
Submitted:
17 January 2024
Posted:
18 January 2024
You are already at the latest version
Abstract
Literature review indicates that the basic microstructure of Ti-6Al-4V is bimodal which consist of two phases: α + β, and it occurs after the fabrication in conventional methods such as casting, plastic forming or machining processes. After the additive manufacturing methods, there could be significant changes in the microstructure. Due to the rapid heat exchange during heat-treatment process, bimodal microstructure transforms into lamellar microstructure which consists of two phases α′ + β. Despite applying optimum printing parameters, 3D-printed products exhibit typical surface defects and discontinuities. Recently, two of the primary technologies for the improvement of surface layer properties of titanium alloys are shot peening and electropolishing. Literature review signalizes that shot peening and electropolishing processes have positive impact on the corrosion behaviour, mechanical properties and the condition of the surface layer of titanium alloy. Furthermore, there is a lack of studies about combining shot peening and electropolishing in one hybrid process on titanium alloys, which could synthesize the benefits of both processes. The scope of future investigation is also included in this review.
Keywords:
additive manufacturing
; shot peening
; Ti-6Al-4V
; peening
; titanium alloy
; mechanical properties
; surface engineering
; electropolishing.
1. Introduction
Nowadays, the demand for improving materials from titanium alloys has increased tremendously. The reason for this is that titanium alloys are characterised by low density, high specific strength, corrosion resistance and good process performance with wide applications in the world economy in industries such as aerospace, marine, automobile, biomedical, chemical, energy and many others [1,2,3]. In evidence, in Figure 1. there are shown results from research centres of Web of Science and Scopus and the number of articles on the subject of shot penning, additive manufacturing, Ti-6Al-4V titanium alloy.
As it can be observed from Figure 1, Additive Manufacturing is a prominent subject of the today’s studies. In addition, it is worth noting that these numbers only include Additive Manufacturing phrase. There are definitely more articles which use specific AM terminology like SLM, DMLS or its full names without mentioning the phrase Additive Manufacturing or AM abbreviation. Noteworthy is also the fact that there are numerous studies about shot peening treatment which means that this type of surface treatment is still to be fully exploited. Moreover, it can be observed that even though recent reports suggest an increase interest in new β-phase titanium alloys, Ti-6Al-4V titanium alloy is continuously considered as a valuable subject of the research.
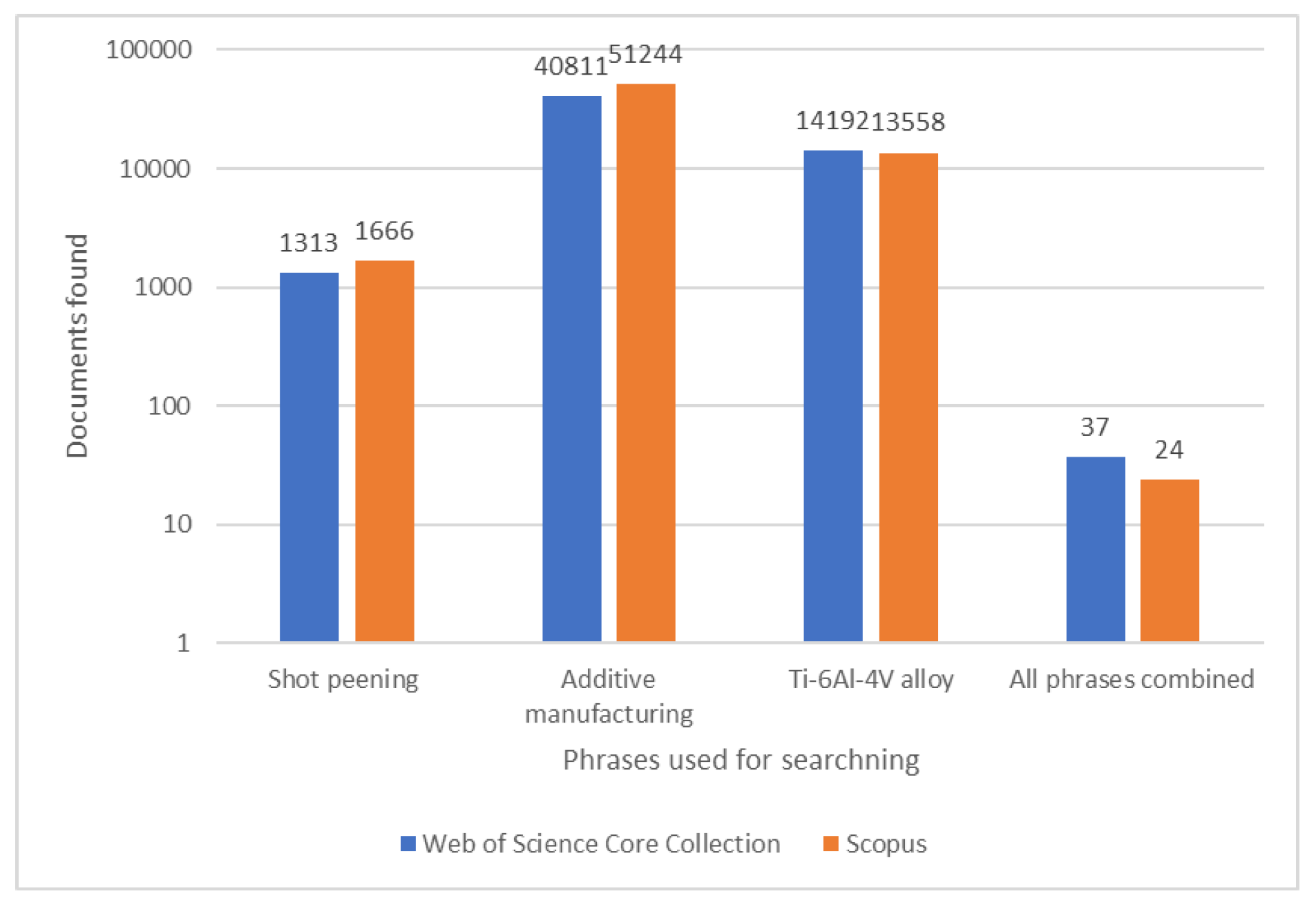
Figure 1.
Searching results for selected phrases relating to papers scope. Search done in title, abstract and keywords of papers published in years 2019-2023, and indexed in Web of Science Core Collection and Scopus.
Figure 1.
Searching results for selected phrases relating to papers scope. Search done in title, abstract and keywords of papers published in years 2019-2023, and indexed in Web of Science Core Collection and Scopus.
Increased interest in titanium alloys is caused by many factors. One of the examples can be seen in medical applications: world societies focus more on their health and start being more active. That results in much younger patients, who do not want to change their lifestyle and place more physical strain on the implants. It means that implants have to serve longer with more efficiency [4]. The quality of implants is crucial because as wear and corrosion processes contribute negatively on the properties of the implant, they might also have a direct negative biological impact on the periprosthetic environment [5,6]. Table 1 shows a comparison of widely used materials in biomedical applications in terms of their physicomechanical properties.
Titanium alloys are very sensitive to surface integrity, which is directly related to their performance. This generates the need of surface treatment of Ti-6A1-4V components in engineering in order to improve the surface integrity. The well-established post-producing surface treatment technologies for modifying surface layer of Ti-6Al-4V are shot peening and electropolishing [11,12]. There are numerous studies which indicate that combining those technologies on steels is profitable [13,14]. However, there is very little information about the impact on titanium alloys, especially, on additively manufactured Ti-6Al-4V titanium alloy. So, the main purpose of this review is to summarize all of the gathered data about the influence of shot peening and electropolishing processes on Ti-6Al-4V titanium alloy as well as gather information from the literature data about the influence of combined treatments of shot peening and electropolishing.
2. Properties of Ti6Al4V Manufactured Using Conventional Methods and Additive Manufacturing Methods
2.1. Microstructural Phases
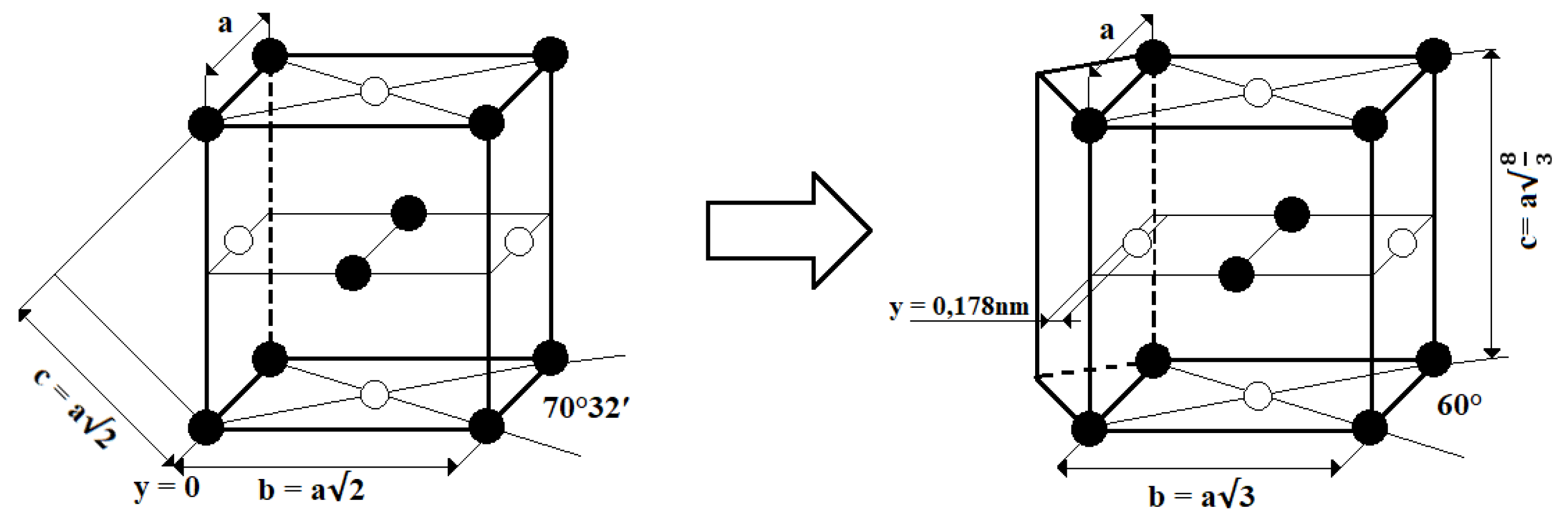
Conventional microstructure of titanium alloys can be structurally classified by the size and organization of dual-phase α and β. Titanium alloys usually experience thermomechanical treatments [15]. Ti–6Al–4V contains 6% of aluminium element, which stabilizes hexagonal close-packed α-phase, and 4% of vanadium element, which stabilizes β-phase. Both phases i.e., α phase (hcp) and β phase (bcc), coexists at room temperature [16]. The control and the optimization of the microstructure of Ti-6Al-4V alloy is one of the most important issues to achieve desired properties. During the heating process, α-phase transforms into β phase approximately at temperature 1000 °C and it is called β transus temperature (Tβ). The heat treatment below β transus is referred to as sub-transus whereas above β transus is referred to as super-transus [17]. The cooling rate determines the transformation of β into → α (α′)( α′′). The transformation of unit cells is shown on Figure 2 Results
This section may be divided by subheadings. It should provide a concise and precise description of the experimental results, their interpretation, as well as the experimental conclusions that can be drawn.
The basic microstructure of Ti6Al4V alloy is bimodal of interconnected equiaxed primary α grains and lamellar α+β colonies (transformed β). An example of this structure shows Figure 3a. On the other hand, martensitic structure is lamellar, which can be obtained as a Widmanstätten structure (Figure 3b) [20] or martensite plates.
Martensitic two-phase α + β alloys in the hardened state depends on the quenching temperature. The phase constituents could be in the form of martensitic phase precipitations of the α′ and αM, as well as grains of metastable βM phase [18]. The scheme of emerging phases depending on the cooling rate is shown in Figure 4.
The impact on microstructure has also cooling medium which then results in differences in Ti6Al4V properties. Table 2 describes the expected microstructure which is classified according to the cooling medium used and the phases in which the transformation occurs, irrespective of the material soaking time [22].
2.2. Manufacturing Methods of Ti6Al4V Martensitic Structure
2.2.1. Subtractive Manufacturing
Transformation of basic α+β into martensitic α′+ β could be made in conventional heat-treatment processes: quenching and annealing. In industry applications, the combination of solution heat-treatment and ageing operation is used in aerospace and automobile industry [23]. The main reason is that microstructure consists of soft α-phase and grain boundary β [24]. The effect on mechanical properties of Ti6Al4V is shown in Table 3
However, the conventional methods (CM) are slowly being replaced by additive manufacturing methods (AM). The main reason for that is hard machining material which is caused by the low thermal conductivity. There are certain challenges in refining casting, forging or rolling leading to notable amount of material waste, long lead time and high fabricating cost [30]. As a solution to this challenging scenario, additive manufacturing gained attention as it has immanent advantages, such as unrivalled design freedom and short lead times [31]. The extensive researches in this area implicate that achievable characteristics of Ti6Al4V are satisfying [32] and even could be superior for certain characteristics, like ductility [33].
2.2.2. Additive Manufacturing
The power of the laser and the feed rate of powder have direct impact on homogeneity of additively manufactured structure [34]. The laser beam can be described as Gaussian moving heat source as Equation (1):
where A is the laser absorption coefficient, Plaser is the laser power, r0 is the focus radius, x0 is the laser’s beginning beam location, xi is the position of laser focus, and vlaser is the laser’s scanning speed, and the heat transfer equation according to Fourier’s law can be described as (2) [35]:
where ρm is the density, Cm is the specific heat, λ is the base thermal, conductivity, and u is the fluid flow velocity.
2.2.3. SLM—Selective Laser Melting
During the SLM process, a product is formed by selectively melting successive layers of Ti–6Al–4V powder by the interaction of a laser beam. The powder material is heated and after applying sufficient power, it melts and forms a liquid pool. The molten pool consolidates and cools down quickly [51]. During the cooling down process, decomposition of 𝛽-phase proceeds into diffusionless martensitic α′ [52]. Afterwards, the cross-section of a layer is scanned, the building platform is lowered by an amount equal to the layer thickness and the process continues until the final product is formed [51]. Figure 6. shows scheme of SLM process.
Due to the high reactivity of Ti alloys, the process needs to be carried under an inert argon atmosphere [51]. SLM possesses several advantages such as a high material use efficiency, a high level of flexibility and production of geometrically complexed shape of parts, close to the final product [54]. The main disadvantages are mainly: higher cost, large residual stresses caused by steep thermal gradients and defects such as in conventional manufacturing like deformation [54] delamination [55], porosities [56] or even cracking of the parts in the form of hot cracking [57] or initiated by micro-sized defects [58].
2.2.4. DMLS—Directive Metal Laser Sintering
During the DMLS process, a moderately low intensity of laser power is used to sinter but not fully melt the metallic powders of Ti-6Al-4V alloy like in SLM process. DMLS process is initiated with placing a titanium alloy powder layer on the substrate, kept on the building platform, and then the laser beam is allowed to scan over the entire surface of the powder layer. The laser fuses the powder selectively or partially melts it in this process and then the powder bed is solidified to form a dense component [59,60]. Further, the platform is lowered down by a distance equal to layer thickness. A fresh layer of powder is again placed and the method is repeated in the same manner to get the final product [61]. The heat treatment and high cooling rate lead to the formation of dendritic martensite or fully acicular α’ martensite in Ti6Al4V titanium alloy [62]. Figure 7. shows the scheme of the DMLS process.
DMLS operation needs very careful observation since the occurrence of melting, re-solidification, heat transfer mechanism (convection, radiation) and volume shrinkage make it more challenging [65]. Process defects such as pores, cracks, high residual stresses and other microstructural defects can be noticed in DMLS operation [66].
2.2.5. EBM—Electron Beam Melting
During the EBM process, the electron beam or focused laser are the heat sources applied to melt the titanium powder. Each layer is manufactured by the following steps: spreading the titanium powders on a base plate, preheating of the powder, sintering of the powder with a defocused beam, melting the powders by using a focused beam, and then lowering the building platform by the thickness of one layer [67,68]. Using the electron beam necessitates the powder to be sintered or, otherwise, the electrostatic forces lead to clouds of charged particles in the build chamber [69]. The entirety of the EBM fabrication process operates under a vacuum environment. This implies that highly reactive materials, such as titanium alloys, can be produced using the EBM method, without oxidation and contamination of the parts throughout the process [70]. Figure 8. shows the scheme of the EBM process.
The defects after EBM manufacturing process are similar to the defects after other AM technologies. There are different types of defects after EBM producing Ti-6Al-4V titanium alloy, which have different origins in the building process [73]. Distinct defect types show differences in both size and shape, which are the factors that influence crack initiation behaviour. Lack of fusion defects are also common anomalies which are a result of under-melting during processing [74,75,76]. On the other hand, porosity is a result of over-melting during production and partially vaporizing the titanium metal [76,77]. Another defect type is gas pores which are coming from the powder or the building process. Many defect types can be avoided or minimized by appropriately selected processing parameters, but gas pores are generally considered unavoidable [78]. Population of these defects has direct influence on fatigue life of EBM produced Ti-6Al-4V titanium alloy [79].
2.2.6. DED—Direct Energy Deposition Processes
During Direct Energy Deposition (DED) a stream of metallic powder or wire is fed into a melt pool that is created by a laser beam and melts it as it is deposited [80]. It varies from Powder Bed Fusion technologies (PBF) where thermal energy is used to selectively fuse regions of a powder bed. Main application of DED processes are typically used on existing parts of arbitrary geometry with a relatively high deposition rate [81]. During the DED process, the electron or laser beam creates a molten pool on the surface. Then, the material transfer is conducted using a nozzle (laser as powder and beam as wire). The nozzle and the beam move along the path determined by the CAD data. The consecutive layers are melted and frozen on each other until the process is completed. The whole process takes place in a chamber filled with inert gas when using the laser method or vacuum environment when electron beam is used [67,82,83,84,85,86]. The scheme of building layers in DED technology using laser is shown in Figure 9.
It has been well established that products of DED technology cannot be completely free from defects (i.e., pores, un-melted powder and Lack of fusion (LOF)). LOFs are developed when the molten material in one layer does not completely fill the space between each DED pass, forming crack-like features perpendicular to BD [88,89,90,91]. Other typical defects after DED process are shrinkage, residual stresses and deformations after local temperature difference occurring, which means post-fabrication machining is often required. Utilizing wires and metallic sheets as printing feedstock material in DED processes usually lead to more defects, lower geometry precision, high surface roughness and limitations for the production of complex shapes rather than using powder feedstock in PBF technologies However, often better static and dynamic mechanical properties are obtained in the DED-deposited condition rather than in PBF-deposited parts [92,93,94].
3. Post-Process Surface Treatment Methods Applied to Modifying Ti6Al4V Surface Layer
3.1. Post-Processing after Additive Manufacturing
Metal parts fabricated directly by additive manufacturing are usually not ready for the service in their as-built state. Once the building process is completed, parts often have to be subjected to post-processing treatment including support material removal, surface finishing, colouring, coating and heat treatment. Existing heat treatment standards for CM metals and alloys are not specifically designed for AM parts and may differ in many cases depending on the initial microstructures and desired properties for specific applications. That is why it is crucial to determine optimal parameters of the post-processing treatment as it would not only improve properties of this materials but also be beneficial in reducing the cost of the process [95]. However, the application of optimal 3D-priniting parameters recommended by the producers does not avoid exhibition of surface defects, anomalies and undesired residual stresses in Ti-6Al-4V products. These lead to unsatisfactory properties for their application and are a justification for the use of surface finishing treatment like the shot peening process [96]. The scheme of a typical surface layer after AM is shown in Figure 10, and SEM microphotographs, illustrating the morphology of specimens surface after AM technology of DMLS, is shown Figure 11
3.2. Shot Peening
One of the most popular methods of modifying the surface layer is shot peening (SP). Shot peening is a mechanical surface treatment performed by the repeated impact of shots at high impact velocities onto surfaces of materials which causes plastic deformation of this material [101]. The amount of the plastic deformation of shot peening process influences failure mechanisms such as fatigue [102,103,104] and corrosion [105]. It also has an impact on important mechanical properties of material such as surface roughness [106], hardness [107] and residual stresses [108]. The scheme of the effect of shot peening process is shown on Figure 12 and modified structure of surface layer obtained after the process is shown on Figure 13.
The overall favourable outcomes of shot peening process can be summed up according to [99] as:
- Grain refinement
- Increase in dislocation density
- Formation of passive layer
- Decrease in porosity
- Formation of compressive residual stresses
The According to the collection and the researches of AM DMLS manufactured samples of Ti-6Al-4V carried out by R. Żebrowski, M. Walczak and their team [20,98,100,110,111], the main advantage of shot peening is the improvement of working parameters. There is a relevant increase of hardness after that type of process from approximately 10% up to 25% for highest peening pressure of 0.4 MPa which is shown in Figure 14 [110]. In comparison to substractively manufactured Ti-6Al-4V, a similar increase was obtained for AM according to [112] from approximately 10% to 25% for higher peening pressure of 0.5 MPa which is shown in Table 5.
The increase of surface hardness can be explained by the fact that the creation of nanocrystalline layer after shot peening treatment on the surface of treated specimen leads to material strengthening effect [113,114].
The similar effect of increase was achieved for the group of specimens from ultimate tensile strength test as from hardness test, which means that the Ti-6Al-4V demonstrates similar correlations between hardness and UTS [98]. Results of tensile tests are shown in Figure 15
In terms of wear and tribological performance of Ti-6Al-4V, there is decrease of surfaces friction coefficient for surfaces. There are changes associated with the use of balls which are made of Al2O3 constituting the counter-body. The comparable friction coefficient was obtained for soft surface subjection. For some surfaces, the friction coefficient increased, which is shown in Figure 16 [100]
Similar decrease of COF was obtained for substractively made Ti-6Al-4V according to [115] which is shown in Figure 17
The signs of wear of Ti-Al-4V are typical for metallic materials with significant hardness and high ductility. Prevailing wear mechanism relies on abrasion and groove forming is caused by the presence of β phase which is the cause of such an effect. The plasticity of β phase is higher than the plasticity of α phase which contributes to locally increased plastic deformation, which was confirmed by Faria et al. [116]. The wear mechanisms for AM and SM of Ti-6Al-4V after shot peening are similar as it also depends on the uniformity and quality of the surface layer which was confirmed by Airao et. al. [117]. After shot peening, the comparable structure is obtained for both AM and SM.
In terms of corrosion behaviour, there is a decrease of surfaces impedance (Figure 18), but, on the other hand, an improvement of electrochemical Ti-6Al-4V properties after shot peening process as seen in Table 6
Impedance spectra shown in Figure 18 are representing the impedance module versus frequency displays close impedance values after shot peening to untreated specimens. The obtained results after shot peening are high and situated between the range of 105÷106 Ω·cm2 at low frequencies, which means that these surfaces are sufficient for bioengineering purposes with enough corrosion resistance in body fluids [113,118,119].

Table 6.
Electrochemical corrosion tests in 0,9 % NaCl for various peened surfaces of Ti-6Al-4V [110].
Table 6.
Electrochemical corrosion tests in 0,9 % NaCl for various peened surfaces of Ti-6Al-4V [110].
| Conditions | Current density, Icorr (mA/cm2) | Potential, Ecorr (mV) |
Polarization resistance Rp (kΩcm2) |
|
|---|---|---|---|---|
| Untreated | 0,064 | -318,6 | 2291 | |
| Untreated mechanically polished |
0,067 | -141,1 | 328,5 | |
| Steel CrNi | 0.2 MPa | 0,421 | -173,5 | 210,5 |
| 0.3 MPa | 0,561 | -207,4 | 138,8 | |
| 0.4 MPa | 0,682 | -337,1 | 81,2 | |
| Nuts | 0.2 MPa | 0,124 | -106,6 | 346,5 |
| 0.3 MPa | 0,275 | -228,5 | 367,4 | |
| 0.4 MPa | 1,469 | -279,2 | 349,5 | |
| Ceramic Beads | 0.2 MPa | 0,026 | -123,8 | 170,8 |
| 0.3 MPa | 0,045 | -151,4 | 206,2 | |
| 0.4 MPa | 0,063 | -174,3 | 432,8 | |
As increase of surface hardness, the increase of corrosion resistance can be explained by the spontaneous creation of nanocrystalline layer after shot peening treatment. This passive layer created on Ti-6Al-4V surgical alloys is stable in Ringer fluid solution and is rich mainly in amorphous TiO2 [113,114]. However, more factors should be taken into account. The disorientation of the topography is reported to play a crucial role in corrosion resistance [120] as can be seen in Table 6 Mechanically polished surfaces obtained favourable electrochemical parameters. It is favourable due to low roughness values (especially of Sa parameter) and the lack of structural discontinuities in surface layer created in course of DMLS process [110]. Comparing AM to CM [121] indicates that corrosion behaviour, for polished surfaces after shot peening treatment, could be more favourable for 3D printed surfaces rather than the conventional one.
Surface roughness also influences coating adhesion such as droplet impact, wetting and solidification [122]. Another factor which has a direct impact on coating adhesion is stiffness and hardness. Comparing DMLS technology and conventional manufacturing indicates that the formation of martensitic structure during additive manufacturing like DMLS technology makes the substrate more stiff and hard of approximately 20% higher nanohardness and elastic modulus of the surface layer than the alloy fabricated by the conventional methods. This results in, for instance, a better fit between the Ecoating/Esubstrate for PVD nitride coatings which are shown in Table 7
3.3. Electropolishing
Electropolishing (EP) is a damage-free and highly efficient electrochemical surface finishing method for metal components. During electropolishing, the material works as an anode, and connects with the positive electrode of a DC power. The anode metal is oxidized into metal ions due to the loss of electrons. Then, it dissolves into the electrolyte, resulting in the removal of surface materials in order to polish, passivate and deburr the metal parts [123,124,125,126,127]. This method does not cause mechanical interaction, damage or leave any residual stress [128]. The schematic example of typical electropolishing setup and mechanism of electropolishing for titanium alloys are shown in Figure 19 and Figure 20.
Electrolytes used in electrochemical processes of electropolishing titanium and titanium alloys are:
Comparing mechanical polishing to electropolishing, surface layer characteristics [138] and corrosion behaviour properties [139] are more favourable for electropolishing of conventionally made Ti-6Al-4V. The literature [138,139,140,141] also indicates that surface roughness (Ra parameter) is affected by the time, current density and temperature of the process and depending on parameter selection can result in an increase (Table 9) [140] or a decrease (Table 10) [138] of roughness. Influence of temperature on material roughness after electropolishing treatment is shown in Table 8.
Table 8.
Surface roughness parameters (Ra) and empty pits diameters of Ti-6Al-4V titanium alloy electrochemically etched in Ethaline at different current densities (t = 25°C, T = 20 min). According to [140].
Table 8.
Surface roughness parameters (Ra) and empty pits diameters of Ti-6Al-4V titanium alloy electrochemically etched in Ethaline at different current densities (t = 25°C, T = 20 min). According to [140].
| Conditions | Current density of treatment (mA·cm-2) | Ra (nm) | Pit diameter (µm) |
|---|---|---|---|
| Untreated | - | 321 | - |
| Electrochemically etched |
5 | 651 | 25 |
| 10 | 967 | 24 | |
| 15 | 504 | 27 |
Table 9.
Comparison of roughness for mechanical and electropolishing treatment [138].
Table 9.
Comparison of roughness for mechanical and electropolishing treatment [138].
| Roughness | Microstructure at various cooling medium | |||||
|---|---|---|---|---|---|---|
| Untreated | Electropolishing 100s | Electropolishing 200s | Electropolishing 300s | Mechanical #1000SiC |
Mechanical #1500SiC |
|
| Micro [nm] | 120,05 ± 7,89 | 58,72 ± 3,68 | 12,63 ± 0,81 0,75 ± 0,05 |
10,33 ± 1,14 | 98,30 ± 3,79 | 86,42 ± 2,05 |
| Macro [µm] | 2,34 ± 0,07 | 1,68 ± 0,02 | 0,68 ± 0,03 | 2,04 ± 0,03 | 1,82 ± 0,09 | |
Table 10.
Temperature impact on Ti6Al4V specimens roughness during electropolishing (current density = 0,19 A·cm-2, T = 8 min) according to [141].
Table 10.
Temperature impact on Ti6Al4V specimens roughness during electropolishing (current density = 0,19 A·cm-2, T = 8 min) according to [141].
| Temperature | Roughness | ||
| Ra (nm) | Rms (nm) | Rz (nm) | |
| 7°C | 7,4 | 10,0 | 39,7 |
| 18°C | 6,1 | 8,1 | 27,5 |
| 25°C | 6,4 | 8,1 | 26,6 |
Although many previous investigations have reported the properties and electrochemical behaviours of traditional titanium alloys after electropolishing based on different bath components and process parameters, the special surface state of additively manufactured titanium alloys has limited their usage [142]. This can be ascribed to the reason that the titanium alloys fabricated by AM often have incomplete melting powder, which generates an oxide film-like ceramic with high hardness and low chemical activity [143].
4. Properties of Ti6Al4V Manufactured Using Conventional Methods and Additive Manufacturing Methods
Many fields of application could benefit from the properties provided by shot peening process but they are overshadowed by the unfavourable characteristics from the roughened surface. The example of this is the automotive branch where reports suggests that the contact fatigue resistance of shot peened austempered ductile iron gears has poor performance due to the roughness of the surface layer [144]. Another issue which challenges its successful application in some fields is the potential presence of locked shot fragments on the treated surfaces introducing potential crack nucleation sites (Figure 21). In biomedical applications, these particles could be responsible for early implant failure [145].
The topography of the surface treated Ti-6Al-4V alloy modified by shot grains penetrates into surface layer. The effect of this process is visible in Figure 22. Penetrating shot is located in structural discontinuities or directly on the surface as a result of its high kinetic energy because the properties of material being printed contribute to formation of these lamellar structures [111].
In this regard, it is necessary to control the peening processes to remove embedded remains of peening media in order to meet the requirements of smooth and defects-free surface for certain applications. This suggested method could provide further improvement of material properties such as wear and corrosion resistance [146].
Some research was done by M. Kiel; J. Szewczenko’s team et. al. [147,148,149,150] of combining shot peening and electropolishing for conventionally made Ti-6Al-4V which show promising result. The effect of combining shot peening and electrolytical polishing on corrosion resistance is shown in Table 12
Table 12.
Corrosion behaviour after different surface treatment of Ti-6Al-4V ELI alloy [150].
Table 12.
Corrosion behaviour after different surface treatment of Ti-6Al-4V ELI alloy [150].
| Surface treatment processes |
Ecorr [mV] | Icorr [µA·cm-2] | Rp [kΩ·cm2] |
|---|---|---|---|
| Shot peening, sandblasting | -266 | 0,047 | 551 |
| Shot peening, electropolishing | -95 | 0,053 | 489 |
| Shot peening, mechanical polishing, electropolishing | -172 | 0,069 | 377,15 |
5. Summary
This paper reviews the basic information regarding shot peening methods and the effects of the shot peening (SP) and electropolishing (EP) treatments on the surface layer properties of Ti6Al4V components and compares its effects depending on manufacturing process (AM or CM). In addition, the literature survey done regarding the shot peening and electropolishing treatments allows one to indicate the research gaps and further directions of the surface treatment process of the titanium alloys.
There is a research gap since, as far as the authors’ knowledge goes, there are no studies describing a hybrid treatment consisting of a combination of shot peening and electropolishing methods on additively manufactured objects including Ti6Al4V titanium alloy.
A research area in this direction could include, for instance, the application of EP treatment after SP, or EP treatment followed by SP. In addition, the optimisation of hybrid process parameters such as different peening times, intensities or shot sizes in the SP process and different polishing times, the type of electrolytes and voltage in the EP process are also required.
Although many previous investigations have reported the properties and electrochemical behaviours of traditional titanium alloys after electropolishing based on different bath components and process parameters, the special surface state of additively manufactured titanium alloys signifies the need for further investigations on that matter.
Metal parts fabricated directly by AM technology, even though they seem as a good quality product after the manufacturing process, are usually not ready for the service in their as-built state. For about 60-70% 3D-printed objects, additional processes of surface modifying treatment are needed as a result of surface defects and discontinuities in their surface layer.
The results obtained by the peening of additive technologies may differ depending on the method used for printing and the parameters or gas used in the shot peening process and employed peening method. Increasing the intensity and parameters of the peening process does not always lead to positive results as roughness and structural integrity can suffer in particular.
Few reports suggest that electropolishing reduces the presence of embedded fragments after shot peening treatment and smooths the surface of peened samples, which could be beneficial for properties of titanium alloys.
The literature gap leading to the scope of future work seems to be in need of the investigation of the effects of shot peening and combined peening and electropolishing on the anti-wear and corrosion performance of additively manufactured titanium alloys.
Author Contributions
Conceptualization, W.O., M.W. and M.S.; methodology, W.O.; software, W.O.; validation, M.S., M.W. and W.O.; formal analysis, W.O.; investigation, W.O ; resources, W.O.; data curation, W.O; writing—original draft preparation, W.O.; writing—review and editing, M.W., M.S. and W.O. ; visualisation, W.O.; supervision, M.W and M.S.; project administration, M.W.; funding acquisition, M.W. and M.S.; All authors have read and agreed to the published version of the manuscript.
Funding
The APC publication fee was fully covered by the authors’ vouchers.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium Alloy Production Technology, Market Prospects and Industry Development. Materials & Design 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Materials & Design 2019, 164, 107552. [Google Scholar] [CrossRef]
- Pushp, P.; Dasharath, S.M.; Arati, C. Classification and Applications of Titanium and Its Alloys. Materials Today: Proceedings 2022, 54, 537–542. [Google Scholar] [CrossRef]
- Sonntag, R.; Reinders, J.; Gibmeier, J.; Kretzer, J.P. Fatigue Strengthening of an Orthopedic Ti6Al4V Alloy: What Is the Potential of a Final Shot Peening Process? In Biomaterials and Medical Tribology; Elsevier, 2013; pp. 217–237. ISBN 978-0-85709-017-1. [Google Scholar]
- Cook, S.; Barrack, R.; Clemow, A. Corrosion and Wear at the Modular Interface of Uncemented Femoral Stems. The Journal of Bone and Joint Surgery. British volume 1994, 76-B, 68–72. [Google Scholar] [CrossRef]
- Kretzer, J.P.; Jakubowitz, E.; Krachler, M.; Thomsen, M.; Heisel, C. Metal Release and Corrosion Effects of Modular Neck Total Hip Arthroplasty. International Orthopaedics (SICOT) 2009, 33, 1531–1536. [Google Scholar] [CrossRef]
- Huang, H.; Lan, P.-H.; Zhang, Y.-Q.; Li, X.-K.; Zhang, X.; Yuan, C.-F.; Zheng, X.-B.; Guo, Z. Surface Characterization and in Vivo Performance of Plasma-Sprayed Hydroxyapatite-Coated Porous Ti6Al4V Implants Generated by Electron Beam Melting. Surface and Coatings Technology 2015, 283, 80–88. [Google Scholar] [CrossRef]
- Čapek, J.; Machová, M.; Fousová, M.; Kubásek, J.; Vojtěch, D.; Fojt, J.; Jablonská, E.; Lipov, J.; Ruml, T. Highly Porous, Low Elastic Modulus 316L Stainless Steel Scaffold Prepared by Selective Laser Melting. Materials Science and Engineering: C 2016, 69, 631–639. [Google Scholar] [CrossRef]
- Long, M.; Rack, H.J. Titanium Alloys in Total Joint Replacement—a Materials Science Perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef] [PubMed]
- Miranda, G.; Araújo, A.; Bartolomeu, F.; Buciumeanu, M.; Carvalho, O.; Souza, J.C.M.; Silva, F.S.; Henriques, B. Design of Ti6Al4V-HA Composites Produced by Hot Pressing for Biomedical Applications. Materials & Design 2016, 108, 488–493. [Google Scholar] [CrossRef]
- Ma, X.; Chen, Z.; Zhong, D.; Luo, S.N.; Xiao, L.; Lu, W.; Zhang, S. Effect of Rotationally Accelerated Shot Peening on the Microstructure and Mechanical Behavior of a Metastable β Titanium Alloy. Journal of Materials Science & Technology 2021, 75, 27–38. [Google Scholar] [CrossRef]
- Benedetti, M.; Torresani, E.; Leoni, M.; Fontanari, V.; Bandini, M.; Pederzolli, C.; Potrich, C. The Effect of Post-Sintering Treatments on the Fatigue and Biological Behavior of Ti-6Al-4V ELI Parts Made by Selective Laser Melting. Journal of the Mechanical Behavior of Biomedical Materials 2017, 71, 295–306. [Google Scholar] [CrossRef] [PubMed]
- Rautio, T.; Jaskari, M.; Järvenpää, A. Surface Roughness Improvement of Pbf-Lb Manufactured 316l with Dry Electropolishing. KEM 2023, 972, 3–12. [Google Scholar] [CrossRef]
- Kim, K.M.; Shim, H.-S.; Seo, M.J.; Hur, D.H. Corrosion Control of Alloy 690 by Shot Peening and Electropolishing under Simulated Primary Water Condition of PWRs. Advances in Materials Science and Engineering 2015, 2015, 1–9. [Google Scholar] [CrossRef]
- Lan, L.; Xin, R.; Jin, X.; Gao, S.; He, B.; Rong, Y.; Min, N. Effects of Laser Shock Peening on Microstructure and Properties of Ti–6Al–4V Titanium Alloy Fabricated via Selective Laser Melting. Materials 2020, 13, 3261. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Zhang, Y.; Wu, Q.; Gao, H.; Gao, Z.; Li, X. Effect of Solid-State Phase Transformation on Residual Stress of Selective Laser Melting Ti6Al4V. Materials Science and Engineering: A 2021, 819, 141299. [Google Scholar] [CrossRef]
- Mahmud, A.; Huynh, T.; Zhou, L.; Hyer, H.; Mehta, A.; Imholte, D.D.; Woolstenhulme, N.E.; Wachs, D.M.; Sohn, Y. Mechanical Behavior Assessment of Ti-6Al-4V ELI Alloy Produced by Laser Powder Bed Fusion. Metals 2021, 11, 1671. [Google Scholar] [CrossRef]
- Motyka, M.; Baran-Sadleja, A.; Sieniawski, J.; Wierzbinska, M.; Gancarczyk, K. Decomposition of Deformed α ′( α ″) Martensitic Phase in Ti–6Al–4V Alloy. Materials Science and Technology 2019, 35, 260–272. [Google Scholar] [CrossRef]
- Dasgupta, S.; Singh, Y.P. Additive Manufacturing Techniques Used for Preparation of Scaffolds in Bone Repair and Regeneration. In Advances in Additive Manufacturing Artificial Intelligence, Nature-Inspired, and Biomanufacturing; Elsevier, 2023; pp. 103–127. ISBN 978-0-323-91834-3. [Google Scholar]
- Walczak, M.; Pasierbiewicz, K.; Szala, M. Effect of Ti6Al4V Substrate Manufacturing Technology on the Properties of PVD Nitride Coatings. Acta Phys. Pol. A 2022, 142, 723–732. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H.J. Phase Transformations during Cooling in A+β Titanium Alloys. Materials Science and Engineering: A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Omoniyi, P.O.; Akinlabi, E.T.; Mahamood, R.M. Heat Treatments of Ti6Al4V Alloys for Industrial Applications: An Overview. IOP Conf. Ser.: Mater. Sci. Eng. 2021, 1107, 012094. [Google Scholar] [CrossRef]
- Fidan, S.; Avcu, E.; Karakulak, E.; Yamanoglu, R.; Zeren, M.; Sinmazcelik, T. Effect of Heat Treatment on Erosive Wear Behaviour of Ti6Al4V Alloy. Materials Science and Technology 2013, 29, 1088–1094. [Google Scholar] [CrossRef]
- Rajan Soundararajan, S.; Vishnu, J.; Manivasagam, G.; Rao Muktinutalapati, N. Processing of Beta Titanium Alloys for Aerospace and Biomedical Applications. In Titanium Alloys - Novel Aspects of Their Processing [Working Title]; IntechOpen, 2018.
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat Treatment of Ti6Al4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. Journal of Alloys and Compounds 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Venkatesh, B.D.; Chen, D.L.; Bhole, S.D. Effect of Heat Treatment on Mechanical Properties of Ti–6Al–4V ELI Alloy. Materials Science and Engineering: A 2009, 506, 117–124. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure, Static Properties, and Fatigue Crack Growth Mechanisms in Ti-6Al-4V Fabricated by Additive Manufacturing: LENS and EBM. Engineering Failure Analysis 2016, 69, 3–14. [Google Scholar] [CrossRef]
- Koike, M.; Greer, P.; Owen, K.; Lilly, G.; Murr, L.E.; Gaytan, S.M.; Martinez, E.; Okabe, T. Evaluation of Titanium Alloys Fabricated Using Rapid Prototyping Technologies—Electron Beam Melting and Laser Beam Melting. Materials 2011, 4, 1776–1792. [Google Scholar] [CrossRef] [PubMed]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Metall Mater Trans A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Zhu, Y.; Zou, J.; Yang, H. Wear Performance of Metal Parts Fabricated by Selective Laser Melting: A Literature Review. J. Zhejiang Univ. Sci. A 2018, 19, 95–110. [Google Scholar] [CrossRef]
- Kranz, J.; Herzog, D.; Emmelmann, C. Design Guidelines for Laser Additive Manufacturing of Lightweight Structures in TiAl6V4. Journal of Laser Applications 2015, 27, S14001. [Google Scholar] [CrossRef]
- Singla, A.K.; Banerjee, M.; Sharma, A.; Singh, J.; Bansal, A.; Gupta, M.K.; Khanna, N.; Shahi, A.S.; Goyal, D.K. Selective Laser Melting of Ti6Al4V Alloy: Process Parameters, Defects and Post-Treatments. Journal of Manufacturing Processes 2021, 64, 161–187. [Google Scholar] [CrossRef]
- Sun, S.; Zhang, D.; Palanisamy, S.; Liu, Q.; Dargusch, M.S. Mechanical Properties and Deformation Mechanisms of Martensitic Ti6Al4V Alloy Processed by Laser Powder Bed Fusion and Water Quenching. Materials Science and Engineering: A 2022, 839, 142817. [Google Scholar] [CrossRef]
- Lv, C.; Wang, J.; Li, H.; Yin, Q.; Liu, W.; Shen, S. Dynamics of the Laser–Powder Interaction in the Ti6Al4V Powder Feeding Process of Laser-Directed Energy Deposition Additive Manufacturing. Journal of Materials Research and Technology 2023, 27, 6376–6385. [Google Scholar] [CrossRef]
- Shen, B.; Li, H.; Liu, S.; Zou, J.; Shen, S.; Wang, Y.; Zhang, T.; Zhang, D.; Chen, Y.; Qi, H. Influence of Laser Post-Processing on Pore Evolution of Ti–6Al–4V Alloy by Laser Powder Bed Fusion. Journal of Alloys and Compounds 2020, 818, 152845. [Google Scholar] [CrossRef]
- Cao, F.; Zhang, T.; Ryder, M.A.; Lados, D.A. A Review of the Fatigue Properties of Additively Manufactured Ti-6Al-4V. JOM 2018, 70, 349–357. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Kamariah, M.S.I.N.; Muhamad, N.; Ghani, S.A.C.; Ahmad, F.; Mohamed, Z. A Review of Powder Additive Manufacturing Processes for Metallic Biomaterials. Powder Technology 2018, 327, 128–151. [Google Scholar] [CrossRef]
- Alcisto, J.; Enriquez, A.; Garcia, H.; Hinkson, S.; Steelman, T.; Silverman, E.; Valdovino, P.; Gigerenzer, H.; Foyos, J.; Ogren, J.; et al. Tensile Properties and Microstructures of Laser-Formed Ti-6Al-4V. J. of Materi Eng and Perform 2011, 20, 203–212. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of Materials Qualification Needs for Metal Additive Manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the Build Orientation on the Mechanical Properties and Fracture Modes of SLM Ti–6Al–4V. Materials Science and Engineering: A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Bhandari, L.; Gaur, V. On Study of Process Induced Defects-Based Fatigue Performance of Additively Manufactured Ti6Al4V Alloy. Additive Manufacturing 2022, 60, 103227. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Sitek, R.; Buhagiar, J.; Kurzydłowski, K.; Święszkowski, W. Laser and Electron Beam Additive Manufacturing Methods of Fabricating Titanium Bone Implants. Applied Sciences 2017, 7, 657. [Google Scholar] [CrossRef]
- Guo, S.; Li, Y.; Gu, J.; Liu, J.; Peng, Y.; Wang, P.; Zhou, Q.; Wang, K. Microstructure and Mechanical Properties of Ti6Al4V/ B4C Titanium Matrix Composite Fabricated by Selective Laser Melting (SLM). Journal of Materials Research and Technology 2023, 23, 1934–1946. [Google Scholar] [CrossRef]
- Facchini, L.; Magalini, E.; Robotti, P.; Molinari, A.; Höges, S.; Wissenbach, K. Ductility of a Ti-6Al-4V Alloy Produced by Selective Laser Melting of Prealloyed Powders. Rapid Prototyping Journal 2010, 16, 450–459. [Google Scholar] [CrossRef]
- Bordin, A.; Bruschi, S.; Ghiotti, A.; Bucciotti, F.; Facchini, L. Comparison between Wrought and EBM Ti6Al4V Machinability Characteristics. KEM 2014, 611–612, 1186–1193. [Google Scholar] [CrossRef]
- Ishfaq, K.; Abdullah, M.; Mahmood, M.A. A State-of-the-Art Direct Metal Laser Sintering of Ti6Al4V and AlSi10Mg Alloys: Surface Roughness, Tensile Strength, Fatigue Strength and Microstructure. Optics & Laser Technology 2021, 143, 107366. [Google Scholar] [CrossRef]
- Karolewska, K.; Ligaj, B.; Boroński, D. Strain Analysis of Ti6Al4V Titanium Alloy Samples Using Digital Image Correlation. Materials 2020, 13, 3398. [Google Scholar] [CrossRef]
- Guzanová, A.; Ižaríková, G.; Brezinová, J.; Živčák, J.; Draganovská, D.; Hudák, R. Influence of Build Orientation, Heat Treatment, and Laser Power on the Hardness of Ti6Al4V Manufactured Using the DMLS Process. Metals 2017, 7, 318. [Google Scholar] [CrossRef]
- Sharma, M.; Soni, M. Direct Metal Laser Sintering of TI6Al4V Alloy for Patient-Specific Temporo Mandibular Joint Prosthesis and Implant. Materials Today: Proceedings 2021, 38, 333–339. [Google Scholar] [CrossRef]
- Mierzejewska, Ż.A. Effect of Laser Energy Density, Internal Porosity and Heat Treatment on Mechanical Behavior of Biomedical Ti6Al4V Alloy Obtained with DMLS Technology. Materials 2019, 12, 2331. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A Study of the Microstructural Evolution during Selective Laser Melting of Ti–6Al–4V. Acta Materialia 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Motyka, M. Martensite Formation and Decomposition during Traditional and AM Processing of Two-Phase Titanium Alloys—An Overview. Metals 2021, 11, 481. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Gasik, M.; Silva, F.S.; Miranda, G. Mechanical Properties of Ti6Al4V Fabricated by Laser Powder Bed Fusion: A Review Focused on the Processing and Microstructural Parameters Influence on the Final Properties. Metals 2022, 12, 986. [Google Scholar] [CrossRef]
- Vrancken, B.; Buls, S.; Kruth, J.; Humbeeck, J.V. Preheating of Selective Laser Melted Ti6Al4V: Microstructure and Mechanical Properties. In Proceedings of the 13th World Conference on Titanium; Venkatesh, V., Pilchak, A.L., Allison, J.E., Ankem, S., Boyer, R., Christodoulou, J., Fraser, H.L., Imam, M.A., Kosaka, Y., Rack, H.J., Chatterjee, A., Woodfield, A., Eds.; Wiley, 2016; pp. 1269–1277. ISBN 978-1-119-28326-3. [Google Scholar]
- Kogo, B.; Xu, C.; Wang, B.; Chizari, M.; Reza Kashyzadeh, K.; Ghorbani, S. An Experimental Analysis to Determine the Load-Bearing Capacity of 3D Printed Metals. Materials 2022, 15, 4333. [Google Scholar] [CrossRef]
- Kim, F.H.; Moylan, S.P. Literature Review of Metal Additive Manufacturing Defects; National Institute of Standards and Technology: Gaithersburg, MD, 2018; p. NIST AMS 100-16. [Google Scholar]
- Polozov, I.; Gracheva, A.; Popovich, A. Interface Characterization of Bimetallic Ti-6Al-4V/Ti2AlNb Structures Prepared by Selective Laser Melting. Materials 2022, 15, 8528. [Google Scholar] [CrossRef] [PubMed]
- Gaur, V.; Doquet, V.; Persent, E.; Mareau, C.; Roguet, E.; Kittel, J. Surface versus Internal Fatigue Crack Initiation in Steel: Influence of Mean Stress. International Journal of Fatigue 2016, 82, 437–448. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Sadowski, M.; Ladani, L. Direct Metal Laser Melting of Inconel 718: Process Impact on Grain Formation and Orientation. Journal of Alloys and Compounds 2018, 736, 297–305. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J. Finite Element Simulation and Experimental Validation of Distortion and Cracking Failure Phenomena in Direct Metal Laser Sintering Fabricated Component. Additive Manufacturing 2017, 16, 49–57. [Google Scholar] [CrossRef]
- Zhao, X.; Iyer, A.; Promoppatum, P.; Yao, S.-C. Numerical Modeling of the Thermal Behavior and Residual Stress in the Direct Metal Laser Sintering Process of Titanium Alloy Products. Additive Manufacturing 2017, 14, 126–136. [Google Scholar] [CrossRef]
- Anand, M.; Das, A.K. Issues in Fabrication of 3D Components through DMLS Technique: A Review. Optics & Laser Technology 2021, 139, 106914. [Google Scholar] [CrossRef]
- Martinho, P.G. Rapid Manufacturing and Tooling. In Design and Manufacturing of Plastics Products; Elsevier, 2021; pp. 381–456. ISBN 978-0-12-819775-2. [Google Scholar]
- Hussain, M.; Mandal, V.; Kumar, V.; Das, A.K.; Ghosh, S.K. Development of TiN Particulates Reinforced SS316 Based Metal Matrix Composite by Direct Metal Laser Sintering Technique and Its Characterization. Optics & Laser Technology 2017, 97, 46–59. [Google Scholar] [CrossRef]
- Zhou, M.; Deng, X. Melting and Resolidification of Direct Metal Laser Sintering with Multiscale Nonequilibrium Model. Journal of Thermophysics and Heat Transfer 2019, 33, 78–86. [Google Scholar] [CrossRef]
- Mierzejewska, Ż.A.; Hudák, R.; Sidun, J. Mechanical Properties and Microstructure of DMLS Ti6Al4V Alloy Dedicated to Biomedical Applications. Materials 2019, 12, 176. [Google Scholar] [CrossRef]
- Tebianian, M.; Aghaie, S.; Razavi Jafari, N.; Elmi Hosseini, S.; Pereira, A.; Fernandes, F.; Farbakhti, M.; Chen, C.; Huo, Y. A Review of the Metal Additive Manufacturing Processes. Materials 2023, 16, 7514. [Google Scholar] [CrossRef]
- Isik, M.; Yildiz, M.; Secer, R.O.; Sen, C.; Bilgin, G.M.; Orhangul, A.; Akbulut, G.; Javidrad, H.; Koc, B. Fabrication of Electron Beam Melted Titanium Aluminide: The Effects of Machining Parameters and Heat Treatment on Surface Roughness and Hardness. Metals 2023, 13, 1952. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tor, S.B.; Chua, C.K. Application of Electron Beam Melting (EBM) in Additive Manufacturing of an Impeller. In Proceedings of the Proceedings of the 1st International Conference on Progress in Additive Manufacturing; Research Publishing Services, 2014; pp. 327–332.
- Cho, K.; Kawabata, H.; Hayashi, T.; Yasuda, H.Y.; Nakashima, H.; Takeyama, M.; Nakano, T. Peculiar Microstructural Evolution and Tensile Properties of β-Containing γ-TiAl Alloys Fabricated by Electron Beam Melting. Additive Manufacturing 2021, 46, 102091. [Google Scholar] [CrossRef]
- Bansal, S.A.; Khanna, V.; Gupta, P. Metal Matrix Composites: Fabrication, Production, and 3D Printing (Vol. 1), 1st ed.; CRC Press: Boca Raton, 2022; ISBN 978-1-00-319489-7. [Google Scholar]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive Manufacturing of Titanium Alloys in the Biomedical Field: Processes, Properties and Applications. Journal of Applied Biomaterials & Functional Materials 2018, 16, 57–67. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defects in Additive Manufactured Metals and Their Effect on Fatigue Performance: A State-of-the-Art Review. Progress in Materials Science 2021, 117, 100724. [Google Scholar] [CrossRef]
- Ng, G.K.L.; Jarfors, A.E.W.; Bi, G.; Zheng, H.Y. Porosity Formation and Gas Bubble Retention in Laser Metal Deposition. Appl. Phys. A 2009, 97, 641–649. [Google Scholar] [CrossRef]
- Hrabe, N.; Quinn, T. Effects of Processing on Microstructure and Mechanical Properties of a Titanium Alloy (Ti–6Al–4V) Fabricated Using Electron Beam Melting (EBM), Part 1: Distance from Build Plate and Part Size. Materials Science and Engineering: A 2013, 573, 264–270. [Google Scholar] [CrossRef]
- Cunningham, R.; Narra, S.P.; Montgomery, C.; Beuth, J.; Rollett, A.D. Synchrotron-Based X-Ray Microtomography Characterization of the Effect of Processing Variables on Porosity Formation in Laser Power-Bed Additive Manufacturing of Ti-6Al-4V. JOM 2017, 69, 479–484. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. Direct Observation of Pore Formation Mechanisms during LPBF Additive Manufacturing Process and High Energy Density Laser Welding. International Journal of Machine Tools and Manufacture 2020, 153, 103555. [Google Scholar] [CrossRef]
- Hrabe, N.; Gnäupel-Herold, T.; Quinn, T. Fatigue Properties of a Titanium Alloy (Ti–6Al–4V) Fabricated via Electron Beam Melting (EBM): Effects of Internal Defects and Residual Stress. International Journal of Fatigue 2017, 94, 202–210. [Google Scholar] [CrossRef]
- Sandell, V.; Hansson, T.; Roychowdhury, S.; Månsson, T.; Delin, M.; Åkerfeldt, P.; Antti, M.-L. Defects in Electron Beam Melted Ti-6Al-4V: Fatigue Life Prediction Using Experimental Data and Extreme Value Statistics. Materials 2021, 14, 640. [Google Scholar] [CrossRef] [PubMed]
- Hassan, M.S.; Zaman, S.; Dantzler, J.Z.R.; Leyva, D.H.; Mahmud, M.S.; Ramirez, J.M.; Gomez, S.G.; Lin, Y. 3D Printed Integrated Sensors: From Fabrication to Applications—A Review. Nanomaterials 2023, 13, 3148. [Google Scholar] [CrossRef] [PubMed]
- Biserova-Tahchieva, A.; Biezma-Moraleda, M.V.; Llorca-Isern, N.; Gonzalez-Lavin, J.; Linhardt, P. Additive Manufacturing Processes in Selected Corrosion Resistant Materials: A State of Knowledge Review. Materials 2023, 16, 1893. [Google Scholar] [CrossRef] [PubMed]
- Yang, T.; Mazumder, S.; Jin, Y.; Squires, B.; Sofield, M.; Pantawane, M.V.; Dahotre, N.B.; Neogi, A. A Review of Diagnostics Methodologies for Metal Additive Manufacturing Processes and Products. Materials 2021, 14, 4929. [Google Scholar] [CrossRef] [PubMed]
- Dutta, B.; Babu, S.; Jared, B. Additive Manufacturing Technology. In Science, Technology and Applications of Metals in Additive Manufacturing; Elsevier, 2019; pp. 11–53. ISBN 978-0-12-816634-5. [Google Scholar]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An Overview of Modern Metal Additive Manufacturing Technology. Journal of Manufacturing Processes 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The Additive Manufacturing of Titanium Alloys. In Additive Manufacturing of Titanium Alloys; Elsevier, 2016; pp. 1–10. ISBN 978-0-12-804782-8. [Google Scholar]
- Wang, J.; Tang, L.; Xue, Y.; Zhao, Z.; Ye, Z.; Cao, W.; Zhu, J.; Jiang, F. Microstructure and Properties of (Diamond + TiC) Reinforced Ti6Al4V Titanium Matrix Composites Manufactured by Directed Energy Deposition. Journal of Materials Research and Technology 2024, 28, 3110–3120. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic Tensile Behavior of Ti–6Al–4V Components Fabricated with Directed Energy Deposition Additive Manufacturing. Acta Materialia 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Qiu, C.; Ravi, G.A.; Dance, C.; Ranson, A.; Dilworth, S.; Attallah, M.M. Fabrication of Large Ti–6Al–4V Structures by Direct Laser Deposition. Journal of Alloys and Compounds 2015, 629, 351–361. [Google Scholar] [CrossRef]
- Razavi, N.; Bordonaro, G.; Ferro, P.; Torgersen, J.; Berto, F. Porosity Effect on Tensile Behavior of Ti-6Al-4V Specimens Produced by Laser Engineered Net Shaping Technology. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science 2021, 235, 1930–1937. [Google Scholar] [CrossRef]
- Byun, Y.; Lee, S.; Seo, S.-M.; Yeom, J.; Kim, S.E.; Kang, N.; Hong, J. Effects of Cr and Fe Addition on Microstructure and Tensile Properties of Ti–6Al–4V Prepared by Direct Energy Deposition. Met. Mater. Int. 2018, 24, 1213–1220. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Materials Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Ma, H.Y.; Wang, J.C.; Qin, P.; Liu, Y.J.; Chen, L.Y.; Wang, L.Q.; Zhang, L.C. Advances in Additively Manufactured Titanium Alloys by Powder Bed Fusion and Directed Energy Deposition: Microstructure, Defects, and Mechanical Behavior. Journal of Materials Science & Technology 2024, 183, 32–62. [Google Scholar] [CrossRef]
- Oh, H.; Lee, J.; Kim, J.G.; Kim, S. Effect of Defects on Environment-Assisted Fracture (EAF) Behavior of Ti–6Al–4V Alloy Fabricated by Direct Energy Deposition (DED). Journal of Materials Research and Technology 2022, 20, 4365–4377. [Google Scholar] [CrossRef]
- Laleh, M.; Sadeghi, E.; Revilla, R.I.; Chao, Q.; Haghdadi, N.; Hughes, A.E.; Xu, W.; De Graeve, I.; Qian, M.; Gibson, I.; et al. Heat Treatment for Metal Additive Manufacturing. Progress in Materials Science 2023, 133, 101051. [Google Scholar] [CrossRef]
- Mostafaei, A.; Zhao, C.; He, Y.; Reza Ghiaasiaan, S.; Shi, B.; Shao, S.; Shamsaei, N.; Wu, Z.; Kouraytem, N.; Sun, T.; et al. Defects and Anomalies in Powder Bed Fusion Metal Additive Manufacturing. Current Opinion in Solid State and Materials Science 2022, 26, 100974. [Google Scholar] [CrossRef]
- Świetlicki, A.; Walczak, M.; Szala, M. Effect of Shot Peening on Corrosion Resistance of Additive Manufactured 17-4PH Steel. Materials Science-Poland 2022, 40, 135–151. [Google Scholar] [CrossRef]
- Żebrowski, R.; Walczak, M.; Korga, A.; Iwan, M.; Szala, M. Effect of Shot Peening on the Mechanical Properties and Cytotoxicity Behaviour of Titanium Implants Produced by 3D Printing Technology. Journal of Healthcare Engineering 2019, 2019, 1–11. [Google Scholar] [CrossRef]
- Avcu, E.; Abakay, E.; Yıldıran Avcu, Y.; Çalım, E.; Gökalp, İ.; Iakovakis, E.; Koç, F.G.; Yamanoglu, R.; Akıncı, A.; Guney, M. Corrosion Behavior of Shot-Peened Ti6Al4V Alloy Produced via Pressure-Assisted Sintering. Coatings 2023, 13, 2036. [Google Scholar] [CrossRef]
- Żebrowski, R.; Walczak, M. Effect of the shot peening on surface properties and tribological performance of Ti-6Al-4V alloy produced by means of DMLS technology. Archives of Metallurgy and Materials 2019. [Google Scholar] [CrossRef]
- Ganesh, B.K.C.; Sha, W.; Ramanaiah, N.; Krishnaiah, A. Effect of Shotpeening on Sliding Wear and Tensile Behavior of Titanium Implant Alloys. Materials & Design (1980-2015) 2014, 56, 480–486. [Google Scholar] [CrossRef]
- Li, D.; Chen, H.N.; Xu, H. The Effect of Nanostructured Surface Layer on the Fatigue Behaviors of a Carbon Steel. Applied Surface Science 2009, 255, 3811–3816. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Effect of Shot Peening on the Fatigue Resistance of Laser Surface Melted 20CrMnTi Steel Gear. Materials Science and Engineering: A 2015, 629, 8–15. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Influence of Different Combined Severe Shot Peening and Laser Surface Melting Treatments on the Fatigue Performance of 20CrMnTi Steel Gear. Materials Science and Engineering: A 2016, 658, 77–85. [Google Scholar] [CrossRef]
- Azar, V.; Hashemi, B.; Rezaee Yazdi, M. The Effect of Shot Peening on Fatigue and Corrosion Behavior of 316L Stainless Steel in Ringer’s Solution. Surface and Coatings Technology 2010, 204, 3546–3551. [Google Scholar] [CrossRef]
- Xie, B.; Gao, K. Research Progress of Surface Treatment Technologies on Titanium Alloys: A Mini Review. Coatings 2023, 13, 1486. [Google Scholar] [CrossRef]
- Xie, L.; Jiang, C.; Lu, W. The Influence of Shot Peening on the Surface Properties of (TiB+TiC)/Ti–6Al–4V. Applied Surface Science 2013, 280, 981–988. [Google Scholar] [CrossRef]
- Xie, L.; Jiang, C.; Lu, W.; Zhan, K.; Chen, Y. Investigation on the Residual Stress and Microstructure of (TiB+TiC)/Ti–6Al–4V Composite after Shot Peening. Materials Science and Engineering: A 2011, 528, 3423–3427. [Google Scholar] [CrossRef]
- Petit-Renaud, F. Optimization of the Shot Peening Parameters. In Shot Peening; Wagner, L., Ed.; Wiley, 2003; pp. 119–129. ISBN 978-3-527-60658-0. [Google Scholar]
- Żebrowski, R.; Walczak, M.; Klepka, T.; Pasierbiewicz, K. Effect of the Shot Peening on Surface Properties of Ti-6Al-4V Alloy Produced by Means of DMLS Technology. Eksploatacja i Niezawodność – Maintenance and Reliability 2019, 21, 46–53. [Google Scholar] [CrossRef]
- Żebrowski, R.; Walczak, M. The Effect of Shot Peening on the Corrosion Behaviour of Ti-6Al-4V Alloy Made by DMLS. Advances in Materials Science 2018, 18, 43–54. [Google Scholar] [CrossRef]
- Ongtrakulkij, G.; Khantachawana, A.; Kondoh, K. Effects of Media Parameters on Enhance Ability of Hardness and Residual Stress of Ti6Al4V by Fine Shot Peening. Surfaces and Interfaces 2020, 18, 100424. [Google Scholar] [CrossRef]
- Jelliti, S.; Richard, C.; Retraint, D.; Roland, T.; Chemkhi, M.; Demangel, C. Effect of Surface Nanocrystallization on the Corrosion Behavior of Ti–6Al–4V Titanium Alloy. Surface and Coatings Technology 2013, 224, 82–87. [Google Scholar] [CrossRef]
- Kameyama, Y.; Komotori, J. Effect of Micro Ploughing during Fine Particle Peening Process on the Microstructure of Metallic Materials. Journal of Materials Processing Technology 2009, 209, 6146–6155. [Google Scholar] [CrossRef]
- Yıldıran Avcu, Y.; Yetik, O.; Guney, M.; Iakovakis, E.; Sınmazçelik, T.; Avcu, E. Surface, Subsurface and Tribological Properties of Ti6Al4V Alloy Shot Peened under Different Parameters. Materials 2020, 13, 4363. [Google Scholar] [CrossRef] [PubMed]
- Faria, A.C.L.; Rodrigues, R.C.S.; Claro, A.P.R.A.; De Mattos, M.D.G.C.; Ribeiro, R.F. Wear Resistance of Experimental Titanium Alloys for Dental Applications. Journal of the Mechanical Behavior of Biomedical Materials 2011, 4, 1873–1879. [Google Scholar] [CrossRef]
- Airao, J.; Kishore, H.; Nirala, C.K. Comparative Analysis of Tool Wear in Micro-Milling of Wrought and Selective Laser Melted Ti6Al4V. Wear 2023, 523, 204788. [Google Scholar] [CrossRef]
- Saji, V.S.; Choe, H.-C. Electrochemical Behavior of Co-Cr and Ni-Cr Dental Cast Alloys. Transactions of Nonferrous Metals Society of China 2009, 19, 785–790. [Google Scholar] [CrossRef]
- Saji, V.S.; Choe, H.C. Preferential Dissolution Behaviour in Ni-Cr Dental Cast Alloy. Bull Mater Sci 2010, 33, 463–468. [Google Scholar] [CrossRef]
- Coelho, L.B.; Kossman, S.; Mejias, A.; Noirfalise, X.; Montagne, A.; Van Gorp, A.; Poorteman, M.; Olivier, M.-G. Mechanical and Corrosion Characterization of Industrially Treated 316L Stainless Steel Surfaces. Surface and Coatings Technology 2020, 382, 125175. [Google Scholar] [CrossRef]
- Ahmed, A.A.; Mhaede, M.; Wollmann, M.; Wagner, L. Effect of Micro Shot Peening on the Mechanical Properties and Corrosion Behavior of Two Microstructure Ti–6Al–4V Alloy. Applied Surface Science 2016, 363, 50–58. [Google Scholar] [CrossRef]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. Numerical and Experimental Analysis of Surface Roughness Generated by Shot Peening. Applied Surface Science 2012, 258, 6831–6840. [Google Scholar] [CrossRef]
- Yi, R.; Ji, J.; Zhan, Z.; Deng, H. Mechanism Study of Electropolishing from the Perspective of Etching Isotropy. Journal of Materials Processing Technology 2022, 305, 117599. [Google Scholar] [CrossRef]
- Landolt, D. Fundamental Aspects of Electropolishing. Electrochimica Acta 1987, 32, 1–11. [Google Scholar] [CrossRef]
- Datta, M.; Landolt, D. Fundamental Aspects and Applications of Electrochemical Microfabrication. Electrochimica Acta 2000, 45, 2535–2558. [Google Scholar] [CrossRef]
- Saito, K. Development of Electropolishing Technology for Superconducting Cavities. In Proceedings of the Proceedings of the 2003 Bipolar/BiCMOS Circuits and Technology Meeting (IEEE Cat. No.03CH37440); IEEE: Portland, OR, USA, 2003; pp. 462–466.
- Hensel, K.B. Electropolishing. Metal Finishing 1999, 97, 440–448. [Google Scholar] [CrossRef]
- Wynick, G.L.; Boehlert, C.J. Use of Electropolishing for Enhanced Metallic Specimen Preparation for Electron Backscatter Diffraction Analysis. Materials Characterization 2005, 55, 190–202. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, X.; Li, Z.; Jing, X.; Gong, Z.; Liu, C. Surface Performance and Optimization of Nickel Titanium Alloy Electropolishing Parameters. International Journal of Electrochemical Science 2021, 16, 210745. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of Surfaces: Theory and Applications. Surface Engineering 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Zhang, Y.; Jianzhong, L.I.; Che, S. Electropolishing Mechanism of Ti-6Al-4V Alloy Fabricated by Selective Laser Melting. International Journal of Electrochemical Science 2018, 13, 4792–4807. [Google Scholar] [CrossRef]
- Mathieu, J.B.; Landolt, D. Electropolishing of Titanium in Perchloric Acid-Acetic Acid Solution: II. Polarization Behavior and Stoichiometry. J. Electrochem. Soc. 1978, 125, 1044–1049. [Google Scholar] [CrossRef]
- Peighambardoust, N.-S.; Nasirpouri, F. Electropolishing Behaviour of Pure Titanium in Perchloric Acid–Methanol–Ethylene Glycol Mixed Solution. Transactions of the IMF 2014, 92, 132–139. [Google Scholar] [CrossRef]
- Piotrowski, O.; Madore, C.; Landolt, D. The Mechanism of Electropolishing of Titanium in Methanol-Sulfuric Acid Electrolytes. J. Electrochem. Soc. 1998, 145, 2362–2369. [Google Scholar] [CrossRef]
- Kim, D.; Son, K.; Sung, D.; Kim, Y.; Chung, W. Effect of Added Ethanol in Ethylene Glycol–NaCl Electrolyte on Titanium Electropolishing. Corrosion Science 2015, 98, 494–499. [Google Scholar] [CrossRef]
- Smith, E.L.; Abbott, A.P.; Ryder, K.S. Deep Eutectic Solvents (DESs) and Their Applications. Chem. Rev. 2014, 114, 11060–11082. [Google Scholar] [CrossRef] [PubMed]
- Holze, R. Electrodeposition from Ionic Liquids. F. Endres, A. P. Abbott, and D. R. MacFarlane (Eds). WILEY-VCH, Weinheim, 2008: 387 + XXII p., 105 €; ISBN 978-3-52731565-9. J Solid State Electrochem 2009, 13, 1633–1634. [Google Scholar] [CrossRef]
- Jhong, Y.-T.; Chao, C.-Y.; Hung, W.-C.; Du, J.-K. Effects of Various Polishing Techniques on the Surface Characteristics of the Ti-6Al-4V Alloy and on Bacterial Adhesion. Coatings 2020, 10, 1057. [Google Scholar] [CrossRef]
- Han, X.; Ma, J.; Tian, A.; Wang, Y.; Li, Y.; Dong, B.; Tong, X.; Ma, X. Surface Modification Techniques of Titanium and Titanium Alloys for Biomedical Orthopaedics Applications: A Review. Colloids and Surfaces B: Biointerfaces 2023, 227, 113339. [Google Scholar] [CrossRef] [PubMed]
- Kityk, A.; Švec, P.; Šoltys, J.; Pavlik, V.; Hnatko, M. Deep inside of the Mechanism of Electrochemical Surface Etching of α + β Ti6Al4V Alloy in Room-Temperature Deep Eutectic Solvent Ethaline. Journal of Molecular Liquids 2023, 375, 121316. [Google Scholar] [CrossRef]
- Antonini, L.M.; Mielczarski, R.G.; Pigatto, C.; Müller, I.L.; Malfatti, C.D.F. The Influence of the Operating Parameters of Titanium Electropolishing to Obtain Nanostructured Titanium Surfaces. MSF 2012, 727–728, 1638–1642. [Google Scholar] [CrossRef]
- Guo, P.; Zhao, Y.; Zeng, W.; Hong, Q. The Effect of Microstructure on the Mechanical Properties of TC4-DT Titanium Alloys. Materials Science and Engineering: A 2013, 563, 106–111. [Google Scholar] [CrossRef]
- Velmurugan, C.; Senthilkumar, V.; Sarala, S.; Arivarasan, J. Low Temperature Diffusion Bonding of Ti-6Al-4V and Duplex Stainless Steel. Journal of Materials Processing Technology 2016, 234, 272–279. [Google Scholar] [CrossRef]
- Zammit, A.; Bonnici, M.; Mhaede, M.; Wan, R.; Wagner, L. Shot Peening of Austempered Ductile Iron Gears. Surface Engineering 2017, 33, 679–686. [Google Scholar] [CrossRef]
- Avsec, K.; Jenko, M.; Conradi, M.; Kocijan, A.; Vesel, A.; Kovač, J.; Godec, M.; Belič, I.; Šetina Batič, B.; Donik, Č.; et al. Surface Properties of Retrieved Cementless Femoral Hip Endoprostheses Produced from a Ti6Al7Nb Alloy. Coatings 2019, 9, 868. [Google Scholar] [CrossRef]
- Lopez-Ruiz, P.; Garcia-Blanco, M.B.; Vara, G.; Fernández-Pariente, I.; Guagliano, M.; Bagherifard, S. Obtaining Tailored Surface Characteristics by Combining Shot Peening and Electropolishing on 316L Stainless Steel. Applied Surface Science 2019, 492, 1–7. [Google Scholar] [CrossRef]
- Kiel, M.; Szewczenko, J.; Marciniak, J.; Nowińska, K. Electrochemical Properties of Ti-6Al-4V ELI Alloy after Anodization. In Information Technologies in Biomedicine; Piętka, E., Kawa, J., Eds.; Lecture Notes in Computer Science; Springer Berlin Heidelberg: Berlin, Heidelberg, 2012; Volume 7339, pp. 369–378. ISBN 978-3-642-31195-6. [Google Scholar]
- Kiel-Jamrozik, M.; Szewczenko, J.; Basiaga, M.; Nowińska, K. Technological Capabilities of Surface Layers Formation on Implant Made of Ti-6Al-4V Eli Alloy. Acta of Bioengineering and Biomechanics; 01/2015; ISSN 1509-409X 2015. [CrossRef]
- Pochrząst, M.; Marciniak, J.; Szewczenko, J.; Walke, W. Application of Electrochemical Impedance Spectroscopy for Comparison Analysis of Surface Modified Ti-6Al-4V ELI and Ti-6Al-7Nb Alloys. In Information Technologies in Biomedicine; Piętka, E., Kawa, J., Eds.; Lecture Notes in Computer Science; Springer Berlin Heidelberg: Berlin, Heidelberg, 2012; Volume 7339, pp. 379–388. ISBN 978-3-642-31195-6. [Google Scholar]
- Szewczenko, J.; Walke, W.; Nowinska, K.; Marciniak, J. Corrosion Resistance of Ti-6Al-4V Alloy after Diverse Surface Treatments. Materialwissenschaft Werkst 2010, 41, 360–371. [Google Scholar] [CrossRef]
Figure 3.
Micrographs of the microstructures of Ti-6Al-4V: (a) bimodal (basic microstructure) (b) lamellar (martensitic microstructure) [20].
Figure 3.
Micrographs of the microstructures of Ti-6Al-4V: (a) bimodal (basic microstructure) (b) lamellar (martensitic microstructure) [20].
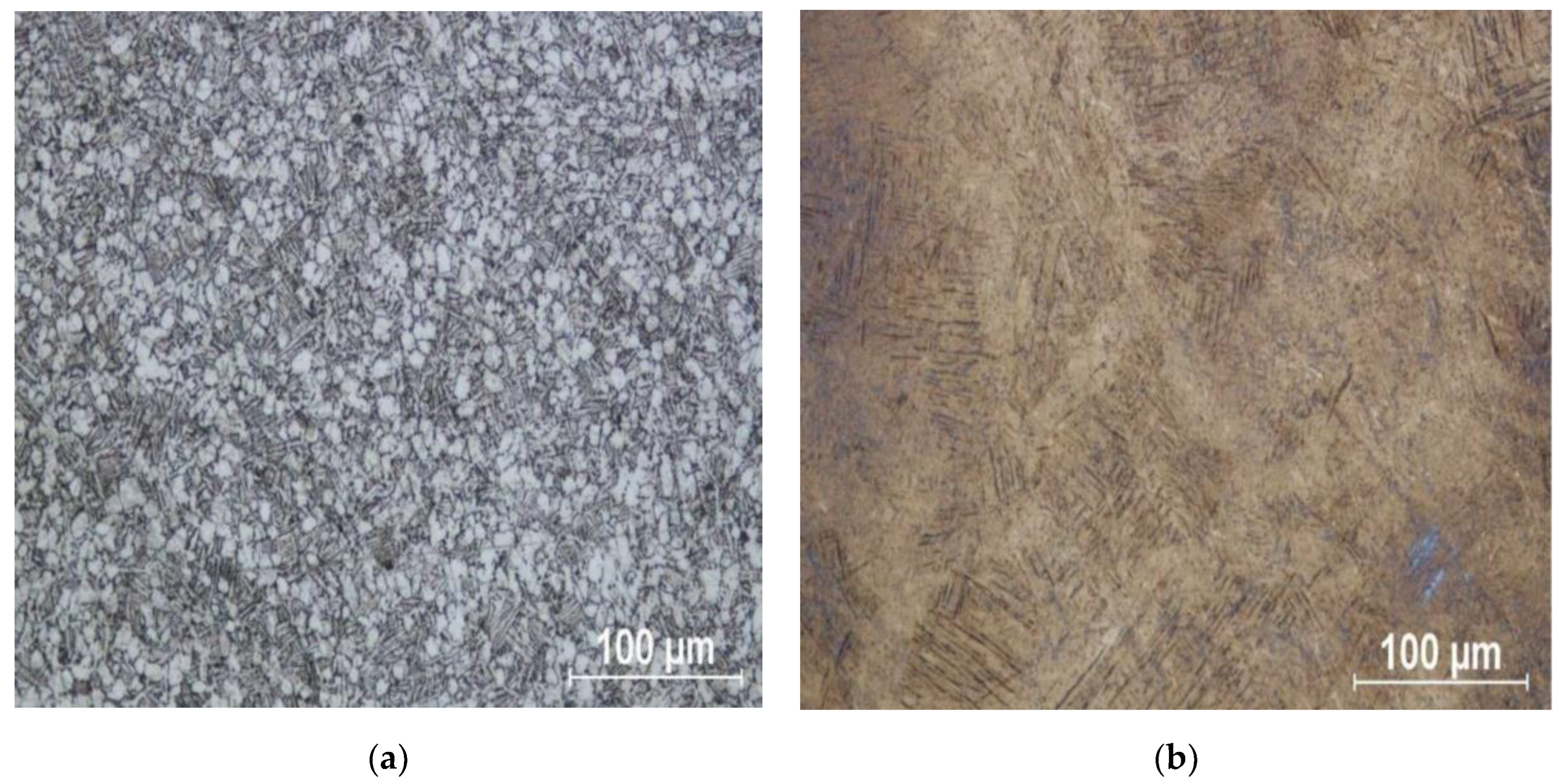
Figure 4.
Schematic continuous cooling diagram for Ti–6Al–4V β-solution treated at 1050°C for 30 min [21].
Figure 4.
Schematic continuous cooling diagram for Ti–6Al–4V β-solution treated at 1050°C for 30 min [21].
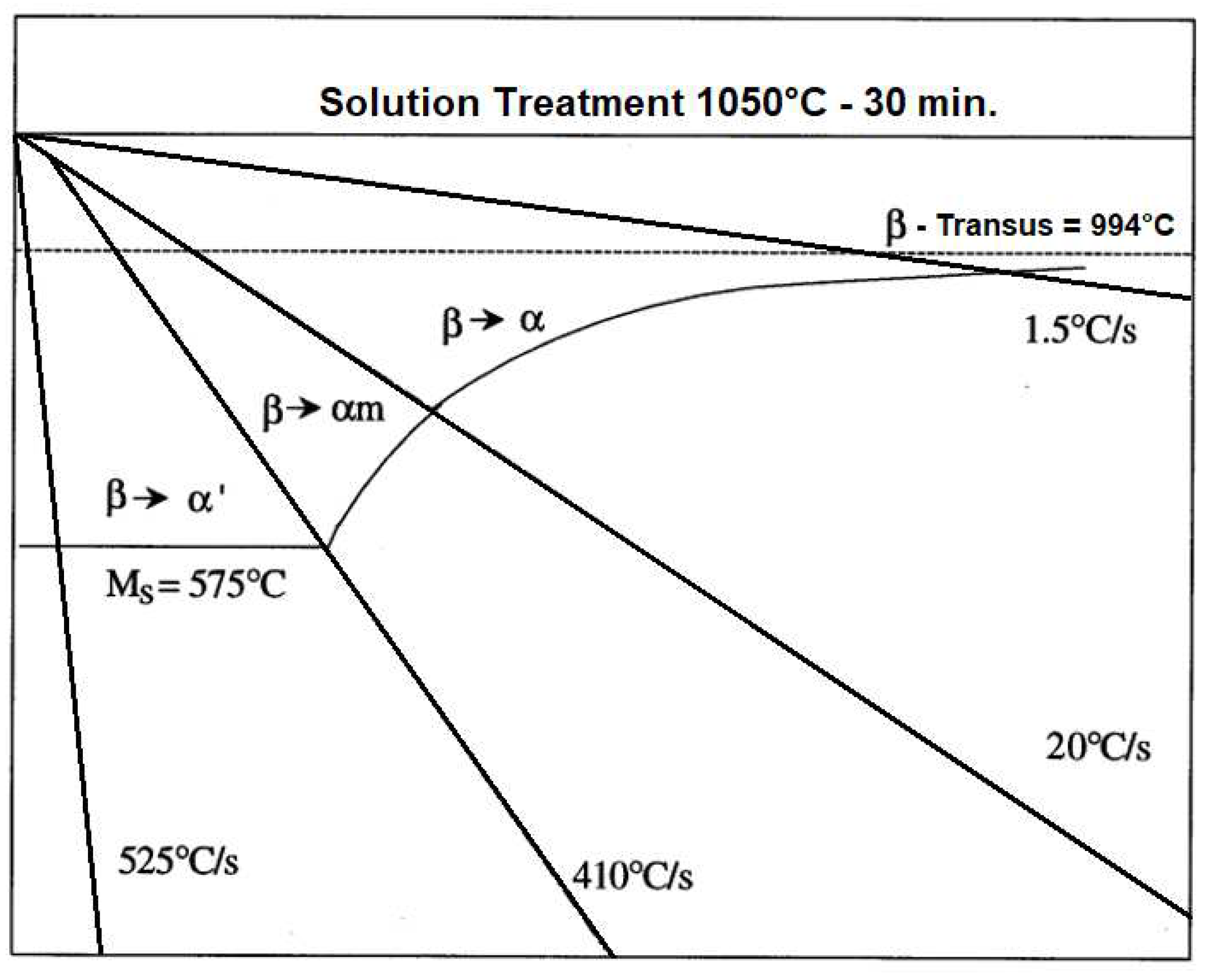
Figure 5.
Powder based AM methods according to ASTM F2792 based on [32].
Figure 5.
Powder based AM methods according to ASTM F2792 based on [32].
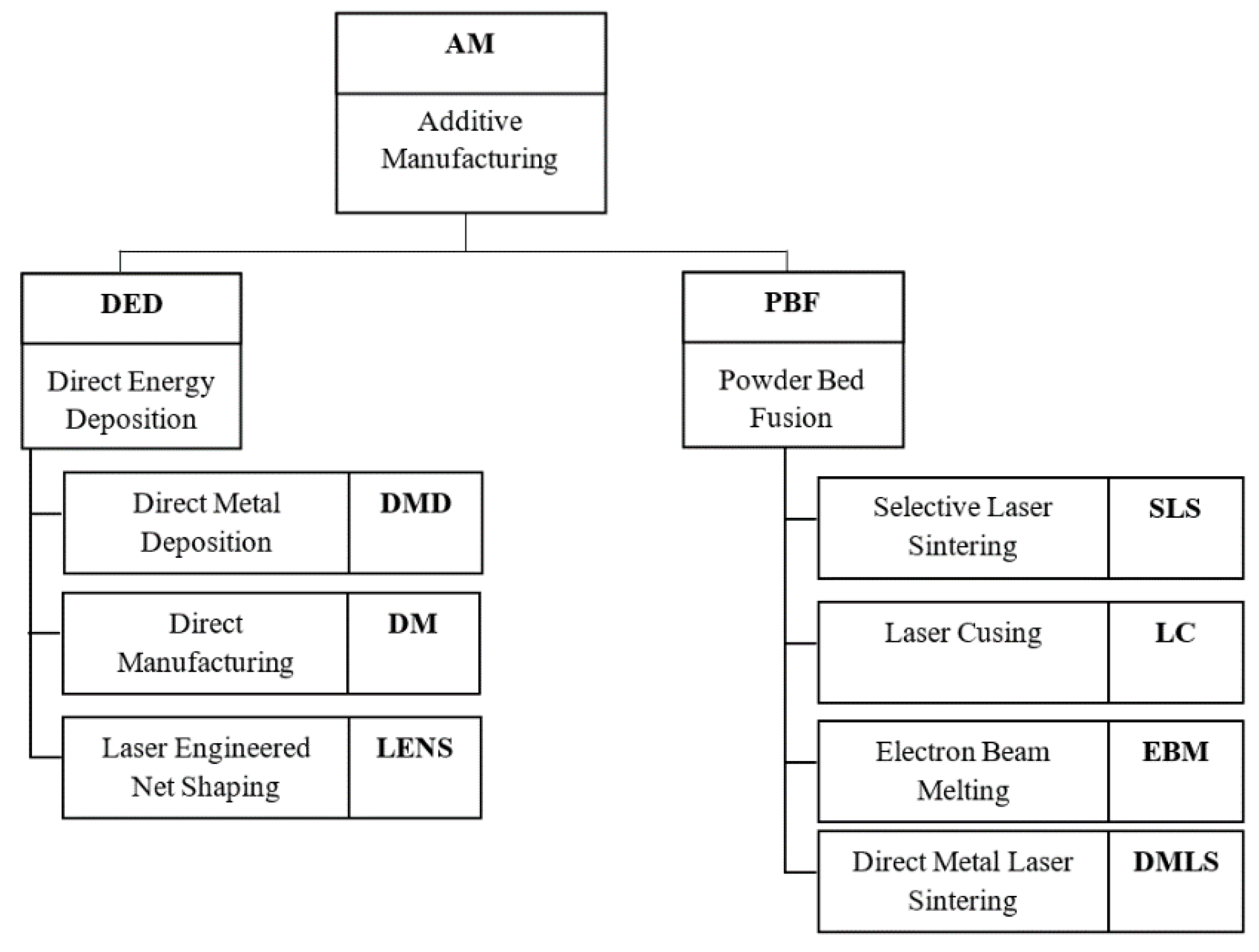

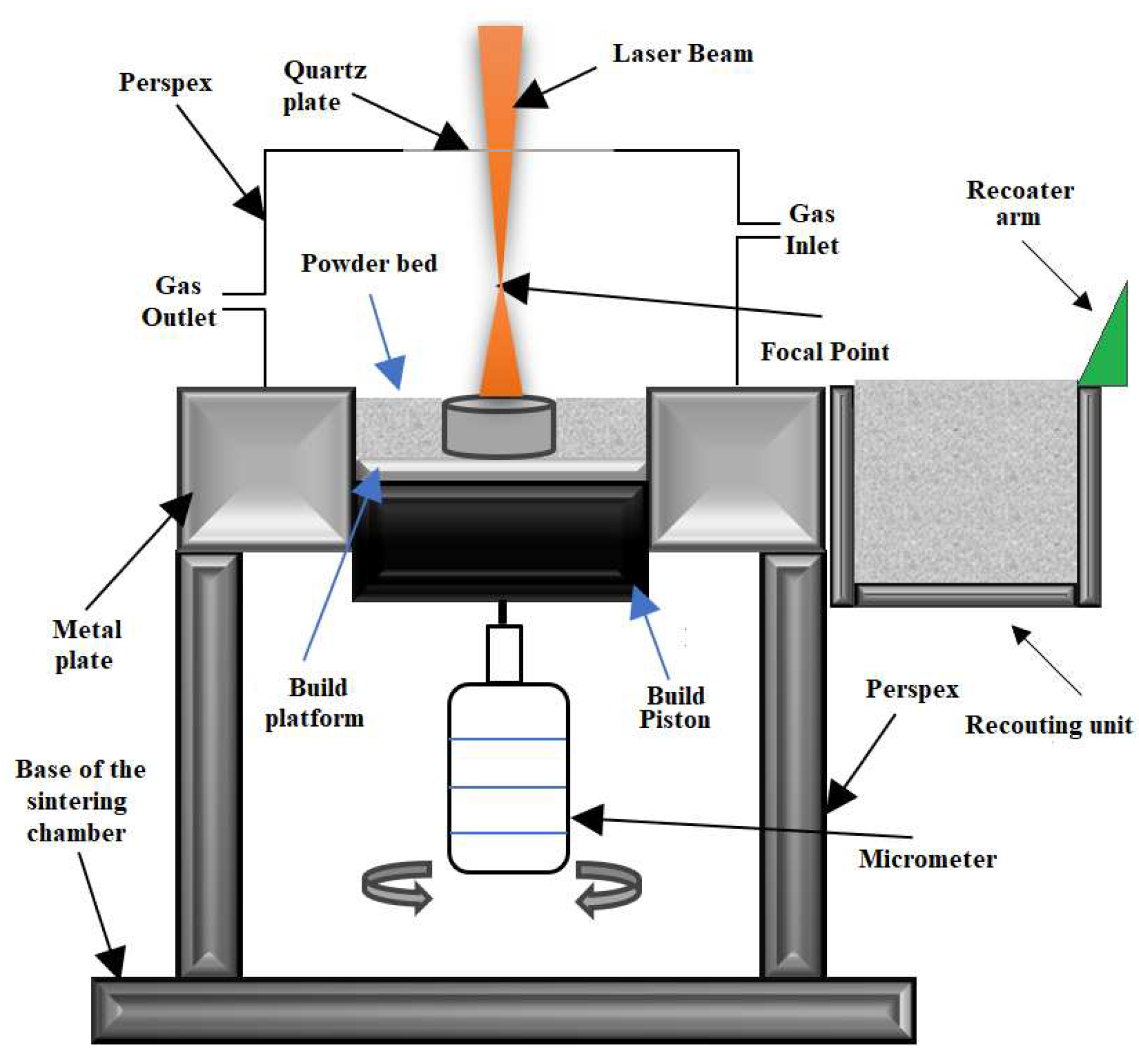
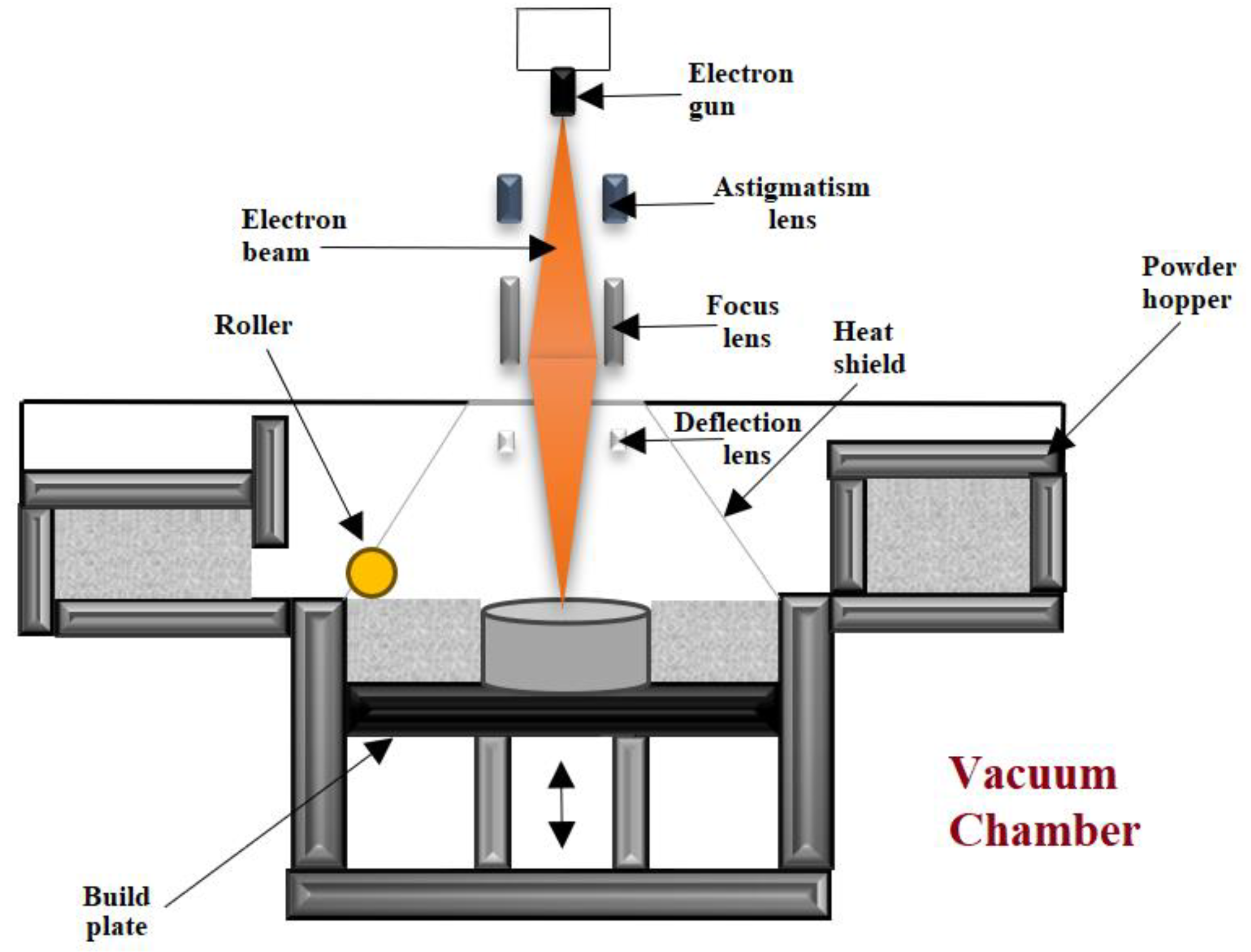
Figure 9.
Schematic diagram of the DED process using laser beam [87]. Copyright Elsevier, 2024.
Figure 9.
Schematic diagram of the DED process using laser beam [87]. Copyright Elsevier, 2024.
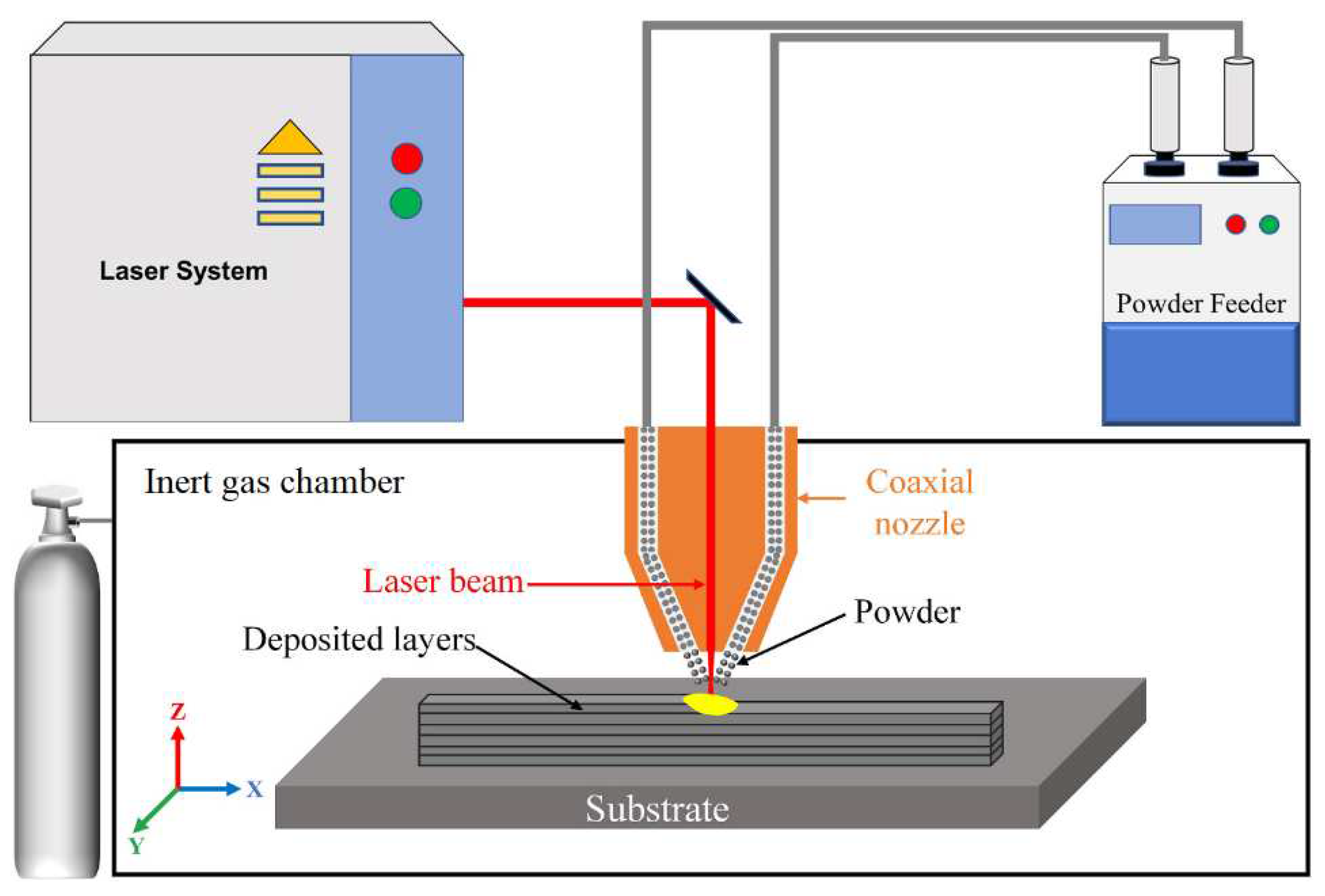
Figure 10.
Schematic illustration of surface defects and anomalies after Additive Manufacturing [97,98,99].
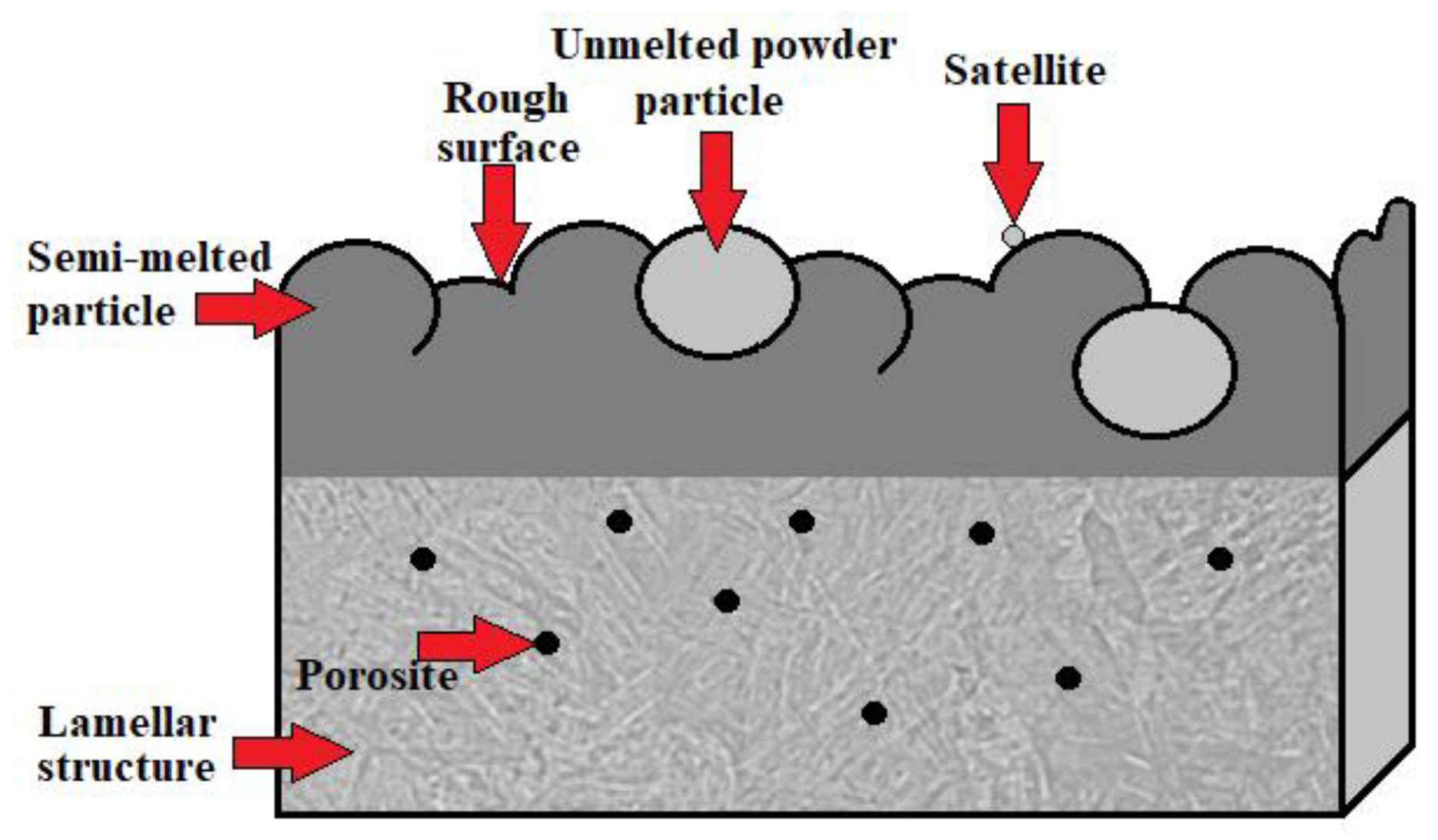
Figure 11.
Typical surface defects and discontinuities: (a) collapse of the welding pool; (b) partially melted titanium powder [100].
Figure 11.
Typical surface defects and discontinuities: (a) collapse of the welding pool; (b) partially melted titanium powder [100].
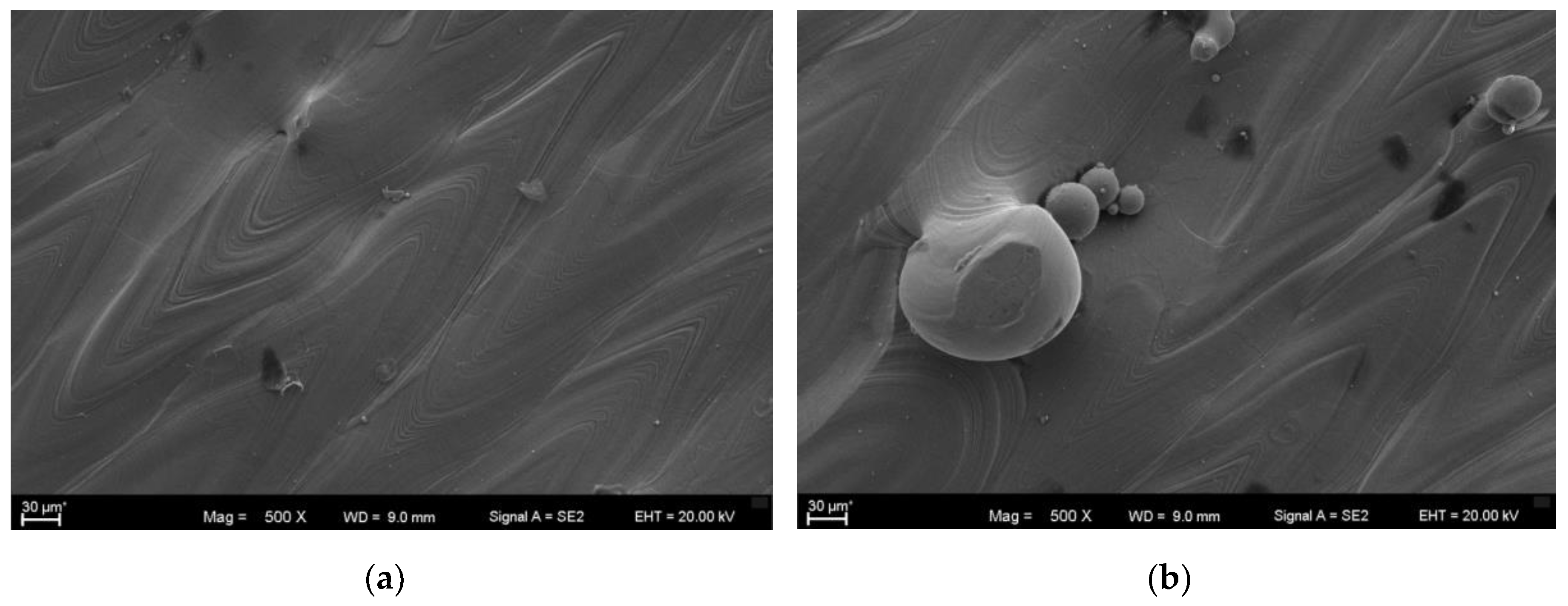
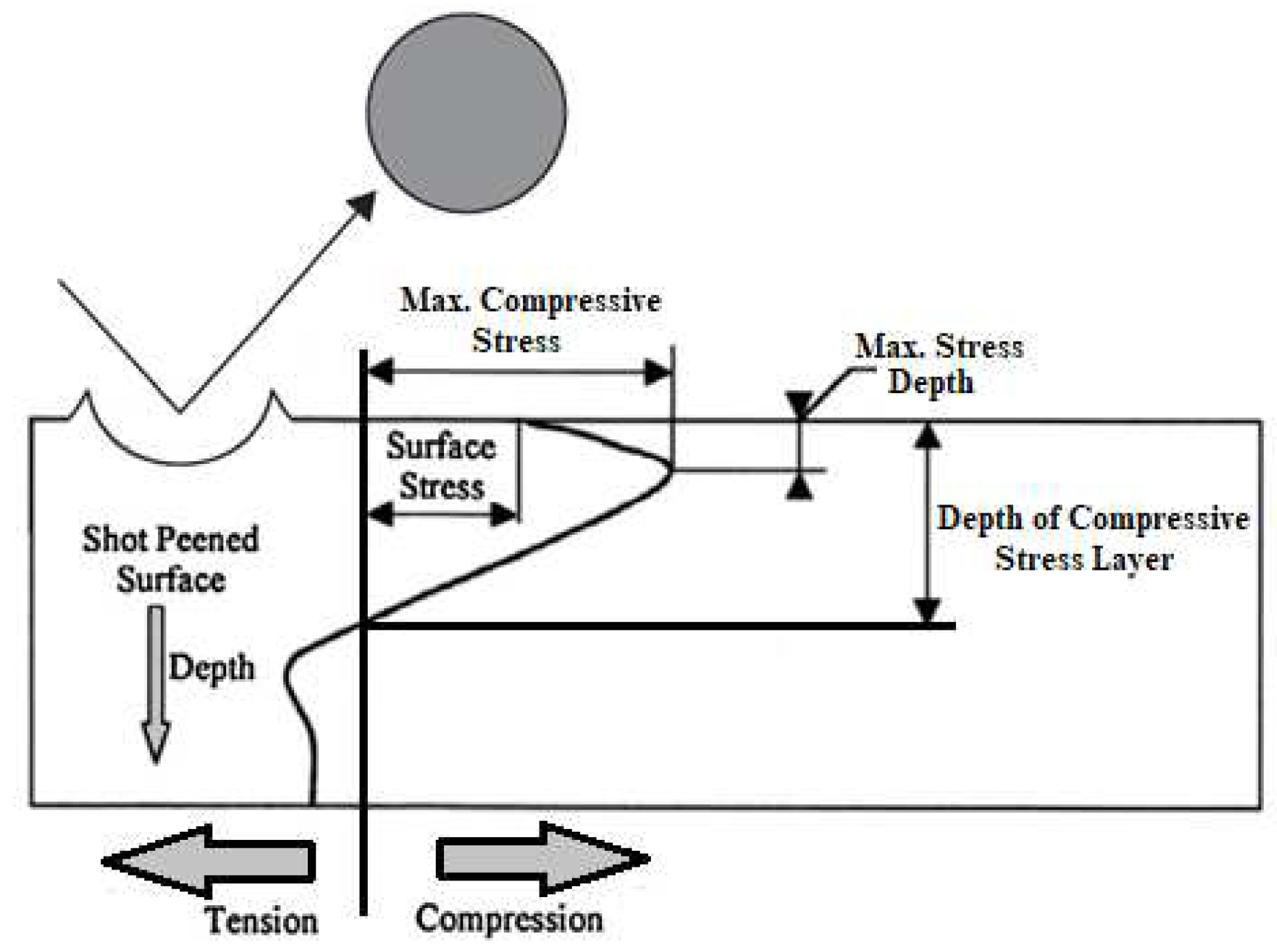
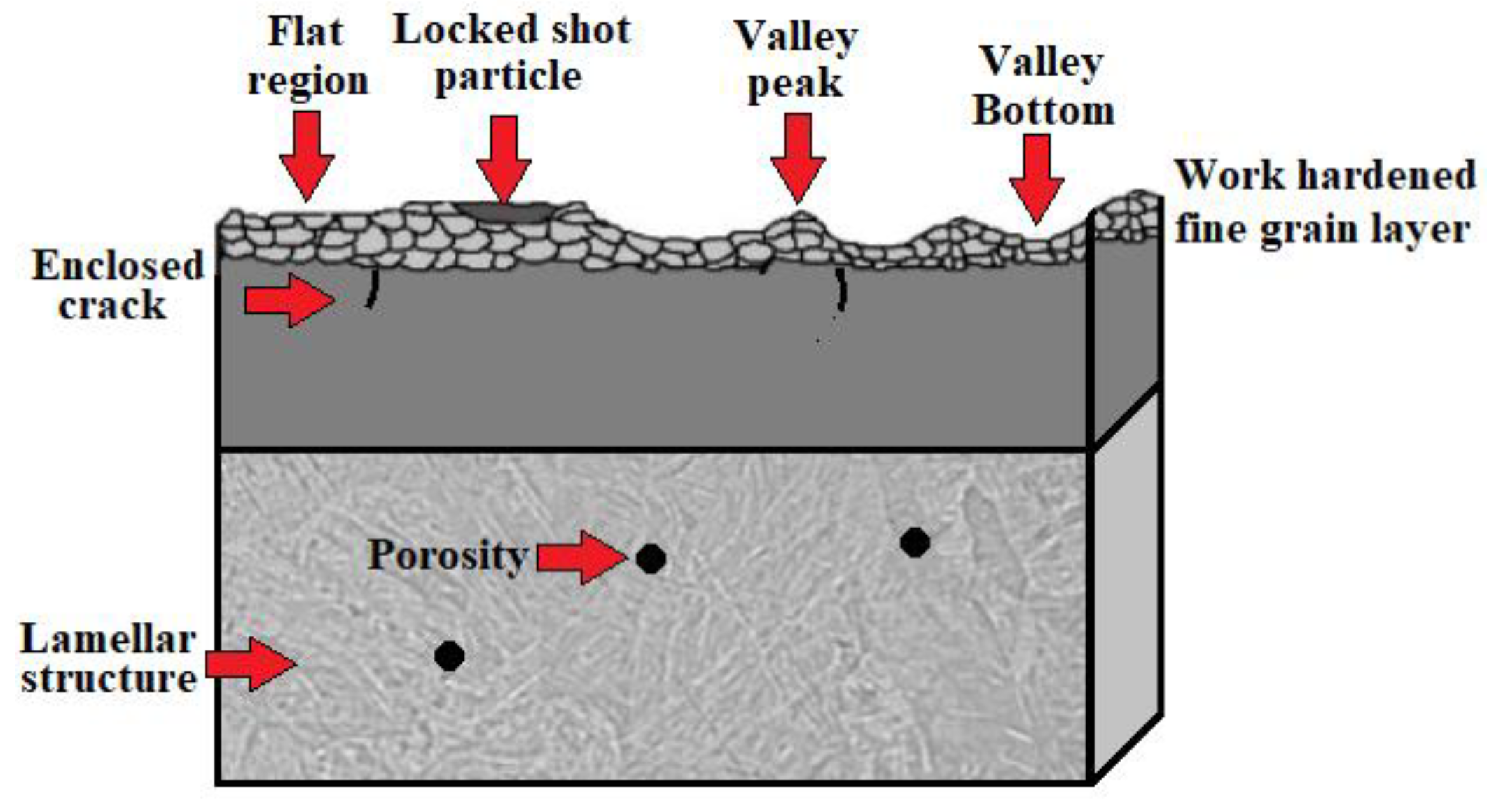
Figure 14.
The hardness variation at different applied loads and shots for shot peening treatment of Ti-6Al-4V alloy [110].
Figure 14.
The hardness variation at different applied loads and shots for shot peening treatment of Ti-6Al-4V alloy [110].
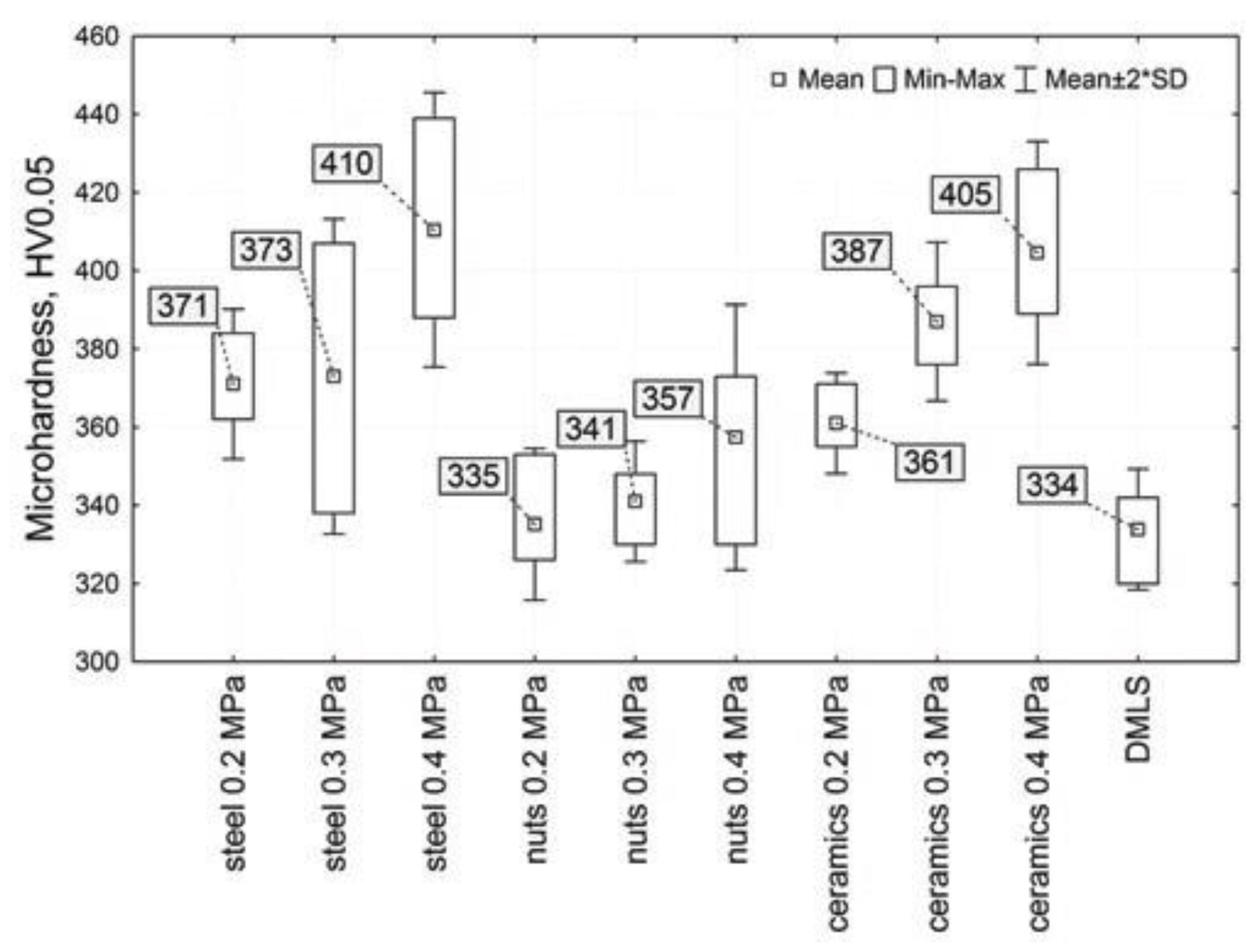
Figure 15.
Tensile test: (a) stress-strain curves of various shot peening treated specimens; (b) ultimate tensile strength [98].
Figure 15.
Tensile test: (a) stress-strain curves of various shot peening treated specimens; (b) ultimate tensile strength [98].
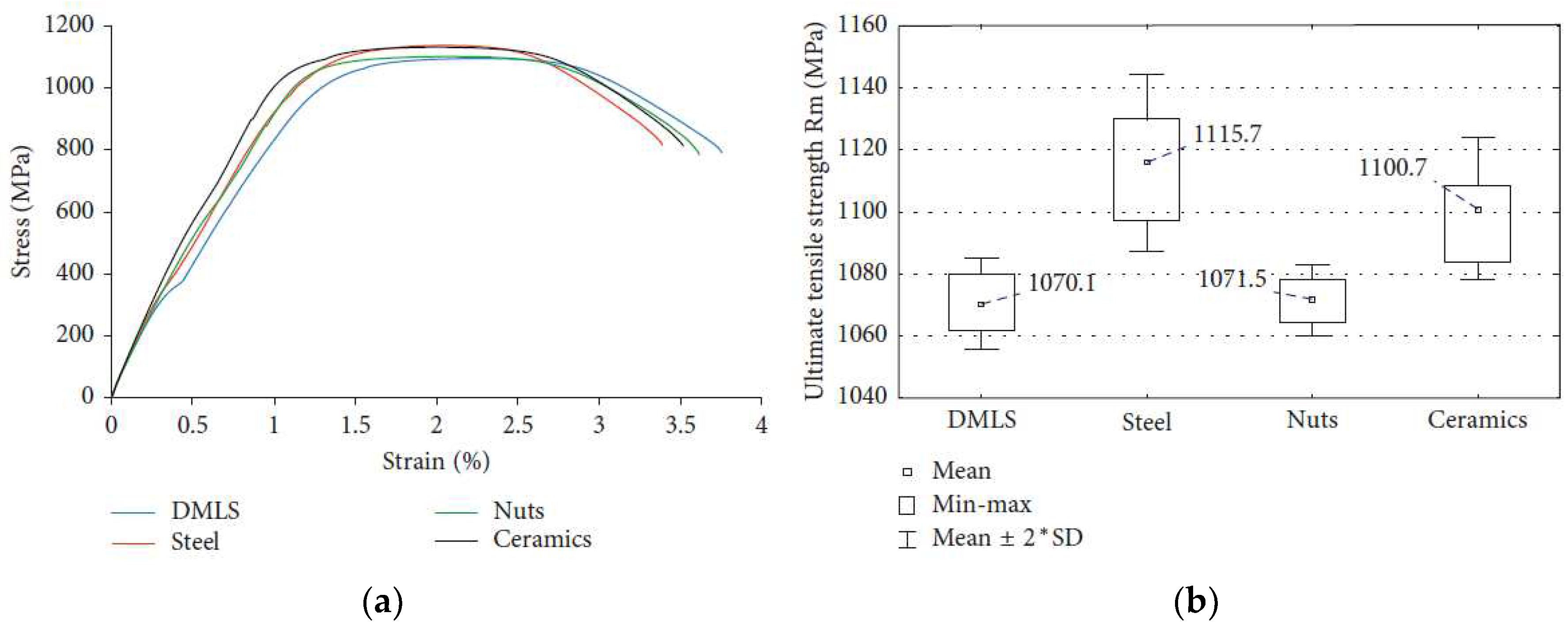
Figure 16.
Illustration of wear factor K for tested Ti-6Al-4V alloy: (a) surfaces; (b) counter-bodies [100].
Figure 16.
Illustration of wear factor K for tested Ti-6Al-4V alloy: (a) surfaces; (b) counter-bodies [100].
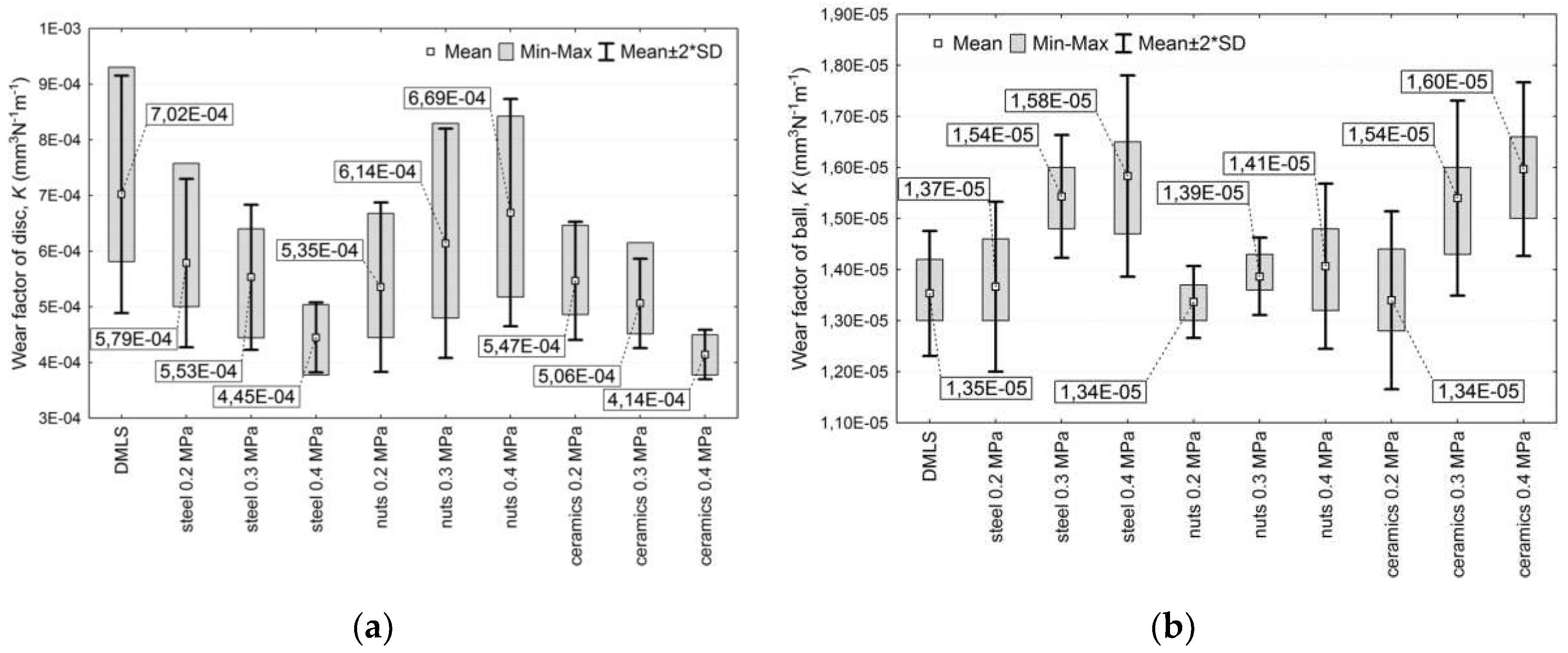
Figure 17.
Characteristic of coefficient of friction to sliding distance for conventional Ti6Al4V depending on shot peening treatment [115]. Copyright MDPI, 2020.
Figure 17.
Characteristic of coefficient of friction to sliding distance for conventional Ti6Al4V depending on shot peening treatment [115]. Copyright MDPI, 2020.
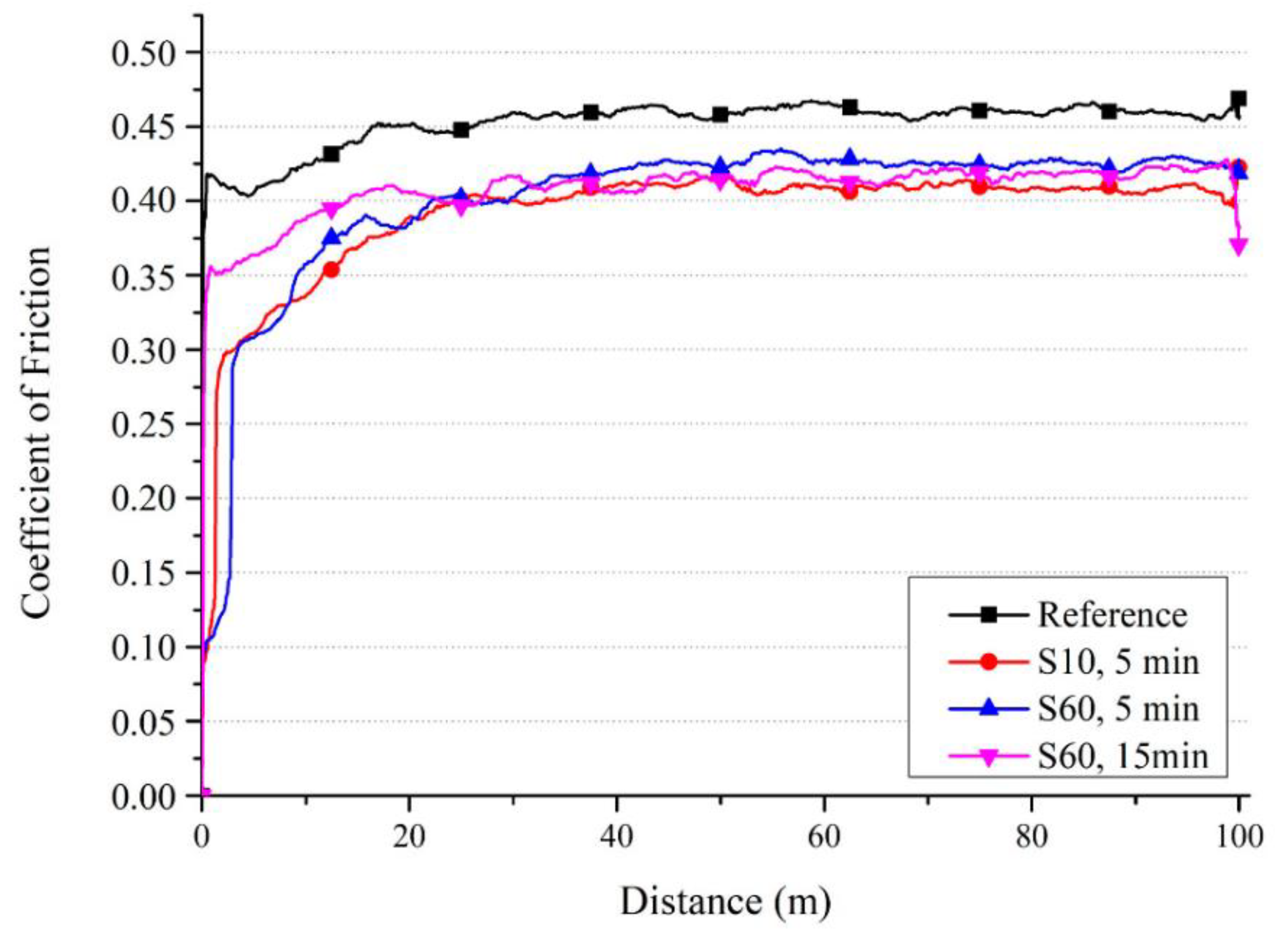
Figure 18.
Bode plot characteristic of impedance module vs. frequency for surface modified: (a) by means of steel shot; (b) by means of nutshells; (c) by means of ceramic beads [111].
Figure 18.
Bode plot characteristic of impedance module vs. frequency for surface modified: (a) by means of steel shot; (b) by means of nutshells; (c) by means of ceramic beads [111].

Figure 19.
Schematic illustration of a typical setup of the electrolytic cell for electropolishing according to [129,130].
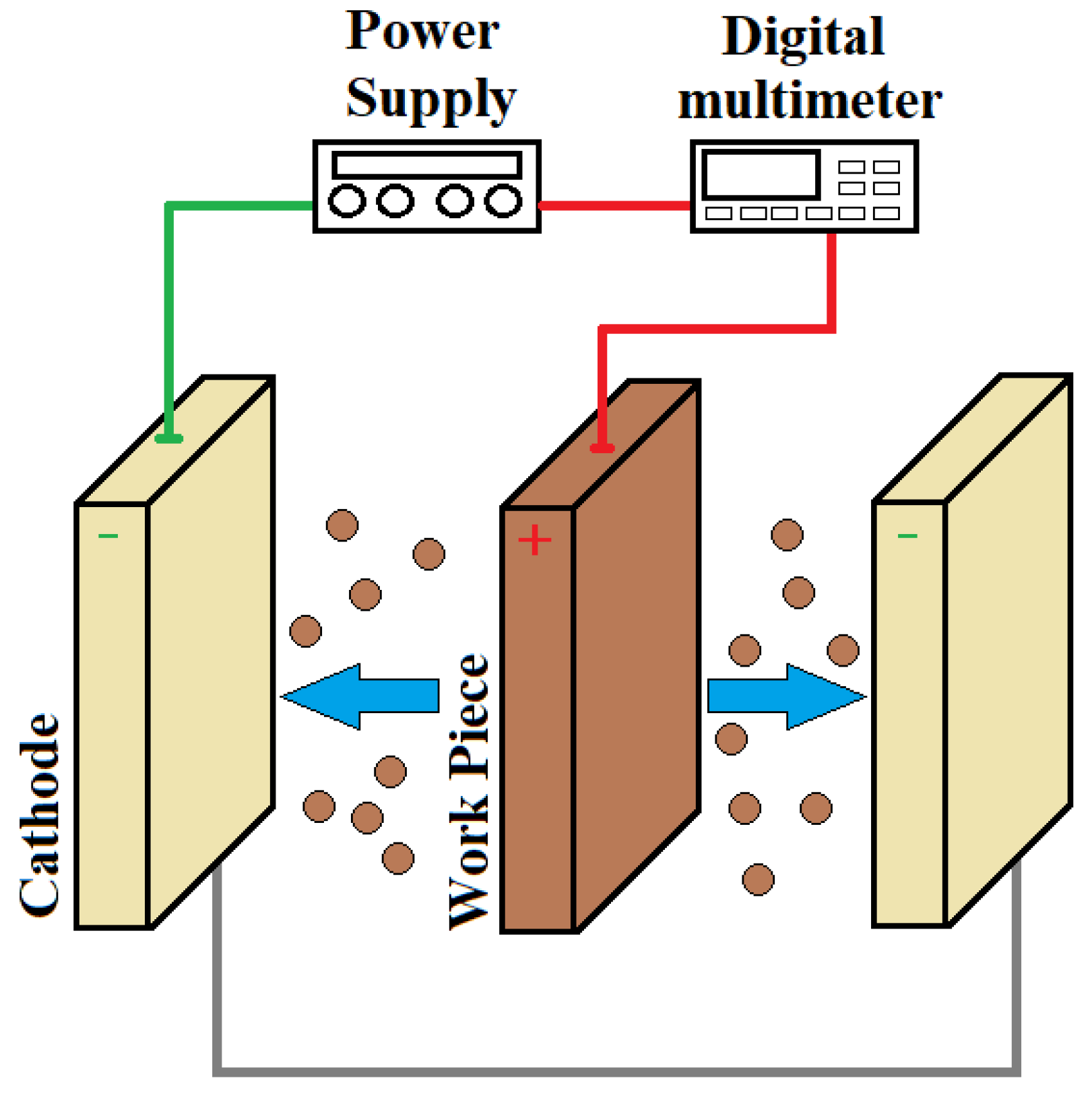
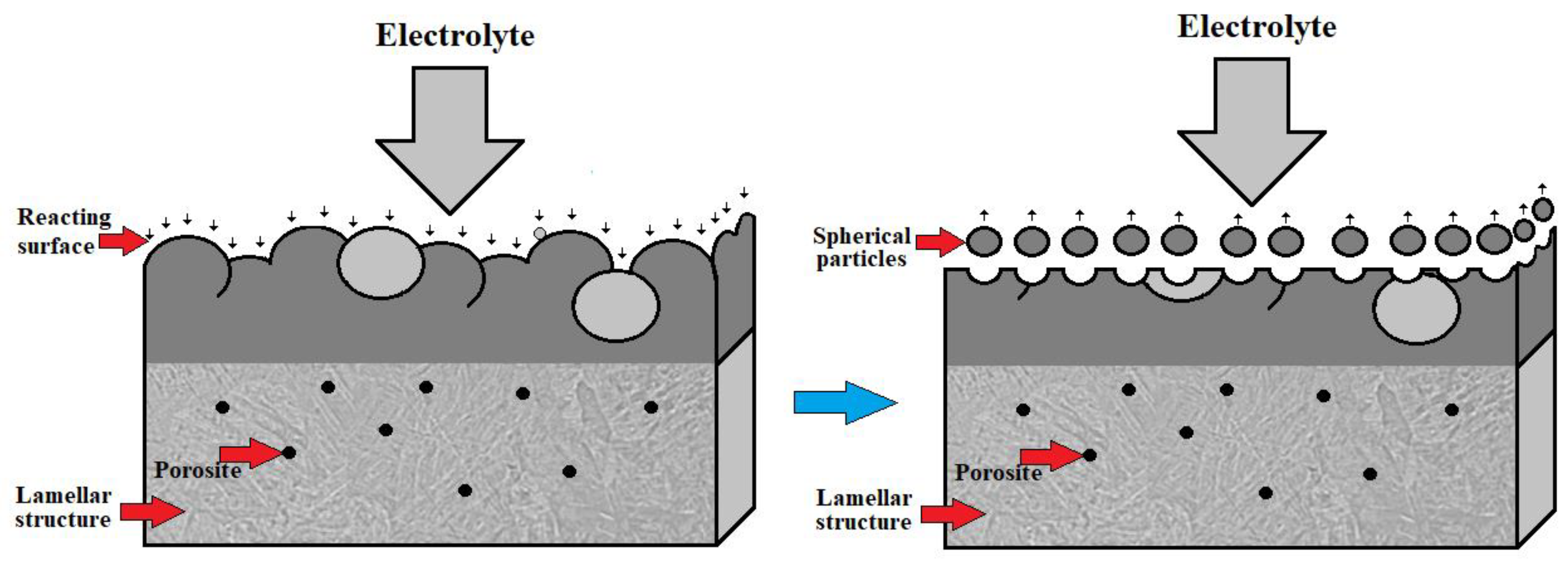
Figure 21.
Embedment of shot particle in material surface layer according to [114]. Copyright Elsevier, 2009.
Figure 21.
Embedment of shot particle in material surface layer according to [114]. Copyright Elsevier, 2009.
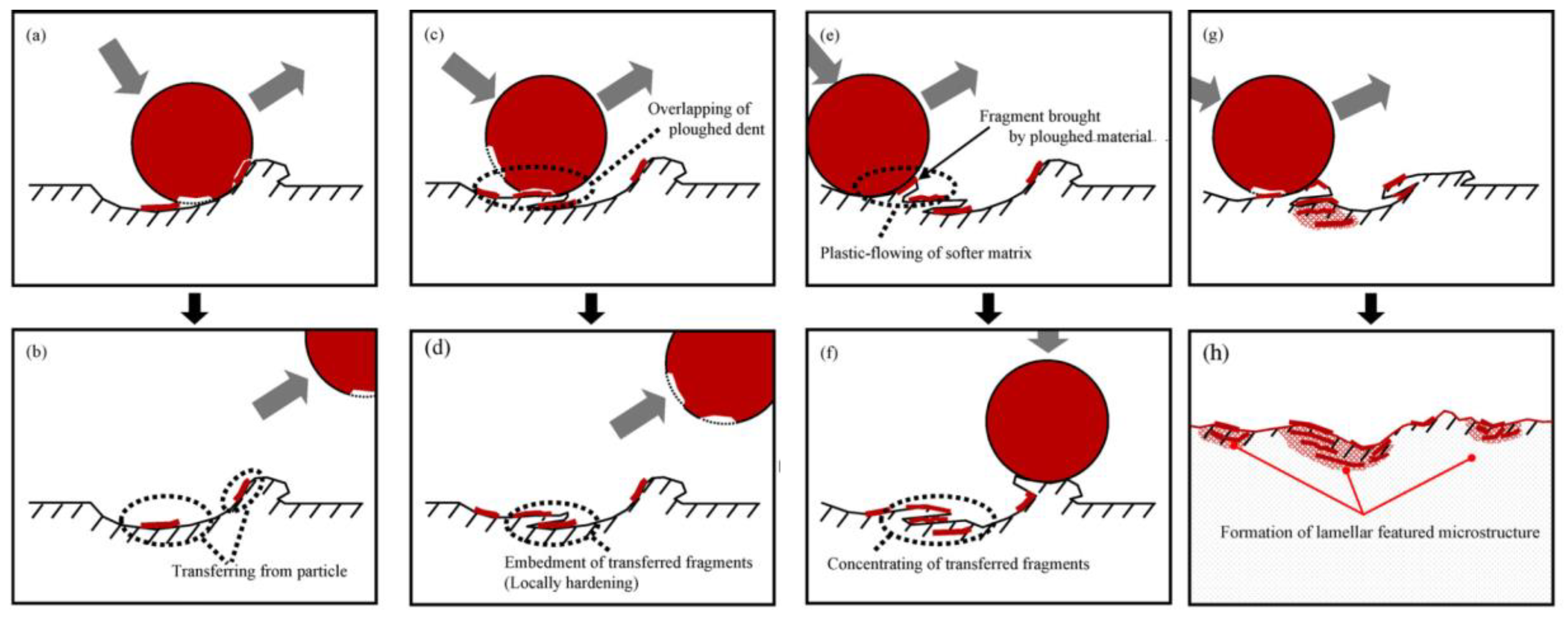
Figure 22.
Formation of lamellar featured microstructure on Ti6Al4V surface after SP with CrNi shots (a) shot inclusions on specimens surface; (b) mapping of elements originating from steel shot [111].
Figure 22.
Formation of lamellar featured microstructure on Ti6Al4V surface after SP with CrNi shots (a) shot inclusions on specimens surface; (b) mapping of elements originating from steel shot [111].
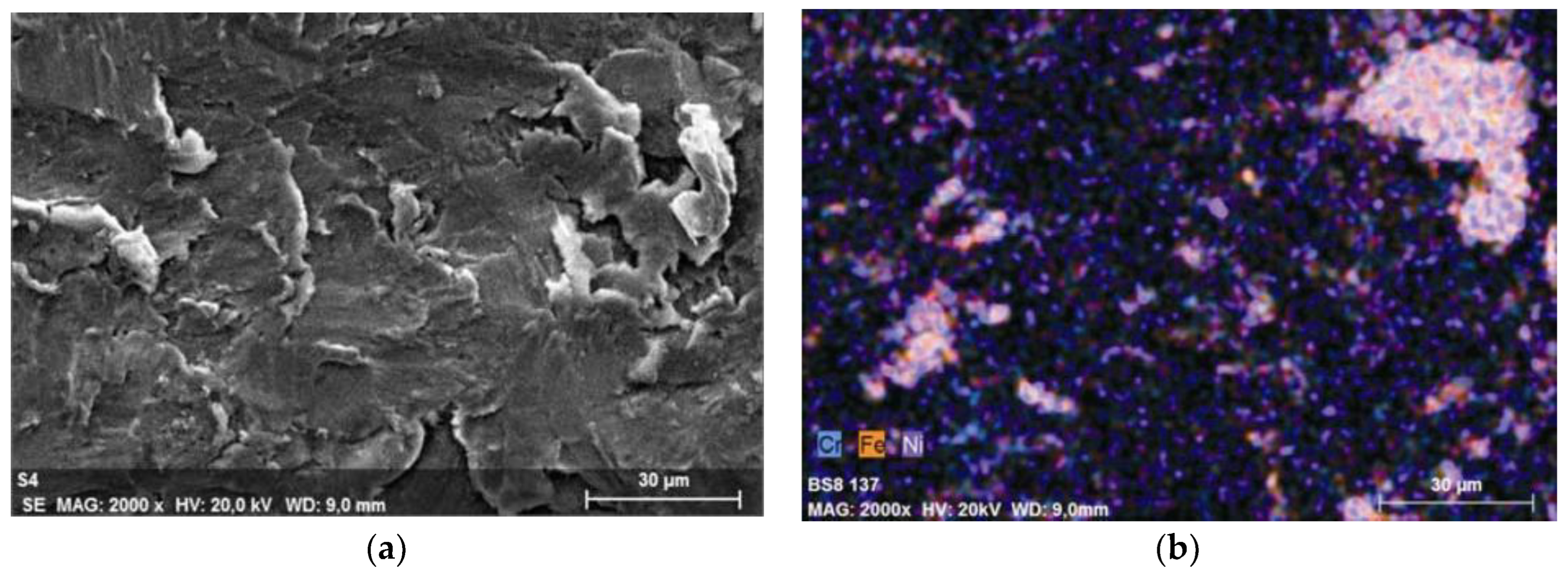
Table 1.
Comparison of physicomechanical properties of popular biomedical materials: Ti6Al4V alloy, 316 L stainless steel, CoCrMo alloys to natural cortical human bone [7,8,9,10].
| Properties | Natural Human Bone |
Ti6Al4V Alloy (wrought) |
316L Stainless Steel (cast) | F75CoCrMo Alloy (cast) |
|---|---|---|---|---|
| Density (g/cm3) | 1.5-2 | 4.4 | 8.0 | 8.8 |
| Tensile modulus of elasticity (GPa) | - | 830-1070 | 205 | 500-1500 |
| Yield Strength (MPa) | 130-190 | 920-1140 | 515 | 900-1800 |
| Ultimate tensile strength (MPa) | 10-30 | 100-110 | 195-205 | 200-230 |
| Elongation (%) | - | 10-15 | 10-40 | 4-13 |
Table 2.
The microstructure of Ti6Al4V under phase transformation and different cooling medium [22].
Table 2.
The microstructure of Ti6Al4V under phase transformation and different cooling medium [22].
| Phase Transformation Region | Temperature Range (°C) | Microstructure at various cooling medium | ||
|---|---|---|---|---|
| Water | Air | Furnace | ||
| α + β | 700-950 | A mixture of α and β structures, with more volume of α structures |
Primary α, with grains having α + β lamellar structure |
Primary α phase with intergranular β phase observed for all temperatures α phase on the phase boundary and a transition from β to α on the grain boundary. The grains were observed to have α/ β lamellar |
| β | 950-1100 | Martensite microstructure consist of a fine acicular α phase with grain boundaries consisting of β phase | Partial martensitic microstructure, there exists an incomplete transition from β to α phase on grain boundaries | |
| Process | Heat Treatment of Ti6Al4V alloy | Microstructure at various cooling medium | Ref. | |||
|---|---|---|---|---|---|---|
| Microhardness | Yield Strength [MPa] | Ultimate Tensile Strength [MPa] | Elongation [%] | |||
| Wrought | Untreated | 325 HV | 880 | 960 910 |
14 | [25] |
| Untreated Ti6Al4V | 190 HK | 880 | 18 | [26] | ||
| water quenching + aging | 320 HK | 1110 | 1170 | 6,5 | [26] | |
| Ti6Al4V air cooling+aging |
210 HK | 910 | 980 | 12,5 | [26] | |
| Forged | Mill annealed | - | 1030 | 970 | 16 | [27] |
| Mill annealed | - | 960 | 1006 | 18,37 | [25] | |
| Cast | - | 330 HV | 750 | 875 | 4,5 | [28] |
| - | - | 865 | 980 | 13,5 | [29] | |
Table 4.
Comparison of mechanical properties of Ti6Al4V after manufacturing with particular AM technologies [27,38,39,40,41,42,43,44,45,46,47,48,49,50].
| AM Technology |
Specimen Orientation and Ref. |
Mechanical Properties | |||||
|---|---|---|---|---|---|---|---|
| Young Modulus [MPa] | Microhardness | Yield Strength [MPa] | Ultimate Tensile Strength [MPa] | Elongation [%] | |||
| DED | XZ | [38] | - | - | 522 | 797 | 1,7 |
| XY | [38] | - | - | 892 | 911 | 6,4 | |
| XZ | [27] | - | - | 945 | 1041 | 14,5 | |
| XZ | [27] | - | - | 970 | 1087 | 13,6 | |
| XY | [39] | - | - | 960 | 1063 | 10,9 | |
| SLM | XZ | [40] | 115 | - | 978 | 1143 | 11,8 |
| ZX | [40] | 119 | - | 967 | 1117 | 8,9 | |
| XY | [40] | 113 | - | 1075 | 1199 | 7,6 | |
| XY | [41] | - | 394 HV | 1052 | 1136 | 2,92 | |
| XY | [42] | - | 370 HV0.3 | 1273 | 1421 | 3,2 | |
| XZ | [42] | - | 390 HV0.3 | 1150 | 1246 | 1,4 | |
| XY | [43] | - | 350 HV | - | 1137 | 9,10 | |
| EBM | XY | [44] | 118 | 321 HV | 830 | 915 | 13,1 |
| XY | [45] | 114 | 35 HRC | 830 | 914 | 13,1 | |
| XY | [42] | - | 315 HV0.3 | 846 | 976 | 15,0 | |
| XZ | [42] | - | 340 HV0.3 | 845 | 972 | 14,2 | |
| ZX | [46] | - | - | 869 | 965 | - | |
| DMLS | ZX | [46] | - | 380 HV | 1017 | 1096 | 16 |
| ZX | [47] | 111,9 | 871 HV10 | 1086 | 1121 | 16,9 | |
| XY | [48] | 110 | 400-430 HV | 1140 | 1290 | 7 | |
| XY | [49] | - | - | 990 | 1045 | 14 | |
| ZX | [50] | 108,0 | - | 982 | 1080 | 14,3 | |
| XZ | [50] | 108,7 | - | 980 | 1072 | 14,1 | |
Table 5.
Hardness of conventionally made Ti6Al4V on top surface with different surface treatment conditions [112].
Table 5.
Hardness of conventionally made Ti6Al4V on top surface with different surface treatment conditions [112].
| Name of shot peening media (type of media) | ||||
|---|---|---|---|---|
| Untreated | SUS100 (SUS304) | SUS400 (SUS304) | FHB 80 (SiO2) | |
| Peening pressure | - | 0.5 MPa | ||
| Hardness | 371 HV | 420 HV | 440 HV | 470 HV |
Table 7.
Mean hardness and elastic modulus of surface layer, and their ratios for DMLS and Conv. samples (Instrumented indentation test according to PN-EN ISO14577-1 standard) [20].
Table 7.
Mean hardness and elastic modulus of surface layer, and their ratios for DMLS and Conv. samples (Instrumented indentation test according to PN-EN ISO14577-1 standard) [20].
|
Substrate: Ti6Al4V |
Coating | |||||
| - | AlTiN | TiAlN | ||||
| DMLS | Conv. | DMLS | Conv. | DMLS | Conv. | |
| Sa [µm] | 0,014 | 0,040 | 0,027 | 0,038 | 0,028 | 0,053 |
| HIT | 5,7 ± 0,2 | 4,8 ± 0,4 | 25,0 ± 4,6 | 26,1 ± 4,3 | 23,6 ± 3,4 | 23,2 ± 3,3 |
| EIT | 137,0 ± 4,1 | 114,5 ± 4,7 | 518,7 ± 129,1 | 559,2 ± 117,3 | 411,4 ± 45,8 | 503,5 ± 99,4 |
| Hcoating/Ecoating | - | - | 0,048 | 0,047 | 0,057 | 0,046 |
| H3coating/E2coating | - | - | 0,059 | 0,057 | 0,078 | 0,049 |
| Ecoating/Esubstrate | - | - | 3,79 | 4,88 | 3,00 | 4,40 |
Table 11.
Surface roughness, weight loss and impedance parameters after different EP times for Ti-6Al-4V alloy according to [131].
Table 11.
Surface roughness, weight loss and impedance parameters after different EP times for Ti-6Al-4V alloy according to [131].
| Sample No. | 0 | 1 | 2 | 3 | 4 |
|---|---|---|---|---|---|
| Polishing time (min.) | untreated | 5 | 10 | 15 | 20 |
| Weight loss [%] | - | 5,98 | 10,82 | 14,76 | 16,29 |
| Ra [µm] | 6,33 | 2,01 | 1,63 | 1,132 | 1,72 |
| RL (Ω·cm2) | - | 20,69 | 16,44 | 21,49 | 23,29 |
| Qc (F·cm-2) | - | 2,016e-2 | 2,507e-5 | 5,625e-5 | 4,656e-5 |
| Rc (Ω·cm2) | - | 758,40 | 8,56 | 12,72 | 23,26 |
| Qd (F·cm-2) | - | - | 2,663e-6 | 3,724e-6 | 2,051e-6 |
| Rt (Ω·cm2) | - | - | -7,152e5 | 1,014e6 | 5,128e5 |
| Chi-squared (X2) | - | 2,02e-3 | 1,48e-3 | 7,97e-4 | 1,59e-3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



