
Submitted:
12 March 2024
Posted:
13 March 2024
You are already at the latest version
Abstract
The aim of this study was utilization of ground tea waste (GT) left after brewing the black tea as a biofiller of natural rubber (NR) composites. Ionic liquids (ILs), i.e., 1-ethyl-3-methylimidazolium lactate and 1-benzyl-3-methylimidazolium chloride, often used to extract phytochemicals from tea, were applied to improve the dispersibility of GT particles in elastomeric matrix. The influence of GT loading and ILs on curing characteristics, crosslink density, mechanical properties, thermal stability and resistance of NR composites to thermo-oxidative aging was investigated. The amount of GT did not significantly affect curing characteristics and crosslink density of NR composites, but had serious impact on tensile properties. Applying 10 phr of GT improved the tensile strength by 40% compared to unfilled NR. Further increasing in GT content worsened the tensile strength due to the agglomeration of biofiller in elastomer matrix. ILs significantly improved the dispersion of GT particles in elastomer and increased the crosslink density by 20% compared to the benchmark. Owing to the poor thermal stability of pure GT, it reduced the thermal stability of vulcanizates compared to unfilled NR. Most importantly, GT-filled vulcanizates showed improved resistance to thermo-oxidative aging, since the aging factor increased by 25% compared to the unfilled vulcanizate.
Keywords:
tea grounds
; natural rubber
; tea waste
; biofiller
; ionic liquids
1. Introduction
Tea (Camelia sinensis) is grown all over the world. Its largest cultivations are in China, India and several other Asian countries. Black tea is the most popular type of tea. Tea leaves are used to prepare beverages that have been among the most consumed in the world for years. This results not only from its taste attributes and refreshing effects, but also from health benefits, which are due to the numerous active compounds contained in the tea. Phytochemicals present in tea include: polyphenols, i.e., catechins, theaflavins and thearubigins, methylxanthines, alkaloids, polysaccharides, amino acids and proteins, volatile oils, vitamins, pigments and some inorganic elements [1,2].
The global consumption of tea was reported to reach about seven million tons in 2023 [3]. This leads to a huge amount of tea waste in the form of tea grounds left after brewing the tea. Tea waste is classified as solid biomass waste and is mostly discharged into the environment, i.e., disposed of in landfills, or subjected to incineration or composting. Meanwhile, its utilization could bring real benefits because tea waste is light, easy to process, e.g. by grinding, and may be available at no cost.
Due to the presence of polyphenols, flavonoids and catechins, which have antioxidant properties, tea, including tea waste, has the potential to modify the properties of polymeric materials. Thus, in recent years, there has been a significant increase in interest in the use of tea as an innovative ecological and sustainable ingredient in polymer composites. Previous research shows that teas can be used as antioxidants [4,5], strengthening additives [6] and fillers in polymers [7,8,9]. This variety of applications opens the way to creating innovative materials with increased functionality and ecological properties.
There are also some reports in the literature regarding the use of tea waste or phytochemicals extracted from fresh tea in elastomer composites.
Masek et al. [10] proposed to use natural polyphenols extracted from green tea leaves, to protect elastomers against ageing. The Sencha and Gun Powder green tea extracts were proven to have anti-oxidative activity that can protect the vulcanizates of ethylene-propylene copolymer (EPM) against the action of climatic factors. The protective activity of these extracts in EPM was comparable to that of a commercial stabilizer based on hydroxybenzophenone.
Regarding the anti-oxidative activity of tea polyphenols, Guo et al. [4] developed a hybrid antioxidant based on naturally extracted tea polyphenol (TP)-functionalized halloysite nanotubes (HNTs). The tubular structure of HNTs was used as a nanocontainer for the continuous release of tea polyphenol in natural rubber (NR) composites. Vulcanizates containing the hybrid anti-oxidant exhibited remarkable long-term thermo-oxidative aging resistance and stability due to the slow release of tea polyphenols, which very effectively captured free radicals generated during the thermo-oxidative aging process. In addition, a significant improvement in tensile properties of NR vulcanizates was achieved. The same researchers fabricated an anti-aging filler based on the green tea polyphenol supported on a silica surface [11]. The use of this TP-functionalized silica in the styrene-butadiene rubber (SBR) composites significantly enhanced the resistance to thermo-oxidative and UV aging. Moreover, the tensile strength of SBR vulcanizates containing TP-functionalized silica was much better compared to the unfilled SBR and increased with the content of filler.
As far as the application of tea waste is concerned, Riyajan et al. [12] investigated the effect of tea waste used as a filler, on physical properties of NR composites. However, the tensile strength of NR vulcanizate in the presence of tea waste was approximately 3.5 MPa, so significantly lower compared to unfilled NR. Moreover, even the addition of a small amount of tea, i.e. 10 phr, to rubber composites filled with 30 phr of carbon black, significantly worsened the tensile strength and elongation at break of vulcanizates due to the agglomeration of tea waste particles. To obtain satisfactory strength parameters of vulcanizates containing carbon black and tea waste, it was necessary to modify the tea waste with methyl methacrylate monomer.
Hayeemasae et al. [9] also reported the strong ability of tea waste particles to agglomerate in the NR elastomer matrix. It resulted from the incompatibility and poor adhesion between polar tea waste and non-polar NR elastomer. Consequently, the tensile strength and elongation at break of the composites dropped continuously with the increasing in tea waste content in the rubber composite. To improve the compatibility between tea waste and NR, a silane coupling agent, i.e., bis(triethoxysilylpropyl)tetrasulfide (TESPT), was used for rubber compounds containing from 5 to 15 phr of tea waste [13]. Applying TESPT increased the tensile properties of the vulcanizates filled with 10 phr of tea waste but for 15 phr of the filler, no significant influence of silane on the tensile strength was achieved, whereas elongation at break was significantly reduced compared to the vulcanizate without TESPT. Therefore, it is worth looking for new coupling or dispersing agents for tea waste to be successfully used as a filler in elastomer composites.
Therefore, in this work we studied the possibility of utilization of ground tea waste left after brewing the black tea as a biofiller of elastomer composites. The aim of this study was not only to find an effective way of managing tea grounds (GT), but also to enhance the strength parameters and poor resistance of the NR to thermo-oxidative aging. To improve the dispersibility of GT particles in the NR elastomer matrix, imidazolium ionic liquids (ILs) were employed such as 1-ethyl-3-methylimidazolium lactate (EmiLa) and 1-benzyl-3-methylimidazolium chloride (BenmiCl). Alkylimidazolium ILs, including EmiLa and BenmiCl, are widely used for the extraction of active compounds from plants, including tea [14,15,16]. Thus, we expected that the interactions of phytochemicals present in tea waste with ILs will prevent the GT particles from agglomeration in the elastomer matrix. To our knowledge, composites filled with ground tea leaves containing ILs as dispersants have not yet been reported in the literature.
2. Materials and Methods
2.1. Materials
Natural rubber (NR), i.e., cis-1,4-polyisoprene of RSS1 type, was provided by Torimex Chemicals (Lodz, Poland) and applied as an elastomer matrix. It was specified by a density of 0.930 g/cm3 and the content of volatile matter of 0.56 %wt. NR composites were vulcanized using sulfur (Siarkopol, Tarnobrzeg, Poland) as a curing agent, zinc oxide (ZnO) with a specific surface area of 10 m2/g (Huta Bedzin, Bedzin, Poland) along with stearic acid (St. A.) (Sigma-Aldrich, Poznan, Poland) as vulcanization activators and 2-mercaptobenzothiazole (MBT) (Brenntag Polska, Kędzierzyn-Koźle, Poland) as an accelerator. Ground tea grounds (GT) made from black leaf tea (country of origin Sri Lanka, supplier KOL-POL, Stasiowka, Poland) was applied as a waste biofiller. Additionally, ionic liquids (ILs), i.e., 1-ethyl-3-methylimidazolium lactate (EmiLa) and 1-benzyl-3-methylimidazolium chloride (BenmiCl) (Sigma-Aldrich, Poznan, Poland) were used to improve the dispersion of the waste biofiller in the elastomer matrix.
2.2. Preparation and Characterization of the Waste Biofiller
The black leaf tea was poured with water immediately after boiling and left to infuse for 5 minutes. The tea waste material (tea grounds) was then filtered and placed in a dryer (Binder, Tuttlingen, Germany) at 70°C for 3 days. After drying, the tea waste was ground in a PULVERISETTE 23 (Fritsch, Idar-Oberstein, Germany) ball mill operating with the following parameters: rotational rate 300 rpm, grinding time 15 minutes. After grinding, the ground tea waste was additionally sifted through a 0.25 mm sieve to separate fragments of incompletely ground stems. As a result, a waste biofiller in the form of a fine, brown powder was obtained.
The ground tea waste (GT) was characterized using thermogravimetric analysis (TGA). The measurement was carried out in two stages using a thermogravimetry/differential scanning calorimetry TGA/DSC1 (Mettler Toledo, Greifensee, Switzerland) analyzer. First, the sample of GT powder was heated in an argon atmosphere in the temperature range of 25-850 °C. Next, heating continued to 1000 °C in air. The gas flow of both gases was 50 mL/min, whereas the rate of heating was 10 °C/min.
2.2. Preparation and Characterization of NR Composites
NR composites were prepared according to the recipes presented in Table 1.
A laboratory two-roll mill (David Bridge & Co., Rochdale, UK) with the roll diameter of 200 mm, and the roll length of 450 mm, was employed to manufacture the rubber compounds. During mixing the rotational speed of the front roll was 16 min−1, the friction was 1₋1.2 mm and the width of the gap between rollers was in the range of 1.5₋3 mm. The average temperature of the rolls during compounding was approximately 30 °C, whereas the preparation time of each rubber composite was of approximately 10 minutes. Six rubber compounds were manufactured such us the unfilled NR composite, the rubber compounds containing from 10 to 30 phr of GT powder (10GT, 20GT and 30GT, respectively) and the NR composites containing 30 phr of GT and ILs as dispersants (30GT/EmiLa and 30GT/BenmiCl, respectively).
The curing characteristics of NR rubber compounds were recorded at 160 °C according to the ISO 6502 [17] standard procedures by using the rotorless rheometer D-RPA 3000 (MonTech, Buchen, Germany). Based on the data obtained, the optimal vulcanization time (t90) and the scorch time (t02) were determined as the time necessary for rubber compound to reach 90% and 2% of the maximum achievable torque, respectively.
Differential scanning calorimetry (DSC) measurements for NR rubber compounds were performed according to ISO 11357-1 [18] standard procedures. A DSC1 (Mettler Toledo, Greifensee, Switzerland) analyzer was employed to examine the range of vulcanization temperature and the enthalpy of vulcanization. Small pieces of rubber compounds with a mass of approximately 10 mg were placed in a sealed aluminum crucible with a capacity of 40 µL and heated from –150 °C to 250 °C in an argon atmosphere at a heating rate of 10 °C/min. Liquid nitrogen was used to cool the sample prior the measurement.
Scanning electron microscopy (SEM) was employed to examine the dispersion of GT powder and other ingredients in the NR vulcanizates. SEM images of the vulcanizates fractures in liquid nitrogen were taken using a LEO 1450 SEM microscope (Carl Zeiss AG, Oberkochen, Germany). Prior to the measurements, fractures of the vulcanizates were coated with carbon to improve the quality of the SEM images.
The crosslink density was determined using the method of vulcanizates equilibrium swelling in toluene. Measurements were carried out according to the procedure described in ISO 1817 [19] standard. The crosslink density of vulcanizates was calculated using the Flory–Rehner equation [20] and the Huggins parameter of NR-toluene interaction (χ) given by Equation (1), where Vr is the volume of the elastomer fraction in swollen gel [21].
A Zwick Roell 1435 (Ulm, Germany) universal testing machine was employed to examine tensile properties of NR vulcanizates. Measurements were carried out according to the ISO 37 [22] standard procedure for five dumb-bell-shaped samples of each vulcanizate with a thickness of approximately 1 mm and the width of the measuring section of 4 mm.
A Zwick/Roell 3105 (Ulm, Germany) hardness tester was used to determine the Shore A hardness of NR vulcanizates. Measurements were performed for disc-shaped specimens according to the standard procedures given in ISO 868 [23].
Dynamic mechanical analysis (DMA) measurements were carried out in the tension mode by using a DMA/SDTA861e (Mettler Toledo, Greifensee, Switzerland) analyzer. During the tests, cuboidal specimens of vulcanizates with a width of 4 mm, a length of 10.5 mm, and a thickness of approximately 2 mm were heated from −150 °C to 60 °C with a heating rate of 3 °C/min. The measurements were performed using a frequency of 1 Hz and a strain amplitude of 4 µm.
The resistance to thermo-oxidative aging of the NR vulcanizates was studied following the ISO 188 standard procedures [24]. To simulate the thermo-oxidative aging process, plates of the vulcanizates with a thickness of approximately 2 mm were stored in a drying chamber (Binder, Tuttlingen, Germany) at 70 °C for 14 days (336 hours). Then, their tensile properties, hardness, and crosslink density were determined and referred to the values obtained for non-aged vulcanizates. To quantify, the aging resistance of the vulcanizates, the aging coefficient (Af), was calculated using Equation (2) [25], where TS is the tensile strength of vulcanizate, and Eb is the elongation at break.
Thermal stability of NR vulcanizates was investigated using a thermogravimetry/differential scanning calorimetry TGA/DSC1 (Mettler Toledo, Greifensee, Switzerland) analyzer. A small pieces of vulcanizates with a mass of approximately 10 mg were placed in an alumina crucible with a capacity of 70 µL and heated in the temperature range of 25–600 °C in an argon atmosphere with a gas flow of 50 mL/min and a heating rate of 20 °C/min. Then, the gas was changed into air (gas flow 50 mL/min) and heating was continued up to 800 °C with the same heating rate. The same measurement procedure was applied for studying the thermal stability of ILs.
3. Results and Discussion
3.1. Dispersion of Ground Tea Grounds in the NR Composites
Scanning electron microscopy (SEM) images of the vulcanizate fractures were taken to investigate the dispersion of ground tea waste (GT) and curatives in the NR elastomer matrix. Results are presented in Figure 1.
Regarding the unfilled NR vulcanizate, the particles of curatives were quite homogeneously dispersed in the elastomer matrix (Figure 1a). In the structure of the unfilled vulcanizate there were only single agglomerates of particles with a size not larger than 500 nm. These agglomerates were very well wetted by the elastomer and thoroughly surrounded by the elastomer film. A similar observation was made for a vulcanizate filled with 10 phr of GT (Figure 1b). Thus, 10 phr of GT powder was uniformly dispersed in the elastomer. However, increasing the amount of GT to 20 phr and 30 phr resulted in a significant increase in the tendency of its particles to agglomerate in the elastomeric matrix. In the case of vulcanizate with 20 phr of GT some agglomerates of filler particles with a size of 1-2 µm were observed in the SEM image (Figure 1c), whereas for 30 phr of GT the size of agglomerates increased to several micrometers (Figure 1d). This indicates a non-uniform dispersion of GT particles in the elastomer matrix. Since tea leaves consist mainly of lignocellulose [26], the polarity of GT weakens the interfacial interaction between non-polar NR matrix and particles of the biofiller. Thus, for 30 phr of GT, ILs were applied as potential dispersing agents. Most importantly, the use of imidazolium ILs, i.e., EmiLa and BenmiCl, significantly reduced the ability of GT particles to agglomerate and, consequently, significantly improved the dispersion of GT in the NR elastomer matrix. Despite the high GT content (30 phr), its particles were uniformly dispersed in the elastomer. SEM images of vulcanizates containing ILs (Figure 1e and Figure 1f) show homogeneously distributed GT particles, forming clusters with a size of approximately 500 nm, similarly to the unfilled NR or the vulcanizate containing 10 phr of the biofiller. Thus, EmiLa and BenmiCl can be successfully used to enhance the dispersion of both GT powder and curatives in the NR composites. The improvement in the dispersion of GT particles due to the addition of ILs resulted from the interactions of ILs with phytochemicals present in tea. As mentioned, alkylimidazolium ILs, including EmiLa and BenmiCl, are widely used for the extraction of active compounds from plants, including tea. Many researchers have confirmed the interactions of phytochemicals present in tea with ILs through, for example, hydrogen bonds, van der Waals interactions, or π–π stacking [14,15,16].
3.2. Effect of Ground Tea Grounds on the Vulcanization of NR Composites
Rheometric measurements and differential scanning calorimetry (DSC) were used to investigate the influence of GT and dispersants on the vulcanization of NR composites. The cure characteristics of NR compounds at 160 °C are presented in Table 2.
Considering the standard deviation of the obtained data, the use of GT as a filler and ILs as dispersants did not significantly affect the minimum torque (Smin) during the vulcanization. Since Smin correlates with the viscosity of the uncured rubber compound, it could be concluded that both GT and ILs had no considerable effect on the viscosity of uncured NR composites, which is important for their processing.
The increase in torque (ΔS) during vulcanization results from both the increase in rubber compound stiffness caused by crosslinking and the hydrodynamic effect of the filler. Hence, it correlates with the degree of rubber crosslinking and the activity of the filler. The use of GT resulted in an increase in ΔS compared to the unfilled NR. Moreover, ΔS increased with the amount of GT in the vulcanizate due to the hydrodynamic effect of GT resulting from the increase in composite stiffness caused by the introduction of an increasing amount of the stiff filler phase. Since GT and its amount did not significantly affect the crosslink density (νt) of the vulcanizates (Table 2), it was concluded that the increase in ΔS compared to the unfilled NR was mainly due to the hydrodynamic effect of GT. Applying ILs resulted in an additional increase in ΔS as compared to 30H. It resulted from the increased crosslinking degree of the elastomers containing ILs as evidenced by the values of νt. Thus, ILs enhanced the efficiency of vulcanization. This could be due to the improvement in the dispersion degree of the components of NR composites including curatives as evidenced by SEM images discussed above.
Addition of GT and dispersants had no influence on the scorch time (t02) of NR compounds, and thus on the safety of their processing. Considering the standard deviation of the obtained data, the use of GT and ILs did not significantly affect the optimal vulcanization time (t90) of rubber compounds compared to the unfilled NR. The t90 of the tested NR compounds was approximately 2 minutes, regardless of their composition.
Having explored the influence of GT and ILs on the cure characteristics of NR composites, we then examined their effect on the temperature and enthalpy of vulcanization using DSC. Results are summarized in Table 3, whereas DSC curves for NR composites are shown in Figure 2.
Vulcanization of rubber compounds is an exothermic process; thus it can be identified as a peak on DSC curve. By integrating this peak, the amount of heat released in the vulcanization can be determined, i.e., the enthalpy of vulcanization. Regarding DSC curve of the unfilled NR, it was noticed that vulcanization proceeded in a temperature range of 140-210 °C with the enthalpy of approximately 14 J/g. Vulcanization of NR compounds filled with GT started at a temperature approximately 14 °C lower compared to the unfilled NR and proceeded with a higher enthalpy. The possibility of reducing the vulcanization temperature is therefore an additional benefit of using GT as a filler for NR compounds. According to Hayeemasae et al. [9] the positive influence of tea waste on vulcanization could be due to the amine content, which increases the alkalinity of the rubber compound, and consequently facilitates crosslinking. The amount of GT and the addition of ILs as dispersants did not significantly affect the temperature of vulcanization. Most importantly, neither the addition of GT nor the addition of imidazolium ILs had a harmful effect on the vulcanization temperature compared to the unfilled NR composite.
Considering the influence of GT and ILs on the curing characteristics and vulcanization temperature, it can be concluded that both of these components did not have a negative impact on the processing of NR composites, which is important for technological reasons.
3.3. Effect of Ground Tea Grounds on the Mechanical Properties of NR Composites
In the next step of the research, the impact of the bio-waste GT and ILs on mechanical properties and hardness of NR vulcanizates was established. Results are presented in Table 4.
Mechanical properties of NR vulcanizates strongly depended on the amount of GT used. Regarding the stress at a 300% elongation (SE300), vulcanizates filled with GT exhibited higher SE300 compared to the unfilled NR. Moreover, SE300 increased with the content of GT in the vulcanizate. It was due to the increase in the stiffness of vulcanizates resulting from the addition of filler. Consequently, vulcanizates filled with GT showed lower elongation at break (Eb) compared to the unfilled benchmark, with Eb significantly decreasing with an increase in the amount of filler. ILs did not significantly affect the SE300 compared to vulcanizate 30H. On the other hand, vulcanizates with ILs exhibited approximately 100% lower Eb compared to 30H. The decreased elasticity of vulcanizates containing ILs resulted from their higher crosslink density as compared to 30H.
It should be noticed that applying 10 phr of GT significantly improved the tensile strength (TS) of NR vulcanizate. TS of vulcanizate filled with 10 phr of GT was by 4.4 MPa higher compared to the unfilled NR, so the improvement of TS was by approximately 40%. Moreover, TS of NR vulcanizate filled with 10 phr of GT was much better than the TS of vulcanizates containing 10-30 phr of commercially used fillers, e.g. silica or talc [27]. Unfortunately, TS decreased significantly with increasing GT amount in the composite. It was due to the ability of the filler to agglomerate in the elastomer matrix, as evidenced by the SEM images discussed earlier. Thus, TS of the vulcanizate filled with 20 phr of GT (20H) was approximately 3.4 MPa lower compared to 10H, but it was still slightly better than that of the unfilled NR. However, increasing the GT content to 30 phr resulted in a deterioration of TS compared to the unfilled vulcanizate. Although both ILs improved the dispersion of the GT particles in the elastomer, they did not result in an improvement in TS compared to sample 30H. This may be due to the increase in the crosslink density of the vulcanizates caused by the addition of ILs. It is known that TS increases with increasing νt to a certain critical value of νt, beyond which the vulcanizate becomes over-crosslinked and, consequently, more brittle than the vulcanizate crosslinked to the optimal degree [28].
The use of GT increased the hardness of the vulcanizates by 3-4 Shore A compared to the unfilled one, and the GT content did not have a significant impact on the hardness. Surprisingly, the use of ILs resulted in an almost two-fold reduction in the hardness of vulcanizates compared to 30H. The hardness of vulcanizates containing ILs was in the range of 11-15 Shore A. Moreover, the vulcanizates containing ILs had a slightly porous structure. It was noticed that during the vulcanization of rubber compounds containing ILs, gas was released due to the interaction between ILs and phytochemicals present in tea [29], which caused the vulcanizate to immediately expand after removal from the mold, and then return to a size slightly larger than the size of the mold cavity. The formation of such a vulcanizate structure could also be the second reason for the lack of a positive effect of ILs on the TS of vulcanizates despite the improvement in the degree of GT dispersion in the elastomer.
3.4. Effect of Ground Tea Grounds on the Dynamic Mechanical Properties of NR Composites
Having investigated mechanical properties in static conditions, we then employed dynamic mechanical analysis (DMA) to study the influence of GT biofiller and ILs on the mechanical properties of NR vulcanizates in dynamic conditions and their ability for dampen vibrations. DMA curves of the vulcanizates are plotted in Figure 3, whereas the results are summarized in Table 5.
The mechanical loss factor (tan δ) curves were collected as a function of temperature to determine the glass transition temperature (Tg) of NR in the studied composites. The Tg was determined as the temperature of the maximum of the tan δ peak present in the DMA curves. The application of GT as a filler or ILs as dispersants had no significant effect on Tg of NR elastomer, which was of approximately −62 °C for most vulcanizates. On the other hand, the addition GT decreased slightly the value of tan δ at Tg compared to the unfilled NR. Moreover, tan δ at Tg decreased with increasing GT content in the vulcanizate. It was due to the reduced elasticity of the vulcanizates with increasing content of the filler as evidenced by the values of SE300 and Eb discussed earlier. However, in the rubbery elastic region, so in the temperature range of 25-50 °C, the values of tan δ were slightly higher for the vulcanizates filled with GT. The tan δ as the ratio of the loss modulus to the storage modulus is a measure of the energy dissipation of a material. The greater the tan δ, the better the material's ability to dampen vibrations. Thus, the use of GT slightly improved the ability of NR composites to dampen vibrations in the rubbery elastic region compared to the unfilled NR. ILs did not significantly affect the values of tan δ compared to 30H, thus their addition should not deteriorate the damping abilities of NR vulcanizates.
3.5. Effect of Ground Tea Grounds on the Thermo-Oxidative Aging Resistance of NR Composites
Black tea is commonly known to contain polyphenol compounds, such as theaflavins and thearubigins formed during fermentation by the oxidation and polymerization of catechins, the major components in tea leaves [30,31]. On the other hand, phenolic compounds, including natural polyphenols, are one group of widely studied compounds useful as antioxidants for polymers [32]. Thus, it was reasonable to study the influence of GT biofiller on the resistance of NR composites to thermo-oxidative aging. The resistance of NR vulcanizates filled with GT to prolonged thermo-oxidation was determined based on the changes in their crosslink density, tensile properties, and hardness. Results are presented in Figure 4.
Subjecting the vulcanizates to prolonged thermo-oxidation (70 °C, 14 days) caused a significant increase in the νt of the unfilled NR as compared to the non-aged composite. In the case of vulcanizates filled with GT, an increase in νt after thermo-oxidative aging was also observed, but it was much smaller than for the unfilled vulcanizate. Consequently, vulcanizates, especially the unfilled one, exhibited higher SE300 after thermo-oxidative aging compared to non-aged vulcanizates. Moreover, the increase in νt caused the reduction of vulcanizates Eb due to thermo-oxidative aging. This is particularly visible for the unfilled vulcanizate, whose Eb after aging decreased by approximately 265% compared to the non-aged vulcanizate. The reduction of Eb was accompanied by a significant deterioration of the TS of the unfilled vulcanizate compared to non-aged material. For vulcanizates filled with GT, only a slight deterioration of TS was observed due to thermo-oxidative aging. As expected, the increase in crosslink density due to aging resulted in an increase in the hardness of the vulcanizates by 2-4 Shore A, with the highest increase in hardness being achieved for the unfilled vulcanizate.
It was therefore noticed that thermo-oxidative aging caused the greatest changes in properties in the case of the unfilled vulcanizate. Thus, it can be expected that it shows the lowest resistance to thermo-oxidative aging. To confirm this quantitatively, the aging coefficient Af was determined based on the change in tensile properties, i.e. TS and Eb, of the vulcanizates upon the aging process. Results are presented in Table 6.
Af was determined as the ratio of the product of TS and Eb of the vulcanizate after aging to the corresponding values before aging. Therefore, the closer Af is to one, the smaller the changes in the mechanical properties of the material because of aging and, therefore, the better its resistance to aging. Regardless of the filler amount, vulcanizates filled with GT were characterized by a significantly higher Af compared to the unfilled NR. Thus, the use of GT improved the resistance to thermo-oxidative aging of NR composites. It was probably due to the antioxidant effect of phytochemicals, i.e., polyphenols, contained in tea. Guo, et al. confirmed that tea polyphenols, can effectively enhance the thermo-oxidative stability of elastomers [20]. Moreover, ILs also had a beneficial influence on the resistance of NR vulcanizates to thermo-oxidative aging. Vulcanizates with ILs showed a slightly higher Af compared to the vulcanizate without ILs, i.e., 30H. Hence, alkylimidazolium ILs such as EmiLa and BenmiCl can be successfully used as GT dispersants in NR elastomer matrix, without any harmful effect on the resistance of the composites to thermo-oxidative aging.
3.6. Effect of Ground Tea Grounds on the Thermal Stability of NR Composites
In the last step of the research, the influence of GT used as a waste filler of NR composites on their thermal stability was explored using thermogravimetry (TG). TG and DTG curves of NR vulcanizates are presented in Figure 5. TG results were summarized in Table 7.
The onset decomposition temperature of NR vulcanizates was determined as the temperature at which the sample mass decreased by 5% in relation to its initial mass (T5%). The results of TG analysis presented in Table 7, showed that the use of GT and its amount significantly affected the thermal stability of NR composites. The T5% of the vulcanizates filled with GT was 32-52 °C lower compared to the unfilled NR and decreased with the increase in GT content in the vulcanizate. Thus, GT reduced the thermal stability of NR composites compared to the unfilled vulcanizate. It resulted from much lower thermal stability of pure GT powder compared to NR. Analyzing TG results presented in Figure 6 and Table 8, it was noticed that T5% of pure GT powder was approximately 195 °C, so significantly lower than that of the NR without addition of GT (T5% of 317 °C). Regarding the thermal decomposition of pure GT, during heating in the temperature range of 25-160 °C, GT lost bulk water and bound water, which corresponded to a weight loss of approximately 4% [33]. Next, the pyrolysis of organic compounds present in tea, i.e., polyphenols, alkaloids, amino acids, proteins and pigments, occurred in the temperature range of 160-850 °C with a mass loss of approximately 64% [2]. Finally, the combustion of pyrolysis residues took place after changing the measurement atmosphere to air at a temperature above 850 °C. The lower stability of pure GT compared to NR was also confirmed by the lower TDTG, so the temperature at which the thermal decomposition proceeded with the highest rate. TDTG of pure GT was approximately 60 °C lower compared to unfilled NR.
The influence of ILs on the thermal stability of vulcanizates depended on the structure of IL used. This is because the thermal stability of the ILs themselves depends strongly on their structure, i.e. the type of cation and anion [34,35]. Regarding the thermal stability of pure ILs (Figure 7, Table 9), BenmiCl exhibited significantly higher thermal stability than EmiLa, as evidenced by the higher values of T5% and TDTG, respectively. Moreover, T5% and TDTG of EmiLa were lower compared to pure GT powder. Consequently, addition of EmiLa reduced by 8 °C the T5% of the NR composite filled with 30 phr of GT compared to the vulcanizate without EmiLa. On the other hand, thermal stability of BenmiCl was higher than pure GT powder, therefore, BenmiCl, in contrast to EmiLa, slightly improved the thermal stability of the vulcanizate filled with 30 phr of GT.
It should be noted that both GT and ILs had no significant effect on the TDTG of NR vulcanizates, i.e. the temperature at which thermal decomposition occured most rapidly. For most vulcanizates, the TDTG was approximately 396 °C.
The mass loss during the thermal decomposition corresponded to the composition of NR composites. The first mass loss determined in argon in the temperature range of 25-600 °C was due to the pyrolysis of organic ingredients such as NR, GT, stearin, vulcanization accelerators and ILs in case of vulcanizates containing them. The second mass loss determined in air in the temperature range of 600-800 °C occurred as a results of combustion of the residue after pyrolysis of organic ingredients. In turn, the residue after the thermal decomposition of the vulcanizates at 800 °C consisted of ash and zinc oxide, which was used as a vulcanization activator.
4. Conclusions
Ground tea grounds left after brewing tea can be successfully applied as a waste plant biofiller of NR composites, alternatively to common mineral fillers, e.g., talc or silica. Taking into account the amount of grounds produced as waste after brewing black tea, their use as an NR biofiller is simple, cheap, and therefore strongly justified.
Regardless of the amount, GT did not significantly affect the cure characteristics and crosslink density of NR composites but allowed to greatly reduce the onset vulcanization temperature.
The optimal GT content for the mechanical properties of vulcanizates was 10 phr, which allowed for a 40% improvement in tensile strength compared to unfilled NR. Increasing the GT content to 30 phr resulted in a deterioration of mechanical properties due to the agglomeration of GT particles in the elastomer matrix. Imidazolium ILs were successfully adopted to ameliorate the dispersion of GT in the NR elastomer matrix. Despite the improvement in the degree of filler dispersion, the use of ILs did not increase the strength parameters of the vulcanizates due to their high crosslink density and the microporous structure formed during the vulcanization of the rubber compounds.
The use of GT slightly improved the ability to dampen vibrations in the rubbery elastic region compared to the unfilled NR vulcanizate. However, due to the lower thermal stability of pure GT compared to NR, its application worsened the thermal stability of NR composites.
On the other hand, vulcanizates filled with GT showed significantly enhanced the resistance to thermo-oxidative aging as compared to the unfilled NR, which is an additional benefit of using this bio-waste as a filler of NR composites.
Author Contributions
Conceptualization, M.M.; methodology, M.M.; software, M.M. and A.J.; validation, M.M.; formal analysis, A.J.; investigation, A.J.; resources, M.M.; data curation, A.J.; writing—original draft preparation, M.M.; writing—review and editing, M.M.; visualization, M.M. and A.J.; supervision, M.M.; project administration, M.M.; funding acquisition, M.M.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ribeiro, B.D.; Coelho, M.A.Z.; Rebelo, L.P.N.; Marrucho, I.M. Ionic Liquids as Additives for Extraction of Saponins and Polyphenols from Mate (Ilex paraguariensis) and Tea (Camellia sinensis). Ind. Eng. Chem. Res. 2013, 52, 12146–12153. [Google Scholar] [CrossRef]
- Li, S.; Lo, C.Y.; Pan, M.H.; Lai, C.S.; Ho, C.T. Black tea: Chemical Analysis and Stability. Food Funct. 2013, 4, 10–18. [Google Scholar] [CrossRef]
- Thiruvengadam, V.; Baharuddin, N.H.B.; Shiun, L.J. Implementation of Life Cycle Analysis on Green Tea Process. Heliyon 2023, 9, e15450. [Google Scholar] [CrossRef]
- Guo, X.; Chen, L.; Liang, Y.; Luo, Y.; Kang, F.; Zhao, B.; Jia, D. Construction of Biomass Tea Polyphenol-Functionalized Halloysite Nanotubes Enabling Green and Sustained-Release Antioxidants for Highly Antiaging Elastomers. ACS Sustainable Chem. Eng. 2023, 11, 4409–4419. [Google Scholar] [CrossRef]
- Guo, X.; Luo, Y.; Chen, L.; Zhang, B.; Chen, Y.; Jia, D. Biomass Antioxidant Silica Supported Tea Polyphenols with Green and High-Efficiency Free Radical Capturing Activity for Rubber Composites. Compos. Sci. Technol. 2022, 220, 109290. [Google Scholar] [CrossRef]
- Zhang, J.; Qin, J.; Wu, N.; Feng, H.; Wang, H.; Zao, W.; Yang, Y.; Liang, Z.; Zhang, H. Tea-Polyphenols Mediated Interfacial Modifier to Integrate Reinforcement, Reprocessability, and Shape Memory Properties into Rubber/Carbon Black Composites via Coordination Bonds. Polym. Compos. 2023, 44, 980. [Google Scholar] [CrossRef]
- Theja, K.K.; Bharathiraja, G.; Murugan, V.S.; Muniappan, A. Evaluation of Mechanical Properties of Tea Dust Filler Reinforced Polymer Composite. Mater. Today Proc. 2023, 80, 3208–3211. [Google Scholar] [CrossRef]
- Lanjewar, S.R.; Bari, P.S.; Hansora, D.P.; Mishra, S. Preparation and Analysis of Polypropylene Composites with Maleated Tea Dust Particles. Sci. Eng. Compos. Mater. 2018, 25, 373–381. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Ismail, H. Utilization of Tea Waste as an Alternative Filler for Natural Rubber. J. Teknol. 2020, 82, 109–115. [Google Scholar] [CrossRef]
- Masek, A.; Zaborski, M.; Kosmalska, A.; Chrzescijanska, E. Eco-Friendly Elastomeric Composites Containing Sencha and Gun Powder Green Tea Extracts. C. R. Chim. 2012, 15, 331–335. [Google Scholar] [CrossRef]
- Guo, X.; Luo, Y.; Chen, Y.; Chen, L.; Jia, D. Novel Hybrid Biomass Anti-Aging Filler for Styrene-Butadiene Rubber Composites with Antioxidative and Reinforcing Properties. Materials 2020, 13, 4045. [Google Scholar] [CrossRef]
- Riyajan, S.A.; Sukhlaaied, W. Influence of Tea Waste on the Physical Properties of Natural Rubber. KGK Kaut. Gummi Kunst. 2012, 65, 20–24. [Google Scholar]
- Hayeemasae, N.; Ismail, H. Application of Silane-Treated Tea Waste Powder as a Potential Filler for Natural Rubber Composites. BioResources 2021, 16, 1230–1244. [Google Scholar] [CrossRef]
- Gong, J.; Liang, C.; Majeed, Z.; Tian, M.; Zhao, C.; Luo, M.; Li, C. Advances of Imidazolium Ionic Liquids for the Extraction of Phytochemicals from Plants. Separations 2023, 10, 151. [Google Scholar] [CrossRef]
- Bajkacz, S.; Adamek, J.; Sobska, A. Application of Deep Eutectic Solvents and Ionic Liquids in the Extraction of Catechins from Tea. Molecules 2020, 25, 3216. [Google Scholar] [CrossRef] [PubMed]
- Feng, X.; Zhang, W.; Zhang, T.; Yao, S. Systematic Investigation for Extraction and Separation of Polyphenols in Tea Leaves by Magnetic Ionic Liquids. J. Sci. Food Agric. 2018, 98, 4550–4560. [Google Scholar] [CrossRef] [PubMed]
- ISO 6502-3:2018; Rubber—Measurement of Vulcanization Characteristics Using Curemeters—Part 3: Rotorless Rheometer. International Organization for Standardization: Geneva, Switzerland, 2018.
- ISO 11357-1:2016; Plastics—Differential Scanning Calorimetry (DSC)—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 1817:2015; Rubber, Vulcanized or Thermoplastic—Determination of Effect of Liquids. International Organization for Standardization: Geneva, Switzerland, 2017.
- Flory, P.J.; Rehner, J. Statistical Mechanics of Cross-linked Polymer Networks. II. Swelling. J. Chem. Phys. 1943, 11, 521–526. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Rybiński, P.; Strzelec, K. Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites. Materials 2021, 14, 321. [Google Scholar] [CrossRef]
- ISO 37:2017; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 868:2003; Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness). International Organization for Standardization: Geneva, Switzerland, 2003.
- ISO 188:2011; Rubber, Vulcanized or Thermoplastic—Accelerated Ageing and Heat Resistance Tests. International Organization for Standardization: Geneva, Switzerland, 2011.
- Szadkowski, B.; Kuśmierek, M.; Sliwka-Kaszynska, M.; Marzec, A. Structure and Stability Characterization of Natural Lake Pigments Made from Plant Extracts and Their Potential Application in Polymer Composites for Packaging Materials. Materials 2022, 15, 4608–4625. [Google Scholar] [CrossRef]
- Tuiebayeva, A.M.; Sergazina, M.M.; Alimzhanova, M.B.; Mukataeva, Z.S. Determination of the Chemical Composition of Tea by Modern Physico-Chemical Methods: A Review. Int. J. Biol. Chem. 2018, 11, 142–152. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Natural Rubber Composites Filled with Crop Residues as an Alternative to Vulcanizates with Common Fillers. Polymers 2019, 11, 972. [Google Scholar] [CrossRef] [PubMed]
- Akiba, M.; Hashim, A.S. Vulcanization and Crosslinking in Elastomers. Prog. Polym. Sci. 1997, 22, 475–521. [Google Scholar] [CrossRef]
- Ullah, H.; Wilfred, C.D.; Shaharun, M.S. Ionic Liquid-Based Extraction and Separation Trends of Bioactive Compounds from Plant Biomass. Sep. Sci. Technol. 2019, 54, 559–579. [Google Scholar] [CrossRef]
- Geleijnse, J.M.; Launer, L.J.; Hofman, A.; Pols, H.A.P.; Witteman, J.C.M. Tea Flavonoids May Protect Against Atherosclerosis: The Rotterdam Study. Arch. Intern. Med. 1999, 159, 2170–2174. [Google Scholar] [CrossRef] [PubMed]
- Stangl, V.; Lorenz, M.; Stangl, K. The Role of Tea and Tea Flavonoids in Cardiovascular Health. Mol. Nutr. Food Res. 2006, 50, 218–228. [Google Scholar] [CrossRef] [PubMed]
- Kirschweng, B.; Tátraaljai, D.; Földes, E.; Pukánszky, B. Natural Antioxidants as Stabilizers for Polymers. Polym. Degrad. Stab. 2017, 145, 25–40. [Google Scholar] [CrossRef]
- Cai, H.; Zou, H.; Liu, J.; Xie, W.; Kuo, J.; Buyukada, M.; Evrendilek, F. Thermal Degradations and Processes of Waste Tea and Tea Leaves via TG-FTIR: Combustion Performances, Kinetics, Thermodynamics, Products and Optimization. Bioresour. Technol. 2018, 268, 715–725. [Google Scholar] [CrossRef]
- Ngo, H.L.; LeCompte, K.; Hargens, L.; McEwen, A.B. Thermal Properties of Imidazolium Ionic Liquids. Thermochim. Acta 2000, 357–358, 97–102. [Google Scholar] [CrossRef]
- Fredlake, C.P.; Crosthwaite, J.M.; Hert, D.G.; Aki, S.N.V.K.; Brennecke, J.F. Thermophysical Properties of Imidazolium-Based Ionic Liquids. J. Chem. Eng. Data 2004, 49, 954–964. [Google Scholar] [CrossRef]
Figure 1.
Scanning electron microscopy (SEM) images of NR composites: (a) Unfilled NR; (b) 10GT; (c) 20GT; (d) 30GT; (e) 30GT/EmiLa; (f) 30GT/BenmiCl.
Figure 1.
Scanning electron microscopy (SEM) images of NR composites: (a) Unfilled NR; (b) 10GT; (c) 20GT; (d) 30GT; (e) 30GT/EmiLa; (f) 30GT/BenmiCl.
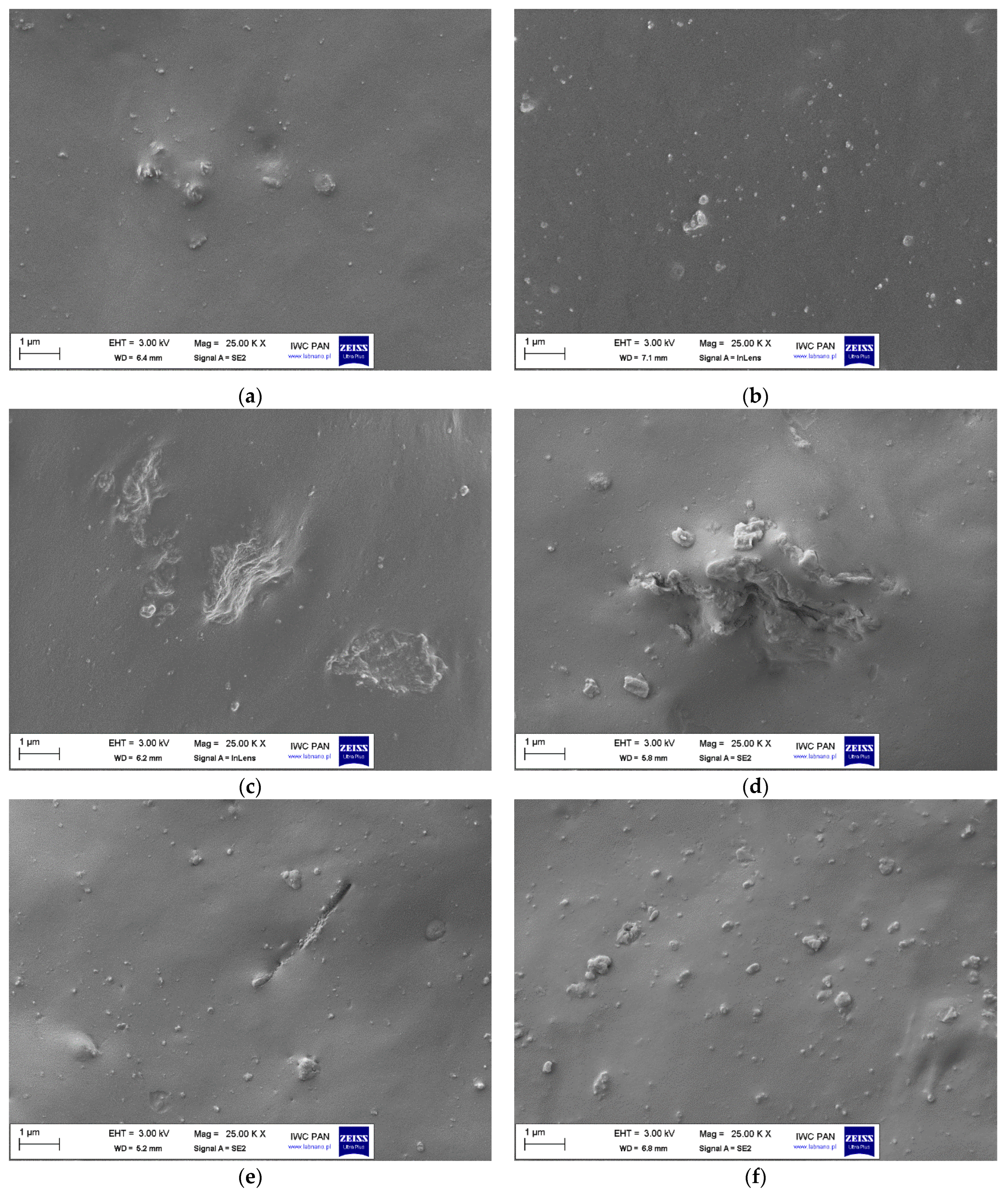
Figure 2.
Differential scanning calorimetry (DSC) curves for vulcanization of NR composites filled with ground tea waste.
Figure 2.
Differential scanning calorimetry (DSC) curves for vulcanization of NR composites filled with ground tea waste.
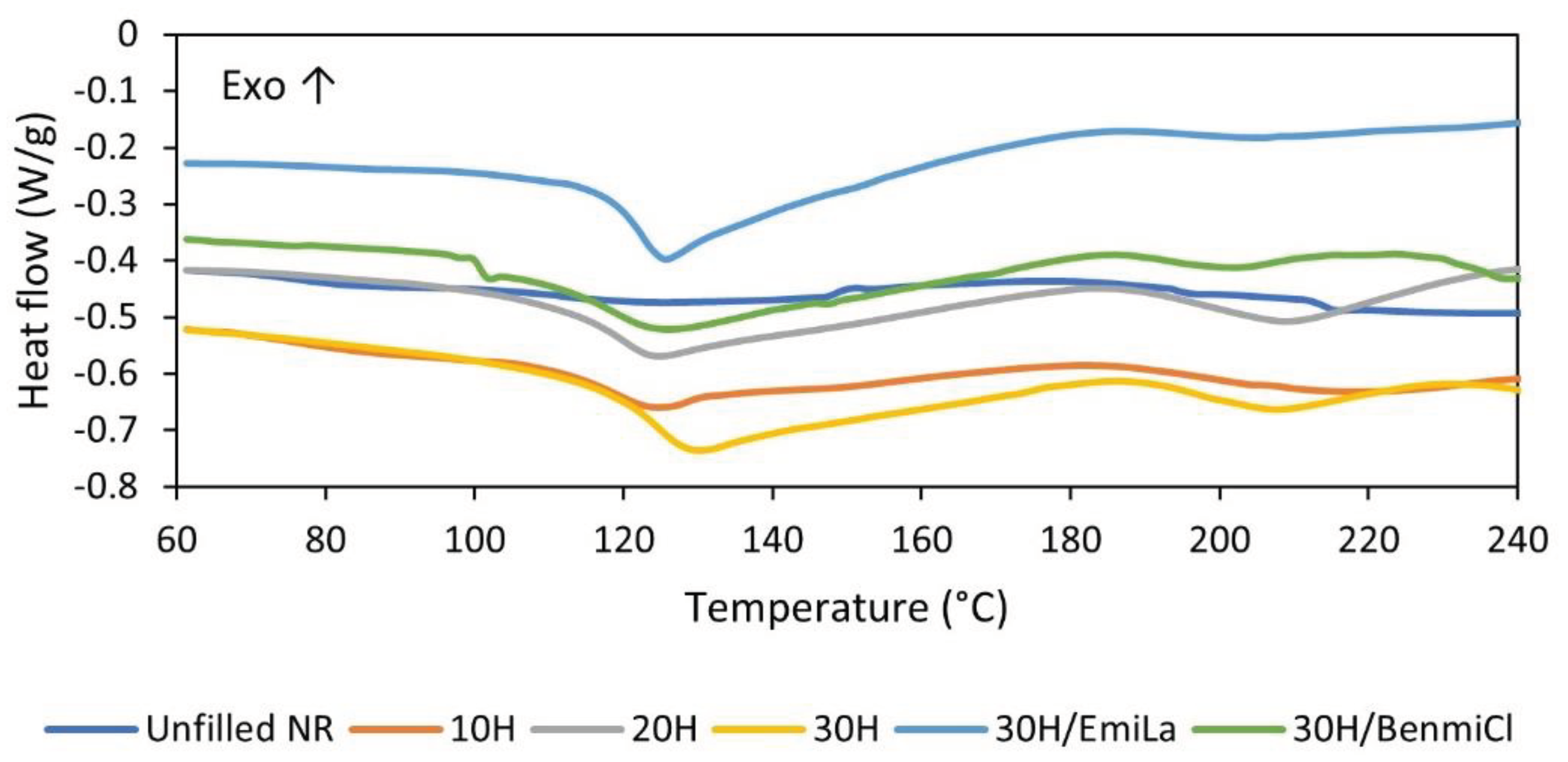
Figure 3.
Loss factor (tan δ) curves versus temperature of NR composites filled with ground tea waste.
Figure 3.
Loss factor (tan δ) curves versus temperature of NR composites filled with ground tea waste.
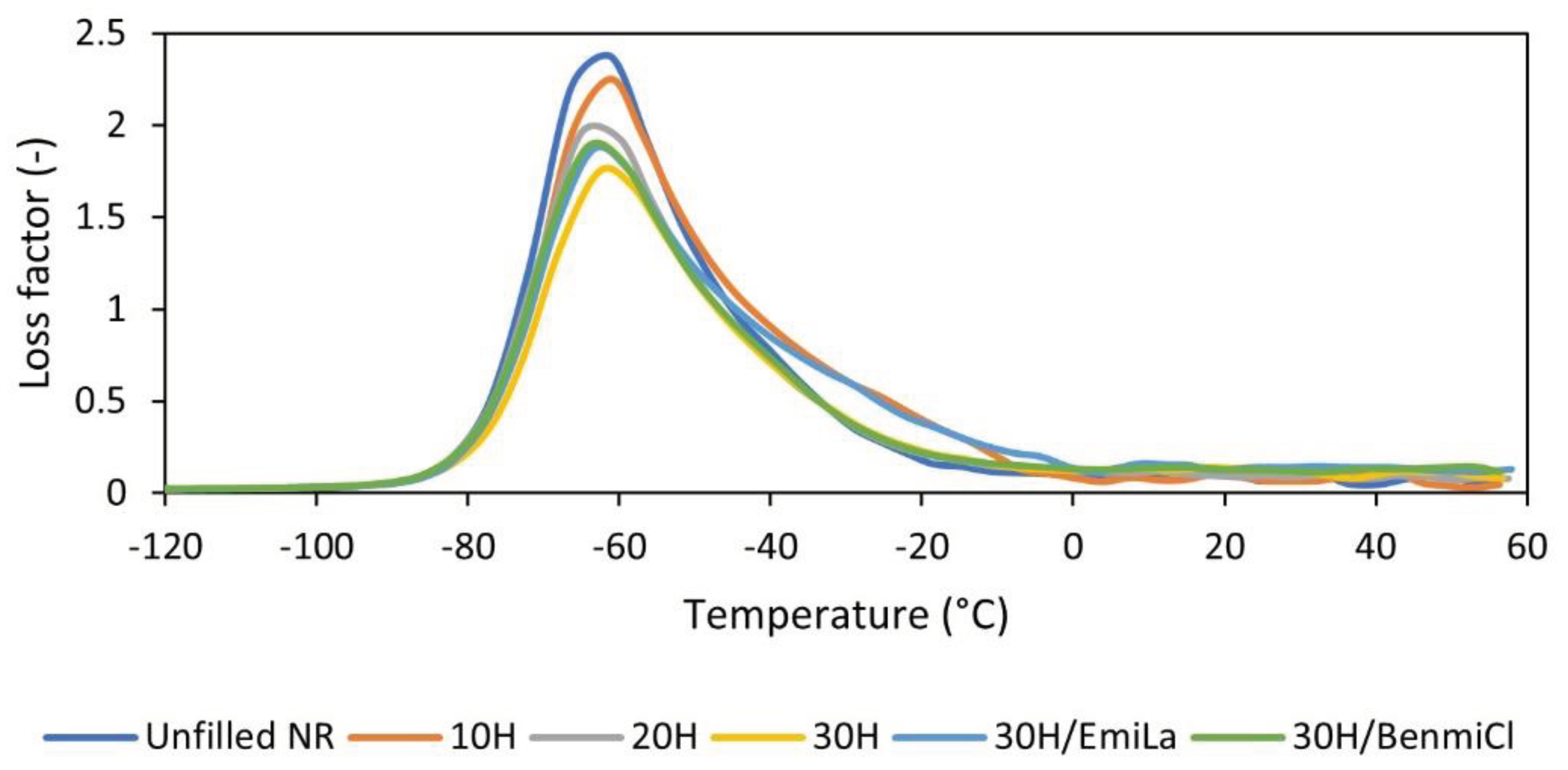
Figure 4.
Effect of thermo-oxidative aging on the properties of NR composites filled with ground tea waste: (a) crosslink density; (b) stress at 300% relative elongation; (c) elongation at break; (d) tensile strength; (e) hardness.
Figure 4.
Effect of thermo-oxidative aging on the properties of NR composites filled with ground tea waste: (a) crosslink density; (b) stress at 300% relative elongation; (c) elongation at break; (d) tensile strength; (e) hardness.
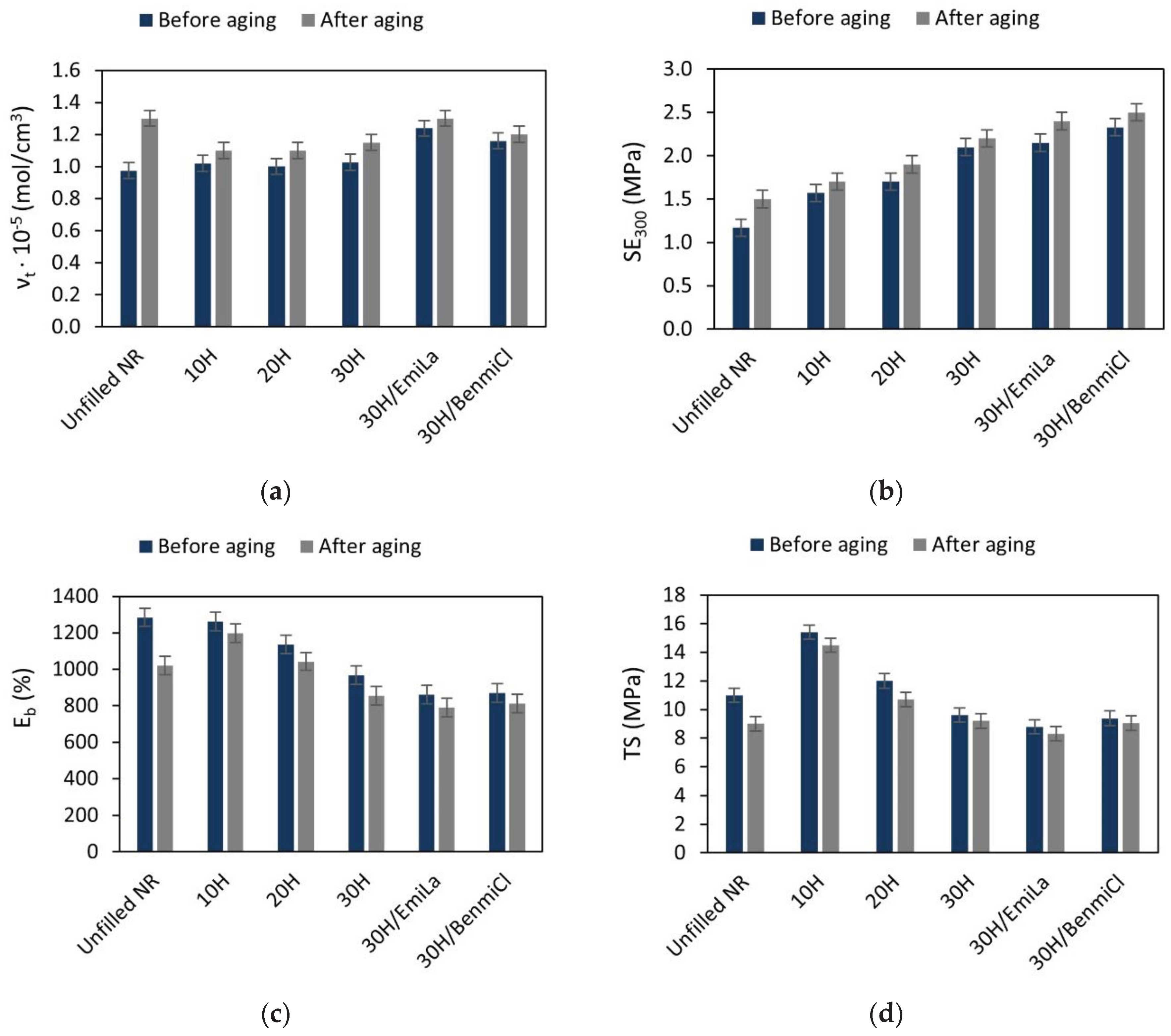
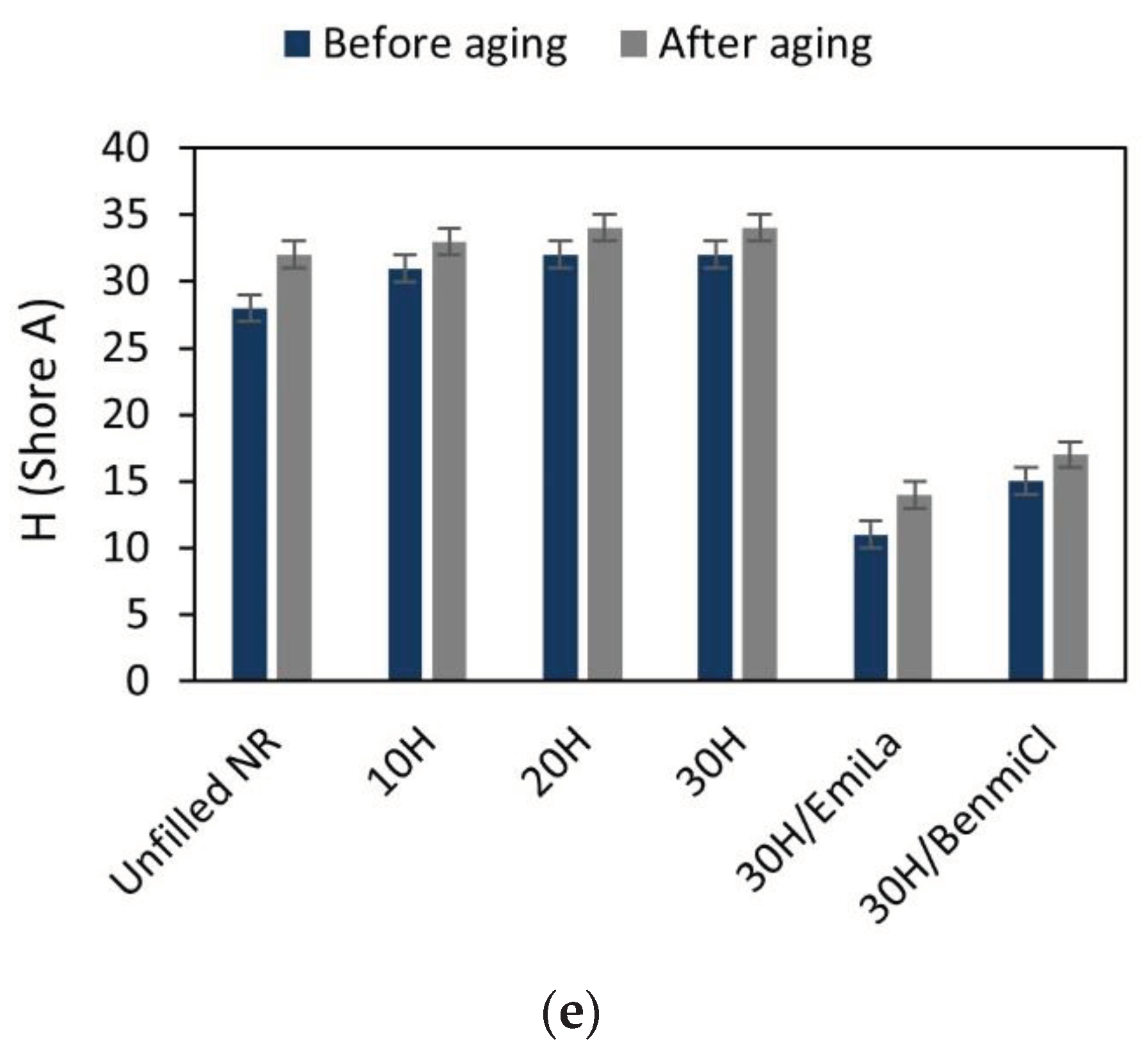
Figure 5.
Thermogravimetric (TG) and derivative thermogravimetric (DTG) curves of the NR vulcanizates filled with ground tea waste: (a) TG curves; (b) DTG curves.
Figure 5.
Thermogravimetric (TG) and derivative thermogravimetric (DTG) curves of the NR vulcanizates filled with ground tea waste: (a) TG curves; (b) DTG curves.
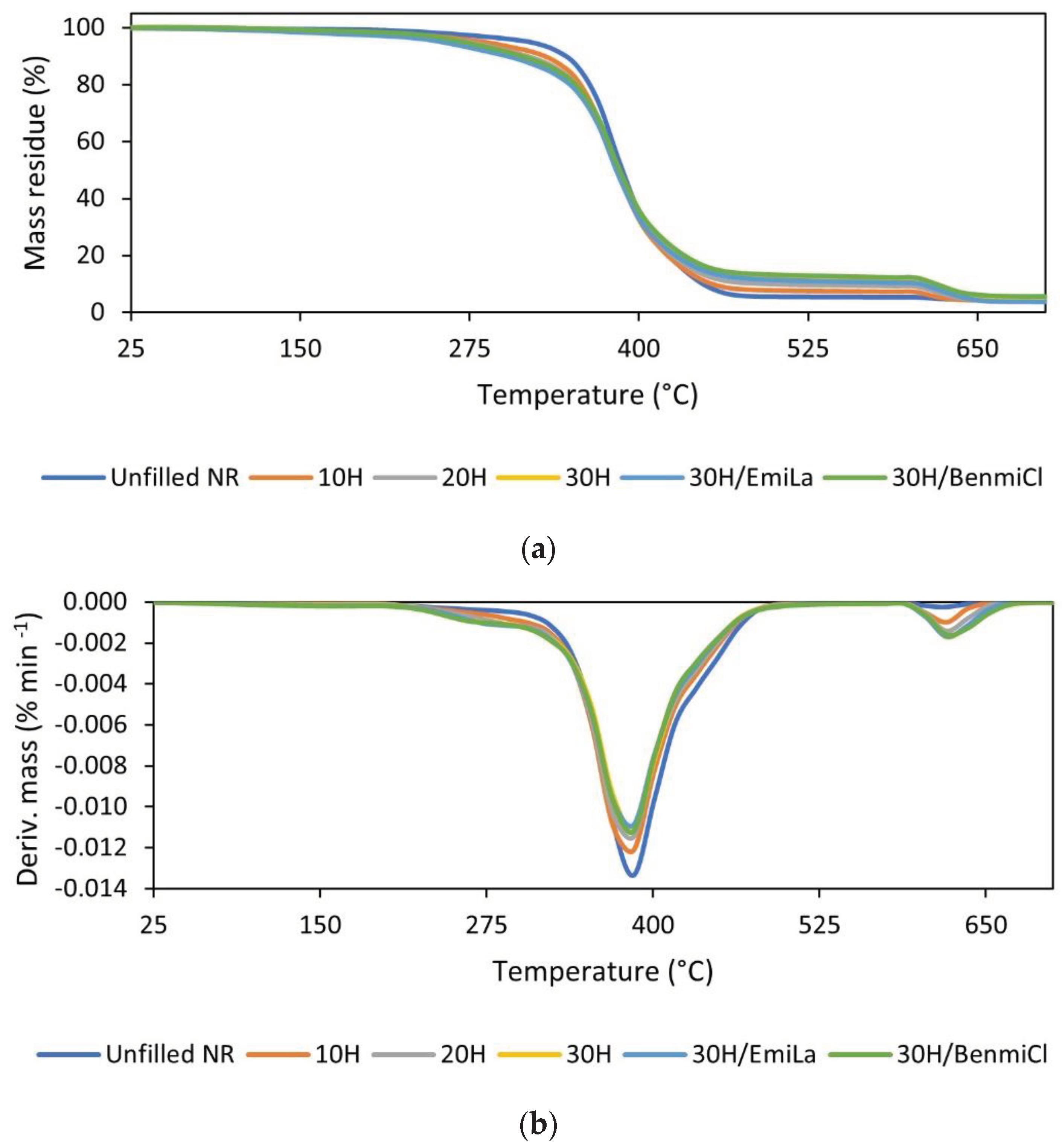
Figure 6.
TG and DTG curve for ground tea waste: (a) TG; (b) DTG.
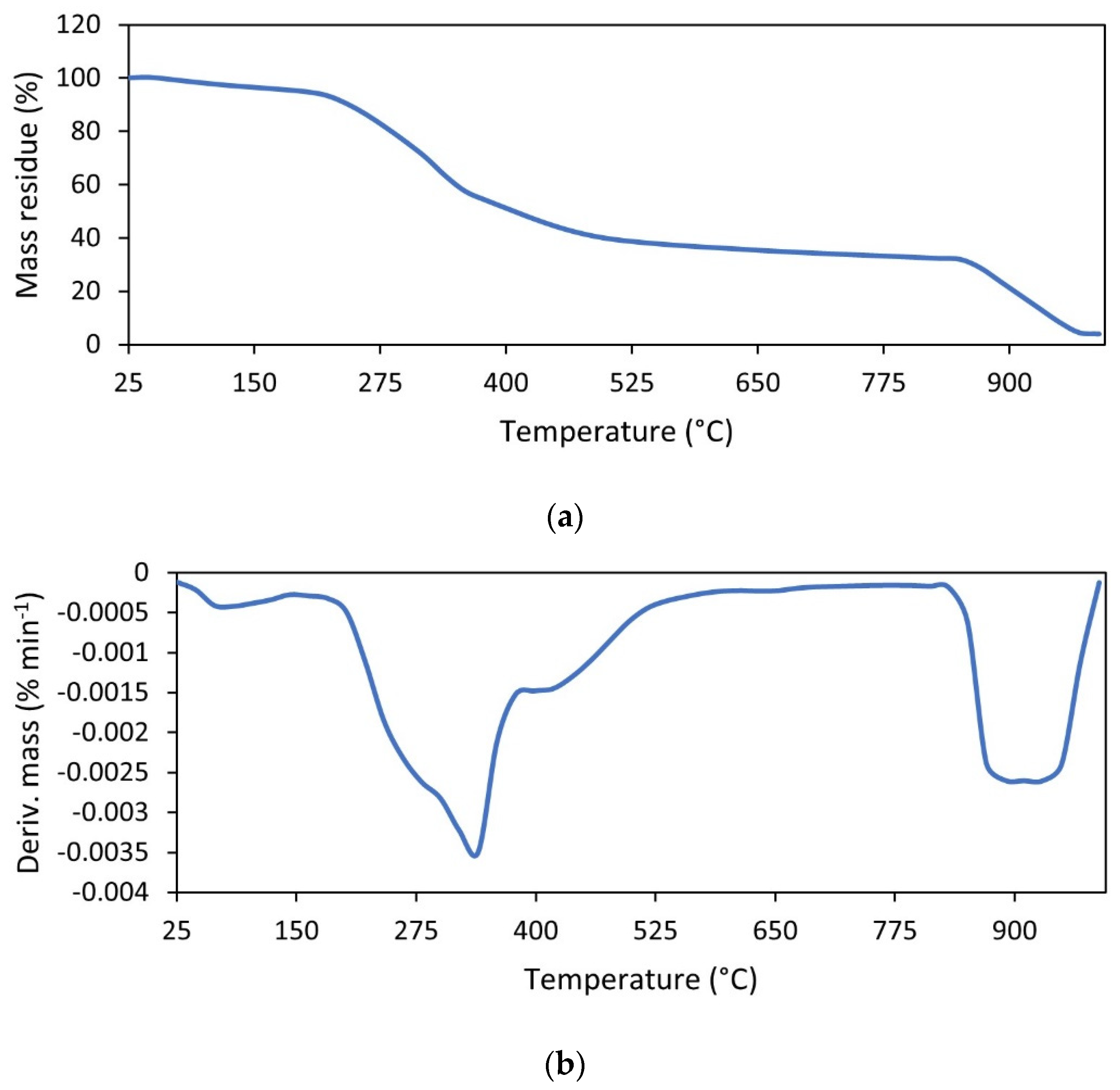
Figure 7.
TG and DTG curves for ILs: (a) TG; (b) DTG.
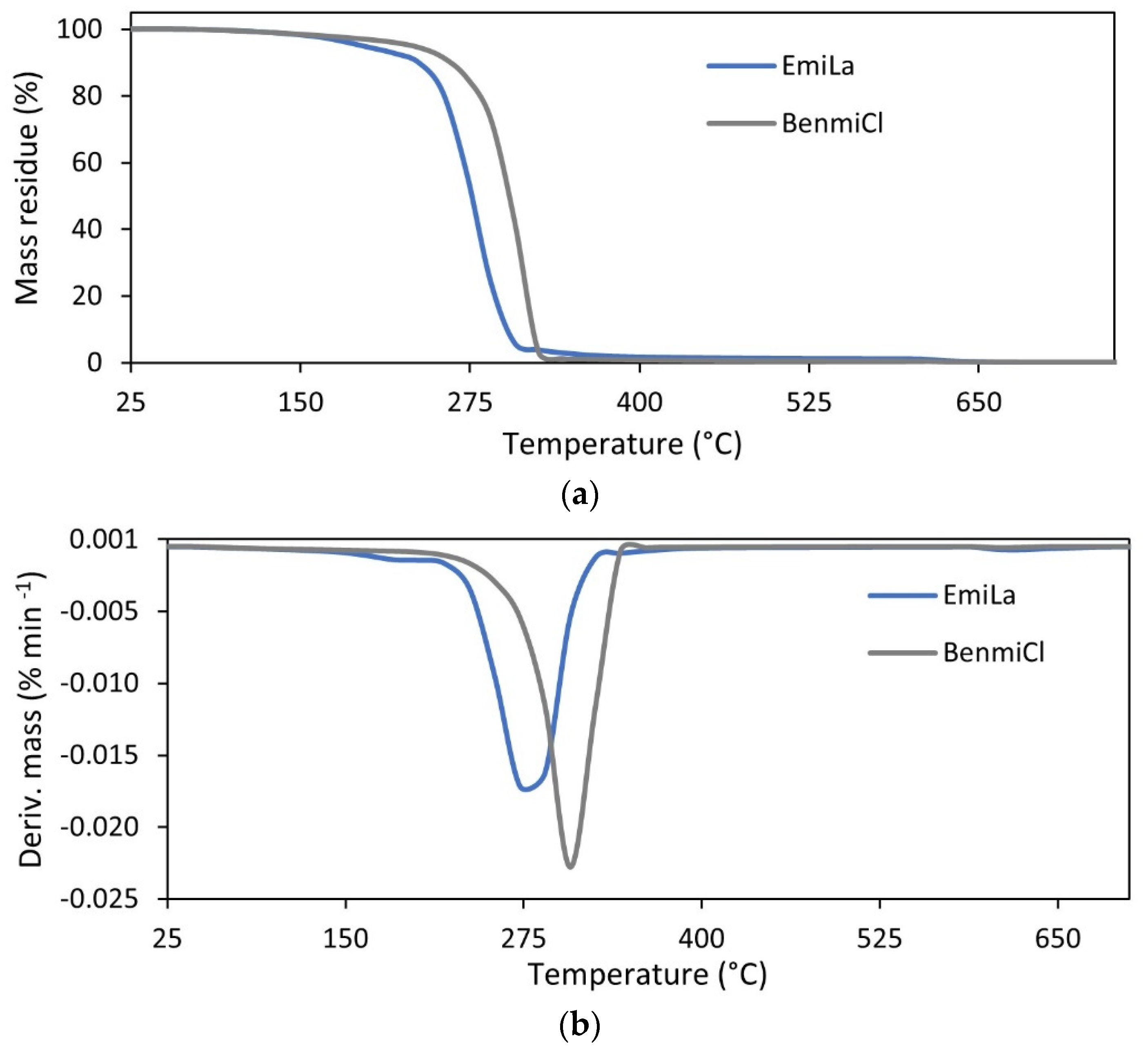

Table 1.
General recipes of NR composites used in this study, phr (parts per hundred of rubber).
| Composite | Unfilled NR |
10GT | 20GT | 30GT | 30GT/EmiLa | 30GT/BenmiCl |
|---|---|---|---|---|---|---|
| NR | 100 | 100 | 100 | 100 | 100 | 100 |
| ZnO | 5 | 5 | 5 | 5 | 5 | 5 |
| St.A. | 1 | 1 | 1 | 1 | - | - |
| Sulfur | 2 | 2 | 2 | 2 | 2 | 2 |
| MBT | 2 | 2 | 2 | 2 | 2 | 2 |
| GT | - | 10 | 20 | 30 | 30 | 30 |
| EmiLa | - | - | - | - | 3 | - |
| BenmiCl | - | - | - | - | - | 3 |
Table 2.
Cure characteristics at 160 °C and crosslink density of NR composites filled with ground tea waste (Smin – minimum torque, ΔS – torque increment during vulcanization, t02 – scorch time, t90 – optimal vulcanization time, νt – crosslink density; SD: Smin ± 0.2 dNm, ΔS ± 0.5 dNm; t02 ± 0.2 min; t90 ± 0.5 min; νt ± 0.05 × 10−5 mol/cm3).
Table 2.
Cure characteristics at 160 °C and crosslink density of NR composites filled with ground tea waste (Smin – minimum torque, ΔS – torque increment during vulcanization, t02 – scorch time, t90 – optimal vulcanization time, νt – crosslink density; SD: Smin ± 0.2 dNm, ΔS ± 0.5 dNm; t02 ± 0.2 min; t90 ± 0.5 min; νt ± 0.05 × 10−5 mol/cm3).
| NR composite | Smin (dNm) |
∆S (dNm) |
t02 (min) |
t90 (min) |
νt × 10−5 (mol/cm3) |
|---|---|---|---|---|---|
| Unfilled NR | 0.5 | 4.8 | 0.5 | 1.6 | 0.98 |
| 10GT | 0.5 | 5.6 | 0.5 | 1.9 | 1.02 |
| 20GT | 0.4 | 6.2 | 0.5 | 1.9 | 1.00 |
| 30GT | 0.4 | 6.7 | 0.6 | 2.2 | 1.03 |
| 30GT/EmiLa | 0.3 | 8.0 | 0.5 | 1.9 | 1.24 |
| 30GT/BenmiCl | 0.3 | 7.2 | 0.5 | 2.0 | 1.16 |
Table 3.
Vulcanization temperature (Tvul) and enthalpy (ΔHvul) of NR composites determined by DSC (SD: Tvul ± 2 °C; ΔHvul ± 1.0 J/g).
Table 3.
Vulcanization temperature (Tvul) and enthalpy (ΔHvul) of NR composites determined by DSC (SD: Tvul ± 2 °C; ΔHvul ± 1.0 J/g).
| NR composite | Tvul (°C) | -∆Hvul (J/g) |
|---|---|---|
| Unfilled NR | 140-202 | 14.1 |
| 10GT | 126-208 | 17.5 |
| 20GT | 126-206 | 21.1 |
| 30GT | 127-204 | 18.9 |
| 30GT/EmiLa | 126-205 | 24.3 |
| 30GT/BenmiCl | 126-203 | 21.6 |
Table 4.
Mechanical properties of NR vulcanizates filled with ground tea waste (SE300 – stress at a relative elongation of 300%; TS – tensile strength; Eb – elongation at break; H – hardness).
Table 4.
Mechanical properties of NR vulcanizates filled with ground tea waste (SE300 – stress at a relative elongation of 300%; TS – tensile strength; Eb – elongation at break; H – hardness).
| NR composite | SE300 (MPa) |
TS (MPa) |
Eb (%) |
H (Shore A) |
|---|---|---|---|---|
| Unfilled NR | 1.2 ± 0.1 | 11.0 ± 0.4 | 1285 ± 55 | 28 ± 1 |
| 10GT | 1.6 ± 0.1 | 15.4 ± 0.3 | 1222 ± 50 | 31 ± 1 |
| 20GT | 1.7 ± 0.1 | 12.0 ± 0.4 | 1137 ± 58 | 32 ± 1 |
| 30GT | 2.1 ± 0.1 | 9.6 ± 0.3 | 969 ± 32 | 32 ± 1 |
| 30GT/EmiLa | 2.2 ± 0.1 | 8.8 ± 0.7 | 860 ± 34 | 11 ± 1 |
| 30GT/BenmiCl | 2.3 ± 0.1 | 9.4 ± 0.6 | 870 ± 31 | 15 ± 1 |
Table 5.
Glass transition temperature (Tg) and loss factor (tan δ) of NR vulcanizates filled with ground tea waste determined by DMA.
Table 5.
Glass transition temperature (Tg) and loss factor (tan δ) of NR vulcanizates filled with ground tea waste determined by DMA.
| NR composite | Tg (°C) |
tan δTg (-) |
tan δ25°C (-) |
tan δ50°C (-) |
|---|---|---|---|---|
| Unfilled NR | −62 ± 1 | 2.4 ± 0.1 | 0.07 ± 0.02 | 0.06 ± 0.01 |
| 10GT | −62 ± 1 | 2.2 ± 0.1 | 0.07 ± 0.02 | 0.08 ± 0.01 |
| 20GT | −62 ± 1 | 2.0 ± 0.1 | 0.10 ± 0.02 | 0.09 ± 0.01 |
| 30GT | −61 ± 1 | 1.7 ± 0.1 | 0.12 ± 0.02 | 0.10 ± 0.01 |
| 30GT/EmiLa | −63 ± 1 | 1.8 ± 0.1 | 0.11 ± 0.02 | 0.10 ± 0.01 |
| 30GT/BenmiCl | −63 ± 1 | 1.9 ± 0.1 | 0.12± 0.02 | 0.12 ± 0.01 |
Table 6.
Thermo-oxidative aging factor (Af) of NR composites filled with ground tea waste.
| NR composite | Af (-) |
|---|---|
| Unfilled NR | 0.6 ± 0.1 |
| 10GT | 0.8 ± 0.1 |
| 20GT | 0.8 ± 0.1 |
| 30GT | 0.8 ± 0.1 |
| 30GT/EmiLa | 0.9 ± 0.1 |
| 30GT/BenmiCl | 0.9 ± 0.1 |
Table 7.
Onset decomposition temperature (T5%), DTG peak temperature (TDTG), and total mass loss (∆m) during thermal decomposition of NR composites filled with ground tea waste (SD: T5% ± 1.2 °C; TDTG ± 1.2 °C; ∆m ± 1.2%).
Table 7.
Onset decomposition temperature (T5%), DTG peak temperature (TDTG), and total mass loss (∆m) during thermal decomposition of NR composites filled with ground tea waste (SD: T5% ± 1.2 °C; TDTG ± 1.2 °C; ∆m ± 1.2%).
| NR composite | T5% (°C) |
TDTG (°C) |
∆m25-600°C (%) |
∆m600-800°C (%) |
Residue at 800 °C (%) |
|---|---|---|---|---|---|
| Unfilled NR | 317 | 398 | 94.7 | 1.0 | 4.3 |
| 10GT | 285 | 396 | 92.3 | 3.0 | 4.7 |
| 20GT | 273 | 396 | 90.7 | 4.8 | 4.5 |
| 30GT | 265 | 396 | 88.9 | 6.3 | 4.8 |
| 30GT/EmiLa | 257 | 396 | 89.3 | 6.7 | 4.0 |
| 30GT/BenmiCl | 269 | 398 | 89.4 | 6.9 | 3.7 |
Table 8.
Onset decomposition temperature (T5%), DTG peak temperature (TDTG), and total mass loss (∆m) during thermal decomposition of ground tea waste (SD: T5% ± 1.2 °C; TDTG ± 1.2 °C; ∆m ± 1.2%).
Table 8.
Onset decomposition temperature (T5%), DTG peak temperature (TDTG), and total mass loss (∆m) during thermal decomposition of ground tea waste (SD: T5% ± 1.2 °C; TDTG ± 1.2 °C; ∆m ± 1.2%).
| Sample | T5% (°C) |
TDTG (°C) |
∆m25-160°C (%) |
∆m160-850°C (%) |
∆m850-1000°C (%) |
Residue at 1000 °C (%) |
|---|---|---|---|---|---|---|
| GT powder | 195 | 339 | 3.7 | 64.2 | 28.3 | 3.8 |
Table 9.
Onset decomposition temperature (T5%), DTG peak temperature (TDTG), and total mass loss (∆m) during thermal decomposition of ILs (SD: T5% ± 1.2 °C; TDTG ± 1.2 °C; ∆m ± 1.2%).
Table 9.
Onset decomposition temperature (T5%), DTG peak temperature (TDTG), and total mass loss (∆m) during thermal decomposition of ILs (SD: T5% ± 1.2 °C; TDTG ± 1.2 °C; ∆m ± 1.2%).
| Sample | T5% (°C) |
TDTG (°C) |
∆m25-600°C (%) |
∆m600-800°C (%) |
Residue at 800 °C (%) |
|---|---|---|---|---|---|
| EmiLa | 190 | 279 | 98.8 | 1.0 | 0.2 |
| BenmiCl | 232 | 313 | 99.4 | 0.4 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



