
Submitted:
31 January 2024
Posted:
01 February 2024
You are already at the latest version
Abstract
A new method is proposed for performance assessment of lubricating compositions based on industrial lubricants that contain nano-additives of different chemical composition for higher wear resistance of heavy-loaded steel friction pairs. The method is based on the joint analysis of the experimental data on the wear kinetics, change of the relative hardness, and damage in the surface layers of the metal of friction pairs. The level of structural damage to the materials in the contact zone is determined by using the statistical parameters of dispersion of the hardness values. The paper investigates the known experimental results of assessment of the level of damage to structural materials of various grades under the conditions of long-term, cyclic, static loading, and lubricated friction. It is demonstrated that the structural changes occurring in the materials during loading correlate to the changes in the statistical dispersion characteristics of hardness measurement results. Experimental substantiation of the method is carried out for steel friction pairs using lubricating compositions based on industrial oil Greaseline Lithium BIO Rail 000 by AIMOL and nano-additives of copper of M2 grade, magnesium alloy of MA2 grade, aluminum alloy of Al-Mg system, graphite of medium carbon steel grades, i.e. rail and industrial. Under system of indicators presented in the paper, the highest efficiency in terms of increase in the wear resistance of steel friction pairs is demonstrated by the lubricating composition based on industrial lubricant with the additive of nano-powder made of rail steel, as it provided the optimum value of friction coefficient, minimum damage and wear of friction surface.
Keywords:
dispersion
; hardness
; lubricant
; nano-additives
; wheel-rail pair
1. Introduction
Wear is one of the main causes of the accumulation of defects in the wheels of the rails and the rolling stock. Open, heavily loaded friction pairs of type ‘wheel-rail’ are known [1,2] to be highly subject to abrasive and fatigue wear. These processes occur simultaneously and are associated with intensive plastic strain of the upper layers of friction pair materials as a result of the high level of contact stresses. While the abrasive wear of the rail and wheel working surfaces is mainly related to the failure of materials due to wheel sliding and the presence of solid particles in the contact zone, fatigue wear depends on the cyclic nature of the load and the intensity of damage accumulation in the microstructure of metallic materials. The wear process of wheel and rail material is subject to a number of factors (relative hardness of wheels and rails, velocity of movement, geometric shape of rolling surfaces of rails and wheels, track geometry, quality of materials, technical condition of track and rolling stock, etc.), and some of them are fairly difficult to account for formally under the operating conditions. Consequently, the possibilities of solving this problem theoretically, for example, by mathematical modeling, the contact interaction of the components of frictional pairs are limited.
Lubrication of the working surfaces of rails and wheels is considered to be the main means of wear control [3]. The introduction of lubricating materials into the friction zone leads to a considerable change in the nature and intensity of friction processes, wear, and defect formation. Moreover, these processes can be controlled to some extent by lubricants and additives of different chemical compositions. The main general requirements applicable to the lubricating materials used for rails and wheels are high performance of contact surface lubrication over a wide temperature range, ease of application, residence time in the friction zone, high durability and resistance to contact stress, avoidance of electrochemical corrosion of the metals, lowest possible environmental impact, fire safety, market availability, and moderate cost. Industrial oils in the form of thickened petroleum or mineral oil compositions containing special multifunctional additives are often used for the lubrication of rails and wheels (e.g., Agrinol Relsol Mlubricant by NVO Agrinol [4] or Greaseline Lithium BIO Rail 000 by AIMOL [5]).
Many researchers [6,7,8] have been exploring the options to improve the performance of industrial lubricating oils by using additives, in particular, nano-materials of different chemical compositions [6,7,8]. Natural or synthetic metal-containing compounds (serpentine, aluminosilicates, dolomite, magnetite, fatty acid-polyvalent metal salts, etc.), nano-powders of various metals and alloys, and carbon-based materials (graphene, graphite, diamond) are commonly used as nano-additives. Tribological characteristics of friction pairs are affected even by insignificant content of nano-material additives (0.1 to 10 wt%), while the lubricant compositions basic physical properties (density, adhesive characteristics, environmental resistance, application temperature range, etc.) remain almost without any change.
The properties of nano-particles and their surface activity are influenced by their size and morphology, which may differ depending on the production methods. At present, quite a few technologies of industrial production of the nano-additives have been developed, including the following common physical methods: gas-phase synthesis, exploding wire method (EWM), cathode sputtering, mechanical and ultrasonic dispersion, as well as a variety of chemical or combined methods [9,10,11].
Multiple production methods for lubricating compositions leads to an issue related to the choice of the best composition for specific application, since no universal criteria for performance assessment of lubricating compositions have been established yet. It should be noted that performance depends not only on the chemical composition of lubricating oils and additives, but also on the type of friction pairs, service conditions of tribounits, compatibility between the components of lubricating composition and the friction pair materials, etc. The selection of criteria for performance assessment of lubricating compositions should be based on an estimation of the working characteristics of a particular friction pair. For many tribounit types, wear resistance can be improved significantly only when the friction coefficient is reduced significantly as well. Therefore, in practice, a simplified method for assessing the effectiveness of different types of lubricating oils is often beneficial. In particular, a high performance oil is a lubricating oil that provides a minimum friction coefficient and maximum stability of the lubricating film under specific temperature–force operating conditions of the friction pair. However, the value of the friction coefficient changes throughout experiment as a result of micro relief deformations and changes in temperature, damage accumulation, and physical and mechanical properties of the lubricant and materials of the constituent elements of the friction pair. Therefore, not only laboratory test results, but also in situ data should be used to evaluate the performance of a lubricant composition. Different methods of assessing the performance of lubricating oils, which often combine laboratory and in situ experiments [12,13,14], are specifically developed for respective industries or types of transport equipment. However, in the case of wheel-rail friction pairs, the possibility of conducting in situ experiments is extremely limited due to the uncertainty of the load conditions, the influence of the environment, the long duration and cost of work. In [15], it is proposed to carry out laboratory investigations under a comprehensive procedure that includes wear experiments by applying slipping friction with slipping. The authors consider this experiment methodology to be the most appropriate as it combines high reproducibility of results, short duration, and moderate cost of research. It should be noted that certain characteristics of in situ conditions are difficult to reproduce in this kind of experiments (for example, the dependence of the effective friction coefficient on the change in the shape of the working surfaces of rails and wheels due to wear) [16].
In most cases, performance of lubricating compositions is assessed by several single (value of wear, value of friction coefficient) or integrated indicators [17]. Thus, the authors of [18] propose using an algorithm for lubricant selection. The algorithm is based on the verification of the compliance of the specific thickness criteria of the lubricant layer or the boundary temperature of the lubricant performance. In this case, both temperature dependence of the kinematic viscosity of the lubricating material and certain characteristics of the friction pair, such as the provided radius of curvature of the contact pair, provided modulus of elasticity of the materials, average roughness parameter of the friction surfaces, temperature, and the value of the applied load, are considered. However, the effect of lubrication on the degree of damage to contact surfaces and wear kinetics is not taken into account. Where several lubricants of the same type (e.g., lubricating compositions based on industrial grease containing different nano-additives) are assessed, the values of the criteria mentioned above may be the same or close, and the reliability of this methodology would be questionable.
Another method of lubrication performance assessment, which accounts for the change in elastic-plastic properties of the surface layers of parts due to friction, is proposed in the study [19]. Lubricant performance is determined by change ∆g in the specific energy of plastic deformation of the dry and lubricated surface, which is considered to be the activation energy of thermomechanical failure of the lubricant. Positive values ∆g indicate the strengthening of the friction surface, while negative values signal the plasticizing of the surface, and zero values—the absence of impact. The value of the specific energy of plastic strain is determined on the results of sclerometer or surface microindentation test. However, as demonstrated in the following, these integral characteristics of mechanical properties are largely insufficiently sensitive to changing structural conditions.
One of the specifics of heavily loaded wheel-rail friction pairs is the need to maintain a certain friction coefficient (KOF) value (), since its reduction to less than 0.2 creates a movement safety risk as traction modes may become non-stationary, and this may lead to derailment on curved sections of the track [3]). Another argument in favor of maintaining the friction coefficient within these limits is the idea that moderate wear of the working surfaces of the rails and wheels acts as a preventive measure against the development of surface fatigue cracks. Difference in the hardness of contacting surfaces is also an important characteristic in this kind of tribosystems. Hardness may differ for different types of the railway track and is determined by the respective national regulations (the ratio of hardness of new wheels to hardness of new rails ranges from 0.86 to 1.16, but the initial ratio changes during operation as a result of residual stress relaxation and damage accumulation). This factor should be taken into account in an experiment design.
The selection of a specific lubricating composition from many options should be made during the laboratory testing phase. Therefore, the purpose of this work is to develop a methodology for the express assessment of the effectiveness of a lubricating composition based on a comprehensive analysis of data on changes in the main characteristics of the tribology (wear value and friction coefficient) and strength (hardness value and damage parameter) during the experiment.
2. Materials and Methods
2.1. Experiments on Friction and Wear
The friction and wear tests were carried out on the 2070 SMT-1 test rig (RSCVM, Moscow, Russia). The system includes accessories to automatically record friction torque and forces, contact zone temperature, and sample wear, as well as software to automatically process the experimental data. The wear test samples (Figure 1) were prepared of two types of steel: railroad steel samples, which were prepared of the central part of the railhead, and industrial steel samples, which were prepared of 20×20 mm square rods.
The counter body (50 mm diameter and 10 mm thick disk) was made from wheel steel. The discs were cut from retired rims. The load scheme of the samples during the friction and wear tests is given in [20]. The working parts of the samples (R25, Figure 1) and, after fabrication, the counter bodies were polished in two steps with graded sandpaper P1000 and P1500 according to ISO-6344.
Flat samples with a section of 3x6 mm were used to determine the main mechanical properties of the steels (Young’s modulus E, yield strength , and ultimate strength ), obtained from the relevant parts of the rail and wheel rim. Tensile tests were performed on the Bi-00-201 servo-hydraulic test stand (BiSS, Bangalore, India). The mechanical properties of the materials used for the production of nano-powders (M2 copper, MA2 magnesium alloy and Al-Mn alloy) were also determined. Tensile samples were made from 3 mm thick plates from the specified materials. Table 1 shows the chemical composition and main mechanical properties of steels and materials (except carbon) used for the production of nano-powders.
Sample wear was measured using a non-contact ZXE type displacement sensor (OMRON, Kyoto, Japan) in a small cross-section of a sample. In the process of friction, the samples heated up to 50 ÷ 60°C. The thermal expansion could be omitted as a result of the small size of the samples. Control measurements of the sample dimensions performed upon completion of the experiments showed that the errors in the determination of the magnitude of wear on the samples using the non-contact sensor did not exceed 4%.
The following conditions were used in the tests: rotation frequency—300 rpm; normal pressure force—555 N; continuous operation time—3 h. A computerized registration system recorded the friction torque and force magnitudes, as well as the temperature of the contact zone and sample wear. The friction coefficient has been determined:
where M—friction moment; D—counter body disc diameter; N—normal pressure force.
The wear of steel sample was investigated under sliding friction conditions with lubrication. AIMOL’s Greaseline Lithium BIO Rail 000 lubricant [5] was selected for this study. Additives in the form of nano-powders made of metal materials listed in Table 1, as well as from graphite for manufacture of slate-pencils of GK1 (ГК1) grade, were used to make lubricating compositions.
Nano-powders of metal materials were produced by electro erosive dispersion (EED) of material granules in an 40% alcohol medium. Granules of the materials under investigation were made from the machining waste (chips) resulting from the sample fabrication. The graphite powder was not further reduced to a smaller particle size.
The EED process consists of passing a high-intensity pulsed current through a layer of metal granules, which leads to their destruction, melting, and even vaporization. Because this process takes place in a liquid medium, two types of metal microparticles and its oxides differing by size, morphology, and chemical composition during rapid cooling. Particles with sizes ranging from a few dozens to hundreds of nano-meters with a near spherical shape crystallize from the melt. The vaporization caused by rapid cooling of metal results in the formation of much smaller particles, often having edge facets, which is characteristic of crystalline formations. The ratio of nano- and ultradisperse particles of the mixture depends on the current intensity, frequency and duration of pulses (an increase in these parameters contributes to an increase in the amount of nano-particles), as well as the type of liquid [9,21]. The general scheme of the unit for the implementation of the specified method is provided in [9]. The production capacity of the unit allows producing nano- and ultradisperse powders of different metals and alloys in sufficient quantities for practical applications. Powders from all metal materials, except Al-Mn alloy, were obtained under the same operating modes of the unit (the same preset values of current intensity, frequency, and number of pulses). The suspensions obtained by the above method were kept in a fume hood until complete evaporation of the liquid. To obtain the nano-powder of Al-Mn alloy with the dispersity of 1 to 4 μm, a significantly higher number of pulses was used. The dispersity of dried powders of other metal materials ranged from 100 to 300 nm. The dispersity of the carbon powder ranged from 6 to 40 μm.
Lubricating compositions based on industrial grease Greaseline Lithium BIO Rail 000 with addition of nano-powders of rail steel (lubricating composition No.1), graphite of GK-1 (ГК-1) grade (No.2), copper M2 (No.3), magnesium alloy MA2 (No.3), steel (No.5), aluminum alloy of the Al-Mn system (No.6). The content of additives in the lubricating compositions No.1 to No.5 was approximately 10 % by weight. In composition No. 6, the additive content was ~1 wt %. The lubrication of the contact pair was performed once by applying two drops (approximately 0.15 ml) of pure lubricant or lubricating composition on the contact surface of the sample.
Because one of the objectives of the study was to determine the possibility of using this technology to create lubricant compositions for higher wear resistance of heavily loaded friction pairs, additional analysis of morphological features of the constituent nano-powders was not carried out. Particles of metal materials of these sizes are known [6,7,8] to have high plasticity and, when subjected to high contact stresses, to be strongly deformed and reduced to smaller sizes. Therefore, the size and morphology of particles have a certain influence only on the initial value of the friction coefficient, which is demonstrated by the results of the experiments. All friction regimes are listed in Table 2 (the + sign means that the experiments were completed).
2.2. Methodology for the Assessment of Damage at Friction
During the friction process of rough surfaces, the hardness of the surface layers of the parts changes due to local plastic deformation. This phenomenon is directly correlated with wear intensity. However, stable correlations of these processes have not been found because experimental data are still scarce and not systematized [22]. The contact interaction of hard and rough bodies is characterized by the discrete and stochastic distribution of surface forces and the sources of heat generation, as well as by high gradients of stress, deformation, and temperature. Accordingly, the surface layers of the material have a high concentration of defects in the crystalline structure. They are also characterized by specific phase transformations, often involving changes in chemical composition. The presence of lubrication, additives, and grease materials in the contact zone significantly affects the process. In the case of sliding friction, mainly the surface layers of the material are damaged, and it would be logical to assume that the level of damage can be determined by the degree of dissipation of the hardness.
The hardness method is the most common method for assessing the condition of a material and features a fairly large number of different variants [23]. Due to its physical nature, the hardness should be associated with the characteristics of the mechanical properties of the material during the elastoplastic deformation and destruction. However, most mechanical characteristics are essential properties of a sample of a particular shape, and the processes of reorganizing the microstructure on the surface and inside the sample differ even at the stage of uniform deformation, let alone its localization zones. The hardness in relation to the sample dimensions is a limited characteristic, not an integral characteristic. Therefore, the approximate correlations between hardness and some normal mechanical characteristics [24,25] can be considered entirely empirical. The results of hardness measurements depend on the material, shape, and size of the indenter; method of application; magnitude and velocity of the load; capabilities of hardware to measure the geometric parameters of impressions; accuracy of calculation formulas, etc. Specifically, as the identer load is reduced, the hardness values increase, and this increase depends on the identer shape. Ball, pyramid, or cone indentations on a prepared surface of the part are the simplest methods of measuring hardness. However, these methods are characterized by a rather low sensitivity of these methods to structural changes in the material caused by the accumulation of microdefects [26], since large volumes of material become deformed compared to the microstructure parameters during the indentation process.
It is obvious that the dispersion of the mechanical properties of many materials is related to the peculiarities of their crystal structure. The hardness H could be considered a random value in large-volume tests. Correlations between certain characteristics of the structural state of the material and the parameters of the statistical distribution law of the hardness measurement results can be established by reducing the errors associated with the hardness measurement equipment and the so-called human factor and by using modern automated instruments for research. According to long years of scientific research on the distribution laws of characteristics of mechanical properties, the results of which are presented in certain review articles [27,28], the hardness dispersion obeys the log-normal distribution or the Weibull distribution laws in the case of small statistical samples. The Weibull law is the preferred option in [28] as this distribution provides only positive values of the random variable, and this corresponds to the ideas in physics related to the characteristics of mechanical properties.
The results of experimental studies of damage accumulation processes in metal materials of different grades under cyclic, short-term, and long-term static loading are presented in [29,30,31,32,33,34]. The damage level was evaluated on the basis of the statistical distribution parameters of the hardness measurement data and its mean value. The correlation coefficient and the homogeneity parameter (the shape parameter of the Weibull distribution) were used as statistical parameters. The fact that the degree of dispersion of the material hardness changes due to any energy effects leading to structural changes in the material can be considered as the main conclusion from the analysis of the experimental data. However, if there were no phase transformations or changes in the chemical composition or density of the surface layers of the material during thermo-mechanical loading, the average hardness value would change only slightly. At the same time, the scatter of hardness measurement results would increase with the growth of the operating time parameter, the choice of which depended on the type of experiment (in uniaxial static tension – stress or strain values, in cyclic loading – number of cycles and maximum cycle stress, in long-term loading – stress and strain, creep values). The data have allowed the authors to substantiate the main idea of the method for the assessment of material damage, which is based on the determination of the correlation between the statistical dispersion parameters of the results of the hardness measurement during large-volume tests and the level of the operating time of the structural material.
For sliding friction, the value of the sliding path , which in this case was equal to ~2830 m/h (the maximum sliding path implemented in the experiments was ~8480 m), was taken as the operating time. In the experiments under study, the operating time of the unit may be considered equivalent to the operating time parameter, since the counter body speed remained unchanged.
In our experiments, the hardness of the sample’s operating part was measured before starting and after completing the experiment. The COMPUTEST SC portable hardness tester manufactured by ERNST (Emdoor Group, Shenzhen, China) was used to measure the hardness (Rockwell, HRC scale). A load of 49 N was applied to the conical diamond indenter with an angle of 110° at the top. The samples were fixed in the desired position with a special device in order to measure the hardness of their working part. The hardness and damage level of the material at baseline were measured in two areas of ~25 mm2 each. The measurement areas were arranged symmetrically in relation to the center section of the sample, with 15 measurements taken in each area. After the end of the experiments, the hardness and damage level were determined within the area of ~50 mm2 located in the central section of the sample, where the highest contact stresses were implemented. Therefore, the indentation did not affect the level of damage to the working surface of the samples due to friction.
The level of damage to the surface of the material was evaluated by means of the hardness dispersion value according to the standard [35]. For this purpose, the sample hardness was measured at thirty points within the area of about 50 mm2. The obtained data were then checked for gross errors of measurement by the Smirnov criterion. The average hardness of the working surface of the samples was then determined. To estimate the damage value, the hardness measurement data were presented in the form of a series Mean value of the series members and mean squared deviation were determined. The level of material damage was estimated by the value of the Weibull homogeneity parameter m using the Gumbel formula [36]:
The mean value of a random variable can be determined over a different number of observations n (i.e., any sample); hence, relation (2) contains function d(n), which is referred to as the standard deviation [36]. The values of this function were calculated by the Computational Laboratory (Columbia University) and are presented in some statistical guides. For the general totality, if n→∞. For 30 measurements, .
The increase in data variance and the corresponding decrease in the m parameter indicate an increase in material heterogeneity (in some research work, this parameter is named the homogeneity parameter). A high value of the homogeneity coefficient corresponds to a low level of hardness dispersion, and consequently, the better microstructural organization of the material’s surface layers.
Note that an increase in the level of hardness heterogeneity, considered as a certain damage to the structure of the surface layers of the material, is not necessarily an indication of damage, i.e., deterioration of specific operating characteristics. For example, in tensile tests on the samples, the largest changes in the homogeneity parameter occur at low elastic-plastic strain, with little effect on changes in the Young’s modulus E, yield strength and strength . At the same time, in the zone of propagated plastic deformations, hardness dispersion decreases, but the influence on the above mechanical characteristics increases. Figure 2 shows the relationships between the relative value of the homogeneity coefficient and the magnitude of the deformation of the materials of different grades. The graphs are based on the data provided in [33].
The mechanical properties or structural condition measurements of the samples characterize the current damage capability of the material , where Τi represents certain parameters characterizing the level of operational load (in our case it is the length of the sliding path). Any material has certain initial damage ; therefore, the same method is used for the determination of its level, while relative parameter is used for the analysis of damage kinetics. The results of experiments were presented in relative values: and , where index 0 corresponded to the initial (conditionally undamaged) state of the material. In its initial state, the ratio of the hardness of the counter body (HRC = 35.3) to the mean hardness of the steel was 1.1 for samples from the rail steel and 1.14 for samples from the industrial steel.
3. Method for Performance Assessment of Lubricating Compositions Containing Nano-Additives
3.1. Experimental Research Results
The results were obtained in the form of graphs and corresponding numerical arrays (for example, Figure 3 shows the graphs of variations in friction torque, temperature and friction coefficient variations for the test regime ‘rail steel with lubricant No.1′ (oil with nano-powder of rail steel). In general, some fluctuations for the given test regime caused monotonic changes in the tribological parameters, gradual decreases in the friction torque and decrease in friction coefficient. After the experiment, the final dimensions of the samples were determined using an instrumental microscope. The main results of the experiments are summarized in Table 3.
The results of the experiments (see Table 3) indicate considerable changes in the structural condition of the surface layers of the friction pair material, manifested by the change in hardness and damage level. An experimentally established fact of disruption of the increase in wear with an increase in the friction coefficient is of particular interest where the nano-additives used have been made from lower hardness material of one of the friction pair components. This suggests that the processes of friction and wear can be controlled to a certain extent by using lubricants of respective chemical composition and consistency as well as different additives to them.
In some experiments, a non-monotonic character of friction coefficient variation was recorded (Figure 4, curves 1, 5, 6, 8).
3.2 Analysis of the Experiment Results
In [20], a hypothesis was presented about the rationale behind of using as additives to industrial oils of metal nanopowders of that component of the friction pair, which has a lower hardness. The hypothesis was experimentally confirmed for the friction pair ‘rail steel – wheel steel’. In the present work, materials with different chemical compositions were used as additives to industrial lubricant. The materials also had lower hardness compared to wheel steel and industrial steel, which were used to make counter-body disks.
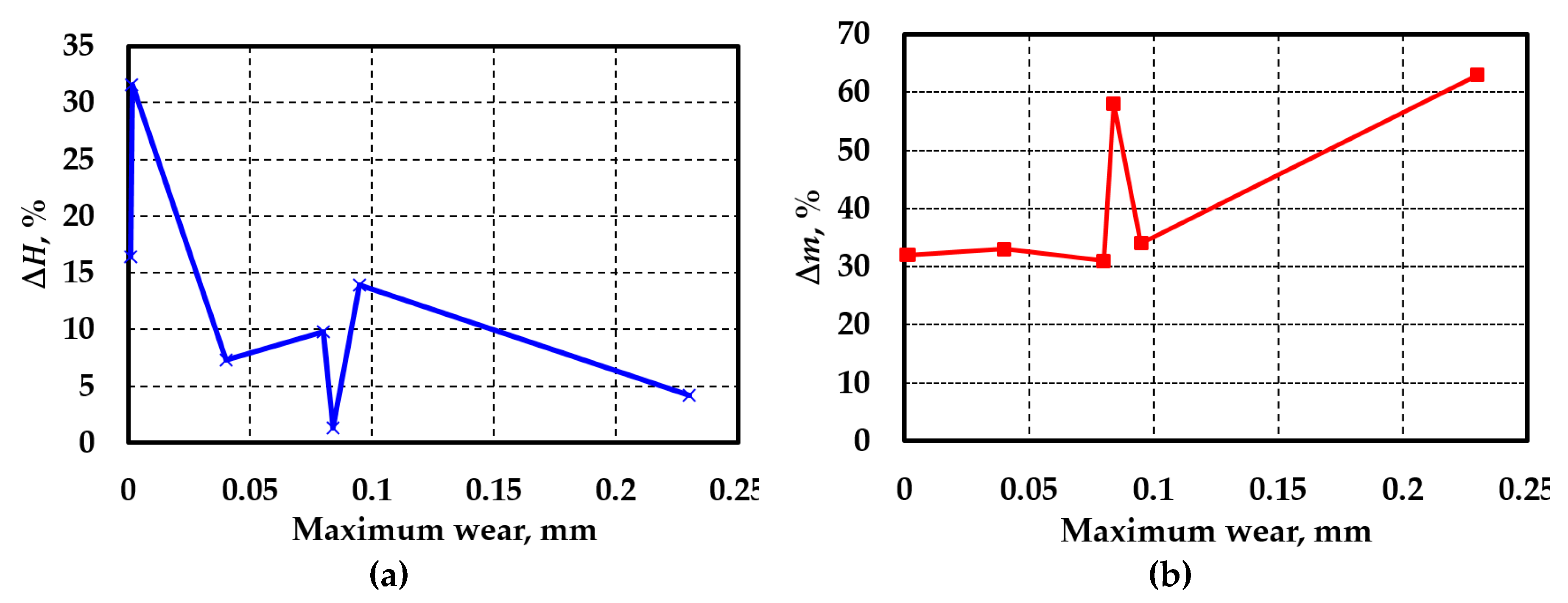
Experiments showed that the chemical composition of the additive had a significant effect on the change in tribological and strength characteristics during friction. For all test regimes (see Table 3), there was an increase in the mean hardness and accumulation of damage to the surface layers of the samples, the extent of which depended on the type of additive. To establish the patterns of this influence, the correlations between these characteristics and the value of maximum wear were explored. According to the results, there was no correlation between the increase in mean hardness and the value of maximum wear (Figure 5, a). This finding confirmed the conclusions of [29,30,31,32,33,34]. At the same time, the dependence can be described by the slightly nonlinear smooth function if the data for the only nonmetallic additive (graphite powder) is disregarded in the series of experiments (Figure 5, b). The number of experimental points on the graphs is different as the data are very similar for compositions No.1, 4, 5 and, therefore, they do not appear at the adopted scale.
According to Table 3, the greatest increase in average hardness, the lowest level of damage and the lowest level of wear are recorded for compositions No.1, No.6 and No.7, indicating that these lubricating compositions have certain repair and maintenance properties. This signals that these lubricating compounds possess certain corrective properties.
Figure 5.
Dependence of the increase in mean hardness (a) and homogeneity coefficient (b) on maximum wear.
Figure 5.
Dependence of the increase in mean hardness (a) and homogeneity coefficient (b) on maximum wear.
Considering that these three lubricant compositions are viable for wheel and rail lubrication, composition No.1 containing the additive of rail steel powder would be the preferred one, because in addition to a moderate increase in hardness, minimal surface damage and almost no wear, the optimal value of the coefficient of friction (Figure 4) was achieved, and its value stabilized fairly quickly. Composition No.7 is based on industrial lubricant with the addition of industrial steel nano-powder, similar to rail steel in terms of chemical composition. Therefore, it provided almost the same set of tribological and strength characteristics. Such lubricant additives, unlike the magnesium alloy additive used to make composition No.6, will not further affect the oxidation of the surface of the samples. Due to its higher electrochemical potential compared to iron, magnesium, as a major component of this additive, will be oxidized. Consequently, the properties of such a lubricant composition are likely to be unstable. Furthermore, under these experimental conditions, the additive composition of the magnesium alloy provides too low a coefficient of friction for wheel and rail lubrication. However, for other friction pairs, it could be effective.
The additive of aluminum alloy in the form of powder with the dispersion of 1÷4 μm was found to be ineffective under these experimental conditions. Such an additive significantly reduced the friction coefficient. However, this effect was unstable, because at the final stage of the experiment, f started to increase, leading to increased wear. The powdered graphite additive (No.2) did not lead to an increase in wear resistance, although it led to the reduction in the friction coefficient.
Many researchers consider copper-based additives to be the best option [37,38,39], as such additives create a protective film (called servovite) on the surface of the part, thus contributing to wear reduction. However, in the case of the present study, the maximum wear of the sample was recorded for the composition containing copper powder M2. This suggested that a continuous protective film was not created on the surface of the sample under the respective experimental conditions. This could be due to the rather large size of the powder particles and their composition, since the EDD processing of copper granules forms particles not only of pure copper, but also of CuO and Cu_2 O oxides, which have different mechanical properties. Similar results were obtained in [40,41], where copper powders of 80...120 nm dispersion were used as an additive to the industrial grease. Complex studies in the area of metal physics carried out by the authors of the above-mentioned works have shown that, instead of the servovite film, a thin interface layer containing fragments of the base metal and deformed copper particles, as well as iron and copper oxides, is created. A sufficiently high value of the homogeneity coefficient (see Table 3) indicates significant heterogeneity of the hardness distribution, which was obviously associated with different hardness of the constituents of the interface layer. The mean hardness did not exhibit any considerable variation.
It is known [40,41,42] that when powders with a dispersion of 40 μm and greater are used as an additive, a continuous servovite film is not formed. In this case, solid particles contribute to intensifying the plastic deformation processes of friction surface irregularities, leading to the emergence of fine (subgrain) structure. The powder particles are highly deformed, reduced to smaller sizes, and have a subgrain structure. Part of them fills the microcavity on friction surfaces, due to which the overall roughness of surfaces is reduced. This structure improves the strength properties of the material, including hardness, fracture resistance, and crack resistance, thereby increasing the wear resistance of the friction pairing. These processes undoubtedly depend on the compatibility of friction couple materials, lubricating oils, and nano-powders used as additives. Since the chemical composition of additive No.1 was identical to the friction pair with lower hardness, the powder particles joined the base metal (also due to mass transfer processes). This was also promoted by the temperature increase in the friction zone.
Comparison with data from the literature should take into account the different conditions under which experiments were conducted, including different facilities and research methods, lubricants, additive manufacturing methods, particle size and morphology, additive chemical composition, etc. Obviously, the results obtained under similar conditions should be compared with each other. Therefore, the experimental results may differ from those reported in the published literature.
3.3. Lubricant Composition Performance Evaluation Method
The main general requirements applicable to the lubricants used for rails and wheels are high performance of the contact surface lubrication over a wide temperature range, ease of application, residence time in the friction zone, high contact loads resistance, metal corrosion prevention, lowest possible environmental impact, fire safety, accessibility, and moderate cost. Industrial lubricating oil based lubricant compositions with additives of nano-powders of different chemical compositions are designed taking into account that the additives should not significantly affect the basic properties of lubricating oils, such as density, viscosity, adhesion characteristics, etc. Therefore, the volume content of the additives in the composition should be insignificant.
Criteria have been formulated for performance assessment of a lubricating composition with additives of different chemical compositions for wheel-rail friction pairs under laboratory conditions. Variation in the current relative hardness of the sample surface , variation in the level of current relative material damage , current value of wear ∆h (in this case equal to the difference between the initial and current sample size in the section of maximum contact stresses [55]), and the current level of friction coefficient f were chosen as the key parameters for performance assessment. Variation in these parameters during the friction experiment was analyzed in relation to the generalized operating life (in this particular case, this is the length of the friction path or the duration of experiment, since they are interrelated, with the friction path being equal to about 8.5 km at the experiment duration of 3 hours). Additional parameters for the analysis could include difference in electrochemical potentials of key chemical elements of additive and sample materials, general cost of the lubricant, etc.
Here, a high-performance lubricant in relation to the original (for example, pure lubricant or other composition) should be considered the one that provides less wear ; lower level of damage, i.e., or , where –coefficient of correlation; lower friction coefficient, i.e., (index comp denotes the potential composition, while index unit denotes the composition chosen for comparison). The latter condition is not mandatory, as in some cases the value of the friction coefficient may be subject to certain regulations. Restriction of the choice of additives based on metals, which differ significantly in terms of their electrochemical potential relative to iron, may be introduced as an additional condition. If iron is more active in this kind of galvanic pair (for example, for additives containing copper), then this will accelerate the corrosion of steel parts in the open friction pairs. If the additive material (e.g., magnesium, aluminum) is more active, this can lead to a change in its properties after a short period of time. Therefore, additives from materials with an insignificant difference between the electrochemical potential values of the friction pair materials and the additive can be considered feasible.
It should be noted that, for the purpose of correcting such an assessment, it is necessary to compare the results for different lubricating compositions obtained under the same experimental conditions. According to the given criteria, lubricating composition No.1 based on industrial grease containing the additive of rail steel nano-powder is effective for use in heavily loaded friction pairs of wheel-rail type. This composition has corrective properties, provides an optimal value of the friction coefficient, and minimal damage and wear of the friction surface.
Moreover, such an additive is nontoxic and has a moderate cost, as it can be produced from metal waste generated during the mechanical processing of the rails. The chemical composition of such an additive is close to the chemical composition of wheel steels, therefore, its use will have a positive effect on improving the wear resistance of both rails and wheels of rolling stock. For this reason, it can be recommended for the lubrication of the rails and the wheels of the rolling stock of the railways.
4. Conclusions
The work considers a promising method for the quantitative and qualitative assessment of the effectiveness of lubricating compositions with nano-additives of different chemical compositions for the increase of the wear resistance of steel friction pairs. The method consists of a cumulative analysis of the kinetics of damage accumulation with changes in mechanical and tribological characteristics during friction, and the parameters of the statistical distribution of the results of the hardness measurement in serial tests are used to assess the level of damage to the material. In particular, these statistical parameters could be the correlation coefficient and the shape parameter (homogeneity parameter) of the Weibull distribution. The analysis of published articles on the use of statistical distribution parameters was carried out to assess the level of damage to structural materials of different types under static, cyclic, long-term load, and friction. The degree of data scattering of this hardness has been shown to increase with long-term, cyclic, and static loading, which means that the heterogeneity of the structure associated with damage to the material also increases. Therefore, the mean hardness cannot be considered as an indicative parameter for the assessment of damage. Note that it is not possible to determine the nature of the structural changes that occur in the material from the value of the hardness scatter alone. After all, the result of any energetic impact on a material will be the response of its microstructure. Therefore, in order to establish stable correlations of statistical parameters of hardness scattering with structural changes and the level of material damage, it is necessary to analyze the change in mechanical properties of the material and the nature of their scattering together with the results of metallic physical studies.
The influence of other experiment parameters that affect friction processes, such as the value of the load or the level of contact stresses, temperature, surface roughness, etc. can also be assessed according to the criteria mentioned. If certain variation limits of the generalized operating time indicator are indicated, then the feasibility of continuing the experiments may be considered depending on the fulfillment of these conditions at the end of each section. This kind of assessment system can obviously be supplemented with other criteria.
The results of experiments on sliding friction with lubrication of steel friction pairs were used to support the method. Lubrication was performed with the lubricating compositions based on Greaseline Lithium BIO Rail 000 industrial oil and additives of copper nano-powders, aluminum alloys and magnesium, graphite, as well as two grades of medium–carbon steels.
According to the indicator framework presented in the paper, the most effective for increasing the wear resistance of steel friction pairings was the composition of the lubricant based on industrial lubricant with the addition of rail steel nano-powder. This composition offered the optimal friction coefficient, minimal damage, and wear of friction surface, and at a moderate cost.
The suggested method enables identification of the corrective properties of the lubricating compositions with nano-additives in the stages of laboratory studies. Therefore, the methodology presented for the integrated performance analysis will be useful for rapid assessment of the influence of lubricants on the wear resistance of friction pairs.
Author Contributions
Conceptualization, V.K., M.C., V.T. and K.L.; methodology, V.K., M.C., V.T. and K.L.; investigation, V.K., M.C., V.T. and K.L.; software, V.L; validation, V.K., M.C., V.T. and K.L.; formal analysis, V.K., M.C., V.T. and K.L.; resources, V.L.; data curation, V.K., M.C., V.T. and K.L.; writing—original draft preparation, V. T. and V.L.; writing—review and editing, V.T. and V.L; visualization, V.T. and V.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ma, L.; He, C.G.; Zhao, X.J.; Guo, J.; Zhu, Y.; Wang, W.J.; Liu, Q.Y.; Jin, X.S. Study on wear and rolling contact fatigue behaviors of wheel-rail materials under different slip ratio conditions. Wear 2016, 366-367, 13-26. [CrossRef]
- Cannon, D.F.; Edel, K.-O.; Grassie, S.L.; Sawley, K. Rail defects: An overview. Fatigue Fracture Eng. Mater. Struct. 2003, 26, 865–887. [CrossRef]
- Harris, W.J.; Ebersöhn, W.; Lundgren, J.; Tournay, H.; Zakharov, S. Guidelines to Best Practices for Heavy Haul Railway Operations: Wheel and Rail Interface Issues; International Heavy Haul Association: Virginia Beach, VA, USA, 2001.
- AGRINOL. Available online: www.agrinol.ua (accessed on 10 May 2023).
- AIMOL. Available online: www.aimol.nl (accessed on 18 May 2023).
- Singh, A.; Chauhan, P.; Mamatha, T. A review on tribological performance of lubricants with nanoparticles additives. Mater. Today Proc. 2020, 25, 586–591. [CrossRef]
- Singh, A.; Chauhan, P.; Mamatha, T. A review on tribological performance of lubricants with nanoparticles additives. Mater. Today Proc., 2020, 25, 586–591. [CrossRef]
- Waqas, M.; Zahid, R.; Bhutta, M.U.; Khan, Z.A.; Saeed, A. A Review of Friction Performance of Lubricants with Nano Additives. Materials, 2021, 14, 6310. [CrossRef]
- Venger, R.; Tmenova, T.; Valensi, F.; Veklich, A.; Cressault, Y.; Boretskij, V. Detailed Investigation of the Electric Discharge Plasma between Copper Electrodes Immersed into Water. Atoms, 2017, 5, 40. [CrossRef]
- Ijaz, I.; Gilani, E.; Nazir, A.; Bukhari, A. Detail review on chemical, physical and green synthesis, classification, characterizations and applications of nanoparticles. Green Chem. Lett. Rev. 2020, 13, 223–245. [CrossRef]
- Ealias, A.M.; Saravanakumar, M.P. A review on the classification, characterisation, synthesis of nanoparticles and their application. IOP Conf. Ser. Mater. Sci. Eng., 2017, 263, 032019. [CrossRef]
- Kargin, S.; Artyukh, V.; Ignatovich, I.; Dikareva, V. Development and efficiency assessment of process lubrication for hot forging. IOP Conf. Ser. Earth and Environmental Science 2017, 90, 012190. [CrossRef]
- Warden, R.; Frame, E.; Tedesco, S.J.; Brandt, A.C. Laboratory Based Axle Lubricant Efficiency Evaluation. Interim Report TFLRF (U.S. Army TARDEC Fuel and Lubricants Research Facility), No. 459, 2014, 24 р.
- Abramov, A.N.; Semenov, V.I.; Tyulenev, D.G.; Sholom, V.Yu.; Valeeva, A.Kh. Method of choice of lubricants for process of wet drawing brass-coated wires. Proc. X-th Int. Baltic Conf. “Materials Engineering & Balttrib-2001”. Jurmala, Latvia, 2001, 231-234.
- Lewis, R., Magel, E., Wang, W.-J.; Olofsson, U.; Lewis, S.; Slatter, T.; Beagles, А. Towards a Standard Approach for Wear Testing of Wheel and Rail Materials. Proceedings of the Institution of Mechanical Engineers, Part F: Journal of Rail and Rapid Transit, 2017, 231 (7), 760-774. [CrossRef]
- Olofsson, U.; Telliskivi, T. Wear, Friction and Plastic Deformation of Two Rail Steels - Full Scale Test and Laboratory Study. Wear, 2003, 254, 80–93. [CrossRef]
- Polzer, G.; Meissner, F. Grundlagen zu Reibung und Verschleiß. VEB Deutscher Verlag für Grundstoffindustrie Leipzig, Leipzig, 1983, 340 s.
- Chichinadze, A.V. et al. Fundamentals of tribology (friction, wear, lubrication). M.:Mechanical Engineering, 2001, 664 p.
- Patent of RF N 2119165, Gromakovskij, D.G.; Belen’kikh, E.V.; Ibatullin, I.D.; Karpov, A.S.; Kovshov, A.G.; Sorokin, A.N.; Kudjurov, L.V.; Torrens, E. Method evaluating activation energy of thermal-mechanical destruction of lubricants in progress of friction, 20 September 1998.
- Kosarchuk, V.; Chausov, M.; Pylypenko, A.; Tverdomed, V.; Maruschak, P.; Vasylkiv, V. Increasing Wear Resistance of Heavy-Loaded Friction Pairs by Nanoparticles in Conventional Lubricants: A Proof of Concept. Lubricants, 2022, 10, 64. [CrossRef]
- Veklich, A.; Lebid, A.; Tmenova, T.; Boretskij, V.; Cressault, Y.; Valensi, F.; Lopatko, K.; Aftandilyants, Y. Plasma assisted generation of micro- and nanoparticles. Plasma Physics and Technology 2017, 4(1), 28-31. [CrossRef]
- Meng, Y.; Xu, J.; Jin, Z.; Prakash, B.; Hu, Y. A review of recent advances in tribology. Friction 2020, 8(2), 221–300. [CrossRef]
- Sundararajan, G.; Roy, M. Hardness Testing. Encyclopedia of Materials: Science and Technology. Editor(s): K.H. Jürgen Buschow, Robert, W. Cahn, Merton, C. Flemings, Bernhard Ilschner, Edward, J. Kramer, Subhash Mahajan, Patrick Veyssière, Elsevier, 2001, pp. 3728–3736. [CrossRef]
- Hashemi, S.H. Strength-hardness statistical correlation in API X65 steel. Mater. Sci. Eng. A. 2011, 528 (3), 1648–1655. [CrossRef]
- Tekkaya, A.E. Improved relationship between Vickers hardness and yield stress for cold formed materials. Steel Research 2001, 72 (8), 304–310. [CrossRef]
- Lebedev, A.; Muzyka, M.R. Technical diagnostics of the material using the LM-hardness method. Problems of resource and safety of operation of structures, buildings and machines. Kiev: Institute of Electric Welding named after E.O. Paton National Academy of Sciences of Ukraine, 2006, 97–101.
- Sakai, T.; Nakajima, M.; Tokaji, K.; Hasegawa, N. Statistical distribution patterns in mechanical and fatigue properties of metallic materials. Materials Science Research International 1997, 3(2), 63 – 74. [CrossRef]
- Маkhutov, N.А. Structural strength, resource and technogenic safety. Part1: Strength and resource criteria. Nauka: Novosibirsk, Russia, 2005. (In Russian).
- Lebedev, A.A.; Makovetskiy, I.V.; Muzyka, M.R.; Volchek, N.L.; Shvets, V.P. Evaluation of damage to the material by the dispersion of the characteristics of elasticity and static strength. Strength of Materials. 2012, 6, 5–14.
- Lokoshchenko, А.М.; Ilyin, А.А.; Mamonov, А.М.; Nazarov, V.V. Analysis of creep and long-term strength of titanium alloy VT6 with pre-embedded hydrogen. Physical and chemical mechanics of materials, 2008, 5, 98 – 104.
- Lebedev, A.A.; Makovetskiy, I.V.; Muzyka, M.R.; Shvets, V.P. Study of the Processes of Deformation and Damage Accumulation in Steel 10GN2MFA under Low-Cycle Loading. Strength of Materials, 2008, 2, 5–10.
- Chausov, M.; Pylypenko, A.; Maruschak, P.; Menou, A. Phenomenological Models and Peculiarities of Evaluating Fatigue Life of Aluminum Alloys Subjected to Dynamic Non-Equilibrium Processes. Metals, 2021, 11, 1625. https:// doi.org/10.3390/met11101625.
- Muzyka, M.R.; Shvets, V.P. Determination of stresses and strains in a deformed elastoplastic material by hardness characteristics. Strength of Materials 2014, 4, 84–91.
- Muzyka, M.R.; Shvets, V.P. Influence of the type of loading on the process of damage accumulation in the material, Strength of Materials 2014, 1, 130–136.
- DSTU 7793:2015; Metal materials. Determination of the level of scattered damage by LM-hardness method, State enterprise “Ukrainian scientific research and training center for problems of standardization, certification and quality”, Kyiv, Ukraine, 2016, 15p. (in Ukrainian).
- Gumbel, E.J. Statistical theory of extreme values and some practical applications: A series of lectures (Vol.33). US Government Printing Office: Washington, USA, 1954, 472 p.
- Padgurskas, J.; Rukuiza, R.; Prosycevas, I.; Kreivaitis, R. Tribological properties of lubricant additives of Fe, Cu and Co nanoparticles. Tribol. Int., 2013, 60, 224–232. [CrossRef]
- Choi, Y.; Lee, C.; Hwang, Y.; Park, M.; Lee, J.; Choi, C.; Jung, M. Tribological behavior of copper nanoparticles as additives in oil. Curr. Appl. Phys. 2009, 9, e124–e127. [CrossRef]
- Jatti, V.S.; Singh, T.P. Copper oxide nano-particles as friction-reduction and anti-wear additives in lubricating oil. J. Mech. Sci. Technol., 2015, 29(2), 793–798. [CrossRef]
- Tarasov, S. Yu.; Belyaev, S.A.; Lerner, M.I. Wear Resistance of Structural Steel in Lubricants Bearing Metal Nanopowders. Metal Science and Heat Treatment, 2005, 47(11 – 12), 560 – 565. [CrossRef]
- Tarasov, S.; Belyaev, S. Alloying contact zones by metallic nanopowders in sliding wear. Wear, 2004, 257, 523–530. [CrossRef]
- Ghaednia, H.; Jackson, R.L. The effect of nanoparticles on the real area of contact, friction and wear. J. Tribol. 2013, 135, 041603. [CrossRef]
Figure 1.
Drawing of a sample with thermocouple hole for testing (all dimensions in mm)
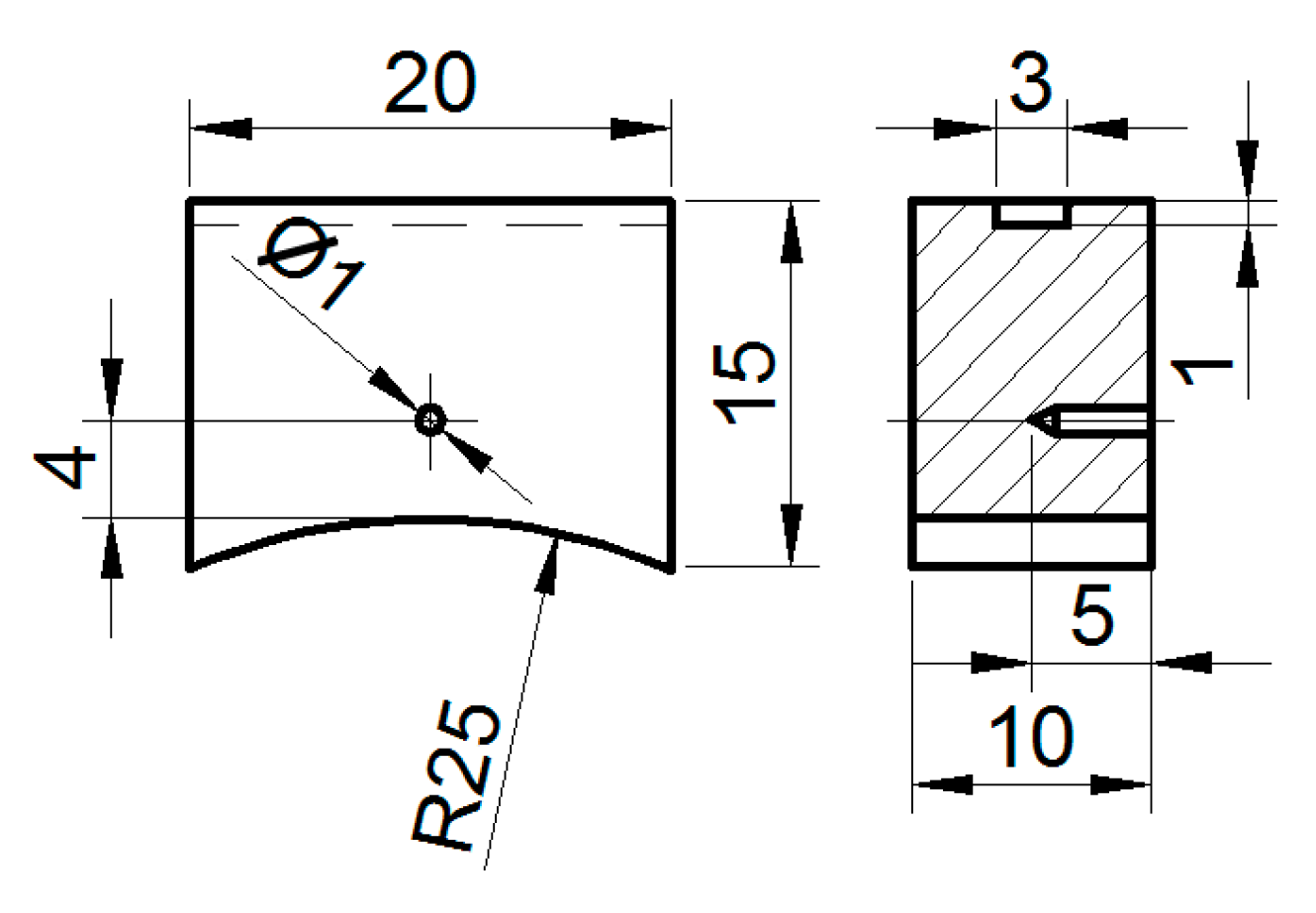
Figure 2.
Relationship between degree of hardness dispersion and degree of plastic deformation (1—stainless steel 12Cr18Ni10Ti, 2—industrial steel 0.2%C, 3—Al-Si alloy; 4— industrial steel 0.45%C).
Figure 2.
Relationship between degree of hardness dispersion and degree of plastic deformation (1—stainless steel 12Cr18Ni10Ti, 2—industrial steel 0.2%C, 3—Al-Si alloy; 4— industrial steel 0.45%C).
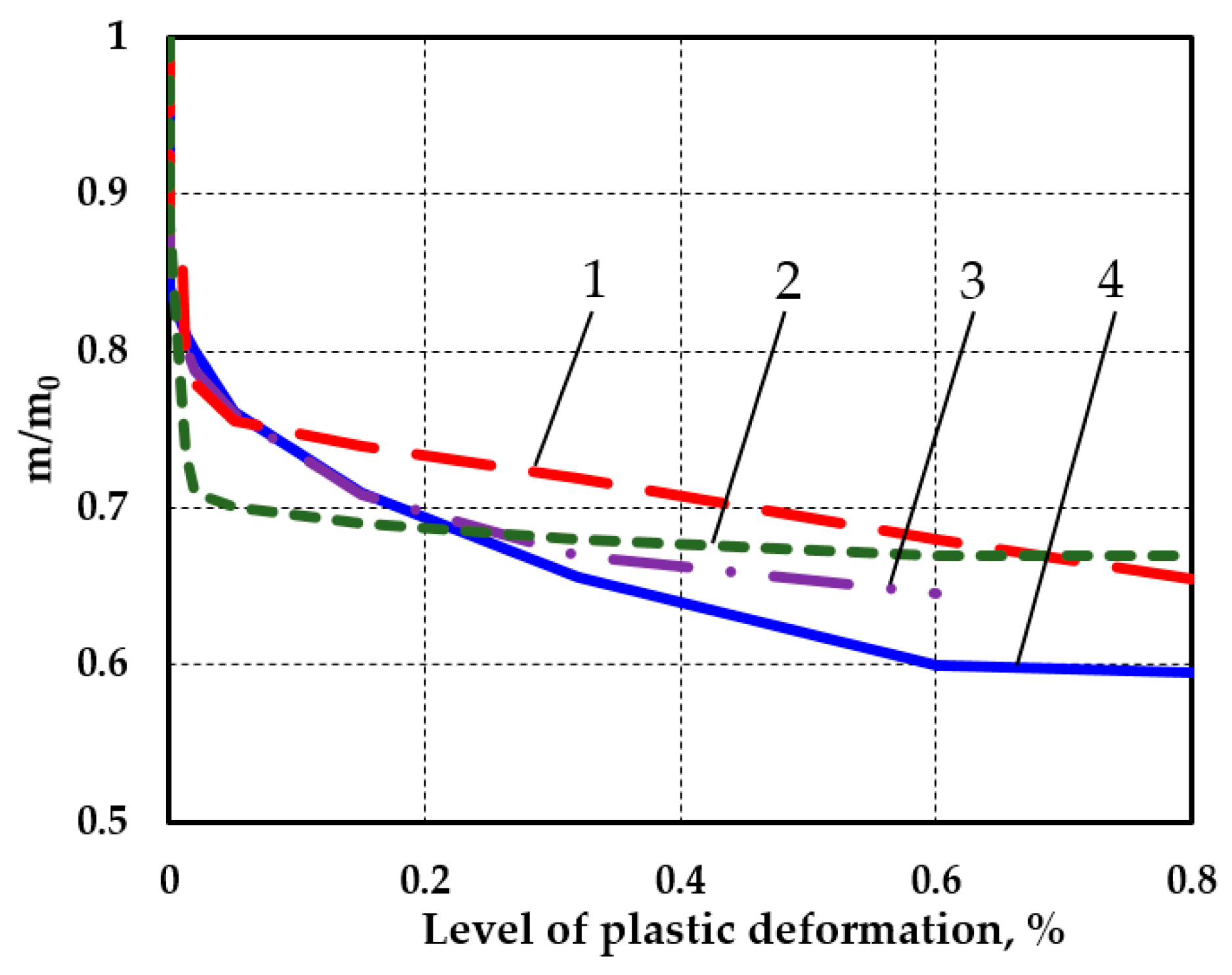
Figure 3.
Variation of friction torque, temperature (a), and friction coefficient (b) for test regime ‘rail steel with lubricant No. 1′.
Figure 3.
Variation of friction torque, temperature (a), and friction coefficient (b) for test regime ‘rail steel with lubricant No. 1′.
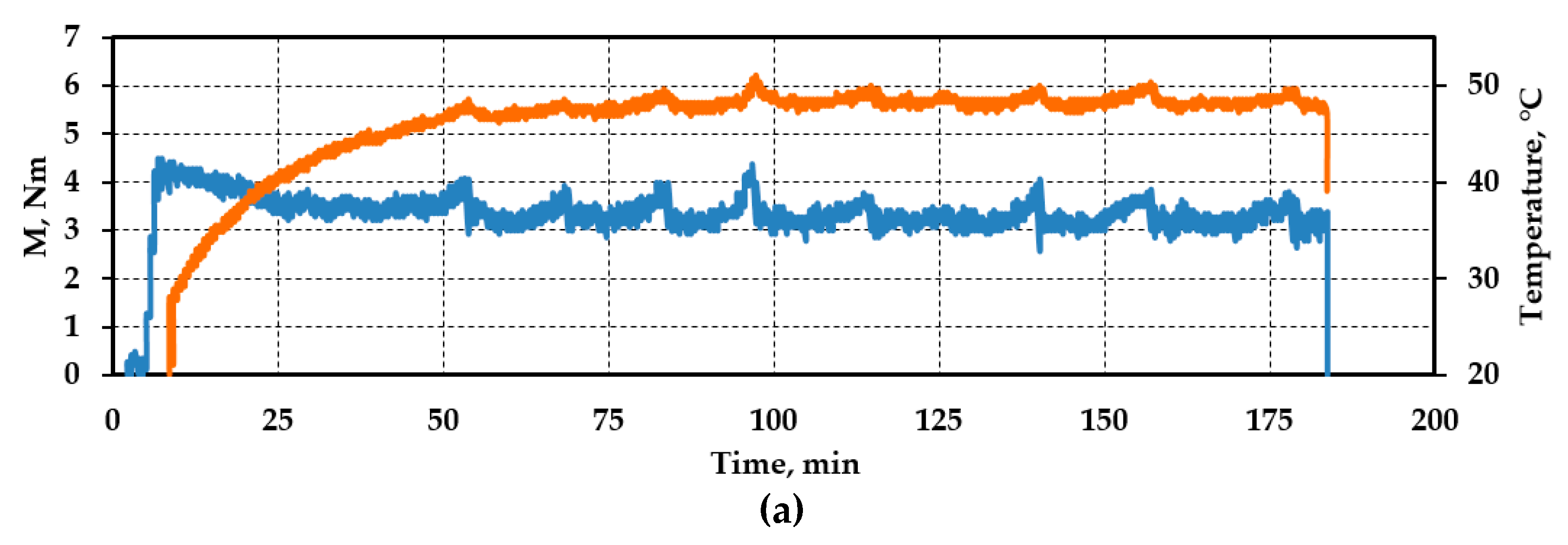
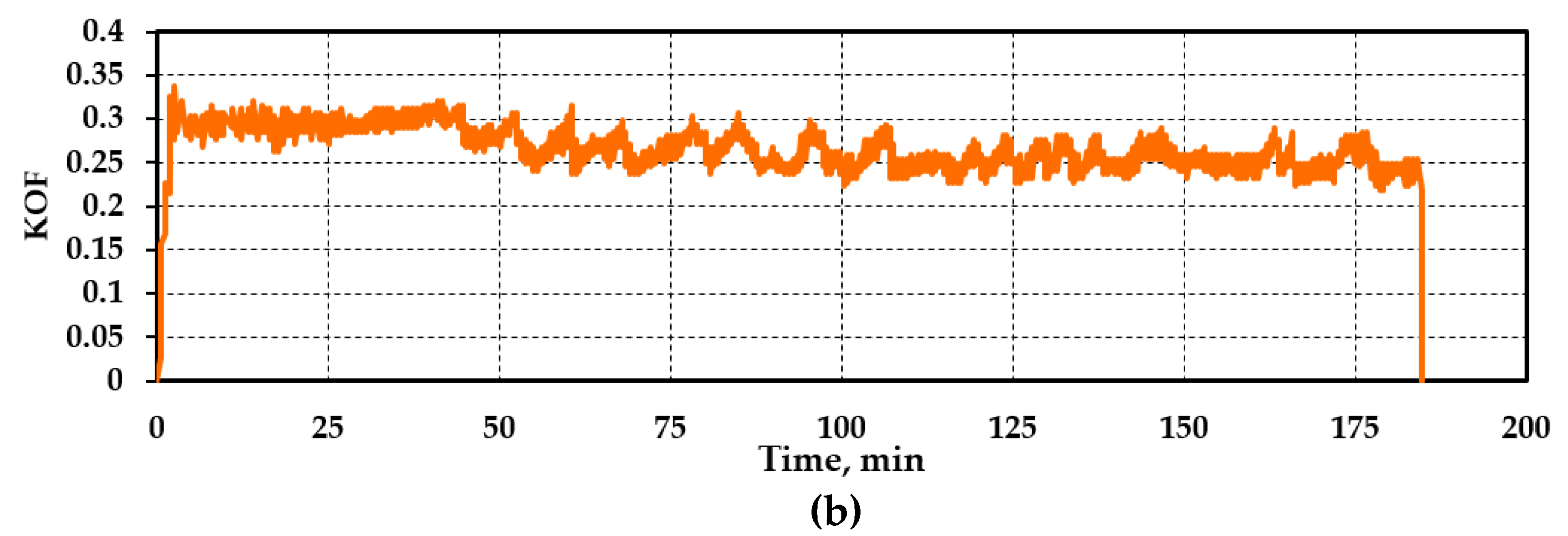
Figure 4.
Variation of relative values of the friction coefficient over time: 1—rail steel + pure oil; 2—rail steel + lubricant No.1; 3—industrial steel + pure oil; 4—industrial steel + lubricant No.2; 5— industrial steel + lubricant No. 3; 6—industrial steel + lubricant No.4; 7—industrial steel + lubricant No.5; 8—industrial steel + lubricant No.6.
Figure 4.
Variation of relative values of the friction coefficient over time: 1—rail steel + pure oil; 2—rail steel + lubricant No.1; 3—industrial steel + pure oil; 4—industrial steel + lubricant No.2; 5— industrial steel + lubricant No. 3; 6—industrial steel + lubricant No.4; 7—industrial steel + lubricant No.5; 8—industrial steel + lubricant No.6.
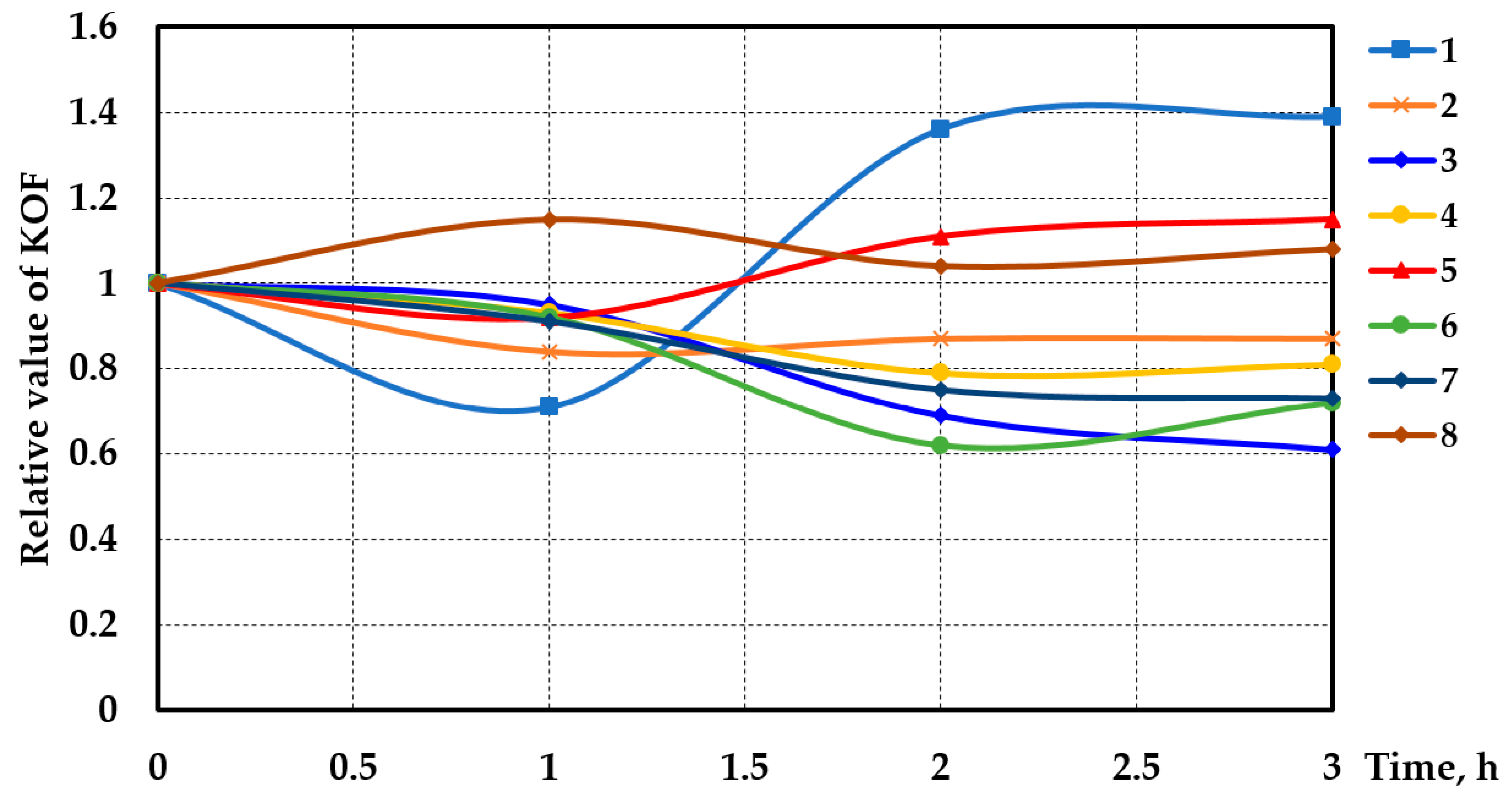

Table 1.
Chemical composition and main mechanical properties of test materials
| Materials |
Chemical composition (in terms of main components) |
, GPa | , MPa | , MPa |
| Rail steel | С – 0.57%, Si – 0.32%, Mn – 0.94%, Fe – base | 211 | 740 | 920 |
| Industrial steel | С – 0.18%, Si – 0.19%, Mn – 0.41%, Cr – 0.05%, Fe – base | 210 | 250 | 435 |
| Wheel steel | С – 0.58%, Si – 0.34%, Mn – 0.76%, Fe – base | 212 | 845 | 985 |
| М2 copper | Fe – 0.04%, Ni – 0.08%, Sn – 0.02, Cu – base | 117 | 116 | 210 |
| МА2 magnesium alloy | Al – 4.32%, Mn – 0.32%, Zn – 1.16%, Mg – base | 48.8 | 135 | 230 |
| Al-Mn alloy | Mn – 1.24%, Si – 0.26%, Fe – 0.18%, Cu – 0.09, Al – base | 70.5 | 141 | 224 |
Table 2.
Friction regimes investigated
| Sample material | Lubricant composition | ||
| Pure oil | No.1 | No.2—No.6 | |
| Rail steel | + | + | – |
| Industrial steel | + | + | |
Table 3.
Key results of the experiment
| Sample material | Friction mode, lubricating composition number |
Maximum wear |
Relative friction coefficient | Variation of mean hardness | Variation of homogeneity coefficient |
| , mm | , % | , % | |||
| Rail steel | pure oil | 0.08 | +9.8 | +31 | |
| No.1 | <0.001 | +14.7 | +29 | ||
| Industrial steel | pure oil | 0.095 | +13.9 | +34 | |
| No.2 | 0.084 | +1.3 | +58 | ||
| No.3 | 0.23 | +4.2 | +63 | ||
| No.4 | 0.0015 | +31.6 | +32 | ||
| No.5 | 0.001 | +16.4 | +32 | ||
| No.6 | 0.04 | +7.3 | +33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



