
Submitted:
26 January 2024
Posted:
29 January 2024
You are already at the latest version
Abstract
The fifth Industrial revolution (I5.0) prioritizes resilience and sustainability, integrating cognitive cyber-physical systems and advanced technologies to enhance machining processes. Numerous research studies have been conducted to optimize machining operations by identifying and reducing the sources of uncertainty and estimating the optimal cutting parameters. Virtual modeling and Tool Condition Monitoring (TCM) methodologies have been developed to assess the cutting states during machining processes. With a precise estimation of cutting states, the safety margin necessary to deal with the uncertainties can be reduced, resulting in improved process productivity. This paper reviews the recent advances in high-performance machining systems with a focus on the cyber-physical models developed for the cutting operation of difficult-to-cut materials using cemented carbide tools. An overview of the literature and background on the advances in the offline and online process optimization approaches have been presented. Process optimization objectives such as tool life utilization, dynamic stability, enhanced productivity, improved machined part quality, and reduced energy consumption and carbon emissions are independently investigated for the offline and online optimization methods. Addressing the critical objectives and constraints prevalent in industrial applications, the paper explores the challenges and opportunities inherent in developing a robust cyber-physical optimization system
Keywords:
process optimization
; adaptive control
; cyber-physical systems
; industry 5.0
; finite element analysis
1. Introduction
Manufacturing, which plays a vital role in the growth of the economy, has contributed to an estimated 24 % of the U.S. Gross Domestic Product [1]. In addition, manufacturing has the largest economic multiplier of 3.05, i.e., each $1 of manufacturing output generates $3.05 in total economic activity [2]. As the final step in the manufacturing chain, machining claims up to 65% of all manufacturing processes, providing the required dimensional accuracy, surface quality and other quality attributes. The cost associated with machining can exceed 65% of the product cost. This explains the adoption of advanced manufacturing technologies as a priority for government science and technology strategies [3]. The recognition of the potential conflict between the economic growth and the protection of the environment, which is a natural capital (a source, and a sink) led to the need to put an end to economic growth in order to protect the environment, as presented in the “Limits to Growth” Report [4], published in 1972. Later this view was changed, and it became clear that there is a need to revive economic growth globally as outlined in the so-called Brundtland Report [5], which considered the environment and development as a single issue, introducing the concept of “sustainable development” (SD). Transformation of the economic growth-environment protection conflict into opportunities was one of the main drives for the industrial revolutions [6]. The fourth Industrial revolution (I4.0) represents a transformative paradigm in manufacturing, characterized by the integration of cutting-edge technologies to create smart, interconnected, and highly automated industrial systems. I4.0 aims to harnesses the power of cyber-physical systems, the Internet of Things (IoT), artificial intelligence, big data analytics, and advanced robotics to revolutionize the way products are designed, produced, and delivered. The seamless exchange of data across the entire value chain in I4.0 enables real-time decision-making, predictive maintenance, and unparalleled efficiency gains, leading to intelligent, self-optimizing production processes. As recently as 2015, the fifth industrial revolution (I5.0) was introduced to overcome the shortfalls of its predecessor I4.0, which lacks key design and performance dimensions [7]. Although I4.0 and I5.0 share basic considerations of digital transformation, customization of products, sustainable processes, and creation of digital twins, the manufacturing paradigm I5.0 addresses other goals that include the possible customization of manufacturing processes, human-AI collaboration, and cognitive cyber physical systems [8]. Additionally, I5.0 addressed the question of sustainability strategy, side by side with the resilience strategy [6,7]. With this new vision, I5.0 paradigm shift sets the ground for a framework that integrates high performance manufacturing and sustainability [9].
The three pillars of I5.0 are resilience, sustainability, and human-centricity. The resilience strategy requires interdisciplinary technologies that support creating cognitive cyber-physical systems (CCPS) to blend physical components and computing devices and to enable machine learning (ML) and artificial intelligence (AI) based solutions to perform its functionality of monitoring, control, and automation of physical processes, mimicking human-like cognitive processes, such as perception, reasoning, learning, decision-making, communication, and collaboration [10]. For machining processes, other technologies that are needed include: (1) real-time process and tool condition monitoring (TCM); wear and sudden tool pre-failure detection using advanced AI and deep machine learning (DL) techniques [11], and wireless sensor-based smart tooling [12]. The data-driven training of the TCM system needs to advance to account for the variability of the signal features due to the physical phenomena that take place during the cutting of various classes of materials, e.g., metal matrix composites, biomaterials, and additively manufactured parts; (2) Offline-online optimization and adaptive machining. This technology, which can easily be incorporated in a CCPS platform, was shown to improve productivity by up to 45%, and when integrated with a TCM, the production cost can be reduced by up to 25% [13]; and (3) physics-based constitutive models for anisotropic, and graded materials that need to be developed and combined with artificial intelligence (AI) and swarm intelligent (SI) techniques to improve CCPS’ adaptability, and scalability.
Process optimization is an essential element of the modern manufacturing industry and a key element of the industrial revolutions paradigm that can provide considerable improvements in terms of process productivity and product quality. Traditionally, machining parameters have been determined based on the experience of the machine tool operators, or through an experimental procedure. To mitigate the risk of catastrophic events, machining conditions are often chosen conservatively, albeit at the expense of limiting process productivity and increasing the environmental impact. In pursuit of more precise machining parameters, various process optimization methodologies have been developed. Improving process productivity has been the main objective for machining process optimization in today’s competitive manufacturing industry. This can be achieved by reducing the cutting time and using the full potential of the cutting capacity of the machine tools. While the process productivity objective is commonly considered in optimizing roughing operations, the quality of the machined part is usually the main objective for the finishing operations [14]. The two main approaches to maximize process productivity are force/power-based optimization, and material removal rate (MRR)-based optimization [15]. The force/power-based optimization provides better performance than the MRR-based approach [16]. However, the implementation of the MRR-based approach is more feasible in industrial applications due to the complexity of the calculation of the uncut chip thickness and cutting forces, especially for free-form surfaces, in a force/power-based optimization approach [16,17].
Process optimization methodologies can be categorized into two main approaches: offline process optimization and online process optimization [18,19]. In offline process optimization, a model is required to estimate one or multiple machining states based on the machining parameters. Analytical, numerical, and empirical approaches were used to model the cutting operation. The output of the cutting model, directly or indirectly, is used to estimate machining objective functions such as process productivity [14,17,20,21,22], machined part quality [23,24,25,26,27], production cost [28,29,30,31,32], tool wear rate [33,34], chatter stability thresholds [35,36], energy consumption [37,38,39] and carbon emission [40,41,42]. Online process optimization is defined as a numerical control process in which the machining parameters are regulated based on time-varying feedback [43]. The online optimization module is commonly implemented as a constrained optimization to regulate the cutting parameters such as feedrate or spindle speed. This approach is designed to either limit or achieve consistency in key factors such as cutting force/power, tool wear rate, tool deflection, or their combined effects. The status of the constraints can be estimated directly from feedback signals such as the driving motor current, the cutting zone temperature, or acoustic emission (AE) signals. Alternatively, predictive information can be derived through analytical or statistical modeling approaches. An online optimization system can deal with the disturbances caused by the wide range of variations in the machining conditions. Implementation of an online control system can be highly beneficial to avoid deteriorating conditions such as chatter and excessive tool wear rate. In addition, the online optimization system mitigates fluctuations in cutting states, thereby reducing the likelihood of sudden tool breakage [44]. The main drawbacks of implementing an online optimization system are the high cost of sensing, data acquisition, and processing equipment, as well as the difficulty of mounting sensors close to the cutting zone, and the sensor sensitivity to harsh cutting environments [19]. Furthermore, achieving reliability and comprehensiveness in online process optimization systems remain significant challenges.
The common machining parameters considered in machining process optimization are the feedrate [16,45,46], spindle speed [47,48,49], and depth of cut [50,51,52]. Feedrate is the most investigated machining parameter that can effectively optimize the machining time, part quality, energy consumption, and carbon emission [16,41,53,54]. Feedrate optimization, also referred to as feedrate scheduling, is considered as the most effective machining optimization parameter, since its more flexibility in controlling the cutting states such as cutting forces, tool deflection, tool wear, and surface error [19]. Spindle speed is widely considered in the optimization of workpiece surface quality, tool wear, and avoiding chatter vibration [15]. The depth of cut is the variable to be considered for optimizing machining thin wall workpieces, where the maximum deflection of the workpiece is a crucial constraint [51]. Figure 1 represents a schematic representation of process optimization approaches, objectives, and parameters.
In both conventional and cognitive cyber-physical systems, a virtual model for the machining process is an essential element that allows estimating the process states, based on feedback signals from the physical system, and then modifying the process parameters [55]. The virtual machining system may consist of finite element models (FEM) of the cutting operation and crack propagation in the tool, tool/workpiece deflection models, surface roughness estimation models, engagement geometry models, and machine-tool-workpiece dynamic models. Developing the numerical and analytical models for the machining process requires a deep understanding of the tool and workpiece materials’ mechanical, thermal, chemical, and microstructural properties and interactions. The robustness and comprehensiveness of the virtual machining model are critical in the development of a cyber-physical system with a high level of intelligence and autonomy.
In this paper, the main objectives and the parameters used in optimizing machining processes are critically reviewed to address the most effective parameters and approaches required for developing a comprehensive methodology to improve machining process productivity and quality. The paper is organized as follows: Section 2 provides an overview of the progresses in machining process optimization, with sub-sections covering the details of the developments for the major optimization objectives. Section 3 describes the relevant elements of the cyber-physical system, focusing on the key components of its virtual modeling. The developments in tool material microstructure modeling and the crack propagation rate analyzers for the cemented carbide are discussed in subsections 3.4 and 3.5. The information on these models can be highly valuable to establish a high-performance manufacturing system.
2. Process Optimization: Objectives and Constraints
Machining processes optimization considers one or multiple objectives of process productivity, energy consumption, part quality, production time, and cost. Production time and cost exhibit a close interrelation and can be regarded as subgoals in enhancing process performance through fully utilizing the capacity of the machine-tool setup. Cutting force and power, as well as the tool and workpiece deflections have direct relationships and can be considered in optimizing both process productivity and final part quality. Material removal rate (MRR) is another cutting state indicator that is directly correlated to the cutting forces and commonly considered to improve machining productivity. Tool wear, energy consumption, and sustainability are the recently invested machining objectives that are essential in creating a green production that satisfies the I4.0 and I5.0 manufacturing paradigms. Tool wear directly affects energy consumption, cutting force, and product quality [56], and it is usually considered as a limit in optimizing the process parameters to avoid tool failure and excessive tool changes [57]. In all cases, identifying the physical limits of the machining platform and the tool-workpiece engagements are crucial to implement a process optimization module.
2.1. Cutting Force -Based Adaptive Control: Models and Implementations
Cutting forces originate from several mechanical and thermal interactions that occur at the tool-chip and tool-machined surface interfaces. The resistance of workpiece material to plastic deformations in the primary and secondary deformation zones, and the friction between the tool and the workpiece material on the tool rake and flank faces are the main sources of generating the cutting forces. A machining process usually contains a variety of engagements between the cutting tool and workpiece, which causes fluctuations in cutting forces and induces vibrations. The inability to select optimum feedrates to avoid high cutting forces is a common problem, particularly during roughing operations, where the main goal is to maximize the material removal rate (MRR). The instantaneous cutting force and power can be considered as comprehensive indicators of the cutting state, as they have direct relationship with MRR, cutting temperature [58], tool/workpiece deflection, tool failure, tool chipping and tool wear [19]. In offline force-based process optimization modules, MRR is estimated by comparing the cutter locations (CL) with the stock geometry, and the cutting parameters extracted from the NC code [15]. Based on the determined cutting engagements, cutting forces are estimated through mechanistic force models [59]. The main challenge in calculating the cutting forces is to keep track of the cutting engagements to determine the instantaneous cut geometry [19]. The machined surface topography and texture can be improved as well through cutting force control by manipulating the feedrate along the tool path to maintain constant cutting forces [19,60].
Figure 2 represents a schematic diagram of an adaptive control system with cutting force constraint. Online process optimizer with a cutting force constraint can be implemented to maintain the measured or estimated cutting forces close to the level of reference forces. The latter can be determined based on a virtual model of the cutting operation considering the machine tool setup characteristics and the limits of maximum tool deflection, cutting temperature, and tool wear rate [43,61]. Alternatively, force and/or power sensors can be utilized. Since the maximum cutting force has a direct linear relationship with the chip thickness, the online optimization system can control the cutting forces by manipulating the uncut chip thickness as presented in Figure 2. The main challenge in implementing an online optimization system in low volume - high variety discrete manufacturing is the prolonged learning effort and lead-time. The model-based controllers were the first developed online process optimization systems to regulate the CNC motions considering external limits and the variations in cutting conditions [62,63]. The main difficulties in implementing these systems to deal with complex and harsh cutting conditions are the complex computations required in real-time and the dependency of the system on the accuracy and reliability of the external sensors [63,64]. For example, the force measurement sensors are sensitive to shock and rapid fluctuations of cutting parameters, resulting in high noise-to-signal ratio of the acquired signals [65].
The feasibility of implementing online optimization systems for industrial applications has improved over the last decade as the cost and quality of available sensors have decreased. In addition, mathematical, numerical, and statistical models that accurately assess and monitor machining operations have recently evolved. These advancements have contributed to the development of robust and accurate online optimization systems. A summary of the developed optimization systems to control force/power and MRR is presented in Table 1, which shows that offline process optimization is the primary approach in optimizing the cutting operations. In a recent study done by the authors (published in 2023) [13], an offline/online optimization approach was developed for milling operations in which an offline optimization of the cutting forces was implemented based on a limit for the tool deflection along with an online power optimization to reduce the cutting time and avoid excessive tool wear and high thermal stresses at the tool-chip interface.
The other important observation from the recent developments is the emergence of machine learning methods to model the machining process, which could provide more comprehensive and robust results to deal with the uncertainties in cutting operations. Hybrid approaches of conventional and AI-based methodologies for AC systems are recently adopted to estimate, maintain, or constrain cutting forces during machining using the combination of neural networks, fuzzy logic, and metaheuristic optimization [70]. The combination of statistical modeling methodologies along with heuristic optimization has been the main trend in optimizing the cutting forces to achieve maximum MRR [56,72]. This approach requires a series of experiments at various levels of each cutting parameter. The outcome of these experiments is then used to develop a model that can be used to find the optimal cutting parameters. Despite the accuracy of such developed approaches, it is time consuming and does not fit the modern dynamic industrial facilities. More research is needed to assess and improve the performance of these methods for industrial applications.
2.2. Avoiding Chatter Vibrations: Models and Implimentations
Self-exited vibrations in machining processes, known as chatter, is one of the deteriorating phenomena that leads to poor surface quality, reduced tool life, reduced spindle life, and decreased productivity. The two known chatter mechanisms in machining processes are regenerative waviness and mode coupling [73]. In regenerative waviness, a cutting edge is engaged with a wavy surface that is already machined in the presence of periodic cutting forces. Due to the phase difference between the wave of the cutting-edge motion and the surface wave in the new engagement, the chip thickness and cutting forces vary, causing a diverging vibration condition. The mode coupling phenomenon occurs due to merging two or more sources of vibration, e.g., when vibration in the thrust force direction generates vibration in the cutting force direction and vice versa [74]. The regenerative waviness, which occurs more frequently in CNC machining, is the most studied chatter mechanism. However, in robotic machining, which is characterized by low structure stiffness, both chatter mechanisms are important and need to be considered [74].
As shown in Figure 3, the main chatter detection strategies can be categorized into physics-based and data-driven methods. The physics-based chatter detection methods are more reliable and accurate in machining using a specific machine tool equipped with the chatter detection sensors and when the dynamic behavior of the system is known. The main difficulty in detecting chatter is to differentiate between the stable and unstable vibration modes during a cutting process with the existence of multiple sources of vibrations with a varied range of frequencies. These changes frequently occur in cutting conditions at the beginning and end of a cutting engagement, as well as when the feed direction changes, and may result in temporarily unstable vibration conditions to which physics-based chatter detection methods are particularly sensitive.
The second strategy to detect chatter is to develop data-driven models, where external sensors such as accelerometers, AE sensors, and dynamometers have been used to directly detect chatter in machining operations [75]. Signal-based data-driven chatter detection algorithms can be employed in real-time control systems to actively suppress chatter vibrations through modifying the spindle speed. These algorithms recently have been emphasized due to their capability to address highly nonlinear phenomena. To increase the feasibility of utilizing chatter stability analysis in industrial applications, a data-driven model was recently developed using deep neural networks (DNNs) with spindle speed, depth of cut, tool clamping length, entry angle, and exit angle selected as model inputs [77]. This approach eliminates the necessity of the tool tip dynamic measurement, as well as the estimation or measurement of cutting forces. In this model, the results of an analytical simulation were used to pre-train the data-driven model. A specialized adaptive chatter suppression system was developed based on the adaptive spindle Speed Difference Method (SDM) along with an observer-based chatter state extraction for a parallel milling process [76]. This system successfully evaluated chatter frequencies during a particular machining operation and sequentially varied the spindle speed accordingly. However, these approaches require further investigation to improve their accuracy for reliable implementation in industrial environment. The control system must be able to deal with a wide range of cutting engagements and mechanisms to be used in industrial applications. A possible improvement is to combine a data-driven model with a physics-based model to enhance the generality of the approach, as recently introduced in [78]. It is important to note that spindle speed is not a suitable cutting parameter to be manipulated in real-time during a machining process, as it can have negative effects on the surface quality of the machined parts, in addition to safety related issues and concerns.
Table 2 represents a summary of the developed chatter detection methodologies for machining processes. As can be seen in the table, the dominant strategy to eliminate chatter vibration in literature is offline optimization. The most common way to avoid chatter is to evaluate the stability lobe diagram (SLD) based on the machine-tool setup dynamic characteristics, mechanical and cutting properties of the workpiece material, and the range of cutting condition. The SLD defines the stable and unstable depth of cuts at each spindle speed, which can be determined using an impact test prior to the cutting operation [79]. This approach avoids the complications and uncertainties involved in the online approaches and, therefore, it is more feasible for implementation in industrial environment. An example of this approach is the offline optimization methodology developed in [80], in which the SLD information was used to establish the minimum and maximum bounds of tool life and MRR and superimposed onto the stability lobes in order to evaluate the cutting condition with the lowest cost. With the advent of data-driven approaches to detect chatter states, their implementation for online optimization processes became possible due to their capability to deal with complex cutting conditions. In addition, these approaches can be combined with a physics-based approach to provide the training data to further improve their efficiency and comprehensiveness. Another observation is that chatter avoidance is usually implemented as a constraint in multi-objective optimization of machining processes to determine the optimum cutting conditions, considering objectives such as machining time and energy consumption.
2.3. Tool Wear: Models and Implementations
Inaccurate selection of cutting parameters could cause damage to the cutting tool, resulting in premature tool failure, increased tooling costs and part damage. Poor control of tool wear in machining leads to out-of-tolerance parts and increased machine down-time, which indirectly may account for 30% of the total machining cost [85]. Cutting speed is the most crucial parameter affecting tool life and surface quality in machining hard-to-cut materials [86,87]. Generally, the goal is to employ higher cutting speeds to achieve a higher material removal rate and reduce the lead time. However, this leads to a significant increase in tool wear. The state of tool wear has a significant impact on machining optimization objectives such as energy consumption and product quality [56]. Tool wear mechanisms can be attributed to mechanical [88,89], thermal [90,91], and chemical [92,93], making the wear phenomenon a complex modelling problem. Traditionally, direct tool wear evaluation techniques such as using a microscope, CCD (charged-coupled device) camera, or laser beam have been used to assess the status of tool wear. Due to access limitations that exist during machining, such as lack of proper illumination and the presence of cutting fluid, indirect tool wear measurement techniques were developed to continuously estimate the tool wear in an online monitoring system [94,95]. Several machining process signals, such as cutting forces, vibration, temperature, AE, displacements, and spindle power, were utilized to estimate tool wear state. Among these signals, cutting forces, vibrations, and AE have been more frequently used to estimate tool wear state [95]. The relationship between machining parameters, acquired signals and tool wear state is highly nonlinear, and developing analytical formulations may be inaccurate [96]. Therefore, data-driven approaches have been widely adopted in literature.
Developing a wear map for the selected machine-tool-material setup is the primary technique used in the offline optimization approach to determine the optimal cutting parameters [97,98,99,100,101,102,103]. Figure 4 illustrates a wear map developed for machining titanium alloys using an uncoated tool. Using this map, one can choose the feedrate and cutting speed in areas where tool wear rate is minimum. The tool wear rate is commonly defined as the logarithmic value of the fraction of flank wear over the cutting length [104].
A decision-making module in an intelligent manufacturing system estimates the proper time for the tool change that maximize tool utilization and avoid any possible damage to the workpiece [105]. Prasad et al. [106] developed an adaptive control machining system for a numerical turning operation, in which the process is constrained based on a set of predefined thresholds. The developed self-tuning system adjusts the cutting parameters (cutting speed, feedrate, and depth of cut) to maintain the flank wear and tool deflection under specific limits that are defined for a certain workpiece. Employing design of experiments and statistical analysis to determine the optimal cutting parameters is the dominant approach for minimizing tool wear [107]. Methods such as Taguchi signal/noise based optimization [27,108,109], ANOVA and response surface methodology (RSM) based optimization [107,110], particle swarm optimization (PSO) [111] and its combination with adaptive neuro-fuzzy inference system (ANFIS) [56] are commonly developed to minimize tool wear.
In another recent study, a combined TCM and adaptive control (AC) system was developed for the drilling process to improve the machining efficiency and reduce machining time and cost [112,113]. Table 3 presents a summary of the developed optimization systems to control or limit the tool wear. As can be seen in the table, the dominant approach to model tool wear is to use statistical models that are based on experimental procedures. The main available offline/online models were developed for drilling operations, where the cutting engagement is simpler than in a milling operation. A CPS equipped with a TCM should be capable of detecting changes in tool conditions, while remaining insensitive to fluctuations in cutting conditions and AC environments as presented in [106,109]. Furthermore, it should have a high level of decision-making certainty, requiring minimal learning efforts, and should be capable of performing signal processing and decision making within a proper time frame [107]. A possible solution is to combine a hybrid analytical-numerical model, such as the one presented in [110], with a TCM system and an AC module. This approach can improve the comprehensiveness of the CPS. Further improvements are required to develop a reliable and accurate tool wear monitoring and control strategy specifically for milling operations.
2.4. Tool Deflection Estimation: Models and Implementations
Tool deflection estimation is a critical aspect in machining applications, influencing the precision and quality of the manufactured components. It is highly influenced by the geometrical variations of the product, as well as the cutting parameters. Determination and control of tool/workpiece deflections are crucial especially when the compliance of the tool or workpiece is high. High-speed rough-end milling [117,118] and machining of thin-wall workpieces [119,120] are examples for cases, in which the deflections of tool and workpiece are crucial to obtain the desired geometric accuracy of the final part while maintaining high productivity. It is usually constrained to avoid a sudden tool failure, deterioration of the surface integrity of machined part, or part scrapping. Traditionally, experimental approaches were adopted to find the optimal cutting parameters to avoid the inaccuracies caused by tool and workpiece deflections. These approaches are not economically feasible for medium and low production rates.
Various models and implementations have been developed to address this challenge and enhance machining processes. Offline estimation of tool/workpiece deflections during a machining process include analytical approaches, where the tool can be considered as a cantilever beam, or finite element simulation of the cutting tool and workpiece, and the evolution of the contact points between the cutting tool and workpiece [121,122]. FEA is commonly employed to simulate the complex interactions between the cutting tool and workpiece, providing insights into the deformation and deflection of the tool. These methods are mainly implemented at the preprocessing stage of the tool path generation and leverage advanced computational algorithms, taking into account factors such as cutting forces, material properties, and tool geometries. Additionally, machine learning techniques have been increasingly utilized to predict tool deflection based on historical data and real-time sensor inputs[123] .
By accurately estimating tool deflection, manufacturers can optimize cutting parameters, reduce tool wear, and improve the overall efficiency and precision of machining operations. The process optimization scheme tries to keep the cutting force below the maximum allowable cutting force, which produces acceptable tool or workpiece deflections. Therefore, it is important to define a tool deflection limit constraint, especially in optimizing machining processes in terms of MRR. Table 4 presents a summary of the developed optimization systems considering tool/workpiece deflection. As can be seen offline, minimization or compensation of the tool and/or workpiece deflections to optimize the cutting process in terms of MRR within the constraints of tool wear and surface roughness. Each of these approaches is suitable for different applications. The minimization of the deflections is important in the machining of thin-wall structures while its compensation is more significant in roughing and semi-finishing operations. Imposing surface roughness as a constraint by reducing the deflection is critical in finishing operations. The majority of these methods were developed based on the offline optimization approach due to the negligible uncertainty in the deflection prediction, compared to other phenomena, such as tool wear and chatter vibration. This is particularly true when 3D FEA is used since computation time is not a limiting factor.
2.5. Energy Consumption, Sustainability, and Carbon Emission
From the energy consumption point of view, manufacturing accounts for the largest share of annual industrial energy consumption, consuming about 54% of the world's total delivered energy [130], demonstrating the critical impact of manufacturing operations on the environment [37]. Traditionally, machining energy is determined by estimating the cutting forces to remove a specific amount of material, which is known as the energy consumption of the tool-tip [131]. However, other sources of energy consumption, such as axillary equipment consumptions and waste generated during production, must be accounted for in the estimation of consumed energy [37,132]. It has been demonstrated that around 66% of the total consumed energy is used for the actual cutting process, indicating the importance of optimizing the cutting processes in terms of energy consumption [39,129,133]. Historically characterized by substantial energy demand, machining processes have been associated with notable environmental concerns. Efforts to curtail the industry's ecological footprint are actively underway, with a focus on technological advancements and strategic interventions designed to mitigate energy consumption. The emerging I5.0 paradigm shift towards integrated sustainability and high performance machining has been analyzed by Attia [6] and emphasized the need to continuously seek various avenues to increase productivity, reduce cost, and reduce energy consumption through process optimization, development of hybrid new processes, and adaptive control strategies.
The two primary branches of the studies on manufacturing energy consumption are the studies on designing the machine and the equipment to reduce the spent energy [134,135] and the investigations on optimization of cutting parameters [136,137]. The main elements influencing the energy consumption in a machining operation are the cutting parameters such as feedrate, spindle speed, depth of cut, and the cutting fluid settings. It has been experimentally found that feedrate has the highest effect collectively on energy consumption, surface roughness, and vibration [138]. Cutting tool selection is also an essential factor in process optimization since it determines the range of cutting parameters [139]. The optimization of cutting parameters, incorporation of eco-friendly lubricants, and the exploration of energy-efficient machining technologies are building blocks of the I5.0 paradigm shift.
The first step in optimizing energy consumption is to develop a model correlating the cutting inputs to the consumed energy. Analytical [37], empirical [39,140], and data-driven [141] models have been developed to estimate the objective function. These models can be further combined with other objectives such as machining time, part quality, and tool wear to improve the overall performance of the process. It has been found that energy consumption and carbon emission are greatly affected by the tool wear state which reveals the importance of combining multiple objectives to acquire higher efficiency [56]. Energy consumption maps have been generated for a variety of machine-tool-material combinations using the same approach presented for the tool wear [104,142,143]. Figure 5 shows an energy consumption map developed for machining Al 6061-T6 using an uncoated tool. The map identifies the cutting conditions that result in the lowest specific cutting energy (SCE) index. The SCE index is defined as the cutting power fraction divided by the MRR (J/mm3). Additionally, sustainability in machining extends beyond energy considerations, encompassing waste minimization, resource optimization, and the integration of circular economy principles to develop a more ecologically responsible machining ecosystem. A paradigm shift is evident in the industry's commitment to low-carbon machining technologies, adoption of renewable energy sources, and investigation into carbon capture and storage methods, all aimed at limiting carbon emissions.
Table 5 presents the developed optimization systems to reduce energy consumption and carbon emission in machining processes. As can be seen in the table, the offline approach is the main strategy to optimize the machining processes in terms of these objectives. However, the variations in cutting conditions during a machining process which affects objectives such as tool wear rate, cutting temperature, and chatter vibration could have a significant effect on the machining energy consumption. The important trade-off in machining process optimization is between product quality and the consumed energy which commonly have an inverse relationship. Thus, it has been recommended to consider product quality, specifically surface roughness, as a constraint in the optimization process rather than an objective [144]. It can be concluded that optimizing cutting parameters is not sufficient, on its own, to reduce energy consumption; monitoring cutting conditions to avoid deteriorating events is also essential in achieving this goal.
2.6. Special Process Optimization: Models and Implementations
Numerous product and process features may require optimization depending on the manufacturers' production priorities and constraints. The common crucial features of industrial products are the surface roughness [146,147,148,149,150,151,152,153], dimensional accuracy [154,155,156], cutting temperature [157,158], and the machining-induced residual stresses (RS) [159,160,161]. Surface roughness is an essential quality indicator since it influences mechanical characteristics of the final product such as wear, corrosion, lubrication, thermal and electrical conductivity, and fatigue behavior [162,163]. For instance, process optimization can be formulated to determine the optimum combination of cutting parameters to enhance surface quality and dimensional accuracy while taking into account machining errors such as tool run-out and deflection, and spindle vibration [164,165]. In the investigation reported in [166], the optimum combination of micro-milling parameters to obtain the desired accuracy and surface roughness was determined through experimental modeling and particle swarm optimization (PSO). The same approach has been used to optimize the surface roughness and form errors in ball end milling of free-form surfaces based on experimental modeling of the influencing parameters and gray rational analysis [167]. In a similar study, digital twin-driven surface roughness and tool wear prediction models were proposed based on Improved Particle Swarm Optimization-Generalized Regression Neural Networks (IPSO-GRNN) to adaptively control the process parameters to improve the quality and efficiency of the production [168]. In studies on optimizing the cutting parameters in end milling of Ti6Al4V, the temperature and surface roughness of the final product were optimized based on neutral network modeling and PSO algorithm [169,170]. As experimental findings showed, the surface roughness is primarily impacted by the depth of cut, whereas cutting speed and feed rate have no significant impact during the high-speed machining of titanium alloys [171]. The effect of temperature was also investigated in the end milling process of Al 6063, considering parameters such as helix angle, spindle speed, feedrate, and axial and radial depth of cuts [172].
As widely investigated, the effect of temperature is crucial on tool wear in machining hard-to-cut materials such as titanium alloys. In addition, the cutting temperature influences the distribution of residual stresses on the machined surfaces through phase transition and thermal expansion [173,174]. A systematic data-driven fuzzy modeling technique utilizing Non-Dominated Sorting Genetic Algorithm II (NSGA-II) was used to find the cutting conditions that generate compressive surface stresses or minimizes the tensile stresses of the machined surfaces [175]. As presented in [176], an optimization procedure based on a combination of a data-driven model, Support Vector Regression (SVR), and improved PSO, was developed to determine the optimal process parameters and ensure that the tensile residual stress on the product surfaces complies with the design requirements. Process optimization can also be developed for specific material and cutting conditions such as machining carbon fiber reinforced composites (CF/PEEK) under dry cutting conditions in which controlling the surface defects is highly crucial [157]. To address the problem, a process optimization method to improve the machining efficiency and reduce the surface defects was developed for high-speed dry milling of the CF/PEEK material, based on an analysis of the thermal impact of the cutting process on the machined surfaces [157].
In other applications, multi-objective process optimization schemes were developed to minimize cutting characteristics such as energy consumption [177] and burr formation [178], along with surface roughness and part quality. Productivity and part quality can be defined through the combination of the mentioned objectives. To reduce the machining time, improve surface quality, and maximize MRR or machining force throughout the process, it is important to consider the effect of tool wear. An approach is required to combine these objectives into a single goal. Pareto front optimal solution approach [179,180,181,182] and gray rational analysis [183,184,185,186] are the common approaches to define a trade-off between objectives. These approaches can be embedded in a Techno-Economic module of a cyber-physical system for the integration of different objectives. In the next section, the definition and main components of a machining cyber-physical system will be discussed.
3. Process Optimization for Cyber-Physical System
The concept of cyber-physical systems (CPS) was introduced in a workshop in 2006 as a new scientific foundation to develop novel engineering systems capable of rapid and reliable computation, communication, and control [187,188,189]. The framework of a CPS was further defined as an intelligent system incorporating monitoring, coordination, control, and integration tools in a tightly interconnected computation and communication with the physical system [190]. The main challenges in the implementation of a CPS system for machining platforms are the difficulties in integrating the heterogeneous networks, systems, and devices, and processing massive data [191,192]. Recent advances in computer control systems, information technology (IT), and sensor manufacturing provided a platform to develop a conventional or cognitive cyber-physical machine tool system.
The first initiative on Cyber-Physical Machine Tool (CPMT) was introduced in a CIRP workshop in 2017, which defined the system into four components: 1) CNC machine; 2) data acquisition; 3) digital twin for the machine tool; 4) and smart interfaces [55]. This concept requires a comprehensive virtual model for the machining process in a digital environment along with real-time communication, measurement, and actuation in the physical environment. Virtual machining models consist of several analytical and numerical models related to each aspect of a cutting operation. Figure 6 is constructed to present the main components of a cyber-physical system for machining processes. Virtual models for machining states such as cutting force [193,194,195] and surface roughness [196,197,198,199] are widely investigated. The main approach for estimating cutting forces is to use cutting coefficients extracted from orthogonal cutting tests for a specific set of tool-workpiece materials. The more accurate approach is to simulate the cutting condition using a finite element modeling approach, which can account the effect of the tool and workpiece microstructure evolution and the dependance of the workpiece flow stress on temperature, strain and strain rate, among other factors. The cutting states such as forces and temperature are more accurately determined using the FE approach considering the variations that may exist between the orthogonal tests with the actual cutting conditions. In addition, the force, and temperature distributions with more details can be determined using a chip formation finite element simulation. The tool deflection models, and chatter detection models are discussed in the process optimization section. To fully simulate the machining system, virtual models describing the static, dynamic and thermal deformation of the machine tool structure should be considered and integrated. Static errors in machining refer to inaccuracies in the position of the tool relative to the workpiece. These errors can arise from the geometric inaccuracies in machine and tool components, and the structural deformations caused by gravity and stationary forces [200]. Traditionally, direct measurement techniques such as using a laser interferometer or electronic levels were used to identify static errors. Indirect approaches such as the multi-line and body diagonal methods have been developed to more efficiently and accurately determine these errors [201]. There is no clear definition for the dynamic errors so far as extensively reviewed in [200,202]. The general assumption is that the dynamic errors are induced due to the feed motions. The dynamic errors could be significantly higher than the static errors, especially during high-speed machining of the sculptured surfaces. The induced errors are not only due to the high feedrates but also due to the acceleration/deceleration generated during the machining of the high curvature geometries and corners [203]. A common approach is to reduce the errors by interpolating the tool path in a way that limits acceleration and jerk throughout the path [204,205]. The work carried out by Attia and Kops introduced the effect of the machine tool structural joints on the machine thermal deformation [206,207,208,209]. Later, this work was extended from offline predictions to real-time prediction and control to minimize the thermally-induced errors that may reach 50% of the total machining error [210,211,212,213,214,215,216,217,218]. In this section, the material constitutive models, fracture model, and the heat transfer model required for the chip formation simulation are discussed.
As research studies show, proper selection of cutting parameters can reduce the effects of thermal stresses and deformations on the tool and workpiece by conveying more heat through the chip [219] and applying efficient cooling strategies. Implementing a CPS requires accurate and reliable virtual models to predict the cutting states and determine the optimum cutting parameters. Numerical simulation of a cutting process involves diverse physical models such as material constitutive model, contact friction model, fracture criterion, and heat transfer equations. Finite element analysis (FEA) of a machining process is highly practical and beneficial to determine the proper selection of tool material and provides information to optimize the cutting parameters and develop models to predict tool wear and tool failure. Other numerical models for simulating the machining process include meshless and particle-based methods, discrete element method, and molecular dynamics (MD) simulation method. Meshless methods such as the Smoothed-Particle Hydrodynamics (SPH) have been adopted as an alternative to the widely used FEM to handle the large deformations in the workpiece [220,221]. Röthlin et al. [222] conducted high-resolution SPH simulations using scientific computing on a Graphics Processing Unit GPU. The GPU acceleration of the SPH simulations enabled the inverse identification of constitutive model parameters within a numerical model of the cutting experiment [223]. Recently, using this numerical framework, computed process forces within the SPH model were used to train a machine learning model of the orthogonal cutting [223] to improve the accuracy of force predictions than analytical and empirical models at similar low computational times. Another approach to overcome the challenging associated with large strains during the cutting, which induce high deformation in the FE mesh, the Coupled Eulerian-Lagrangian (CEL) method was proposed by Ducobu et al. [224]. A review of the state-of-the-art in analytical and numerical modeling of conventional metal machining processes to predict chip formation, forces, temperatures, tool wear, residual stress, and microstructure is presented in a recent publication by Melkote et al. [225].
Recently, artificial intelligence has been employed to improve the efficiency, accuracy, and comprehensiveness of virtual models. DNN methods have been used to predict the chatter status more robustly during a machining process, as mentioned in Section 2.2. Similarly, learning methods are implemented to predict the specific cutting forces [226]. In these approaches, training data is required as the input for the learning process that can be acquired from experiments or numerical simulations. Due to the cost of the experiments and the variety of cutting conditions to be tested for training purposes, numerical models are the most feasible strategy. In the simulation of cutting processes, 2D and 3D orthogonal/oblique models of the cutting operation to simulate the chip formation are the prevailing approach due to the simplifications that can be further correlated to a variety of cutting conditions [226]. In this simulation, the material constitutive model is the first and most important model required to predict the behavior of the material at very high temperatures, strains and strain rates. Deriving a conclusive constitutive model to predict the thermo-mechanical behavior of the material is a crucial and challenging problem. The commonly used constitutive models in machining simulation are discussed in the next section.
The contact friction model determines the frictional stresses acting on the rack and flack faces [227,228]. Friction models such as the constant shear friction factor for the whole cutting contact length, and the constant shear friction factor for the sticking zone along with a constant friction coefficient for the sliding zone are the main simplified approaches that are implemented in machining FE simulations. Further sophisticated models to determine variable shear friction factor and friction coefficient have been developed by establishing a relationship between the frictional stresses with the normal pressure, temperature, and strain rate at the contact faces [221,229]. Friction models are also widely investigated and tested for FE modeling of chip formation. A crucial model is the fracture criterion required to determine the failure condition for the material elements considering the stresses, temperature, and strain acting on the element. These models were developed for different materials, where the model’s constants are first evaluated and then imported for the cutting simulation. The data needed for the process simulation is the information on thermal boundary conditions which depend on the loading and cutting conditions. This information is particularly crucial if a coolant is present during the cutting process. The information on the thermal boundary conditions is also widely investigated in literature for different materials and cutting operations. The first challenge in the research studies on machining is to predict the elastic-plastic behavior of the machined material alloy considering the strength variation at different temperatures and strain rates. The second challenge is to develop a finite element model (FEM) capable of predicting the cutting states considering the variations in the thermo-mechanical behavior of machined material and the microstructure evolution.
Titanium-based alloys, e.g. Ti6Al4V, are preferred materials for aerospace, automotive and biomedical applications for their high strength-to-weight ratio, high corrosion resistance, their ability to maintain quality at high temperatures and excellent biocompatibility [230]. However, these properties can significantly hinder their machinability, therefore they can be defined as difficult-to-cut. This can be attributed to their high hardness, abrasion resistance, high strength at elevated temperatures, low thermal conductivity, and high chemical reactivity [231,232,233]. The generated high mechanical and thermal loads on the cutting edge can lead to different mechanisms of tool failure in terms of tool wear, chipping, or breakage. Machining of Ti-alloys is also characterized by the formation of segmental chips, which is governed by a ductile fracture mechanism, resulting in cyclic variation of forces. The resulting vibration can limit the material removal rate, and promote accelerated tool wear. The latter could have a negative influence on the surface integrity of the machined part [234]. The proper selection of the fracture criterion can significantly diminish the prediction errors in terms of machining forces and machining-induced RS [234]. In the coming subsections, emphasis will be placed on some specific aspects that are particularly relevant to the modelling and simulation of machining difficult-to-cut materials, namely, the formulation of material constitutive laws, fracture models for predicting the effect of chip segmentation, modelling the material microstructure, and modelling the thermal boundary conditions and heat transfer process during cutting.
3.1. Material Constitutive Models
Material constitutive models describe the elastic and plastic behavior of a material at different temperatures, strains, and strain rates. They are the essential part of finite element simulations of the cutting process which highly affect the efficiency and accuracy of predicting the plastic deformation in the primary, secondary and tertiary deformation zones. The main challenge in the simulation of a chip formation process is to determine the material behavior at severe deformation in a small region that occurs at high temperatures and high strain rates [236,237]. One of the widely used constitutive material models to predict the plastic behavior of the material under these conditions is Johnson-Cook (J-C) model [238]. The main advantage of this model is its capability to estimate the low stress under large deformation. It is computationally more convenient for implementation. The general form of the J-C model is described as follows [239]:
Where , is the flow stress, is the homologous temperature, is the strain rate, A is the yield stress at the reference temperature and reference strain rate, B is the strain hardening coefficient, C is the strain rate hardening coefficient, n is the strain hardening exponent and m is the thermal softening exponent. Each term is interpreted as a thermo-mechanical flow characteristic. The first term, , depicts the strain hardening phenomenon while the second term is describing the strain rate effect and third terms represents the thermal softening effect. Optimization approaches such as PSO and fireworks have been suggested to more accurately determine the coefficients based on a set of experimental data [240,241]. Recently it has been suggested to estimate the J-C model parameters through neural network models to eliminate the necessity of extensive experiments and characterize the coefficients based on different cutting conditions which improve the accuracy and efficiency of utilizing the J-C model in finite element simulations [242]. An in-depth review of the methods to identify the coefficients of the material constitutive models for the cutting processes is presented in [243] and [244]. In the studies, a method is developed based on the information obtained from the distributed primary zone deformations (DPZD), the quasi-static indentation (QSI) tests, and the orthogonal cutting tests at room temperature and high temperature, which eliminates the errors in that commonly occurs in the simulation of severe plastic deformation.

Table 6.
Identified Johnson-Cook parameters for Ti6Al4V reported in the literature.
| Model | A (MPa) | B (MPa) | n | m | C | (1/s) |
| JC-1 [235] | 782.7 | 498.4 | 0.28 | 1 | 0.028 | 10-5 |
| JC-2 [245] | 896.4 | 649.5 | 0.387 | 0.758 | 0.0093 | 1 |
| JC-3 [246,247] | 870 | 990 | 1.01 | 1.4 | 0.008 | 1 |
| JC-4 [248] | 1098 | 1092 | 0.93 | 1.1 | 0.014 | 1 |
The next popular constitutive model is the modified Zerilli-Armstrong model which predicts the flow stress behavior of the material at a certain temperature, strain, and strain rates. Dislocation mechanisms are the main deriving factors to estimate the plastic behavior of the material [245]. The equation of the modified Zerilli-Armstrong model is shown in equation (2):
where is the flow stress, , T is the temperature, is the reference temperature, is the strain rate, to and n are the material constants. Metaheuristic optimization such as Genetic algorithm has been suggested to reduce the inaccuracies in the determination of the constants [249,250].
Table 7.
Modified Zerilli-Armstrong model constants for Ti6Al4V [245].
Table 7.
Modified Zerilli-Armstrong model constants for Ti6Al4V [245].
| n | |||||||
| 869.4 | 640.50 | 0.0013 | -9.57×10-4 | 0.0095 | 6.94×10-6 | 0.3867 | 323 |
Another important constitutive model is Voyiadjis-Abed model in which the thermomechanical properties of a material are determined based on a physical-based approach rather than an empirical curve fitting method [251]. This method is originally developed for pure FCC, BCC, and HCP materials to describe their plastic behavior based on the internal microstructural features [252]. The Voyiadjis-Abed equation is represented in equation (3).
Where is the flow stress, to are the coefficient related to the internal microstructure characteristics of the material, and are the constant exponents and and are the determined reference strain rates for yielding and hardening mechanisms.
To estimate the flow stress at different stress, strain, strain rate, and temperature, a tabulated flow stress model based on experiments could be constructed. Deform® is one of the major commercial finite element software developed specifically to simulate manufacturing processes. It employs a tabulated flow stress model as a default approach for the constitutive material model to evaluate the flow stresses. The general format of tabulated flow stress can be represented as where is the equivalent flow stress, is the equivalent strain, is the strain rate and T is the temperature. A linear weighted average interpolation scheme is used to determine the flow stress based on a set of tabulated data points [253]. A representation of tabulated flow stress data for the Ti-alloy Ti6Al4V is shown in Figure 7. This model has more accuracy and compatibility with experimental data and is considered the benchmark to compare the accuracy of the other constitutive models developed for Ti6Al4V [253]. A study on finite element simulation of the cutting process by Liu et al. [253] shows that the Johnson-Cook model developed by Leseur [248] for Ti6Al4V has better compatibility with the Deform® software tabulated data in comparison with the other mentioned approaches.
There have been several attempts to combine machine learning and artificial intelligence in finite element simulation of machining processes [255,256,257]. These approaches can increase the efficiency, reliability, and accuracy of the simulation and can be utilized for a wider range of cutting conditions. They have the flexibility to be interconnected with the physical system and can be used to establish a decision-making core to enhance the information perception and control of the manufacturing system.
3.2. Fracture Model in Chip Formation
As experimentally observed, cyclic chips, also known as serrated or segmented chips, are the dominant chip morphology in the machining of titanium alloys at the conventional cutting speed ranges [258]. This phenomenon is explained through two main theories known as the ductile fracture mechanic and the adiabatic shear theory [259]. The ductile fracture mechanic suggests that serrated chips form as a consequence of the crack initiations on the chip's free surface and they spread to the tooltip periodically. The primary shear zone is weakened by periodic cracks, resulting in chip segmentation. The adiabatic shear theory assumes that serrated chips are created by periodic thermoplastic shear instability inside the primary shear zone [260].
The common fracture model incorporated into modeling chip segmentation in machining Ti6Al4V is Cockroft and Latham’s criterion [247,261]. The model can be represented as follows:
In which, is the equivalent plastic strain at which fracture happens and is the maximum principal stress and C is the material damage value. The integral value is calculated for each element in a finite element simulation. If the integral reaches the material constant, the solver considers the element as a damaged element and deletes it. The reported values for the material constant for Ti6Al4V are in the range of 100 to 400 MPa, which can be calibrated through an iterative procedure by comparing the predicted and measured chip geometry and the principal cutting force [247]. As shown experimentally, cutting speed has a considerable effect on the chip geometry, resulting in rising the frequency of chip segmentation when the cutting speed is increased [247,262]. The corresponding material constant in Cockroft and Latham’s criterion increases in the simulation of a high-speed machining condition [247].
3.3. Thermal Boundary Conditions and Heat Transfer Models
The main sources of heat generation in a cutting operation are the dissipation of plastic deformations to heat in the primary and secondary deformation zones, and the friction-induced heat at the tool-chip interface [232,263,264,265,266,267]. As the studies showed, the generated heat due to the friction at the contact region between the tool and chip is considerably smaller than the heat generated from the plastic deformation in the shear zones. To improve the machinability of the Ti6Al4V alloy and other difficult-to-cut materials, several cooling approaches have been introduced such as minimum quantity lubrication (MQL), cryogenic cooling method, and high-pressure coolant (HPC) [227,268,269,270]. The cryogenic method is a more advanced approach for cooling the cutting zone, especially for materials with low thermal conductivity [271]. However, the application of the cryogenic cooling method for Ti6Al4V alloy increases the material hardness, mechanical loads, and tool wear rate [232,268]. HCP is recognized as the low-cost and maintenance approach for the cooling process in the machining of Ti alloys [232]. The cooling information is required in determining the boundary conditions for the designed cutting operation. Figure 8 shows the typical ranges of the coefficient of heat transfer (CHT) in machining under different cooling regimes [270]. Table 9 represents the heat transfer information required in finite element simulation of machining operations.
3.4. Microstructure Modeling
The microstructure modeling of the tool and workpiece material could significantly improve the accuracy of a numerical simulation of a cutting operation, especially for multi-phase materials. Multi-phase materials like cemented carbides are highly affected by internal microstructure features such as grain size, shape and distribution, constituent phases, and interfacial properties [274,275,276]. WC/Co cemented carbide, also referred to as hard metals, is a crucial alloy employed in a variety of industrial tools such as cutting inserts, drilling bits, and dies due to their outstanding combination of hardness and toughness [274]. The two contributing phases of this alloy known as tungsten carbide (WC) and Cobalt (Co) have different mechanical properties. WC phase is considered the brittle phase which contributes to the hardness of the alloy and behaves elastically under loading conditions, while the Co phase, referred to as binder, is the ductile phase which contributes to the toughness of the alloy and represents elastic-plastic behavior under loading conditions [277].
To model a heterogeneous material in continuum mechanics, a representative volume element (RVE) is usually developed which represents the microstructural characteristics of the composite material. One of the dominant approaches to developing RVE for a polycrystalline microstructure is to replicate the real microstructure properties of the material captured by a scanning electron microscope (SEM) or electron backscatter diffraction (EBSD) microscope [276]. Software such as object-oriented finite element (OOF) [278], OOF3D [279], and Materials Image Processing and Automated Reconstruction MIPAR™ [280] have been developed to analyze and segment the images captured from the microstructure of the material. Examples of the constructed real microstructure meshes for the WC/Co microstructure are illustrated in Figure 9. Machine learning algorithms have been implemented in the image processing of microstructure images to classify the pixels based on the material phases. Pulse-coupled neural networks (PCNN) have been found as a robust method for segmenting the microstructure images for generating FEM meshes [281].
The second general approach in constructing the multi-phase material microstructure is to synthetically generate the microstructure using various statistical and numerical methods such as Voronoi tessellations [277,284,285], a synthetic grain structure builder (DREAM.3D) [286,287], Monte Carlo [288], and CCBuilder [275]. The determined microstructure from these approaches can be converted into finite element meshes. Figure 10 shows two synthetic microstructures generated for WC/Co material based on the (a) Voronoi tessellation method and (b) CCBuilder software. Information such as grain size, grain shape, and neighbor distributions are needed to generate a synthetic microstructure. This information can be extracted from a 2D image of the real microstructure.
3.5. Modelling of Tool Wear Considering the Tool Material Microstructure
The friction between the cutting tool and workpiece during a machining process gradually wears and deforms the cutting edge. The development of the wear mechanisms on the two main sides of the cutting edge has a direct relationship with the cutting time. Five mechanisms are known that contribute to the development of flank wear and crater wear which are: abrasion, attrition, adhesion, diffusion, and oxidation [2]. The diffusive and oxidation are categorized as the temperature-activated wear mechanisms while abrasion, attrition, and adhesion are the mechanically-activated wear phenomenon [91,289]. The occurrence of each type of these mechanisms in a machining operation is dependent on the cutting tool material, workpiece material, and cutting conditions. Diffusive wear occurs during the sliding contact between the tool and the workpiece which facilitates the chemical bonding between the tool materials with the workpiece material. To develop a virtual model for tool wear and pre-failure detection, each of the wear mechanisms is required to be modeled. Figure 11 depicts a proposed approach to predict the tool wear and pre-failure detection module. Both mechanically and temperature-activated wear approaches can be considered in developing a virtual model for a cutting process. The intensity of each wear mechanism varies by changing the tool and workpiece material and cutting conditions. As experimentally observed in [289], mechanically activated wear occurs due to the subsurface crack propagation in the cobalt binder of WC/Co tools.
The temperature-activated wear is numerically or empirically simulated which is critical in the machining of difficult-to-cut materials such as titanium alloys [290,291]. Recently, Malakizadi et al. proposed a new approach to predict the thermally-activated dissolution-diffusion wear of carbide tools [292], considering the effect of the alloying elements on the solubility of tool materials in highly alloyed workpiece materials. A calibrated thermodynamic model is combined with FE model of machining process, which considers the thermal constriction resistance at the tool-chip interface. The approach can efficiently simulate the nonlinear tool wear process without resorting to costly iterative FE simulations.
The mechanically activated wear can be simulated based on the finite element simulation of crack propagation in the tool material [88,89,293,294]. In order to model the temperature-activated wear mechanism, it is important to determine the temperature distribution at the interfaces of the tool-chip and tool-workpiece. The heat and stress distributions on the tool rake face can be determined using a finite element model of chip formation. This information can then be used to calculate the rate of progression in the size of the crater.
It is found that the cracks are extended through both brittle and ductile phases of WC/Co alloys. The fracture starts in the carbide phase based on a brittle mechanism, and after the creation of a multi-ligament zone (MLZ), it continues through the Co binder in a ductile manner [295]. The basic assumption for crack propagation under a cyclic load is defined based on the slider motion between two surfaces [296]. In traditional approaches, the crack propagation is analyzed locally based on the influence of the loading conditions defined away from the cracks. This approach is more accurate to predict the ductile fracture properties for isotropic and homogenous materials [297]. An important factor in crack propagation analysis is the material resistance to the crack extension which can be varied at different crack lengths and different materials, especially for the materials with elastic-plastic behavior and anisotropic microstructure properties. The two main strategies to simulate the crack propagation in cemented carbides are the simulation of small crack progress based on crack tip displacement (CTD) analysis and the mesoscale crack propagation simulation based on the continuum damage mechanics (CDM). The crack propagation analysis based on CTD criterion is mainly applied for one cycle stress loading conditions [88,89,289].
The first studies on crack propagation in metals revealed the fact that this phenomenon has similarities with delamination crack propagation [296]. It is observed that the crack growth process consists of three distinguished stages on the plot of crack extension per cycle ) versus the logarithmic scale of the changes in stress intensity factor (), as shown in Figure 12. An empirical model is proposed to create a relationship between and at the intermediate region where the curve is linear as shown in the following equation [296]:
where is the crack length, N is the number of cycles, is the range of stress intensity factor, and C and n are the material constants.
It was revealed that the crack growth at the first stage occurs due to the extension of small cracks, which cannot be accurately estimated by the linear elastic-plastic fracture mechanics (LEFM) [289]. The size of the small cracks was found to be in the range of the grain size in monolithic materials and the inter-particle spacing for the composite materials. This phenomenon shows that the real mechanism of crack propagation in small scales is different from the longer cracks [289]. It was found experimentally that the crack propagation rate (CPR) of small cracks changes by the variations in the crystallographic orientation of the grains and the adjacent cracks [299] and the small crack propagates along the primary slip system direction [300]. Shear decohesion of the slip bands near the crack tip is recognized as the crack propagation mechanism for the small cracks where the crack propagates along the direction of maximum shear stress [301]. The proposed model to determine the propagation rate when there is a mixed mode of loading (normal and shear stresses) is represented in the following equation [289,301]:
Where is the crack tip displacement determined from the primary and secondary slip components calculated at the tip of the crack, A is an empirical constant, and n is the exponent of the fatigue crack growth equation. The analytical calculation of can be extremely complicated [302]. Further developments revealed that the can be determined from a finite element modeling to calculate the resultant from the crack tip sliding displacement and the crack tip opening displacement as represented in the following equation [89,295]:
where is defined as the relative displacement of two nodes at the upper and lower crack surface in the tangential direction to the crack plane and is the relative displacement of two nodes that are attached to the upper and lower crack surface in the normal direction to the crack plane. is a more accurate crack tip characterizing parameter when the plastic strain energy component is considerably high at the tip of the crack in comparison with the elastic strain energy component [297].
The mesoscale crack propagation based on CDM is applicable for a high number of cycle loads and can be used to trace the crack extension [293]. The crack propagation modeling provides information to predict and detect tool failure. There have been studies to correlate the crack propagation rate with the AE emission signal which can be used in the pre-failure detection of cutting tools [303,304,305]. An autonomous and comprehensive approach can be developed for industrial applications that can deal with all the possible uncertainties and disturbances using the introduced hybrid approaches for modeling and optimization of a cutting process.
An essential aspect of a cyber-physical machining system is to predict the tool life and adjust the cutting conditions to utilize the full potential of the tool while avoiding excessive wear rates. A wear model developed based on the finite element of crack propagation in the tool microstructure can determine the wear status more accurately, as presented in [88,89]. In the study, the flank face of the tool is partitioned based on the average size of the WC grains of the tool material, as shown in Figure 13a. The normal and tangential stresses acting on the flank land are determined based on the cutting conditions (depth of cut, feed rate, cutting speed), and the tool geometry (rake and clearance angles). The rate of grain detachment was evaluated based on the applied stresses and the number of grains engaged on the flank face. Figure 13b shows the result of a tool wear model developed based on a simulation of crack propagation in tool microstructure. The figure displays the wear results at two different cutting speeds (2000 and 6000 m/min) and feedrates (mm/tooth). The model could accurately determine the tool wear during the second stage of wear, where the wear behavior is linear with respect to the cutting length. From this information, the changes in the size of the flank wear land can be determined more accurately at different cutting conditions. This model can be combined with a TCM system to account for the uncertainties involved in a cutting operation.
4. Conclusions and Future Outlook
In this comprehensive study of process optimization for cyber-physical systems development, key aspects critical for enhancing machining efficiency were investigated. The initial sections focused on clarifying the diverse objectives and constraints associated with process optimization. Cutting-edge methodologies for process optimization were discussed, with dedicated attention to cutting force-based adaptive control, chatter vibrations avoidance, tool wear management, tool deflection estimation, and the imperative considerations of energy consumption, sustainability, and carbon emission reduction. Subsequently, the material constitutive models, fracture models in chip formation, thermal boundary conditions, heat transfer models, and microstructure modeling were presented and benchmarked for cyber-physical system development. These discussions addressed the challenges facing Industry 5.0 and emphasize the role played by finite element analysis in achieving comprehensive modeling.
The different aspects of process optimization methodologies have been explored to recognize their limits and opportunities to be implemented for industrial applications. The developed online and offline process optimization strategies were reviewed in terms of their objectives and process parameters. The in-depth analysis of the available literature has shown that recent advances in computer control systems, signal processing, and data-driven modeling techniques as well as improving the accuracy and reliability of sensors provided a suitable platform for cyber-physical machine tool system development. However, the implementation of the developed optimization methods for industrial applications is still limited due to the incomprehensiveness and the lack of autonomy for decision-making in the developed methods. In terms of virtual modeling, the implementation of an accurate FE model to simulate complex phenomena such as chip formation and to predict tool chipping and tool wear is highly effective to improve the accuracy of the optimization process. To fully simulate the machining system, virtual models describing the static, dynamic and thermal deformation of the machine tool structure have been considered and integrated. There is need for further investigation on AI-driven FEA to enhance the efficiency of analysis computations and enable real-time microstructure FEA of high number of cycles to reflect the relevant range of the industrial process.
Following are the future outlines concluded from the current state-of-the-art cyber-physical systems for machining:
- Due to the technical sophistications in the implementation of the numerical models for industrial applications, it is essential to establish a connection between cutting state numerical models and empirical and AI-based ones to improve their accuracy and reduce the time and cost of the experimental procedure to develop them.
- Further research studies are required to consider optimizing cutting parameters that are directly linked to the process sustainability. These optimization approaches have recently become in high demand due to emergence of new aspects that must be considered in industrial production driven by the emerging regulatory obligations and policies mostly related to climate action and energy consumption.
- Further studies are required to investigate the crack propagation that can be used to correlate the propagation characteristics with the machining signals such as AE for early prediction and prevention of tool failure.
- Finally, the combination of offline machining system models along with online monitoring and multi-objective optimization approaches can provide an all-inclusive cyber-physical machining system which maximizes manufacturing productivity and improve process sustainability and profitability.
Author Contributions
Conceptualization, H.G., M.H. B.S., A.S. and H.A.; methodology, H.G.; validation, H.G., M.H.; formal analysis, H.G., M.H., B.S.; investigation, H.G.; resources, H.G. and A.S.; data curation, H.G.; writing—original draft preparation, H.G.; writing—review and editing, M.H. and H.A.; visualization, H.G.; supervision, M.H., A.S. and H.A.; project administration, M.H. and A.S.; funding acquisition, H.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by MITACS Canada in partnership with SECO Tools AB (Grant number IT204279), the Natural Sciences and Engineering Research Council of Canada (NSERC) under grant RGPIN-2020-06223 (McGill University).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable
Acknowledgments
The authors acknowledge the support the Aerospace Manufacturing Technology Centre of the National Research Council of Canada (NRC-CNRC) for using its research facilities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- NIST-Applied Economics Office, Manufacturing Industry Statistics. 2021; Available from: https://www.nist.gov/el/applied-economics-office/manufacturing/total-us-manufacturing/manufacturing-economy.
- Exports, C.M.a. CME 20-20 Building our Vision for the Future: The Future of Manufacturing in Canada- Perspectives and Recommendations. 2005.
- Canadian Manufacturers and Exporters, Industry 2030 - Roadmap to 2030: A path towards doubling Canadian manufacturing output and exports. 2018.
- Meadows, D.H.; Meadows, D.H.; Randers, J.; Behrens III, W.W. The Limits to Growth: A Report to the Club of Rome's Project on the Predicament of Mankind; Universe Books: New York, 1972; p. 211. [Google Scholar]
- Brundtland, G.H. Our Common Future Report of the World Commission on Environment and Development; Geneva, UN-Document 1987; p 427.
- Attia, M.H. Paradigm Shift Towards Integrated Sustainability and High Performance Machining. in 18th International Conference on Environmental Science and Technology (CEST 2023). 2023. Athens, Greece.
- Dixson-Decleve, S., et al., Industry 5.0: A Transformative Vision for Europe. 2022.
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. A Literature Review of the Challenges and Opportunities of the Transition from Industry 4.0 to Society 5.0. Energies 2022, 15, 6276. [Google Scholar] [CrossRef]
- European Commission. Directorate-General for Research, Industry 5.0; Publications Office, 2021. [Google Scholar] [CrossRef]
- John, A.; Mohan, S.; Vianny, D.M.M. Cognitive cyber-physical system applications. In Cognitive engineering for next generation computing: A practical analytical approach; 2021; pp. 167–187. [Google Scholar] [CrossRef]
- Hassan, M. , Sadek, A., Attia, M. H. Novel sensor-based tool wear monitoring approach for seamless implementation in high speed milling applications. CIRP Annals 2021, 70, 87–90. [Google Scholar] [CrossRef]
- Eureka. SMART ToolSense Sensor-based Smart Tooling for machining process on-line measurement and monitoring (ToolSense), Ref No. 2019-03423. 2020; Available from: https://www.vinnova.se/en/p/eureka-smart-sensor-based-smart-tooling-for-machining-process-on-line-measurement-and-monitoring-toolsense/.
- Gohari, H. , Mohamed, A., Hassan, M., M’Saoubi, R., Attia, H. Hybrid Offline-Online Optimization, Monitoring and Control of Milling Processes. CIRP Annals-Manufacturing Technology 2023, 72. [Google Scholar] [CrossRef]
- Xie, J.; Zhao, P.; Hu, P.; Yin, Y.; Zhou, H.; Chen, J.; Yang, J. Multi-objective feed rate optimization of three-axis rough milling based on artificial neural network. The International Journal of Advanced Manufacturing Technology 2021, 114, 1323–1339. [Google Scholar] [CrossRef]
- Altintas, Y.; Merdol, S.D. Virtual High Performance Milling. CIRP Annals 2007, 56, 81–84. [Google Scholar] [CrossRef]
- Baek, D.K.; Ko, T.J. Feedrate scheduling for free-form surface using an NC verification model. International Journal of Machine Tools and Manufacture 2008, 48, 163–172. [Google Scholar] [CrossRef]
- Xu, G.; Chen, J.; Zhou, H.; Yang, J.; Hu, P.; Dai, W. Multi-objective feedrate optimization method of end milling using the internal data of the CNC system. The International Journal of Advanced Manufacturing Technology 2019, 101, 715–731. [Google Scholar] [CrossRef]
- Rattunde, L.; Laptev, I.; Klenske, E.D.; Möhring, H.-C. Safe optimization for feedrate scheduling of power-constrained milling processes by using Gaussian processes. Procedia CIRP 2021, 99, 127–132. [Google Scholar] [CrossRef]
- Kurt, M.; Bagci, E. Feedrate optimisation/scheduling on sculptured surface machining: a comprehensive review, applications and future directions. The International Journal of Advanced Manufacturing Technology 2011, 55, 1037–1067. [Google Scholar] [CrossRef]
- Adam Khan, M.; Gupta, K. Optimization of Machining Parameters for Material Removal Rate and Machining Time While Cutting Inconel 600 with Tungsten Carbide Textured Tools. In Intelligent Manufacturing; Springer International Publishing, 2021; pp. 37–56. [Google Scholar] [CrossRef]
- Park, H.-S.; Qi, B.; Dang, D.-V.; Park, D.Y. Development of smart machining system for optimizing feedrates to minimize machining time. Journal of Computational Design and Engineering 2018, 5, 299–304. [Google Scholar] [CrossRef]
- Venkata Rao, R.; Pawar, P.J. Parameter optimization of a multi-pass milling process using non-traditional optimization algorithms. Applied Soft Computing 2010, 10, 445–456. [Google Scholar] [CrossRef]
- Manjunath Patel, G.C.; Lokare, D.; Chate, G.R.; Parappagoudar, M.B.; Nikhil, R.; Gupta, K. Analysis and optimization of surface quality while machining high strength aluminium alloy. Measurement 2020, 152, 107337. [Google Scholar] [CrossRef]
- Ribeiro, J.E.; César, M.B.; Lopes, H. Optimization of machining parameters to improve the surface quality. Procedia Structural Integrity 2017, 5, 355–362. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Application of GA to optimize cutting conditions for minimizing surface roughness in end milling machining process. Expert Systems with Applications 2010, 37, 4650–4659. [Google Scholar] [CrossRef]
- Razfar, M.R.; Asadnia, M.; Haghshenas, M.; Farahnakian, M. Optimum surface roughness prediction in face milling X20Cr13 using particle swarm optimization algorithm. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2010, 224, 1645–1653. [Google Scholar] [CrossRef]
- Muñoz-Escalona, P.; Maropoulos, P. Integrated optimisation of surface roughness and tool performance when face milling 416 SS. International Journal of Computer Integrated Manufacturing 2010, 23, 248–256. [Google Scholar] [CrossRef]
- Li, C.; Chen, X.; Tang, Y.; Li, L. Selection of optimum parameters in multi-pass face milling for maximum energy efficiency and minimum production cost. Journal of Cleaner Production 2017, 140, 1805–1818. [Google Scholar] [CrossRef]
- Baskar, N.; Asokan, P.; Saravanan, R.; Prabhaharan, G. Selection of optimal machining parameters for multi-tool milling operations using a memetic algorithm. Journal of Materials Processing Technology 2006, 174, 239–249. [Google Scholar] [CrossRef]
- Rıza Yıldız, A. A novel hybrid immune algorithm for global optimization in design and manufacturing. Robotics and Computer-Integrated Manufacturing 2009, 25, 261–270. [Google Scholar] [CrossRef]
- Baskar, N.; Asokan, P.; Prabhaharan, G.; Saravanan, R. Optimization of Machining Parameters for Milling Operations Using Non-conventional Methods. The International Journal of Advanced Manufacturing Technology 2005, 25, 1078–1088. [Google Scholar] [CrossRef]
- Khan, M.A.; Kumar, A.S.; Poomari, A. A hybrid algorithm to optimize cutting parameter for machining GFRP composite using alumina cutting tools. The International Journal of Advanced Manufacturing Technology 2012, 59, 1047–1056. [Google Scholar] [CrossRef]
- Chien, W.-T.; Tsai, C.-S. The investigation on the prediction of tool wear and the determination of optimum cutting conditions in machining 17-4PH stainless steel. Journal of Materials Processing Technology 2003, 140, 340–345. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 2019, 140, 427–436. [Google Scholar] [CrossRef]
- RazlanYusoff, A.; Suffian, M.; Taib, M.Y. Literature review of optimization technique for chatter suppression in machining. Journal of Mechanical Engineering and Sciences (JMES) 2011, 1, 47–61. [Google Scholar]
- Deng, C.; Feng, Y.; Miao, J.; Ma, Y.; Wei, B. Multi-objective machining parameters optimization for chatter-free milling process considering material removal rate and surface location error. IEEE Access 2019, 7, 183823–183837. [Google Scholar] [CrossRef]
- Bi, Z.M.; Wang, L. Optimization of machining processes from the perspective of energy consumption: A case study. Journal of Manufacturing Systems 2012, 31, 420–428. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Kant, G. Optimization of Machining Parameters for Improving Energy Efficiency using Integrated Response Surface Methodology and Genetic Algorithm Approach. Procedia CIRP 2017, 61, 517–522. [Google Scholar] [CrossRef]
- Li, J.-G.; Lu, Y.; Zhao, H.; Li, P.; Yao, Y.-X. Optimization of cutting parameters for energy saving. The International Journal of Advanced Manufacturing Technology 2014, 70, 117–124. [Google Scholar] [CrossRef]
- Tian, C.; Zhou, G.; Lu, Q.; Zhang, J.; Xiao, Z.; Wang, R. An integrated decision-making approach on cutting tools and cutting parameters for machining features considering carbon emissions. International Journal of Computer Integrated Manufacturing 2019, 32, 629–641. [Google Scholar] [CrossRef]
- Zhou, G.; Lu, Q.; Xiao, Z.; Zhou, C.; Tian, C. Cutting parameter optimization for machining operations considering carbon emissions. Journal of Cleaner Production 2019, 208, 937–950. [Google Scholar] [CrossRef]
- Zhou, G.; Zhang, C.; Lu, F.; Zhang, J. Integrated optimization of cutting parameters and tool path for cavity milling considering carbon emissions. Journal of Cleaner Production 2020, 250, 119454. [Google Scholar] [CrossRef]
- Altintas, Y. Adaptive Control. In CIRP Encyclopedia of Production Engineering; Springer Berlin Heidelberg, 2019; pp. 30–33. [Google Scholar] [CrossRef]
- Altintas, Y.; Aslan, D. Integration of virtual and on-line machining process control and monitoring. CIRP Annals 2017, 66, 349–352. [Google Scholar] [CrossRef]
- Erkorkmaz, K.; Layegh, S.E.; Lazoglu, I.; Erdim, H. Feedrate optimization for freeform milling considering constraints from the feed drive system and process mechanics. CIRP Annals 2013, 62, 395–398. [Google Scholar] [CrossRef]
- Sencer, B.; Altintas, Y.; Croft, E. Feed optimization for five-axis CNC machine tools with drive constraints. International Journal of Machine Tools and Manufacture 2008, 48, 733–745. [Google Scholar] [CrossRef]
- Das, D.; Kumar Thakur, R.; Kumar Chaubey, A.; Kumar Sahoo, A. Optimization of machining parameters and development of surface roughness models during turning Al-based metal matrix composite. Materials Today: Proceedings 2018, 5, 4431–4437. [Google Scholar] [CrossRef]
- Vavruska, P.; Zeman, P.; Stejskal, M. Reducing Machining Time by Pre-Process Control of Spindle Speed and Feed-Rate in Milling Strategies. Procedia CIRP 2018, 77, 578–581. [Google Scholar] [CrossRef]
- Zhang, J.Z.; Chen, J.C.; Kirby, E.D. Surface roughness optimization in an end-milling operation using the Taguchi design method. Journal of Materials Processing Technology 2007, 184, 233–239. [Google Scholar] [CrossRef]
- Lukic, D.; Cep, R.; Vukman, J.; Antic, A.; Djurdjev, M.; Milosevic, M. Multi-Criteria Selection of the Optimal Parameters for High-Speed Machining of Aluminum Alloy Al7075 Thin-Walled Parts. Metals 2020, 10, 1570. [Google Scholar] [CrossRef]
- Yan, Q.; Luo, M.; Tang, K. Multi-axis variable depth-of-cut machining of thin-walled workpieces based on the workpiece deflection constraint. Computer-Aided Design 2018, 100, 14–29. [Google Scholar] [CrossRef]
- Zarei, O.; Fesanghary, M.; Farshi, B.; Saffar, R.J.; Razfar, M.R. Optimization of multi-pass face-milling via harmony search algorithm. Journal of Materials Processing Technology 2009, 209, 2386–2392. [Google Scholar] [CrossRef]
- Tandon, V.; El-Mounayri, H.; Kishawy, H. NC end milling optimization using evolutionary computation. International Journal of Machine Tools and Manufacture 2002, 42, 595–605. [Google Scholar] [CrossRef]
- Li, C.; Xiao, Q.; Tang, Y.; Li, L. A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. Journal of Cleaner Production 2016, 135, 263–275. [Google Scholar] [CrossRef]
- Liu, C.; Xu, X. Cyber-physical Machine Tool – The Era of Machine Tool 4.0. Procedia CIRP 2017, 63, 70–75. [Google Scholar] [CrossRef]
- Xu, L.; Huang, C.; Li, C.; Wang, J.; Liu, H.; Wang, X. Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining. Journal of Intelligent Manufacturing 2021, 32, 77–90. [Google Scholar] [CrossRef]
- Kwon, Y.; Fischer, G.W. A novel approach to quantifying tool wear and tool life measurements for optimal tool management. International Journal of Machine Tools and Manufacture 2003, 43, 359–368. [Google Scholar] [CrossRef]
- Satyanarayana Kosaraju, V.G.A.; Popuri, B.B. Taguchi analysis on cutting forces and temperature in turning titanium Ti-6Al-4V. International Journal of Mechanical and Industrial Engineering (IJMIE) 2012. [Google Scholar] [CrossRef]
- Zhang, L.; Feng, J.; Wang, Y.; Chen, M. Feedrate scheduling strategy for free-form surface machining through an integrated geometric and mechanistic model. The International Journal of Advanced Manufacturing Technology 2009, 40, 1191–1201. [Google Scholar] [CrossRef]
- Asadi, R.; Yeganefar, A.; Niknam, S.A. Optimization and prediction of surface quality and cutting forces in the milling of aluminum alloys using ANFIS and interval type 2 neuro fuzzy network coupled with population-based meta-heuristic learning methods. The International Journal of Advanced Manufacturing Technology 2019, 105, 2271–2287. [Google Scholar] [CrossRef]
- Altintas, Y. Virtual High Performance Machining. Procedia CIRP 2016, 46, 372–378. [Google Scholar] [CrossRef]
- Altintas, Y; Ber, Aa. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design. Applied Mechanics Reviews 2001, 54, B84–B84. [Google Scholar] [CrossRef]
- Altintaş, Y. Direct adaptive control of end milling process. International Journal of Machine Tools and Manufacture 1994, 34, 461–472. [Google Scholar] [CrossRef]
- Landers, R.G.; Ulsoy, A.G.; Ma, Y.-H. A comparison of model-based machining force control approaches. International Journal of Machine Tools and Manufacture 2004, 44, 733–748. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Coppola, G.; Mao, J.; Sun, W.; Wang, Y.; Ge, Y. Design and Analysis of a Sensor System for Cutting Force Measurement in Machining Processes. Sensors 2016, 16. [Google Scholar] [CrossRef]
- Park, H.-s.; Qi, B.; Dang, D.-V.; Park, D.Y. Development of smart machining system for optimizing feedrates to minimize machining time. Journal of Computational Design and Engineering 2017, 5, 299–304. [Google Scholar] [CrossRef]
- Hwang, C.L. Adaptive turning force control with optimal robustness and constrained feed rate. International Journal of Machine Tools and Manufacture 1993, 33, 483–493. [Google Scholar] [CrossRef]
- Tsai, N.-C.; Shih, L.-W.; Lee, R.-M. Position regulator for spindle of milling machine by embedded magnetic bearings. Journal of Intelligent Manufacturing 2011, 22, 563–574. [Google Scholar] [CrossRef]
- Mehta, P.; Mears, L. Adaptive control for multistage machining process scenario—bar turning with varying material properties. The International Journal of Advanced Manufacturing Technology 2015, 78, 1265–1273. [Google Scholar] [CrossRef]
- Zuperl, U.; Cus, F.; Reibenschuh, M. Modeling and adaptive force control of milling by using artificial techniques. Journal of Intelligent Manufacturing 2012, 23, 1805–1815. [Google Scholar] [CrossRef]
- Župerl, U.; Čuš, F.; Gečevska, V. Optimization of the characteristic parameters in milling using the pso evaluation technique. Strojniški vestnik-Journal of Mechanical Engineering 2007, 53, 354–368. [Google Scholar]
- Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Tlusty, J. Manufacturing Processes and Equipment; Prentice Hall: 2000.
- Yuan, L.; Pan, Z.; Ding, D.; Sun, S.; Li, W. A review on chatter in robotic machining process regarding both regenerative and mode coupling mechanism. IEEE/ASME Transactions on mechatronics 2018, 23, 2240–2251. [Google Scholar] [CrossRef]
- Kuljanic, E.; Sortino, M.; Totis, G. Multisensor approaches for chatter detection in milling. Journal of Sound and Vibration 2008, 312, 672–693. [Google Scholar] [CrossRef]
- Yamato, S.; Nakanishi, K.; Suzuki, N.; Kakinuma, Y. Development of Automatic Chatter Suppression System in Parallel Milling by Real-Time Spindle Speed Control with Observer-Based Chatter Monitoring. International Journal of Precision Engineering and Manufacturing 2021, 22, 227–240. [Google Scholar] [CrossRef]
- Postel, M.; Bugdayci, B.; Wegener, K. Ensemble transfer learning for refining stability predictions in milling using experimental stability states. The International Journal of Advanced Manufacturing Technology 2020, 107, 4123–4139. [Google Scholar] [CrossRef]
- Rahimi, M.H.; Huynh, H.N.; Altintas, Y. On-line chatter detection in milling with hybrid machine learning and physics-based model. CIRP Journal of Manufacturing Science and Technology 2021, 35, 25–40. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Smith, K.S. Machining dynamics : frequency response to improved productivity; Springer: Cham, 2019. [Google Scholar] [CrossRef]
- Shi, B.; Attia, H. Applications of Stability Lobes in Optimization of Machining Parameters. SME 2007, 18. [Google Scholar]
- Hu, S. A Method of Chatter-Free Milling Parameters Optimization for Processing with High Energy Efficiency. IOP Conference Series: Materials Science and Engineering 2018, 382, 042038. [Google Scholar] [CrossRef]
- Wang, J.; Luo, M.; Xu, K.; Tang, K. Generation of Tool-Life-Prolonging and Chatter-Free Efficient Toolpath for Five-Axis Milling of Freeform Surfaces. Journal of Manufacturing Science and Engineering 2019, 141. [Google Scholar] [CrossRef]
- Budak, E.; Tekeli, A. Maximizing Chatter Free Material Removal Rate in Milling through Optimal Selection of Axial and Radial Depth of Cut Pairs. CIRP Annals 2005, 54, 353–356. [Google Scholar] [CrossRef]
- Aslan, D.; Altintas, Y. On-line chatter detection in milling using drive motor current commands extracted from CNC. International Journal of Machine Tools and Manufacture 2018, 132, 64–80. [Google Scholar] [CrossRef]
- Chung, C.; Wang, P.-C.; Chinomona, B. Optimization of turning parameters based on tool wear and machining cost for various parts. The International Journal of Advanced Manufacturing Technology 2022, 120, 5163–5174. [Google Scholar] [CrossRef]
- Hou, J.; Zhou, W.; Duan, H.; Yang, G.; Xu, H.; Zhao, N. Influence of cutting speed on cutting force, flank temperature, and tool wear in end milling of Ti-6Al-4V alloy. The International Journal of Advanced Manufacturing Technology 2014, 70, 1835–1845. [Google Scholar] [CrossRef]
- Altin, A.; Nalbant, M.; Taskesen, A. The effects of cutting speed on tool wear and tool life when machining Inconel 718 with ceramic tools. Materials & Design 2007, 28, 2518–2522. [Google Scholar] [CrossRef]
- Bardetsky, A.; Attia, H.; Elbestawi, M. A Fracture Mechanics Approach to the Prediction of Tool Wear in Dry High Speed Machining of Aluminum Cast Alloys—Part 2: Model Calibration and Verification. Journal of Tribology 2007, 129, 31–39. [Google Scholar] [CrossRef]
- Bardetsky, A.; Attia, H.; Elbestawi, M. A Fracture Mechanics Approach to the Prediction of Tool Wear in Dry High-Speed Machining of Aluminum Cast Alloys—Part 1: Model Development. Journal of Tribology 2007, 129, 23–30. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Rizzuti, S.; Umbrello, D.; Micari, F. 3D finite element analysis of tool wear in machining. CIRP Annals 2008, 57, 61–64. [Google Scholar] [CrossRef]
- Wang, C.; Ming, W.; Chen, M. Milling tool's flank wear prediction by temperature dependent wear mechanism determination when machining Inconel 182 overlays. Tribology International 2016, 104, 140–156. [Google Scholar] [CrossRef]
- Giménez, S.; Van Der Biest, O.; Vleugels, J. The role of chemical wear in machining iron based materials by PCD and PCBN super-hard tool materials. Diamond and Related Materials 2007, 16, 435–445. [Google Scholar] [CrossRef]
- Hitchiner, M.P.; Wilks, J. Factors affecting chemical wear during machining. Wear 1984, 93, 63–80. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Annals 2010, 59, 717–739. [Google Scholar] [CrossRef]
- Zhang, C.; Yao, X.; Zhang, J.; Jin, H. Tool Condition Monitoring and Remaining Useful Life Prognostic Based on a Wireless Sensor in Dry Milling Operations. Sensors 2016, 16, 795. [Google Scholar] [CrossRef]
- Xue, H.; Wang, S.; Yi, L.; Zhu, R.; Cai, B.; Sun, S. Tool life prediction based on particle swarm optimization–back-propagation neural network. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2015, 229, 1742–1752. [Google Scholar] [CrossRef]
- Jaffery, S.I.; Mativenga, P.T. Assessment of the machinability of Ti-6Al-4V alloy using the wear map approach. The International Journal of Advanced Manufacturing Technology 2009, 40, 687–696. [Google Scholar] [CrossRef]
- Lim, S.C.; Lee, S.H.; Liu, Y.B.; Seah, K.H.W. Wear maps for uncoated high-speed steel cutting tools. Wear 1993, 170, 137–144. [Google Scholar] [CrossRef]
- Lim, S.C.; Lim, C.Y.H. Effective use of coated tools — the wear-map approach. Surface and Coatings Technology 2001, 139, 127–134. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.B.; An, J.; Wang, L.M. Wear mechanism map of uncoated HSS tools during drilling die-cast magnesium alloy. Wear 2008, 265, 685–691. [Google Scholar] [CrossRef]
- Liu, E.; An, W.; Xu, Z.; Zhang, H. Experimental study of cutting-parameter and tool life reliability optimization in inconel 625 machining based on wear map approach. Journal of Manufacturing Processes 2020, 53, 34–42. [Google Scholar] [CrossRef]
- Liu, E.; Wang, R.; Zhang, Y.; An, W. Tool Wear Analysis and Mapping Wear for Cryogenic Machining of Ti-5553 with Uncoated Cemented Carbide. Integrated Ferroelectrics 2022, 227, 28–38. [Google Scholar] [CrossRef]
- Jaffery, S.I.; Mativenga, P.T. Study of the use of wear maps for assessing machining performance. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2009, 223, 1097–1105. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, A.; Khan, M. Development and analysis of tool wear and energy consumption maps for turning of titanium alloy (Ti6Al4V). Journal of Manufacturing Processes 2021, 62, 613–622. [Google Scholar] [CrossRef]
- Bombiński, S.; Błażejak, K.; Nejman, M.; Jemielniak, K. Sensor Signal Segmentation for Tool Condition Monitoring. Procedia CIRP 2016, 46, 155–160. [Google Scholar] [CrossRef]
- Srinivasa Prasad, B.; Siva Prasad, D.; Sandeep, A.; Veeraiah, G. Condition Monitoring of CNC Machining Using Adaptive Control. International Journal of Automation and Computing 2013, 10, 202–209. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Mandal, N.; Doloi, B.; Mondal, B.; Das, R. Optimization of flank wear using Zirconia Toughened Alumina (ZTA) cutting tool: Taguchi method and Regression analysis. Measurement 2011, 44, 2149–2155. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Shoriat Ullah, M.; Tareq Zobaer, S.M. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Balaji, M.; Venkata Rao, K.; Mohan Rao, N.; Murthy, B.S.N. Optimization of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 2018, 114, 332–339. [Google Scholar] [CrossRef]
- Li, J.G.; Yao, Y.X.; Gao, D.; Liu, C.Q.; Yuan, Z.J. Cutting Parameters Optimization by Using Particle Swarm Optimization (PSO). Applied Mechanics and Materials 2008, 10-12, 879–883. [Google Scholar] [CrossRef]
- Sadek, A.; Hassan, M.; Attia, M.H. A new cyber-physical adaptive control system for drilling of hybrid stacks. CIRP Annals 2020, 69, 105–108. [Google Scholar] [CrossRef]
- Hassan, M., Sadek; Attia, M.H. Intelligent cyber-physical monitoring and control of I4.0 machining Systems - An Overview and Future Perspectives. Journal of Machine Engineering 2022, 22, 5–24. [Google Scholar] [CrossRef]
- Bhushan, R.K. Optimization of tool wear parameters in machining AA7075/SiC composite. Composites Part C: Open Access 2020, 2, 100035. [Google Scholar] [CrossRef]
- Hassan, M.; Sadek, A.; Attia, M.H.; Thomson, V. INTELLIGENT MACHINING: REAL-TIME TOOL CONDITION MONITORING AND INTELLIGENT ADAPTIVE CONTROL SYSTEMS. Journal of Machine Engineering 2018, Vol.18, 5–18. [Google Scholar] [CrossRef]
- Sadek, A.; Shi, B.; Meshreki, M.; Duquesne, J.; Attia, M.H. Prediction and control of drilling-induced damage in fibre-reinforced polymers using a new hybrid force and temperature modelling approach. CIRP Annals 2015, 64, 89–92. [Google Scholar] [CrossRef]
- Saikumar, S.; Shunmugam, M.S. Investigations into high-speed rough and finish end-milling of hardened EN24 steel for implementation of control strategies. The International Journal of Advanced Manufacturing Technology 2012, 63, 391–406. [Google Scholar] [CrossRef]
- Richter-Trummer, V.; Koch, D.; Witte, A.; Dos Santos, J.F.; De Castro, P.M.S.T. Methodology for prediction of distortion of workpieces manufactured by high speed machining based on an accurate through-the-thickness residual stress determination. The International Journal of Advanced Manufacturing Technology 2013, 68, 2271–2281. [Google Scholar] [CrossRef]
- Del Sol, I.; Rivero, A.; López De Lacalle, L.N.; Gamez, A.J. Thin-Wall Machining of Light Alloys: A Review of Models and Industrial Approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef]
- Ratchev, S.; Liu, S.; Huang, W.; Becker, A.A. A flexible force model for end milling of low-rigidity parts. Journal of Materials Processing Technology 2004, 153-154, 134–138. [Google Scholar] [CrossRef]
- Soori, M.; Arezoo, B.; Habibi, M. Tool Deflection Error of Three-Axis Computer Numerical Control Milling Machines, Monitoring and Minimizing by a Virtual Machining System. Journal of Manufacturing Science and Engineering 2016, 138, 081005–081005. [Google Scholar] [CrossRef]
- Kops, L.; Vo, D. Determination of the equivalent diameter of an end mill based on its compliance. CIRP annals 1990, 39, 93–96. [Google Scholar] [CrossRef]
- Aurrekoetxea, M.; Llanos, I.; Zelaieta, O.; López De Lacalle, L.N. Towards advanced prediction and control of machining distortion: a comprehensive review. The International Journal of Advanced Manufacturing Technology 2022, 122, 2823–2848. [Google Scholar] [CrossRef]
- Dépincé, P.; Hascoët, J.-Y. Active integration of tool deflection effects in end milling. Part 2. Compensation of tool deflection. International Journal of Machine Tools and Manufacture 2006, 46, 945–956. [Google Scholar] [CrossRef]
- Dépincé, P.; Hascoët, J.-Y. Active integration of tool deflection effects in end milling. Part 1. Prediction of milled surfaces. International Journal of Machine Tools and Manufacture 2006, 46, 937–944. [Google Scholar] [CrossRef]
- Saffar, R.J.; Razfar, M.R. SIMULATION OF END MILLING OPERATION FOR PREDICTING CUTTING FORCES TO MINIMIZE TOOL DEFLECTION BY GENETIC ALGORITHM. Machining Science and Technology 2010, 14, 81–101. [Google Scholar] [CrossRef]
- Ringgaard, K.; Mohammadi, Y.; Merrild, C.; Balling, O.; Ahmadi, K. Optimization of material removal rate in milling of thin-walled structures using penalty cost function. International Journal of Machine Tools and Manufacture 2019, 145, 103430. [Google Scholar] [CrossRef]
- Umashankar, S.; Manjunath, H.V.; Sumesh, C.S. Experimental and numerical optimization of process parameters for thin wall machining of bearing housings. Materials Today: Proceedings 2021, 46, 4925–4934. [Google Scholar] [CrossRef]
- Ståhl, J., Metal cutting: theories and models. Division of Production and Materials Engineering. Lund University in cooperation with SecoTools AB, Lund/Fagersta, Sweden, 2012.
- (EIA), U.E.I.A. Industrial sector energy consumption. Available from: https://www.eia.gov/outlooks/ieo/pdf/industrial.pdf.
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Annals 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Avram, O.; Stroud, I.; Xirouchakis, P. A multi-criteria decision method for sustainability assessment of the use phase of machine tool systems. The International Journal of Advanced Manufacturing Technology 2011, 53, 811–828. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Dahmus, J.B.; Thiriez, A. Electrical Energy Requirements for Manufacturing Processes.
- Diaz, N., et al., Machine tool design and operation strategies for green manufacturing. 2010.
- Zhao, G.Y.; Liu, Z.Y.; He, Y.; Cao, H.J.; Guo, Y.B. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Deng, Z.; Zhang, H.; Fu, Y.; Wan, L.; Liu, W. Optimization of process parameters for minimum energy consumption based on cutting specific energy consumption. Journal of Cleaner Production 2017, 166, 1407–1414. [Google Scholar] [CrossRef]
- Li, L.; Deng, X.; Zhao, J.; Zhao, F.; Sutherland, J.W. Multi-objective optimization of tool path considering efficiency, energy-saving and carbon-emission for free-form surface milling. Journal of Cleaner Production 2018, 172, 3311–3322. [Google Scholar] [CrossRef]
- Akkuş, H.; Yaka, H. Experimental and statistical investigation of the effect of cutting parameters on surface roughness, vibration and energy consumption in machining of titanium 6Al-4V ELI (grade 5) alloy. Measurement 2021, 167, 108465. [Google Scholar] [CrossRef]
- Suresh Kumar Reddy, N.; Venkateswara Rao, P. Selection of optimum tool geometry and cutting conditions using a surface roughness prediction model for end milling. The International Journal of Advanced Manufacturing Technology 2005, 26, 1202–1210. [Google Scholar] [CrossRef]
- Li, L.; Li, C.; Tang, Y.; Li, L. An integrated approach of process planning and cutting parameter optimization for energy-aware CNC machining. Journal of Cleaner Production 2017, 162, 458–473. [Google Scholar] [CrossRef]
- Kant, G.; Sangwan, K.S. Predictive modelling for energy consumption in machining using artificial neural network. Procedia Cirp 2015, 37, 205–210. [Google Scholar] [CrossRef]
- Warsi, S.S.; Ahmad, R.; Jaffery, S.H.I.; Agha, M.H.; Khan, M. Development of specific cutting energy map for sustainable turning: a study of Al 6061 T6 from conventional to high cutting speeds. The International Journal of Advanced Manufacturing Technology 2020, 106, 2949–2960. [Google Scholar] [CrossRef]
- Warsi, S.S.; Jaffery, S.H.I.; Ahmad, R.; Khan, M.; Agha, M.H.; Ali, L. Development and analysis of energy consumption map for high-speed machining of Al 6061-T6 alloy. The International Journal of Advanced Manufacturing Technology 2018, 96, 91–102. [Google Scholar] [CrossRef]
- Sihag, N.; Sangwan, K.S. Development of a Multi-criteria Optimization Model for Minimizing Carbon Emissions and Processing Time During Machining. Procedia CIRP 2018, 69, 300–305. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, H.; Jiang, Z.; Gu, Q.; Yan, W. Multiobjective optimization of machining center process route: Tradeoffs between energy and cost. Journal of Cleaner Production 2021, 280, 124171. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Saxena, S.; Kant, G. Optimization of Machining Parameters to Minimize Surface Roughness using Integrated ANN-GA Approach. Procedia CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Jafarian, F.; Taghipour, M.; Amirabadi, H. Application of artificial neural network and optimization algorithms for optimizing surface roughness, tool life and cutting forces in turning operation. Journal of Mechanical Science and Technology 2013, 27, 1469–1477. [Google Scholar] [CrossRef]
- Abu-Mahfouz, I.; Banerjee, A.; Rahman, E. Evolutionary Optimization of Machining Parameters Based on Surface Roughness in End Milling of Hot Rolled Steel. Materials 2021, 14, 5494. [Google Scholar] [CrossRef]
- Yang, W.-A.; Guo, Y.; Liao, W. Multi-objective optimization of multi-pass face milling using particle swarm intelligence. The International Journal of Advanced Manufacturing Technology 2011, 56, 429–443. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Integration of simulated annealing and genetic algorithm to estimate optimal solutions for minimising surface roughness in end milling Ti-6AL-4V. International Journal of Computer Integrated Manufacturing 2011, 24, 574–592. [Google Scholar] [CrossRef]
- Ghosh, G.; Mandal, P.; Mondal, S.C. Modeling and optimization of surface roughness in keyway milling using ANN, genetic algorithm, and particle swarm optimization. The International Journal of Advanced Manufacturing Technology 2019, 100, 1223–1242. [Google Scholar] [CrossRef]
- Ozcelik, B.; Oktem, H.; Kurtaran, H. Optimum surface roughness in end milling Inconel 718 by coupling neural network model and genetic algorithm. The International Journal of Advanced Manufacturing Technology 2005, 27, 234–241. [Google Scholar] [CrossRef]
- Zarrouk, T.; Nouari, M.; Salhi, J.-E.; Makich, H.; Salhi, M.; Atlati, S.; Salhi, N. Optimization of the milling process for aluminum honeycomb structures. The International Journal of Advanced Manufacturing Technology 2022, 119, 4733–4744. [Google Scholar] [CrossRef]
- Balasubramaniyan, S.; Selvaraj, T. Application of integrated Taguchi and TOPSIS method for optimization of process parameters for dimensional accuracy in turning of EN25 steel. Journal of the Chinese Institute of Engineers 2017, 40, 267–274. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Peripheral milling conditions for improved dimensional accuracy. International Journal of Machine Tools and Manufacture 1994, 34, 907–918. [Google Scholar] [CrossRef]
- Yih-fong, T.; Ming-der, J. Dimensional quality optimisation of high-speed CNC milling process with dynamic quality characteristic. Robotics and Computer-Integrated Manufacturing 2005, 21, 506–517. [Google Scholar] [CrossRef]
- Liu, L.; Qu, D.; Cao, H.; Huang, X.; Song, Y.; Kang, X. Process optimization of high machining efficiency and low surface defects for HSD milling UD-CF/PEEK with limited thermal effect. Journal of Manufacturing Processes 2022, 76, 532–547. [Google Scholar] [CrossRef]
- Suhail, A.H.; Ismail, N.; Wong, S.; Jalil, N.A. Optimization of cutting parameters based on surface roughness and assistance of workpiece surface temperature in turning process. American journal of engineering and applied sciences 2010, 3, 102–108. [Google Scholar] [CrossRef]
- Masmiati, N.; Sarhan, A.A.D. Optimizing cutting parameters in inclined end milling for minimum surface residual stress – Taguchi approach. Measurement 2015, 60, 267–275. [Google Scholar] [CrossRef]
- Jiang, X.; Li, B.; Yang, J.; Zuo, X.; Li, K. An approach for analyzing and controlling residual stress generation during high-speed circular milling. The International Journal of Advanced Manufacturing Technology 2013, 66, 1439–1448. [Google Scholar] [CrossRef]
- Tian, W.; Li, Y.; Ren, J.; Yao, C. Sensitivity Analysis of the Influence of Milling Parameters on the Surface Residual Stress of Titanium Alloy TC11. Procedia CIRP 2016, 56, 149–154. [Google Scholar] [CrossRef]
- Bharathi Raja, S.; Baskar, N. Application of Particle Swarm Optimization technique for achieving desired milled surface roughness in minimum machining time. Expert Systems with Applications 2012, 39, 5982–5989. [Google Scholar] [CrossRef]
- Reddy, P.G.; Gowthaman, S.; Jagadeesha, T. Optimization of cutting parameters based on surface roughness and cutting force during end milling of Nimonic C-263 Alloy. in IOP Conference Series: Materials Science and Engineering. 2020. IOP Publishing.
- Wang, W.; Li, Q.; Jiang, Y. A novel 3D surface topography prediction algorithm for complex ruled surface milling and partition process optimization. The International Journal of Advanced Manufacturing Technology 2020, 107, 3817–3831. [Google Scholar] [CrossRef]
- Bharathi Raja, S.; Baskar, N. Particle swarm optimization technique for determining optimal machining parameters of different work piece materials in turning operation. The International Journal of Advanced Manufacturing Technology 2011, 54, 445–463. [Google Scholar] [CrossRef]
- Vázquez, E.; Ciurana, J.; Rodríguez, C.A.; Thepsonthi, T.; Özel, T. Swarm Intelligent Selection and Optimization of Machining System Parameters for Microchannel Fabrication in Medical Devices. Materials and Manufacturing Processes 2011, 26, 403–414. [Google Scholar] [CrossRef]
- Kurt, M.; Hartomacioglu, S.; Mutlu, B.; Koklu, U. Minimization of the surface roughness and form error on the milling of free-form surfaces using a grey relational analysis. Mater. Technol 2012, 46, 205–213. [Google Scholar]
- Liu, L.; Zhang, X.; Wan, X.; Zhou, S.; Gao, Z. Digital twin-driven surface roughness prediction and process parameter adaptive optimization. Advanced Engineering Informatics 2022, 51, 101470. [Google Scholar] [CrossRef]
- Escamilla-Salazar, I.G.; Torres-Treviño, L.M.; González-Ortíz, B.; Zambrano, P.C. Machining optimization using swarm intelligence in titanium (6Al 4V) alloy. The International Journal of Advanced Manufacturing Technology 2013, 67, 535–544. [Google Scholar] [CrossRef]
- Escamilla-Salazar, I.G.; Torres-Trevi No, L.; Gonzalez-Ortiz, B. Intelligent parameter identification of machining Ti64 alloy. The International Journal of Advanced Manufacturing Technology 2016, 86, 1997–2009. [Google Scholar] [CrossRef]
- Hashmi, K.H.; Zakria, G.; Raza, M.B.; Khalil, S. Optimization of process parameters for high speed machining of Ti-6Al-4V using response surface methodology. The International Journal of Advanced Manufacturing Technology 2016, 85, 1847–1856. [Google Scholar] [CrossRef]
- Sivasakthivel, P.S.; Sudhakaran, R. Optimization of machining parameters on temperature rise in end milling of Al 6063 using response surface methodology and genetic algorithm. The International Journal of Advanced Manufacturing Technology 2013, 67, 2313–2323. [Google Scholar] [CrossRef]
- Palanisamy, P.; Rajendran, I.; Shanmugasundaram, S.; Saravanan, R. Prediction of cutting force and temperature rise in the end-milling operation. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2006, 220, 1577–1587. [Google Scholar] [CrossRef]
- Ulutan, D.; Özel, T. Multiobjective Optimization of Experimental and Simulated Residual Stresses in Turning of Nickel-Alloy IN100. Materials and Manufacturing Processes 2013, 28, 835–841. [Google Scholar] [CrossRef]
- Zhang, Q.; Mahfouf, M.; Yates, J.R.; Pinna, C.; Panoutsos, G.; Boumaiza, S.; Greene, R.J.; De Leon, L. Modeling and Optimal Design of Machining-Induced Residual Stresses in Aluminium Alloys Using a Fast Hierarchical Multiobjective Optimization Algorithm. Materials and Manufacturing Processes 2011, 26, 508–520. [Google Scholar] [CrossRef]
- Luo, J.; Sun, Y. Optimization of process parameters for the minimization of surface residual stress in turning pure iron material using central composite design. Measurement 2020, 163, 108001. [Google Scholar] [CrossRef]
- Kahya, M.; Ozbayoglu, M.; Unver, H.O. Precision and energy-efficient ball-end milling of Ti6Al4V turbine blades using particle swarm optimization. International Journal of Computer Integrated Manufacturing 2021, 34, 110–133. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Özel, T. Multi-objective process optimization for micro-end milling of Ti-6Al-4V titanium alloy. The International Journal of Advanced Manufacturing Technology 2012, 63, 903–914. [Google Scholar] [CrossRef]
- He, K.; Tang, R.; Jin, M. Pareto fronts of machining parameters for trade-off among energy consumption, cutting force and processing time. International Journal of Production Economics 2017, 185, 113–127. [Google Scholar] [CrossRef]
- Zhang, T.; Owodunni, O.; Gao, J. Scenarios in Multi-objective Optimisation of Process Parameters for Sustainable Machining. Procedia CIRP 2015, 26, 373–378. [Google Scholar] [CrossRef]
- Tian, C.; Zhou, G.; Lu, F.; Chen, Z.; Zou, L. An integrated multi-objective optimization approach to determine the optimal feature processing sequence and cutting parameters for carbon emissions savings of CNC machining. International Journal of Computer Integrated Manufacturing 2020, 33, 609–625. [Google Scholar] [CrossRef]
- Karpat, Y.; Özel, T. Multi-objective optimization for turning processes using neural network modeling and dynamic-neighborhood particle swarm optimization. The International Journal of Advanced Manufacturing Technology 2007, 35, 234–247. [Google Scholar] [CrossRef]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Yuan, Y. Multiobjective Optimization of Surface Integrity in Milling TB6 Alloy Based on Taguchi-Grey Relational Analysis. Advances in Mechanical Engineering 2014, 6, 280313. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Maruda, R.W.; Krolczyk, G.M.; Niesłony, P. Application of signal to noise ratio and grey relational analysis to minimize forces and vibrations during precise ball end milling. Precision Engineering 2018, 51, 582–596. [Google Scholar] [CrossRef]
- Singh, O.P.; Kumar, G.; Kumar, M. Role of Taguchi and grey relational method in optimization of machining parameters of different materials: a review. Acta Electronica Malaysia (AEM) 2019, 3, 19–22. [Google Scholar] [CrossRef]
- Maiyar, L.M.; Ramanujam, R.; Venkatesan, K.; Jerald, J. Optimization of Machining Parameters for end Milling of Inconel 718 Super Alloy Using Taguchi based Grey Relational Analysis. Procedia Engineering 2013, 64, 1276–1282. [Google Scholar] [CrossRef]
- NSF Workshop on Cyber-Physical Systems | CPS-VO. 2006.
- Atkins, E.M. Cyber-physical aerospace: Challenges and future directions in transportation and exploration systems. in NSF Workshop on Cyber-Physical Systems. 2006.
- Lee, E.A. Cyber-physical systems-are computing foundations adequate. in Position paper for NSF workshop on cyber-physical systems: research motivation, techniques and roadmap. 2006. Citeseer.
- Rajkumar, R.R., et al. Cyber-physical systems. in Proceedings of the 47th Design Automation Conference on - DAC '10. 2010. ACM Press.
- Sztipanovits, J.; Koutsoukos, X.; Karsai, G.; Kottenstette, N.; Antsaklis, P.; Gupta, V.; Goodwine, B.; Baras, J.; Wang, S. Toward a Science of Cyber–Physical System Integration. Proceedings of the IEEE 2012, 100, 29–44. [Google Scholar] [CrossRef]
- Zhu, K., The Cyber-Physical Production System of Smart Machining System, in Springer Series in Advanced Manufacturing. 2022, Springer International Publishing. p. 383-407. [CrossRef]
- Adem, K.A.M.; Fales, R.; El-Gizawy, A.S. Identification of cutting force coefficients for the linear and nonlinear force models in end milling process using average forces and optimization technique methods. The International Journal of Advanced Manufacturing Technology 2015, 79, 1671–1687. [Google Scholar] [CrossRef]
- Biró, I.; Szalay, T. Extension of empirical specific cutting force model for the process of fine chip-removing milling. The International Journal of Advanced Manufacturing Technology 2017, 88, 2735–2743. [Google Scholar] [CrossRef]
- Rott, O.; Hömberg, D.; Mense, C. A comparison of analytical cutting force models. 2006.
- Benardos, P.G.; Vosniakos, G.-C. Predicting surface roughness in machining: a review. International Journal of Machine Tools and Manufacture 2003, 43, 833–844. [Google Scholar] [CrossRef]
- El-Sonbaty, I.A.; Khashaba, U.A.; Selmy, A.I.; Ali, A.I. Prediction of surface roughness profiles for milled surfaces using an artificial neural network and fractal geometry approach. Journal of Materials Processing Technology 2008, 200, 271–278. [Google Scholar] [CrossRef]
- Lee, K.Y.; Kang, M.C.; Jeong, Y.H.; Lee, D.W.; Kim, J.S. Simulation of surface roughness and profile in high-speed end milling. Journal of Materials Processing Technology 2001, 113, 410–415. [Google Scholar] [CrossRef]
- Pontes, F.J.; Ferreira, J.R.; Silva, M.B.; Paiva, A.P.; Balestrassi, P.P. Artificial neural networks for machining processes surface roughness modeling. The International Journal of Advanced Manufacturing Technology 2010, 49, 879–902. [Google Scholar] [CrossRef]
- Lyu, D.; Liu, Q.; Liu, H.; Zhao, W. Dynamic error of CNC machine tools: a state-of-the-art review. The International Journal of Advanced Manufacturing Technology 2020, 106, 1869–1891. [Google Scholar] [CrossRef]
- Liu, C.; Xiang, S.; Lu, C.; Wu, C.; Du, Z.; Yang, J. Dynamic and static error identification and separation method for three-axis CNC machine tools based on feature workpiece cutting. The International Journal of Advanced Manufacturing Technology 2020, 107, 2227–2238. [Google Scholar] [CrossRef]
- Neugebauer, R.; Denkena, B.; Wegener, K. Mechatronic Systems for Machine Tools. CIRP Annals 2007, 56, 657–686. [Google Scholar] [CrossRef]
- Zhang, L.; Du, J. Acceleration smoothing algorithm based on jounce limited for corner motion in high-speed machining. The International Journal of Advanced Manufacturing Technology 2018, 95, 1487–1504. [Google Scholar] [CrossRef]
- Lyu, D.; Zhao, Y.; Song, Y.; Liu, H.; Wang, D. Mechanism Analysis of Time-Dependent Characteristic of Dynamic Errors of Machine Tools. Machines 2022, 10, 160. [Google Scholar] [CrossRef]
- Xu, R.Z.; Xie, L.; Li, C.X.; Du, D.S. Adaptive parametric interpolation scheme with limited acceleration and jerk values for NC machining. The International Journal of Advanced Manufacturing Technology 2008, 36, 343–354. [Google Scholar] [CrossRef]
- Attia, M.H. , Kops, L. On the Role of Fixed Joints in Thermal Deformation of Machine Tool Structure. Annals of CIRP 1978, 27, 305. [Google Scholar]
- Attia, M.H. , Kops, L. Nonlinear thermoelastic behavior of structural joints—solution to a missing link for prediction of thermal deformation of machine tools. ASME Transactions, Journal of Engineering for Industry 1979, 101, 348–354. [Google Scholar] [CrossRef]
- Attia, M.H.; Kops, L. Computer simulation of nonlinear thermoelastic behavior of a joint in machine tool structure and its effect on thermal deformation. ASME Transactions, Journal of Engineering for Industry 1979, 101, 355–361. [Google Scholar] [CrossRef]
- Kops, L., Attia, M.H. Methodology of Computer-Aided Modelling of Thermal Deformation in Machine Tool Structures Recognizing the Effect of Joints. In Proceedings of 4th Int. Conf. Production Engineering, Tokyo, Japan, 1980.
- Fraser, S; Attia, M.H.; Osman, M.O.M. Modelling, identification and control of thermal deformation of machine tool structures, part 3: Real-time estimation of heat sources. Journal of Manufacturing Science and Engineering-Transactions of the Asme 1999, 121, 501–508. [Google Scholar] [CrossRef]
- Fraser, S; Attia, M.H.; Osman, M.O.M. Modelling, Identification and Control of Thermal Deformation of Machine Tool Structures, Part 4: A Multi-Variable Closed-Loop Control System. Journal of Manufacturing Science and Engineering 1999, 121, 509–516. [Google Scholar] [CrossRef]
- Fraser, S; Attia, M.H.; Osman, M.O.M. Modelling, identification and control of thermal deformation of machine tool structures, part 5: Experimental verification. Journal of Manufacturing Science and Engineering-Transactions of the Asme 1999, 121, 517–523. [Google Scholar] [CrossRef]
- Fraser, S; Attia, M.H.; Osman, M.O.M. Modelling, Identification and Control of Thermal Deformation of Machine Tool Structures, Part 2: Generalized Transfer Functions. Journal of Manufacturing Science and Engineering 1998, 120, 632. [Google Scholar] [CrossRef]
- Fraser, S; Attia, M.H.; Osman, M.O.M. Modelling, identification and control of thermal deformation of machine tool structures, part 1: Concept of generalized modelling. Journal of Manufacturing Science and Engineering-Transactions of the Asme 1998, 120, 623–631. [Google Scholar] [CrossRef]
- Attia, M.H., Fraser, S., Osman, M.O.M. Control of Thermal Deformation of Machine Tools Using Adaptive Modeling and Real-time Inverse Solution of the Thermal Problem in NSF. 2006.
- Fraser, S. , Attia, M. H., Osman, M. O. M. Control-Oriented Modeling of Thermal Deformation of Machine Tools Based on Inverse Solution of Time-Variant Thermal Loads with Delayed Response. Journal of Manufacturing Science and Engineering 2004, 126, 286–296. [Google Scholar] [CrossRef]
- Fraser, S., Attia, H., Osman, M.O.M. Real-Time Adaptive Modeling Approach to Compensate the Thermal Deformation of Nonlinear Machine Tool Structures. in ASME 2004 International Mechanical Engineering Congress and Exposition. 2004. American Society of Mechanical Engineers.
- Attia, M.H. Real-Time Compensation of Thermal Deformation of Machine Tools. In ASME, 2003.
- Gu, X.Y.; Dong, C.Y.; Li, J.L.; Liu, Z.Y.; Xu, J.Y. MPM simulations of high-speed and ultra high-speed machining of titanium alloy (Ti–6Al–4V) based on fracture energy approach. Engineering Analysis with Boundary Elements 2015, 59, 129–143. [Google Scholar] [CrossRef]
- Afrasiabi, M.; Klippel, H.; Roethlin, M.; Wegener, K. An improved thermal model for SPH metal cutting simulations on GPU. Applied Mathematical Modelling 2021, 100, 728–750. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Özel, T.r. Investigations on the effects of friction modeling in finite element simulation of machining. International Journal of Mechanical Sciences 2010, 52, 31–42. [Google Scholar] [CrossRef]
- Röthlin, M.; Klippel, H.; Afrasiabi, M.; Wegener, K. Metal cutting simulations using smoothed particle hydrodynamics on the GPU. The International Journal of Advanced Manufacturing Technology 2019, 102, 3445–3457. [Google Scholar] [CrossRef]
- Klippel, H.; Gonzalez Sanchez, E.; Isabel, M.; Röthlin, M.; Afrasiabi, M.; Michal, K.; Wegener, K. Cutting Force Prediction of Ti6Al4V using a Machine Learning Model of SPH Orthogonal Cutting Process Simulations. Journal of Machine Engineering 2022, 22, 111–123. [Google Scholar] [CrossRef]
- Ducobu, F.; Arrazola, P.-J.; Rivière-Lorphèvre, E.; De Zarate, G.O.; Madariaga, A.; Filippi, E. The CEL method as an alternative to the current modelling approaches for Ti6Al4V orthogonal cutting simulation. Procedia Cirp 2017, 58, 245–250. [Google Scholar] [CrossRef]
- Melkote, S.; Liang, S.; Özel, T.; Jawahir, I.S.; Stephenson, D.A.; Wang, B. 100th Anniversary Issue of the Manufacturing Engineering Division PaperA Review of Advances in Modeling of Conventional Machining Processes: From Merchant to the Present. Journal of Manufacturing Science and Engineering 2022, 144. [Google Scholar] [CrossRef]
- Peng, B.; Bergs, T.; Schraknepper, D.; Klocke, F.; Döbbeler, B. A hybrid approach using machine learning to predict the cutting forces under consideration of the tool wear. Procedia CIRP 2019, 82, 302–307. [Google Scholar] [CrossRef]
- Melkote, S.N.; Grzesik, W.; Outeiro, J.; Rech, J.; Schulze, V.; Attia, H.; Arrazola, P.-J.; M’Saoubi, R.; Saldana, C. Advances in material and friction data for modelling of metal machining. CIRP Annals 2017, 66, 731–754. [Google Scholar] [CrossRef]
- Özel, T. The influence of friction models on finite element simulations of machining. International Journal of Machine Tools and Manufacture 2006, 46, 518–530. [Google Scholar] [CrossRef]
- Bahi, S.; Nouari, M.; Moufki, A.; El Mansori, M.; Molinari, A. A new friction law for sticking and sliding contacts in machining. Tribology International 2011, 44, 764–771. [Google Scholar] [CrossRef]
- Xu, Y.; Liu, E.; Wei, S. Investigation on tensile fracture properties of TA15 specimen formed by selective electron beam melting. Materials Science and Engineering: A 2020, 773, 138826. [Google Scholar] [CrossRef]
- Imbrogno, S.; Sartori, S.; Bordin, A.; Bruschi, S.; Umbrello, D. Machining Simulation of Ti6Al4V under Dry and Cryogenic Conditions. Procedia CIRP 2017, 58, 475–480. [Google Scholar] [CrossRef]
- Stolf, P.; Paiva, J.M.; Ahmed, Y.S.; Endrino, J.L.; Goel, S.; Veldhuis, S.C. The role of high-pressure coolant in the wear characteristics of WC-Co tools during the cutting of Ti–6Al–4V. Wear 2019, 440-441, 203090. [Google Scholar] [CrossRef]
- Pramanik, A.; Littlefair, G. Machining of Titanium Alloy(Ti-6Al-4V)—Theory to Application. Machining Science and Technology 2015, 19, 1–49. [Google Scholar] [CrossRef]
- Shi, B., Abboud; Attia, M.H.; Thomson, V. Effect of Chip Segmentation on Machining-Induced Residual Stresses in Turning Ti6Al4V. Procedia CIRP 2022, 108, 424–429. [Google Scholar] [CrossRef]
- Lee, W.-S.; Lin, C.-F. High-temperature deformation behaviour of Ti6Al4V alloy evaluated by high strain-rate compression tests. Journal of Materials Processing Technology 1998, 75, 127–136. [Google Scholar] [CrossRef]
- Dixit, U.S.; Joshi, S.N.; Davim, J.P. Incorporation of material behavior in modeling of metal forming and machining processes: A review. Materials & Design 2011, 32, 3655–3670. [Google Scholar] [CrossRef]
- Shi, B.; Attia, H. CURRENT STATUS AND FUTURE DIRECTION IN THE NUMERICAL MODELING AND SIMULATION OF MACHINING PROCESSES: A CRITICAL LITERATURE REVIEW. Machining Science and Technology 2010, 14, 149–188. [Google Scholar] [CrossRef]
- Wang, Z.L.; Hu, Y.J.; Zhu, D. DEFORM-3D Based on Machining Simulation during Metal Milling. Key Engineering Materials 2014, 579-580, 197–201. [Google Scholar] [CrossRef]
- Gupta, A.K.; Anirudh, V.K.; Singh, S.K. Constitutive models to predict flow stress in Austenitic Stainless Steel 316 at elevated temperatures. Materials & Design 2013, 43, 410–418. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Markopoulos, A.P. Determination of Johnson-Cook material model parameters by an optimization approach using the fireworks algorithm. Procedia Manufacturing 2018, 22, 107–113. [Google Scholar] [CrossRef]
- Vafaeenezhad, H.; Seyedein, S.H.; Aboutalebi, M.R.; Eivani, A.R. Incorporating the Johnson–Cook Constitutive Model and a Soft Computational Approach for Predicting the High-Temperature Flow Behavior of Sn-5Sb Solder Alloy: A Comparative Study for Processing Map Development. Journal of Electronic Materials 2017, 46, 467–477. [Google Scholar] [CrossRef]
- Titu, N.A.; Baucum, M.; No, T.; Trotsky, M.; Karandikar, J.; Schmitz, T.L.; Khojandi, A. Estimating Johnson-Cook Material Parameters using Neural Networks. Procedia Manufacturing 2021, 53, 680–689. [Google Scholar] [CrossRef]
- Shi, B.; Attia, H.; Tounsi, N. Identification of Material Constitutive Laws for Machining—Part I: An Analytical Model Describing the Stress, Strain, Strain Rate, and Temperature Fields in the Primary Shear Zone in Orthogonal Metal Cutting. Journal of Manufacturing Science and Engineering 2010, 132. [Google Scholar] [CrossRef]
- Shi, B.; Attia, H.; Tounsi, N. Identification of Material Constitutive Laws for Machining—Part II: Generation of the Constitutive Data and Validation of the Constitutive Law. Journal of Manufacturing Science and Engineering 2010, 132. [Google Scholar] [CrossRef]
- KOTKUNDE, N.R. Experimental and Numerical Investigations of Forming Behavior in Ti-6Al-4V Alloy at Elevated Temperatures. Thesis and Synopsis, 2015.
- Dumitrescu, M.; Elbestawi, M.; El-Wardany, T. Mist coolant applications in high speed machining of advanced materials. Metal cutting and high speed machining 2002, 329–339. [Google Scholar]
- Umbrello, D. Finite element simulation of conventional and high speed machining of Ti6Al4V alloy. Journal of Materials Processing Technology 2008, 196, 79–87. [Google Scholar] [CrossRef]
- Leseur, D. Experimental investigations of material models for Ti-6A1-4V and 2024-T3; Office of Scientific and Technical Information (OSTI): 1999-05-03, 1999.
- Majzoobi, G.H.; Khosroshahi, S.F.Z.; Mohammadloo, H.B. Determination of the Constants of Zerilli-Armstrong Constitutive Relation Using Genetic Algorithm. Advanced Materials Research 2011, 264-265, 862–870. [Google Scholar] [CrossRef]
- Wang, J. Study on a Zerilli-Armstrong and an artificial neural network model for 4Cr5MoSiV1 Quenched Steel at High Strain Rate. In Proceedings of the 2011 Seventh International Conference on Natural Computation, 2011. IEEE.
- Tabei, A.; Abed, F.H.; Voyiadjis, G.Z.; Garmestani, H. Constitutive modeling of Ti-6Al-4V at a wide range of temperatures and strain rates. European Journal of Mechanics - A/Solids 2017, 63, 128–135. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Abed, F.H. Microstructural based models for bcc and fcc metals with temperature and strain rate dependency. Mechanics of Materials 2005, 37, 355–378. [Google Scholar] [CrossRef]
- Liu, C.; Goel, S.; Llavori, I.; Stolf, P.; Giusca, C.L.; Zabala, A.; Kohlscheen, J.; Paiva, J.M.; Endrino, J.L.; Veldhuis, S.C.; et al. Benchmarking of several material constitutive models for tribology, wear, and other mechanical deformation simulations of Ti6Al4V. Journal of the Mechanical Behavior of Biomedical Materials 2019, 97, 126–137. [Google Scholar] [CrossRef] [PubMed]
- (SFTC), S.F.T.C., Deform software - Material Library. 2018.
- Ma, W.; Wang, R.; Zhou, X.; Xie, X. The finite element analysis–based simulation and artificial neural network–based prediction for milling processes of aluminum alloy 7050. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2021, 235, 265–277. [Google Scholar] [CrossRef]
- Quiza, R.; López-Armas, O.; Davim, J.P. Hybrid modeling and optimization of manufacturing: Combining artificial intelligence and finite element method; Springer Science & Business Media: 2012.
- Charalampous, P. Prediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element Analysis. Journal of Materials Engineering and Performance 2021, 30, 2002–2013. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kirsch, J.; Sun, S.; Palanisamy, S.; Dargusch, M.S. New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4V. International Journal of Machine Tools and Manufacture 2011, 51, 500–511. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z. Serrated chip formation mechanism based on mixed mode of ductile fracture and adiabatic shear. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2014, 228, 181–190. [Google Scholar] [CrossRef]
- Sima, M.; Özel, T. Modified material constitutive models for serrated chip formation simulations and experimental validation in machining of titanium alloy Ti–6Al–4V. International Journal of Machine Tools and Manufacture 2010, 50, 943–960. [Google Scholar] [CrossRef]
- Cockcroft, M. Ductility and workability of metals. J. of Metals. 1968, 96, 2444. [Google Scholar]
- Poulachon, G.r.; Moisan, A.L. Hard Turning: Chip Formation Mechanisms and Metallurgical Aspects. Journal of Manufacturing Science and Engineering 1999, 122, 406–412. [Google Scholar] [CrossRef]
- Shaw, M.C.; Cookson, J. Metal cutting principles; Oxford university press New York: 2005; Vol. 2.
- D’Addona, D.M.; Raykar, S.J. Thermal modeling of tool temperature distribution during high pressure coolant assisted turning of Inconel 718. Materials 2019, 12, 408. [Google Scholar] [CrossRef]
- Hegab, H., Shi, B., Damir, A., Attia, M.H., M'Saoubi, R. Development of Machining Strategies for Low Machinability Powder Metallurgy Ni-Alloys; Mechanical Engineering Department, McGill University: 2023.
- Jamil, M.; Khan, A.M.; Gupta, M.K.; Mia, M.; He, N.; Li, L.; Sivalingam, V. Influence of CO2-snow and subzero MQL on thermal aspects in the machining of Ti-6Al-4V. Applied Thermal Engineering 2020, 177, 115480. [Google Scholar] [CrossRef]
- Laakso, S.V.A.; Mallipeddi, D.; Krajnik, P. Evaluation of subcooled MQL in cBN hard turning of powder-based Cr-Mo-V tool steel using simulations and experiments. The International Journal of Advanced Manufacturing Technology 2022, 118, 511–531. [Google Scholar] [CrossRef]
- Liu, W.; Liu, Z. High-pressure coolant effect on the surface integrity of machining titanium alloy Ti-6Al-4V: a review. Materials Research Express 2018, 5, 032001. [Google Scholar] [CrossRef]
- Sharma, R.; Jha, B.K.; Pahuja, V. A Critical Review on Machining Of Titanium and Its Alloy under Cryogenic Cooling Environment. IOP Conference Series: Materials Science and Engineering 2020, 998, 012013. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, M.H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J. Cryogenic manufacturing processes. Keynote: CIRP Annals-Manufacturing Technology 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Suhaimi, M.A.; Yang, G.-D.; Park, K.-H.; Hisam, M.J.; Sharif, S.; Kim, D.-W. Effect of Cryogenic Machining for Titanium Alloy Based on Indirect, Internal and External Spray System. Procedia Manufacturing 2018, 17, 158–165. [Google Scholar] [CrossRef]
- Hadad, M.; Sadeghi, B. Thermal analysis of minimum quantity lubrication-MQL grinding process. International Journal of Machine Tools and Manufacture 2012, 63, 1–15. [Google Scholar] [CrossRef]
- Kurgin, S.; Dasch, J.M.; Simon, D.L.; Barber, G.C.; Zou, Q. Evaluation of the convective heat transfer coefficient for minimum quantity lubrication (MQL). Industrial Lubrication and Tribology 2012, 64, 376–386. [Google Scholar] [CrossRef]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: a review. International Journal of Refractory Metals and Hard Materials 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Johansson, S.A.E.; Öhman, M.; Ekh, M.; Wahnström, G. CCBuilder: a software that produces synthetic microstructures of WC-Co cemented carbides. International Journal of Refractory Metals and Hard Materials 2019, 78, 210–218. [Google Scholar] [CrossRef]
- Mingard, K.P.; Roebuck, B.; Jones, H.G.; Stewart, M.; Cox, D.; Gee, M.G. Visualisation and measurement of hardmetal microstructures in 3D. International Journal of Refractory Metals and Hard Materials 2018, 71, 285–291. [Google Scholar] [CrossRef]
- Tkalich, D.; Yastrebov, V.A.; Cailletaud, G.; Kane, A. Multiscale modeling of cemented tungsten carbide in hard rock drilling. International Journal of Solids and Structures 2017, 128, 282–295. [Google Scholar] [CrossRef]
- Langer, S.A.; Fuller, E.R.; Carter, W.C. OOF: an image-based finite-element analysis of material microstructures. Computing in Science & Engineering 2001, 3, 15–23. [Google Scholar] [CrossRef]
- Coffman, V.R.; Reid, A.C.E.; Langer, S.A.; Dogan, G. OOF3D: An image-based finite element solver for materials science. Mathematics and Computers in Simulation 2012, 82, 2951–2961. [Google Scholar] [CrossRef]
- Sosa, J.M.; Huber, D.E.; Welk, B.; Fraser, H.L. Development and application of MIPAR™: a novel software package for two- and three-dimensional microstructural characterization. Integrating Materials and Manufacturing Innovation 2014, 3, 123–140. [Google Scholar] [CrossRef]
- Hage, I.S.; Hamade, R.F. Micro-FEM Orthogonal Cutting Model for Bone Using Microscope Images Enhanced Via Artificial Intelligence. Procedia CIRP 2013, 8, 385–390. [Google Scholar] [CrossRef]
- Zhu, J.-F.; Zhang, L.; Zhang, H.-D.; Zhong, Z.-Q.; Zhou, L.; Chen, Y. Real microstructure-based simulation of thermal residual stresses in cemented carbides and the related strengthening and toughening consideration. International Journal of Refractory Metals and Hard Materials 2018, 71, 239–245. [Google Scholar] [CrossRef]
- Özden, U.A.; Bezold, A.; Broeckmann, C. Numerical Simulation of Fatigue Crack Propagation in WC/Co based on a Continuum Damage Mechanics Approach. Procedia Materials Science 2014, 3, 1518–1523. [Google Scholar] [CrossRef]
- Lim, H.; Battaile, C.C.; Bishop, J.E.; Foulk, J.W. Investigating mesh sensitivity and polycrystalline RVEs in crystal plasticity finite element simulations. International Journal of Plasticity 2019, 121, 101–115. [Google Scholar] [CrossRef]
- Ghorbani Moghaddam, M.; Achuthan, A.; Bednarcyk, B.A.; Arnold, S.M.; Pineda, E.J. Grain size-dependent crystal plasticity constitutive model for polycrystal materials. Materials Science and Engineering: A 2017, 703, 521–532. [Google Scholar] [CrossRef]
- Ardeljan, M.; Knezevic, M.; Nizolek, T.; Beyerlein, I.J.; Mara, N.A.; Pollock, T.M. A study of microstructure-driven strain localizations in two-phase polycrystalline HCP/BCC composites using a multi-scale model. International Journal of Plasticity 2015, 74, 35–57. [Google Scholar] [CrossRef]
- Groeber, M.A.; Jackson, M.A. DREAM.3D: A Digital Representation Environment for the Analysis of Microstructure in 3D. Integrating Materials and Manufacturing Innovation 2014, 3, 56–72. [Google Scholar] [CrossRef]
- Alleman, C.N.; Foulk, J.W.; Mota, A.; Lim, H.; Littlewood, D.J. Concurrent multiscale modeling of microstructural effects on localization behavior in finite deformation solid mechanics. Computational Mechanics 2018, 61, 207–218. [Google Scholar] [CrossRef]
- BARDETSKY, O. TRIBOLOGICAL BEHAVIOR OF CUTTING TOOL IN HIGH-SPEED MACHINING OF AL-SI ALLOYS. McMaster University, 2005.
- Jianxin, D.; Yousheng, L.; Wenlong, S. Diffusion wear in dry cutting of Ti–6Al–4V with WC/Co carbide tools. Wear 2008, 265, 1776–1783. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Palanisamy, S.; Sun, S.; Dargusch, M.S. Tool wear mechanisms involved in crater formation on uncoated carbide tool when machining Ti6Al4V alloy. The International Journal of Advanced Manufacturing Technology 2016, 83, 1457–1465. [Google Scholar] [CrossRef]
- Malakizadi, A. , Shi, B., Hoier, P., Attia, H., Krajnik, P. Physics‒based approach for predicting dissolution‒diffusion tool wear in machining. CIRP Annals-Manufacturing Technology, 69.
- Özden, U.A.; Mingard, K.P.; Zivcec, M.; Bezold, A.; Broeckmann, C. Mesoscopical finite element simulation of fatigue crack propagation in WC/Co-hardmetal. International Journal of Refractory Metals and Hard Materials 2015, 49, 261–267. [Google Scholar] [CrossRef]
- Peng, R.; Tong, J.; Tang, X.; Chen, R.; Jiang, S. Crack propagation and wear estimation of ceramic tool in cutting inconel 718 based on discrete element method. Tribology International 2020, 142, 105998. [Google Scholar] [CrossRef]
- Mchugh, P.E.; Connolly, P.J. Micromechanical modelling of ductile crack growth in the binder phase of WC–Co. Computational Materials Science 2003, 27, 423–436. [Google Scholar] [CrossRef]
- Fleming, J.R.; Suh, N.P. Mechanics of crack propagation in delamination wear. Wear 1977, 44, 39–56. [Google Scholar] [CrossRef]
- Anderson, T.L. Fracture mechanics: fundamentals and applications; CRC press: 2017.
- Ambriz, R.R.; Jaramillo, D. Mechanical Behavior of Precipitation Hardened Aluminum Alloys Welds. In Light Metal Alloys Applications, InTech: 2014. [CrossRef]
- Tanaka, K.; Nakai, Y.; Yamashita, M. Fatigue growth threshold of small cracks. International Journal of Fracture 1981, 17, 519–533. [Google Scholar] [CrossRef]
- Gall, K.; Sehitoglu, H.; Kadioglu, Y. A Methodology for Predicting Variability in Microstructurally Short Fatigue Crack Growth Rates. Journal of Engineering Materials and Technology 1997, 119, 171–179. [Google Scholar] [CrossRef]
- Li, C. VECTOR CTD CRITERION APPLIED TO MIXED MODE FATIGUE CRACK GROWTH. Fatigue & Fracture of Engineering Materials and Structures 1989, 12, 59–65. [Google Scholar] [CrossRef]
- Sin, H.-C.; Suh, N.P. Subsurface Crack Propagation Due to Surface Traction in Sliding Wear. Journal of Applied Mechanics 1984, 51, 317–323. [Google Scholar] [CrossRef]
- Diei, E.N.; Dornfeld, D.A. A Model of Tool Fracture Generated Acoustic Emission During Machining. Journal of Engineering for Industry 1987, 109, 227–233. [Google Scholar] [CrossRef]
- Han, Z.; Luo, H.; Zhang, Y.; Cao, J. Effects of micro-structure on fatigue crack propagation and acoustic emission behaviors in a micro-alloyed steel. Materials Science and Engineering: A 2013, 559, 534–542. [Google Scholar] [CrossRef]
- Liu, M.; Liang, S.Y. Analytical modeling of acoustic emission for monitoring of peripheral milling process. International Journal of Machine Tools and Manufacture 1991, 31, 589–606. [Google Scholar] [CrossRef]
Figure 1.
Machining Process optimization; approaches, objectives, and optimization parameters.
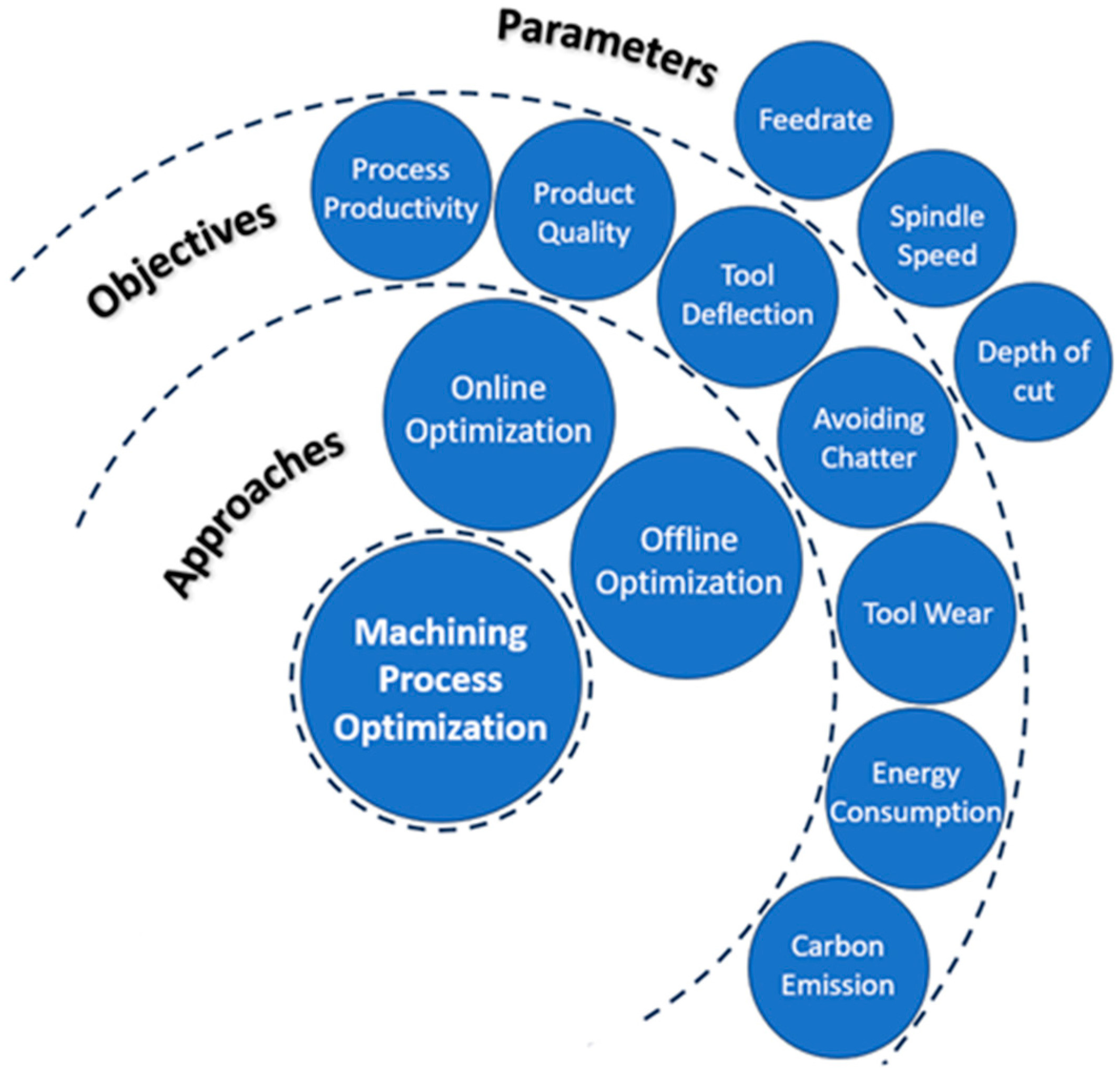
Figure 2.
Schematic representation of adaptive cutting force control in a milling process.
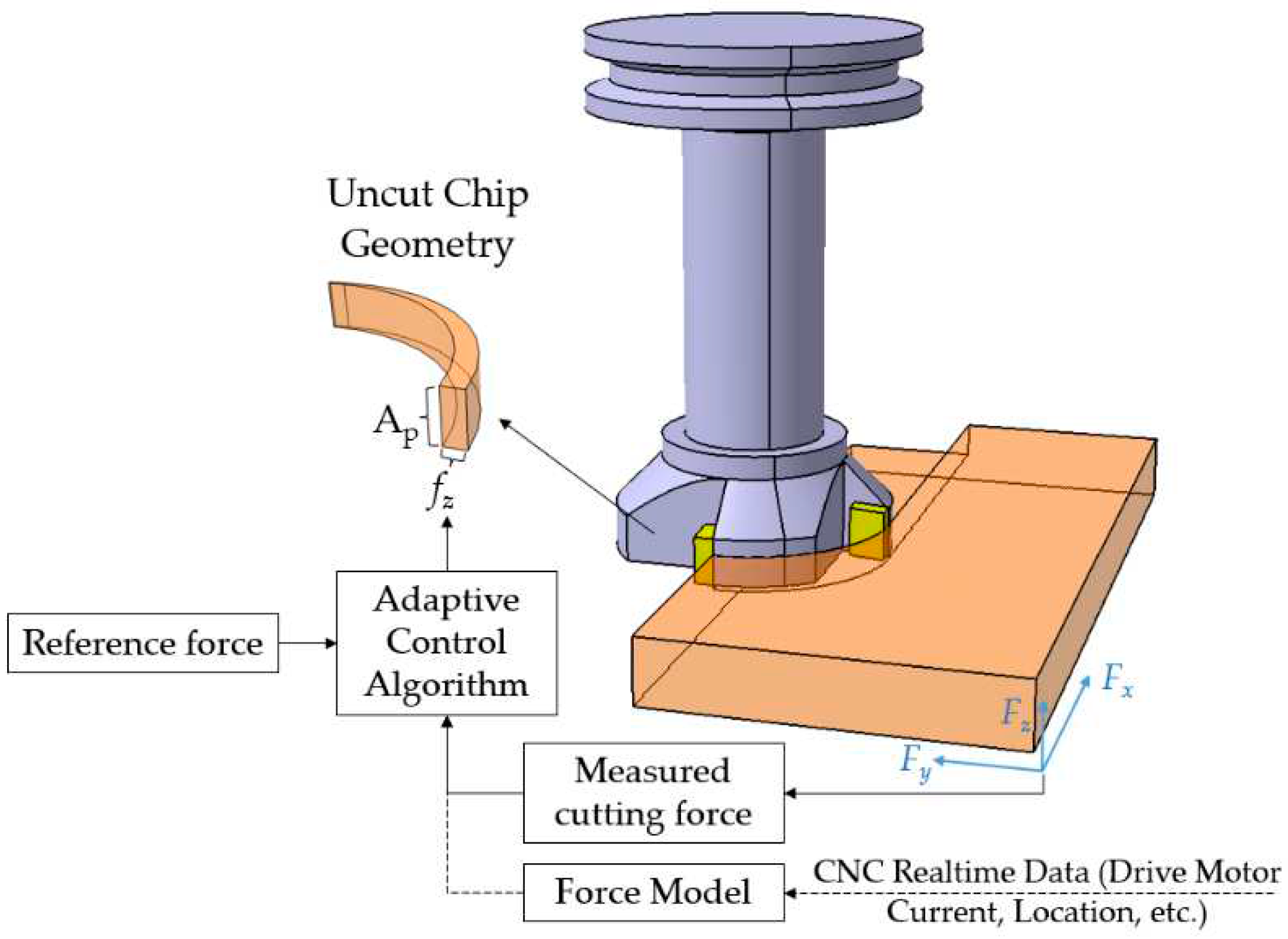
Figure 3.
Machining chatter vibration detection and suppression strategies.
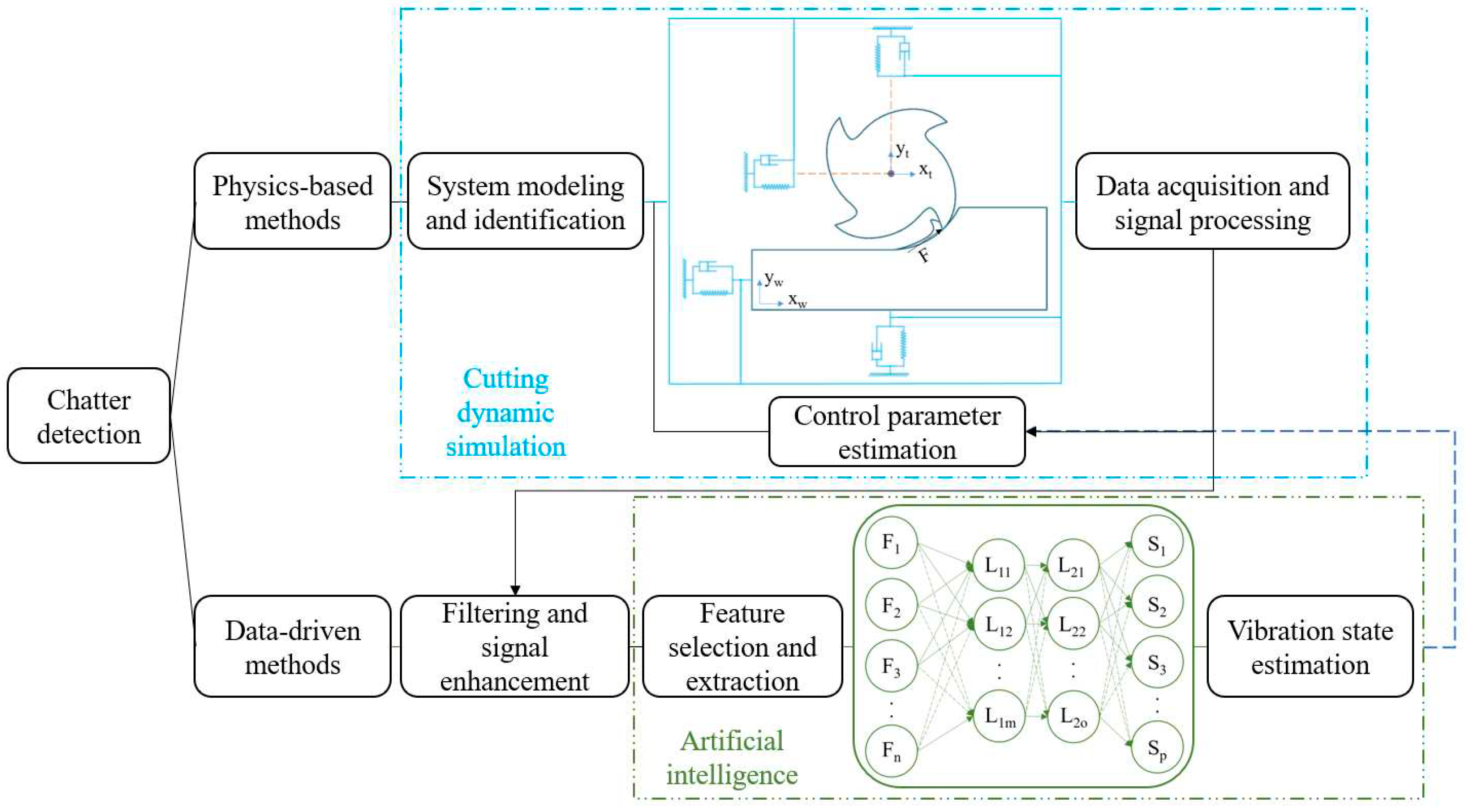
Figure 4.
Tool wear map generated for machining Ti6Al4V [104].
Figure 4.
Tool wear map generated for machining Ti6Al4V [104].
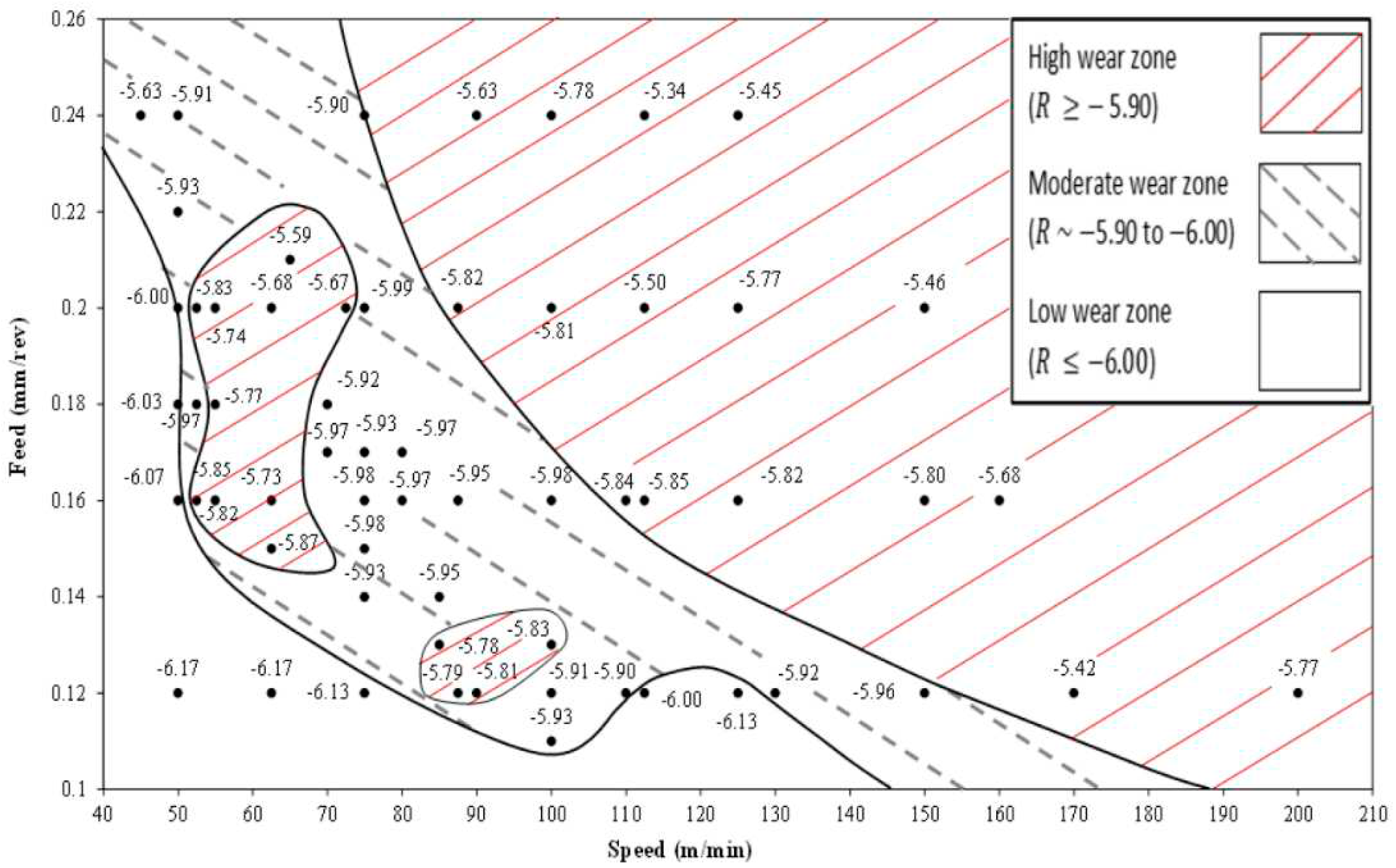
Figure 5.
Energy consumption map generated for machining Al 6061-T6 [142].
Figure 5.
Energy consumption map generated for machining Al 6061-T6 [142].
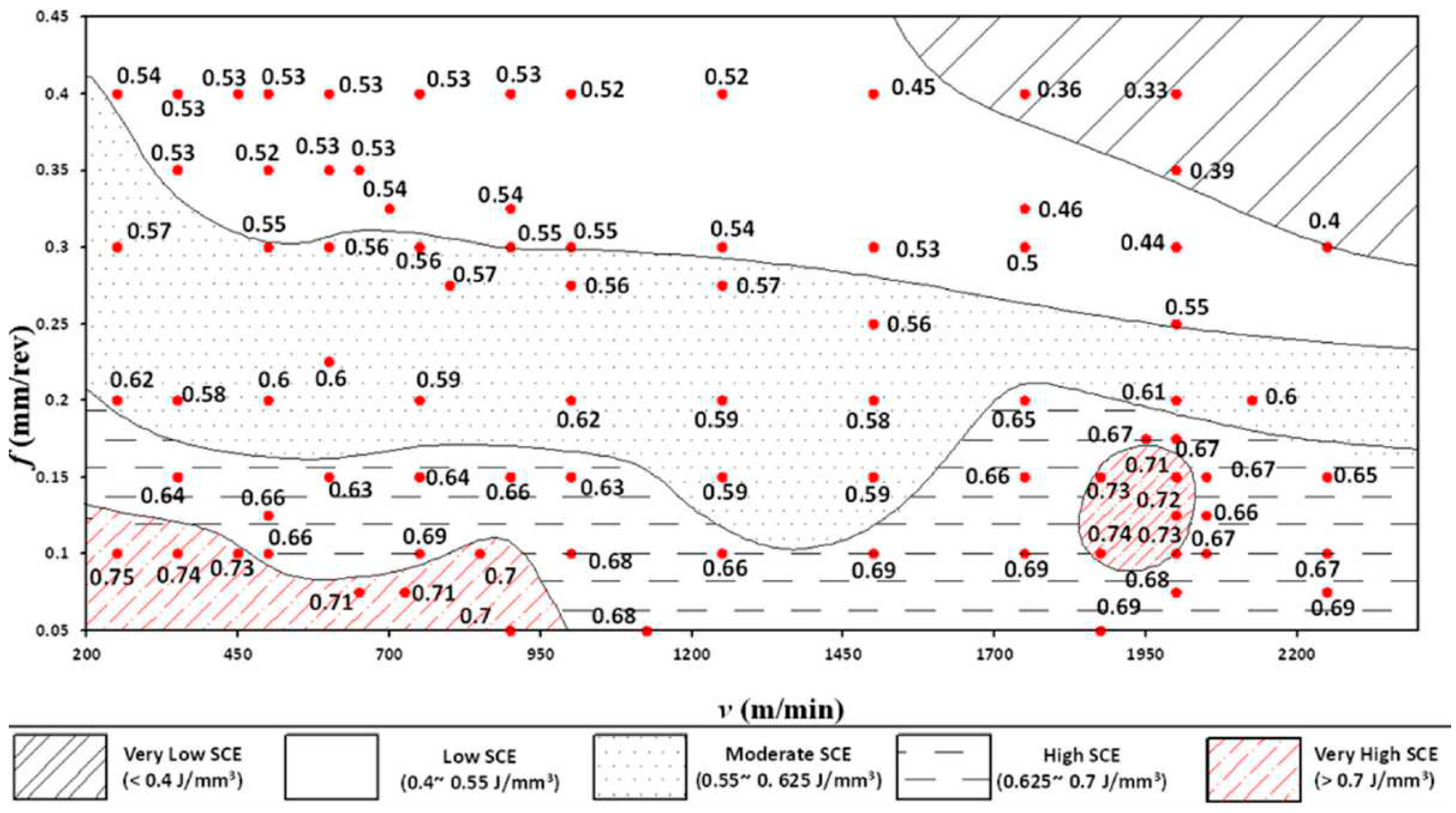
Figure 6.
Components of a Cyber-Physical system for the machining process.
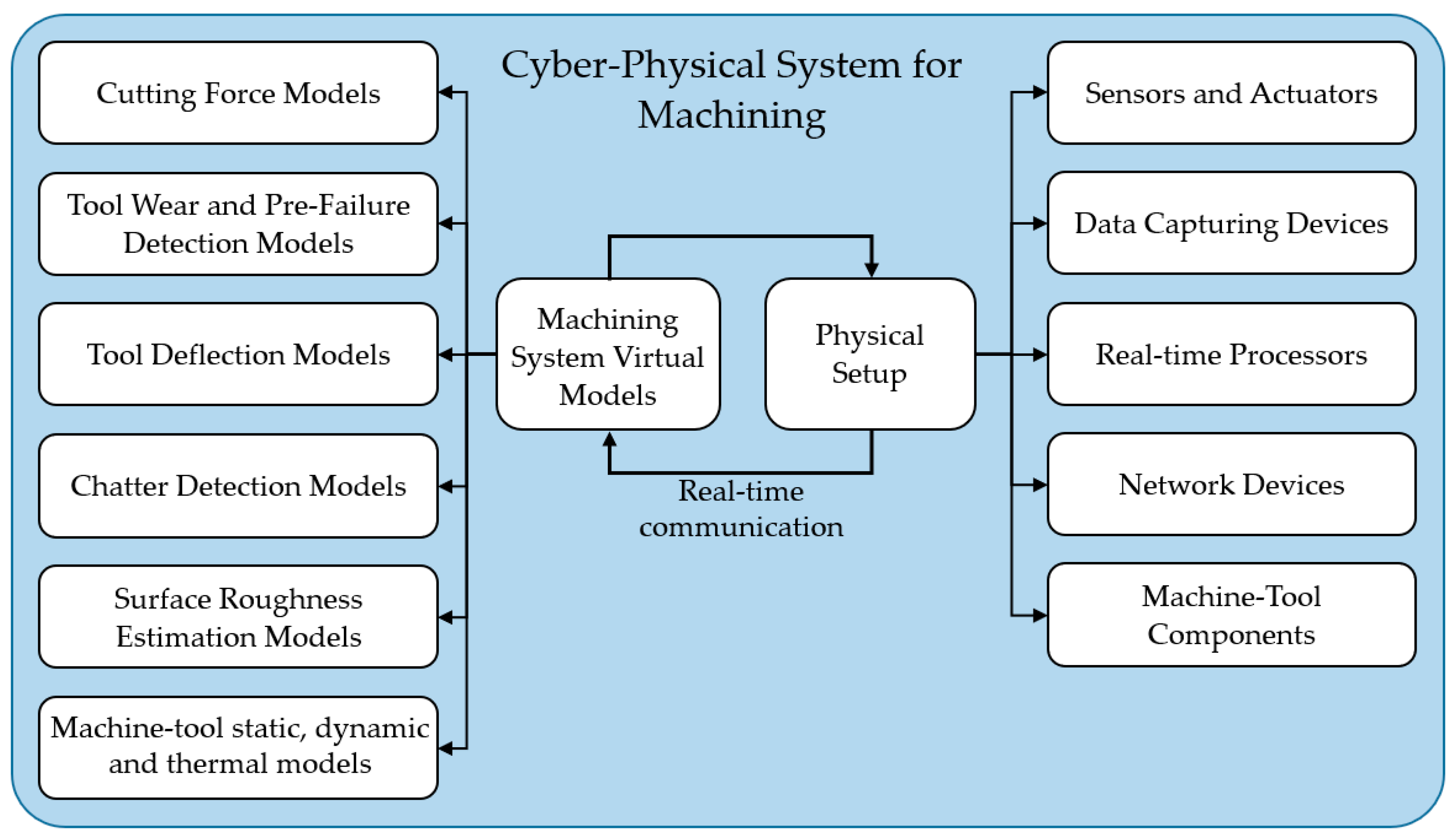
Figure 7.
Tabulated flow stress data for Ti6Al4V at four different temperatures and six different strain rates extracted from Deform® software [254].
Figure 7.
Tabulated flow stress data for Ti6Al4V at four different temperatures and six different strain rates extracted from Deform® software [254].
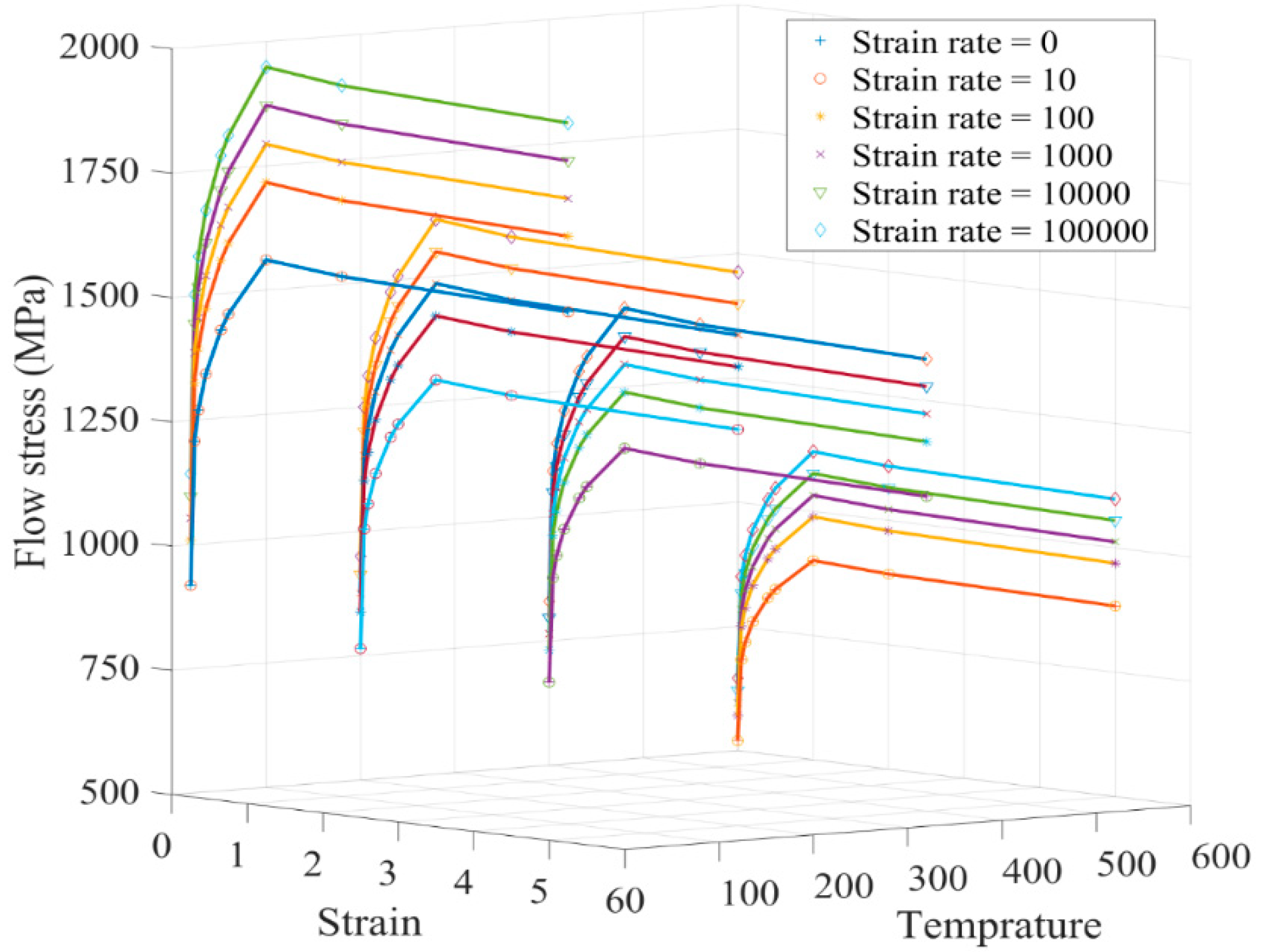
Figure 8.
Typical values of the coefficient of heat transfer (CHT) in machining under different cooling regimes.
Figure 8.
Typical values of the coefficient of heat transfer (CHT) in machining under different cooling regimes.
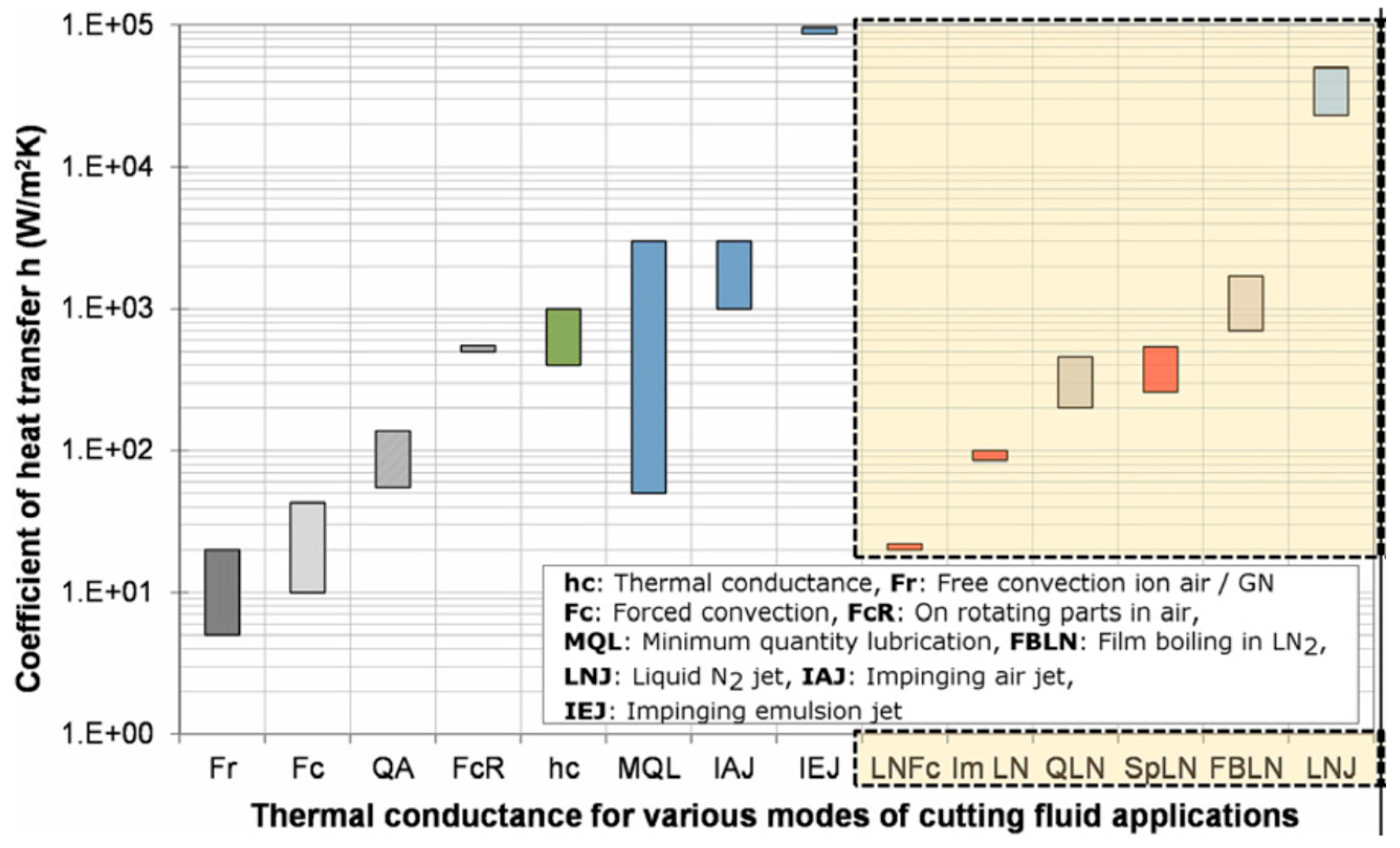
Figure 9.
Examples of FE mesh extracted from the real microstructure of WC/Co.
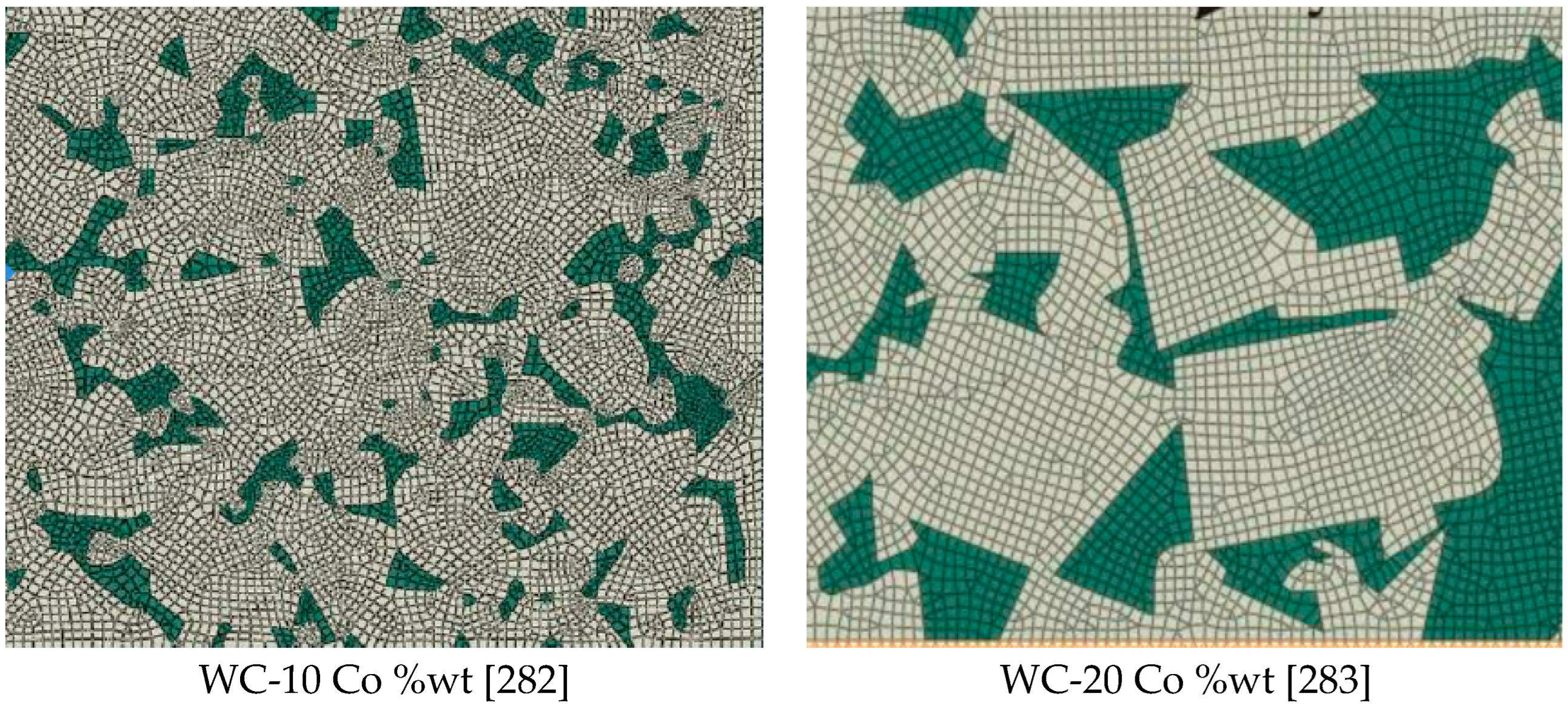
Figure 10.
Examples of synthetic microstructures generated for WC/Co.
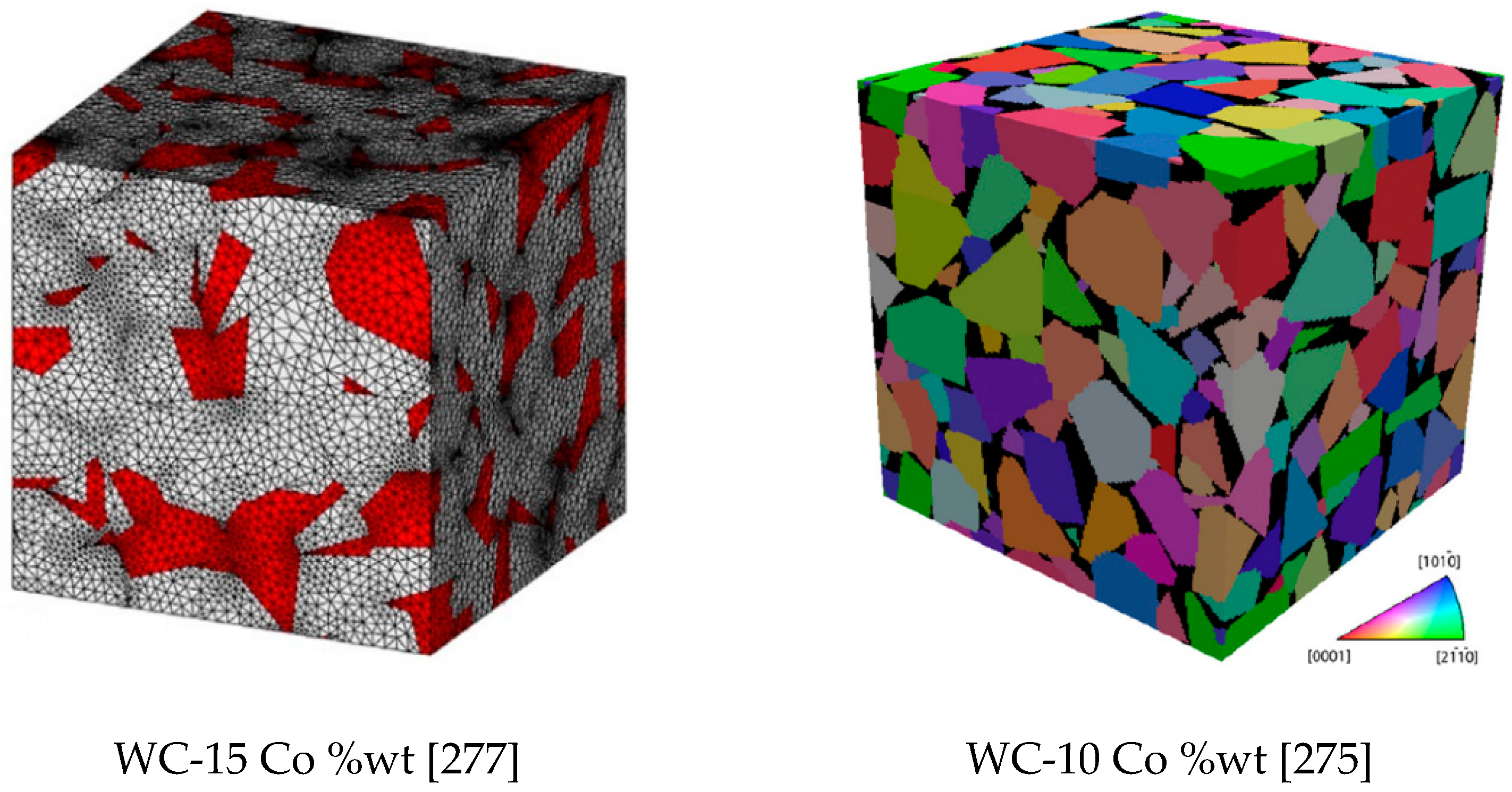
Figure 11.
Tool wear and pre-failure detection module.
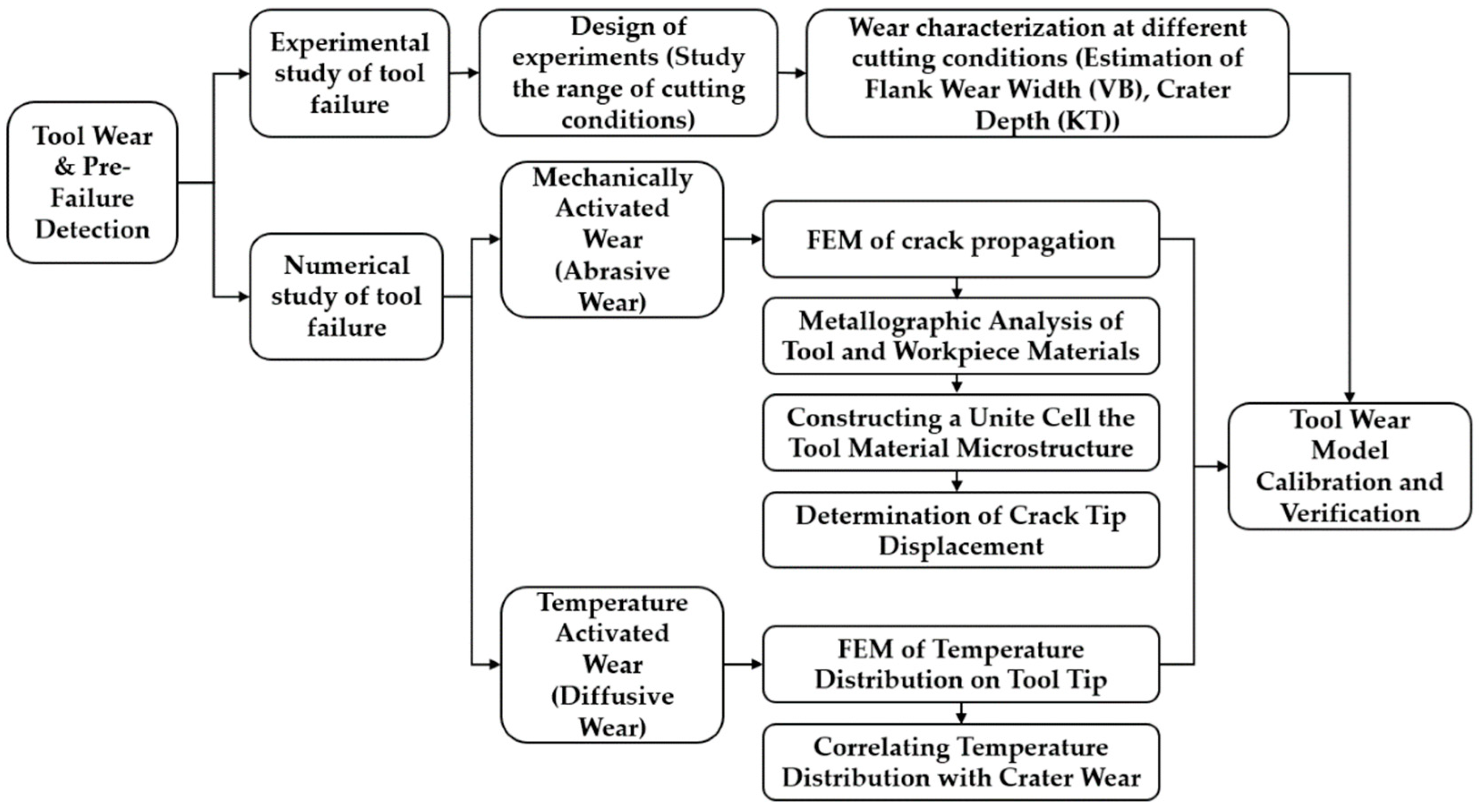
Figure 12.
Schematic representation of crack growth stages [298].
Figure 12.
Schematic representation of crack growth stages [298].
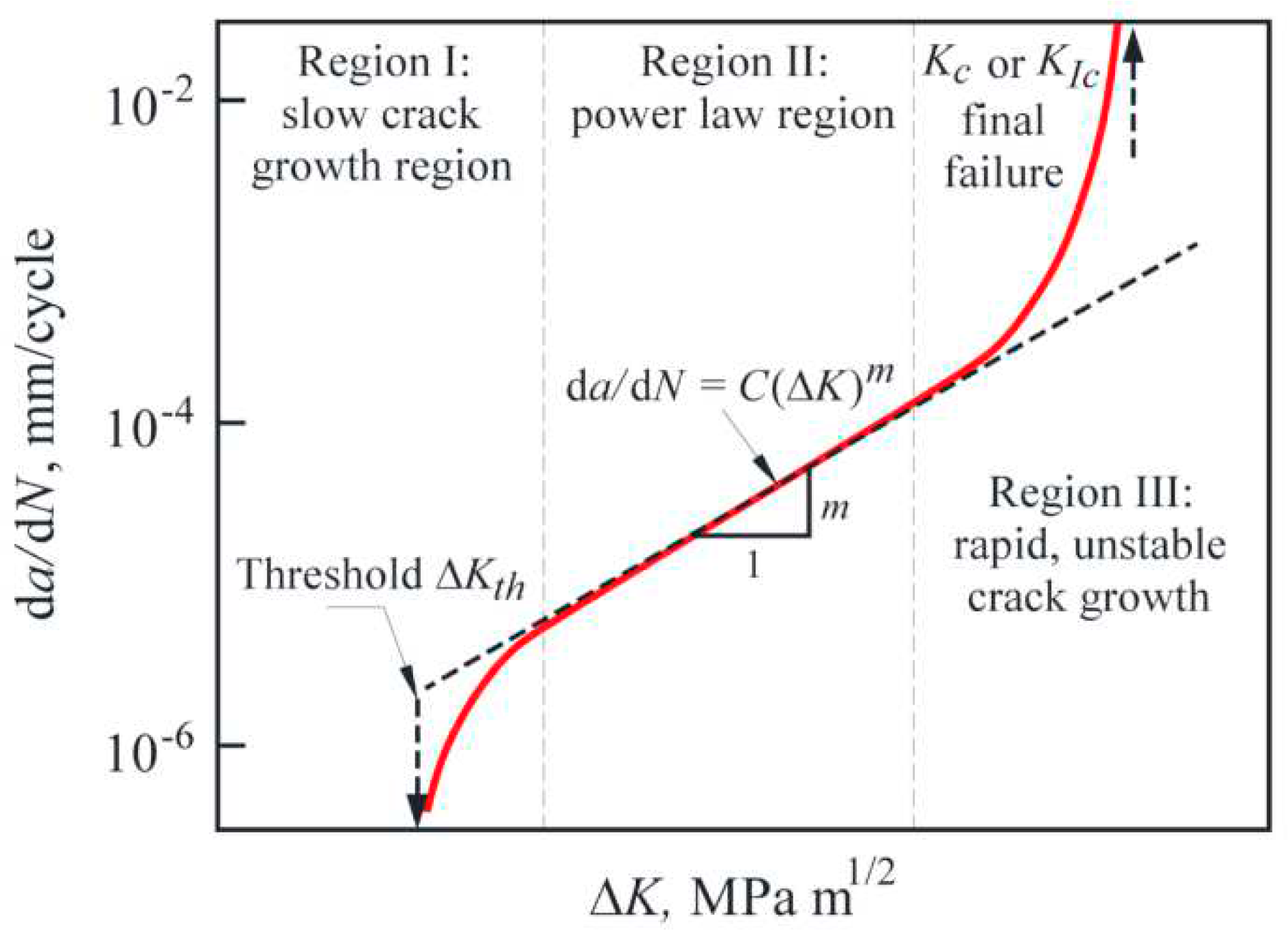
Figure 13.
(a) Schematic representation of the Si particles’ interaction with the flank surface of the cutting tool, and (b) Cutting tool wear predicted by the calibrated tool wear model [88,89].
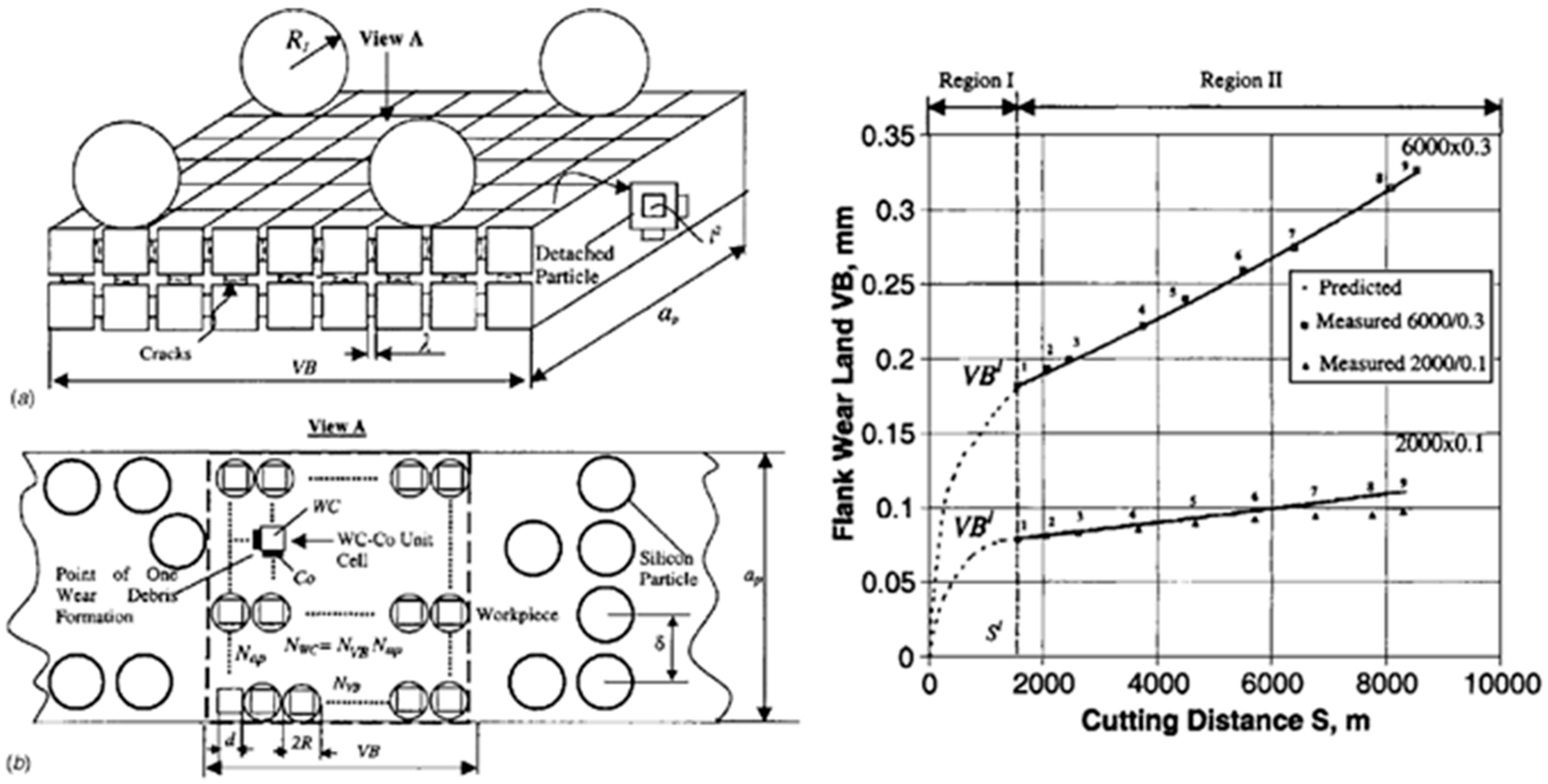
Table 1.
Developed machining process optimization based on cutting force and MRR.
| Approach | Objective | Methods | Feedback | Machining Process |
| Offline | MRR-based optimization [15] | Spindle speed and feedrate optimization by limiting maximum torque, power, tool deflection, and chip load | Milling | |
| Offline | Power-constrained optimization [18] | An iterative optimization approach constrained with the spindle power to estimate feedrates minimizing the production time | Spindle power and feedrate (in the previous operation) | Milling |
| Offline | Spindle power control [14] | A multi-objective optimization is developed to improve machining efficiency and reduce fluctuations in the spindle power based on an ANN-based model of spindle power | Milling | |
| Offline | Cutting force control [66] | A machining time minimizer is developed based on the simulation of cutting engagements and predicting cutting forces. The optimizer maximizes the cutting forces through the tool path by manipulating the feedrate | Milling | |
| Online | Cutting force control [67] | Model-based adaptive constraint control | Force sensor | Turning |
| Online | Cutting force control [68] | Integrated fuzzy logic and an adaptive self-tuning controller with an active magnetic bearing (AMB) technique. | Magnetic force measurement | Milling |
| Online | Cutting force control [69] |
Nonlinear mechanistic machining force model identification with Bayesian inference and recursive least square estimator | Directional strain gauge-based force sensors | Turning |
| Offline/ Online | Cutting force control [70] | Combination of offline cutting force optimization using artificial neural network (ANN) as the predictive model and particle swarm optimization (PSO) [71] along with online feedforward force control using neural control to adjust the feedrate by assigning a feedrate override percentage | Cutting force signals | Milling |
| Offline/ Online |
Cutting force, dynamic stability, and cutting temperature [13] | A hybrid optimization, monitoring, and control (HOMC) system was introduced considering the machining primary limits of chatter, tool deflection, and thermal stresses. | Spindle power, vibration, and acoustic emission | Milling |
Table 2.
Developed machining process optimization methodology based on chatter avoidance.
| Approach | Objective | Methods | Feedback | Machining Process |
| Offline | Chatter Avoidance [81] | A heuristic approach is developed to determine the range of spindle speed from the stability lobe diagram to be used in minimization of energy consumption and machining time by selecting the optimum feedrate, depth, and width of cut | Milling | |
| Offline | Chatter Avoidance [36] | A multi-objective optimization methodology to maximize MRR and minimize surface location error (SLE) considering aplim as the depth constraint to avoid chatter vibration | Milling | |
| Offline | Chatter Avoidance [82] | Using the determined relationship between the lead angle and depth of cut from an experimentally constructed chatter stability lobe diagram, iso-planar tool path is generated to maximize the depth of cut in a 5-axis milling operation | 5-axis milling | |
| Offline | Chatter Avoidance [83] | A method is developed to maximize the MRR and consider chatter vibration as a constraint by determining the optimal depth and width of cut in the stable domain chart | Milling | |
| Online | Chatter Avoidance [84] |
Constructing the transfer function of a spindle velocity controller by measuring the Frequency Response Function (FRF) of the system | Drive motor current signals | Milling |
| Online | Chatter Avoidance [76] | Adaptive spindle speed difference method (SDM) | Sensor-less cutting force estimation | Parallel end-milling |
Table 3.
Developed machining process optimization developed for tool wear control.
| Approach | Objective | Methods | Feedback | Machining Process |
| Offline | Tool wear control [110] | An experimental approach using RSM is developed to identify the most significant cutting parameters on surface roughness, flank wear, and acceleration of drill vibration velocity. The optimal parameters are determined using a multi-response optimization algorithm | Acousto-Optic Emission (AOE) signal (laser Doppler vibrometer) | Drilling |
| Offline | Tool wear control [107] | A multi-objective optimization of flank tool wear, cutting forces, and machining vibrations is developed using an experimental RSM-based approach | Cutting forces and vibrations | Turning |
| Offline | Tool wear control [114] | An experimental procedure is conducted to minimize the flank wear and crater using regression modeling, desirability analysis, and GA algorithms in the machining of Al alloy and SiC composites | - | Turning |
| Offline | Tool wear control [34] | Taguchi experimental design and optimization are used to minimize flank wear in the machining of AISI 1050 material considering cutting speed, feed rate, and tool tip type as the inputs | tangential cutting force and AE signals | Turning |
| Offline/ Online | Tool wear control [115] | Model-based force-wear predictor along with delamination and/or thermal damage estimator [116] - stepwise decision making | Motor power signal | Drilling |
| Offline/ Online | Tool wear control [56] | A multi-objective optimization to minimize tool wear and surface roughness and maximize MRR is developed based on an adaptive neuro-fuzzy inference system (ANFIS) for modeling and the vibration and communication particle swarm optimization (VCPSO) algorithm for the optimization | Cutting forces | Milling |
Table 4.
Developed machining process optimization for tool deflection.
| Approach | Objective | Methods | Feedback | Machining Process |
| Offline | Tool deflection compensation [124] | Instead of minimizing it, the tool deflection is compensated throughout the tool path. The tool deflections are calculated using an FE model in which the forces are determined based on the estimation of the distribution of chip load incrementally on the cutting edges of an end mill [125] | - | Milling |
| Offline | Tool deflection minimization [126] | The tool deflection is minimized by considering the surface roughness and tool life as constraints using a genetic algorithm (GA). The tool deflection is determined by a FE model using Johnson–Cook theory to determine cutting forces. | - | Milling |
| Offline | Workpiece deflection constrained [127] | A methodology to maximize MRR is developed considering a penalty cost function of the deflections that occurred during thin-wall machining. Radial depth of cut, axial depth of cut, spindle speed, feed per tooth, and number of flutes are considered as the input parameters | - | Milling |
| Offline | Tool and workpiece deflection [128] | An experimental design using RSM is conducted to minimize the tool and part deflection in the machining of a thin-wall workpiece considering feedrate, spindle speed, and depth of cut as the cutting parameters | - | Milling |
| Offline | Tool deflection [121] | Finite element modeling of the cutting tool and workpiece based on a mechanistic approach to determine cutting forces | - | Milling |
| Offline | Tool deflection compensation [124] | Instead of minimizing it, the tool deflection is compensated throughout the tool path. The tool deflections are calculated using an FE model in which the forces are determined based on the estimation of the distribution of chip load incrementally on the cutting edges of an end mill [125] | - | Milling |
Table 5.
Developed machining process optimization for energy consumption and carbon emission.
| Approach | Objective | Methods | Feedback | Machining Process |
| Offline | Energy consumption [39] | Multi-objective optimization of cutting parameters to reduce energy consumption and increase production rate in the milling operation of aluminum alloys | - | Milling |
| Offline | Energy consumption [136] | Minimization of cutting specific energy consumption and processing time by considering surface roughness, maximum power, and tool life as constraints using a quantum genetic algorithm | - | Milling |
| Offline | Carbon emission [41] | Cutting time, machining cost, and carbon emission is minimized using non-cooperative game theory integrated with NSGA-II. Tool path and cutting parameters (feed per tooth, spindle speed, and depth of cut) are optimized based on the developed model and an improved GA algorithm | - | Milling and turning |
| Offline | Carbon emission [144] | To minimize carbon emission and machining time an optimization process is developed based on statistical modeling of process responses considering surface roughness as a constraint and cutting speed, feedrate, and depth of cut as the optimization parameters | - | Turning |
| Offline | Energy consumption [145] | The energy consumption and manufacturing time are minimized through a multi-objective optimization of machining center process routes using work step chain intelligent generation algorithm and NSGA-II | - | Milling, boring, and drilling |
| Offline | Carbon emission [40] | The optimal cutting parameters and the cutting tool have been selected through a multi-objective optimization of machining carbon emission, time, and cost using the NSGA-II algorithm | - | Turning |
Table 8.
Voyiadjis-Abed model constants for Ti6Al4V [251].
Table 8.
Voyiadjis-Abed model constants for Ti6Al4V [251].
| 30 | 500 | 0.11 | 1400 | 4.2× 10-5 | 1100 | 0.5 | 1.16× 1013 | 2.6 × 1013 |
Table 9.
Heat transfer boundary conditions in machining.
| Cooling method | Initial temperature () | heat transfer coefficient (Wm-2K-1) |
| Dry cutting [253,265] | 20 | 10-20 |
| high-pressure coolant (HPC) | 20 | 20×103 - 55×103 |
| Minimum Quantity Lubrication (MQL) [227,266,270,272,273] | 20 | 200 - 3×103 |
| Cryogenic machining [227,267,270] | 20 | 30×103 - 50×103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



