
Submitted:
21 February 2024
Posted:
21 February 2024
You are already at the latest version
Abstract
This paper presents a study of the 2D roughness profiles on a flat surface generated on a steel work piece, by ball nose end milling, with linear equidistant tool paths (pick-intervals). The milled surface exploration with a surface roughness tester (on pick and feed directions) produces usually 2D roughness profiles having periodical evolutions. These evolutions can be seen as time-dependent signals, describable as a sum of sinusoidal components (the wavelength of each component being regarded as a period). In order to detect a well approximated description of these components, two appropriate signal processing techniques are used in this work: first technique provides a direct mathematical (analytical) description and is based on computer aided curve (signal) fitting (more accurate), the second technique (providing an indirect and incomplete description) is based on the spectrum generated by fast Fourier transform (less accurate). This study can be seen as a way for a better understanding the interaction between the tool and the work piece or to achieve a mathematical description of the machined surface microgeometry in terms of roughness (e. g. its description being a collection of closely spaced 2D roughness profiles).
Keywords:
2D roughness profiles
; milling
; ball nose end mill
; curve (signal) fitting
; fast Fourier transform.
1. Introduction
The surface roughness of machined steel work pieces by milling with ball nose end mills is obviously strictly related with the interaction between tool and work piece. Mainly it depends by cutting tool shape, geometry and position (tilt angle, axial depth of cut, effective cutting diameter), cutting machining parameters (cutting speed, feed rate and direction) milling strategy (tool path patterns, step over distance) and cutting forces (involved in tool elastic deformations). Some non-systematic phenomena are occasionally also involved in the definition of this roughness: tool work piece relative vibrations, self-excited vibrations, local variation of hardness on work piece material, tool wear, cutting edge adhesions or fractures, etc. Therefore, in the most appropriate milling conditions, the roughness is mainly characterized by a microgeometry with a regular (periodical) shape with equidistant pick (path)-interval and feed-interval scallops [1] on pick and feed directions.
A better understanding of tool-work piece interaction during any cutting process supposes a deep investigation of the surfaces roughness. First approach in this investigation is the experimental sampling of surfaces roughness description using appropriate equipment. The most common method to achieve this sampling is to use contact profilometers [2-8] as reliable but time-consuming method. Some other methods use the non-contact surface exploration by lasers [9], laser interferometry [10, 11], laser confocal microscopes [12], optical systems [13, 14] or machine vision systems [15].
Because generally the description of a 3D surface roughness by sampling is obtained by joining many 2D roughness profiles (e. g. as a grid on pick and feed directions), the investigation of these surfaces means mainly a study on each of these 2D roughness profiles (2DRPs), frequently as having a periodic evolution [2, 4, 5, 8, 9, 13, 14 and 16]. Some investigation techniques on this topic are available in literature, most of these revealing the existence of numerous permanent sinusoidal components inside these 2DRPs (as wavinesses [16], with dominants and some harmonics). Some previous studies indicate the availability of component finding description techniques using synthetic rather than analytic methods, the 2DRPs being treated mainly as digital time-dependent signals. The easiest synthetic description of components can be obtained by digital filtering [17], particularly using a selective band pass filtering [8]. A relative better approach in this synthetic description is possible using the power spectral density (by fast Fourier transform, FFT) of 2DRPs as signals [2, 7, 8, 15 and 16]. On a FFT spectrum (with amplitude on y-axis and conventional frequency as the inverse of the wavelength on x-axis) each significant sinusoidal component inside a 2DRP is described as a peak. However, the availability of FFT is seriously affected generally by a small resolution of conventional frequency (Rcf) on spectra. The using of a high sampling rate (or sampling frequency fs as well) for 2DRP description (in order to have a high Nyquist limit fNq = fs/2) should be mandatory accompanied by a high number (N) of samples (or a big size, length, of 2DRP) in order to have a small resolution of conventional frequency Rcf = fs/N. If this resolution is not small enough, some peaks in spectrum are missing or have wrong described amplitude (smaller than normal). This is a major inconvenient of FFT, not yet resolved in these previous approaches. However, there is a supplementary inconvenient of analysis by FFT: the synthetic description of sinusoidal components is incomplete (their phases at the origin of time are missing).
In some cases the 2DRPs, seen as time-dependent signals, contains short sinusoidal components which don’t persist permanently. For these situations (not considered in our work), when generally short oscillations (waves) occurs temporarily, the FFT analysis is not at all appropriate, but there are available other specific investigation techniques (inspired by the study of vibrations), e. g. based on Wavelet Transform (as Continuous Wavelet Transform [7], Frequency Normalized Wavelet Transform [18, 19] and Wavelet Packet Transform [20]).
The main purpose of this work is focused on the investigation of periodical 2DRPs (seen as time-dependent signals) in order to find out the best analytical approximation of them, as close as possible to experimental evolutions, as a sum of significant sinusoidal components. Each sinusoidal component (analytically defined by the amplitude, a conventional frequency and a phase at the conventional origin of time) is a description of a waviness on the machined surface of work piece. The inverse of the conventional frequency (as conventional period) is the waviness wavelength.
Particularly, these 2DRPs are experimentally sampled in feed and pick directions (using a contact profilometer) on a theoretically flat surface milled with a ball nose end mill. A curve fitting procedure in Matlab (based on Curve fitting Toolbox) will be privileged in this approach. As opposed to the FFT procedure (also addressed here), now even relative small size (length) 2DRPs are appropriate for curve fitting procedure, high accuracy in analytical description of sinusoidal components being attainable. Similarly with FFT procedure, the curve fitting procedure has the same Nyquist limit (fNq = fs/2), in other words it is not possible to find out the analytical descriptions of sinusoidal components having conventional frequency above the Nyquist limit fNq. The curve fitting procedure allows an interesting approach: a 2DRP in analytical description can be artificially resized by mathematical extrapolation (increasing the number N of samples, keeping the same sampling rate fs). The accuracy of the FFT spectrum of this resized 2DRP is significantly improved due a smaller conventional frequency resolution, so now the FFT spectrum is more appropriate to describe synthetically the contents (in sinusoidal components) of a 2DRP.
2. Materials and Methods
A flat surface was milled on a work piece made by 90MnCrV8 steel (60 HRC hardness) using a carbide 12 mm 3 flute ball nose end mill, TiAlN coated (as GARANT Diabolo solid carbide ball nose slot drill HPC 12 mm, from Hoffmann Group), tilted with 25 degrees to the pick direction and perpendicular to the feed direction, with these cutting regime parameters: 5200 rpm, 1560 mm/min feed rate, constant 0.1 mm axial depth of cutting and 0.4 mm step over (with theoretical equals pick-interval scallops height [21]). Figure 1 presents a down milling process conceptual description (with the work piece in cyan color, the tool in red, the feed direction in green, the rotation sense in blue). The magenta colored straight line (d1) depicts the pick direction; the black colored line (d2) depicts the feed direction, both used conventionally for experimentally sampling of 2DRP (with a SURFTEST SV-2100W4 contact profilometer, from Mitutoyo). Figure 2 presents a view of tool and work piece (with the cutting process stopped) on a vertical machining center CNC OKUMA GENOS M460R-VE.
Figure 3 presents a view on the roughness sampling setup, with the flat milled surface placed in horizontal position (here for sampling in pick direction).
The numerical description of a 2DRP is delivered as a two-column .txt files describing 8,000 equidistant samples (Δx = 0.5 μm sampling interval between samples on x-axis, for 4 mm total distance). This file is easy loadable in Matlab and analyzable as time-depending signal (by FFT and curve (signal) fitting). Figure 4 presents a 4 mm length 2DRP, sampled in pick direction (drawn in Matlab). As expected, there is a dominant periodical component inside. A rough estimation on Figure 4 indicates 10 periods, each period being equal to the milling step over (400 micrometers) and an average pick-interval scallop height of 2.5 micrometers.
Figure 5 presents a partial view of the FFT spectrum of this 2DRP with real amplitudes (in Matlab). The 2DRP from Figure 4 was processed in FFT as a time-dependent signal (the x-coordinates of samples are seen as signal samples time; the y-coordinates are seen as signal level). The sampling interval Δx on x-axis (Δx=0.5 μm) is seen as conventional sampling period Δt on t-axis. An x-coordinate on the abscissa of Figure 5 is the equivalent of a conventional frequency or the inverse of a conventional period or an inverse of a wavelength as well. A peak on FFT spectrum (e. g. the highest peak , depicted by an x-coordinate of 0.0025 μm-1 and a y-coordinate of 1.138 μm) indicates that in the 2DRP exists a dominant sinusoidal component having the wavelength λ=1/x (e. g. λ1 = 1/0.0025 = 400 μm for the peak 1). This is exactly the step over value (pick feed) previously highlighted. On Figure 5 some other relevant peaks (2, 3, 4 and 5) depict sinusoidal components, harmonically correlated with the dominant, the ith harmonic (with i =1, 2, 3 and 4) having the wavelengths λi = λ1/(i+2) as 200, 133.(3), 100 and 80 μm. The conventional sampling period Δt = 0.5μm depicts the sampling frequency (rate) fs = 1/ Δt = 2 μm-1 so a conventional Nyquist limit (frequency) of fNq = fs/2 = 1μm-1. In other words, the smaller synthetic describable wavelength of a sinusoidal component inside the 2DRP by FFT spectrum is defined as λmin = (fNq)-1 = (fs/2)-1 = 1 μm.
However, as it is clear indicated on Figure 5, the conventional frequency resolution Rcf = fs/N = 2/8000 = 0.00025 μm-1 is not small enough in order to describe an accurate spectrum. On the spectrum from Figure 5 there are only 0.02/Rcf = 0.02/0.00025 = 80 samples. There are certainly other higher harmonics that are not visible in spectrum. A longer 2DRP (obtained by increasing the number of samples and keeping the same sampling frequency) reduces significantly the conventional resolution. It must be stated again that the FFT spectrum doesn’t provide the phase at origin of conventional time (x=0) for sinusoidal components.
A better approach proposed in this paper considers that inside the y(x) 2DRP is a consistent deterministic part yd(x) and a less significant non deterministic part ynd(x), with y(x) = yd(x) + ynd(x). Generally, for periodical 2DRPs, this deterministic part yd(x) is describable as a sum of n sinusoidal components:
In Eq. (1) Aj are amplitudes, 𝜔j are conventional angular frequencies (related by wavelengths λj, with 𝜔j =2π/λj) and φj are conventional phase shifts at origin (x = 0). Here x (the current position of the profilometer stylus on x- axis) plays the role of time.
The curve (signal) fitting procedure (using Curve fitting tool from Matlab) allows finding out with a good approximation the coefficients Aj, 𝜔j and φj. A sine model (f(x)=a1*sin(b1*x+c1) was used for a first fitting with x as X data and y as Y data. In this model a1, b1 and c1 plays the role of A1, 𝜔1 and φ1 coefficients in definition of first sinusoidal component yd1(x). The first curve fitting produces the results A1 = 1.151 μm, 𝜔1 = 0.01558 rad/μm and φ 1 = 4.1871 rad (usually this fitting procedure find the description of the highest amplitude component). This first sinusoidal component yd1(x) is depicted in blue color on Figure 6 (as dominant), overlaid on y(x), depicted in red color (an evolution already described in Figure 4). Thus the component yd1(x) can be mathematically described as:
The description of yd1(x) from Eq. (1) allows the mathematical removing from y(x), with the result depicted in Figure 7, as the first residual (r1(x)) 2DRP, r1(x) = y(x)-yd1(x) after first curve fitting (drawn at the same scale with Figure 6). The decrease of y-coordinates of the residual profile is a supplementary proof of the quality of yd1(x) mathematical description.
It is obvious that the dominant component yd1(x) really fits with y(x). Its amplitude A1 is close by this depicted in FFT spectrum (peak 1), its wavelength λ1 = 2π/𝜔1 =2π/0.01558 = 403.285 μm, is close by the step over value or pick feed (400 μm) during the milling process. The conventional frequency of yd1(x) is 1/λ1 = 0.002479 μm-1, more accurately described by comparison with Figure 5, related to the first peak (there 1/λ1 = 0.0025 μm). Related by the difference between λ1 = 403.285 μm (determined by curve fitting) and the pick feed (400 μm), a logical conclusion must be drawn: we rather suspect the imprecise control of the x-movement of the contact profilometer during measurement than the pick feed control during milling process.
It is clear that this procedure can be repeated identically (automatically, by programming in Matlab) many times, the mathematical description of the ydj(x) sinusoidal component can be found by curve fitting of the (j-1)th residual of 2DRP, as rj-1(x), described with:
Of course, in curve fitting procedure (as in the case of the FFT spectrum) the exceeding of the Nyquist limit is forbidden (𝜔j <2πfNq or λj > (fNq)-1).
Hypothetically, considering that ynd(x) = 0, a perfect mathematically description of yd(x) (after n curve fitting similar steps), should produce an rn(x) = 0 for the nth residual of 2DRP (graphically representable as a straight line placed on the x-axis).
The viability of this method of determining the mathematical description of a roughness profile (by a similar curve fitting method developed in Matlab) has been demonstrated before [22] in the analysis of other types of complex signals (vibrations, active electrical power, instantaneous angular speed, etc.) containing many sinusoidal components.
3. Results and Discussions
3.1. The Analysis of 2D Roughness Profiles in Pick Direction by Curve Fitting
The analysis of the 2DRP already sampled before (Figure 4) has been done similarly by this curve fitting procedure another 121 times. The mathematical description of 122 sinusoidal components inside y(x) was found. Figure 8 presents the 2DRP (already depicted in red color on Figure 4 and Figure 6) overlaid on an approximation of yd(x) by mathematical addition of these 122 sinusoidal components (in blue color). On the same Figure is overlaid the 122th residual of 2DRP (r122(x)), depicted in purple color. Figure 9 presents a zoom-in detail in area A from Figure 8.
It is obvious that there is a good fit between the approximation of yd(x) and y(x). By comparison with Figure 7 there is a significant smaller residual of 2DRP, mainly describing the nondeterministic content ynd(x) of y(x).
As is well known [23], any evolution of a signal in time (or similar, e. g. this 2DRP in pick direction) can be well approximated as a sum of sinusoidal components. In our approach it is more interesting to find its approximated analytical description (strictly related by milling process) as a sum of harmonically correlated sinusoidal components (as ydh(x)) with a fundamental on 0.01557 rad/μm as conventional angular frequency 𝜔1 (Eq. (2)) related by pick feed or step over and some harmonics (on 2·0.01557 rad/μm, 3·0.01557 rad/μm frequency, so on). In other words, the deterministic part of y(x) should be seen as yd(x) = ydh(x) + ydnh(x), with ydnh(x) as a sum of sinusoidal non-harmonically correlated components. Of course, this new type of approximation is available here because ydh(x) is dominant (yd(x) ≈ ydh(x)).
Among the 122 identified sinusoidal components, 30 components were found to be well harmonically correlated (and involved in ydh(x) definition from Eq. (4)) with a good approximation, with the values AHi, 𝜔Hi and φHi given in Table 1.
Some harmonics are missing (e. g. H6, H17, H20, H21, etc.).
Figure 10 presents an equivalent of Figure 8 but with an approximation of yd(x) with ydh(x) according with Eq. (4) and Table 1. Figure 11 presents a zoom in detail in area A on Figure 10 (similarly with Figure 9).
A comparison of Figure 10 and Figure 11 with Figure 8 and Figure 9 proves that the fitting is acceptable but less good as before, aspect well highlighted by the evolution of the residual (r30(x)). Especially in some areas (e. g. B, C and D on Figure 10) the fit between y(x) and ydh(x) is locally less good. There are some reasons for this misfit. Firstly, we should consider the angular position of the milling tool (due to its rotation). This position was not rigorously the same each time when its axis intersects the line (e. g. (d1) on Figure 1) where the 2DRP was sampled (the pick-interval scallops geometry on this line from working piece is slightly different). Secondly, there are variable flexional deformation of the milling tool on the direction of this line (on pick feed direction).
However, in this approach, the ydh(x) evolution (depicted separately in Figure 12) provides one of the best characterizations of the 2DRP, systematically related by the interaction between milling tool and work piece.
Due to a small imprecision of curve (signal) fitting process, there is not a perfect harmonic correlation between the 30 components inside ydh(x), as it is clear indicated on Table 1 (with 𝜔Hi ≈Hi ·𝜔H1 or λHi ≈ λH1/Hi as well), the ydh(x) evolution from Figure 12 is not strictly periodical, as expected.
This inconvenient can be simply avoided, roughly considering in Eq. (4) 𝜔Hi =Hi ·𝜔H1. A rigorously approach, is the replacing in 𝜔Hi =Hi ·𝜔H1 the conventional angular frequency 𝜔H1 with a more probable equivalent value 𝜔He1, calculated as:
In 𝜔He1 the weighting (by amplitude AHi) of conventional angular frequency 𝜔Hi of each harmonic, relative to the amplitude AH1 of the first harmonic H1 (as dominant) is considered. However there is no significant difference between 𝜔H1 and 𝜔He1.
With this value 𝜔He1 the description of ydh(x) from Eq. (4) can be rewritten as ydhe(x) according to Eq. (6) and graphically depicted according to Figure 13.
This ydhe(x) profile can be accepted as a systematic characterization (pattern) of the 2DRP in pick direction. Even a more interesting characterization is done if this ydhe(x) profile is described considering that the origin on x-axis (x= 0) is artificially moved in the abscissa (2π-φH1)/𝜔He1 of the first zero-crossing point (from negative to positive values) of the dominant sinusoidal component (H1 in Table 1). Now ydhe(x) profile becomes ydhe0(x), mathematically described with Eq. (7) and graphically depicted in blue color on Figure 14. There the curve depicted with magenta color describes the dominant component (H1), moved in new origin (as H10), with 𝜔H1 replaced with 𝜔He1.
With Eq. (7) rewritten as Eq. (8), this move in a new origin is an equivalent of a positive shift of phase (Hi·(2π-φH1)) at origin for all the components:
Figure 15 presents a zoom in detail of Figure 14, with a first period of ydhe0(x) profile and the component H10.
This ydhe0(x) type of 2DRP is useful when two (or more) 2DRPs sampled in similar condition are compared. In this approach, a second 2DRP was sampled on the same flat milled surface on a straight line parallel with (d1) on pick direction, a randomly chosen distance between (several millimeters).
As an equivalent of Figure 10, Figure 16 presents this new 2DRP (as y(x), in red) having the same number of samples (8,000) and sampling interval (Δx=0.5 μm), overlapped with the ydh(x) profile (in green) and the residual (in purple). This time only 12 harmonically related sinusoidal components inside ydh(x) were found (Table 2) among the 122 sinusoidal components in yd(x).
As an equivalent of Figure 14, Figure 17 presents the evolution of ydhe0(x) profile (in green) overlaid on the evolution of the dominant component H10 (in brown).
It is interesting here to highlight the similarities (by comparison) between the ydhe0(x) profiles (from Figure 14 and 17), by their overlapping, on Figure 18. This is possible because both profiles start in a zero-crossing point (from negative to positive ordinates) of their dominant component H10. A zoom-in detail on first period of Figure 18 is depicted in Figure 19.
As is obvious on Figure 18 and especially in Figure 19, there are strong similarities between the ydhe0(x) profiles (and between dominant components H10 too). This proves that the proposal of this ydhe0(x) pattern is a useful approach in a comparative analysis of 2DRPs sampled in similar conditions (especially direction) on a flat milled surface with a ball nose end mill.
3.1.1. The Synthesis of a 2D Roughness Profile Pattern on a Period by Profile Averaging
There is another simple option to find out a synthetic (non-analytic) description of a pattern useful to characterize the periodical 2DRPs describable with m conventional periods: the y-coordinate of a point on this pattern (as yap(x)) being an average of the y-coordinates of m points on 2DRP. The distance (measured on x-axis) between each two consecutive points is exactly the conventional period of the dominant H1, as the equivalent wavelength λHe1 calculated with λHe1=2π/ 𝜔He1. A y-coordinate value of this average pattern yap(x) is established by calculus as:
The length of this pattern is exactly the conventional period (the wavelength λHe1). A better approach is to describe this yap(x) pattern starting from the zero-crossing point of the dominant H1 (as yap0(x), Eq. (10)), this starting point having the x-coordinate (2π-φH1)/𝜔He1.
Here x is the x-coordinate of a generic point on pattern yap0(x). In Eq. (10), in almost all previous equations (except Eq. (5)) and in the sampled 2DRP, the x-coordinate is numerically described, as x= l·Δx for the lth sample, l=1÷N. Here x+(2π-φH1)/𝜔He1+ i·λHe1 and x+i·λHe1 in Eq. (9), are also x-coordinates numerically described of samples placed on 2DRP.
Figure 20 presents this yap0(x) pattern, established by averaging, for the first sampled 2DRP (with m=9). It is expected that this averaging (acting as a kind of digital filter) strongly attenuates the non-sinusoidal components (noise) as well as the harmonically uncorrelated ones with the dominant H1. In other words is expected that this yap0(x) pattern is similar with the first period of ydhe0(x) profile (already depicted in Figure 15). This is fully confirmed in Figure 21, where the yap0(x) pattern, the ydhe0(x) profile (first period) and the dominant H10 are overlapped.
Similar considerations can be made for the yap0(x) pattern of the 2nd 2DRP sampled in pick direction, depicted in Figure 22.
There is an interesting utility of these yap0(x) patterns, similar with the utility of first periods from ydhe0(x) profiles, already stated before in Figure 19: it allows us the synthetic characterization of the roughness profiles, eventually by comparison. As example, Figure 23 depicts a graphical overlapping of the yap0(x) patterns for both sampled 2DRPs, in pick direction. As expected, there is a very good similarity between yap0(x) patterns, even better than between ydhe0(x) profiles.
Certainly, an interesting and easier way to determine a more trustworthy description of a ydhe0(x) profile is the analysis by curve (signal) fitting of the extended yap0(x) pattern over m successive periods.
3.1.2. An Approach on FFT Spectrum in 2D Roughness Profiles Description
There is another interesting resource that can be exploited related by the mathematical description of ydh(x) profile, particularly ydhe(x) profile. As already stated in Section I, the length of any of two analytical profiles can be artificially increased by mathematical extrapolation (by increasing the number of samples from N to p·N), keeping the same sampling rate fs. This way the conventional frequency resolution (as Rcfe) of the FFT spectrum for any of the two extrapolated profiles (Rcfe = fs/pN) decreases significantly (by p times compared with the spectra of original profiles having Rcf = fs/N conventional frequency resolution), the Nyquist limit remains unchanged. The quality description of the sinusoidal profile components by means of the FFT spectrum increases significantly.
As a first example, related by first 2DRP, Figure 24 depicts partially (in the 0 ÷ 0.02 μm-1 conventional frequency range) the FFT spectrum for y(x) profile (in red, a spectrum already presented before in Figure 5) - and for extrapolated ydhe(x) profile (in blue, with p =10). Figure 25 presents the both spectra on an extended range of conventional frequency (0 ÷ 0.08 μm-1), with the first 27 harmonic correlated sinusoidal components (with 𝜔Hi =Hi ·𝜔H1).
Because in this approach the conventional angular frequencies 𝜔H1 and 𝜔He1have very similar values (Table 1 and Eq. (5)), the FFT spectrum of extrapolated ydh(x) and ydhe(x) profiles are very similar. The changing of origin of ydhe(x) profile (in order to produce the ydhe0(x) profile) does not produce any change on the FFT spectrum (which is insensitive to phase shifting). The FFT spectrum of extrapolated ydhe(x) and ydhe0(x) profiles are identical.
It is obvious that the FFT spectrum of extrapolated ydhe(x) profile can be used also as a pattern in the comparison of two (or more) 2DRPs, sampled on the same surface, in similar conditions. The similarities between the partial FFT spectra of extrapolated ydhe(x) profiles (with p =10) found in both 2DRPs analyzed before, are clearly highlighted in Figure 26, with a zooming on y-axis depicted in Figure 27. For an easier comparison, the FFT spectrum of extrapolated ydhe(x) of 2nd analyzed 2DRP has been artificially moved with 0. 02 μm up and 0.0005 μm-1 right.
In a simpler and trustworthy approach, is possible the investigation of the resources provided by the compared FFT spectra of extended yap0(x) patterns (related by both 2DRPs) over m successive periods.
3.2. The Analysis of 2D Roughness Profiles in Feed Direction
A similar study is possible on the 2DRPs sampled on the same machined surface, in feed direction, parallel with (d2), in identical conditions, number of samples and sampling rate. It is expected that each of these 2DRPs describe a periodical succession of feed-interval scallops, as traces left by the tips of the milling tool edges during its rotation and feed motion. With a milling tool having three teeth, 5600 rpm rotation speed and 1560 mm/rot feed, the conventional period of these feed-interval scallops should be equal with the feed per tooth ft = 0.1 mm.
Figure 28 presents a first 2DRP sampled in feed direction (colored in red), the deterministic part harmonically correlated ydh(x) (as a sum of 11 components, colored in blue) and the residual r11(x) colored in purple. Figure 29 presents the overlapping of the first two periods from the dominant H10 (curve 1), first two periods of profile ydhe0(x) (curve 2) and the pattern yap0(x) -with m = 11-, extrapolated on two periods (curve 3). As expected, there is a relative good fit between.
Unexpectedly, the conventional angular frequency 𝜔He1 = 0.020921 rad/μm defines the wavelength λHe1 = 2π/𝜔He1 = 300.32 μm, as a conventional period, three times bigger than the feed per tooth (100 μm) but practically equal to the feed per milling tool rotation fr. This means that the 2DRP in feed direction reveals an abnormal behavior of the milling tool, because it rotates off of its axis (with run out, [3]) a single tooth is involved in cutting process. Obviously the theoretical 2DRP in feed direction consists mainly from a group of 2D curve (trochoidal) arcs, as portions of the trajectories of points on the teeth cutting edges. Figure 30 presents a conceptual simulation (without milling tool run out) of these identical trochoidal trajectories (Tr1, Tr2 and Tr3) at high feed rate (for clarity of approach). Figure 31 describes these trajectories with a particularly run out on milling tool: the rotation center is in opposite direction to the point involved in the generation of trajectory Tr2. In both Figures, for down milling, the theoretical 2DRP is described by arcs between the lowest intersection points of trajectories.
If the run out is big enough, then the theoretically 2DRP is described by arcs placed on a single trochoidal trajectory, Tr2 on Figure 31. Here (d) is the work piece surface reference line before milling. A conventional period of the dominant component in 2DRP is equal with the feed per rotation (fr) and not with the feed per tooth (ft = fr/3). The points A, B from Figure 31 are found in the areas A, B from Figure 29. As opposed to Figure 31, on Figure 29 there is no equality of scales on x and y-axis.
A similar and comparative study can be performed related to a second 2DRP sampled on a straight line (feed direction) as parallel direction to (d2). As opposed to the analysis of 2DRP in pick direction, now this second 2DRP was sampled along a straight line carefully placed as precisely as possible over a whole number of pick-intervals. A correct comparison supposes that the first and second theoretical 2DRP should be the result of the trajectories of the same points on the teeth cutting edges.
The equivalent of Figure 28 is depicted in Figure 32; the equivalent of Figure 29 is depicted in Figure 33. As expected, similarly with Figure 29, there is a relative good fit between the dominant component H10, ydhe0(x) profile and the pattern yap0(x).
As already stated before, related by first 2DRP in feed direction, the same abnormal behavior of the milling tool persists, because the run out, a single tooth is involved in cutting process, the conventional angular frequency being 𝜔He1 = 0.020946 rad/μm defines the wavelength λHe1 = 2π/𝜔He1 = 299.97 μm, as a conventional period or feed per rotation fr as well (very close on that determined for first profile), three times bigger than the feed per tooth (100 μm).
A comparison between Figure 29 and Figure 33 indicates that, similarly with the study in pick direction, there are also strong similarities between these two different 2DRPs sampled in feed direction. Figure 34 depicts the overlapped profiles ydhe0(x), Figure 35 depicts the overlapped of extended patterns yap0(x), with two periods.
However we should mention that the coincidence of these two ydhe0(x) profiles (Figure 34) is less good than in the case of the ydhe0(x) profiles for 2DRPs sampled in pick direction (Figure 19). A similarly conclusion is available for the coincidence of yap0(x) patterns (by comparison between Figure 35 and Figure 23). The main reason for these misfits is the lack of certainty that the two analyzed 2DRPs were generated by the same points of the tool edges.
It is possible also to perform a comparison between the FFT spectra of extrapolated ydh(x) profiles of both 2DRPs, with p =10, as Figure 36 indicates, with zooming on y-axis depicted in Figure 37. For an easier comparison, the FFT spectrum of extrapolated ydh(x) of 2nd analyzed 2DRP has been artificially moved with 0. 01 μm up and 0.0005 μm-1 right.
The similarities between spectra of extrapolated ydhe(x) profiles are certain related by conventional frequencies of peaks but less evident related by the peaks amplitudes.
4. Conclusions
The proposed method to analyze and to find (by curve/signal fitting) the mathematical description of the periodical part of an experimental 2D roughness profile, 2DRP (as a sum of sinusoidal components harmonically correlated), provides reliable results, experimentally confirmed, useful to characterize the milled surface (as a sum of wavinesses on two perpendicular directions) and the interaction between the tool and work piece during the milling process (particularly of machined flat surfaces with ball nose end mill, constant step over).
This work proposes an analytical definition of a periodic profile, as a best systematically characterization (pattern) of an experimental 2DRP, sampled with a contact profilometer (in pick and feed directions). A very similar periodic profile (however without an analytical description) is generated using a special kind of sample averaging inside the experimental 2DRP. These periodic profiles are useful for comparison purposes between different experimental 2DRPs or to validate a predictive model for 2DRP [10, 24 and 25] or to achieve the mathematical description of the microgeometry of a milled surface. The shape of these periodic profiles can provide important clues related to the discovery and description of some abnormalities in the milling process (e. g. the tool run out, revealed in this work).
This work proves that the mathematical extrapolation of the analytical defined periodic profile of 2DRP improves the availability of a known but underutilized method of roughness analyzes based on the spectrum of the periodic profile (seen as a time-dependent signal) generated by fast Fourier transform (FFT), with a low (conventional) frequency resolution.
Of course, a generalization of these results in the analysis of other types of milled surfaces (eventually using other roughness sampling methods) is a fully feasible option.
As a future approach, we intend to extend this study to the investigation of the 3D mathematical description of the roughness microgeometry of the complex milled surfaces, experimentally sampled with an appropriate optical system.
Author Contributions
Conceptualization, M.H. and F.C.; methodology, M.H., E.P, C.-G.D. and A.M; software M.H and C.-G.D.; validation F.C, E.P. and A.M; investigation E.P, M.H and D.-F.C.; resources C.-G.D. and D.-F.C.; data curation, M.H., E.P., C.-G.D., A.M. and D.-F.C.; writing—original draft preparation, M.H., F.C, C.-G.D. and A.M; writing-review and editing, E.P. and D.-F.C.; supervision and project administration, M.H. and. C.-G.D.; funding acquisition, C.-G.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this paper are available upon request addressed to corresponding author.
Acknowledgments
Many thanks to Mitutoyo Romania for donation of the roughness measuring equipment. We would like to express many thanks to our colleagues Neculai-Eugen SEGHEDIN and Eugen CARATA who, some time ago, have equipped the department with several modern CNC machines and equipment. Some of these were used in this study. We also thank our colleague Florentin CIOATA for his support and advices.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Chen, J.S.; Huang, Y.K.; Chen, M.S. A study of the surface scallop generating mechanism in the ball-end milling process. Int. J. Mach. Tools Manuf. 2005, 45, 1077–1084. [Google Scholar] [CrossRef]
- Costes, J.P. A predictive surface profile model for turning based on spectral analysis. J. Mater. Process. Technol. 2013, 213, 94–100. [Google Scholar] [CrossRef]
- Ren, Z.; Fang, Z.; Kobayashi, G.; Kizaki, T.; Sugita, N.; Nishikawa, T.; Kugo, J.; Nabata, E. Influence of tool eccentricity on surface roughness in gear skiving. Precis. Eng. 2020, 63, 170–176. [Google Scholar] [CrossRef]
- Álvarez-Flórez, J.; Buj-Corral, I.; Vivancos-Calvet, J. Analysis of roughness, force and vibration signals in ball-end milling processes. J. Trends Dev. Mach. Assoc. Technol. 2015, 19, 1–4. [Google Scholar]
- Zahaf, M.Z.; Benghersallah, M. Surface roughness and vibration analysis in end milling of annealed and hardened bearing steel. Measur. Sens. 2021, 13, 100035. [Google Scholar] [CrossRef]
- Bai, J.; Zhao, H.; Zhao, L.; Cao, M.; Duan, D. Modelling of surface roughness and studying of optimal machining position in side milling. Int. J. Adv. Manuf. Technol. 2021, 116, 3651–3662. [Google Scholar] [CrossRef]
- Grzesik, W.; Brol, S. Wavelet and fractal approach to surface roughness characterization after finish turning of different workpiece materials. J. Mater. Process. Technol. 2009, 209, 2522–2531. [Google Scholar] [CrossRef]
- Drbúl, M.; Martikáň, P.; Bronček, J.; Litvaj, I.; Svobodová, J. Analysis of roughness profile on curved surfaces. MATEC Web Conf. 2018, 244, 01024. [Google Scholar] [CrossRef]
- Krolczyk, G.; Legutko, S. Experimental analysis by measurement of surface roughness variations in turning process of duplex stainless steel. Metrol. Meas. Syst. 2014, XXI, 759–770. [Google Scholar] [CrossRef]
- Shang, S.; Wang, C.; Liang, X.; Cheung, C.F.; Zheng, P. Surface roughness prediction in ultra-precision milling: an extreme learning machine method with data fusion. Micromachines 2023, 14, 2016. [Google Scholar] [CrossRef]
- Wang, N.; Jiang, F.; Zhu, J.; Xu, Y.; Shi, C.; Yan, H.; Gu, C. Experimental study on the grinding of an Fe-Cr-Co permanent magnet alloy under a small cutting depth. Micromachines 2022, 13, 1403. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Xu, W.; Shen, T.; Jin, W.; Wu, C. Evaluating surface roughness of curved surface with circular profile based on arithmetic circular arc fitting. Aip. Adv. 2023, 13, 125312. [Google Scholar] [CrossRef]
- Kundrák, J.; Felhő, C.; Nagy, A. Analysis and prediction of roughness of face milled surfaces using CAD model. Manuf. Technol. 2022, 22, 555–572. [Google Scholar] [CrossRef]
- Lazkano, X.; Aristimunno, P. X.; Aizpuru, O.; Arrazola, P. J. Roughness maps to determine the optimum process window parameters in face milling. Int. J. Mech. Sci. 2022, 221, 107191. [Google Scholar] [CrossRef]
- Palani, S.; Natarajan, U. Prediction of surface roughness in CNC end milling by machine vision system using artificial neural network based on 2D Fourier transform. Int. J Adv. Manuf. Technol. 2011, 54, 1033–1042. [Google Scholar] [CrossRef]
- Zeng, Q.; Qin, Y.; Chang, W.; Luo, X. Correlating and evaluating the functionality-related properties with surface texture parameters and specific characteristics of machined components. Int. J. Mech. Sci. 2018, 149, 62–72. [Google Scholar] [CrossRef]
- Filtration techniques for surface texture. Available online: https://guide.digitalsurf.com/en/guide-filtration-techniques.html (accessed on 15 February 2024).
- Josso, B.; Burton, D.R.; Lalor, M.J. Frequency normalised wavelet transform for surface roughness analysis and characterisation. Wear 2002, 252, 491–500. [Google Scholar] [CrossRef]
- Josso, B.; Burton, D.R.; Lalor, M.J. Wavelet strategy for surface roughness analysis and characterisation. Comput. Method. Appl. M. 2001, 191, 829–842. [Google Scholar] [CrossRef]
- Wang, X.; Shi, T.; Liao, G.; Zhang, Y.; Hong, Y.; Chen, K. Using wavelet packet transform for surface roughness evaluation and texture extraction. Sensors 2017, 17, 933. [Google Scholar] [CrossRef]
- Hao, H.; He, D.; Li, Z.; Hu, P.; Chen, Y.; Tang, K. Efficient cutting path planning for a non-spherical tool based on an iso-scallop height distance field. Chinese. J. Aeronaut. 2023, in press, uncorrected proof. [Google Scholar] [CrossRef]
- Horodinca, M.; Bumbu, N.-E.; Chitariu, D.-F.; Munteanu, A.; Dumitras, C.-G.; Negoescu, F.; Mihai, C.-G. On the behaviour of an AC induction motor as sensor for condition monitoring of driven rotary machines. Sensors 2023, 23, 488. [Google Scholar] [CrossRef] [PubMed]
- Lecture: Sums of sinusoids (of different frequency). Available online: http://www.spec.gmu.edu/~pparis/classes/notes_201/notes_2019_09_12.pdf (accessed on 15 February 2024).
- Chen, C.-H.; Jeng, S.-Y.; Lin, C.-J. Prediction and analysis of the surface roughness in CNC end milling using neural networks. Appl. Sci. 2022, 12, 393. [Google Scholar] [CrossRef]
- Peng, Z.; Jiao, L.; Yan, P.; Yuan, M.; Gao, S.; Yi, J.; Wang, X. Simulation and experimental study on 3D surface topography in micro-ball-end milling. Int. J. Adv. Manuf. Technol. 2018, 96, 1943–1958. [Google Scholar] [CrossRef]
Figure 1.
A conceptual description of cutting process.
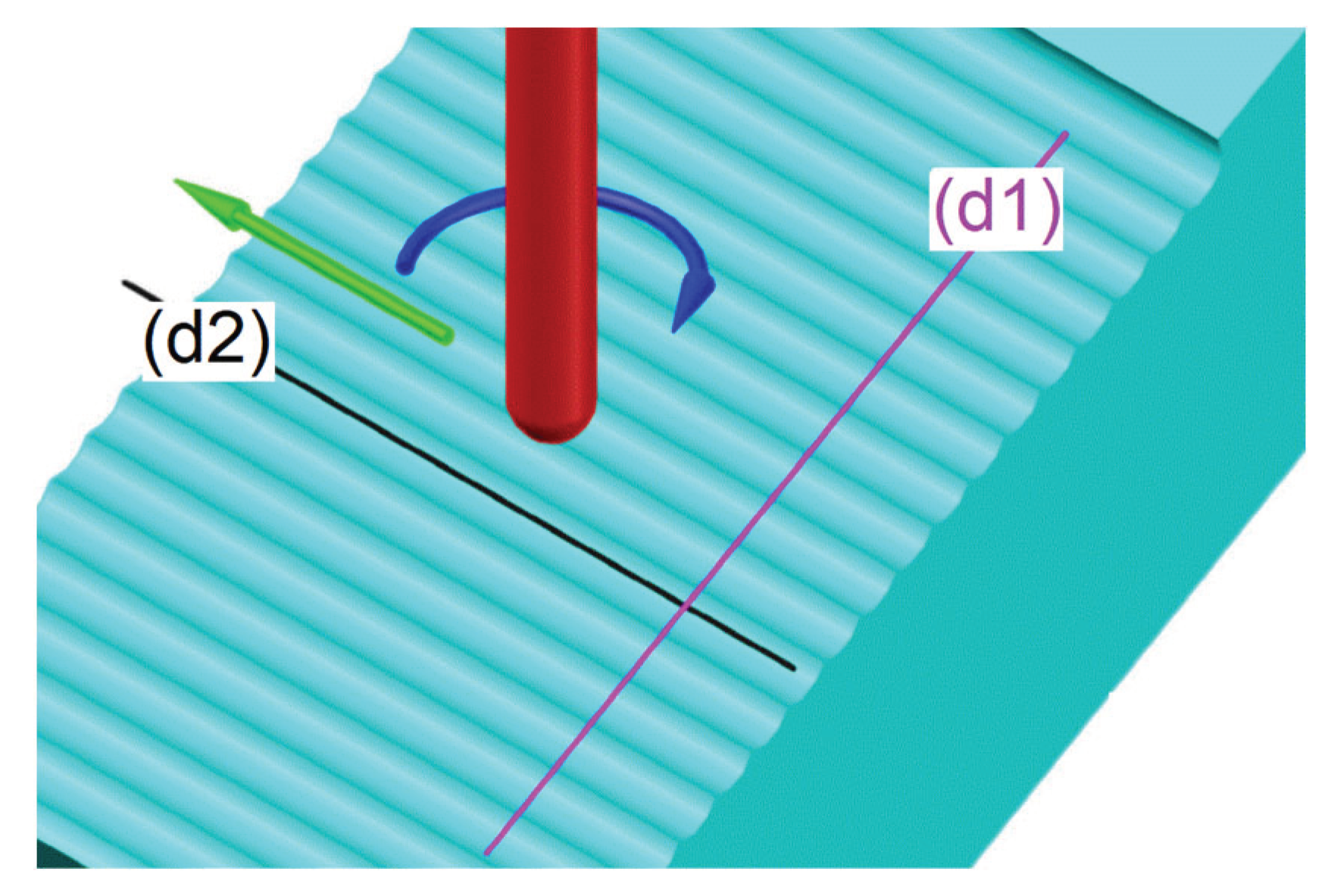
Figure 2.
A view on milling setup.
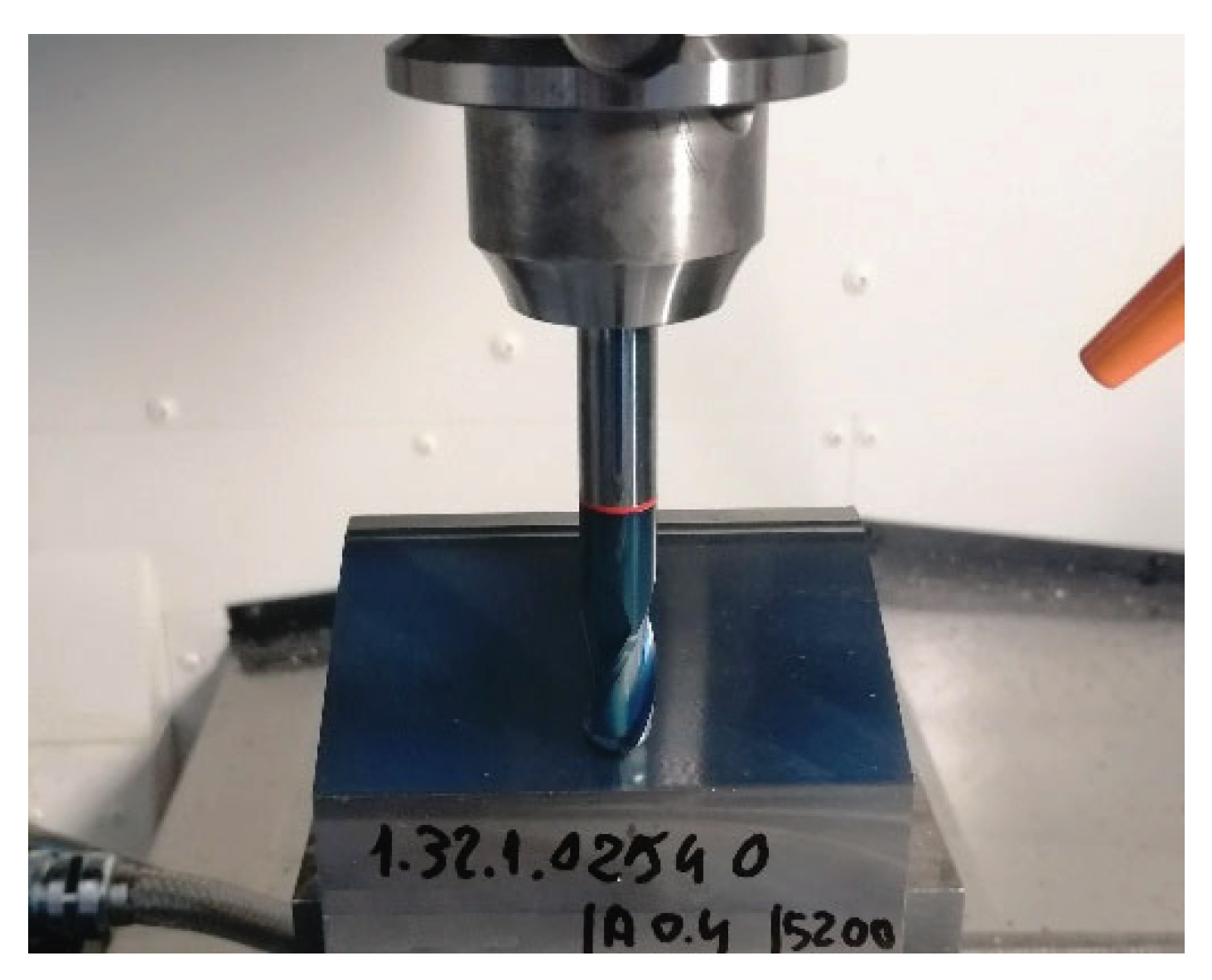
Figure 3.
A view on the roughness sampling setup.
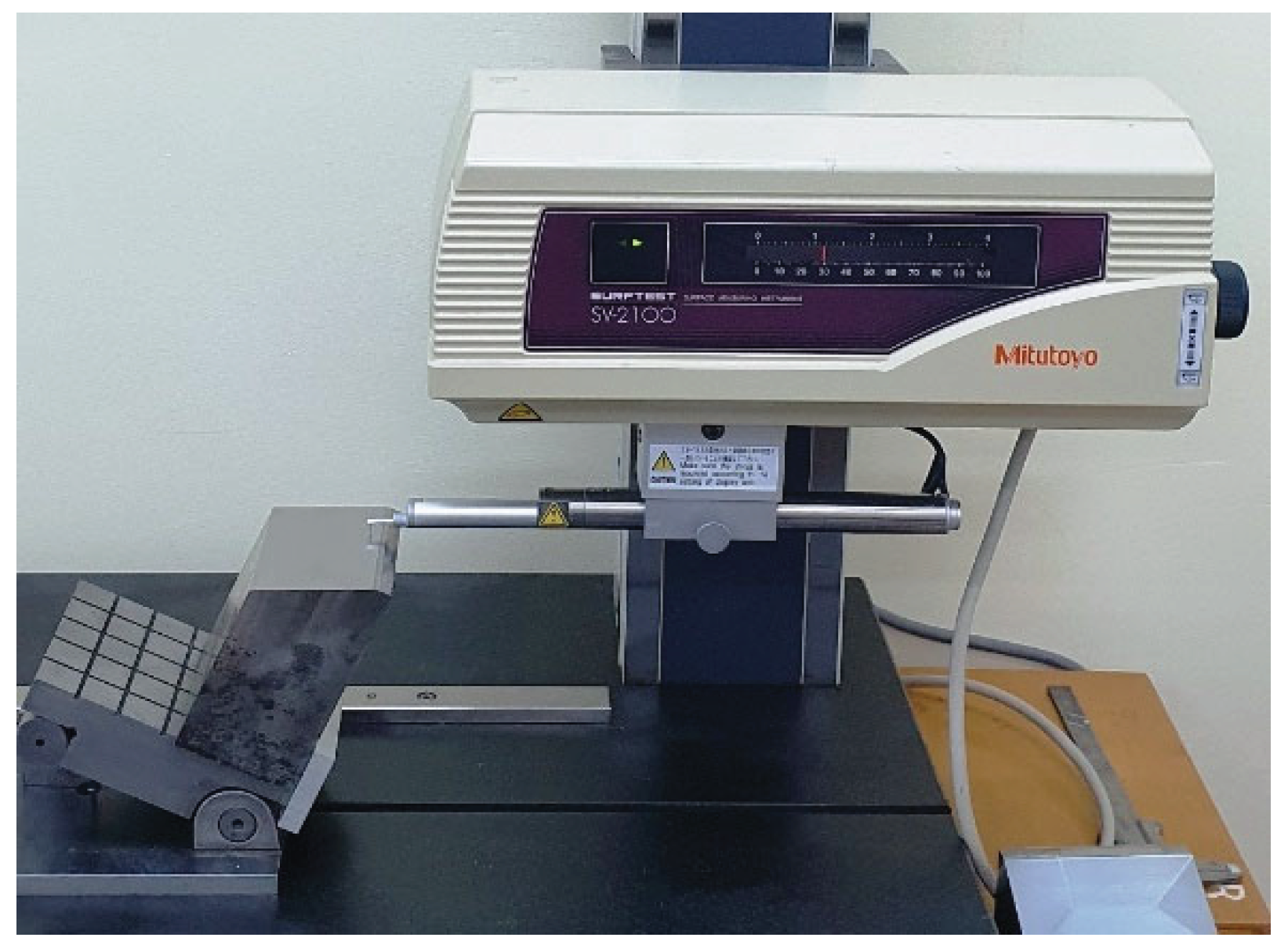
Figure 4.
Graphical description of a 2DRP sampled on work piece, in pick direction.
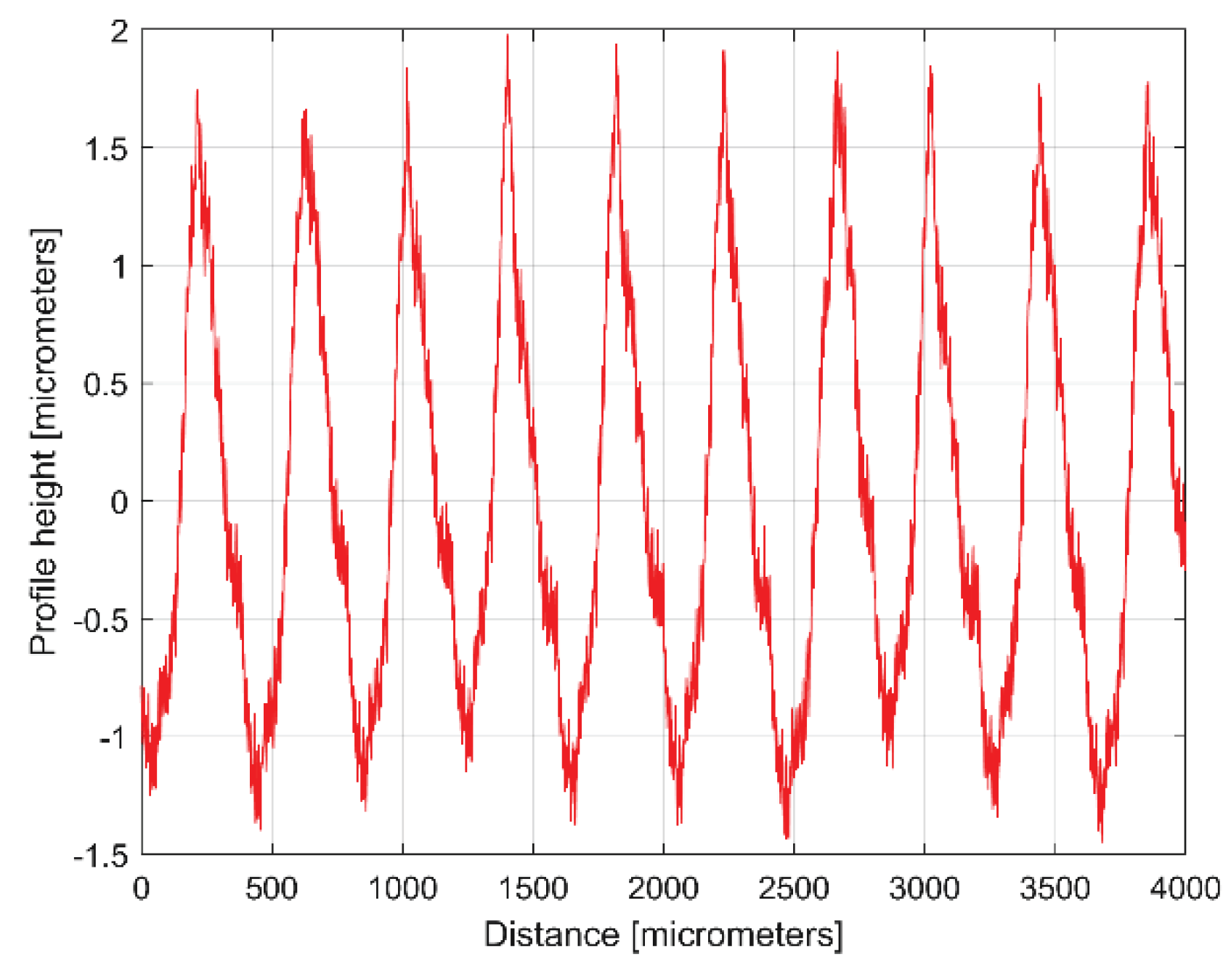
Figure 5.
A partial view on the FFT spectrum of 2DRP from Figure 4.
Figure 5.
A partial view on the FFT spectrum of 2DRP from Figure 4.
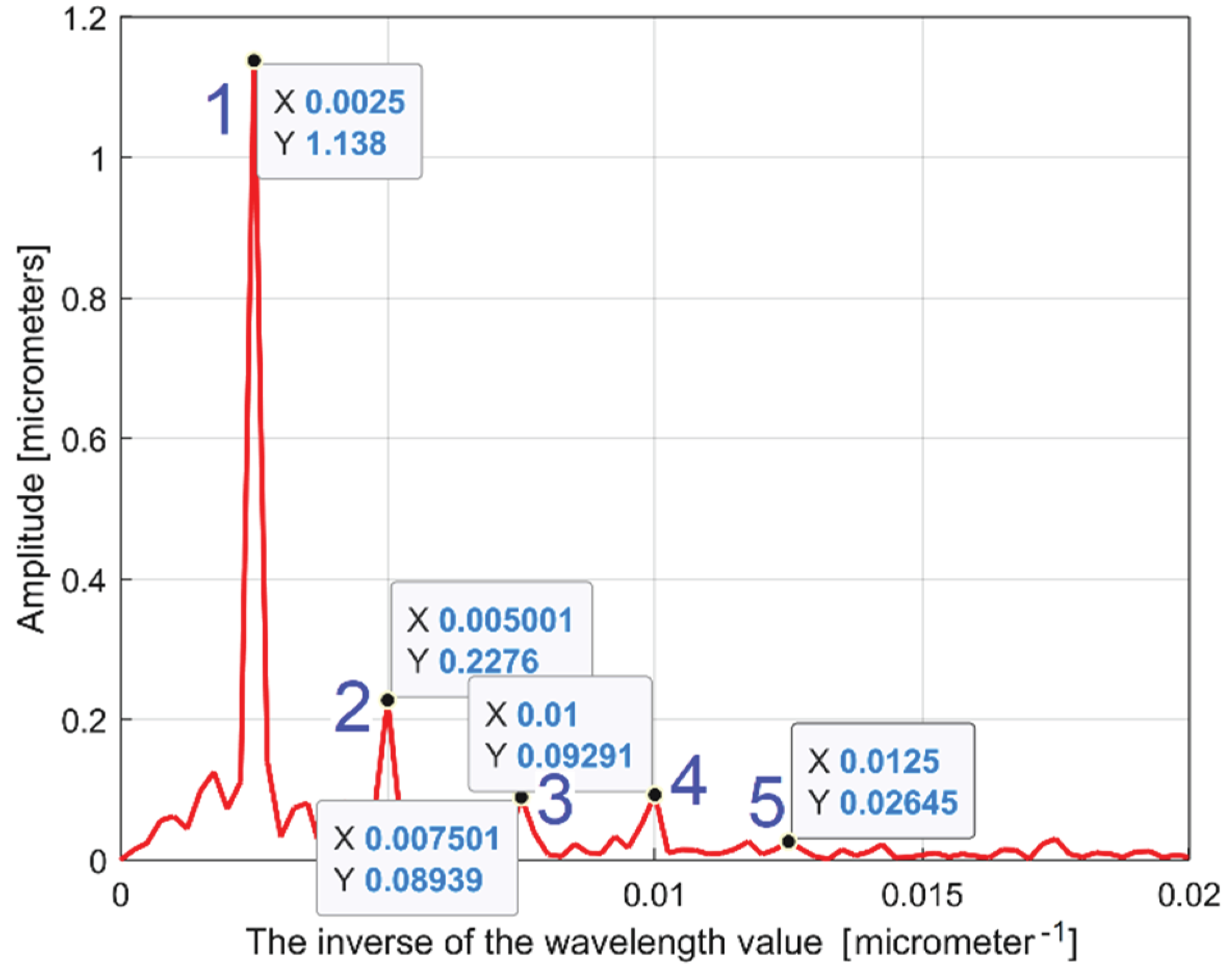
Figure 6.
The 2DRP from Figure 4 (in red) and the first sinusoidal component (yd1(x)) found by curve (signal) fitting (in blue), Eq. (2).
Figure 6.
The 2DRP from Figure 4 (in red) and the first sinusoidal component (yd1(x)) found by curve (signal) fitting (in blue), Eq. (2).
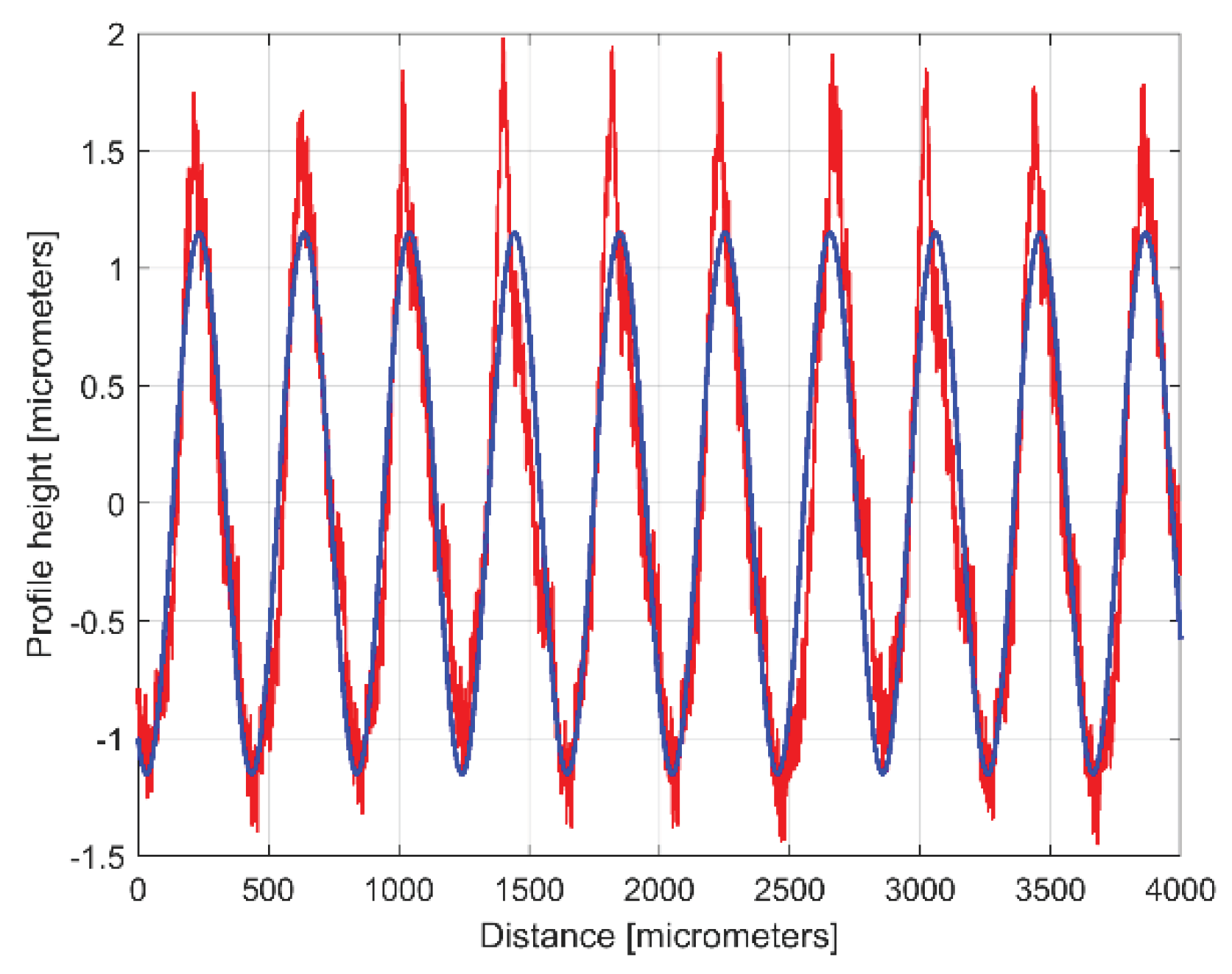
Figure 7.
The first residual 2DRP after first analysis by curve fitting (as r1(x) = y(x)-yd1(x)).
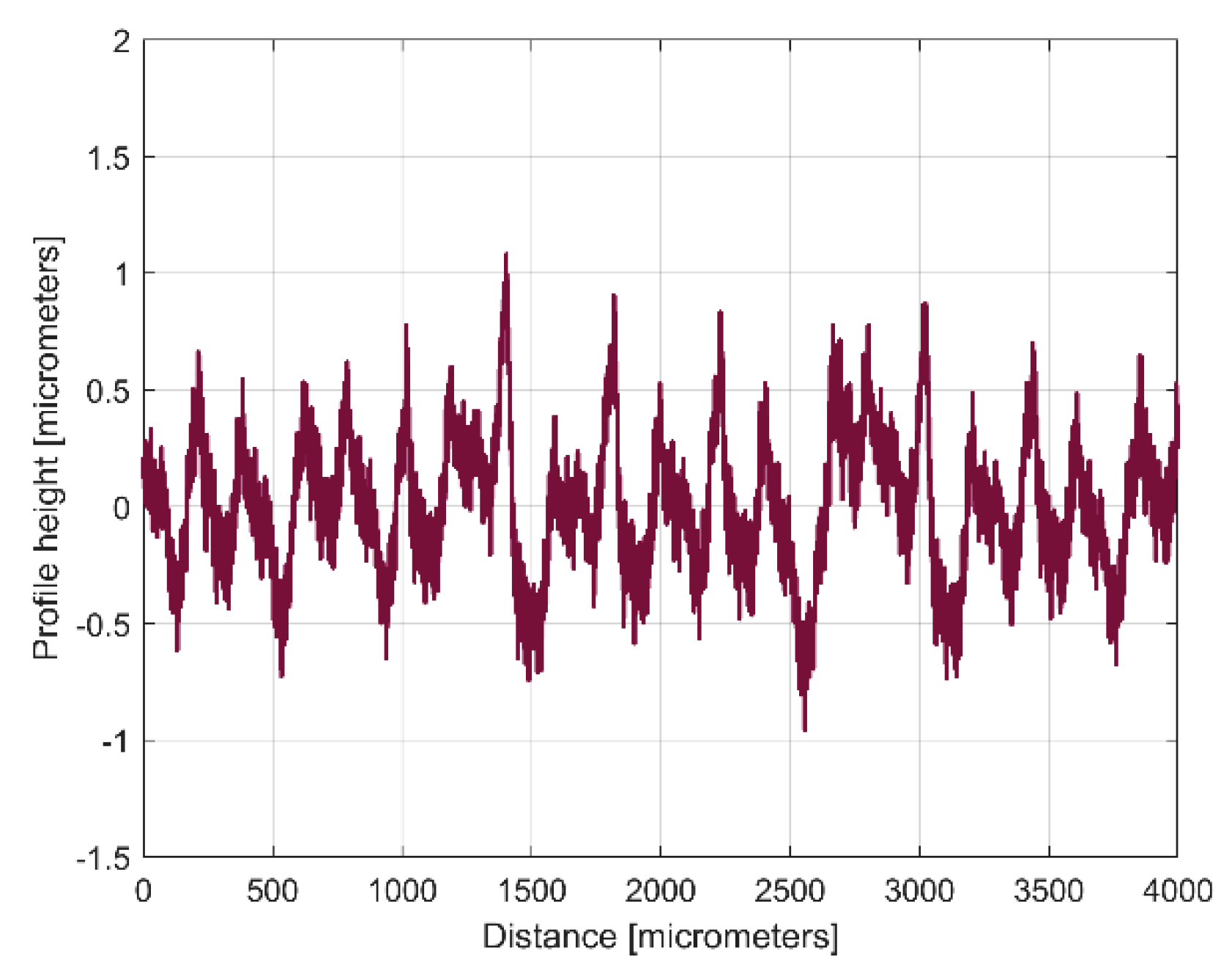
Figure 8.
The 2DRP (in red), an approximation of yd(x) with ydh(x) having 122 components (in blue) and the 122th residual r122(x), (in purple).
Figure 8.
The 2DRP (in red), an approximation of yd(x) with ydh(x) having 122 components (in blue) and the 122th residual r122(x), (in purple).
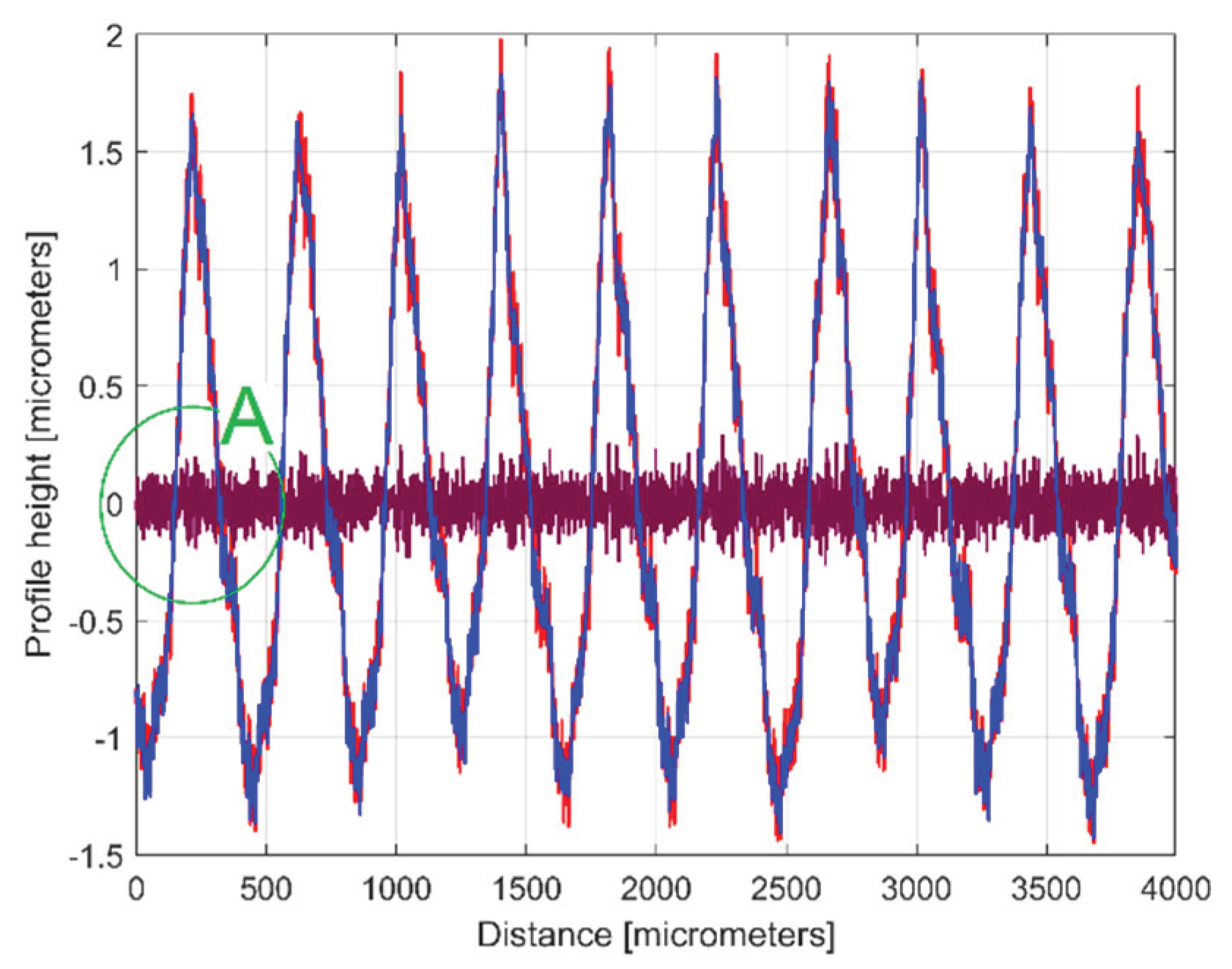
Figure 9.
A zoom-in detail in area A from Figure 8.
Figure 9.
A zoom-in detail in area A from Figure 8.
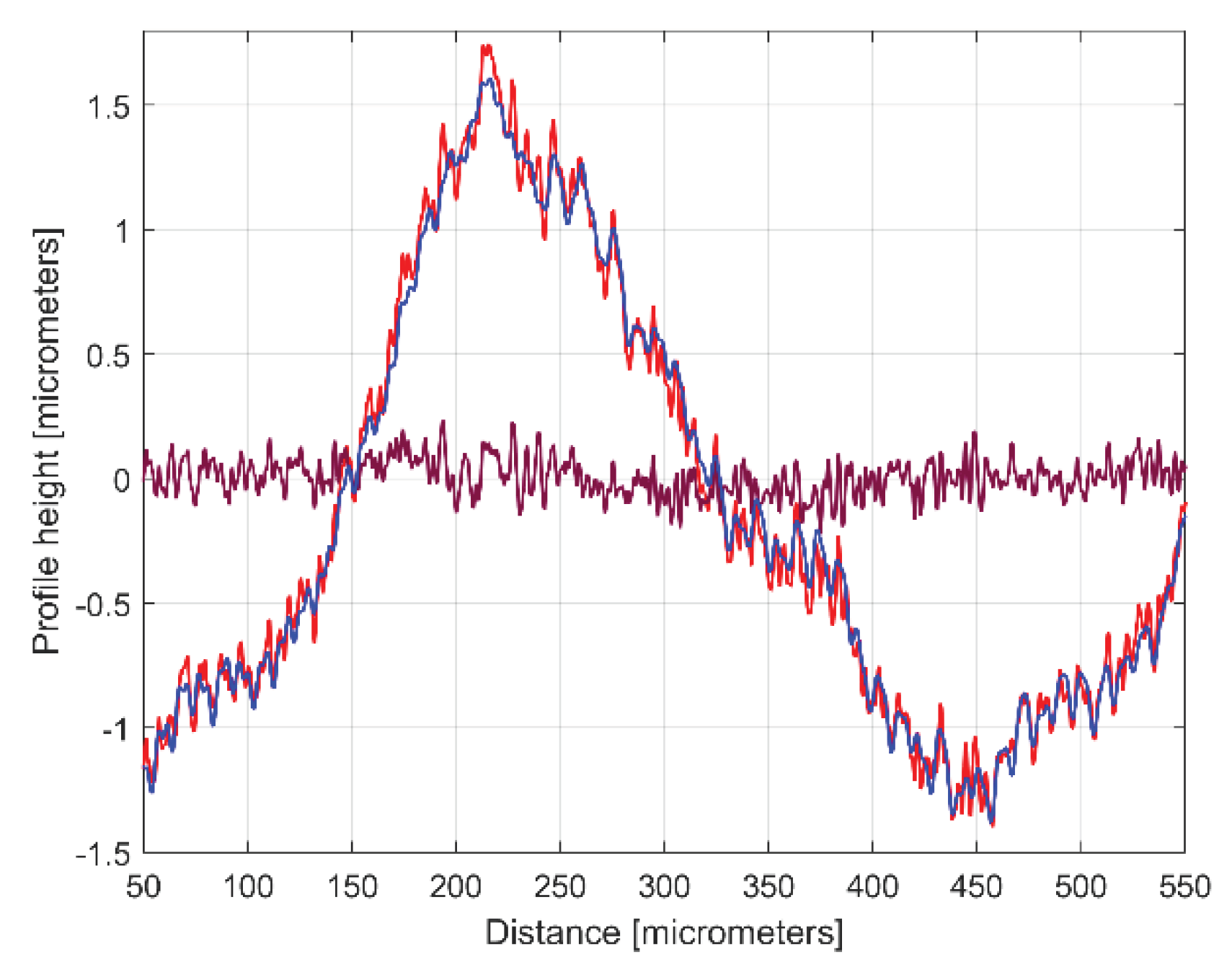
Figure 10.
The 2DRP (in red), an approximation of yd(x) with a ydh(x) profile having 30 components described in Table 1 (in blue) and the 30th residual r30(x) (in purple).
Figure 10.
The 2DRP (in red), an approximation of yd(x) with a ydh(x) profile having 30 components described in Table 1 (in blue) and the 30th residual r30(x) (in purple).
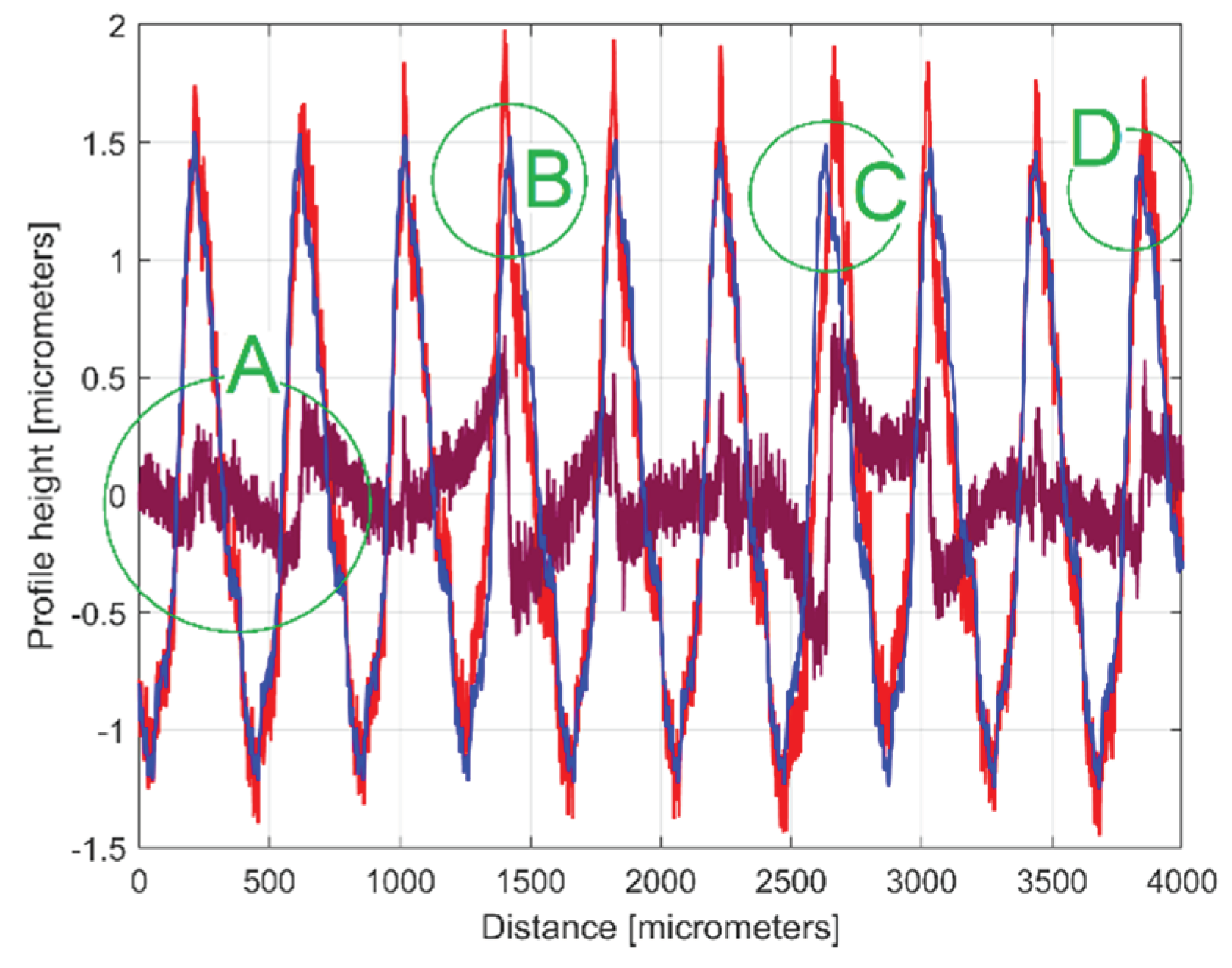
Figure 11.
A zoom-in detail in area A from Figure 10.
Figure 11.
A zoom-in detail in area A from Figure 10.
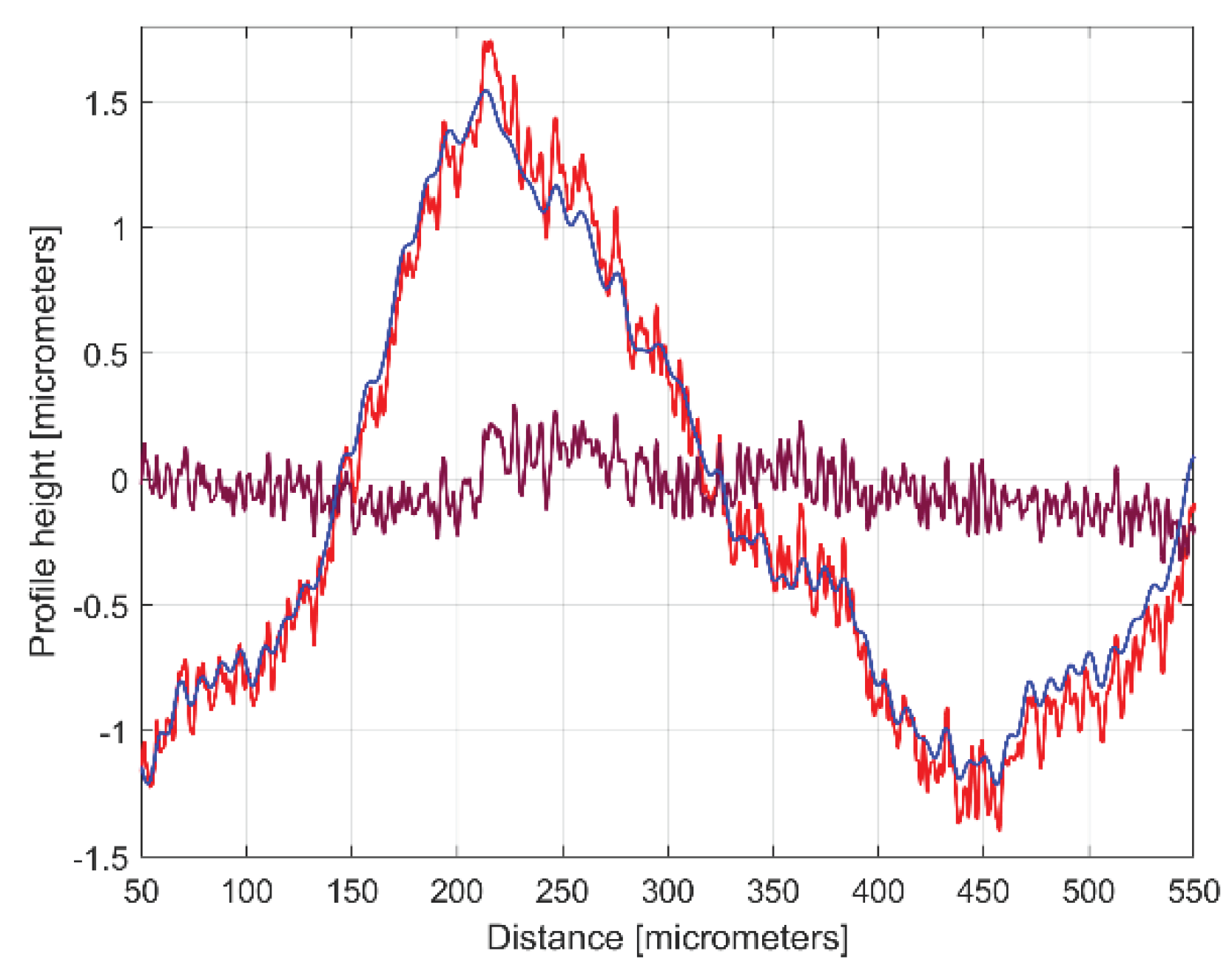
Figure 12.
The evolution of ydh(x) profile.
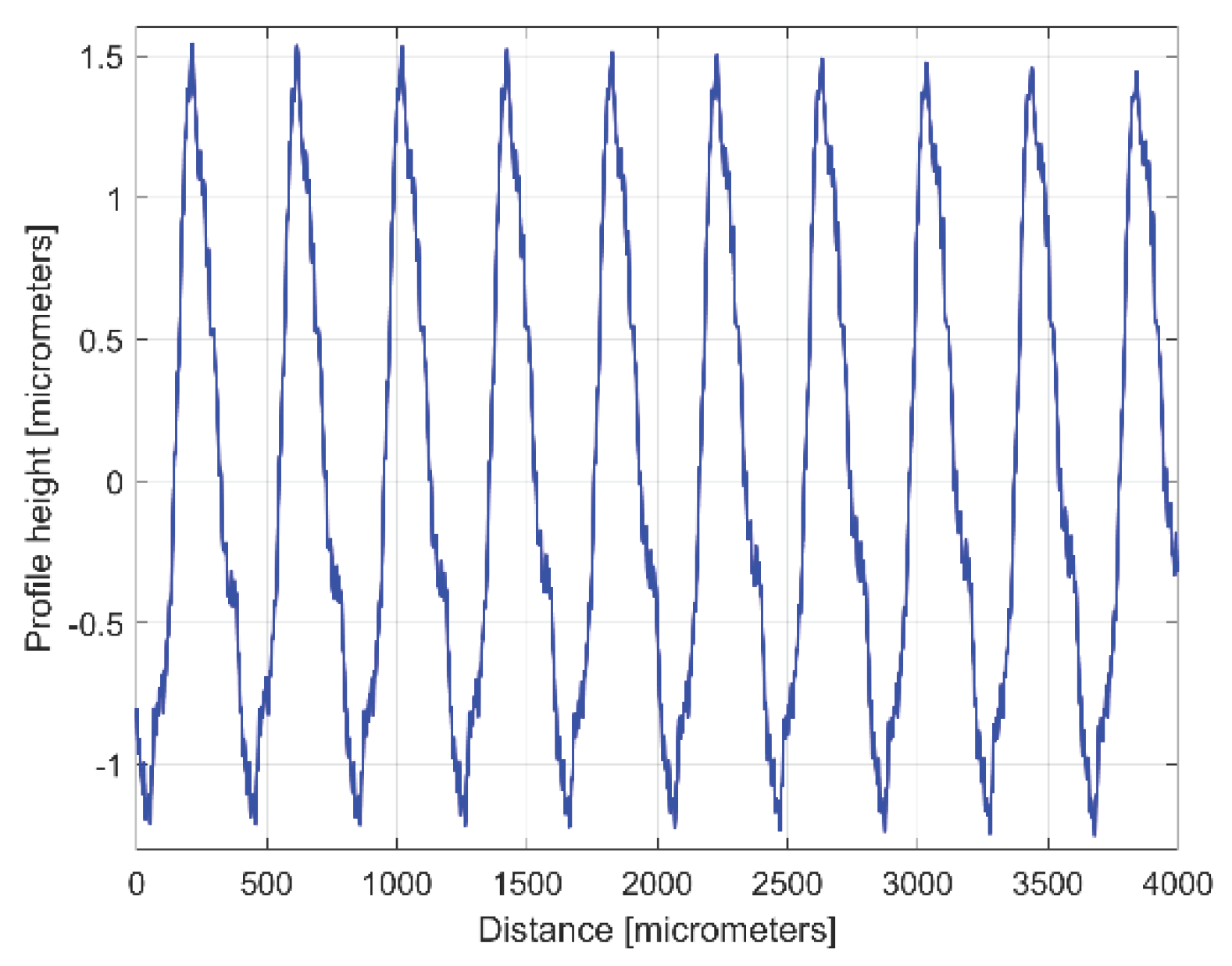
Figure 13.
The evolution of ydhe(x) profile.
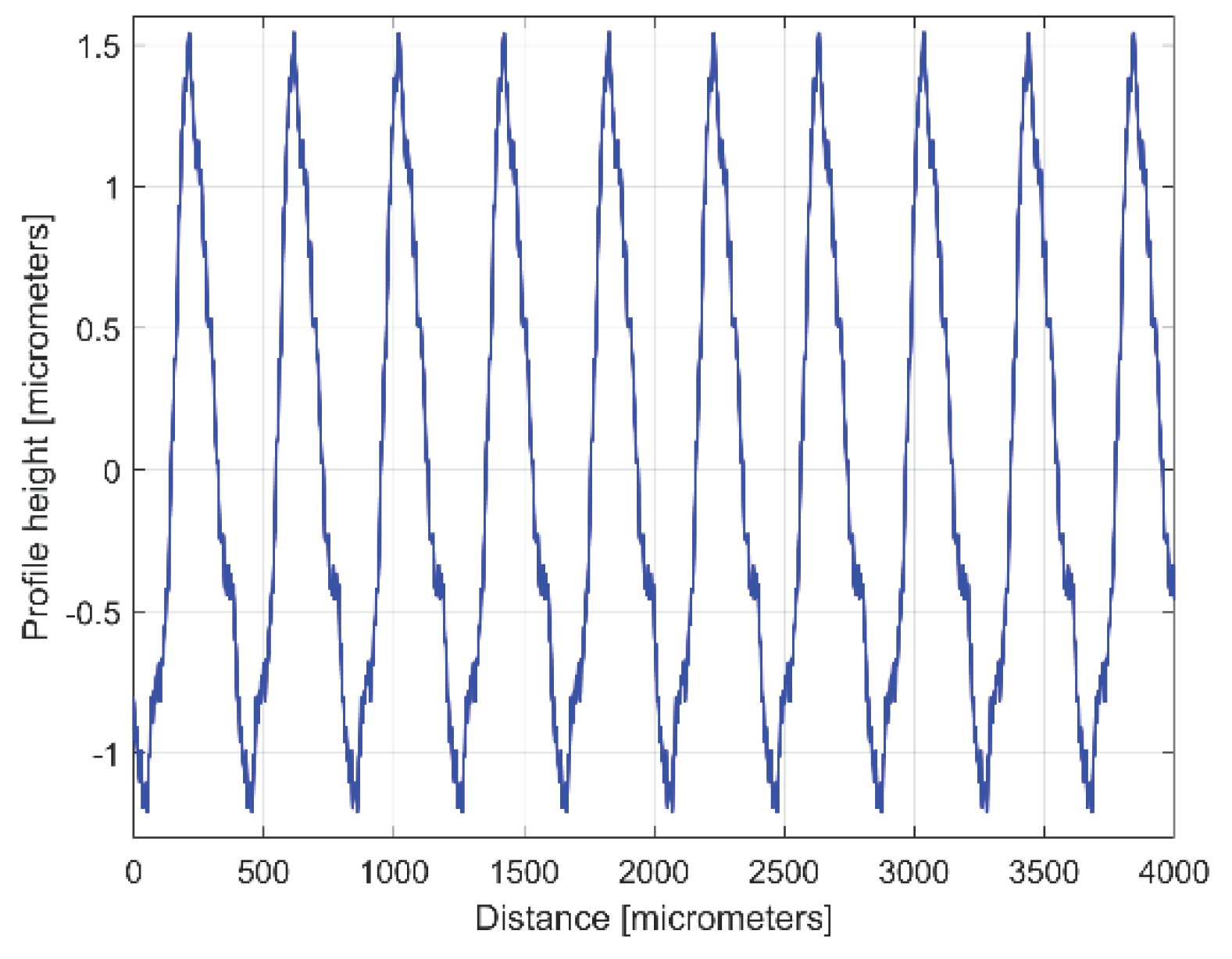
Figure 14.
The evolution of ydhe0(x) profile (in blue) overlaid on the evolution of the dominant component H10 (in magenta).
Figure 14.
The evolution of ydhe0(x) profile (in blue) overlaid on the evolution of the dominant component H10 (in magenta).
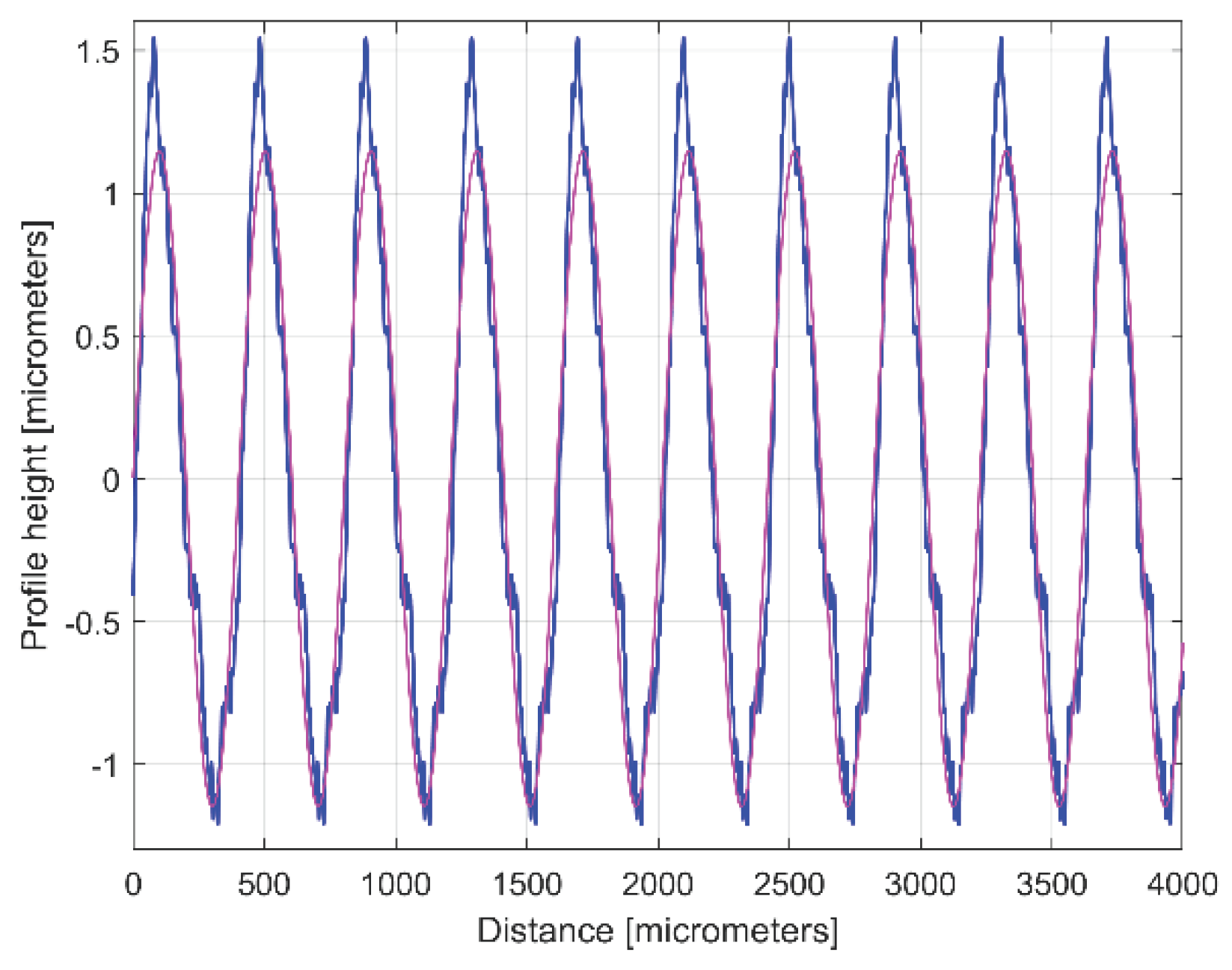
Figure 15.
A zoom in detail of Figure 14 with first period of ydhe0(x) profile.
Figure 15.
A zoom in detail of Figure 14 with first period of ydhe0(x) profile.
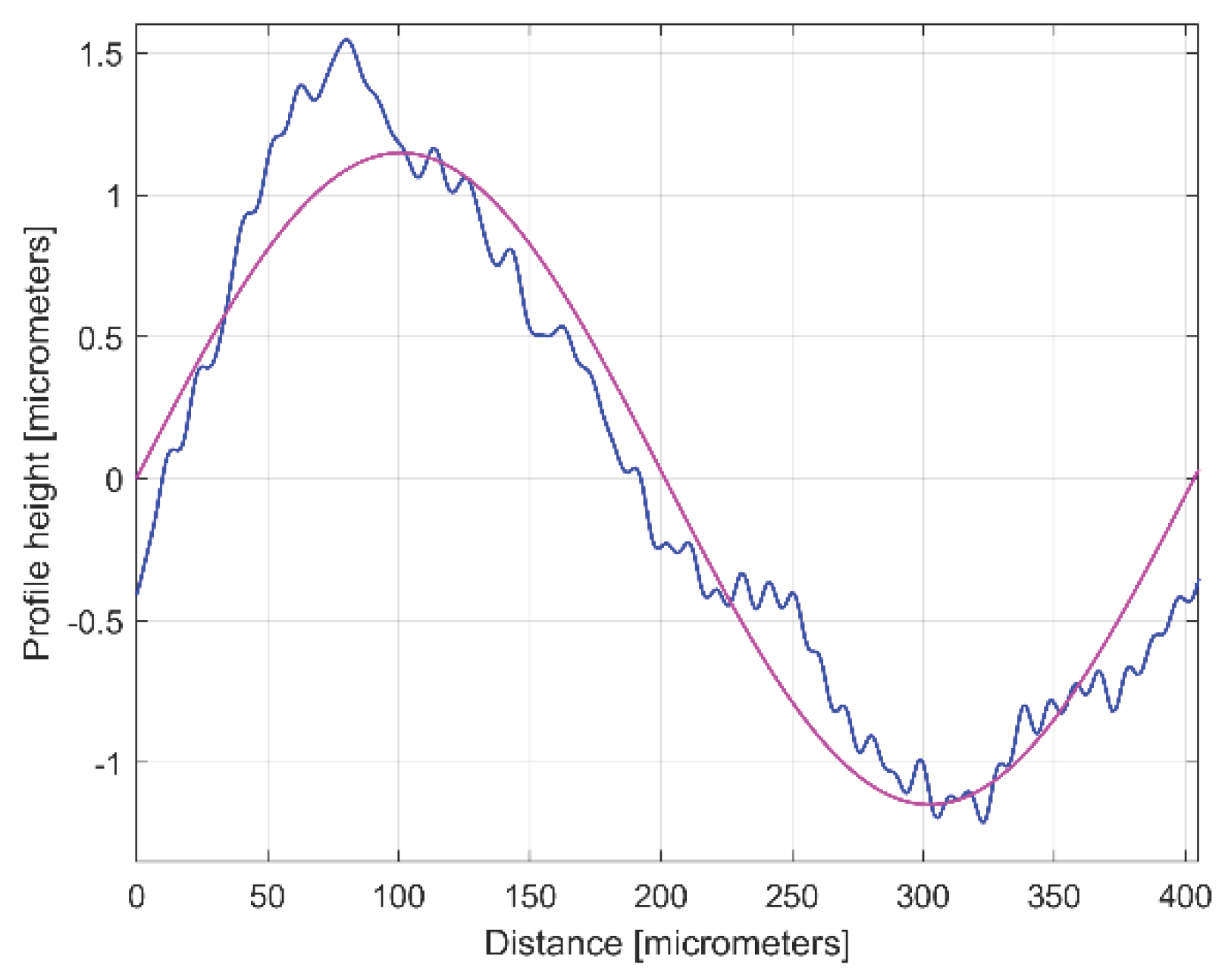
Figure 16.
A new 2DRP (in red), an approximation of yd(x) with ydh(x) profile having 12 components (in green) and the 12th residual r12(x), (in purple). An equivalent of Figure 10.
Figure 16.
A new 2DRP (in red), an approximation of yd(x) with ydh(x) profile having 12 components (in green) and the 12th residual r12(x), (in purple). An equivalent of Figure 10.
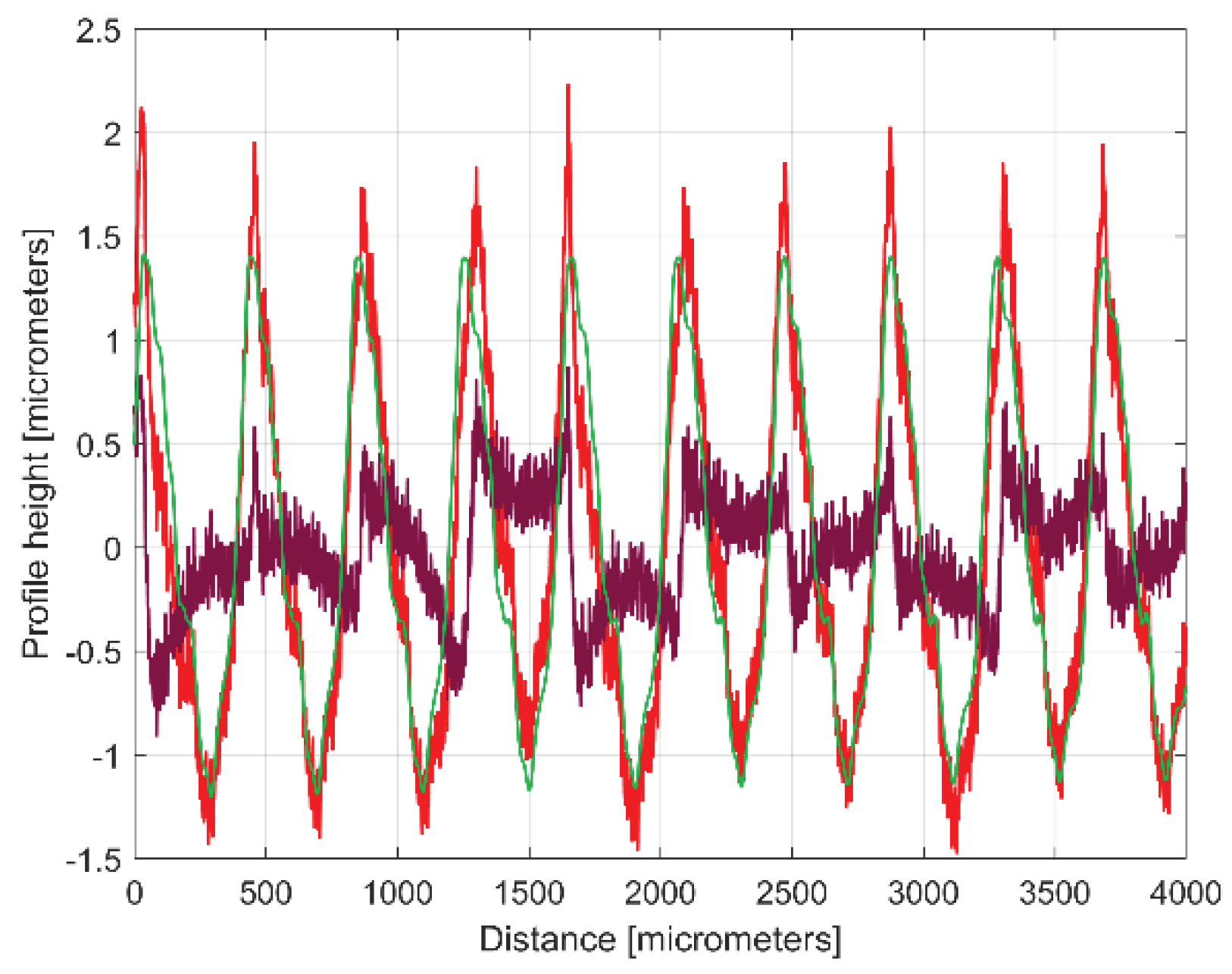
Figure 17.
The evolution of ydhe0(x) profile (in green) overlaid on the evolution of the dominant component H10 (in brown). An equivalent of Figure 14.
Figure 17.
The evolution of ydhe0(x) profile (in green) overlaid on the evolution of the dominant component H10 (in brown). An equivalent of Figure 14.
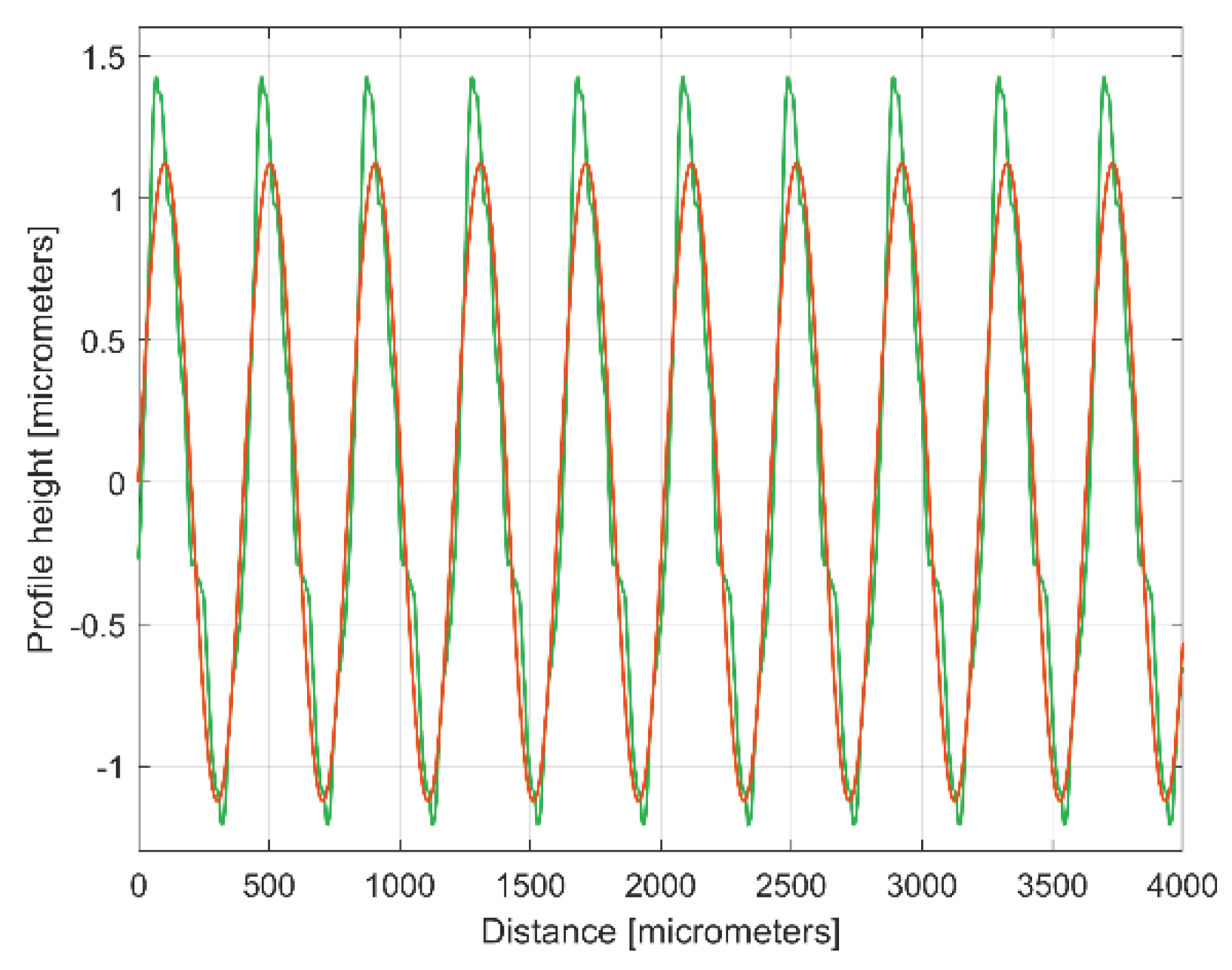
Figure 18.
An overlapping of both ydhe0(x) profiles and their dominants H10.
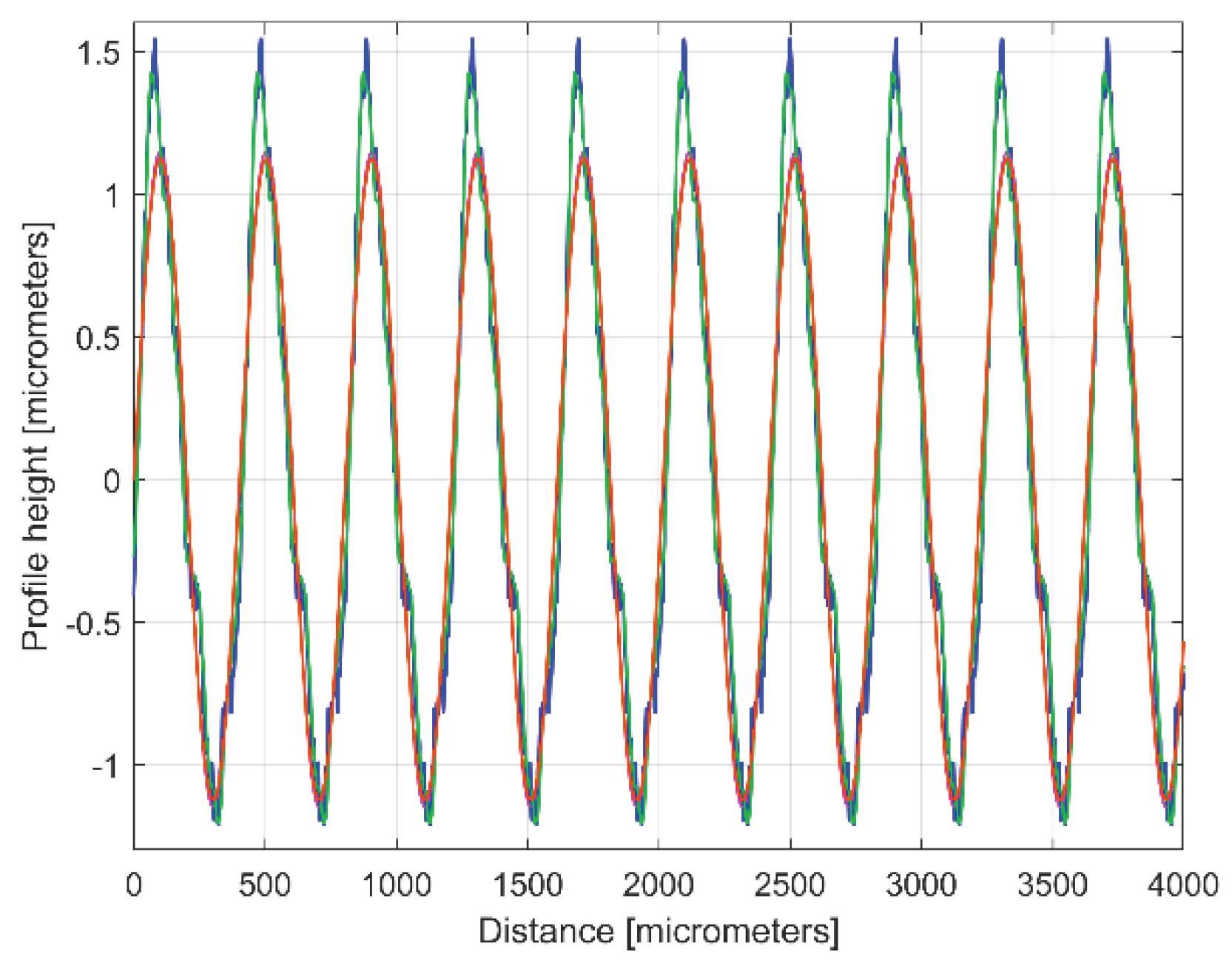
Figure 19.
A zoom in detail of Figure 18 with first period of ydhe0(x) profiles and dominants H10.
Figure 19.
A zoom in detail of Figure 18 with first period of ydhe0(x) profiles and dominants H10.
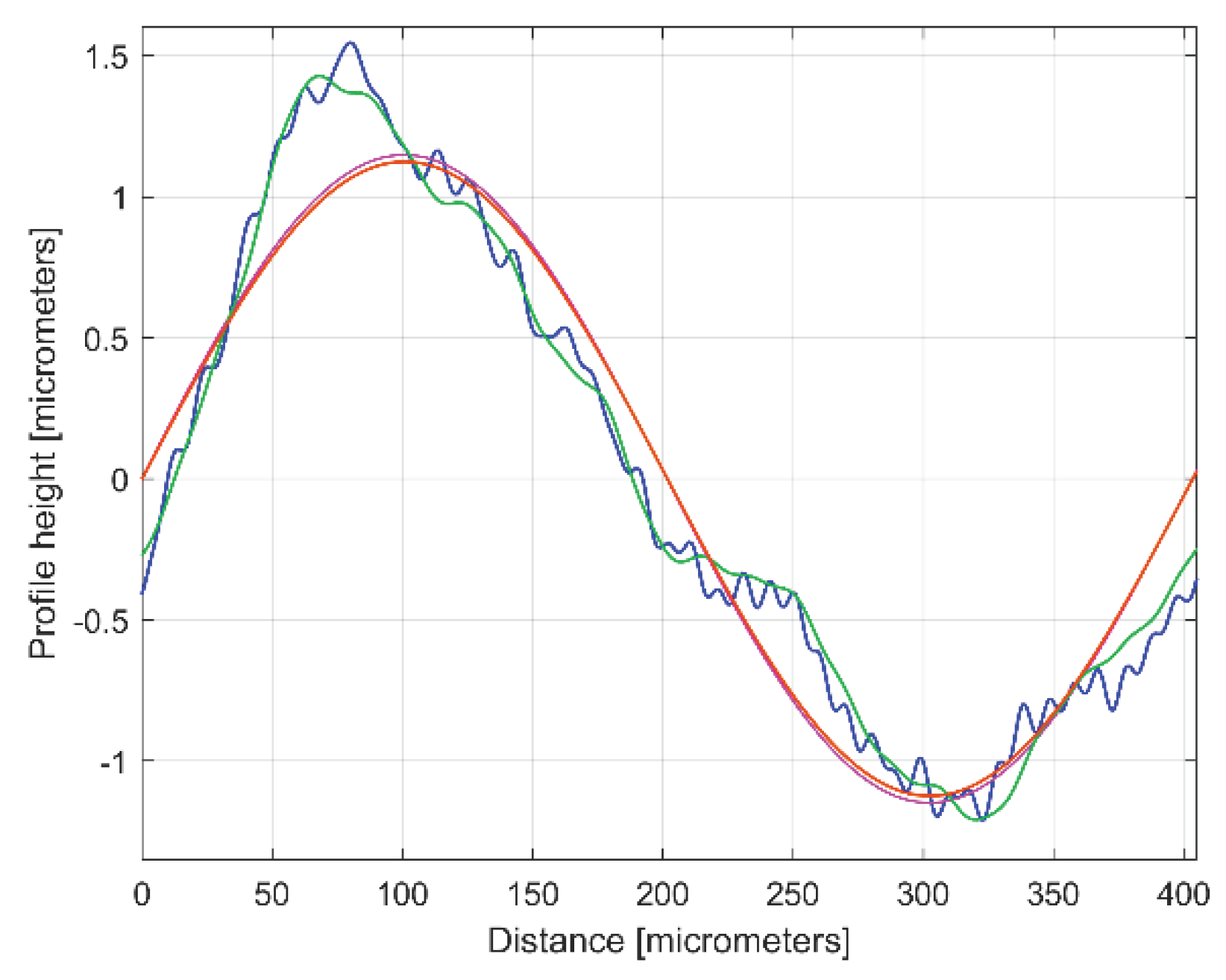
Figure 20.
The yap0(x) pattern of the first 2DRP.
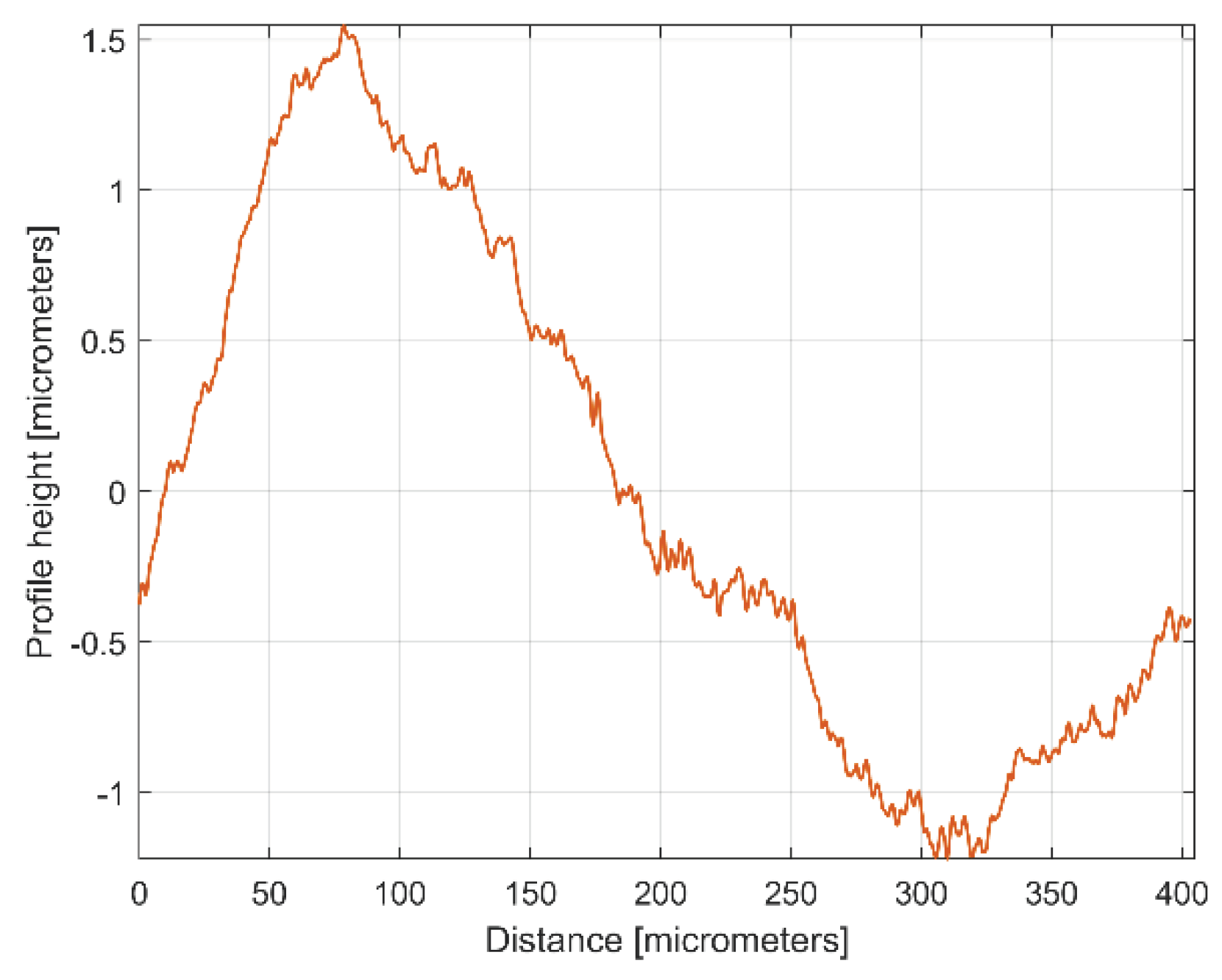
Figure 21.
The yap0(x) pattern of the first 2DRP, overlaid on the first period of ydhe0(x) profile (in blue) and the dominant, H10.
Figure 21.
The yap0(x) pattern of the first 2DRP, overlaid on the first period of ydhe0(x) profile (in blue) and the dominant, H10.
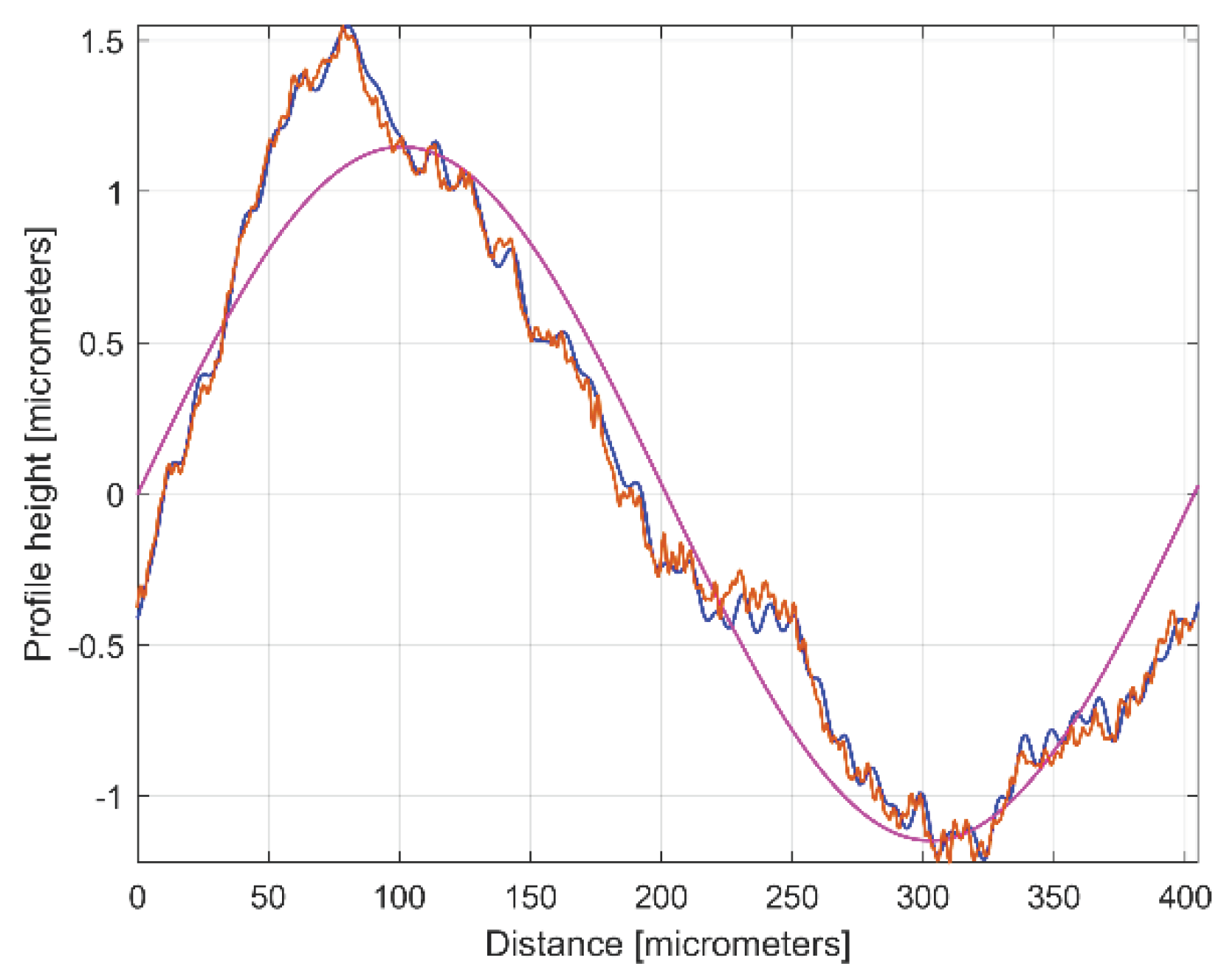
Figure 22.
The yap0(x) pattern of the 2nd 2DRP.
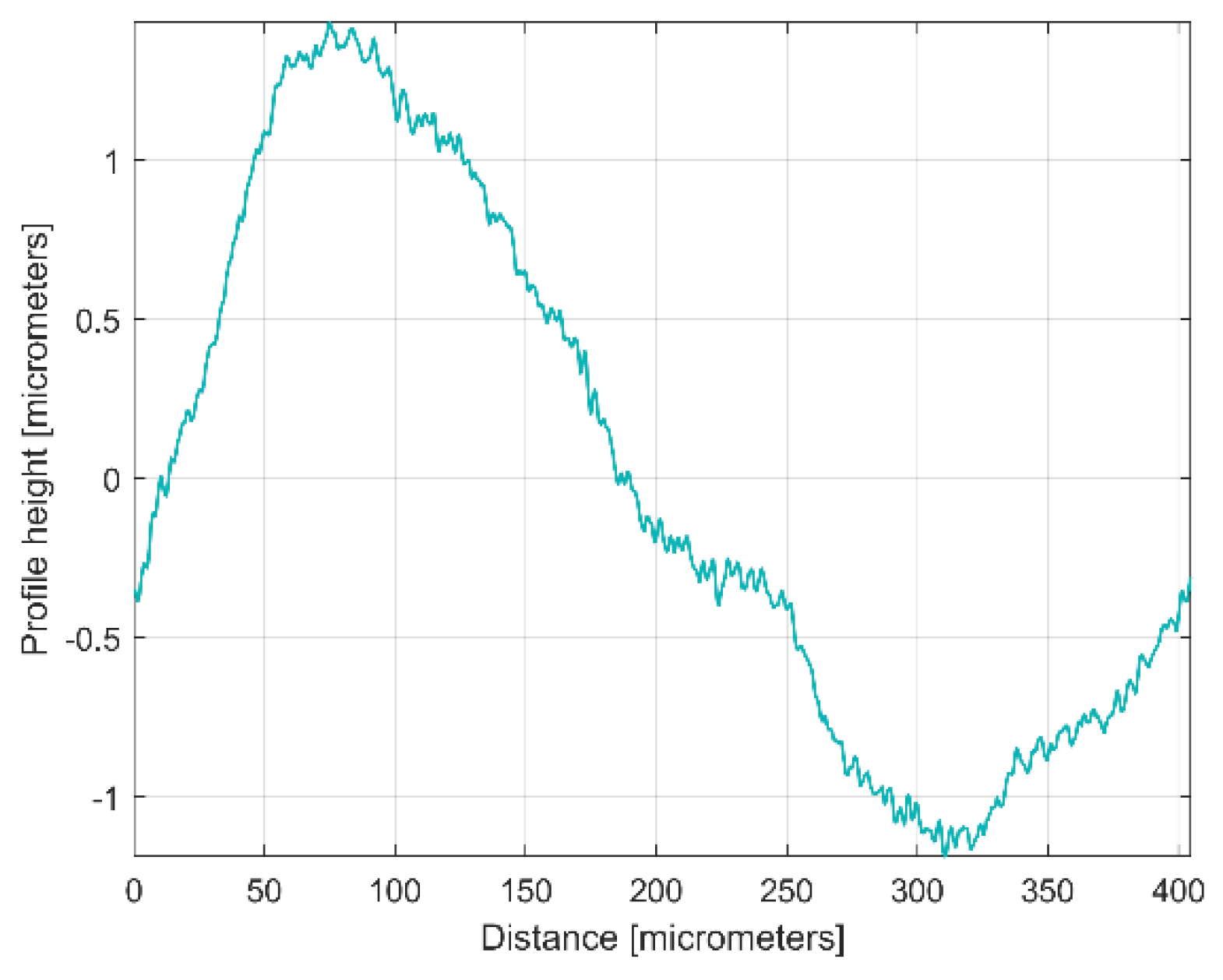
Figure 23.
A graphical overlapping of yap0(x) patterns: 1- for 1st 2DRP; 2 - for 2nd 2DRP.
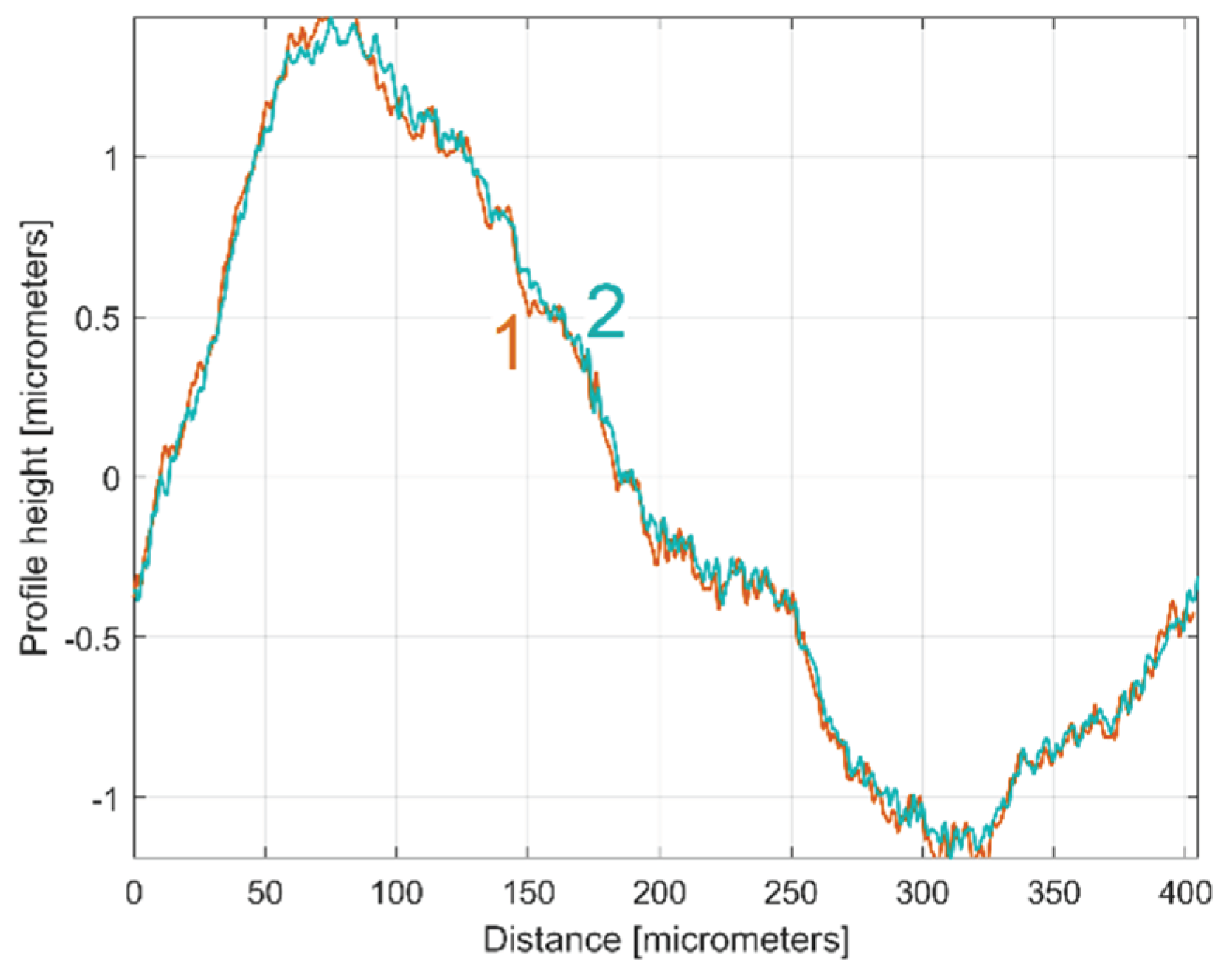
Figure 24.
A partial view on the FFT spectra of y(x) profile (in red) and extrapolated ydhe(x) profile with p=10 (in blue).
Figure 24.
A partial view on the FFT spectra of y(x) profile (in red) and extrapolated ydhe(x) profile with p=10 (in blue).
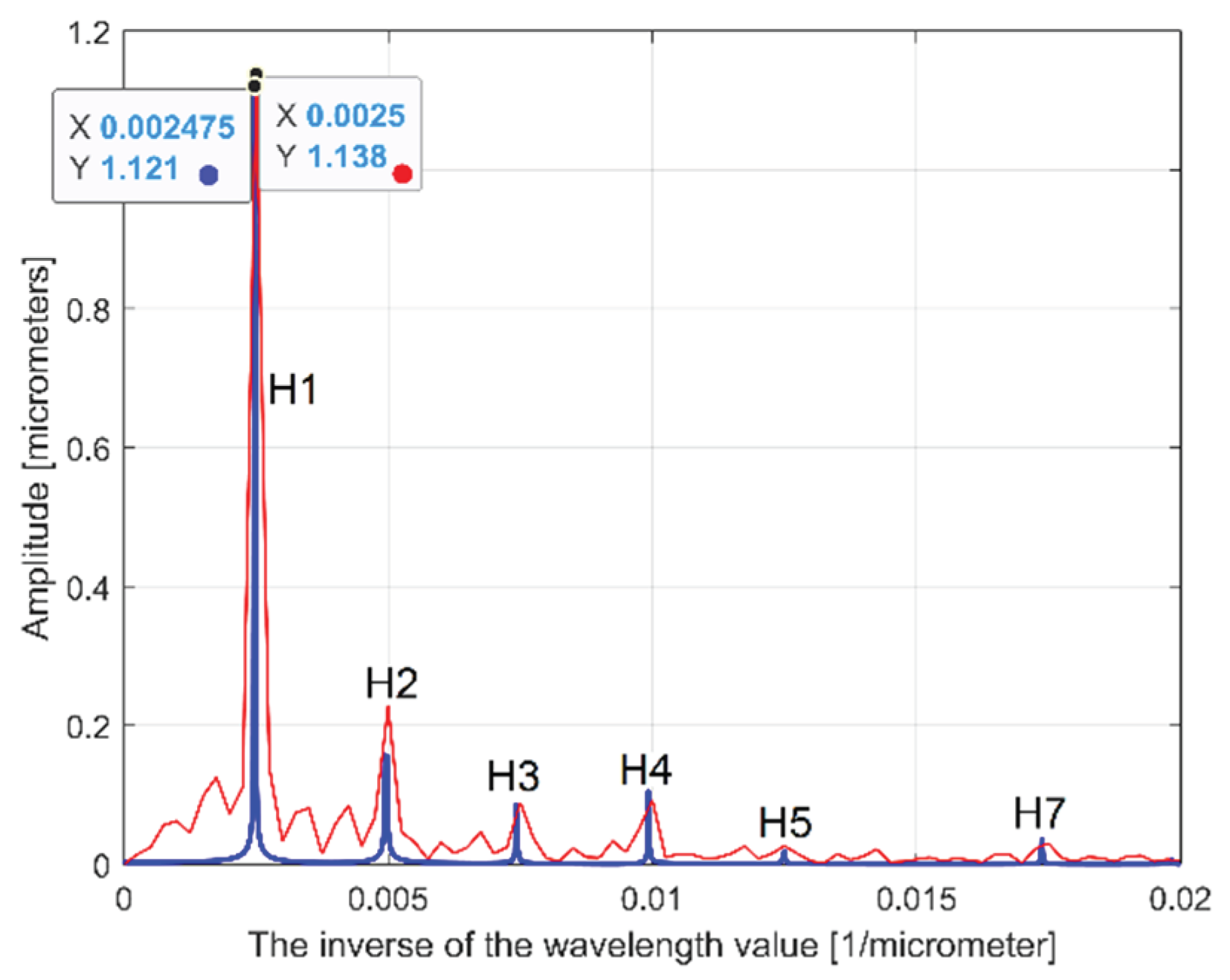
Figure 25.
An extended partial view on the FFT spectra of y(x) profile (in red) and extrapolated ydhe(x) profile with p=10 (in blue).
Figure 25.
An extended partial view on the FFT spectra of y(x) profile (in red) and extrapolated ydhe(x) profile with p=10 (in blue).
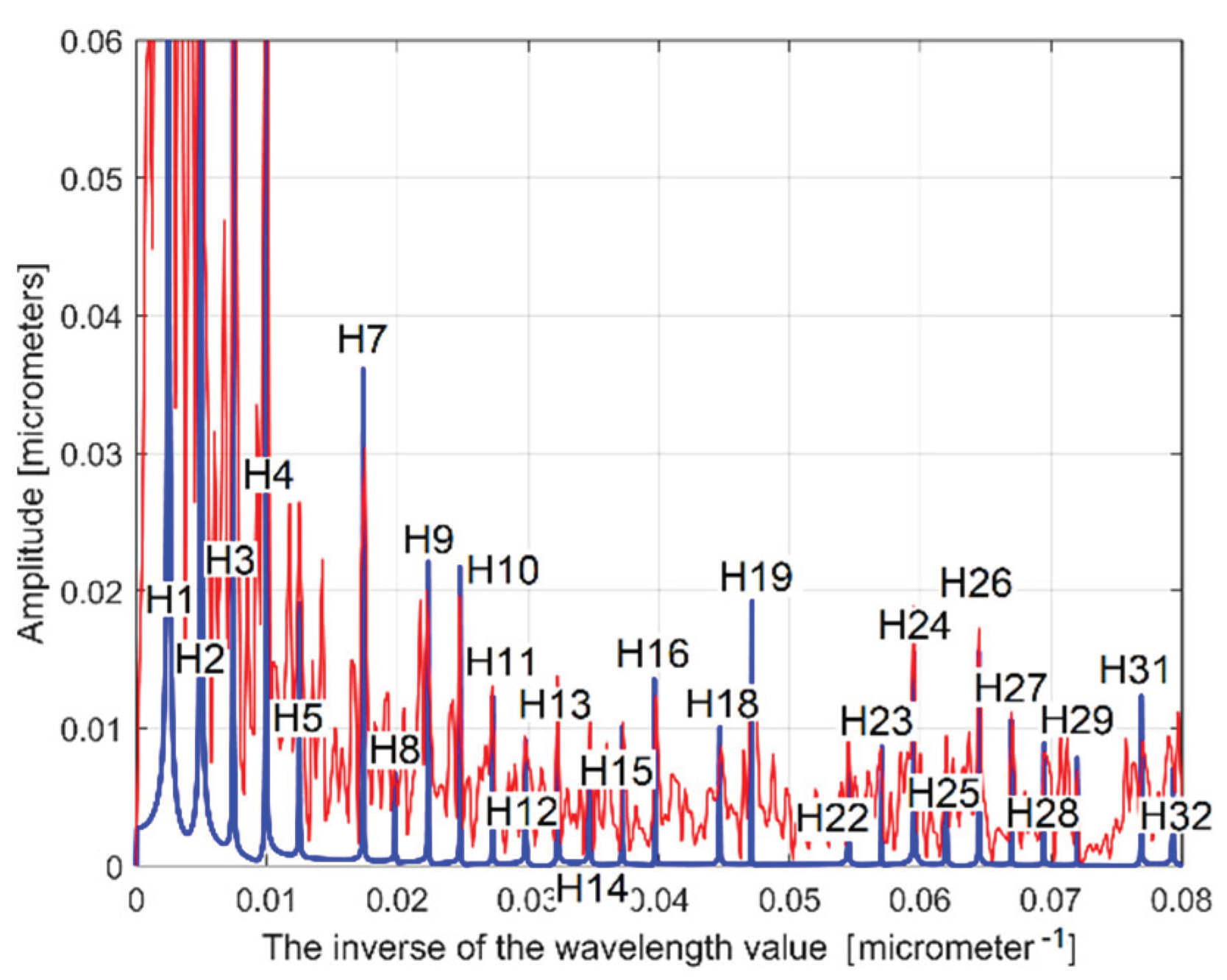
Figure 26.
A partial view on the FFT spectra of extrapolated ydhe(x) profiles with p=10 (in blue for 1st 2DRP, in green for 2nd 2DRP).
Figure 26.
A partial view on the FFT spectra of extrapolated ydhe(x) profiles with p=10 (in blue for 1st 2DRP, in green for 2nd 2DRP).
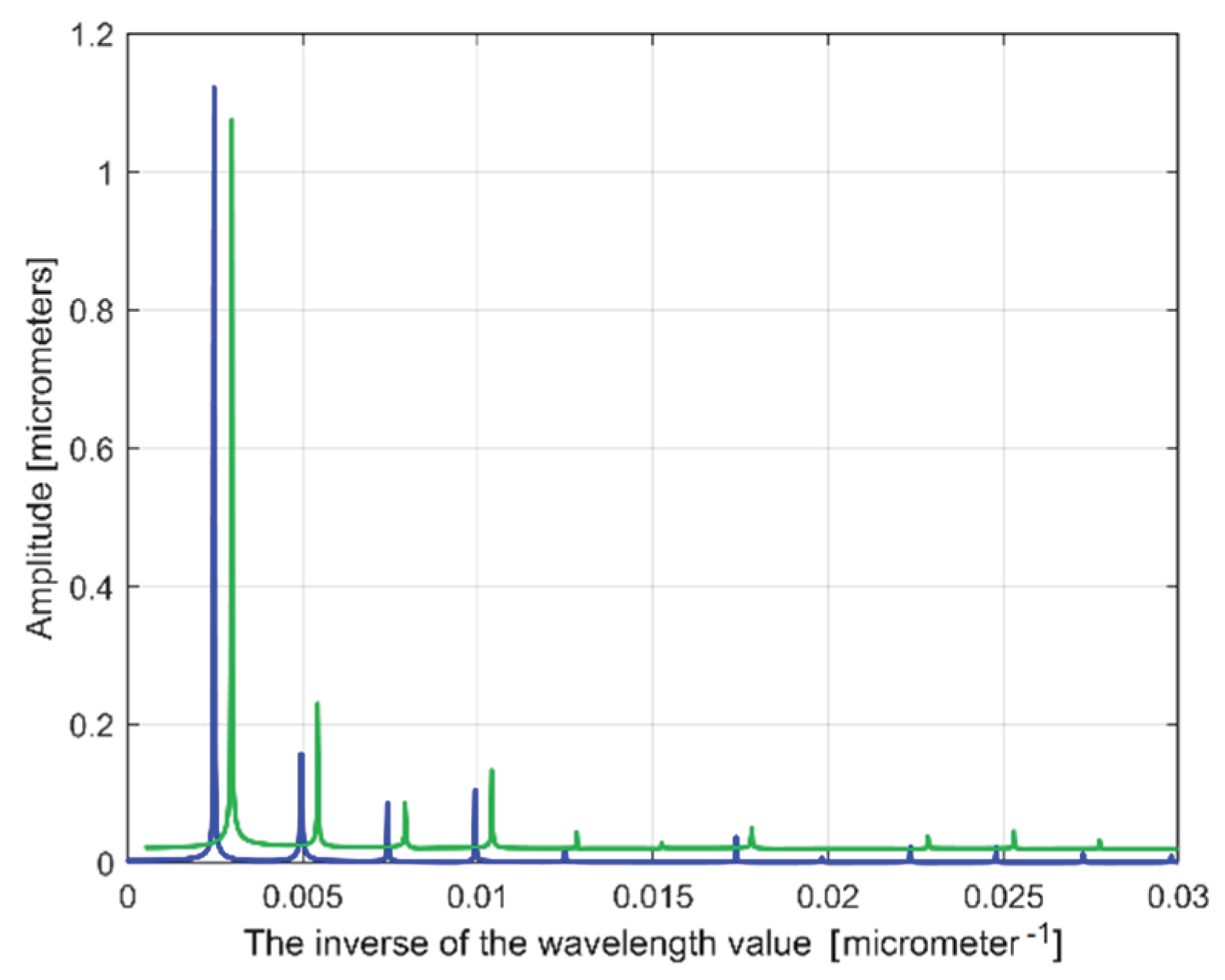
Figure 27.
A zoomed image on y-axis of the FFT spectra from Figure 26.
Figure 27.
A zoomed image on y-axis of the FFT spectra from Figure 26.
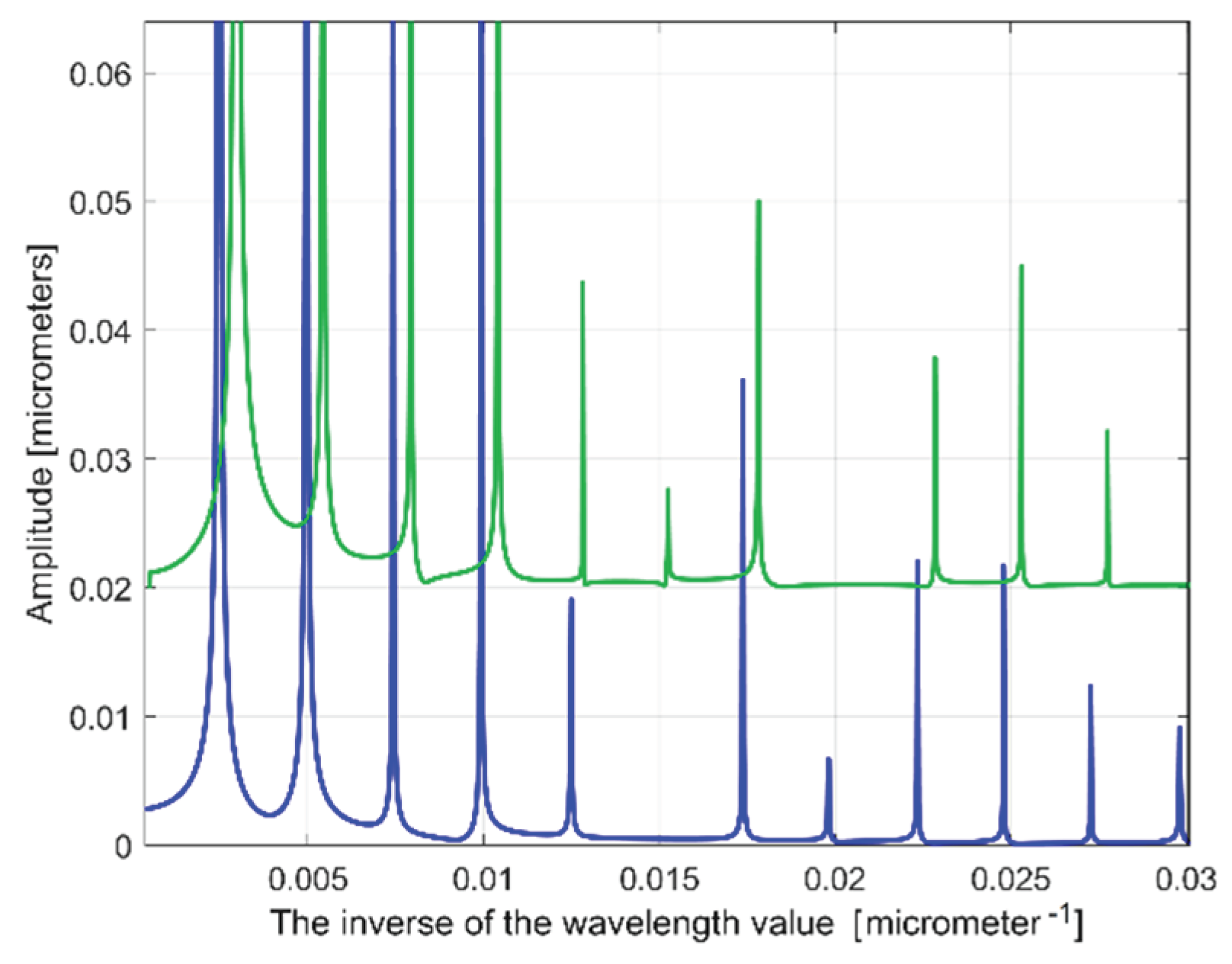
Figure 28.
A first 2DRP (in red), the ydh(x) profile (in blue) having 11 components and the 11th residual r11(x) (in purple).
Figure 28.
A first 2DRP (in red), the ydh(x) profile (in blue) having 11 components and the 11th residual r11(x) (in purple).
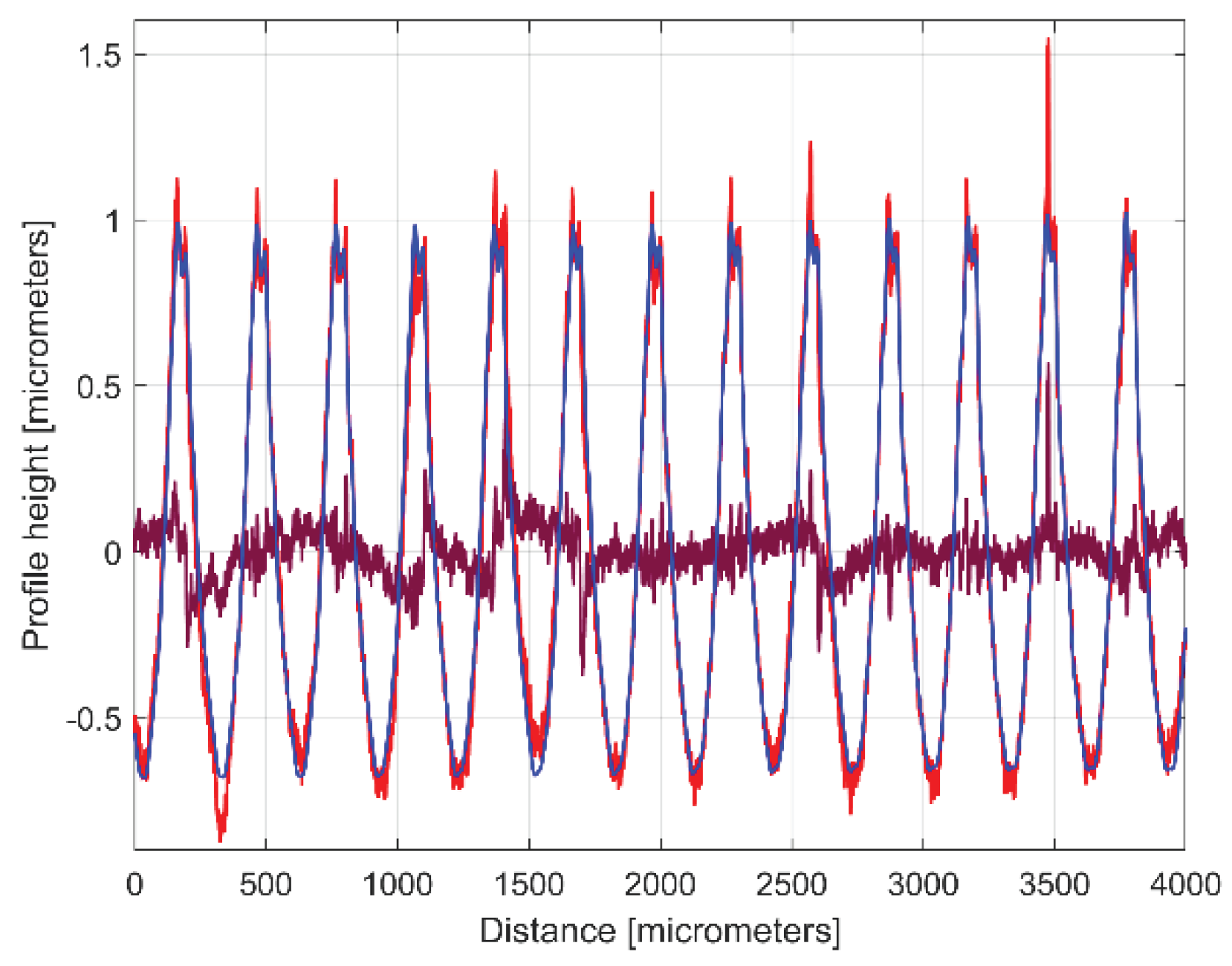
Figure 29.
Two conventional periods from: 1 - the dominant component H10; 2 - the profile ydhe0(x); 3 – the pattern yap0(x).
Figure 29.
Two conventional periods from: 1 - the dominant component H10; 2 - the profile ydhe0(x); 3 – the pattern yap0(x).
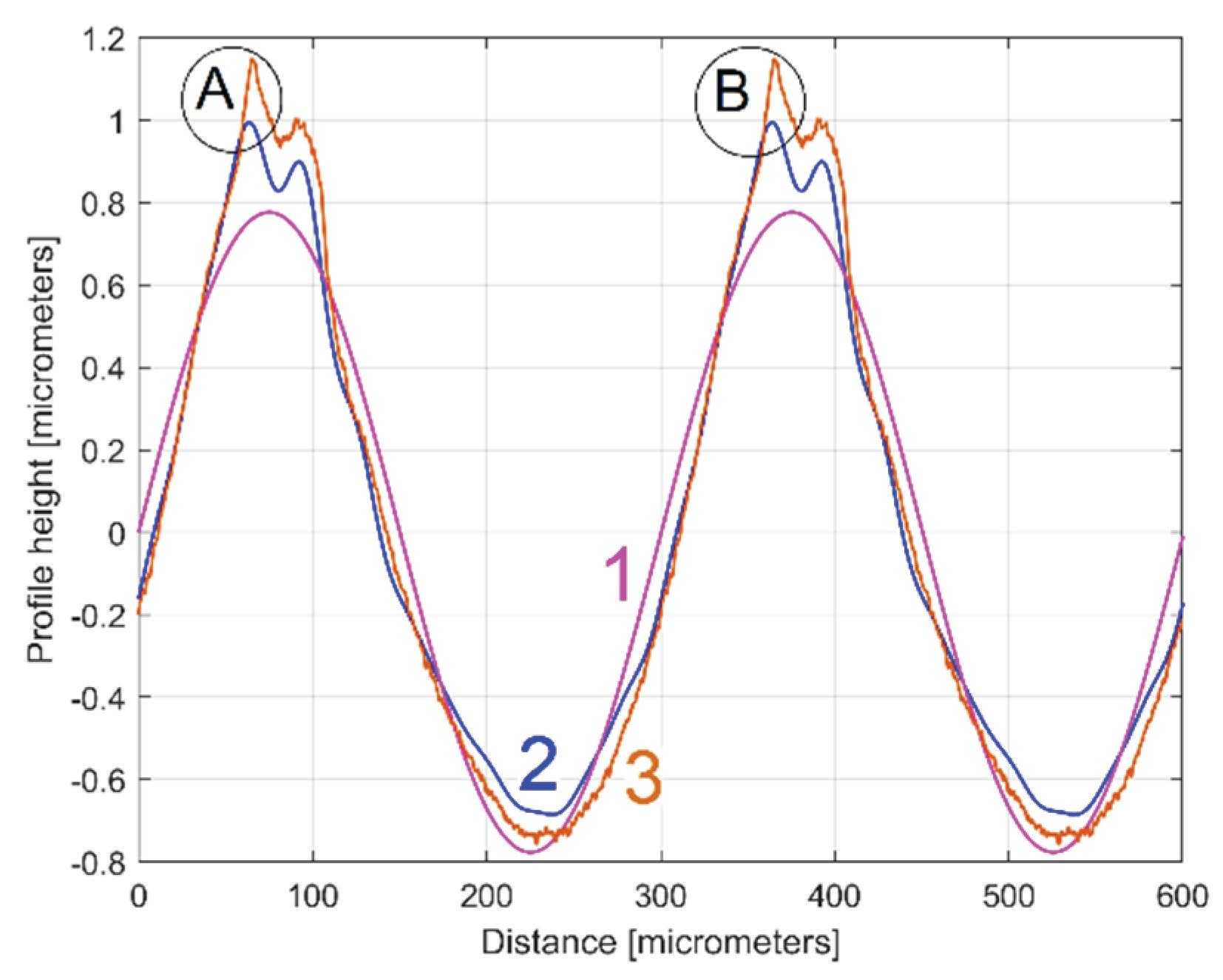
Figure 30.
A simulation of 2D trajectories of points placed on teeth cutting edges (no run out).
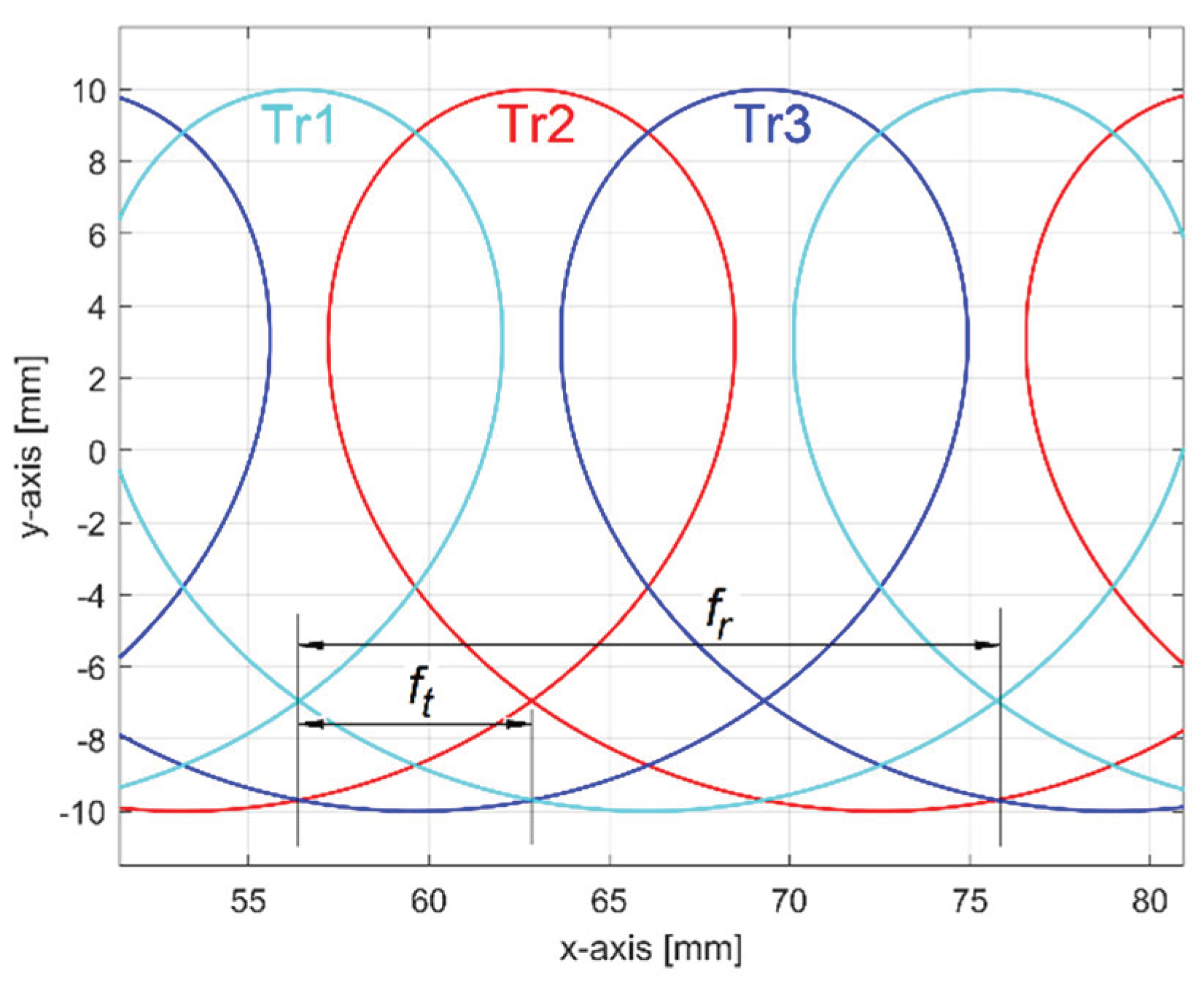
Figure 31.
A simulation of 2D trajectories of points placed on teeth cutting edges (with run out).
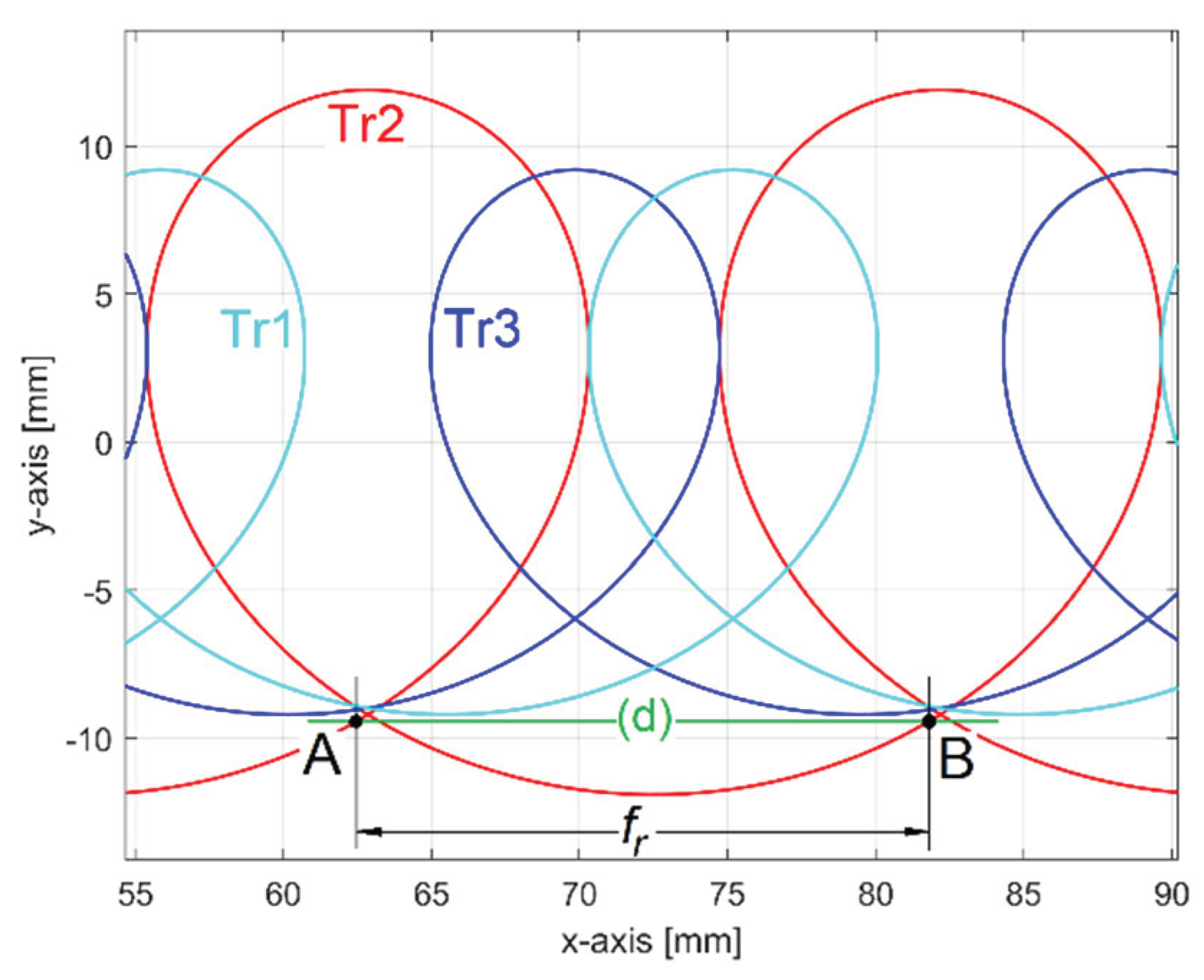
Figure 32.
A second 2DRP (in red), the ydh(x) profile (in green) having 11 components and the 11th residual r11(x), (in purple).
Figure 32.
A second 2DRP (in red), the ydh(x) profile (in green) having 11 components and the 11th residual r11(x), (in purple).
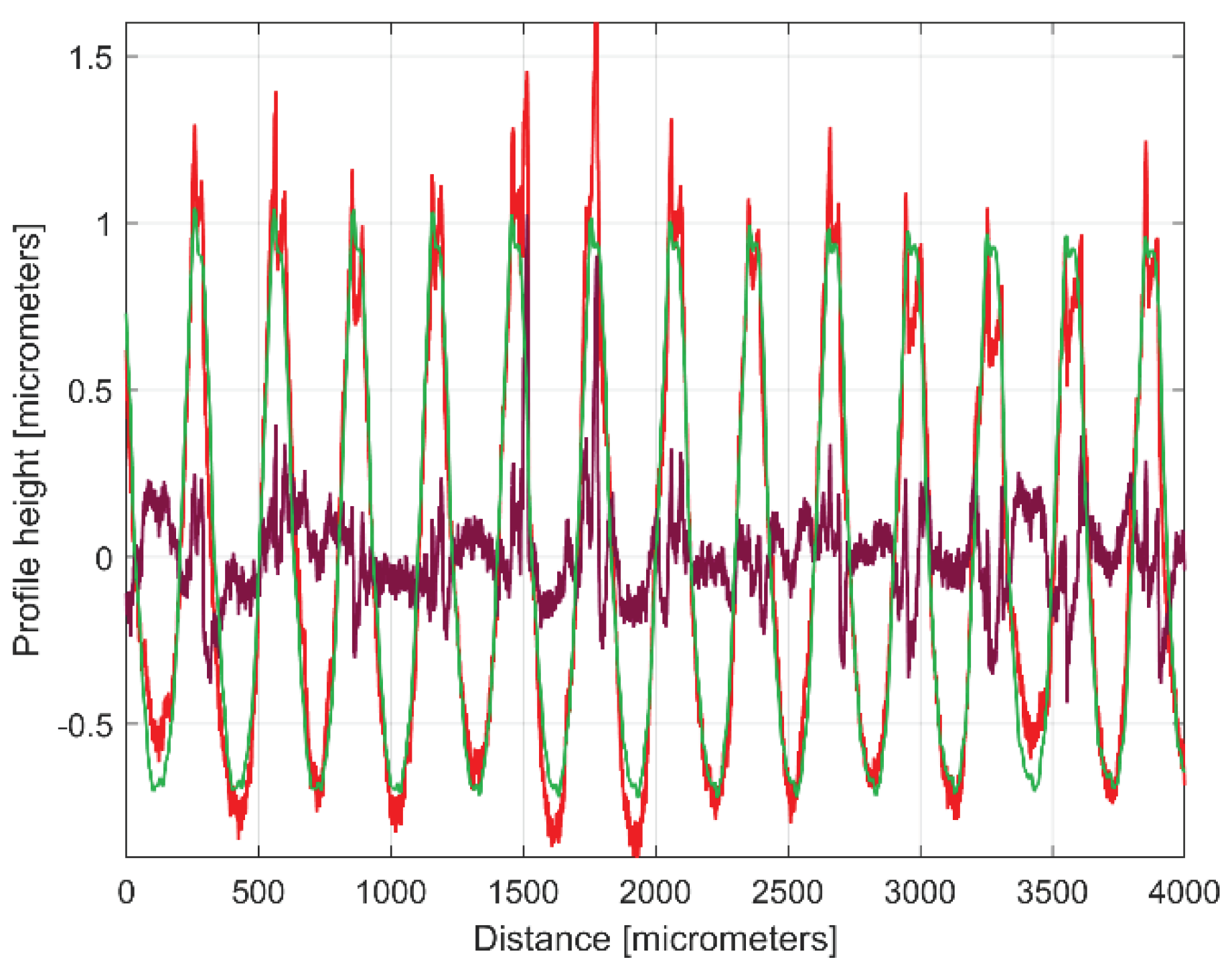
Figure 33.
Two conventional periods from: 1 - the dominant component H10; 2 - the profile ydhe0(x); 3 – the pattern yap0(x).
Figure 33.
Two conventional periods from: 1 - the dominant component H10; 2 - the profile ydhe0(x); 3 – the pattern yap0(x).
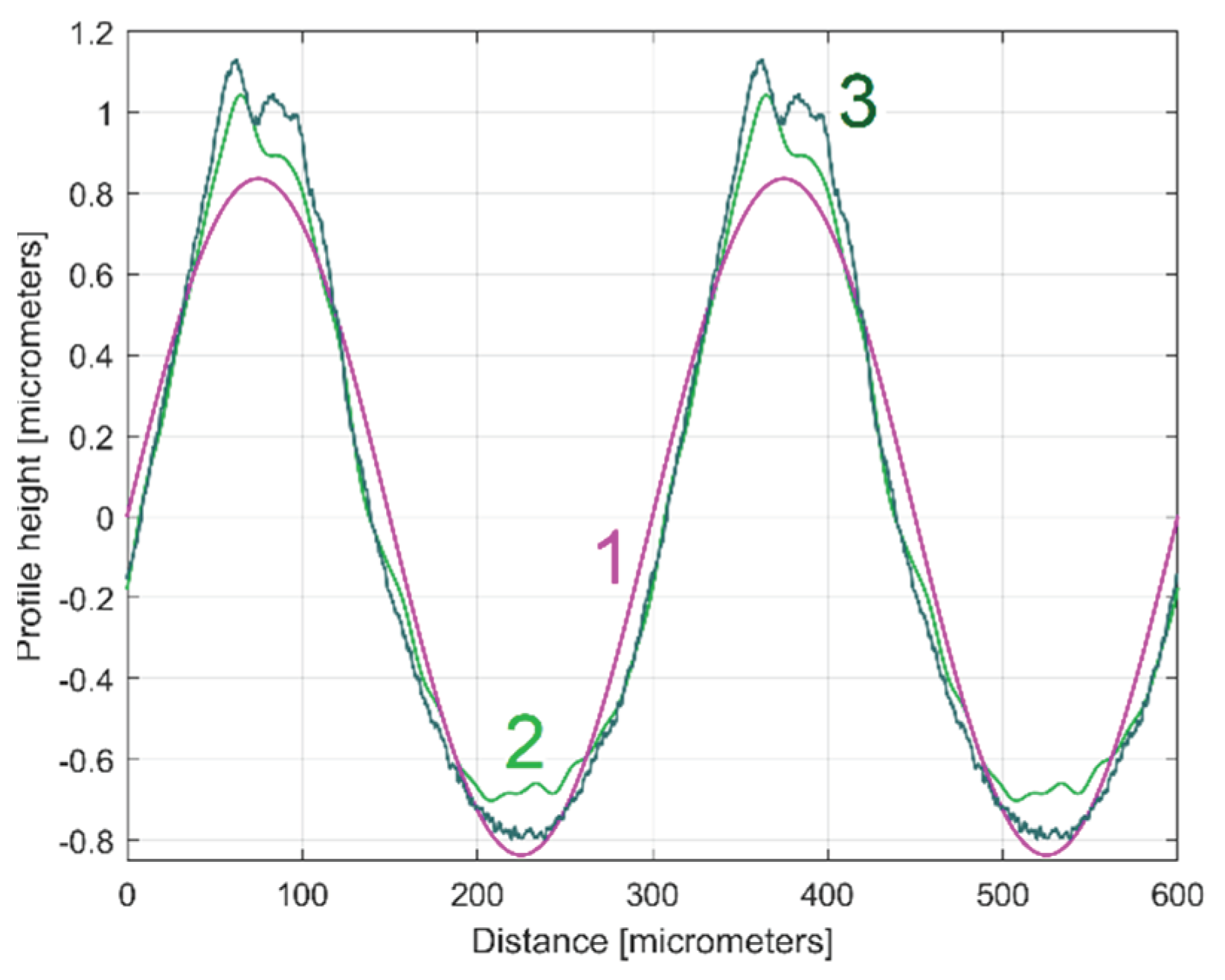
Figure 34.
An overlapping of ydhe0(x) profiles for 1st and 2nd 2DRP (1 and 2).
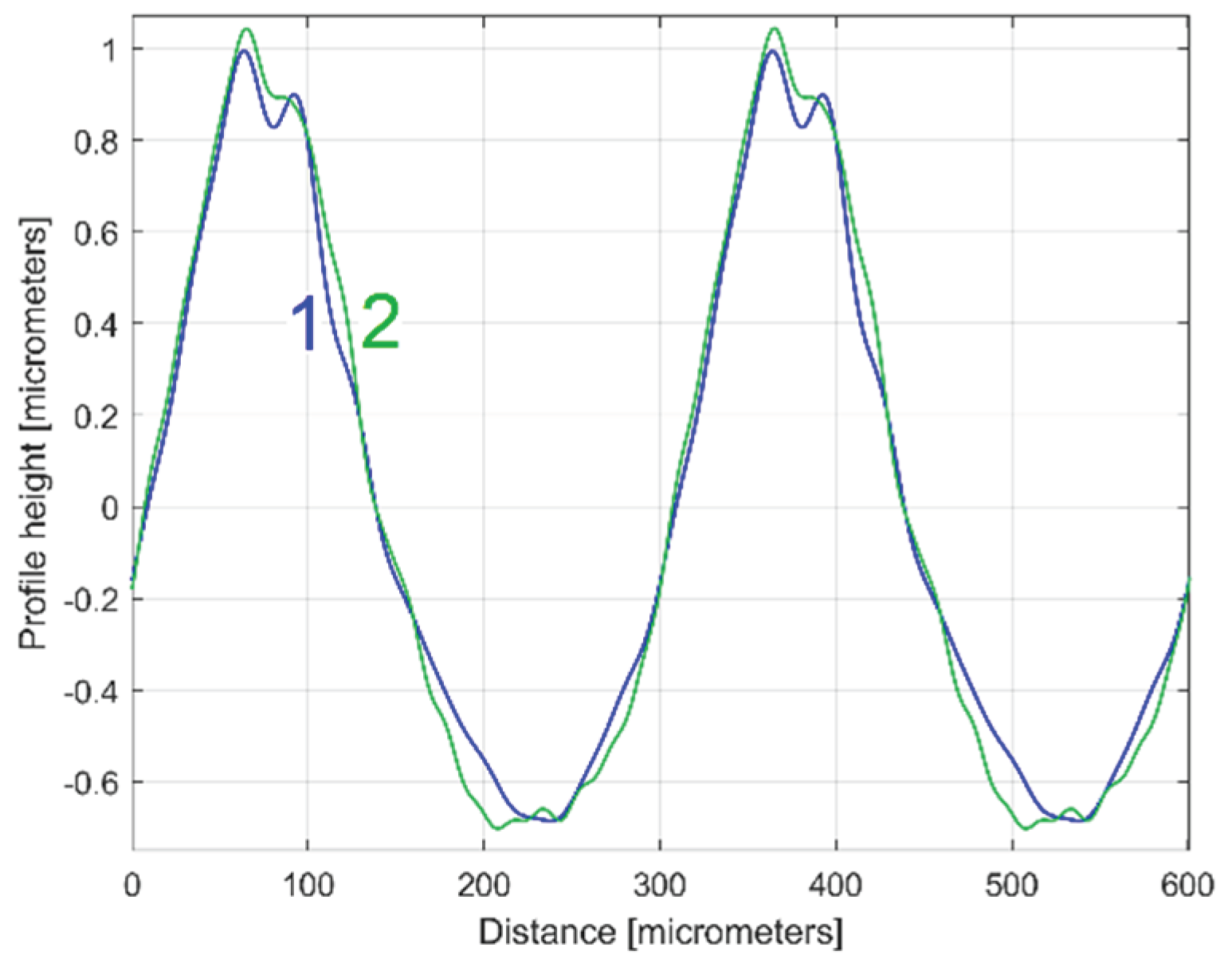
Figure 35.
An overlapping of yap0(x) patterns (two periods) for 1st and 2nd 2DRP (3 and 4).
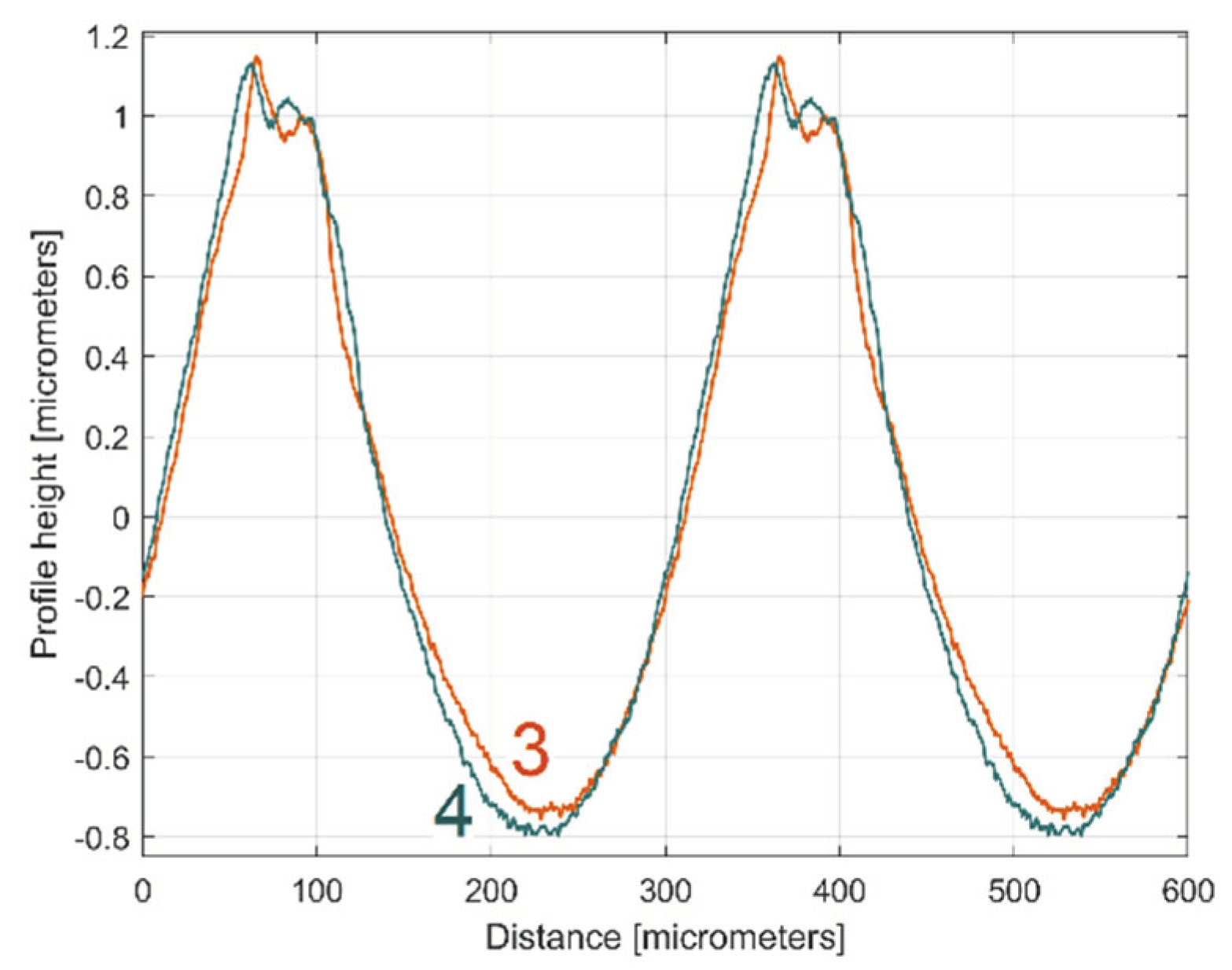
Figure 36.
A partial view on the FFT spectra of extrapolated ydhe(x) profiles with p=10 (in blue for first 2DRP, in green for second 2DRP).
Figure 36.
A partial view on the FFT spectra of extrapolated ydhe(x) profiles with p=10 (in blue for first 2DRP, in green for second 2DRP).
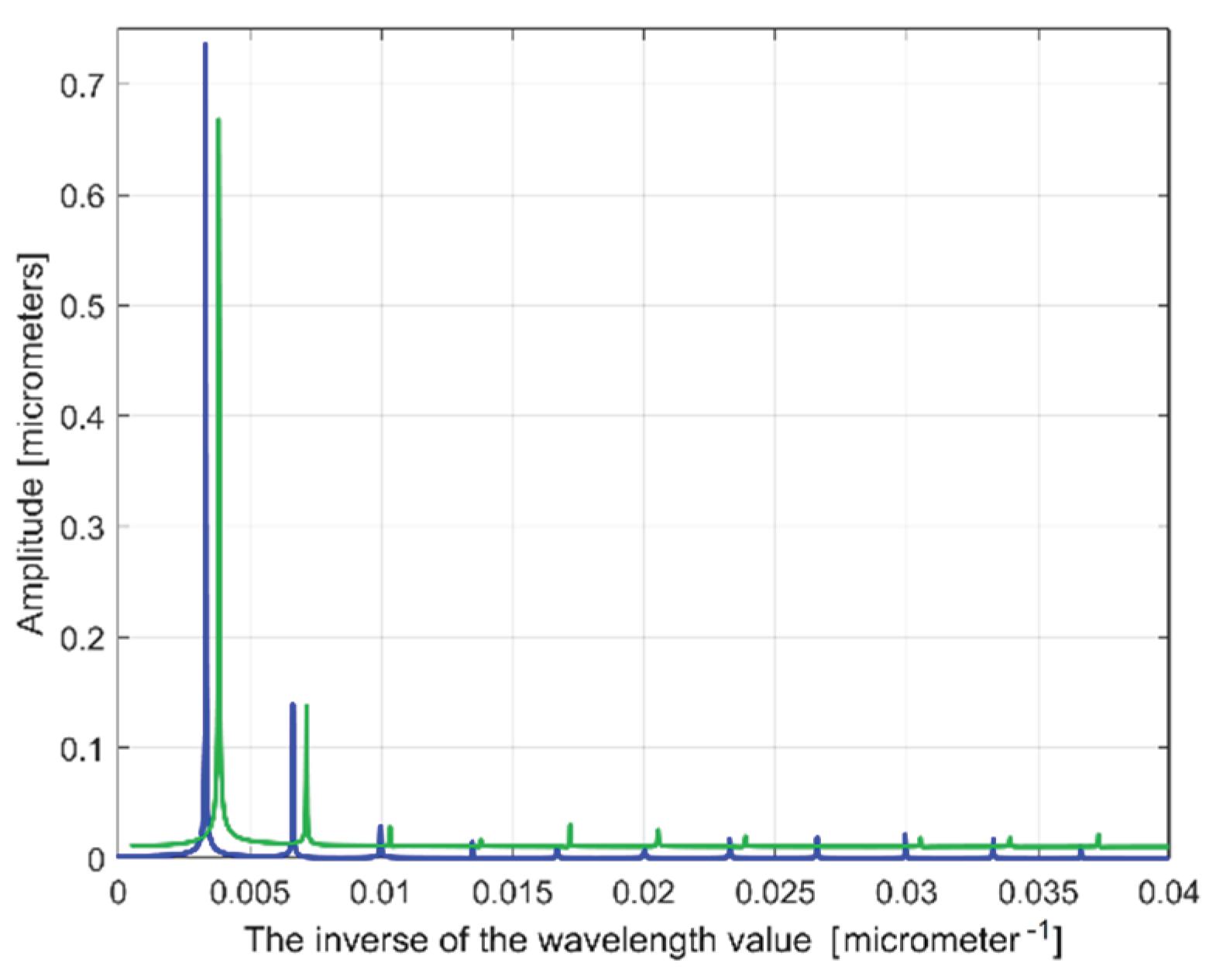
Figure 37.
A zoomed image on y-axis of the FFT spectra from Figure 36.
Figure 37.
A zoomed image on y-axis of the FFT spectra from Figure 36.
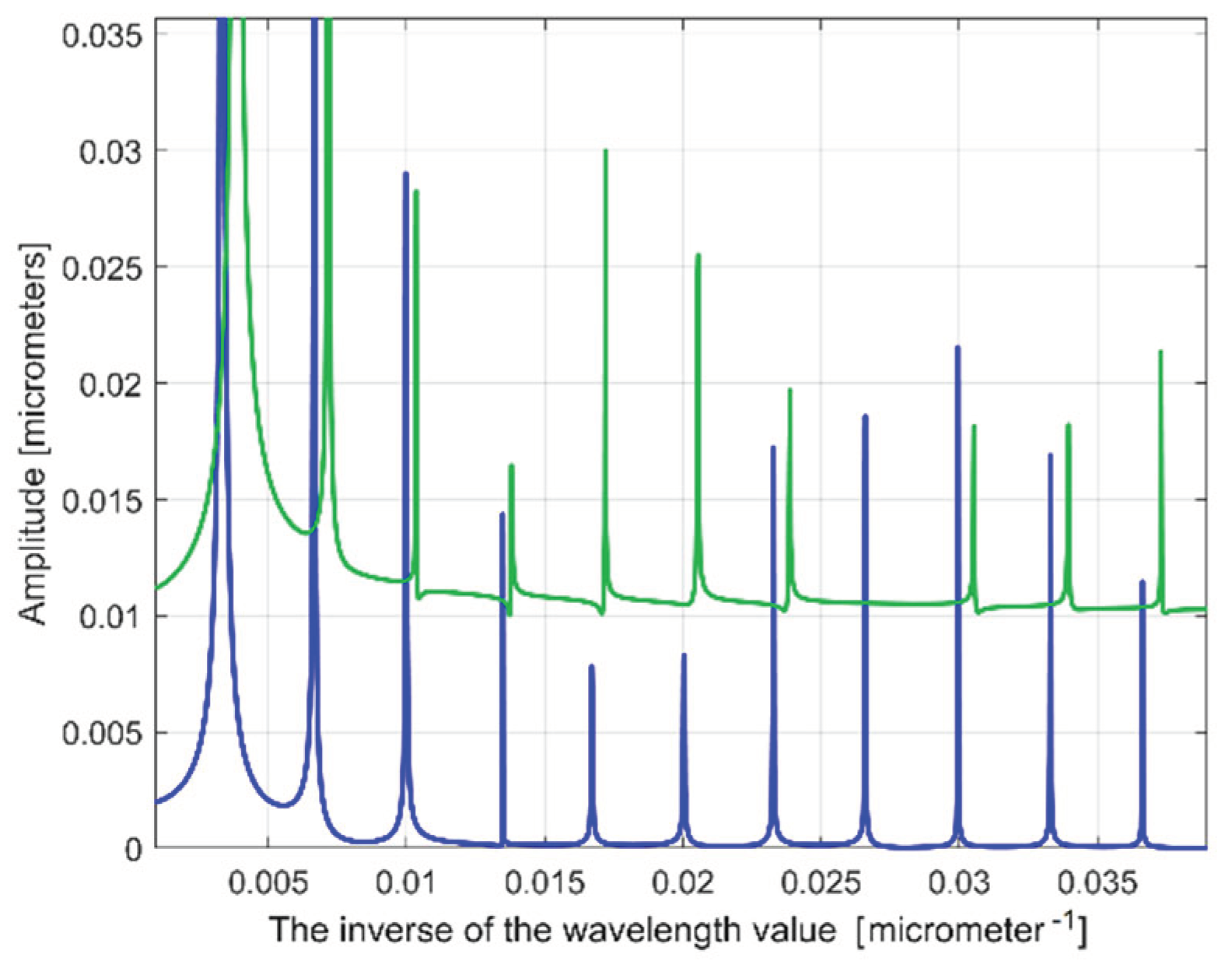

Table 1.
The values of constants involved in the mathematical description of 30 well harmonically correlated sinusoidal components inside ydh(x) of the 2DRP, in pick direction.
Table 1.
The values of constants involved in the mathematical description of 30 well harmonically correlated sinusoidal components inside ydh(x) of the 2DRP, in pick direction.
| Harmonic # (Hi) |
Amplitude AHi [μm] |
Conventional angular frequency 𝜔Hi [rad/μm] |
Wavelength λHi =2π/𝜔i [μm] |
Phase φHi at origin (x=0) [rad] |
| H1 | AH1=1.148 | 𝜔H1=0.01557 | λH1=403.544 | φH1 =4.2031 |
| H2 | 0.2459 | 0.03118 (as 2.0025· 𝜔H1) | 201.53 (as λH1/2.0024) | 1.412 |
| H3 | 0.09367 | 0.04669 (as 2.9987· 𝜔H1) | 134.57 (as λH1/2.9988) | 4.3261 |
| H4 | 0.1116 | 0.06239 (as 4.0070· 𝜔H1) | 100.70 (as λH1/4.0074) | 2.456 |
| H5 | 0.02461 | 0.07848 (as 5.0404· 𝜔H1) | 80.061 (as λH1/5.0405) | 3.085 |
| H7 | 0.03816 | 0.1092 (as 7.0138· 𝜔H1) | 57.538 (as λH1/7.0135) | 4.785 |
| H8 | 0.009202 | 0.1245 (as 7.9961· 𝜔H1) | 50.467 (as λH1/7.9962) | 5.8120 |
| H9 | 0.0236 | 0.1404 (as 9.0173· 𝜔H1) | 44.752 (as λH1/9.0173) | 3.4731 |
| H10 | 0.02267 | 0.1558 (as 10.0064· 𝜔H1) | 40.328 (as λH1/10.0065) | 4.6591 |
| H11 | 0.0129 | 0.1714 (as 11.0083· 𝜔H1) | 36.658 (as λH1/11.0083) | 1.21 |
| H12 | 0.01171 | 0.1873 (as 12.0295· 𝜔H1) | 33.546 (as λH1/12.0296) | 5.3275 |
| H13 | 0.01317 | 0.2027 (as 13.0186· 𝜔H1) | 30.997 (as λH1/13.0188) | 1.796 |
| H14 | 0.01174 | 0.2181 (as 14.0077· 𝜔H1) | 28.808 (as λH1/14.0081) | 5.8364 |
| H15 | 0.01097 | 0.2337 (as 15.0096· 𝜔H1) | 26.885 as λH1/15.0100) | 5.3481 |
| H16 | 0.01386 | 0.2493 (as 16.0016· 𝜔H1) | 25.203 (as λH1/16.0117) | 3.097 |
| H18 | 0.01152 | 0.2805 (as 18.0154· 𝜔H1) | 22.399 (as λ1/18.0162) | 5.5279 |
| H19 | 0.0192 | 0.2961 (as 19.0173· 𝜔H1) | 21.219 (as λH1/19.0180) | 0.628 |
| H22 | 0.01029 | 0.3425 (as 21.9974· 𝜔H1) | 18.345 (as λH1/21.9975) | 3.9651 |
| H23 | 0.008842 | 0.3586 (as 23.0315· 𝜔H1) | 17.521 (as λH1/23.0320) | 2.8171 |
| H24 | 0.02065 | 0.3741 (as 24.0270· 𝜔H1) | 16.795 (as λH1/24.0276) | 4.3321 |
| H25 | 0.009471 | 0.3896 (as 25.0225· 𝜔H1) | 16.127 (as λH1/25.0229) | 1.299 |
| H26 | 0.01693 | 0.4053 (as 26.0308· 𝜔H1) | 15.502 (as λH1/26.0317) | 1.822 |
| H27 | 0.01081 | 0.4208 (as 27.0263· 𝜔H1) | 14.931 (as λH1/27.0273) | 4.2351 |
| H28 | 0.009238 | 0.4365 (as 28.0347· 𝜔H1) | 14.394 (as λH1/28.0356) | 1.563 |
| H29 | 0.007853 | 0.4524 (as 29.0559· 𝜔H1) | 13.888 (as λH1/29.0570) | 0.7781 |
| H31 | 0.01326 | 0.4833 (as 31.0405· 𝜔H1) | 13.000 (as λH1/31.0418) | 0.5155 |
| H32 | 0.01014 | 0.4985 (as 32.0167· 𝜔H1 | 12.604 (as λH1/32.0171) | 3.9471 |
| H38 | 0.008485 | 0.5924 (as 38.0475· 𝜔H1) | 10.606 (as λH1/38.0487) | 5.7423 |
| H41 | 0.02497 | 0.6392 (as 41.0533· 𝜔H1) | 9.829 (as λH1/41.0565) | 1.478 |
| H42 | 0.01782 | 0.6548 (as 42.0552· 𝜔H1) | 9.595 (as λH1/42.0577) | 0.9996 |
Table 2.
The values of constants involved in the mathematical description of 12 well harmonically correlated sinusoidal components inside ydh(x) of the 2nd 2DRP, sampled in pick direction.
Table 2.
The values of constants involved in the mathematical description of 12 well harmonically correlated sinusoidal components inside ydh(x) of the 2nd 2DRP, sampled in pick direction.
| Harmonic # (Hi) |
Amplitude AHi [μm] |
Conventional angular frequency 𝜔Hi [rad/μm] |
Wavelength λHi =2π/𝜔i [μm] |
Phase φHi at origin (x=0) [rad] |
| H1 | AH1=1.124 | 𝜔H1=0.01552 | λH1=404.8444 | φH1 =0.4821 |
| H2 | 0.2406 | 0.03099 (as 1.9968· 𝜔H1) | 202.7488 (as λH1/1.9968) | 0.407 |
| H3 | 0.08159 | 0.04671 (as 3.0097· 𝜔H1) | 134.5148 (as λH1/3.0097) | 5.2621 |
| H4 | 0.1232 | 0.06224 (as 4.0103·𝜔H1) | 100.9509 (as λH1/4.0103) | 6.1897 |
| H5 | 0.0234 | 0.07745 (as 4.9903· 𝜔H1) | 81.1257 (as λH1/4.9903) | 4.9971 |
| H6 | 0.008268 | 0.09263 (as 5.9604· 𝜔H1) | 67.8310 (as λH1/5.9684) | 0.205 |
| H7 | 0.03793 | 0.1088 (as 70103· 𝜔H1) | 57.7499 (as λH1/7.0103) | 3.7771 |
| H9 | 0.01861 | 0.1404 (as 9.0464· 𝜔H1) | 44.7520 (as λH1/9.0464) | 0.1429 |
| H10 | 0.02616 | 0.1558 (as 10.0387· 𝜔H1) | 40.3285 (as λH1/10.0387) | 3.6981 |
| H11 | 0.01256 | 0.1712 (as 11.0309· 𝜔H1) | 36.7008 (as λH1/11.0309) | 2.608 |
| H13 | 0.01106 | 0.2026 (as 13.0541· 𝜔H1) | 31.0128 (as λH1/13.0541) | 2.05 |
| H22 | 0.0107 | 0.3425 (as 22.0683· 𝜔H1) | 18.3451 (as λH1/22.0683) | 1.326 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



