 MWh with the rice husk and effluents that could become these industries self-sufficient [20]. The energy balances of biomass or solid waste thermal treatment by slow pyrolysis plants in rotatory kilns have been applied in modeling works that study the process behavior of biomass and solid waste treatment [21]. It evaluated that slow pyrolysis get works with low-grade pretreated biomass, becoming self-sufficient after insertion of biomass [22]. Few variables are evaluated in one thermochemical technology and controlled by operators since have more than 100 process parameters, to improve reliability and conditions of the main challenge which are recovering energy losses and understanding the possibilities during the energy conversion to increase the efficiency as the profitability too [23].
In slow pyrolysis power plants, there are many different applications due to syngas versatility, such as the potential to generate steam, biofuels, and electricity, and those generally conflicting simultaneously for the price markets and daily or monthly the necessity of supply chain-associated design and operation, identifying the most cost-effective and sustainable reaction pathways in the process [24]. The versatility of this fuel (syngas) produced, is interesting to determine which application presents more advantages for determined industry depending on the objective and your supply chain applying multi-objective optimization to turn the treatment waste process rentable and feasible for different electrical systems [25].
Carbonaceous materials of biomass treated from thermal processes such as pyrolysis can be converted and have the potential to manufacture nano-materials for gas sensors due to chemical flexibility and good electrical conductivity, however need research to be flexible and portable detectors and present advantage because of possible long-term re-usability, benefiting when use biomass waste nowadays offering a better feasibility approach for the market [26]. Production of this carbonaceous material collaborates on the hydrogen storage capacity and chemical combination with metal hydrides being a future strategy for the export of this material contributing consequently to electricity generation from hydrogen to power in the own manufactured country too [27].
2. Pyrolysis
Thermal decomposition in the treatment of sewage sludge in pyrolysis reactions which do not present oxygen content inside the reactor and due to this composition of the technology reduces the level of carbon dioxide emission in addition to presenting economically marketable products such as synthesis gas, bio-oil, and biochar and its percentage composition is dependent on the chosen pyrolysis route [28]. The complete cycle of the pyrolysis is presented in Figure 2.
The reaction time and heating rate are the main parameters that intrinsically divide the pyrolysis process into slow and fast, modifying the yield and the products generated when it comes to the two most used technological routes [29]. However, the capture of carbon dioxide in either of these two routes with the addition of different catalysts and the influence of these parameters being researched is unknown because it is recent, amplified by the difficulty of recovering the chemical compound applied as a catalyst and its mechanisms that differ according to the allocation of this in situ or ex-situ, and from this second mode it is recovered more easily since the catalyst does not mix inside the main pyrolysis reactor promoting greater filtration [30].
A reaction that has two raw materials inserted in the reactor is called co-pyrolysis, and if organic products and inserted water will form, which later, after reforming the steam, produces free hydrogen as gaseous fuel, mainly in slow pyrolysis [31]. Reducing the rate of carbon and oxygen, the biomass depends on the reaction time which affects the properties and yields of the products generated in the pyrolysis process [32]. The performance and interferences in the capture of carbon in the various technologies that are being researched are unknown and recently applied at an industrial and experimental level [33].
Small electricity generating units are more prone to the thermochemical routes of pyrolysis and gasification which allow compaction of plants concerning techniques such as incineration, facilitating installations close to where the biomass or raw material [34]. This will be oxidized where it can be reused the heat generated or by-products such as biochar or bio-oil in various energy applications and technological products such as gas adsorbents, fuel cells, activated carbon, and carbon sequestrated by the soil [35].
3. Gasification
The method of gasifying renewable inputs to produce fossil fuels by chemical processes from low levels of oxidation inside different models of reactor construction presents a series of modes of operation described in the literature [36]. Verified that the application of technologies concomitant processes aiming at higher yields and lower pollutant emissions is being widely researched as the connection by biological routes [37]. Microalgae is an application of decarbonization in gasification technology and waste heat recovery in conjunction with the cooling of the synthesis gas. The fuel generated in the process preceding the mixture in the engine will transform mechanical energy into electrical energy, enabling greater thermal efficiencies, electrical generation, and reduction of pollutants [38].
In addition to the joint use of biological processes, one can resort to reducing carbon dioxide emissions within the gasification of biomass through chemical activities such as capture by compounds produced at an industrial level such as calcium carbonate, and non-amine solvents [39]. Solubilize part of a concentration of polluting gases also performing computational simulations and mathematical modeling aggregated to these, which together can present similarities. After validation with experimental tests in the collaboration of estimates mainly in energy levels and/or conservation of mass and gaseous compounds generated in thermal reactions reducing medium-term costs and collaborating in the automation of the reactor [40].
Some residues are generated in the sludge gasification and disposed of in landfills such as tar, ash, and particulates. The toxicity of this residue, requires higher classes of landfills for disposal, demanding a higher monthly cost as an operating expense post thermal treatment and that can make the process unfeasible, impairing the environmental and electrical efficiency achieved with the energy use of the sludge that collaborates in sustainability and circular economy [41].
In this way, research on the application of these residues promotes their economic viability, making these by-products after the application of chemical or biological treatments. Such as adsorbent material, and phosphorus recovery, among other alternatives, which will depend on the degree of investment required, plant size, and recovery period through the evaluation and demand of consumer markets [42].
Carbon capture and storage (CCS) in incineration technology presents the most industrially accepted degree of commercial evolution [43], considering that there are around 1200 plants in operation with high economic viability mainly in large-scale projects. Incineration reduces the efficiency of electrical generation using the types of cryogenic distillation, chemical air separation, or recirculation of fuel gases [44]. Applying the most usual routes at an industrial level, verification and evolution of studies that present new technologies can contribute to possible gains in other characteristics of the power plants currently in operation [45]. Mainly evaluating the integration of systems and visualization tools in real-time, sensors with process control in machine learning, and research in the use of advanced materials and catalysts [46].
In European countries like Austria, Slovenia, Germany, Greece, Belgium Netherlands, incineration plants are the most used method of thermal treatment of municipal sewage sludge nowadays in conjunction with co-incineration in power plants that use coal as raw material in cement kilns [47]. Technologies such as gasification and pyrolysis emerge as future possibilities mainly on smaller scales, in Portugal, the use of heat in any of the aforementioned technological options in a centralized way and at strategic points increases the electrical power output [48]. Automatically collaborates in maintaining operations for long periods since they would have a greater geographic, social, economic, and environmental function [49].
Check the efficiency rate and find chemical compounds that can dilute the concentration of carbon dioxide emitted and its conversion by mass transfer into a commercial or easy-to-treat by-product, reducing environmental pollution at its final disposal [50]. Depends on the evaluation of the concept in on-site production, reuse, storage, the economic perspective of operating costs, and investment in the creation of new technologies or application of commercial routes such as separation by catalytic and non-catalytic selective reduction, and dry adsorption. It must be combined with the treatment of other pollutants generated in incineration as fly ash [51].
The conception of new technological possibilities is important because innovation aims to reduce existing bottlenecks and promote greater environmental sustainability [52]. With cost reduction and greater operational efficiency in the thermal treatment of municipal or industrial sewage sludge [53], recent alternatives include the supercritical oxidation of water, microwave-assisted pyrolysis, plasma pyro-gasification [54].
Within the equipment that performs sludge oxidation in high-pressure atmospheres, generally reaching 22 to 25 MPa and average temperatures around 400°C, there are several challenges to becoming a commercially viable technology due to its high investment costs and operating time, high oxygen consumption compared to other recent technological alternatives [55]. As old ones, the constant incidence of corrosion and factors associated with the intensity of the process. There is a precaution with the viscosity of the sludge by transporting it in pipes and humidity that a high content increases the production of hydrogen and reduces methane, however, decreasing the calorific value of the gaseous products generated [52].
The pyrolysis reactions via microwaves, are carried out by controlling the temperature or dielectric power, which starts with temperatures of 200°C. However, it can reach heating ranges of up to 800°C or electrical power of 1200 Watts, and the analysis in real-time temperature increases efficiency in biofuel production and the evaporation rate is a crucial parameter in the mechanism of mass transfer and absorption of consumed energy [53]. Applying catalysts that increase the heating rate and the cracking of larger molecules collaborates in the yield of the process [56].
The plasma has different technological aspects and can perform the treatment of organic and inert material when it combines gasification and pyrolysis by the plasma torch which inside reaches 1500°C. It can recover dangerous materials such as cadmium, Lead, Zinc, and Chromium that may exist in some types of sludge such as tanneries in which acidic reagents are applied, among them calcium and potassium oxides with water, filtered in a microfiltration system. Recovery of these chemicals allows reuse and evaluation of the reduction of costs and environmental impact [34]. However, the technology has limitations arising from the erosion electrode by some fuels and presents a high-energy consumption to start the operation despite its versatile treatment capacity with hazardous waste [54].
In thermochemical routes, when waste is inserted as raw material, the average energy efficiency achieved among the highlighted technologies is 30 %, in addition to electricity, other products with varied economic value such as fuels, renewable gases, and chemicals from the use of catalysts [57]. Therefore expanding the global yield rate and possibilities for greater gains of scale in the long term according to the demand for each product generated in the plant and its need in the national or global market. In this context automation can favor operational constancy when the best efficiency range is found, reducing disturbances and losses due to inertia [58].
The selection of the reactor as the specifications of the inserted raw material and desired products are the factors that allow evaluation of the success of the thermochemical transformation process and the automation [44]. To continuously reproduce the same results in a way that reaches the degree of desired or required energy efficiency depends on the improvement of machine design according to experiments and multiphase simulations. For guarantee and improve longevity with advanced materials and integration with loss monitoring by sensors and automatic control in process optimization [59].
After the selection of technology and reactor, the characterization of samples and control diagnosis carried out in each of the three categories of capture and separation of carbon dioxide produced in the thermal process which are divided into pre-filtering combustion, post-combustion and added with oxygen or fuel and catalysts [60]. When evaluating this better relationship, automatic control favors the reduction of operator training, maximizing economic benefits, and improving process safety as it provides the greatest guarantee of reducing pollutants generated in the system [61].
In the context of automation applications, several models depend on the desired degree of control. There are several models, that can cause variability and conjunctions, with more than one algorithm according to the strategy that can be adaptive, predictive, intelligent, and automatically coordinated, logic and mathematics to reach the desired operational conditions [42]. Being dependent on the investments that can be made, requirements necessary and the possible manipulation of operating variables since the process settings according to its capacity, size, and material to be processed and products that aim to be generated are crucial in the favorable financial viability of the project [60].
Sensor data in a control interface with real-time graphs and historical data provide reports that can provide information that assists in the operation of drive logic, diagnosing and predicting possible failures [62]. They could avoid and minimize the possibility of sudden stops and adjust the air supply by limiting the formation of atmospheric, water, and soil pollutants [63].
Platforms that carry out data analysis and processing with expected improvement in the performance of thermal processes with the increase in the calorific value of the synthesis gas that increases the generation of electricity also the temperature of the flue gas, which affects the reduction of pollutants [64]. The calibration of sensors that measure and control through the creation of alarms and the detection of optimal ranges. It can benefit mechanisms for capturing and filtering the volume of harmful and non-combustible gases with control loops that regulate the concentration of sludge and cooling of the generated gas. This could provide automatic adjustments of the feeding system, especially if there is a recurrence of the use of centrifugal pumps in this operation [65].
The growth in the scale of renewable energy production with sustainable gas generation by waste can provide an efficient solution in reducing costs and benefits to society within the energy demand. Acting on the supply problem, being able to guarantee safety in electrification, and reducing the transport of toxic or non-toxic sludge in remote locations such as landfills that are generally distant due to the need for ample disposal space [66].
When automation was applied after carrying out several experimental tests and having an efficient and financially viable control diagnosis, it allowed the expansion of different operation sizes, staggering the operation of plants more easily and quickly with a lower level of technical instruction than in a non-automated and manually operated system [58]. Avoiding the greater probability of human errors, providing greater operational safety and electricity generation with materials that are currently discarded as waste in the soil [67].
Mechanisms for purifying and cooling the gases mixed in the engine constitute an important step in the previous improvement of electronic and controlled fuel injection since the volumetric efficiency and less mixed loads benefit the design of rotating thermal machines and the simulation of fuel models [68].
Combustion that reduces mechanical use of parts with the automation of this flow, allied to the interconnection of the values of the sensors of electrical power, the temperature of the exit gas, and the volumetric concentration of each gas. This will transmit this information and that will allow us to prove the adjustments of the relations between electrical generation x gas cooling x gas separation in the thermal process applied mainly when aiming at the chemical fraction of hydrogen [69].
The performance of installations that have carbon capture depends on the evaluation of the release of chemical energy during combustion and the influence on the volume and location of oxygen [70]. According to the particular design of the combustors and the heat transfer measured, applying the statistics that will be a tool assisting in automation, it is possible to diagnose the control strategies with the highest yield, lowest oscillation, and maximum overshoot values automatically assigned in the operation [71]. As the relationship between the automated insertion and the costs of the minerals applied in the removal of carbon dioxide [40].
Minimizing the production of sludge and the challenges of providing treatment and quality of water, combining the capture, storage, and transformation of atmospheric pollutants with disposal of lesser environmental impact. This can occur through different mechanisms such as the use of chemical catalysts, drying, and advances in primary and secondary treatment technology in biological reactors [72]. In addition to being able to cite techniques that promote the reduction of transport costs, which is a factor that reduces the emission of pollutants such as thickening, that is, becoming denser and reducing spacing used in vehicles that carry out the disposal or treatment of the sludge load [73].
When moisture reduction was carried out by drying mechanical or thermal drives, the CCS improved. Since this decision depends on the demand for power and the correlation between the possibilities of energy gains and the necessary investment, in addition to the fact that in the sludge one must verify the financial economy in the disposition of this matter as the reach of all these aspects following the objectives world climate [74].
Having evaluated the relations of the automatic control on the quality of the dehumidifying process, acting on the speed of rotation of the drying in the engine by the most efficient frequency conversion on the compound in which it wanted to improve the biological or thermal treatment [75]. After the reduction of the water content, the release of nutrients is consequently increased and the content of heavy metals is reduced before the execution of the treatment, which through experimental tests can evaluate the level of improvement achieved in these two parameters [76].
Due to the reduced water content in the sewage sludge, the energy spent on transporting the material decreases, as it provides greater logistical space in terms of both disposal and treatment. In a unit, that uses part of the residual heat in this drying or heat supply with biological treatment by anaerobic biodigestor or thermal such as pyrolysis, gasification or incineration. Carbon dioxide emissions were minimized in values above 50 % evaluating all the steps mentioned [66].
An improvement in this performance should be verified regarding the economic and investment advantages and disadvantages of applying methods such as thickening, mechanical dehumidification, and conditioning that enable the moisture content in the ranges of 70 to 90 % while thermal drying. It can guarantee water contents between 5 to 10 % and the products generated in each treatment of the inserted sludge [77].
Applying catalysts after drying the sludge depends on the selection of reactors and on verifying the performance of each adsorbent in its chemical transformation through gas-solids contact, which can be fixed, fluidized, mobile, and rotating in the reactor, in addition to evaluating the minimization of capital costs and operational with the insertion of the chosen catalyst(s). Although increasing costs, increase the generation of economic value and products refined by reforms and/or with load flexibility by a greater percentage, which makes effective the research efforts applied at an industrial level. In a way, that promotes the reduction of pollutant gas emissions after oxidation of the material and with a possible mixture of one or more combined catalysts [68].
When this occurs in a stable moisture content ratio, that is, with this constant variable it collaborates in the automation of the advancement in rotational speed and the performance of brakes that are assigned in possible stops. It is proportional to the highest combustion and frequency of electric current generated with the drier sewage sludge. Thus, the fixed percentages of moisture lead to greater predictability in the control of these internal combustion engines adapted to synthesis gas and coupled to electric generators by different catalysts, subdividing and statistically. Verifying the emission reduction potentials of polluting gases parameterizing applied catalyst/sludge moisture, pressure, initial and average temperature along with residence time [78].
Absorption and desorption columns constitute important structures within the existing mechanisms of carbon capture. These must be conditioned and their volumes calculated about the necessary periodic charge of chemical compounds or solvents that will be applied on an industrial or experimental scale. Storage facilities were observed, according to the level of danger, market demand research, and programmatic operational needs [79]. Together with the load flexibility of the electric power generating plants and the energy that will be commercialized in front of the automation of the data and the machine that collaborates in the design of the strategies that will be applied [80].
In the pyrolysis process, there are three main parameters evaluated in the percentage composition of products generated, which are the heating rate, temperature, and residence time [81]. They are interdependent on the chemical and physical reactions of this complexity, involved, also around the geometry of the reactor and the system of supply [82]. Secondary factors such as particle size and pressure respectively exerted to avoid corrosion in the equipment that reduces its useful life depend [83].
The application of alkaline catalysts such as sodium hydroxide in a hydrothermal gasification reactor at temperatures of 632 to 717°C improves the performance and yield of fuel gas production and the conjugation of algae can perform sequential fixation and sequestration of pollutant carbon to increase energy recovery [70]. However, the purification of the gas or sludge inserted must be carried out if there is a concentration of heavy metals since biological organisms cannot withstand these adverse conditions when catalysis by mineralization is carried out only in the improvement of the biochar of the pyrolysis process, it is necessary to evaluate the associated costs in the current currency in the acquisition of carbonates, silicates, phosphates, and hydroxides and this doping in the removal of carbon dioxide by the soil in CO2/ton [37].
4. Important Features for Thermal of Power Generation
Thermal power generation involves the conversion of heat energy into electrical power, relying on various features for efficient operation: Heat Source: A consistent and reliable heat source, such as fossil fuels (coal, natural gas) or renewable sources like geothermal or solar energy, is fundamental. Cooling Systems: Effective cooling mechanisms prevent overheating and maintain operational efficiency, often using water or air-cooling methods. Control Systems: Precise monitoring and control systems regulate temperature, pressure, and other critical parameters to ensure safe and optimal operation [84].
4.1. Temperature Influence
In two-stage pyrolysis reactors, the elevation of temperatures contributes to the increase in the thermal cracking of solids and liquids facilitating their subsequent use, with the hydrogen and carbon monoxide contents and the dry gas yield increasing up to the 850°C range at temperatures starting at 500°C, and the use of catalysts such as calcined dolomite can reduce the tar content and produce a higher concentration of synthesis gas in the catalytic conversion of carbon from the inserted biomasses [85].
In conditions of up to 550°C through modeling at a heating rate of 15°C/minute presents the tendency to increase energy recovery by biofuel both bio-oil and biochar through sewage sludge with moisture contents up to 15 % in conventional pyrolysis processes [86]. In addition to the combustible gases produced which are one of the main products in the pyrolysis route are directly influenced by temperature, the properties of biochar derived from sewage sludge is that the elevation of this parameter reduces the production of this compound, that is, lower temperatures around 300 to 400°C increases the yield or concentration of biochar in the percentage of economic products generated in the pyrolysis process [87].
The functions of this material vary, and biochar produced at low temperatures can be viable in the correction of alkaline soils while those generated at higher temperatures (700°C) can be more active in improving soil fertility and carbon sequestration by reducing the necessary volume of fertilizers. By interconnecting the incineration or combustion technology with pyrolysis, biochar can be an oxidizer that can produce and provide heat in the drying of sludge and the ash generated can be marketed as phosphorus fertilizer [88].
4.2. Pressure Factors
It is verified that in the processes of pyrolysis and gasification keeping the pressure constant or in a linear line also guarantees the stabilization of the composition of the products generated mainly gaseous as well as the residues according to the average molecular weight [89]. This collaborates in the ease of condensation and cooling of the gas generated that will have its combustion favored in the internal combustion engine that will transform the mechanical rotation into electrical energy with greater load constancies, partially expending this energy load in heat [90].
Depending on the coating material can store part of this thermal energy and be used in the preheating of the engine, and pressures above 2 to 3 MPa produce free hydrogen in pyrolysis when using biomass reducing the oxygen and carbon ratio in the vegetable bio-oil produced increasing the combustion potential [33]. Several important aspects improve energy systems, especially regarding smart grids [91].
The pressure drop inside the reactors modifies the permeability of the gas and also provides for the need for adjustments in the control of the residence time of the inserted material and the balancing with the temperature and the electrical energy that must be delivered to the network according to the contracted sale and that will be marketed is that the ranges of 3 to 7 MPa are the recommended ones in the pyrolysis process enabling the greater thermal decomposition of the tar and raising the yield of the synthesis gas of the municipal sewage sludge [92].
It is verified that control and automation become crucial in these points of demand, avoiding social and economic wear and tear of the thermal operations of the pressure exerted in the reactor together with the analysis of factors and predictability of risks and alarms already previously configured in worrying unit values of pressure which allow the reduction of the possibility of occurrence of various operational problems [92].
4.3. Heating Rate Dependence
When a heating rate of 10°C/minute is adhered to in the pyrolysis process on a laboratory scale and carbon dioxide is used as a reactive medium gas, the concentration of carbon monoxide is raised at temperatures above 550°C and less tar is generated because the cracking of volatile compounds increases, although when it is desired to increase the total yield of gaseous products and bio-oil on industrial scales, higher heating rates are generally applied, as previously mentioned, in the range of 15°C to 30°C/minute, which is justified because it is a sudden and high variation reaching the maximum and optimal temperatures of 500°C to 800°C, which also collaborates in increasing the energy density of the synthesis gas in the conventional and slow pyrolysis technology models [93].
These heating rates of 10°C to 30°C are low compared to fast pyrolysis or flash technology in which the residence time is only seconds and where heating values exceeding 100°C per second are achieved, and in this route a greater volume of bio-oil is produced concerning synthesis gas and biochar, Likewise, when evaluating gasification on laboratory scales, smaller-scale heating such as 5°C to 15°C / minute is applied to provide the behavior of the operation with a higher degree of analysis in different temperature ranges statistically employing thermogravimetric analyzers while in the operation of fixed or fluidized commercial gasifiers they reach temperatures above 1000°C within complete tests in times less than 20 minutes [94]. The drying of the sludge depending on the mechanical equipment used provides different particle sizes in millimeters that are distributed in the dryer and collected according to its capacity in tons per day, energy consumption of heat and electricity, being able to generate particles from 0.02 mm to 10 mm among these can be highlighted the spray dryer which generates compounds of smaller granulometry and the paddle dryer that generates larger particles [75].
The prior choice of the sludge particle size and designated equipment is essential because it must be integrated into the feeding system of the thermal treatment reactor although this choice criterion must be evaluated together with an analysis of the chemical and physical compositions of the sludge since these conditions affect the optimal ranges of heat distribution in the thermal treatment that will be performed [51]. Evaluate the instantaneous feeding rate in the thermal processes as gasification and combustion is a vital task, monitoring pelletized fuels from a vision machine in measurement time showing density and diameter influence applied to other parameters working together with the oxidant feed rate establishing improvement in the control and their relation with the gaseous and carbonaceous products generated [95].
Torrefaction consists of another technique widely used in the pretreatment of sludge mainly when particles up to 1 mm are obtained, which reduces the emission of pollutants such as SOx in the pyrolysis and gasification processes because when the elemental analysis is performed and makes the comparison of a torrified sludge about the conventional sludge [96], the concentrations of sulfur are reduced due to the devolatilization provided [97]. The energy density is high according to the increase in the upper calorific value of the generated compound and drastically increases the concentration of hydrogen, methane, and carbon monoxide generated in addition to this material obtaining better fertilizer characteristics by releasing higher concentrations of carbon, magnesium, and potassium in its pores [98].
4.4. Residence Time Importance
Considered one of the most relevant factors in thermal processes and which subdivides the technological routes when integrated with the programmed temperature to be reached, that is, the maximum temperature of the process, also called reaction temperature, the residence time of the raw material becomes the preponderant characteristic of the final composition generated of the products that will be generated and marketed [82].
Because it is closely linked to the heating rate, the precaution that must be taken with the final temperature that will be adopted also impacts the composition of elements such as potassium, magnesium, iron, phosphorus, and silicon of the ash or biochar generated although, in technologies such as slow pyrolysis comparing the temperature and heating rate with the residence time, this aspect is considered of greater relevance only when low temperatures around 300°C are applied in about 20 minutes of residence and lose importance when the reaction temperature reaches values above 400°C when referring mainly to the generated biochar [99].
According to [100] who evaluated a negative carbon dioxide power plant through a gasification unit in mathematical modeling of reactions with sewage sludge integrating three different software that were Aspen Plus (responsible for thermodynamic simulation) Excel and Aspen Hysys (model and energy balance) and validating temperatures from 600°C to 760°C directly influencing the pressure of the system, being that the highest simulated temperature (760°C) provided greater concentration and formation of combustible gas in the reactor which is carbon monoxide than carbon dioxide reporting in its conclusions that temperature is the most relevant factor followed after the gasifying agent (water in the form of steam) and pressure.
5. Power Plant Control and Automation
In the simulation with electrical generation in a computerized gasification model, two main conditions are determined which are the ideal equivalence ratio and the optimum reaction temperature of the process respectively, so that the relationship between the gasification agent that allows oxidation can be air, oxygen or steam with the volume of fuel or raw material inserted validates the main temperatures that promote the superior calorific value of the synthesis gas generated and thermal power available to be generated as a function of the energy required to preheat the gasification agent [101].
One of the possibilities of calculating the equivalence ratio is by programmable logic controller instructions that from the responses of the anemometer which measures the air velocity defines the designated flow rate in a vacuum pump that will feed the raw material into the gasifier through an inverter and a proportional–integral–derivative function. The average electrical efficiency of gasification is around 29 % in conventional diesel oil while the gasifier yield approaches 45 % with the use of air in the gasification of sewage sludge, this 16 % reduction occurs due to heat losses, and mechanical wear, but it can be raised with the automatic control of the ideal equivalence ratio that raises the lower calorific value of the synthesis gas [102].
In the control programming, advanced linear and nonlinear strategies can be adopted in the performance that an electric generation unit will have in its behavior concerning CCS mechanisms, and depending on the cycle and stage of the process, it can activate the actuators designated in a predictive mode of the table of variables considered in the application and in the number of steps established that is dependent on the evaluation of the control horizon and forecast as the required computational demand [103].
IoT applications and their power to increase efficiency across multiple industries leveraging real-time data allowing centralized control and management of various devices optimizing the energy consumption of power plants about supply chain enhanced productivity and reduce downtime with predictive maintenance [104].
In this way, these samples must be reviewed continuously to verify the stability of the associated electrical demand frequency to reduce mainly sudden oscillations that can generate fines and greater atmospheric and environmental pollution. By performing several tests, a robust database can be created among different operating modes and repeat calibration in engine speed, load, architecture, and control and lower braking potential that consequently reduces nitric oxide and nitrogen dioxide, emissions and promotes improvement in electrical power output [71].
Supervisory control is a vital equipment especially in non-linear systems that have several measurable variables and sudden changes, as it assists in the visual control of the operation and improved detection of alarms about risks and optimal ranges desirable by languages such as functional block diagrams and structured text [105].
Gas sensors in the thermal processes are available up to 1000°C collaborating and being important to work together with K-type thermocouples inside of the reactors as in pyrolysis or gasification processes, which is important to determine some gases according to temperature with good stability to long-time and selectivity to detect methane, hydrogen, and carbon monoxide however the highest temperature is a problem for their lifetimes yet that need to be solved for researches, which is contoured with modulated gas multi-sensor arrays where artificial intelligence can be used for reducing the noises [106].
When developing an inspection application it highlights the need for scalability in conjunction with cost-effective integration on accuracy, reliability, interoperability, and security in the reproduction and transmission of data so that inserting the programmable logic controller allows to production and management of several routes and automatic methodologies according to the synchronization of information and creation of indexes with identification and weight calculation of the measured and control factors [107].
To be carried out periodically aiming at medium-term savings in the management of the process avoiding sudden stops in the operation of variable electrical loads in electricity-generating thermal units, with the automated and most stable restart possible benefiting the environment combined with the confidence of electricity commercialization [108].
5.1. Artificial Intelligence Applications
When there is a nonlinear problem that needs to be optimized, a technique or algorithm can be applied in which continuous improvement and programmatic training occur, such as artificial neural networks [109]. With the modeling of the data received from sensors, performing the equation of the thermal balance conjugated to the electrical by simulations and integrating them to achieve the diagnoses of losses and obtain the best basis of possibilities of adjustments in the system constitutes an important tool for reducing costs in an electricity generation system.
This allows us to verify which aspects of the raw material, thermal reactor or electric generator have greater relevance in the electric generation that will be marketed as distributed and can guarantee a greater global energy efficiency by adjusting the gain of the main factors that increase the electric power output as observed by [110] in which the authors verified in a gasification system among 86 biomasses and 11 factors that the temperatures in the gasifier and the elemental carbon analysis are the two main variables that corresponded to 25 % of the electric power output among the 11 analyzed items.
The complexities associated with external factors influencing power production, like climate considerations, pose significant challenges in developing statistical models for managing generation systems [111]. Leveraging artificial intelligence (AI) techniques emerges as an enticing approach to address this issue. AI, a domain within computer science, demonstrates the capacity to comprehend tasks [112], analyze data [113], evaluate time series [114], and make decisions using algorithms crafted by experts [115].
Furthermore, within this realm, extensive exploration has been undertaken in smart grids [116] and the realm of the Internet of Things (IoT) [117]. Within this framework, machine learning stands as a subset of AI focused on constructing algorithms through data learning rather than predefined instructions [118]. Ensemble learning methods amalgamate multiple machine learning models, employing techniques like averaging or weighted averages, to address the limitations associated with relying solely on a single model [119].
Reduced order models configured with machine learning as long and short-term memory networks (LSTM) are alternatives within an initial scope of obtaining autonomous plants because they are a smaller programmed system that can be added with chemical and environmental modeling from other software forming a complex environment in which different programming languages are used, among which the Python language stands out to result in bio-fuel minimum selling prices, evaluating mass and energy yields as necessary feed-stock volume for commercial scale power plants planning [120]. As presented by Branco et al. [121] the use of LSTM may be even enhanced by applying filters, such as wavelet transform.
Support vector machines (SVM) is an AI modeling tool to evaluate hydrogen gas production from biomass pyrolysis for energy systems presenting that the highest temperature in the process is the variable most important of this machine learning technique. Compiling two algorithms together can increase the precision results, integrating SVM with artificial bee colony optimizer obtained the better coefficient determination comparing between M5 tree and Multi-layer Perceptron neural network algorithms [122]. Hybrid models with machine learning can play a smart operation role in gasification and pyrolysis, possibilities optimize the operation mainly to catalytic material behavior implementing rapid design contributing to decision-making for multi-objective power plants increasing the product yield desired output [123].
The quest to develop biorefineries with autonomous control by advanced models based on the parameterization of embedded dynamic systems and with data servers that store receive and transmit operating data and that can apply minimization techniques and AI algorithms to generate acceptable emission levels and maximization techniques in the quality and quantity of fuel, fertilizers, electrical power and chemical compounds generated is a global objective, especially in terms of achieving carbon neutrality, having the effectiveness of consuming the same carbon produced during all stages of the process. Advances in the training of machine learning algorithms that predict thermodynamic behavior, evaluate the immediate analysis of biomass by predicting the content of volatile, ash, and fixed carbon and automatically re-evaluate temperatures, pressure, heating rates, and residence time, which consequently allow the desired approximate yield and the percentage obtained of each product, would help to adapt the marketing of commodities and with these measures previously calculated by AI models would allow the economic modeling of the financial expenses and maximize profits of biorefineries from thermal power plants [124].
Predicting faults in the electrical power systems improves its reliability, thus helping to increase customer satisfaction with the use of electricity. In [125] the wavelet transform was applied to improve the ability to predict faults in the electrical power system. The use of filters, such as in [126] and in [127] using seasonal trend decomposition, in[128] using wavelet transform, in [129] using Christiano-Fitzgerald random walk filter, and in [130] based on Hodrick–Prescott filter is becoming popular since they reduce the noise and enhance the ability of the neural network to make predictions [114].
Applying the link between numerous linear and non-linear process factors is an important task to increase the accuracy of AI models, since the data amount depends on the quality of the calibration and hyper-parameter optimizations, the comparison difficulty concerning the performance varies according to the used methodology and objectives to reach data-driven models and can be improved with the advancement of deep analytical techniques and internet of things integration [131].
With the enhancement of computational power, the AI models became capable of solving more difficult tasks [132]. Following this direction there are more applications of sensors that are using AI approaches to improve their capacity of application, especially considering automation [133]. The use of these models in automation [134], along with sensors [135], and considering electricity power generation [136] will become even more popular since the trend of AI-based approaches gives us a direction for that [137].
6. Final Remarks
The comprehensive review of automation and sensors in controlling parameters for thermal treatments within electricity power generation underscores the transformative impact of technology on the power industry. Through the lens of this examination, it becomes evident that the integration of advanced automation and sensor systems plays a pivotal role in optimizing efficiency, ensuring safety, and enhancing sustainability in power generation processes.
The analysis has elucidated the vital role of automation in streamlining operations and reducing human error, thereby improving overall system reliability. Moreover, the critical function of sensors in monitoring and regulating essential parameters such as temperature, pressure, and flow rates cannot be overstated. These sensors enable real-time data acquisition, facilitating immediate adjustments and preventing system failures.
The review highlights the evolution of technological advancements, such as machine learning algorithms and IoT integration, which have revolutionized automation and sensor capabilities. These innovations have not only enhanced precision but also expanded the adaptability of control systems, leading to heightened performance and decreased environmental impact.
As electricity generation continues to face challenges of efficiency, sustainability, and reliability, the findings from this review emphasize the continued significance of investing in and further developing automation and sensor technologies. By leveraging these advancements, the power industry can continue its trajectory toward more efficient, safer, and environmentally conscious energy production for the future.
Author Contributions
Writing – Original Draft Preparation, W.G.B. and R.N.M.; Writing – Review and Editing, Supervision, A. N., and G.V.G. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Junta De Castilla y León—Consejería De Economía Y Empleo: System for simulation and training in advanced techniques for the occupational risk prevention through the design of hybrid-reality environments with ref. J118.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Nandhini, R.; Berslin, D.; Sivaprakash, B.; Rajamohan, N.; Vo, D.V.N. Thermochemical conversion of municipal solid waste into energy and hydrogen: a review. Environmental Chemistry Letters 2022, 20, 1645–1669. [Google Scholar] [CrossRef] [PubMed]
- Ledón, Y.C.; González, P.; Concha, S.; Zaror, C.A.; Arteaga-Pérez, L.E. Exergoeconomic valuation of a waste-based integrated combined cycle (WICC) for heat and power production. Energy 2016, 114, 239–252. [Google Scholar] [CrossRef]
- Kan, T.; Strezov, V.; Evans, T.J. Lignocellulosic biomass pyrolysis: A review of product properties and effects of pyrolysis parameters. Renewable and sustainable energy reviews 2016, 57, 1126–1140. [Google Scholar] [CrossRef]
- Sharma, A.; Pareek, V.; Zhang, D. Biomass pyrolysis—A review of modelling, process parameters and catalytic studies. Renewable and sustainable energy reviews 2015, 50, 1081–1096. [Google Scholar] [CrossRef]
- Sharma, S.; Celebi, A.D.; Maréchal, F. Robust multi-objective optimization of gasifier and solid oxide fuel cell plant for electricity production using wood. Energy 2017, 137, 811–822. [Google Scholar] [CrossRef]
- Darmawan, A.; Ajiwibowo, M.W.; Yoshikawa, K.; Aziz, M.; Tokimatsu, K. Energy-efficient recovery of black liquor through gasification and syngas chemical looping. Applied Energy 2018, 219, 290–298. [Google Scholar] [CrossRef]
- dos Santos, I.F.S.; Vieira, N.D.B.; de Nóbrega, L.G.B.; Barros, R.M.; Tiago Filho, G.L. Assessment of potential biogas production from multiple organic wastes in Brazil: Impact on energy generation, use, and emissions abatement. Resources, Conservation and Recycling 2018, 131, 54–63. [Google Scholar] [CrossRef]
- Piñas, J.A.V.; Venturini, O.J.; Lora, E.E.S.; Roalcaba, O.D.C. Technical assessment of mono-digestion and co-digestion systems for the production of biogas from anaerobic digestion in Brazil. Renewable Energy 2018, 117, 447–458. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Antoniou, N.; Barakat, A.; Zabaniotou, A. A new concept for enhancing energy recovery from agricultural residues by coupling anaerobic digestion and pyrolysis process. Applied Energy 2015, 148, 32–38. [Google Scholar] [CrossRef]
- Cao, Y.; Pawłowski, A. Sewage sludge-to-energy approaches based on anaerobic digestion and pyrolysis: Brief overview and energy efficiency assessment. Renewable and Sustainable Energy Reviews 2012, 16, 1657–1665. [Google Scholar] [CrossRef]
- Lombardi, L.; Carnevale, E.; Corti, A. A review of technologies and performances of thermal treatment systems for energy recovery from waste. Waste management 2015, 37, 26–44. [Google Scholar] [CrossRef]
- Nabavi-Pelesaraei, A.; Bayat, R.; Hosseinzadeh-Bandbafha, H.; Afrasyabi, H.; Chau, K.w. Modeling of energy consumption and environmental life cycle assessment for incineration and landfill systems of municipal solid waste management-A case study in Tehran Metropolis of Iran. Journal of cleaner production 2017, 148, 427–440. [Google Scholar] [CrossRef]
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels production through biomass pyrolysis—a technological review. Energies 2012, 5, 4952–5001. [Google Scholar] [CrossRef]
- Lédé, J. Biomass fast pyrolysis reactors: a review of a few scientific challenges and of related recommended research topics. Oil & Gas Science and Technology–Revue d’IFP Energies nouvelles 2013, 68, 801–814. [Google Scholar]
- Astrup, T.F.; Tonini, D.; Turconi, R.; Boldrin, A. Life cycle assessment of thermal Waste-to-Energy technologies: Review and recommendations. Waste management 2015, 37, 104–115. [Google Scholar] [CrossRef]
- Barsali, S.; De Marco, A.; Giglioli, R.; Ludovici, G.; Possenti, A. Dynamic modelling of biomass power plant using micro gas turbine. Renewable Energy 2015, 80, 806–818. [Google Scholar] [CrossRef]
- Sadegh-Vaziri, R.; Babler, M.U. Modeling of slow pyrolysis of various biomass feedstock in a rotary drum using TGA data. Chemical Engineering and Processing-Process Intensification 2018, 129, 95–102. [Google Scholar] [CrossRef]
- Benato, A.; Bracco, S.; Stoppato, A.; Mirandola, A. Dynamic simulation of combined cycle power plant cycling in the electricity market. Energy conversion and management 2016, 107, 76–85. [Google Scholar] [CrossRef]
- Hoogwijk, M.; Faaij, A.; Van Den Broek, R.; Berndes, G.; Gielen, D.; Turkenburg, W. Exploration of the ranges of the global potential of biomass for energy. Biomass and bioenergy 2003, 25, 119–133. [Google Scholar] [CrossRef]
- Silveira, A.R.R.; Nadaleti, W.C.; Przybyla, G.; Belli Filho, P. Potential use of methane and syngas from residues generated in rice industries of Pelotas, Rio Grande do Sul: Thermal and electrical energy. Renewable energy 2019, 134, 1003–1016. [Google Scholar] [CrossRef]
- Babler, M.U.; Phounglamcheik, A.; Amovic, M.; Ljunggren, R.; Engvall, K. Modeling and pilot plant runs of slow biomass pyrolysis in a rotary kiln. Applied energy 2017, 207, 123–133. [Google Scholar] [CrossRef]
- Gómez, N.; Rosas, J.G.; Cara, J.; Martínez, O.; Alburquerque, J.A.; Sánchez, M.E. Slow pyrolysis of relevant biomasses in the Mediterranean basin. Part 1. Effect of temperature on process performance on a pilot scale. Journal of cleaner production 2016, 120, 181–190. [Google Scholar] [CrossRef]
- Aboughaly, M.; Fattah, I.R. Environmental Analysis, Monitoring, and Process Control Strategy for Reduction of Greenhouse Gaseous Emissions in Thermochemical Reactions. Atmosphere 2023, 14, 655. [Google Scholar] [CrossRef]
- Yue, D.; You, F.; Snyder, S.W. Biomass-to-bioenergy and biofuel supply chain optimization: Overview, key issues and challenges. Computers & Chemical Engineering 2014, 66, 36–56. [Google Scholar]
- Cerda-Flores, S.C.; Rojas-Punzo, A.A.; Nápoles-Rivera, F. Applications of multi-objective optimization to industrial processes: a literature review. Processes 2022, 10, 133. [Google Scholar] [CrossRef]
- Malode, S.J.; Shanbhag, M.M.; Kumari, R.; Dkhar, D.S.; Chandra, P.; Shetti, N.P. Biomass-derived carbon nanomaterials for sensor applications. Journal of Pharmaceutical and Biomedical Analysis 2023, 222, 115102. [Google Scholar] [CrossRef] [PubMed]
- Desai, F.J.; Uddin, M.N.; Rahman, M.M.; Asmatulu, R. A critical review on improving hydrogen storage properties of metal hydride via nanostructuring and integrating carbonaceous materials. International Journal of Hydrogen Energy 2023. [Google Scholar] [CrossRef]
- Mphahlele, K.; Matjie, R.H.; Osifo, P.O. Thermodynamics, kinetics and thermal decomposition characteristics of sewage sludge during slow pyrolysis. Journal of Environmental Management 2021, 284, 112006. [Google Scholar] [CrossRef] [PubMed]
- Jiang, G.; Xu, D.; Hao, B.; Liu, L.; Wang, S.; Wu, Z. Thermochemical methods for the treatment of municipal sludge. Journal of Cleaner Production 2021, 311, 127811. [Google Scholar] [CrossRef]
- Sun, Y.; Dong, B.; Wang, L.; Li, H.; Thorin, E. Technology selection for capturing CO2 from wood pyrolysis. Energy Conversion and Management 2022, 266, 115835. [Google Scholar] [CrossRef]
- Gouws, S.M.; Carrier, M.; Bunt, J.R.; Neomagus, H.W. Co-pyrolysis of coal and raw/torrefied biomass: A review on chemistry, kinetics and implementation. Renewable and Sustainable Energy Reviews 2021, 135, 110189. [Google Scholar] [CrossRef]
- Amenaghawon, A.N.; Anyalewechi, C.L.; Okieimen, C.O.; Kusuma, H.S. Biomass pyrolysis technologies for value-added products: a state-of-the-art review. Environment, Development and Sustainability 2021, 1–55. [Google Scholar] [CrossRef]
- Ketov, A.; Sliusar, N.; Tsybina, A.; Ketov, I.; Chudinov, S.; Krasnovskikh, M.; Bosnic, V. Plant Biomass Conversion to Vehicle Liquid Fuel as a Path to Sustainability. Resources 2022, 11, 75. [Google Scholar] [CrossRef]
- Das, A.; Peu, S.D. A comprehensive review on recent advancements in thermochemical processes for clean hydrogen production to decarbonize the energy sector. Sustainability 2022, 14, 11206. [Google Scholar] [CrossRef]
- Callegari, A.; Capodaglio, A.G. Properties and beneficial uses of (bio) chars, with special attention to products from sewage sludge pyrolysis. Resources 2018, 7, 20. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, S.; Duan, Y.; Chen, W.; Li, Z.; Li, Y. Thermodynamic assessment of hydrothermal combustion assisted fossil fuel in-situ gasification in the context of sustainable development. Fuel 2023, 335, 127053. [Google Scholar] [CrossRef]
- Fozer, D.; Volanti, M.; Passarini, F.; Varbanov, P.S.; Klemeš, J.J.; Mizsey, P. Bioenergy with carbon emissions capture and utilisation towards GHG neutrality: Power-to-Gas storage via hydrothermal gasification. Applied Energy 2020, 280, 115923. [Google Scholar] [CrossRef]
- Santos, N.D.S.A.; Roso, V.R.; Malaquias, A.C.T.; Baeta, J.G.C. Internal combustion engines and biofuels: Examining why this robust combination should not be ignored for future sustainable transportation. Renewable and Sustainable Energy Reviews 2021, 148, 111292. [Google Scholar]
- Singh, H.; Li, C.; Cheng, P.; Wang, X.; Liu, Q. A critical review of technologies, costs, and projects for production of carbon-neutral liquid e-fuels from hydrogen and captured CO 2. Energy Advances 2022, 1, 580–605. [Google Scholar] [CrossRef]
- Ziółkowski, P.; Badur, J.; Pawlak-Kruczek, H.; Stasiak, K.; Amiri, M.; Niedzwiecki, L.; Krochmalny, K.; Mularski, J.; Madejski, P.; Mikielewicz, D. Mathematical modelling of gasification process of sewage sludge in reactor of negative CO2 emission power plant. Energy 2022, 244, 122601. [Google Scholar] [CrossRef]
- Ayol, A.; Yurdakos, O.T.; Gurgen, A. Investigation of municipal sludge gasification potential: Gasification characteristics of dried sludge in a pilot-scale downdraft fixed bed gasifier. International Journal of Hydrogen Energy 2019, 44, 17397–17410. [Google Scholar] [CrossRef]
- Alves, O.; Calado, L.; Panizio, R.M.; Gonçalves, M.; Monteiro, E.; Brito, P. Techno-economic study for a gasification plant processing residues of sewage sludge and solid recovered fuels. Waste Management 2021, 131, 148–162. [Google Scholar] [CrossRef] [PubMed]
- Bisinella, V.; Hulgaard, T.; Riber, C.; Damgaard, A.; Christensen, T.H. Environmental assessment of carbon capture and storage (CCS) as a post-treatment technology in waste incineration. Waste Management 2021, 128, 99–113. [Google Scholar] [CrossRef] [PubMed]
- Rissman, J.; Bataille, C.; Masanet, E.; Aden, N.; Morrow III, W.R.; Zhou, N.; Elliott, N.; Dell, R.; Heeren, N.; Huckestein, B.; et al. Technologies and policies to decarbonize global industry: Review and assessment of mitigation drivers through 2070. Applied energy 2020, 266, 114848. [Google Scholar] [CrossRef]
- Islam, K.N. Municipal solid waste to energy generation: An approach for enhancing climate co-benefits in the urban areas of Bangladesh. Renewable and Sustainable Energy Reviews 2018, 81, 2472–2486. [Google Scholar] [CrossRef]
- Wienchol, P.; Szlęk, A.; Ditaranto, M. Waste-to-energy technology integrated with carbon capture–Challenges and opportunities. Energy 2020, 198, 117352. [Google Scholar] [CrossRef]
- Alves, O.; Garcia, B.; Rijo, B.; Lourinho, G.; Nobre, C. Market Opportunities in Portugal for the Water-and-Waste Sector Using Sludge Gasification. Energies 2022, 15, 6600. [Google Scholar] [CrossRef]
- Samolada, M.; Zabaniotou, A. Comparative assessment of municipal sewage sludge incineration, gasification and pyrolysis for a sustainable sludge-to-energy management in Greece. Waste management 2014, 34, 411–420. [Google Scholar] [CrossRef]
- Schnell, M.; Horst, T.; Quicker, P. Thermal treatment of sewage sludge in Germany: A review. Journal of environmental management 2020, 263, 110367. [Google Scholar] [CrossRef]
- Huttenhuis, P.; Roeloffzen, A.; Versteeg, G. CO2 capture and re-use at a waste incinerator. Energy Procedia 2016, 86, 47–55. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, F.; Mei, Z.; Lv, L.; Chi, Y. Status and development of sludge incineration in China. Waste and Biomass Valorization 2021, 12, 3541–3574. [Google Scholar] [CrossRef]
- Yang, J.; Wang, S.; Li, Y.; Zhang, Y.; Xu, D. Novel design concept for a commercial-scale plant for supercritical water oxidation of industrial and sewage sludge. Journal of environmental management 2019, 233, 131–140. [Google Scholar] [CrossRef] [PubMed]
- Luo, J.; Ma, R.; Huang, X.; Sun, S.; Wang, H. Bio-fuels generation and the heat conversion mechanisms in different microwave pyrolysis modes of sludge. Applied energy 2020, 266, 114855. [Google Scholar] [CrossRef]
- Pietrelli, L.; Ferro, S.; Reverberi, A.P.; Vocciante, M. Removal and recovery of heavy metals from tannery sludge subjected to plasma pyro-gasification process. Journal of Cleaner Production 2020, 273, 123166. [Google Scholar] [CrossRef]
- Qian, L.; Wang, S.; Wang, S.; Zhao, S.; Zhang, B. Supercritical water gasification and partial oxidation of municipal sewage sludge: An experimental and thermodynamic study. International Journal of Hydrogen Energy 2021, 46, 89–99. [Google Scholar] [CrossRef]
- Zaker, A.; Chen, Z.; Wang, X.; Zhang, Q. Microwave-assisted pyrolysis of sewage sludge: A review. Fuel processing technology 2019, 187, 84–104. [Google Scholar] [CrossRef]
- Khamies, M.; Kamel, S.; Hassan, M.H.; Elnaggar, M.F. A Developed Frequency Control Strategy for Hybrid Two-Area Power System with Renewable Energy Sources Based on an Improved Social Network Search Algorithm. Mathematics 2022, 10, 1584. [Google Scholar] [CrossRef]
- Materazzi, M.; Foscolo, P.U. The role of waste and renewable gas to decarbonize the energy sector. In Substitute natural gas from waste; Elsevier, 2019; pp. 1–19.
- Raza, M.; Inayat, A.; Ahmed, A.; Jamil, F.; Ghenai, C.; Naqvi, S.R.; Shanableh, A.; Ayoub, M.; Waris, A.; Park, Y.K. Progress of the pyrolyzer reactors and advanced technologies for biomass pyrolysis processing. Sustainability 2021, 13, 11061. [Google Scholar] [CrossRef]
- Atsonios, K.; Nesiadis, A.; Detsios, N.; Koutita, K.; Nikolopoulos, N.; Grammelis, P. Review on dynamic process modeling of gasification based biorefineries and bio-based heat & power plants. Fuel Processing Technology 2020, 197, 106188. [Google Scholar]
- Krochmalny, K.; Niedzwiecki, L.; Pelińska-Olko, E.; Wnukowski, M.; Czajka, K.; Tkaczuk-Serafin, M.; Pawlak-Kruczek, H. Determination of the marker for automation of torrefaction and slow pyrolysis processes–A case study of spherical wood particles. Renewable Energy 2020, 161, 350–360. [Google Scholar] [CrossRef]
- De Leeuw, M.; Koelemeijer, R. Decarbonisation options for the Dutch waste incineration industry, 2022.
- Lu, C.; Zhang, H.; Zhang, Q.; Chu, C.y.; Tahir, N.; Ge, X.; Jing, Y.; Hu, J.; Li, Y.; Zhang, Y.; et al. An automated control system for pilot-scale biohydrogen production: design, operation and validation. International Journal of Hydrogen Energy 2020, 45, 3795–3806. [Google Scholar] [CrossRef]
- Kabugo, J.C.; Jämsä-Jounela, S.L.; Schiemann, R.; Binder, C. Industry 4.0 based process data analytics platform: A waste-to-energy plant case study. International journal of electrical power & energy systems 2020, 115, 105508. [Google Scholar]
- Lozano Avilés, A.B.; del Cerro Velázquez, F.; Llorens Pascual del Riquelme, M. Methodology for energy optimization in wastewater treatment plants. Phase I: Control of the best operating conditions. Sustainability 2019, 11, 3919. [Google Scholar] [CrossRef]
- Grobelak, A.; Czerwińska, K.; Murtaś, A. General considerations on sludge disposal, industrial and municipal sludge. In Industrial and municipal sludge; Elsevier, 2019; pp. 135–153.
- Montagnaro, F.; Tregambi, C.; Salatino, P.; Senneca, O.; Solimene, R. Modelling oxy-pyrolysis of sewage sludge in a rotary kiln reactor. Fuel 2018, 231, 468–478. [Google Scholar] [CrossRef]
- La Villetta, M.; Costa, M.; Cirillo, D.; Massarotti, N.; Vanoli, L. Performance analysis of a biomass powered micro-cogeneration system based on gasification and syngas conversion in a reciprocating engine. Energy conversion and management 2018, 175, 33–48. [Google Scholar] [CrossRef]
- Nnabuife, S.G.; Ugbeh-Johnson, J.; Okeke, N.E.; Ogbonnaya, C. Present and projected developments in hydrogen production: A technological review⁎. Carbon Capture Science & Technology 2022, 3, 100042. [Google Scholar]
- Buss, W.; Wurzer, C.; Manning, D.A.; Rohling, E.J.; Borevitz, J.; Mašek, O. Mineral-enriched biochar delivers enhanced nutrient recovery and carbon dioxide removal. Communications Earth & Environment 2022, 3, 67. [Google Scholar]
- He, X.; Lima, F.V. Development and implementation of advanced control strategies for power plant cycling with carbon capture. Computers & Chemical Engineering 2019, 121, 497–509. [Google Scholar]
- Ren, Z.J.; Pagilla, K. Pathways to Water Sector Decarbonization, Carbon Capture and Utilization; IWA Publishing, 2022.
- Poblete, I.B.S.; Araujo, O.d.Q.F.; de Medeiros, J.L. Sewage-Water treatment and Sewage-Sludge management with power production as bioenergy with carbon capture system: A review. Processes 2022, 10, 788. [Google Scholar] [CrossRef]
- Luo, F.; Lei, S.; Liao, W. Research on Controlling Dewatering Ratio Based on Fuzzy PID in Sludge Process.
- Wu, B.; Dai, X.; Chai, X. Critical review on dewatering of sewage sludge: Influential mechanism, conditioning technologies and implications to sludge re-utilizations. Water research 2020, 180, 115912. [Google Scholar] [CrossRef]
- Wang, S.; Wen, Y.; Shi, Z.; Zaini, I.N.; Jönsson, P.G.; Yang, W. Novel carbon-negative methane production via integrating anaerobic digestion and pyrolysis of organic fraction of municipal solid waste. Energy Conversion and Management 2022, 252, 115042. [Google Scholar] [CrossRef]
- Kılkış, Ş.; Krajačić, G.; Duić, N.; Rosen, M.A.; et al. Advancements in sustainable development of energy, water and environment systems, 2018.
- Dhoke, C.; Zaabout, A.; Cloete, S.; Amini, S. Review on reactor configurations for adsorption-based CO2 capture. Industrial & Engineering Chemistry Research 2021, 60, 3779–3798. [Google Scholar]
- Cormos, A.M.; Dragan, S.; Cormos, C.C. Techno-economic and environmental assessment of flexible operation for decarbonized super-critical power plants using reactive gas–liquid absorption. Applied Thermal Engineering 2021, 197, 117354. [Google Scholar] [CrossRef]
- Liang, H. Electrical and Thermal Load Matching of Thermoelectric Power Generation Systems. Journal of Electronic Materials 2022, 51, 3950–3957. [Google Scholar] [CrossRef]
- Ding, Y.; Huang, B.; Li, K.; Du, W.; Lu, K.; Zhang, Y. Thermal interaction analysis of isolated hemicellulose and cellulose by kinetic parameters during biomass pyrolysis. Energy 2020, 195, 117010. [Google Scholar] [CrossRef]
- Cheng, F.; Luo, H.; Colosi, L.M. Slow pyrolysis as a platform for negative emissions technology: An integration of machine learning models, life cycle assessment, and economic analysis. Energy Conversion and Management 2020, 223, 113258. [Google Scholar] [CrossRef]
- Shahbeig, H.; Nosrati, M. Pyrolysis of municipal sewage sludge for bioenergy production: Thermo-kinetic studies, evolved gas analysis, and techno-socio-economic assessment. Renewable and Sustainable Energy Reviews 2020, 119, 109567. [Google Scholar] [CrossRef]
- Guelpa, E.; Verda, V. Thermal energy storage in district heating and cooling systems: A review. Applied Energy 2019, 252, 113474. [Google Scholar] [CrossRef]
- Trabelsi, A.B.H.; Zaafouri, K.; Friaa, A.; Abidi, S.; Naoui, S.; Jamaaoui, F. Municipal sewage sludge energetic conversion as a tool for environmental sustainability: production of innovative biofuels and biochar. Environmental Science and Pollution Research 2021, 28, 9777–9791. [Google Scholar] [CrossRef]
- Xu, T.; Zheng, X.; Xu, J.; Wu, Y. Hydrogen-rich gas production from two-stage catalytic pyrolysis of pine sawdust with nano-NiO/Al2O3 catalyst. Catalysts 2022, 12, 256. [Google Scholar] [CrossRef]
- Hossain, M.K.; Strezov, V.; Chan, K.Y.; Ziolkowski, A.; Nelson, P.F. Influence of pyrolysis temperature on production and nutrient properties of wastewater sludge biochar. Journal of environmental management 2011, 92, 223–228. [Google Scholar] [CrossRef] [PubMed]
- Xin, C.; Addy, M.M.; Zhao, J.; Cheng, Y.; Ma, Y.; Liu, S.; Mu, D.; Liu, Y.; Chen, P.; Ruan, R. Waste-to-biofuel integrated system and its comprehensive techno-economic assessment in wastewater treatment plants. Bioresource Technology 2018, 250, 523–531. [Google Scholar] [CrossRef]
- Brown, R.C. The role of pyrolysis and gasification in a carbon negative economy. Processes 2021, 9, 882. [Google Scholar] [CrossRef]
- Gao, J.; Tian, G.; Sorniotti, A.; Karci, A.E.; Di Palo, R. Review of thermal management of catalytic converters to decrease engine emissions during cold start and warm up. Applied Thermal Engineering 2019, 147, 177–187. [Google Scholar] [CrossRef]
- Rezaeimozafar, M.; Monaghan, R.F.; Barrett, E.; Duffy, M. A review of behind-the-meter energy storage systems in smart grids. Renewable and Sustainable Energy Reviews 2022, 164, 112573. [Google Scholar] [CrossRef]
- Gopikumar, S.; Banu, J.R.; Robinson, Y.H.; Shanmuganathan, V.; Kadry, S.; Rho, S. Novel framework of GIS based automated monitoring process on environmental biodegradability and risk analysis using Internet of Things. Environmental Research 2021, 194, 110621. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.H.; Oh, J.I.; Lee, J.; Kwon, E.E. Valorization of sewage sludge via a pyrolytic platform using carbon dioxide as a reactive gas medium. Energy 2019, 179, 163–172. [Google Scholar] [CrossRef]
- Zimmer, T.; Rudi, A.; Glöser-Chahoud, S.; Schultmann, F. Techno-economic analysis of intermediate pyrolysis with solar drying: a chilean case study. Energies 2022, 15, 2272. [Google Scholar] [CrossRef]
- Ögren, Y.; Sepman, A.; Fooladgar, E.; Weiland, F.; Wiinikka, H. Development and evaluation of a vision driven sensor for estimating fuel feeding rates in combustion and gasification processes. Energy and AI 2024, 15, 100316. [Google Scholar] [CrossRef]
- Pawlak-Kruczek, H.; Wnukowski, M.; Niedzwiecki, L.; Czerep, M.; Kowal, M.; Krochmalny, K.; Zgóra, J.; Ostrycharczyk, M.; Baranowski, M.; Tic, W.J.; et al. Torrefaction as a valorization method used prior to the gasification of sewage sludge. Energies 2019, 12, 175. [Google Scholar] [CrossRef]
- Pulka, J.; Manczarski, P.; Stępień, P.; Styczyńska, M.; Koziel, J.A.; Białowiec, A. Waste-to-carbon: is the torrefied sewage sludge with high ash content a better fuel or fertilizer? Materials 2020, 13, 954. [Google Scholar] [CrossRef]
- Zheng, A.; Li, L.; Tippayawong, N.; Huang, Z.; Zhao, K.; Wei, G.; Zhao, Z.; Li, H. Reducing emission of NOx and SOx precursors while enhancing char production from pyrolysis of sewage sludge by torrefaction pretreatment. Energy 2020, 192, 116620. [Google Scholar] [CrossRef]
- Ronda, A.; Gómez-Barea, A.; Haro, P.; de Almeida, V.; Salinero, J. Elements partitioning during thermal conversion of sewage sludge. Fuel Processing Technology 2019, 186, 156–166. [Google Scholar] [CrossRef]
- Ziółkowski, P.; Stasiak, K.; Amiri, M.; Mikielewicz, D. Negative carbon dioxide gas power plant integrated with gasification of sewage sludge. Energy 2023, 262, 125496. [Google Scholar] [CrossRef]
- Di Fraia, S.; Massarotti, N.; Uddin, M.R.; Vanoli, L. Conversion of Sewage Sludge to combined heat and power: Modeling and optimization. Smart Energy 2022, 5, 100061. [Google Scholar] [CrossRef]
- Vargas-Salgado, C.; Montuori, L.; Alcázar-Ortega, M. Experimental analysis of a bubbling fluidized bed gasification plant fed by biomass: Design, implementation and validation of the control system. In Proceedings of the E3S Web of Conferences; EDP Sciences, 2021; Vol. 239, p. 00007. [Google Scholar]
- Costa, M.; Di Blasio, G.; Prati, M.; Costagliola, M.; Cirillo, D.; La Villetta, M.; Caputo, C.; Martoriello, G. Multi-objective optimization of a syngas powered reciprocating engine equipping a combined heat and power unit. Applied Energy 2020, 275, 115418. [Google Scholar] [CrossRef]
- Chataut, R.; Phoummalayvane, A.; Akl, R. Unleashing the power of IoT: A comprehensive review of IoT applications and future prospects in healthcare, agriculture, smart homes, smart cities, and industry 4.0. Sensors 2023, 23, 7194. [Google Scholar] [CrossRef] [PubMed]
- Kondratenko, Y.; Kozlov, O.; Gerasin, O.; Topalov, A.; Korobko, O. Automation of control processes in specialized pyrolysis complexes based on web SCADA systems. In Proceedings of the 2017 9th IEEE International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS). IEEE, 2017, Vol. 1, pp. 107–112.
- Zhang, H.; Ju, S.; Jin, X.; Yuan, Y.; Wu, Y.; Nadda, A.K.; Pugazhendhi, A.; Cai, L.; Xia, C. A review of sensor applications towards precise control of pyrolysis of solid waste and biomasses. Renewable and Sustainable Energy Reviews 2022, 169, 112915. [Google Scholar] [CrossRef]
- Arakelyan, E.; Kosoy, A.; Mezin, S.; Pashchenko, F.F. Application of the basic principles of" Industry 4.0" in the intellectualization of automated control systems of modern thermal power plants. Procedia Computer Science 2021, 184, 865–870. [Google Scholar] [CrossRef]
- Vargas-Salgado, C.; Aguila-Leon, J.; Chiñas-Palacios, C.; Hurtado-Perez, E. Low-cost web-based Supervisory Control and Data Acquisition system for a microgrid testbed: A case study in design and implementation for academic and research applications. Heliyon 2019, 5. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Cristoforetti, M.; Cimatti, A. Towards Automatic Digitalization of Railway Engineering Schematics. In Proceedings of the AIxIA 2023 – Advances in Artificial Intelligence; Springer Nature: Rome, Italy, 2023; Vol. 22, pp. 453–466. [Google Scholar] [CrossRef]
- Safarian, S.; Saryazdi, S.M.E.; Unnthorsson, R.; Richter, C. Artificial neural network integrated with thermodynamic equilibrium modeling of downdraft biomass gasification-power production plant. Energy 2020, 213, 118800. [Google Scholar] [CrossRef]
- Saini, V.K.; Kumar, R.; Al-Sumaiti, A.S.; Sujil, A.; Heydarian-Forushani, E. Learning based short term wind speed forecasting models for smart grid applications: An extensive review and case study. Electric Power Systems Research 2023, 222, 109502. [Google Scholar] [CrossRef]
- Corso, M.P.; Stefenon, S.F.; Singh, G.; Matsuo, M.V.; Perez, F.L.; Leithardt, V.R.Q. Evaluation of visible contamination on power grid insulators using convolutional neural networks. Electrical Engineering 2023, 105, 3881–3894. [Google Scholar] [CrossRef]
- Wilbert, H.J.; Hoppe, A.F.; Sartori, A.; Stefenon, S.F.; Silva, L.A. Recency, Frequency, Monetary Value, Clustering, and Internal and External Indices for Customer Segmentation from Retail Data. Algorithms 2023, 16, 396. [Google Scholar] [CrossRef]
- Yamasaki, M.; Freire, R.Z.; Seman, L.O.; Stefenon, S.F.; Mariani, V.C.; dos Santos Coelho, L. Optimized hybrid ensemble learning approaches applied to very short-term load forecasting. International Journal of Electrical Power & Energy Systems 2024, 155, 109579. [Google Scholar] [CrossRef]
- Westarb, G.; Stefenon, S.F.; Hoppe, A.F.; Sartori, A.; Klaar, A.C.R.; Leithardt, V.R.Q. Complex graph neural networks for medication interaction verification. Journal of Intelligent & Fuzzy Systems 2023, 44, 10383–10395. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Singh, G.; Souza, B.J.; Freire, R.Z.; Yow, K.C. Optimized hybrid YOLOu-Quasi-ProtoPNet for insulators classification. IET Generation, Transmission & Distribution 2023, 17, 3501–3511. [Google Scholar] [CrossRef]
- Glasenapp, L.A.; Hoppe, A.F.; Wisintainer, M.A.; Sartori, A.; Stefenon, S.F. OCR applied for identification of vehicles with irregular documentation using IoT. Electronics 2023, 12, 1083. [Google Scholar] [CrossRef]
- Surek, G.A.S.; Seman, L.O.; Stefenon, S.F.; Mariani, V.C.; Coelho, L.S. Video-based human activity recognition using deep learning approaches. Sensors 2023, 23, 6384. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Ribeiro, M.H.D.M.; Nied, A.; Mariani, V.C.; Coelho, L.S.; Leithardt, V.R.Q.; Silva, L.A.; Seman, L.O. Hybrid wavelet stacking ensemble model for insulators contamination forecasting. IEEE Access 2021, 9, 66387–66397. [Google Scholar] [CrossRef]
- Olafasakin, O.; Chang, Y.; Passalacqua, A.; Subramaniam, S.; Brown, R.C.; Mba Wright, M. Machine learning reduced order model for cost and emission assessment of a pyrolysis system. Energy & Fuels 2021, 35, 9950–9960. [Google Scholar]
- Branco, N.W.; Cavalca, M.S.M.; Stefenon, S.F.; Leithardt, V.R.Q. Wavelet LSTM for fault forecasting in electrical power grids. Sensors 2022, 22, 8323. [Google Scholar] [CrossRef] [PubMed]
- García-Nieto, P.J.; García-Gonzalo, E.; Paredes-Sánchez, B.M.; Paredes-Sánchez, J.P. Modelling hydrogen production from biomass pyrolysis for energy systems using machine learning techniques. Environmental Science and Pollution Research 2023, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Tai, X.Y.; Ocone, R.; Christie, S.D.; Xuan, J. Multi-objective optimisation with hybrid machine learning strategy for complex catalytic processes. Energy and AI 2022, 7, 100134. [Google Scholar] [CrossRef]
- Culaba, A.B.; Mayol, A.P.; San Juan, J.L.G.; Vinoya, C.L.; Concepcion II, R.S.; Bandala, A.A.; Vicerra, R.R.P.; Ubando, A.T.; Chen, W.H.; Chang, J.S. Smart sustainable biorefineries for lignocellulosic biomass. Bioresource technology 2022, 344, 126215. [Google Scholar] [CrossRef] [PubMed]
- Klaar, A.C.R.; Stefenon, S.F.; Seman, L.O.; Mariani, V.C.; Coelho, L.S. Optimized EWT-Seq2Seq-LSTM with attention mechanism to insulators fault prediction. Sensors 2023, 23, 3202. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Seman, L.O.; Mariani, V.C.; Coelho, L.d.S. Aggregating Prophet and Seasonal Trend Decomposition for Time Series Forecasting of Italian Electricity Spot Prices. Energies 2023, 16, 1371. [Google Scholar] [CrossRef]
- Klaar, A.C.R.; Stefenon, S.F.; Seman, L.O.; Mariani, V.C.; Coelho, L.S. Structure optimization of ensemble learning methods and seasonal decomposition approaches to energy price forecasting in Latin America: A case study about Mexico. Energies 2023, 16, 3184. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Seman, L.O.; Aquino, L.S.; dos Santos Coelho, L. Wavelet-Seq2Seq-LSTM with attention for time series forecasting of level of dams in hydroelectric power plants. Energy 2023, 274, 127350. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Seman, L.O.; Sopelsa Neto, N.F.; Meyer, L.H.; Mariani, V.C.; Coelho, L.d.S. Group method of data handling using Christiano-Fitzgerald random walk filter for insulator fault prediction. Sensors 2023, 23, 6118. [Google Scholar] [CrossRef]
- Seman, L.O.; Stefenon, S.F.; Mariani, V.C.; Coelho, L.S. Ensemble learning methods using the Hodrick–Prescott filter for fault forecasting in insulators of the electrical power grids. International Journal of Electrical Power & Energy Systems 2023, 152, 109269. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Ullah, Z.; Taqvi, S.A.A.; Khan, M.N.A.; Farooq, W.; Mehran, M.T.; Juchelková, D.; Štěpanec, L.; et al. Applications of machine learning in thermochemical conversion of biomass-A review. Fuel 2023, 332, 126055. [Google Scholar]
- Starke, L.; Hoppe, A.F.; Sartori, A.; Stefenon, S.F.; Santana, J.F.D.P.; Leithardt, V.R.Q. Interference recommendation for the pump sizing process in progressive cavity pumps using graph neural networks. Scientific Reports 2023, 13, 16884. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, J.; Lima, R.; Eckhardt, T.; Paiva, S. Robotic process automation and artificial intelligence in industry 4.0–a literature review. Procedia Computer Science 2021, 181, 51–58. [Google Scholar] [CrossRef]
- Himeur, Y.; Elnour, M.; Fadli, F.; Meskin, N.; Petri, I.; Rezgui, Y.; Bensaali, F.; Amira, A. AI-big data analytics for building automation and management systems: a survey, actual challenges and future perspectives. Artificial Intelligence Review 2023, 56, 4929–5021. [Google Scholar] [CrossRef] [PubMed]
- Mukhopadhyay, S.C.; Tyagi, S.K.S.; Suryadevara, N.K.; Piuri, V.; Scotti, F.; Zeadally, S. Artificial Intelligence-Based Sensors for Next Generation IoT Applications: A Review. IEEE Sensors Journal 2021, 21, 24920–24932. [Google Scholar] [CrossRef]
- Stefenon, S.F.; Kasburg, C.; Freire, R.Z.; Silva Ferreira, F.C.; Bertol, D.W.; Nied, A. Photovoltaic power forecasting using wavelet Neuro-Fuzzy for active solar trackers. Journal of Intelligent & Fuzzy Systems 2021, 40, 1083–1096. [Google Scholar] [CrossRef]
- Jarrett, A.; Choo, K.K.R. The impact of automation and artificial intelligence on digital forensics. Wiley Interdisciplinary Reviews: Forensic Science 2021, 3, e1418. [Google Scholar] [CrossRef]
Figure 1.
Flexibility of the biomass sources.
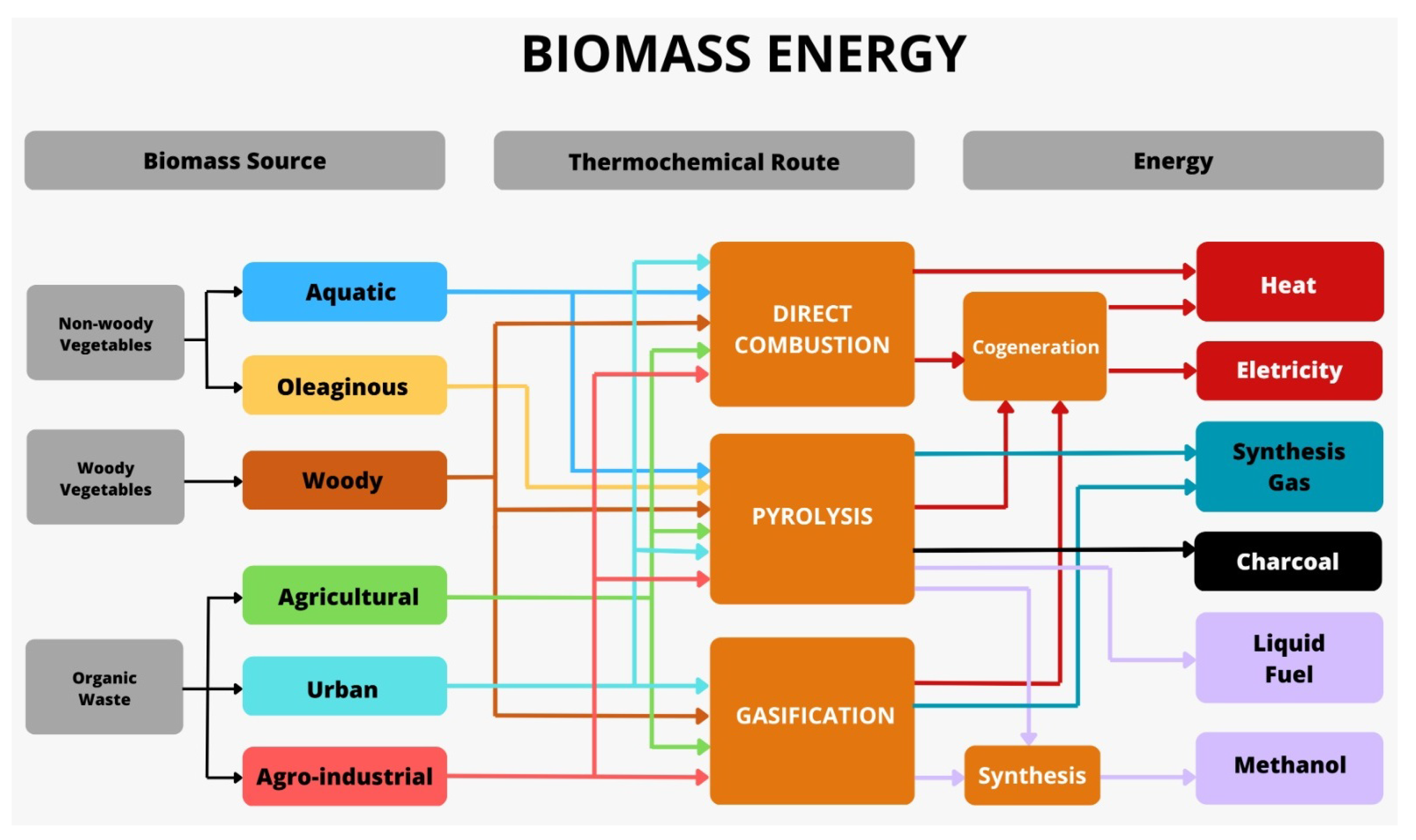
Figure 2.
Cycle of the pyrolysis.
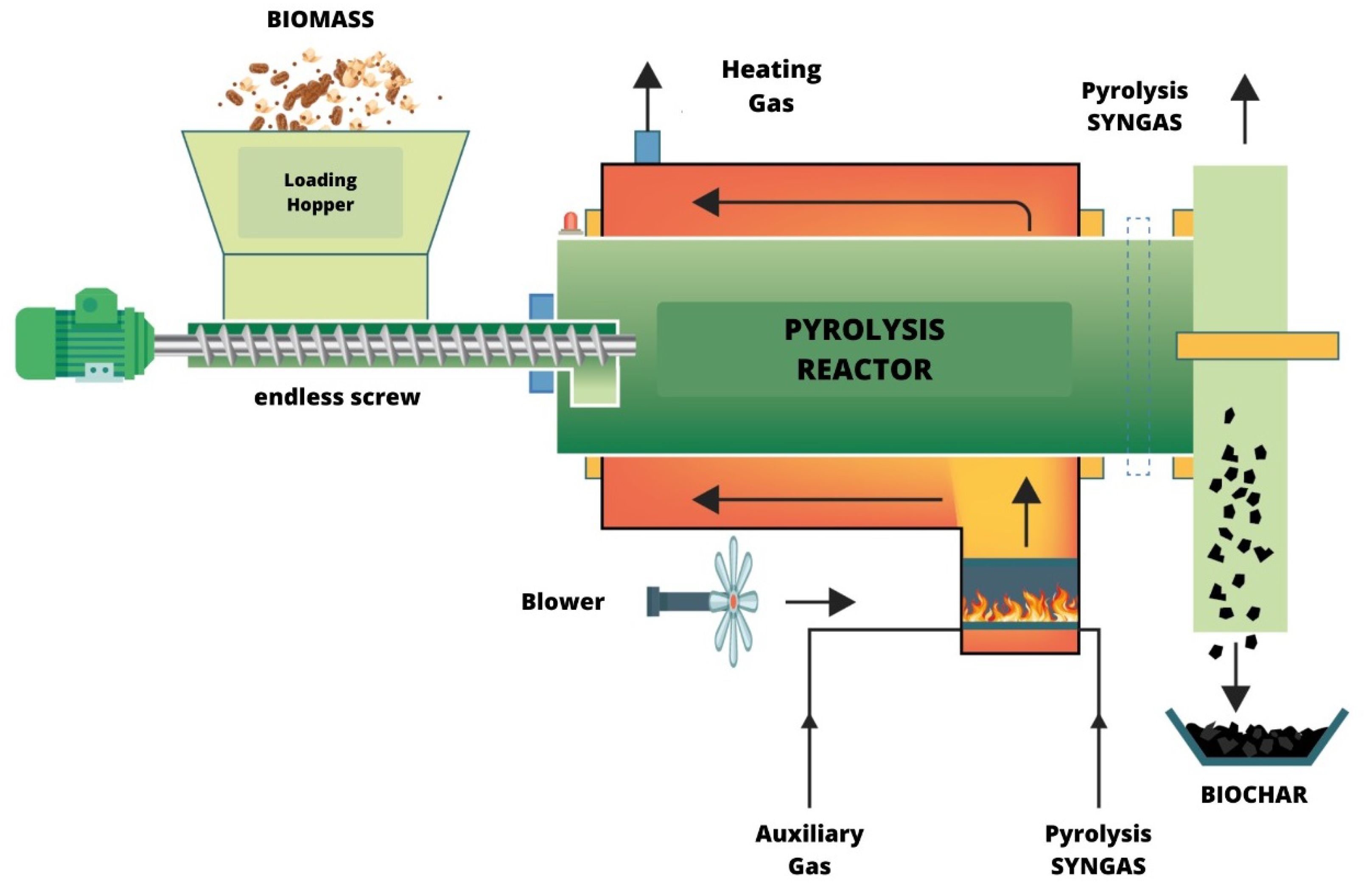
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



