
Submitted:
22 February 2024
Posted:
23 February 2024
You are already at the latest version
Abstract
With the growing trend of urbanization and the growing number of people migrating to cities, the demand for the development and construction of new buildings as well as the infrastructure has risen, meaning that the construction industry must adapt to the trends. The growing demands with shorter deadlines for an industry already known for high costs and not delivering on time means that productivity must be increased without increasing the cost. The solution for this might lie in the application of the Lean philosophy to the construction industry. This paper analyses the application of the Lean philosophy in order to increase the productivity in the airport construction site. The paper highlights the potential for enhancing productivity in construction workplaces by concurrently fostering continuous improvement and sustainability through the implementation of the A3 methodology and Lean principles, resulting in waste reduction and increased value.
Keywords:
lean management
; a3 methodology
; optimization
; construction site
; continuous improvement
1. Introduction
Lean represents a philosophy created by the Toyota Production System. The construction projects present a breeding ground for innovation, development, and improvement while also carrying a lot of waste within their processes, resulting in missed deadlines and in turn high costs [1,2]. One of the challenges that the construction industry faces when it comes to waste is that it not only exists in the construction processes but is very much accentuated in its supply chain [3]. The inefficient and costly construction work represents a complete contradiction to the Lean philosophy and it makes it an ideal candidate for the application of Lean to reduce and eliminate waste. While apparently Lean and construction share no common ground, there are similarities between the two. Perhaps the most important one is that both aim to create more value defined by the customer.
2. Lean Construction
First elements of the use of Lean in construction can be traced back to the days of Frank and Lilian Gilbrethin the Motion Study, which was conducted at the examination of bricklaying on construction sites. The concept of Lean Construction has seen its largest development and popularization in the 1990s with the term Lean Construction being adopted in 1993 by the International Group for Lean Construction (IGLC) [4], to describe an approach to design and carry out construction activities, minimizing the waste in materials, time and efforts, by achieving maximum cost-effective value [5]. Further development of Lean construction was backed by the Lean Construction Institute (LCI) in 1997 [6], which to this day continues to promote and continuously print papers on the application of Lean in construction. Lean construction aims at applying the methods, techniques, and tools of Lean to construction projects and processes. The framework for Lean construction was laid back in 1992 by the report of Koskela [7] which made the foundation for the application of Lean elements to construction projects. Since then a multitude of elements of the Lean philosophy such as visual management [8], decentralized decision-making, value stream mapping, etc. have been applied to different construction projects resulting in a number of benefits from increased efficiency [9] to lower risks at construction sites [10], to analyse the efficiency of construction works [11], to decreased CO2 emissions [12], to improved reliability [13], to enhance individual barriers important for lean construction implementation [14], to establish a system of continuous improvement and sustainability [15], to enhance SMEs performance and achieve sustainability [16], affirming that the application of Lean to construction sites is not only plausible but highly beneficial.
3. A3
A3 developed in Toyota represents a structured problem solving technique that follows a series of steps such as (1) establishing the business context and the importance of a specific problem; (2) describing the current conditions of the problem; (3) identifying the desired outcome; (4) analyzing the situation to establish causality; (5) proposing the countermeasures; (6) prescribing an action plan for getting it done; and (7) map out the follow-up process [17]. The technique represents a very powerful tool when applied correctly for productive dialogue developing problem-solvers [18], it helps individuals to learn from one another, as it involves a cross-functional team [17]. The A3 should be described as a story [19], easy to be understood by anybody [17].
Elements of Leanand A3 have been used for a variety of purposes in construction projects with great effects, such as improved workflow [20], product and process development, problem solving, and lead time [21]. According to Alsehaimi et al., Lean can be used to improve construction planning and coordination on work site [22]. Ballard and Howel argue that planning is the primary focus of construction site organization [23]. The use of simplified A3 by construction workers has shown productivity increase by removing waste from their processes, which can also enabled the company to address critical areas requiring swift attention.
This paper represents a case study on the application of Lean methods and techniques, more specifically the A3 methodology through eight steps from problem definition to follow-up plan on an airport construction project, with the goal of identifying the possibilities for efficiency improvement of the project while eliminating waste.
4. Case study – Airport Project
Working on a reconstruction and building new airport facilities is a demanding task. This paper explains the improvement steps of facade works-installation of rockwool panels to an area of 6.000m2. Due to a high number of construction sites performing distinct processes, a Lean methodology was used to improve the system and reduce waste.
4.1. Methodology of Lean Implementation on Construction Site
To accomplish an improvement on a construction site, the Lean team decided to go to Gemba and observe the processes from different construction sites. Since the practices on a construction defer from the ones in the industry, as for a lot of operations there are not that much repetitive tasks where takt-time, process steps and standardization can be implemented. The team observed the process of masonry works, gypsum boards installation, facade panels’ installation, tiles work, paintings, building foundation process, steel structural work, etc. For most of them, it was complicated to stick to the routine, to standardize the steps, to put some daily target in place and to track it. The main reasons were:
- Not the same team each day!
- Not the same structure of the wall (different sizes, different materials, different positions)!
- Different facade panels, different sizes, different tools, and machines!
- A lot of pre- and post-activities are making a huge impact on the preparation and organization of the work (material not delivered on the site by the logistic team, shifting operators to different locations on daily basics, poor planning by supervisors, newcomers, etc.)
- Many different Subcontractors (S/C) – difficult to achieve any improvement.
Analyzing the Airport project plan, the team realized that there is an area of 6.000m2 of ceiling that has to be covered with rockwool in order to secure the insulation of the building. The work had not started yet so it was a chance for the team to start focusing on it.
The team decided to start with analyzing the process of rockwool installation from where the current conditions can analyzed. Obstacles can be seen and understood in order to propose a target condition. Root cause analysis should be done to understand “why and what” from where an implementation plan can be done with results checked and followed up. Therefore, the A3 process steps could be followed.
4.2. A3 - Steps
4.2.1. Problem Statement
The Lean team from the early beginning started to observe the team and process of rockwool installation. The covered area was 6.000m2 of ceiling. Most of the area is a flat surface with some parts where MEP installations and some parts were hard to reach. The construction work started with 2 teams (Figure 1). Team 1 involved 3 operators on the scissor lift, Team 2 involved two operators on the lift, and both with 3 operators on the ground floor helping them with glue, wool, tools preparation, repositioning of the scissor lift, etc.
The problem analizing took one week and the team was able to specify the main problems:
- Operators are new, never had worked on similar operations;
- Worksite is not organized and prepared;
- Lack of control;
- The work is very slow and ineffective.
4.2.2. Current Condition
Observing the process by using a stopwatch, a camera, a paper, and a pen, the Lean team collected the main facts and metrics of the work presented in Table 1. As shown, the observation took 8 days. The first day the team started to learn the job since they have never done this work before and they were able to finish 16.2 m2 of the ceiling, covered with rockwool insulation panels. They were sent from the masonry and steel structure work without any training. After 8 days, two teams were able to cover 360.5 m2 of the ceiling with the rockwool panels. One rockwool panel has 0.6m2, which means they used 600 rockwool panels for 8 days.
The given data was collected on last day of observation on 28th of April when the operators had learned how to do the job so it can be used as a starting point for the analysis. It is shown that Team 1 had 80 min. of break time plus lunch break time of 45 min. = 125min. and Team 2 had 106 min. The regular break time is only two times 15min. Due to the lack of supervision, the team was able to spend more time on break. To start up the machine, prepare the site, and close the site the team was using 40 min. To replace the glue, bring the rockwool panel to the scissor lift and to relocate the lift, the teams needed approximately 60 min. Summarizing all the data for one shift Team 1 spend 220 min., Team 2.361 min. (this team had a machine break time of 150 min.) on those activities (activities that do not add any value) and only 260 min. for Team 1, and 119 min. for Team 2 while installing the rockwool panel on the ceiling. For that day Team 1 covered the area of 36.28 m2 (60 wool panels) 60 min., which means it took them 4.3min. for installing one rockwool panel, and Team 2 covered 21.31 m2, 19 min., which means it took them 3.35 min. per Rockwool panel.
The process of installation of one wool panel is presented in Table 1. On the scissor lift there are 3 operators. The first step is taking the wool panel (15 sec.) from the ground and putting it on the small table, so the glue can be placed on the wool. The second step is putting the glue on the wool (120 sec.). During these 2 operations, only one operator is working and the other 2 are watching (it means 2 x 15 sec + 2 x1 20 sec = 270 sec. of pure waste – NVA). Then in step 3, the two operators were bringing the panel to the ceiling (15 sec.), while the third one is taking the drill machine to start drilling the holes. The first operator drills one hole (15 sec.), then he puts the drill machine to the ground and takes one anchor (4 sec.) and a hammer (4 sec.) to install the wool to the ceiling. He proceeds with the same steps afterwards. It took three holes to install the wool to the ceiling. The whole process took 219 sec. to install one wool panel.
Excluding the time when Team 1 was doing the preparation, the breaks, the relocation of the lift, and by focusing only on the time when the team was working on the scissor lift installing the rockwool for one day 3 operators were able to install 60 wool panels on which they spend 42 min. (VA) on value-added activities, 423 min. on pure waste (NVA) and 190 min. on necessary activities (NNVA). Adding to this all the activities during one shift (break, preparation, etc.) the team spend 663 min. on pure waste (65% of the time), 475 min. on necessary wasted activities (40%) and only 42 min. on Value (4%).
4.2.3. Target Condition
As described in step two of A3, the two main activities take most of the time. One activity represents the operator taking the wool panel and putting the adhesive material on its surface. This activity usually takes 2 min. During this time two operators are watching, Figure 2.
In order to improve the process, the target condition is to perform two operations at the same time. One operator adds the glue to the rockwool surface while the other is anchoring the wool to the ceiling so the whole process can take up to 2 minutes.
4.2.4. Root Cause Analysis
Observing the process and focusing on Man, Machine, Method, Material, and Environment the main root causes are shown in Figure 3:
Man – The operators on the construction site. The main construction company has around 60 in-house operators for the different type of works. Usually, it is expected from the operators to work on most of them. A lot of operators are inexperienced in jobs like Rockwool insulation panels installation; some operators have never been involved in any construction sites before. Therefore, with the lack of trainings and skills the operators are not able to provide good results and efficiency.
Method – as described earlier the process of rockwool installation is not standardized and it is left to the inexperienced operators to select the best technique and steps to carry it out. Starting from the steps down below, the preparation work where operators have to prepare the wool seems as not being efficient enough. Usually, the glue and the wool are getting prepared from the moment when operators from the lift do not have more material to work with. Then they wait for the glue and the wool to be unpacked, prepared, etc.
When everything is prepared down below, the two operators are holding the wool all the time while one operator is drilling three holes in the concrete for the anchors. He drills only one hole at a time, puts the drill machine down, takes a hammer and anchor, and bonds the wool to the ceiling. Then he takes again the drill machine that drills the second hole, puts the drill down, takes the hammer and anchor, and bonds the second part of the wool. For the third time the exact same steps.
The process has no control. Nobody is checking the progress of the team, the correct use of tools and materials, the following of the work instruction, etc.
Machine tools – The team is not using the proper tools for the work. The saw for cutting the wool (when needed) has to be a specific one with a sharp edge so it can pass easily through the wool. The size of the drill bit has to be small enough in order to put an appropriate anchor inside the concrete ceiling. The lack of the tools, such as measuring meter, drill bits, drill blocker, hammer, is making a huge impact on the productivity of the work. The scissor lift is old one and there is no maintenance plan. When the lift is broken it had been fixed with temporary measures, which makes the same problem arising all over again.
Material – some rockwool panels were left in the rain so it was hard to work with them. In some cases, the team was using a wrong short length anchor. When preparing the glue, the exact amount of water and the correct type of glue for Rockwool had to be used. On several occasions the team made a wrong glue mixture and even used the wrong type.
Environment - the work took place in open space area in front of the airplanes with no wind cover. The rockwool panels are a very particular material and one should use the suitable equipment like clothes, glasses, eye drops, etc.
4.2.5. Counter Measures
5S – The worksite was in bad condition. Tools, material, and dirt were all around the area left on the ground. The idea was to implement some parts of the 5S tool in order to organize and sort the site.
Give proper tools to the operators – as described earlier each team should have all the tools needed for the job.
Train the operators – it was necessary to train the operators on how to add glue to the surface of the rockwool, how to do anchoring, how to drill properly and how to hold the wool.
The scissor lift replacement - since the lifts are old and there was no proper maintenance, the suggestion was to bring the new ones and to repair some old parts from the ones that were to stay.
Rearranging the process steps – make two main operations at the same time and improve them.
Put in place a daily routine/follow up once the improvement is in place it should be possible to put the routine in place of how the operation has to run and to follow up on it.
Prepare the site and the resources – it is necessary to organize and prepare on the bottom level in order to win some time instead of waiting.
4.2.6. Implementation Plan
As shown in Table 2. the first step was to organize a workshop together with the team leaders, the site supervisor, and the frontline operators to discuss the process in detail and to understand the steps, to propose the new solutions and ideas, and to start the implementation. It was important to involve all of them, not just push the ideas from the Lean team to sustain the system and to make them the owners of it.
4.2.7. Check the Result of the Implementation Steps
A lot of great ideas came from the team that were implemented and tested (Figure 4). New tools were bought, and the scissor lift was fixed and another one replaced. The team had a huge issue with banding all the time to take the glue out from the bucket that was on the floor. It takes 8 times to bend for one wool panel. The team installs around 50 wool panels per day, which means 400 times the operator bands down for the glue. The table was made to put the glue bucket at the appropriate height, so no need for extra motion.
The 5S tool helped the team make a new holder for the drill bit and the holder for anchors and the hammer. Before it was scattered on the floor so a lot of time was wasted searching for tools and reaching out for them. The area was clean at the end of the shift each day. The operator on the ground was preparing the wool with an extra bucket of glue in order spare time.
To free one operator from the site, the stick was used to hold the wool. Holding the wool in this way one operator was able to drill holes at the same time while another one was placing the glue to the wool surface.
A drill jig and a colored tape were used to drill the hole at the proper length. Without it, the team spent more time and effort drilling deeper holes.
Improved results are shown in Table 3.
As shown in Table 3 the productivity doubled from 30 m2 per team per day; now they could cover 60m2/day. A lot of hard motion steps were eliminated; with the use of the stick, the operators were released from holding it with hands above the head, the break time was specified and written on the site - two times 15 minutes and it was at the exact time, so no space was left for variation.
4.2.8. Follow Up
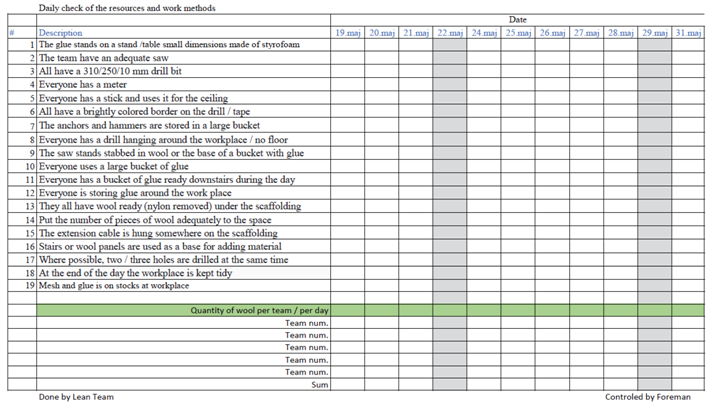
The main problem for the supervisors and managers was how to tell if the process was running smoothly. Therefore, a checklist was created to be able to control the site and to make sure everyone was following what had been agreed. A weekly follow-up was created, to analyze each time all the steps, the targets, the goals, the plans and to improve the system even more. The checklist is shown in Table 4 and it was installed on each workplace.
Each day team leaders had to write down how many wool panels they installed per day. During the day, the supervisor, the foreman, or any manager can easily come and check the process. They can check if the operators are using the stick to hold the wool, whether the glue is prepared in the bucket on the ground, if they use the table for the glue bucket, whether the operators use the drill, the hammer and the anchor holders and if they have it around them. It is a task for the team foreman to check it and to do the training if someone is not following the routine and procedure.
The complete A3 process flow is usually summarized in one document to create a precise analysis of the problem solved and the results achieved. It is also a document that is archived as an implemented A3 process improvement (Figure 5).
5. Conclusion
Reviewing the literature, it is shown that Lean thinking and A3 have been mainly applied to manufacturing industry. Since its first application to construction industry the A3 approach is rarely used. Only few articles shown in this paper can be found in literature. In the case study that was examined in this paper, it was shown that the application of the A3 methodology along with other Lean elements such as Gemba walks and 5S in construction can increase the productivity confirming the positive impacts of the A3 methodology on construction that have been demonstrated in previous papers [20,21]. This has been validated through the problem of Rockwool installation at the airport where the amount of work in one day was doubled with the time needed to install one panel reduced almost in half and the number of workers required for the installation also reduced. The results of the actions which were applied confirm that Lean can improve productivity in construction and that the A3 methodology conforms to the construction industry. Although the A3 methodology was used on one problem and that productivity in this paper was increased on one specific process it does show that it is possible to increase the productivity on construction sites using Lean and its methods which coincides with previous journal articles published on this and similar topics.
Author Contributions
Conceptualization, J.M. and N.S.; methodology, J.M. and N.S.; validation, J.P., V.V. and S.S.; formal analysis, D.K.; investigation, J.M.; resources, J.M. and J.P.; data curation, J.M. and N.S.; writ-ing—original draft preparation, J.M.; writing—review and editing, J.M., V.V. and S.S.; visualization, D.K.; su-pervision, J.P. and S.S.; project administration, J.M.; funding acquisition, D.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Provincial Secretariat for Higher Education and Scientific Research of Autonomous Province of Vojvodina, through the project no. 142-451-3165/2022-01/2.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Some or all data, models or code that support the findings of this study are available from the corresponding author upon reasonable request.
Acknowledgments
The authors acknowledge the company involved for the availability to perform this study about their activity and operation.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Flyvbjerg, B.; Holm, M.K.S. What causes cost overrun in transport infrastructure projects? Trans. Rev. 2004, 24, 3–18. [Google Scholar] [CrossRef]
- Dauda, J. A.; Ajayi, S.; Omotayo, T.; Oladiran, O. O.; Ilori, O. M. Implementation of lean for small-and medium-sized construction organisational improvement. Smart Sustain. Built Environ. 2023, in press. [Google Scholar] [CrossRef]
- Emuze, F.A. Qualitative Content Analysis from the Lean Construction Perspective: A Focus on Supply Chain Management. Acta Struct. 2012, 19, 1–18. Available online: https://www.ajol.info/index.php/actas/article/view/85415.
- Koskela, L.; Ballard, G.; Howell, G.; Tommelein, I. The foundations of lean construction. In Design and construction: building in value, 1st ed.; Best, R., Valence, G., Eds.; Butterworth Heinemann: Oxford, UK, 2002; pp. 211–226. [Google Scholar]
- Babalola, O.; Ibem, E. O.; Ezema, I. C. Implementation of lean practices in the construction industry: A systematic review. Build. Environ. 2019, 148, 34–43. [Google Scholar] [CrossRef]
- Tezel, A.; Nielsen, Y. Lean construction conformance among construction contractors in Turkey. J. Manage. Eng. 2013, 29, 236–250. [Google Scholar] [CrossRef]
- Koskela, L. Application of the New Production Philosophy to Construction; Stanford University: Stanford, CA, USA, 1992. [Google Scholar]
- Sacks, R.; Treckmann, M.; Rozenfeld, O. Visualization of Work Flow to Support Lean Construction. J. Constr. Eng. Manag. 2009, 135, 1307–1307. [Google Scholar] [CrossRef]
- Thomas, H. R.; Horman, M. J.; Minchin, R. E.; Chen, D. Improving Labor Flow Reliability for Better Productivity as Lean Construction Principle. J. Constr. Eng. Manag. 2003, 129, 251–261. [Google Scholar] [CrossRef]
- Issa, U.H. Implementation of lean construction techniques for minimizing the risks effect on project construction time. Alex. Eng. J. 2013, 52, 697–704. [Google Scholar] [CrossRef]
- Juszczyk, M. Construction Work Efficiency Analysis-Application of Probabilistic Approach and Machine Learning for Formworks Assembly. Appl. Sci. 2023, 13, 5780. [Google Scholar] [CrossRef]
- Fuenzalida, C.; Fischer, B.; Arroyo, P.; Salvarierra, J. L. Evaluating Environmental Impacts of Construction Operation Before and After the Implementation of Lean Tools. In Proceedings of the 24th Ann. Conf. of the Int’l. Group for Lean Construction, Boston, MA, USA, January 2016; p. 2016. [Google Scholar]
- Brodetskaia, I.; Sacks, R.; Shapira, A. Stabilizing Production Flow of Interior and Finishing Works with Reentrant Flow in Building Construction. J. Constr. Eng. Manag. 2013, 139, 665–674. [Google Scholar] [CrossRef]
- Moyo, T.; Chigara, B. Barriers to lean construction implementation in Zimbabwe. J. Eng. Des. Technol. 2023, 21, 3–733. [Google Scholar] [CrossRef]
- Cunha, F.; Dinis-Carvalho, J.; Sousa, R.M. Performance Measurement Systems in Continuous Improvement Environments: Obstacles to Their Effectiveness. Sustainability 2023, 15, 867. [Google Scholar] [CrossRef]
- Abdullah, A.; Saraswat, S.; Talib, F. Impact of Smart, Green, Resilient, and Lean Manufacturing System on SMEs’ Performance: A Data Envelopment Analysis (DEA) Approach. Sustainability 2023, 15, 1379. [Google Scholar] [CrossRef]
- Shook, J. Toyota’s Secret: The A3 Report. MIT Sloan Manag. Rev. 2009, 50, 30–33. [Google Scholar]
- Sobek, D.K.; Smalley, A. Understanding A3 Thinking: A Critical Component of Toyota’s PDCA Management System, 1st ed.; Productivity Press: Boca Raton, Florida, USA, 2008. [Google Scholar]
- Matthews, D.D. The A3 workbook: unlock your problem-solving mind, 1st ed.; CRC Press: New York, USA, 2010. [Google Scholar]
- Ko, C.H.; Tsai, P.C. Applying Lean Production A3 to Enhance Construction Work Flow. Life Sci. J. 2013, 10, 2409–2416. [Google Scholar]
- Saad, N.M.; Al-Ashaab, A.; Shehab, E.; Maksimovic, M. A3 thinking approach to support problem solving in Lean Product and Process Development. Adv. Concurr. Eng. 2013, 871–882. [Google Scholar]
- Alsehaimi, A. O.; Fazenda, P. T.; Koskela, L. Improving construction management practice with the Last Planner System: A case study. Eng. Constr. Archit. Manag. 2014, 21, 51–64. [Google Scholar] [CrossRef]
- Ballard, G.; Howell, G. Shielding Production: Essential Step in Production Control. J. Constr. Eng. Manag. 1998, 124, 11–17. [Google Scholar] [CrossRef]
Figure 1.
Rockwool installation process.
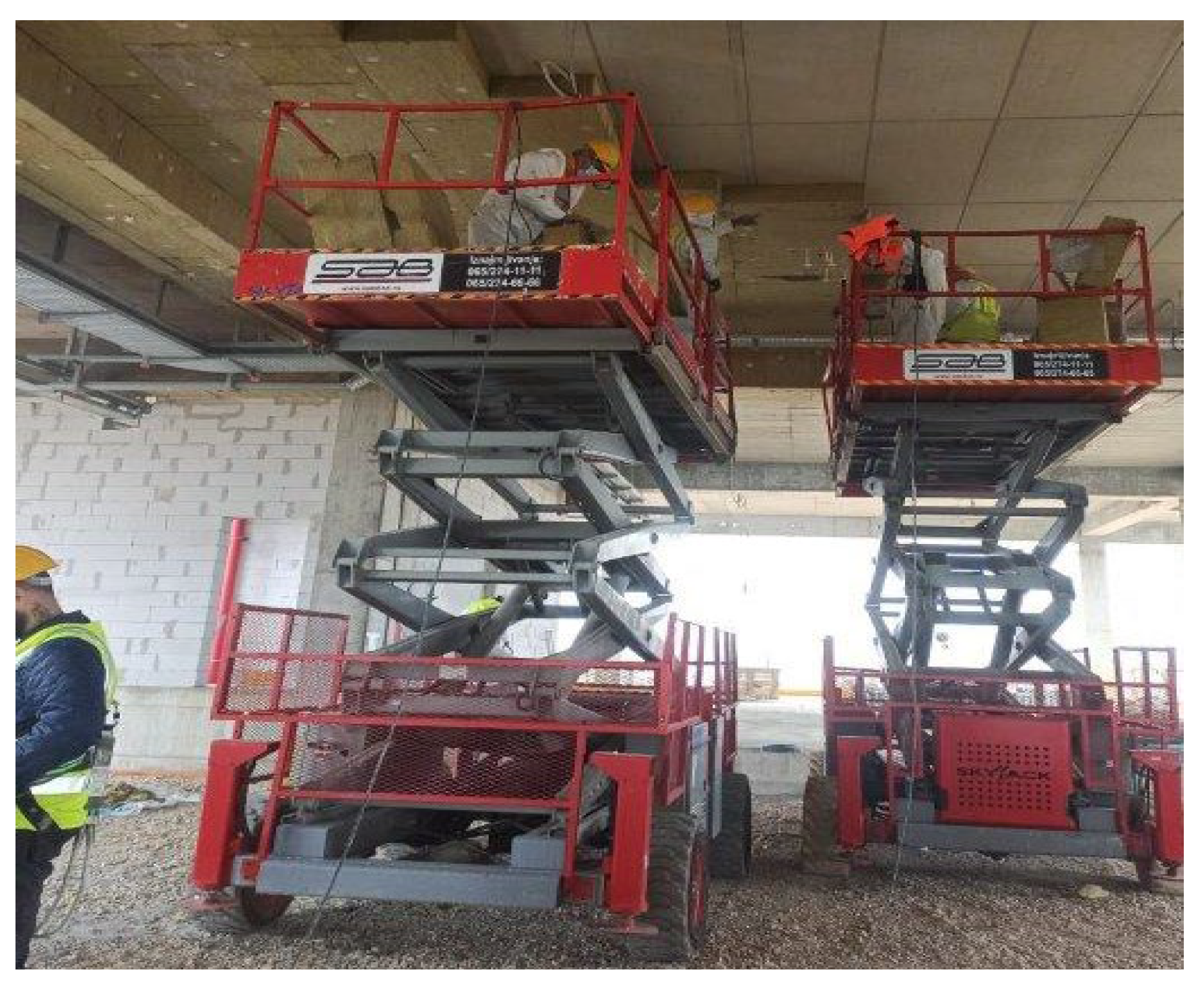
Figure 2.
(a) Pure waste of two operators; (b) Target condition
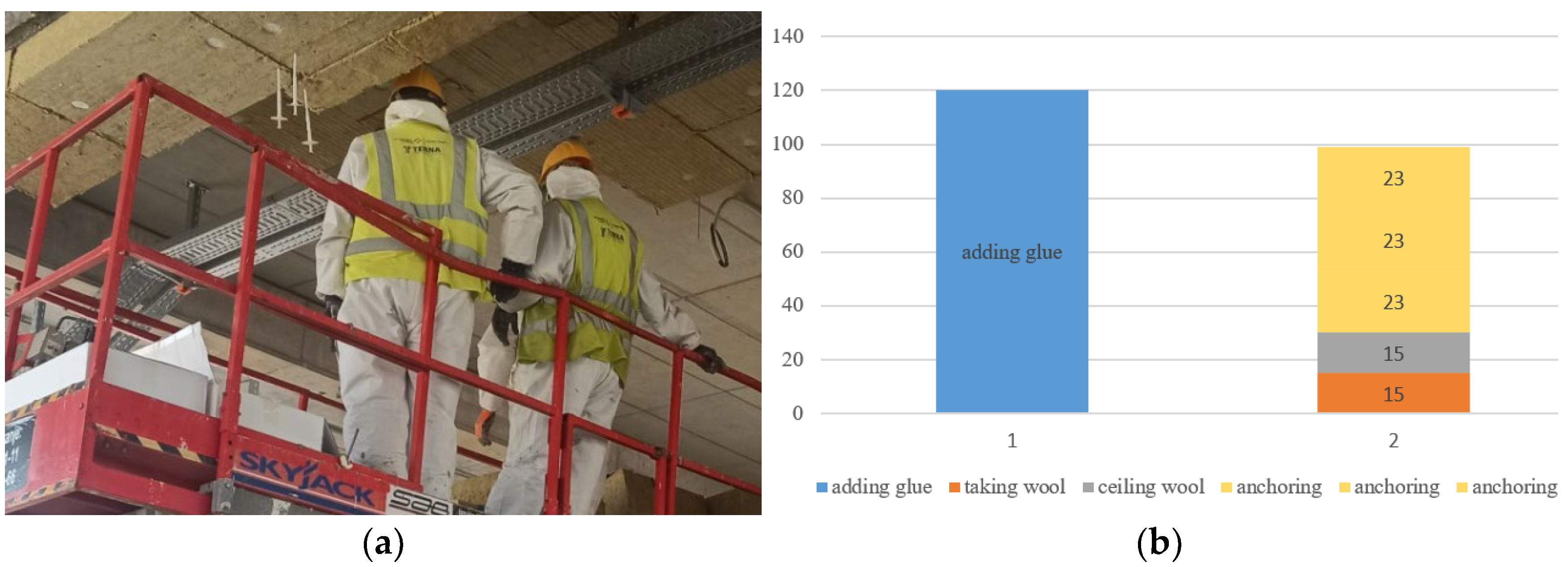
Figure 3.
Root cause analysis
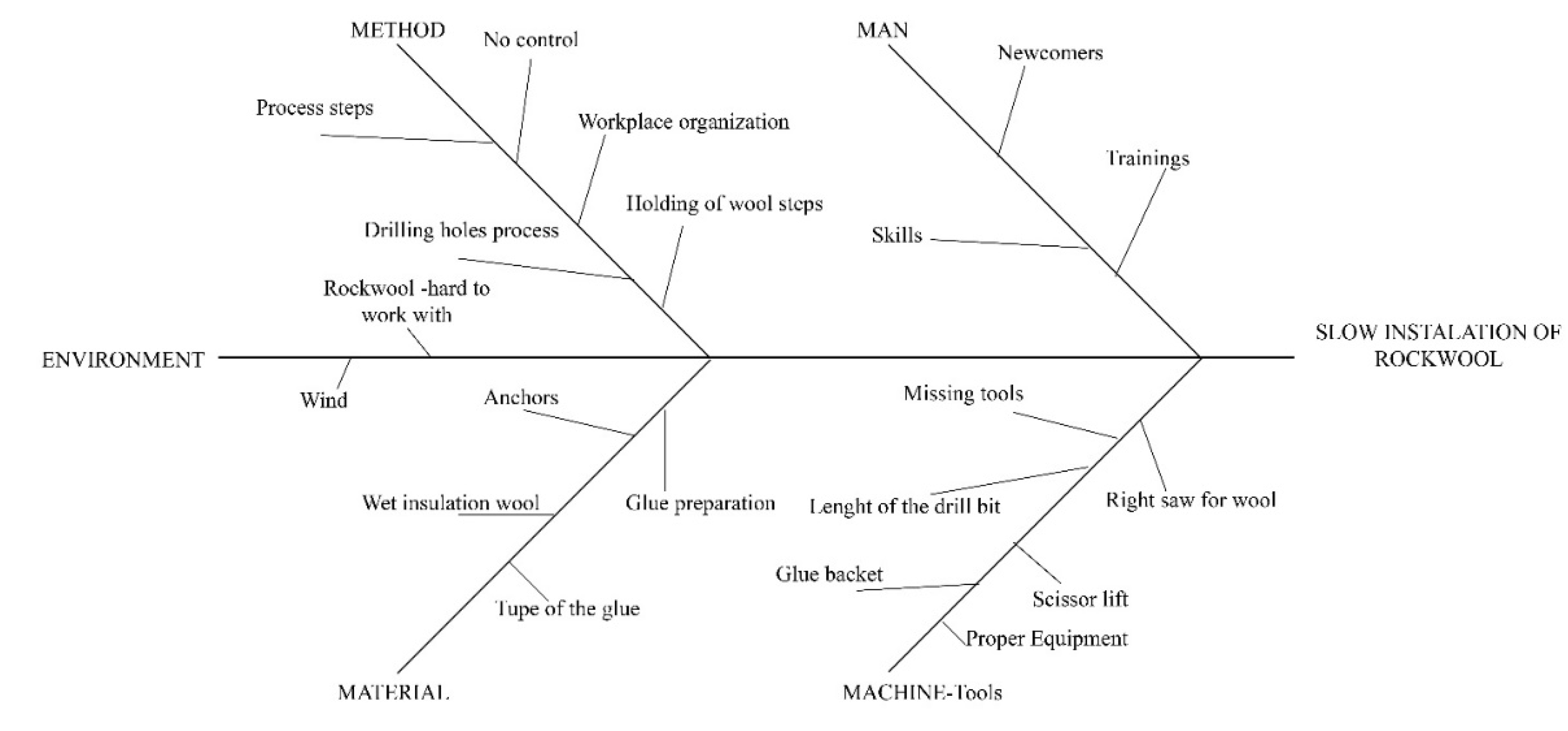
Figure 4.
Improvements in the rockwool process

Figure 5.
Summarized A3 process flow
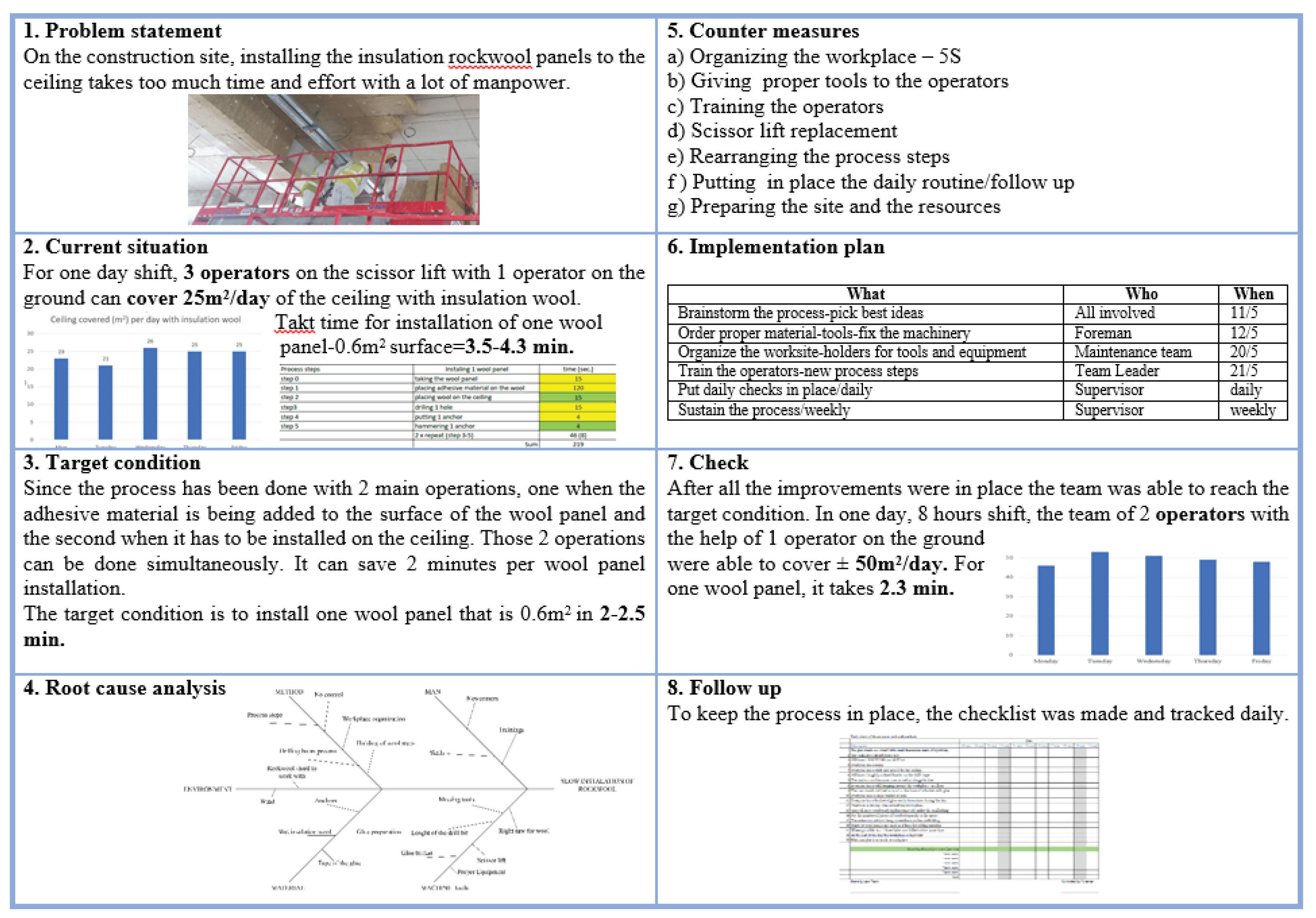

Table 1.
The current condition of rockwool installation process.
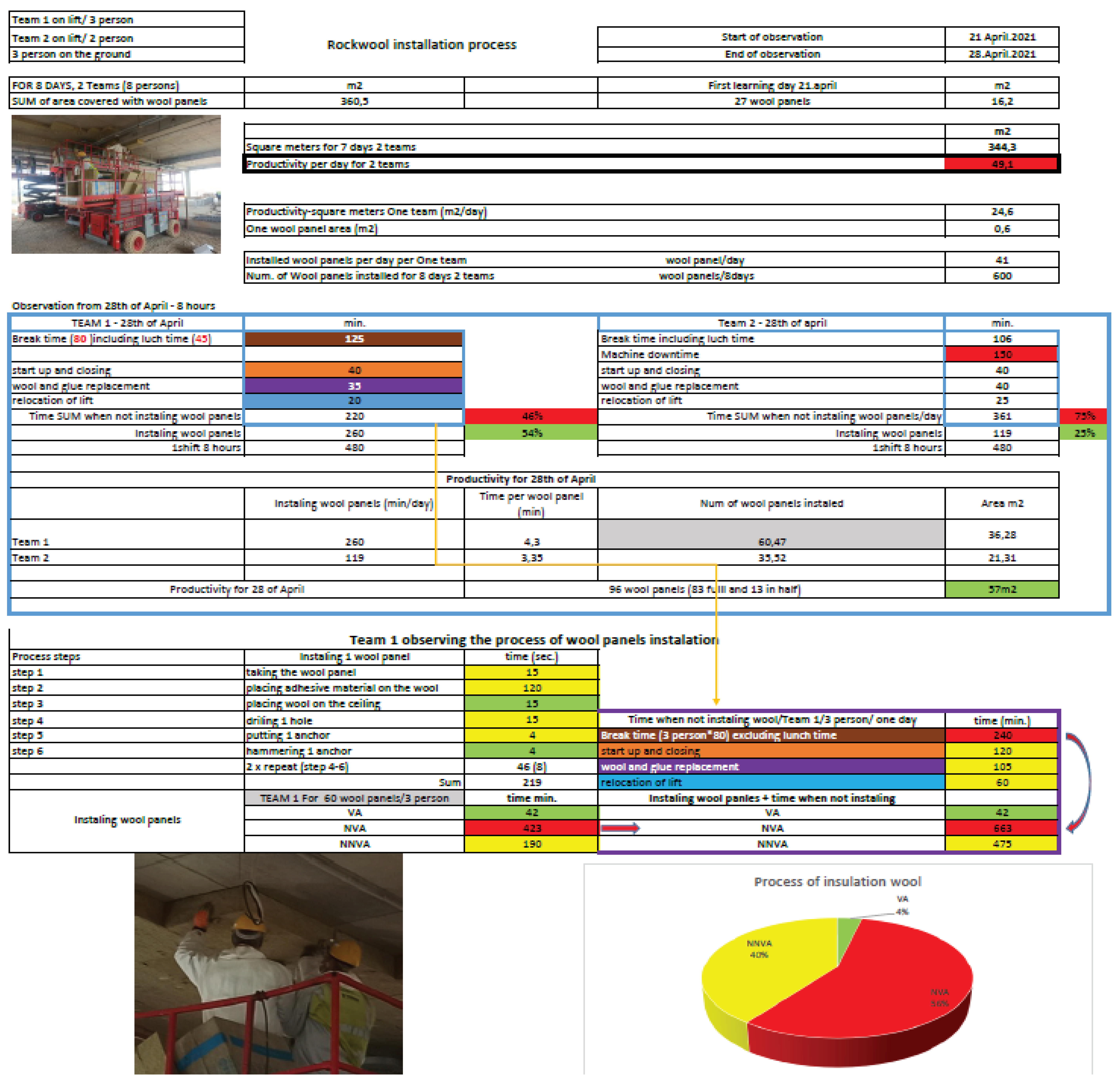
Table 2.
Implementation plan for the improvement of rockwool process.
| What | Who | When |
|---|---|---|
| Brainstorm the process – pick the best ideas | All involved | 11/5 |
| Order proper material – tools – fix the machinery | Foreman | 12/5 |
| Organize the worksite – holders for tools and equipment | Maintenance team | 20/5 |
| Train the operators - new process steps | Team Leader | 21/5 |
| Put daily checks in place/daily | Supervisor | daily |
| Sustain the process/weekly | Supervisor | weekly |
Table 3.
Results of the improvements
| What | Before | After |
|---|---|---|
| # of times operators bend down/day | 480 | 0 |
| time spend on holding the panel/2 operators | 240 min. | 0 |
| break time 3 operators | 240 min. | 90 min. |
| Takt time per wool panel | 3,82 min. | 2,1 min. |
| Area covered per team/day | 24,9 m2 | 60 m2 |
Table 4.
The current condition of rockwool installation process.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



