Submitted:
26 February 2024
Posted:
26 February 2024
You are already at the latest version
Abstract
EV transmissions operate at high speeds, upto 30,000 rpm. High speed operation puts higher demands on bearings, seals, and gears. Bearings in EV transmissions are prone to electrically induced bearing damage and may exhibit signs of pitting and fluting. Surface-initiated rolling contact fatigue is another common problem gaining increased attention lately. Most EV transmissions require a coupling between an oil-lubricated gearbox to an electrical motor that runs with minimal lubrication at very high rpm. High mechanical and thermal stresses the seals are exposed to under starved lubrication conditions have a detrimental impact on their service life. Hence, proper lubrication is critical. In general, EV transmission fluids call for a somewhat different spectrum of properties compared to conventional ATF. Gear tribology simulations open new ways to the design and optimization of lubrication for EV transmissions. Additionally, such simulations can also provide valuable insights into the effects of different oil properties on cooling and lubrication efficiencies, thereby helping in matching the lubricant and hardware characteristics for optimal performance. In the present communication, we demonstrate the effects of different lubricants and surface finishing technologies on the tribology of high-speed gears using tribological tests and advanced thermal elastohydrodynamic (TEHD) simulations. Important roles of lubricity additives and surface finish optimization are highlighted in conjunction with a move towards ultralow viscosity EV transmission fluids.
Keywords:
EV transmission
; Transmission fluid
; Transmission efficiency
; High-speed gears
; Gear Tribology
; Surface Finishing
; TEHD simulations
1. Introduction
Powertrain electrification has been a growing trend in the automotive industry. Electric motors used in BEVs operate at high speeds – 3,000 to 16,000 rpm – with high performance motors reaching over 20,000 rpm. The combined inverter/motor efficiency of a typical BEV reaches a maximum close to the maximum motor speed [1]. Small high-revving motors achieve higher power density and are also lighter and cheaper to manufacture. However, higher speeds bring new challenges with lubrication, heat management, seals, and noise. Gear meshing is the primary source of intrusive whining noise that irritates most drivers. This noise is usually linked to the transmission error and geometric imperfections of gears [2].
Even though being called “high-speed,” gear in an EV transmission operate at variable speeds from zero to the maximum speed of the motor, with a high torque instantly available already at low speeds. This complicates the lubricant selection as the lubricant should be able to provide both adequate gear protection against scuffing and wear at low speeds and good efficiency and heat removal at high speeds. Wear on the teeth can be a limiting factor at low speeds. Wear particles may affect other transmission components, such as bearings and actuators. To study the wear behavior, a whole system approach is needed. A number of application-specific component rig tests – such as the FZG scuffing load, the FZG efficiency and the DGMK-FZG gear oil wear test C/0.05/90:120/12 – are available for that [3,4].
Most EVs use only reduction gears – a sort of one-speed EV reduction transmission/transaxle (see Figure 1).
Luxury models, such as Porsche Taycan, Audi e-tron GT and BMW i8 use 2-speed e-drives developed by ZF. The 2-speed e-drive improves the range and driving characteristics since it allows one to achieve both high initial torque and top speed. Quite recently, a three-speed ZF transmission for passenger cars has been presented. In heavy-duty EVs, four speed transmissions are already in use.
Proper gear lubrication is critical for transmission operation. Lubricant viscosity is the first parameter to look at. Industry standards such as ISO 6336 and AGMA 6011 provide recommendations for selecting the right viscosity grade depending on application. A higher gear speed favors the use of lower viscosity lubricants.
At the moment, automatic transmission fluids (ATFs) are commonly used in EV reduction transmissions, despite the fact that, design-wise, EV transmissions are quite different. Common ATFs such as MERCON® LV, DEXRON® VI, Toyota T4, Honda DW-1, etc have KV100 in the range 6 to 8 cSt. This roughly corresponds to the SAE J306 viscosity grades 70-75. Ultralow viscosity (ULV) ATFs go down to KV100 3.5 cSt are formulated using synthetic base oils, such as poly alpha olefins (PAO), esters and oil-soluble polyalkylene glycols (OSP). The market demand for ULV ATFs has been very low so far. At the same time, viscosity wise, ULV ATFs are a better fit for high-speed EV reduction transmissions. Cooling and resistance to shocks can be further improved by using forced lubrication. While sufficient lubrication is essential, excessive lubricant flow can lead to excessive heat generation and power losses, especially for high-speed gears. Hence, a total system approach is important – the gearbox and gear oil should fit together.
Proper selection of fluids for EV transmissions is complicated by a wide diversity of EV hardware. In general, EV transmission fluids call for a different spectrum of properties compared to conventional ATFs [5,6,7]. Some properties are universally important for both: efficiency, durability, seal compatibility, foaming tendency, wide operating range, environment, health and safety (EHS) profile. Some other properties such as oxidation stability, copper corrosion and electrical conductivity gain increased significance.
Though the vast majority of EV transmission fluids in today’s use are formulated using API Group II and III base oils, synthetic products using PAO, esters and oil-soluble PAGs are gradually gaining momentum, in particular in ULV grades. There are also a number of novel non-conventional fluids in the research-in-progress phase, including water-PAG systems and ionic fluids, the use of which allows one to achieve ultralow viscosities, KV100 < 3 cSt, while improving heat transfer and electrical conductivity.
Many new additive types are coming into use as well. For instance, conventional sulfurized olefins, which are known to be copper-corrosive, are replaced by less corrosive hindered dialkyl polysulfides, thiophosphoric esters, aminophosphates and borates. The latter allow to achieve high scuffing resistance at low treat levels, while minimizing chemical polishing. Also, yellow metal deactivators such as benzotriazole are often used to reduce the risk of printed circuit board (PCB) corrosion. Disappearance of the clutch slippage problem opens the door to broader use of various friction modifiers for improved energy efficiency. New antioxidant types are also used, either alongside or instead of good old ZDDP. Finally, new shear-stable viscosity index improvers should be mentioned.
When it comes to improving gear tribology specifically for electric vehicles, everything basically boils down to proper gear design and geometric optimization, which includes selecting right materials and methods for gear manufacture and post-processing [8,9,10].
In practice, we can never get perfect gears – good enough is the best. Gear accuracy is regulated by ISO 1328 and numerous national standards. To give the reader some feeling of numbers: For the gear diameter from 50 to 200 mm found in transmissions, the highest ISO 1328 accuracy grade sets tolerances down to a micron level, which is comparable to the thermal expansion effects. Such gears are very expensive to manufacture. The medium accuracy grades common for automotive applications set tolerances within 10 to 20 microns. The adequate accuracy for gears used in electric vehicles is around ISO 1328 Grade 6, but high-speed gears rated for speeds over 20,000 rpm have higher quality requirements. There is always a limit on how accurate you want to go to stay economical.
A good fit of gears in the gearbox is equally important [8]. The typical backlash, i.e. the gap in between meshed gear teeth, in the final assembly is usually around 0.1-0.2 mm. Specifying a lower backlash value improves noise characteristics but it puts higher requirements on gear and assembly quality and compromises adaptivity to dynamic distortions.
Some minor surface imperfections can be remedied during the running-in stage. By using gear oil with adequate viscosity and high content of sulfur, one can design workable solutions even for low quality gears. Sulfurized additives help prevent scuffing and provides chemical polishing. Unfortunately, such oils are not suitable for electrified gearboxes because of copper corrosivity. On the other hand, by investing into better gear quality, one can minimize dependency of anti-scuff additives.
Assuming that gears have been machined with desired accuracy – which is normally accomplished by conventional grinding – additional surface finishing techniques can be applied in order to further optimize the surface roughness and waviness profiles. These include a variety of abrasive and non-abrasive processes, such as shaving, lapping, honing, abrasive flow machining, turbo-abrasive machining, stream finishing, accelerated surface finishing, electropolishing, burnishing, etc. Recently developed mechanochemical surface finishing methods such as Triboconditioning® CG (see Figure 2) can be used as the final finishing operation bringing about a triad of effects: (i) surface roughness profile optimization, (ii) compressive stress buildup, and (iii) tribofilm priming, which greatly improves the tribological and NVH behavior of gears [11,12,13].
2. Experimental
An FZG back-to-back gear test rig with FZG type A gears was used for scuffing resistance evaluation according to the standard ASTM D5182 procedure (A/8.3/90). The low-speed wear was evaluated according to ASTM D4998.
An FZG back-to-back gear test rig with FZG type C gears with tip relief was used for evaluation of different gear oils following the standard procedure [14,15,16], except that the run-in and testing load stages were adjusted to ensure free-of-scuffing operation. The oil temperature was 60oC, deemed representative for electric driveline fluids under normal operation [17]. A helical gear setup as described in ref.[18] would be a better option for emulating the reduction gear operation, but unfortunately, it was not available. To evaluate the effect of mechanochemical surface finishing, one set of gears was additionally processed applying the Triboconditioning® CG method.
Gear oils were blended by using a mixture of API Group II 600N and PAO3.5. A commercial ATF additive package was used with the same treat level for all four viscosity grades. Using the identical additive package and common base eliminates uncertainties related to differences in additive activity and base oil properties.

Table 1.
The properties of gear oils.
| Viscosity grade | KV40, cSt | KV100, cSt | Density, RT, g cm-3 |
|---|---|---|---|
| ISO VG 100 | 98.1 | 11.2 | 0.87 |
| ISO VG 46 | 46.2 | 7.0 | 0.85 |
| ISO VG 22 | 23.4 | 5.0 | 0.83 |
| ISO VG 15 | 14.5 | 3.5 | 0.82 |
Gear tribology simulations were carried out using a thermal elastohydrodynamic (TEHD) lubrication model as described in ref.[19]. The EHD film thickness was calculated using the Najjari-Guilbault method [20].
The surface of gears was characterized using using a Form Talysurf Intra stylus-type surface metrology system and an Optosurf OS500 scattered light system. The scattered light method [21,22] is based on a mirror facet model of the surface (also known as the Kirchhoff or tangent plane approximation [23]) and hence is best suited for the analysis of sufficiently smooth and highly reflective surfaces. When the incident light beam hits the surface, the individual light rays are reflected at the micro facets in directions determined by the individual facet orientation. As a result, the reflected specular beam broadens. This phenomenon is known as diffuse scattering. The backscattered light is transmitted to a focal plane by means of Fourier optics. The detected intensity distribution corresponds to the frequency distribution of the scattering angles, as explained in Figure 3.
The variance of the angular distribution, Aq, of scattered light relates to the scattering angle, ϕ, as
 where k is a normalization factor, p(φ) is the intensity, n is the total number of points measured, and the bar denotes the average value. Hence, Aq can be determined directly from the scattered light measurements.
where k is a normalization factor, p(φ) is the intensity, n is the total number of points measured, and the bar denotes the average value. Hence, Aq can be determined directly from the scattered light measurements.
In general, there is no way to retrieve any conventional amplitude roughness parameters (defined by ISO 4287) from Aq measurements, nor is it possible to calculate Aq from the amplitude roughness parameters for an arbitrary surface roughness profile. However, some useful correlations can be found for random rough surfaces with a Gaussian height distribution. Since Aq is a measure of the gradient roughness, one would expect a correlation between Aq and the root mean square slope, Aq ~ RΔq2. The latter can be approximated by Ra/Sm where Ra is the roughness average and Sm is the mean spacing of profile irregularities. This means that if Ra is reduced without changing Sm, Aq is going to decrease. This makes light scattering ideal for the inspection of optically smooth surfaces.
3. Results and Discussion
3.1. Scuffing and Wear
In the FZG A/8.3/90 scuffing test, all four oils managed to reach load stage LS 12 without scuffing as was expected based on the add-pack specifications (0.25% sulfur). The low-speed wear data show relatively large variations, but in general, mechanochemically finished gears demonstrate a significant reduction in wear, 3 to 5 times on the average (see Figure 4). The greatly improved wear and micropitting performance of mechanochemically finished gears can partly be attributed to the subtle yet significant changes in the microgeometry (crowning and tip relief), and partly to the changes in the surface roughness profile of the tooth flanks and the compressive stress profile in the subsurface material layer. At the same time, no obvious effect of oil viscosity on wear is seen, due probably the fact that the test conditions imply the boundary lubrication regime with the lambda ratio << 1. Hence, the sliding wear is largely controlled by the additive package.
3.2. Power Loss and Efficiency
Power losses in a gearbox include contributions from gears, bearings, and seals. Both base oil characteristics and additives have a significant impact on the gearbox performance. Lubricant viscosity is the primary factor that affects friction in bearings and seals, while additives are crucial for wear protection. In general, it is well known that synthetic oils exhibit superior tribological properties and reduce gear friction [4,5,6,7,8,9,10,15].
The total losses for the four oil viscosity grades in study were measured at the load stages LS 5 and 9 (pinion torque 94 and 302 Nm, respectively). The results are shown in Figure 5, the lowest viscosity grade bringing about the lowest loss in both cases. The total loss can be divided into a load-independent part measured at zero load and a load-dependent part obtained by subtracting the load-independent loss from the total loss at a given load stage, see Figure 6. Within the rpm range covered by the FZG test rig, load-independent losses linearly increase with pitch line velocity (PLV), following the Stribeck curve behavior for the full-film lubrication regime. On the contrary, load-dependent losses decrease with increasing the PLV, following the Stribeck curve behavior for the mixed lubrication regime.
There is a certain limiting PLV value above which the load-dependent losses start to increase when increasing PLV above that value. This is to be expected since at some point shear losses in gears start to dominate over asperity friction. Therefore, high speed gears can achieve superior efficiency when using ultralow viscosity lubricants. In fact, the only reason why the adoption of such lubricants has so far been slow is because one has also to ensure adequate gear protection under high-load/low-speed operation, encountered, for instance, during harsh acceleration from a stand-still.
It should be noted that, as high-speed gear applications are concerned, PLVs over 100 m/s can be encountered in extreme cases. Such conditions cannot be emulated by the current FZG efficiency test, highlighting the need for a dedicated high-speed test rig.
One would expect that a reduction in surface roughness should automatically lead to a reduction in friction torque. However, in practice, this is not always the case as there is an intimate interplay between the gear microgeometry and the surface roughness. With mass-finishing techniques, it is virtually impossible to modify surface roughness without incurring some subtle modifications of the microgeometry. Thus, it is well known that the tip-to-root interference can trigger micropitting and it was demonstrated that, when the FZG pitting tests are carried out with FZG Type GF-C micropitting gears instead of the standard FZG Type PT-C pitting gears, the fatigue pitting initiation time increases substantially. The delay in the pit formation was explained by the extensive micropitting wear allowing tooth profile self-adaptation [24,25]. By the same token, a rougher surface may undergo faster run-in wear allowing easier tooth profile self-adaptation. This shows that surface and microgeometry optimizations must go hand in hand, and in some cases, a rougher surface may be more forgiving to geometric imperfections. Another important remark is that the gear tribology simulations are usually done for the initial (as manufactured) surface, not the run-in surface, even though differences between the two may be significant [27,28]. From a practical viewpoint, one should strive to manufacture gears either as close as possible to their run-in condition, or in a condition that responds well to the running-in.
The surface roughness profiles of conventionally finished gears and mechanochemically finished gears used for the TEHD simulations in this study are compared in Figure 7.
The tribological behavior of low-loss helical gears at high speeds was in focus. Essential system parameters used in the simulations are summarized in Figure 8. The effect of surface finishing on the local pressure map during gear meshing is shown in Figure 9. The TEHD simulations indicate a progressive efficiency increase with increasing the PLV, see Figure 10.
The simulations predict that, with decreasing viscosity, gear friction should increase. Intuitively, this is to be expected since the lambda ratio decreases with decreasing viscosity. However, the experimental data prove otherwise (cf. Figure 5). This apparent discrepancy can be resolved by taking into account that, first, the churning losses and losses in bearings decrease with decreasing viscosity, and second, PAO3.5 gives lower boundary friction than the Group II base oil. By assuming that the VG15 lubricant based on PAO gives a lower boundary friction coefficient (µ = 0.12) than the VG46 lubricant based on a PAO/mineral mixture (µ = 0.15), the model predictions can be easily rectified. It is worth noting that this simple assumption is justifiable since both the viscosity grades share the same add-pack. For lubricants formulated using different add-packs and different base oils, more variables come into play, necessitating further model re-parametrization. The type of the base oil may have a significant effect on the activity of EP/AW additives and friction modifiers. For instance, esters and polyalkylene glycols (PAG) have lower asperity-asperity friction than conventional hydrocarbon-based products. However, they are known to interfere with some common friction modifiers and EP/AW additives. Water-borne PAG lubricants are characterized by very low asperity-asperity friction but are not at all compatible with additive packages used in oil-based formulations.
All this highlights the importance of using a total system approach. As an example, in Figure 11, two limiting cases – low speed/high load (LSHL) and high speed/low load (HSLL) – are simulated. One can see a drastic increase in churning losses under high-speed operation. This leads to a significant increase in the gearbox temperature, even though the average friction losses are nearly the same in both cases. Overheating will lead to rapid lubricant and seal degradation. In this case, using a lower viscosity oil with better cooling properties would be advisable. Unfortunately, lower viscosity oil will bring an increased risk for scuffing in the LSHL limit unless special anti-scuff additives are deployed. This example shows that formulations of EV transmissions fluids are required to balance a number of self-excluding properties, which is not a trivial task.
The TEHD simulations (Figure 10) also predict a reduction in power loss for mechanochemically finished gears, which should lead to an improvement in transmission efficiency, and most importantly, helps lower temperature thus extending the service life of transmission fluid. The effect can be further boosted by using certain classes of friction modifiers or water-glycol lubricants that exhibit the superlubricity effect [15].
Finally, Figure 12 shows the effect of surface finishing on the transmission efficiency. Unfortunately, this data refers to spur gears and the measurements were carried out with SAE 75W-80 manual transmission oil [5]. The efficiency was found to be only slightly higher for mechanochemically finished gears at PLV above 10 m/s.
Unfortunately, since manual transmission oils and ATFs significantly differ in the properties, as do spur and helical gears, the results do not necessarily extrapolate to EV reduction transmissions. Nonetheless, there are clear indications that surface finish quality has the highest impact when low viscosity lubricants are used, and that high-speed gear applications call for lower viscosities. Quite recently, mechanochemically finished gears have been successfully tested in field and demonstrated improved performance in a Tesla Model S transmission withstanding speeds upto 30,000 rpm with spray lubrication [12].
4. Conclusions
As more and more electric cars are coming to the market, some new unique tribological challenges for electric vehicle transmissions become apparent. Proper selection of fluids for EV transmissions is critical yet complicated by a wide diversity of EV hardware. In general, EV transmission fluids call for a different spectrum of properties compared to conventional ATFs. Specially formulated ultralow viscosity synthetic fluids appear to be a better fit for high-speed EV reduction transmissions than conventional ATFs. High-speed gear drives also pose higher demands on gear accuracy and surface finish quality. Mechanochemical surface finishing has been shown to bring significant improvements in gear tribology, by reducing power losses, wear, pitting and noise excitation. Combining gear tribology simulations with component rig tests helps efficiently prototyping new technical solutions, speeding up the development process.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Burress, T., Benchmarking State-of-the-Art Technologies, U.S. DoE Hydrogen and Fuel Cells Program and Vehicle Technologies Program Annual Merit Review and Peer Evaluation Meeting, May 14, 2013.
- Brauer, S. High Speed Electric Vehicle Transmission, M.Sc. thesis, Karlstad University 2017.
- Michaelis, K., Hoehn, B.R., Oster, P. Influence of Lubricant on Gear Failures - Test Methods and Application to Gearboxes in Practice. Tribotest. 11 (2004) 43-56. [CrossRef]
- Hoehn, B.R., Stahl, K., Michaelis, K., Lubricant Influence of Slow Speed Wear in Gears, Goriva i Maziva 1 (2012) 5-28.
- Zhmud, B., M. Najjari, L. Everlid, Gear Design and Tribology of EV Transmissions, Proc. Lubmat 2023, Jul 17-19, 2023, Preston, UK.
- Taylor, R.I., Energy Efficiency, Emissions, Tribological Challenges and Fluid Requirements of Electrified Passenger Car Vehicles, Lubricants 9 (2021) 66. [CrossRef]
- Zhmud, B., Everlid, L., Bergseth, E. Tribology of EV Transmissions. Lube 173 (2023) 13.
- Errichello, R. Friction, Lubrication, and Wear of Gears, in Friction, Lubrication, and Wear Technology, vol. 18, ASM Handbook, 1992, pp.535-545.
- Michaelis, K., Hoehn, B.-R., Hinterstoisser, M.: Influence Factors on Gearbox Power Loss. Ind. Lubr. Tribol. 63 (2011) 46. [CrossRef]
- Magalhes, L., Martins, R., Locateli, C., Seabra, J. Influence of Tooth Profile and Oil Formulation on Gear Power Loss. Tribology Int. 43 (2010) 1861. [CrossRef]
- Zhmud, B., Mallipeddi, D., Krajnik, P. Mechanochemical Surface Treatment of Precision Components, CIRP Winter Meeting, Paris, 24 February 2023.
- Everlid, L., Bengtsson, M., Najjari, M., Reinle, F., Storz, A., Zhmud, B. Improving the Tribological and NHV Behavior of Gears by Mechanochemical Surface Finishing, VDI Int. Conf. Gears, Garching, September 12-14, 2022.
- Zhmud, B., Najjari, M., Mechanochemical Surface Finishing, BaltTrib 2019, Kaunas, Lithuania, November 14-16, 2019.
- Hoehn, B.R., Oster, P., Tobie, T., Michaelis, K. Test Methods for Gear Lubricants, Goriva i Maziva, 47 (2008) 129.
- Yilmaz, M., Lohner, T., Michaelis, K., Stahl, K. Minimizing Gear Friction with Water-Containing Gear Fluids, Forsch Ingenieurwes 83 (2019) 327. [CrossRef]
- Li, X., Olofsson, U. FZG Gear Efficiency and Pin-on-Disc Frictional Study of Sintered and Wrought Steel Gear Materials, Tribology Lett. (2015) 60:9. [CrossRef]
- Ha, T., Han, N.G., Kim, M.S., Rho, K.H., Kim, D.K. Experimental Study on Behavior of Coolants, Particularly theOil-Cooling Method, in Electric Vehicle Motors Using Hairpin Winding, Energies 14 (2021) 956. [CrossRef]
- Farrenkopf, F., Schwarz, A., Lohner, T., Stahl, K. Analysis of a Low-Loss Gear Geometry Using a Thermal Elastohydrodynamic Simulation including Mixed Lubrication, Lubricants 10 (2022) 200. [CrossRef]
- Ziegltrum, A., Lohner, T., Stahl, K. TEHL Simulation on the Influence of Lubricants on the Frictional Losses of DLC Coated Gears, Lubricants 6 (2018) 17. [CrossRef]
- M. Najjari,R. Guilbault, Edge Contact Effect on Thermal Elastohydrodynamic Lubrication of Finite Contact Lines, Tribology Int. 71 (2014) 50. [CrossRef]
- Vorburger T.V., Silver R., Brodmann R., Brodmann B., Seewig J. Light Scattering Methods. In: Leach R. (Ed) Optical Measurement of Surface Topography. Springer, Berlin, 2011.
- VDA2009, Geometrische Produktspezifikation, Winkelaufgelöste Streulichtmethode, Definition, Kenngrößen und Anwendung. 2010/01.
- Hermansson, P., Forssell, G., Fagerström, J. A Review of Models for Scattering from Rough Surfaces, Report FOI-R-0988-SE, Totalförsvarets Forskningsinstitut, Linkoping, 2003.
- T.C. Jao, T.C., Devlin, M.T., Milner, J.L., Iyer, R.N., Hoeprich, M.R. Influence of Surface Roughness on Gear Pitting Behavior, Gear Technology 2006, pp. 31-38.
- Bergstedt, E., Lin, J., Olofsson, U. Influence of Gear Surface Roughness on the Pitting and Micropitting Life. Proc. Inst. Mech. Eng. Part C, J. Mech. Eng. Sci. 234 (2020), 4953–4961. [CrossRef]
- Ribas, C.J.G. Infuence of Geometry, Surface Roughness, and Operating Conditions on Mild Wear in Lubricated Gear Transmissions, MSc Thesis, Universidade do Porto, 2016.
- Andersson, M., Sosa, M., Olofsson, U. The Effect of Running-in on the Efficiency of Superfinished Gears. Tribology Int. 93 (2016) 71. [CrossRef]
- Britton, R.D., Elcoate, C.D., Alanou, M.P., Evans, H.P., Snidle, R.W. Effect of Surface Finish on Gear Tooth Friction. Trans. ASME 122 (2000) 354. [CrossRef]
- Mallipeddi, D., Norell, M., Sosa, M., Nyborg, L. Influence of Running-in on Surface Characteristics of Efficiency Tested Ground Gears, Tribology Int. 115 (2017) 45. [CrossRef]
Figure 1.
The gearing mechanism of a high-speed EV reduction transmission (Source: Vicura AB).
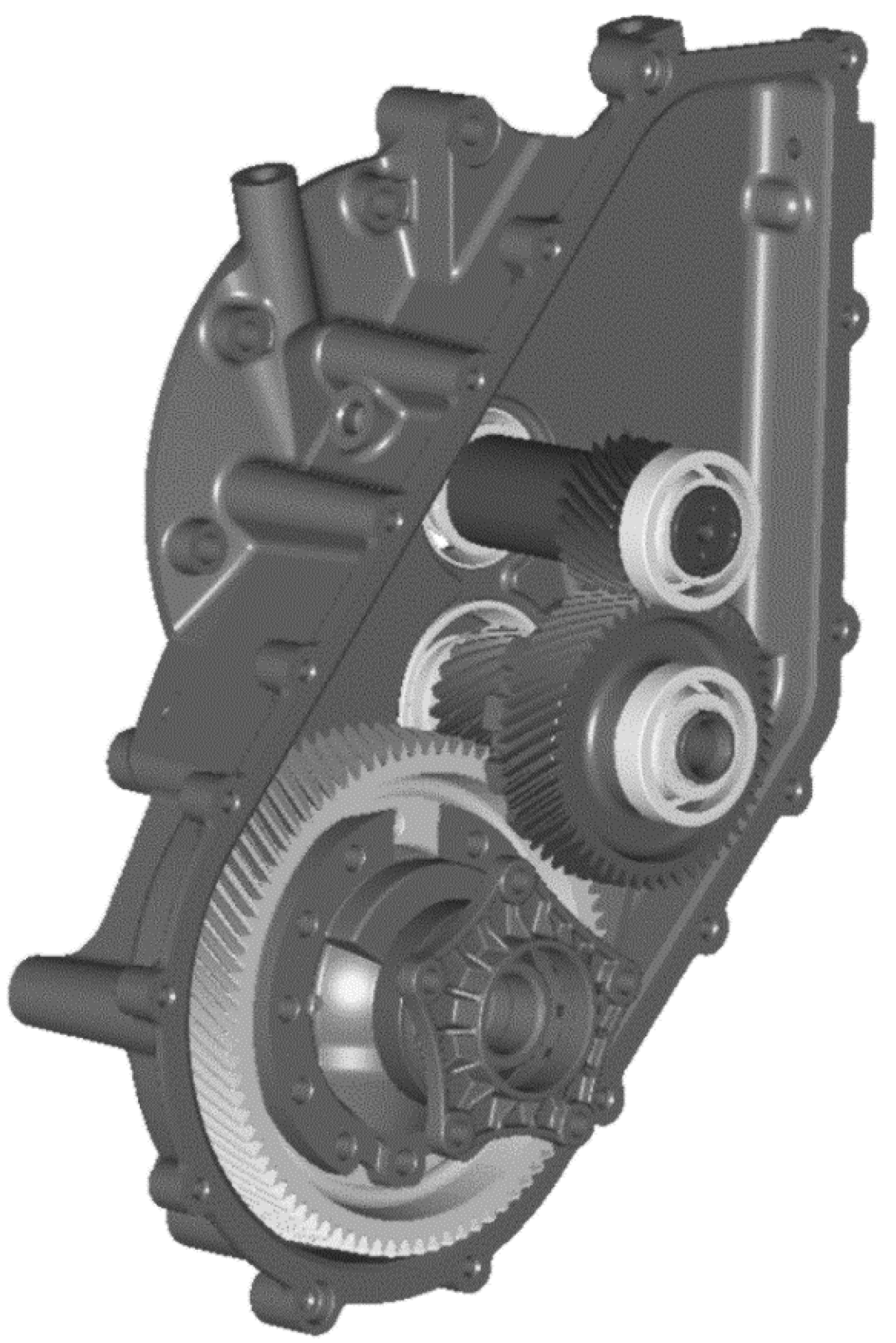
Figure 2.
Examples of mass-finishing platforms used for Triboconditioning® CG treatment.
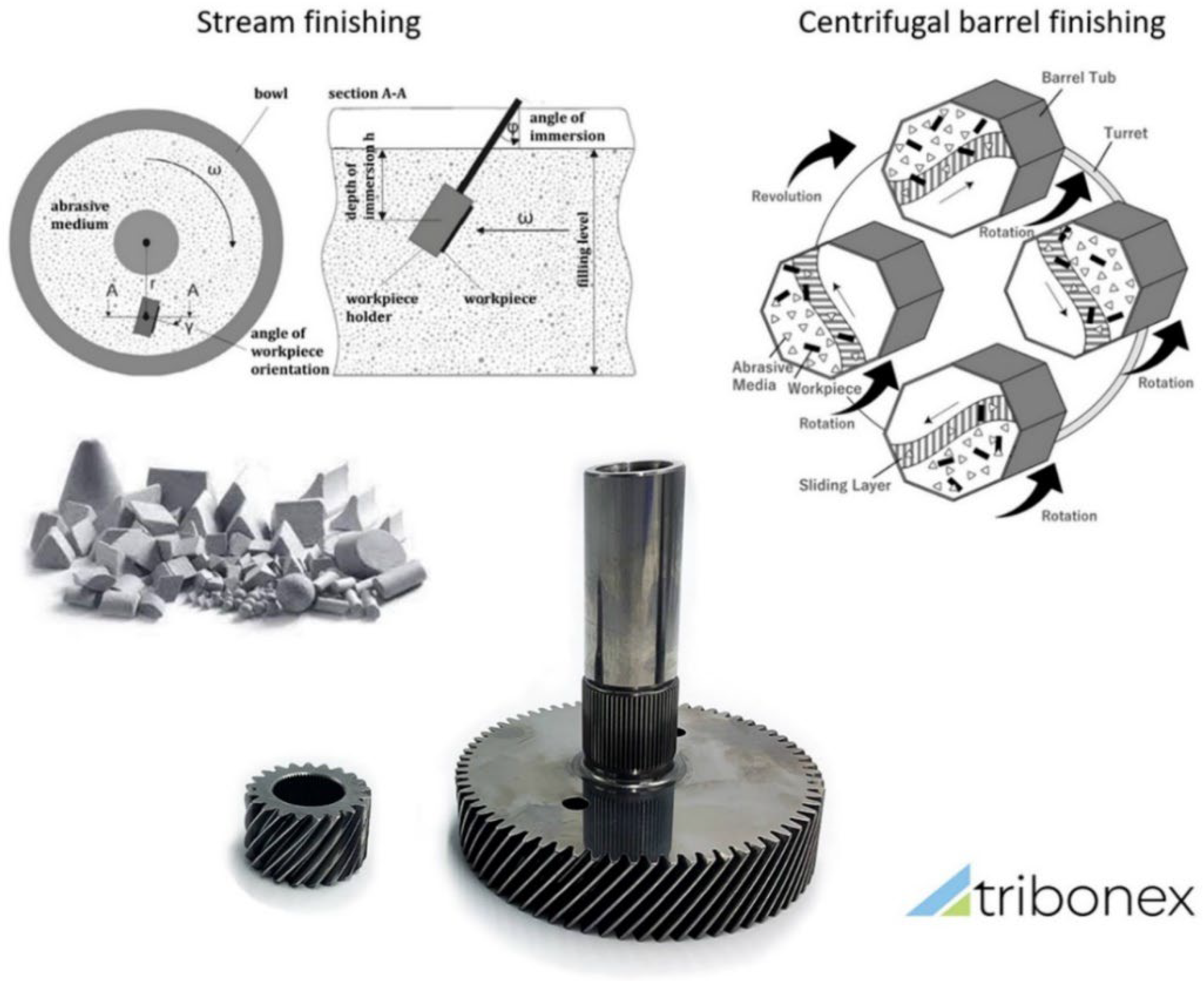
Figure 3.
The principle of angle-resolved scattered light measurements.
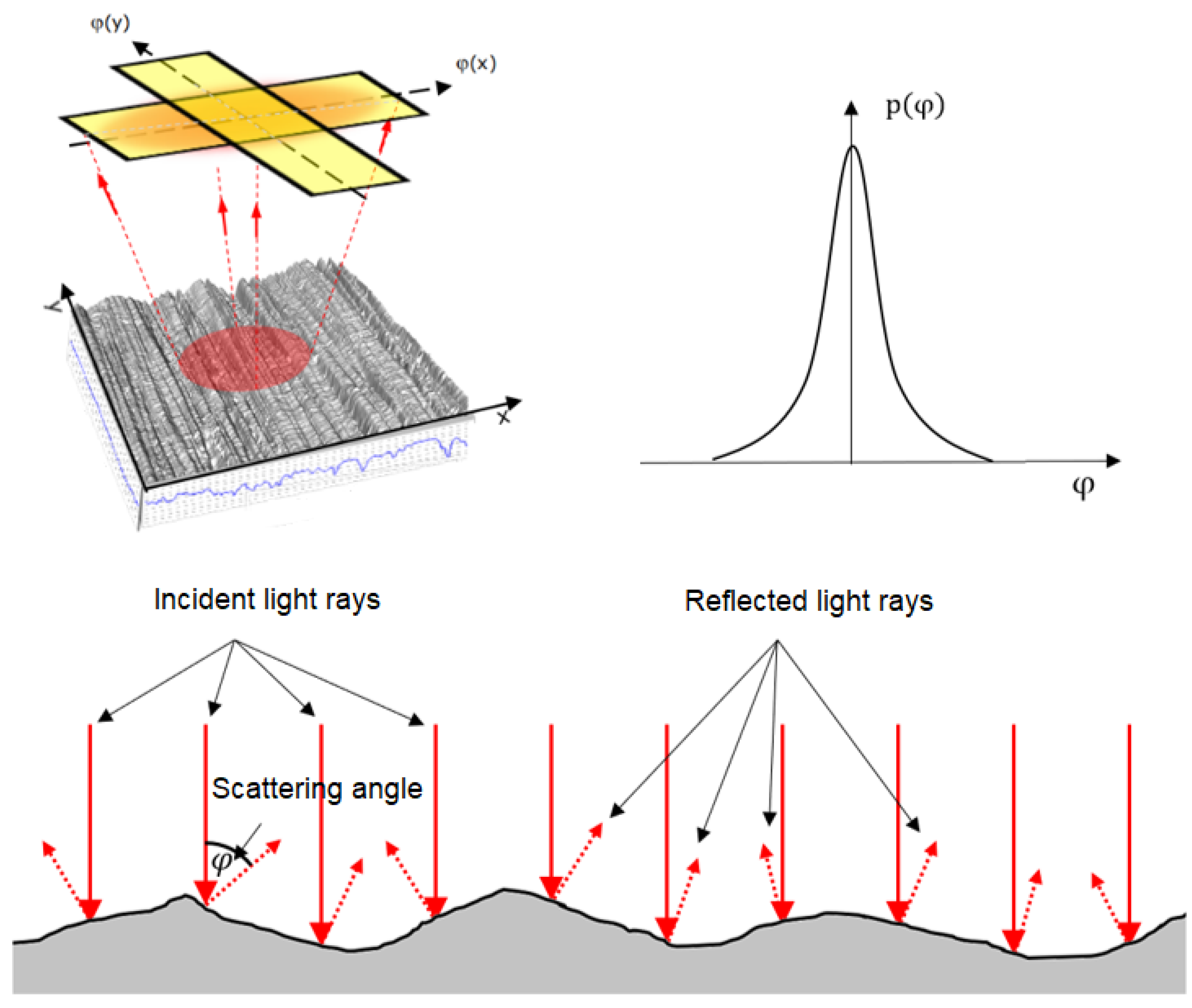
Figure 4.
The effects of surface finishing technique and lubricant viscosity on pinion wear.
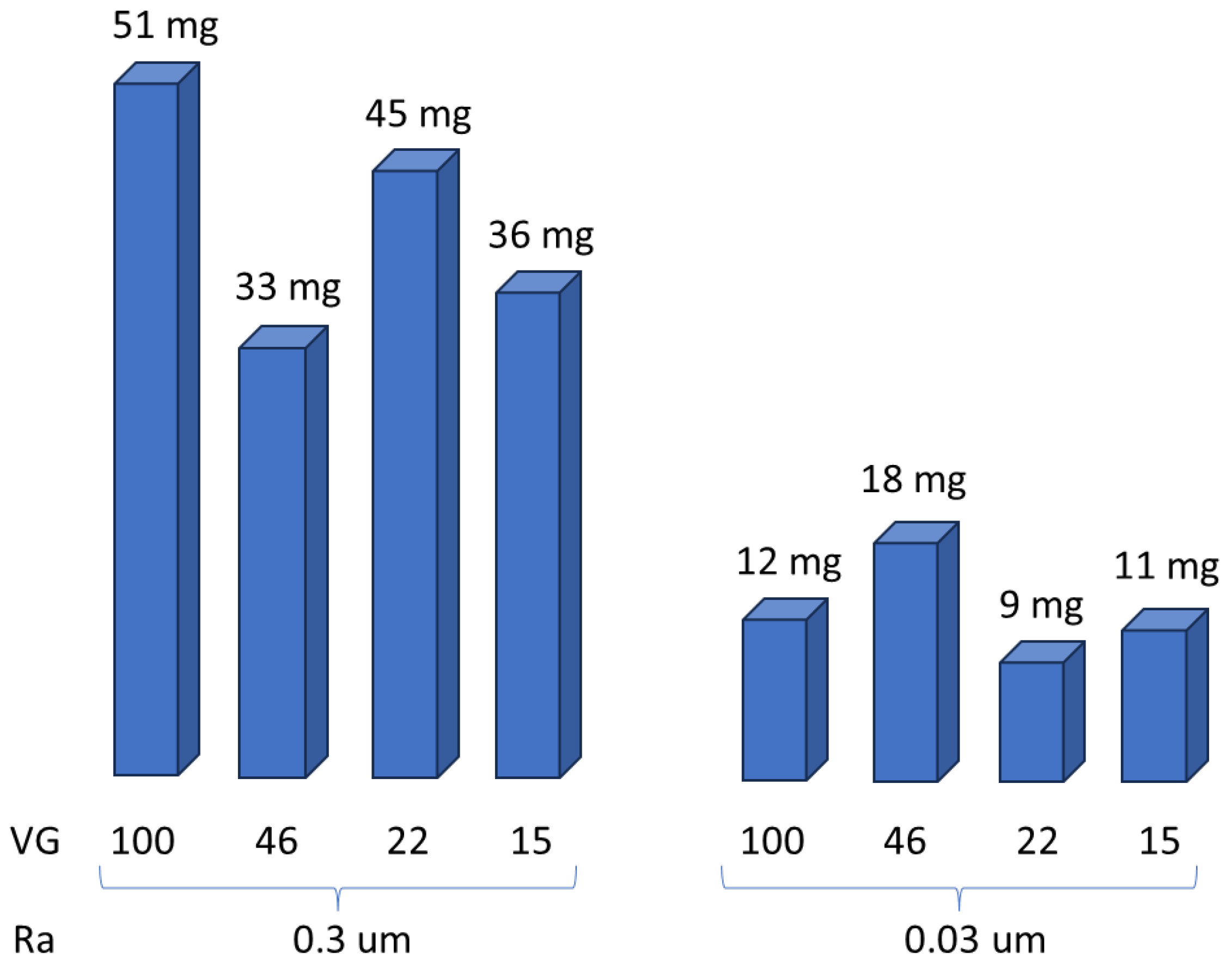
Figure 5.
The principle of angle-resolved scattered light measurements.
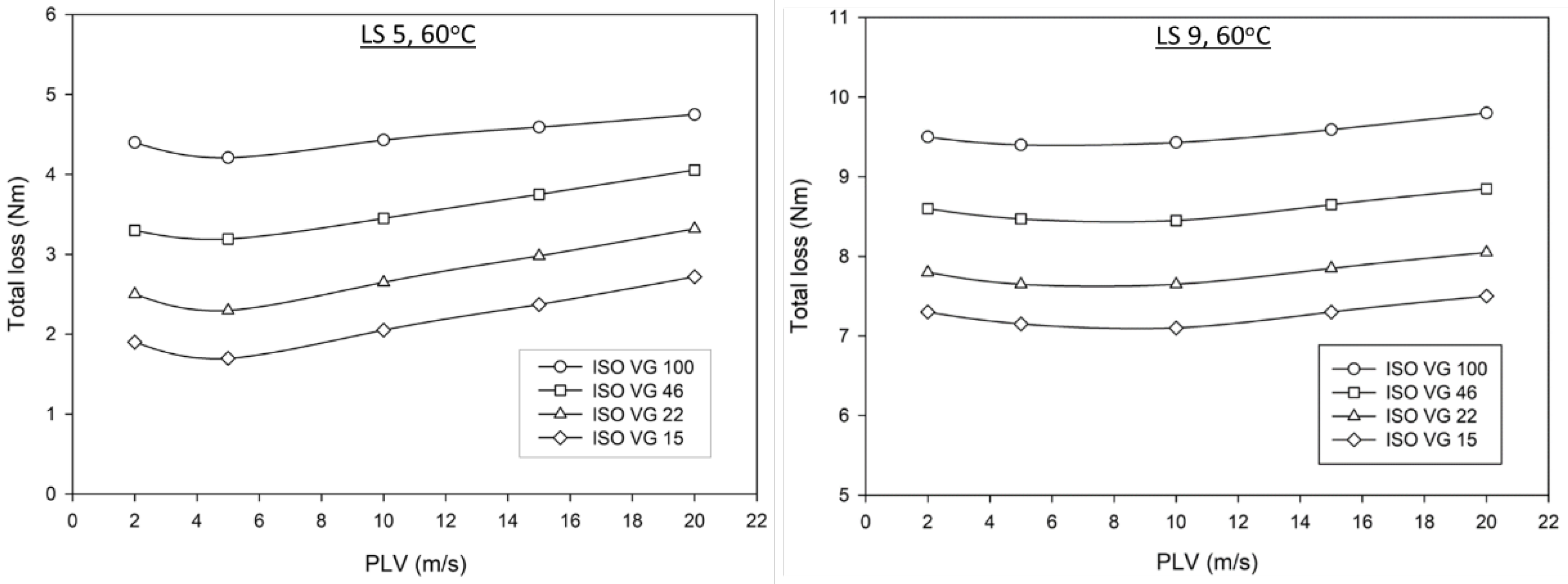
Figure 6.
Fractionalization of the total loss onto load-dependent and load-independent parts (LS 5).
Figure 6.
Fractionalization of the total loss onto load-dependent and load-independent parts (LS 5).
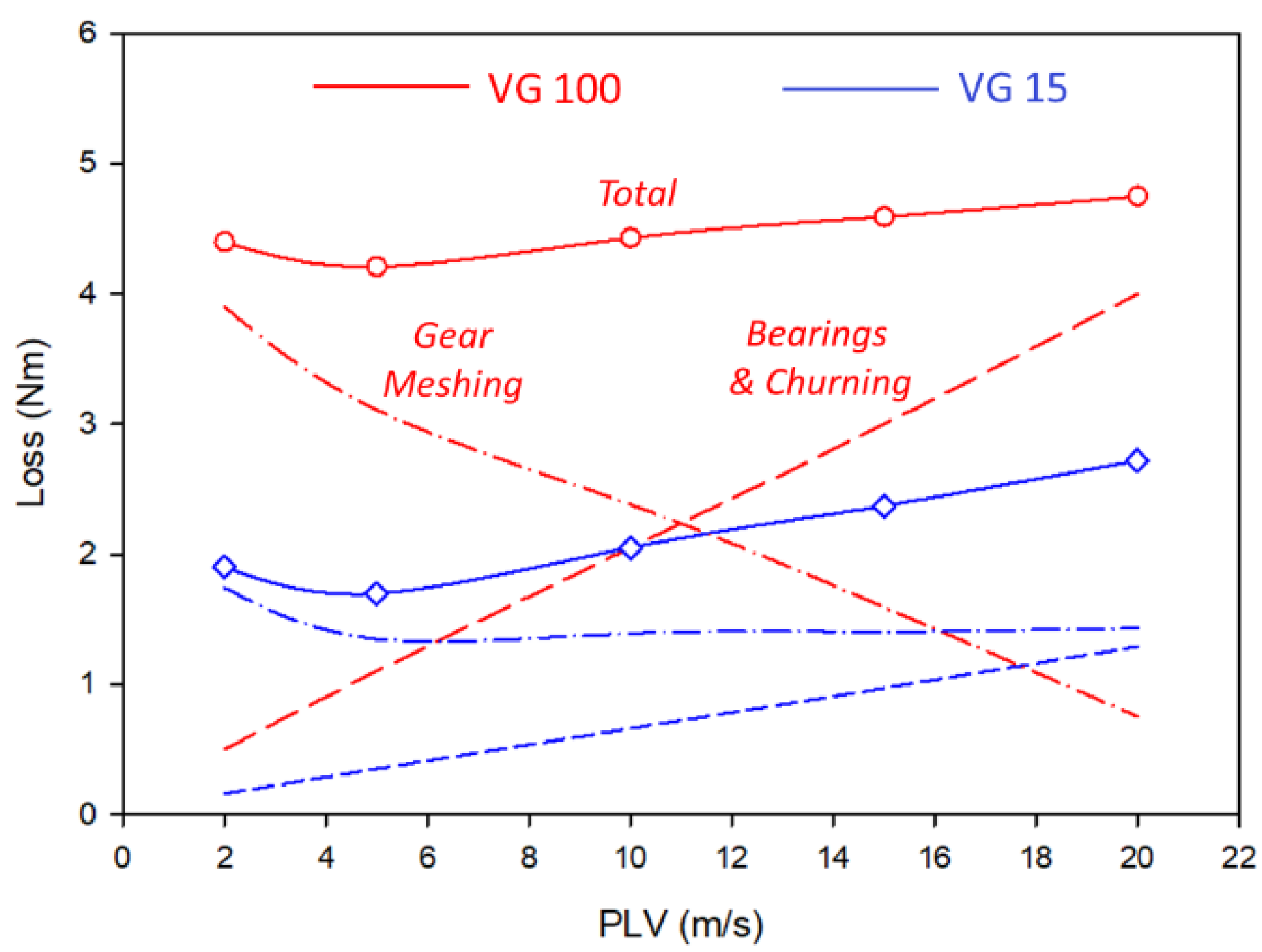
Figure 7.
Typical surface roughness profiles of conventionally ground and mechanochemically finished gears.
Figure 7.
Typical surface roughness profiles of conventionally ground and mechanochemically finished gears.
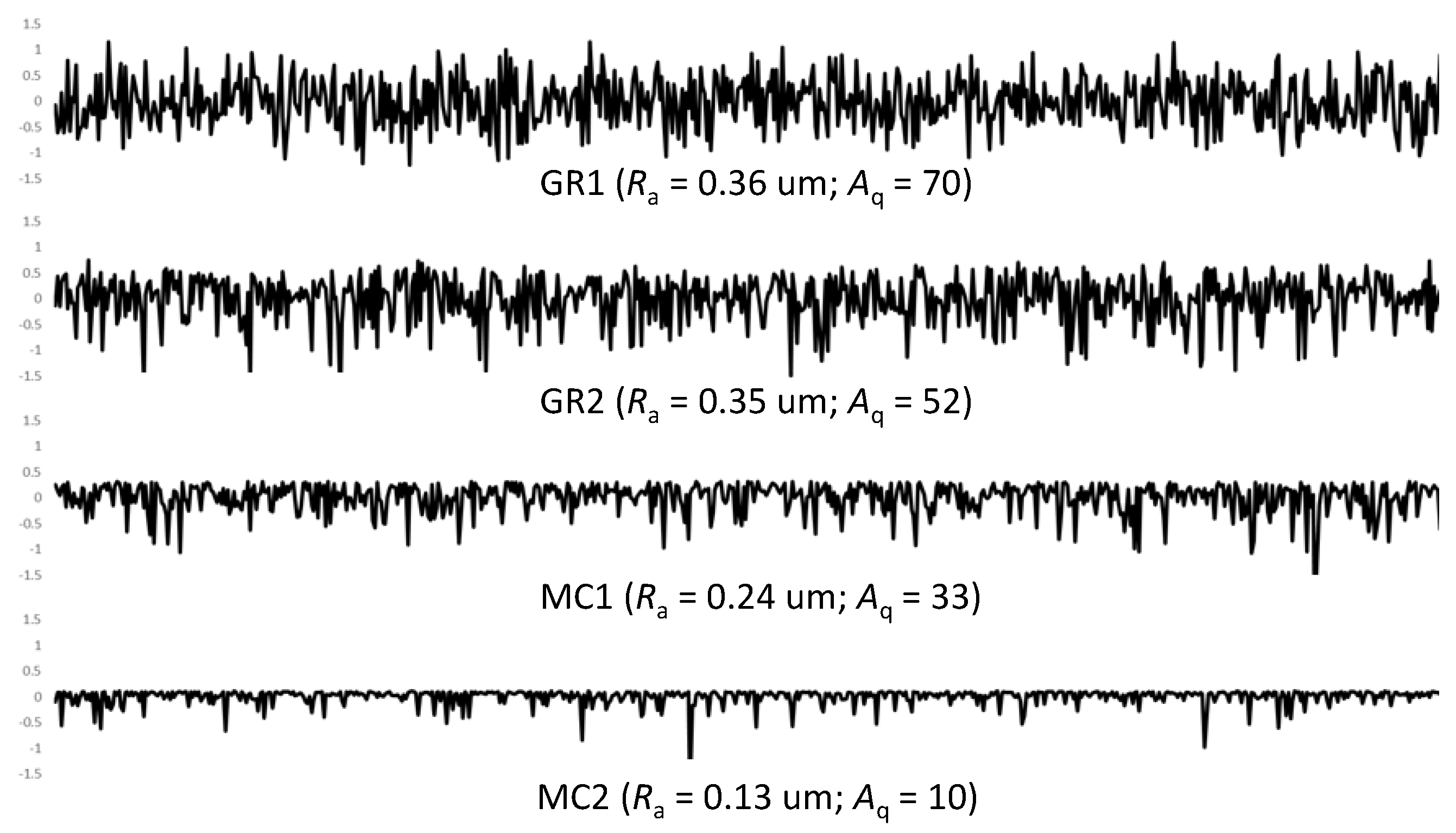
Figure 8.
An example of gear geometry input used for the TEHD simulations.
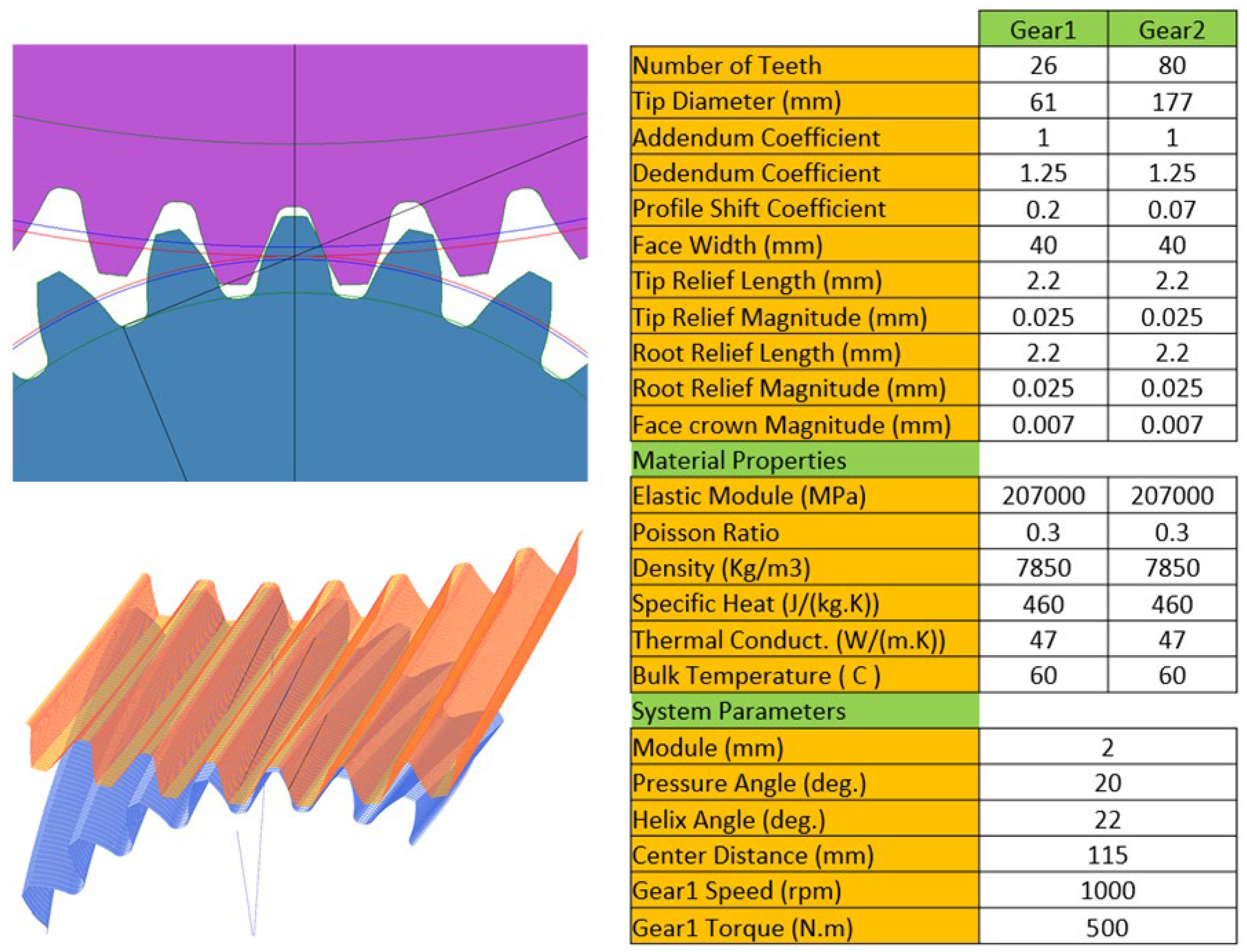
Figure 9.
Contact pressure maps for different surface finishes.
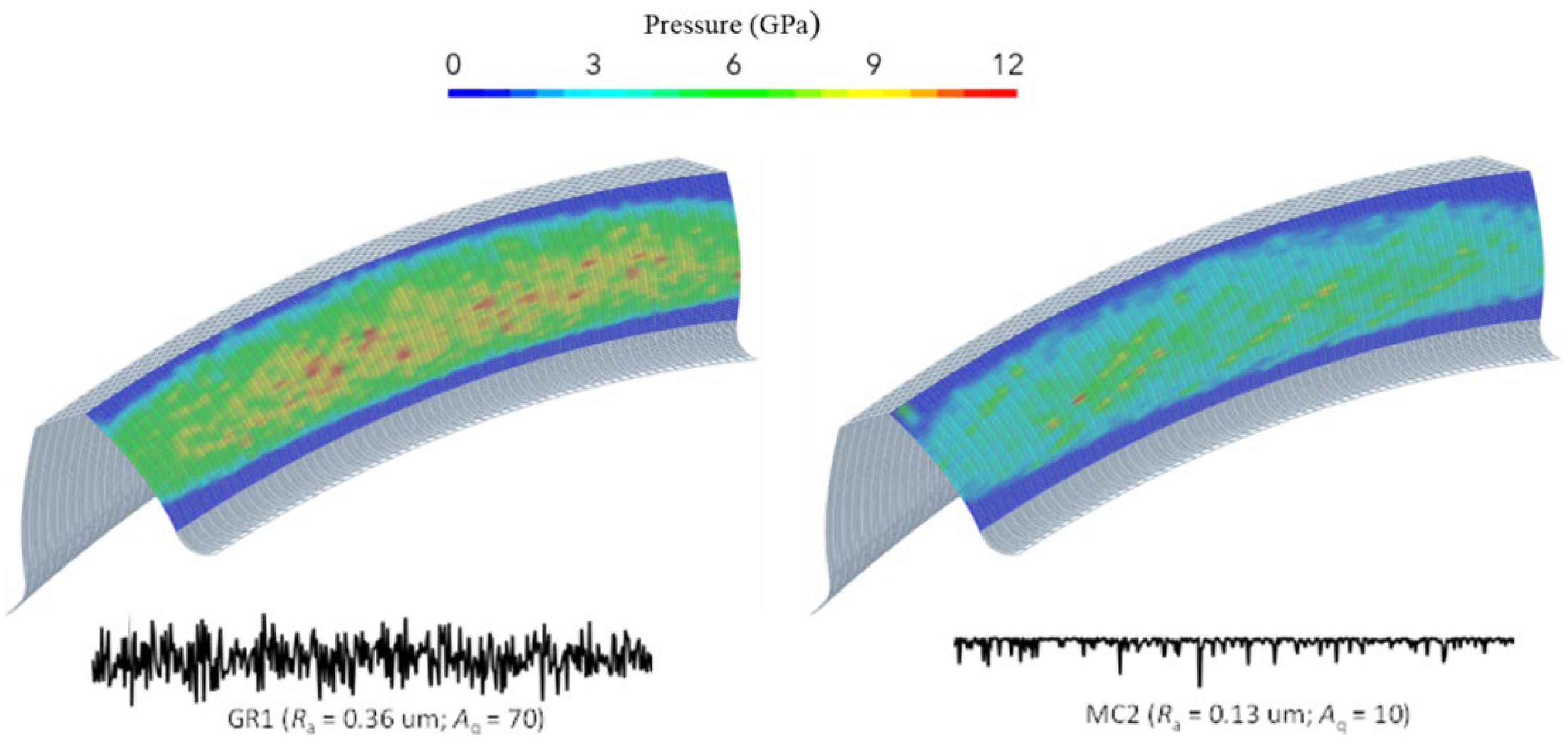
Figure 10.
Calculated friction torque for conventionally ground and mechanochemically finished low-loss helical gears with VG 15 and VG 46 lubricants.
Figure 10.
Calculated friction torque for conventionally ground and mechanochemically finished low-loss helical gears with VG 15 and VG 46 lubricants.
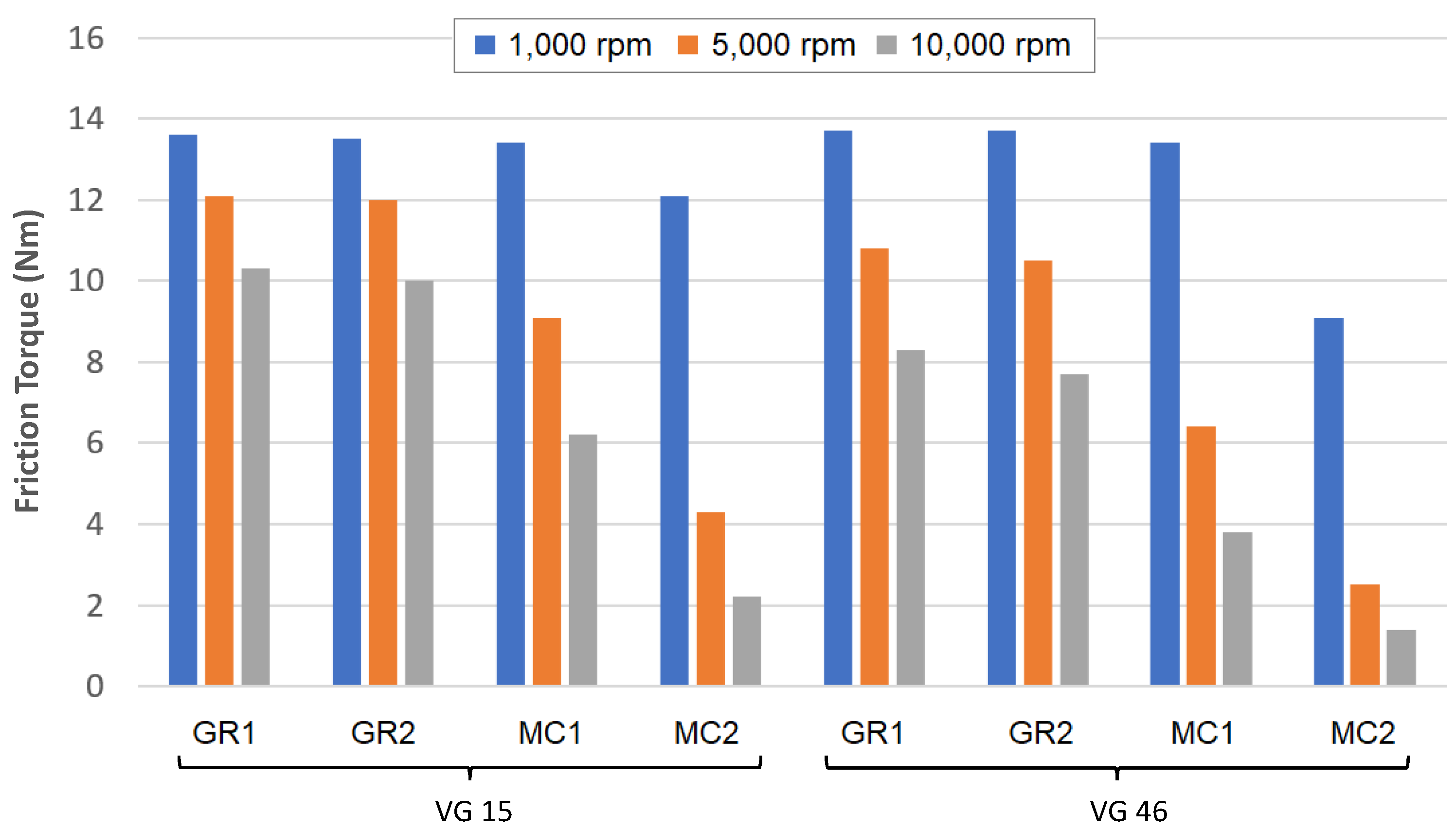
Figure 11.
Calculated friction torque for conventionally ground and mechanochemically finished low-loss helical gears with VG 15 and VG 46 lubricants. On the right-hand side, the actual motor-inverter efficiency map for Nissan Leaf 2012 MY is shown for reference purposes [1].
Figure 11.
Calculated friction torque for conventionally ground and mechanochemically finished low-loss helical gears with VG 15 and VG 46 lubricants. On the right-hand side, the actual motor-inverter efficiency map for Nissan Leaf 2012 MY is shown for reference purposes [1].
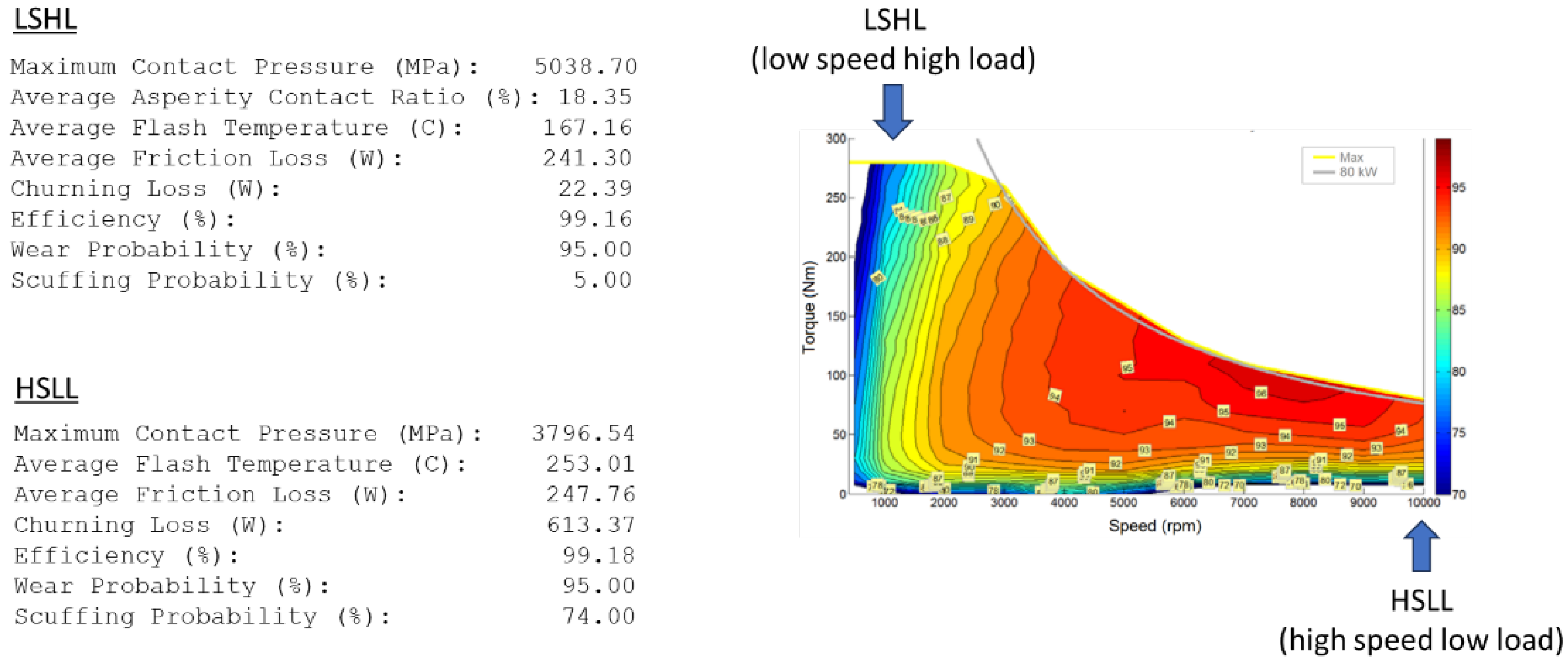
Figure 12.
Transmission efficiency for FZG Type C gears with SAE 75W-80 manual transmission oil (80oC, LS 9).
Figure 12.
Transmission efficiency for FZG Type C gears with SAE 75W-80 manual transmission oil (80oC, LS 9).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



