Submitted:
20 March 2024
Posted:
21 March 2024
You are already at the latest version
Abstract
As a major coal country, China faces the issue of significant gas emissions during the coal mining process. This study aims to improve the utilization efficiency of mine gas, reduce greenhouse gas emissions, and promote the low-carbon and green transformation of the coal industry. A 10kW gas regenerative thermal oxidation (RTO) experimental system was constructed. The effects of initial methane concentration, low-temperature flue gas proportion, and operating load on combustion temperature, methane oxidation rate, high-temperature flue gas energy, and system thermal efficiency were studied. The results show that when the combustion temperature is below 600°C, the CH4 combustion reaction cannot proceed effectively, and the system temperature continuously decreases and cannot be maintained stable. The experiment determines the stable operating methane concentration range of RTO. In this experimental system, the lower limit of the initial methane concentration is 0.28%, corresponding to an 86% methane oxidation rate. As the initial methane concentration decreases, the combustion temperature also decreases, and the methane oxidation rate follows suit. The higher the low-temperature flue gas proportion, the higher the combustion temperature, and the system thermal efficiency and output heat decrease with the increase of the low-temperature flue gas proportion. This experiment explores multiple factors affecting regenerative thermal oxidation, providing an basis for ensuring the safe and stable operation of the system and optimization. Improving the thermal insulation and heat exchange performance of the storage body can expand the lower limit of the initial methane concentration, thereby increasing the stability and thermal efficiency of the system.
Keywords:
ultra-low concentration methane
; regenerative thermal oxidation
; carbon emission reduction
1. Introduction
Methane gas emitted from coal mines worldwide accounts for 17% of the total anthropogenic greenhouse gas emissions [1], and the amount of methane emitted into the atmosphere as diluted air constitutes approximately 70% of the total methane emitted from coal mines [2]. In China, the methane content in diluted gas accounts for about 90% of the total methane in coal mine gas [3], resulting in an annual greenhouse gas effect of approximately 200 million tons of CO2 equivalent [4]. As the largest source of anthropogenic methane emissions, the coal mining area has tremendous potential for reducing methane emissions from coalbed gas [5], and researching the utilization technology of ultra-low concentration methane is of great significance from both an energy and environmental perspective.
The Regenerative Thermal Oxidizer (RTO), used for processing low-concentration methane, is currently the only technology that can effectively utilize extremely low-concentration coalbed methane, and has received extensive attention [6,7]. Since the "Twelfth Five-Year Plan," China has invested over tens of hundreds of millions of dollars in scientific and technological innovation in the field of oxidative utilization technology for mine gas with low methane concentration [8,9,10,11,12]. With the implementation of China's "Thirteenth Five-Year Plan for Controlling Greenhouse Gas Emissions" and the "National Climate Change Response Plan (2014-2020)", mining districts such as Lu'an and Yangquan in Shanxi, and Huainan in Anhui have successively constructed and operated more than 20 methane regenerative thermal oxidation utilization projects. These projects annually process a total of over 300 million cubic meters of coal mine diluted gas and low-concentration gas extraction, with the heat produced from oxidation being used for steam turbine power generation, heating, combined cooling and power supply, and coal slime drying, effectively reducing the direct emission of low-grade coalbed gas while alleviating the tight situation of clean energy supply in coal mines. Foreign companies with oxidative utilization projects in China include American MEGTEC, German EISENMENN, and DURR companies, among others. Current research on the oxidation technology of diluted gas in China is still in the preliminary stage [13,14,15,16,17,18,19]. The regenerative thermal oxidation technology used in the coal industry has issues such as poor temperature resistance of the heat storage body, low thermal efficiency, high failure rate of high-temperature control valves, increased exhaust gas temperature, and high self-consumption of energy. Moreover, challenges such as low methane concentration, unstable gas sources, low concentration, and poor economy in coal mining areas cannot be fundamentally solved in the short term. It is necessary to conduct in-depth research on the related technologies of methane utilization in coal mines and further break through the bottleneck of existing gas regenerative thermal oxidation utilization to provide a basis for industrialization.
2. Materials and Methods
2.1. Experimental Device
The process flow of the gas regenerative thermal oxidation experimental system used in this experiment is shown in Figure 1.
The RTO unit employs a three-bed regenerative heat exchange system. After heat storage in the regenerative chamber, the fuel undergoes oxidation reactions in the combustion chamber, with some of the combustion products forming high-temperature flue gas. The high-temperature flue gas pipeline is equipped with a heat exchanger, and a flue gas sampling point is added before the heat exchanger, with a valve added after the heat exchanger to adjust the flow rate. Another portion of the flue gas from the combustion chamber exchanges heat with the regenerative material to form low-temperature flue gas. A photograph of the RTO system can be seen in Figure 2.
3. Results and Discussion
The experiment uses the initial methane concentration, fuel gas flow rate, and low-temperature flue gas proportion as the main parameters for adjusting the regenerative thermal oxidation system, exploring their influence on factors such as combustion temperature, high-temperature output energy, and thermal efficiency of the system. The working condition data can be found in Table 1.
The definitions of the concepts used in the Results and Discussion sections are as follows:
| Low-temperature flue gas proportion = |
| High-temperature output energy = High-temperature flue gas volume (High-temperature flue gas enthalpy - Ambient-temperature flue gas enthalpy) |
| System thermal efficiency = |
| Methane oxidation rate = (1 - 100% |
3.1 Experiment on Concentration Range
If the methane concentration is too low, due to the presence of heat loss and low-temperature flue gas loss, the system cannot maintain self-sustaining stable combustion according to the law of energy conservation. There is a correlation between the initial methane concentration, the proportion of low-temperature flue gas, and the combustion temperature. The combustion temperature increases with the increase of the initial methane concentration. There is a lower limit for the initial methane concentration, and the system cannot sustain combustion when the initial methane concentration is below this lower limit. Figure 3 illustrates the variation of combustion temperature with the initial methane concentration.
As can be seen from Figure 3, the combustion temperature gradually decreases as the initial methane concentration decreases. When the initial methane concentration is less than 0.28%, the combustion chamber cannot maintain stable combustion due to the low temperature, and at the same time, the methane oxidation rate will also drop to 86%. This indicates that methane cannot react sufficiently under these furnace temperature conditions. Under any initial methane concentration, the higher the proportion of low-temperature flue gas, the higher the combustion temperature. When the proportion of low-temperature flue gas reaches 100%, the highest furnace temperature achieved with this initial methane concentration is reached. Figure 3 shows that when the highest furnace temperature is below 600°C, the CH4 combustion reaction cannot proceed effectively, and the system temperature cannot be maintained stable due to continuous decrease. The initial methane concentration at this time is the lower limit concentration, which in this experimental system is 0.28. It should be noted that the lower limit concentration varies with the thermal insulation performance of the system and the performance of the heat storage body. Improved insulation or enhanced heat storage and heat exchange capabilities of the heat storage body can expand the lower limit of the initial methane concentration. Figure 3 also reveals that the methane oxidation rate increases with the rise of combustion temperature. Similarly, the methane oxidation rate is not only related to the reaction temperature but also to the flue gas residence time and the properties of the heat storage body.
3.2 The Impact of Initial Methane Concentration
Four different low-temperature flue gas proportions, 0.60, 0.48, 0.36, and 0.12, were selected for an experimental study on the variation of combustion temperature with low-temperature flue gas proportion, and the results are shown in Figure 4. It can be observed that the combustion temperature gradually increases with the increase of the initial methane concentration. Under the same initial methane concentration, the combustion temperature is positively correlated with the low-temperature flue gas proportion. Conversely, at the same combustion temperature, the low-temperature flue gas proportion is negatively correlated with the initial methane concentration.
3.3 The Impact of Low-Temperature Flue Gas Proportion
The experimental study explores the variation of combustion temperature and system thermal efficiency with low-temperature flue gas proportion, and the results are shown in Figure 5.
As shown in Figure 5, for any initial methane concentration, the higher the low-temperature flue gas proportion, the higher the combustion temperature. A higher low-temperature flue gas proportion means less high-temperature flue gas is produced, which requires a greater high-temperature flue gas enthalpy to maintain energy balance, thus resulting in a higher operating temperature. The higher the initial methane concentration, the broader the range of adjustment for the low-temperature flue gas proportion, and the smaller the low-temperature flue gas proportion at the same combustion temperature. When the initial methane concentration is less than 2.5%, there is always a lower limit value for the low-temperature flue gas proportion. The combustion temperature corresponding to this lower limit value is around 600°C. Below this lower limit value, the reaction cannot proceed sufficiently due to the too low combustion temperature, making it impossible for the system to maintain stability. When the initial methane concentration is higher than 2.5%, any low-temperature flue gas proportion will maintain a stable combustion temperature (above 600°C, thus preventing the furnace temperature from being too low and slowing down the CH4 reaction).
The variation curve of system thermal efficiency with low-temperature flue gas proportion is shown in Figure 6. Under any initial methane concentration, the system thermal efficiency decreases with the increase of low-temperature flue gas proportion. The higher the initial methane concentration, the smaller the change in system thermal efficiency with the low-temperature flue gas proportion. Taking the case of an initial methane concentration of 1.5% as an example, when the low-temperature flue gas proportion reaches 0.7, the system thermal efficiency is 71%. If the low-temperature flue gas proportion is further increased, the combustion temperature would become too high. When the low-temperature flue gas proportion is 0.36, the system thermal efficiency is 73.5%. If the low-temperature flue gas proportion is further decreased, the combustion temperature would become too low, making stable combustion impossible. The experimental results show that to improve the thermal efficiency of the RTO system and enhance its heating capacity, it is necessary to increase the initial methane concentration or reduce the low-temperature flue gas proportion. However, too low a proportion of low-temperature flue gas may lead to unstable operation due to excessively low combustion temperatures.
The curve showing the change in system output heat with the low-temperature flue gas proportion is presented in Figure 7. Under any initial methane concentration, the system output heat decreases as the low-temperature flue gas proportion increases. The pattern of change in system output heat is consistent with that of system thermal efficiency. It is without question that the higher the initial methane concentration, the stronger the heating energy of the system.
3.4 The Impact of Operational Load
The influence of operational load rate on the temperature of the combustion furnace and the oxidation rate of methane is shown in Figure 8.
The system is designed to handle raw gas with a methane concentration of 0.5% at a flow rate of 200 m³/h (operating at 100% load). The experiment selected three low-temperature flue gas ratios, which were 0.88, 0.84, and 0.8. As the operating load rate increased from 0.5 to 1.5, the combustion temperature showed a consistent upward trend, although the increase was not significant; the methane oxidation rate increased with the load rate from 0.5 to 1, but decreased from 1 to 1.5. At a load rate of 1.5, the combustion temperature reached its peak, yet the methane oxidation rate slightly decreased, which may be related to the reduced residence time of the fuel in the combustion chamber as the load rate increased.
4. Conclusions
At any initial methane concentration, the higher the low-temperature flue gas ratio, the higher the combustion temperature. When the low-temperature flue gas ratio is 100%, the highest combustion temperature is achieved. The experiment found that when the combustion temperature is below 600°C, the CH4 combustion reaction cannot proceed effectively, and the system temperature continues to decline and cannot be maintained stably. In the present experimental system, the lower limit of the initial methane concentration is 0.28%, corresponding to a methane oxidation rate of 86%. Below this concentration, the methane cannot react effectively due to the too low combustion temperature, resulting in the inability to maintain a stable temperature in the combustion chamber.
The initial methane concentration has a significant impact on the stability and temperature of combustion. When the methane concentration is too low, heat loss and low-temperature flue gas loss lead to the system's inability to maintain self-sustained stable combustion. Under the same initial methane concentration, the combustion temperature is positively correlated with the low-temperature flue gas ratio. At the same combustion temperature, the low-temperature flue gas ratio is negatively correlated with the initial methane concentration.
The low-temperature flue gas ratio is positively correlated with the combustion temperature, which means that a higher combustion temperature is required to maintain energy balance with a larger low-temperature flue gas ratio. There is a lower limit for the low-temperature flue gas ratio when the initial methane concentration is low; below this limit, the combustion temperature is too low, and the reaction cannot proceed sufficiently. Moreover, both the system thermal efficiency and the high-temperature output energy decrease with the increase of the low-temperature flue gas ratio.
The operating load rate has a certain impact on the combustion temperature and methane oxidation rate. With the increase of the operating load rate, the combustion temperature tends to rise, but the increase is not significant. The methane oxidation rate decreases after the load rate reaches a certain value, which may be related to the reduced residence time of the fuel in the combustion chamber.
To maintain the stable operation of regenerative thermal oxidation, it is necessary to consider the initial methane concentration, low-temperature flue gas ratio, and operating load rate comprehensively. By adjusting these parameters, it is possible to ensure the stability of combustion while improving the system's thermal efficiency and output heat. Furthermore, the system's heat dissipation performance and the performance of the regenerative material are also important factors affecting the stable operation of combustion. By optimizing these properties, it is possible to further expand the lower limit of the initial methane concentration.
Author Contributions
Conceptualization, L.Y. and X.F.; methodology, L.Y. and X.F.; validation, J.Z. and S.L.; formal analysis, J.Z. and L.Y.; investigation, J.Z. and L.Z.; resources, J.Y. and S.L.; data curation, J.Z. and W.Z.; writing—original draft preparation, L.Y.; writing—review and editing, J.Z.; visualization, L.Y.; supervision, J.Y.; project administration, J.Y.; funding acquisition, J.Y. All authors have read and agreed to the published version of the manuscript.
Data Availability Statement
Not applicable.
Acknowledgments
Authors appreciate the copyright holder: © Elsevier B.V.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Su, S.; Beath, A.; Guo, H. An assessment of mine methane mitigation and utilisation technologies. Progress in Energy and Combustion Science 2005, 31, 123–170. [Google Scholar] [CrossRef]
- Su, S.; Chen, H.; Teakle, P. Characteristics of coal mine ventilation air flows. Journal of Environmental Management 2008, 86, 44–62. [Google Scholar] [CrossRef] [PubMed]
- Niu, G. Prospect and utilization status of Low concentration gas in vitiated air at mines. Industrial Safety and Environmental Protection 2002, 28, 3–5. [Google Scholar]
- Gao, P. Status and Prospect of Ventilation Air Methane Concentrating and Utilization Technology. Mining Safety & Environmental Protection 2017, 44, 95–99. [Google Scholar]
- Zhang, Z.; Huo, C. Research progress of CBM utilization technology in mining areas. Mining Safety & Environmental Protection 2022, 49, 59–64. [Google Scholar]
- Gosiewski, K.; Warmuzinski, K. Effect of the mode of heat withdrawal on the asymmetry of temperature profiles in reverse flow reactors. Chemical Engineering Science 2007, 62, 2679–2689. [Google Scholar] [CrossRef]
- Gao, P.; Sun, D.; Huo, C. Study progress on thermal oxidized utilization technology of ultra low concentration gas. Coal Science and Technology 2018, 46, 67–73. [Google Scholar]
- Shen, B.; Liu, J.; Lei, Y. Present status prospects of coalbed methane development and utilization technology of coal mine area in China. Coal Science and Technology 2015, 43, 1–4. [Google Scholar]
- Zhang, Q. Strategic thinking on coal mine methane development in China. China Coalbed Methane 2007, 4, 3–5. [Google Scholar]
- Liu, J.; Shen, C.; Lei, Y. Coordinated development mode and evaluation method of coalbed methane and coal in coal mine area in China. Journal of China Coal Society 2017, 42, 1221–1229. [Google Scholar]
- Hu, Q. Discussion on potential and development mode of CMM in China. China Coalbed Methane 2004, 1, 29–31. [Google Scholar]
- Liu, J.; Sun, H.; Lei, Y. Current situation and development trend of coalbed methane development and utilization technology in coal mine area. Journal of China Coal Society 2020, 45, 258–267. [Google Scholar]
- Wang, Y.; Liu, Y.; Che, D. Study on characteristics of ventilation air methane processing system. Journal of Engineering Thermophysics 2011, 32, 169–172. [Google Scholar]
- Jia, J. Application of ventilation air methane oxidization and waste heat utilization technology in Shanxi Lu'an Gaohe Coal Mine. Mining Safety & Environmental Protection 2014, 41, 68–72. [Google Scholar]
- Lü, Y.; Jiang, F.; Xiao, Y. Experimental study of coal mine ventilation air methane. Journal of China Coal Society 2011, 36, 973–977. [Google Scholar]
- Wang, J.; Feng, L.; Davidsson, S. Chinese coal supply and future production outlooks. Energy 2013, 60, 204–214. [Google Scholar] [CrossRef]
- Shine, K.; Fuglestvedt, J.; Hailemariam, K. Alternatives to the global warming potential for comparing climate impacts of emissions of greenhouse gases. Climatic Change 2005, 68, 281–302. [Google Scholar] [CrossRef]
- Du, J.; Li, H.; Wang, L. Thermodynamic stability conditions, methane enrichment, and gas uptake of ionic clathrate hydrates of mine ventilation air. Chemical Engineering Journal 2015, 273, 75–81. [Google Scholar] [CrossRef]
- Zhang, Y.; Doroodchi, E.; Moghtaderi, B. Utilization of ventilation air methane as an oxidizing agent in chemical looping combustion. Energy Conversion & Management 2014, 85, 839–847. [Google Scholar]
Figure 1.
The diagram of ultra-low concentration methane regenerative thermal oxidation process.
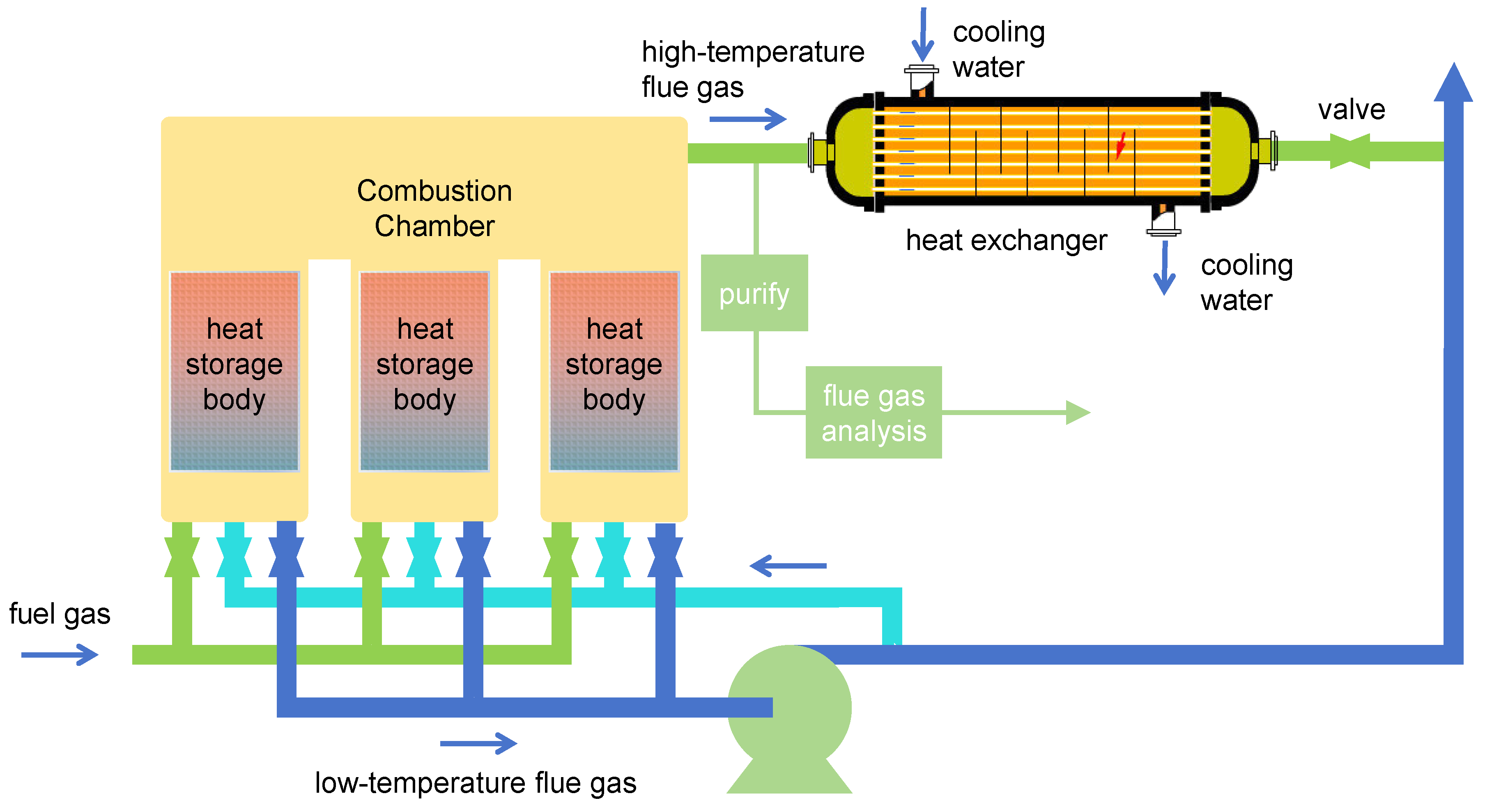
Figure 2.
Photograph of RTO test bench.

Figure 3.
Variation curve of combustion temperature and methane oxidation rate with initial methane concentration.
Figure 3.
Variation curve of combustion temperature and methane oxidation rate with initial methane concentration.
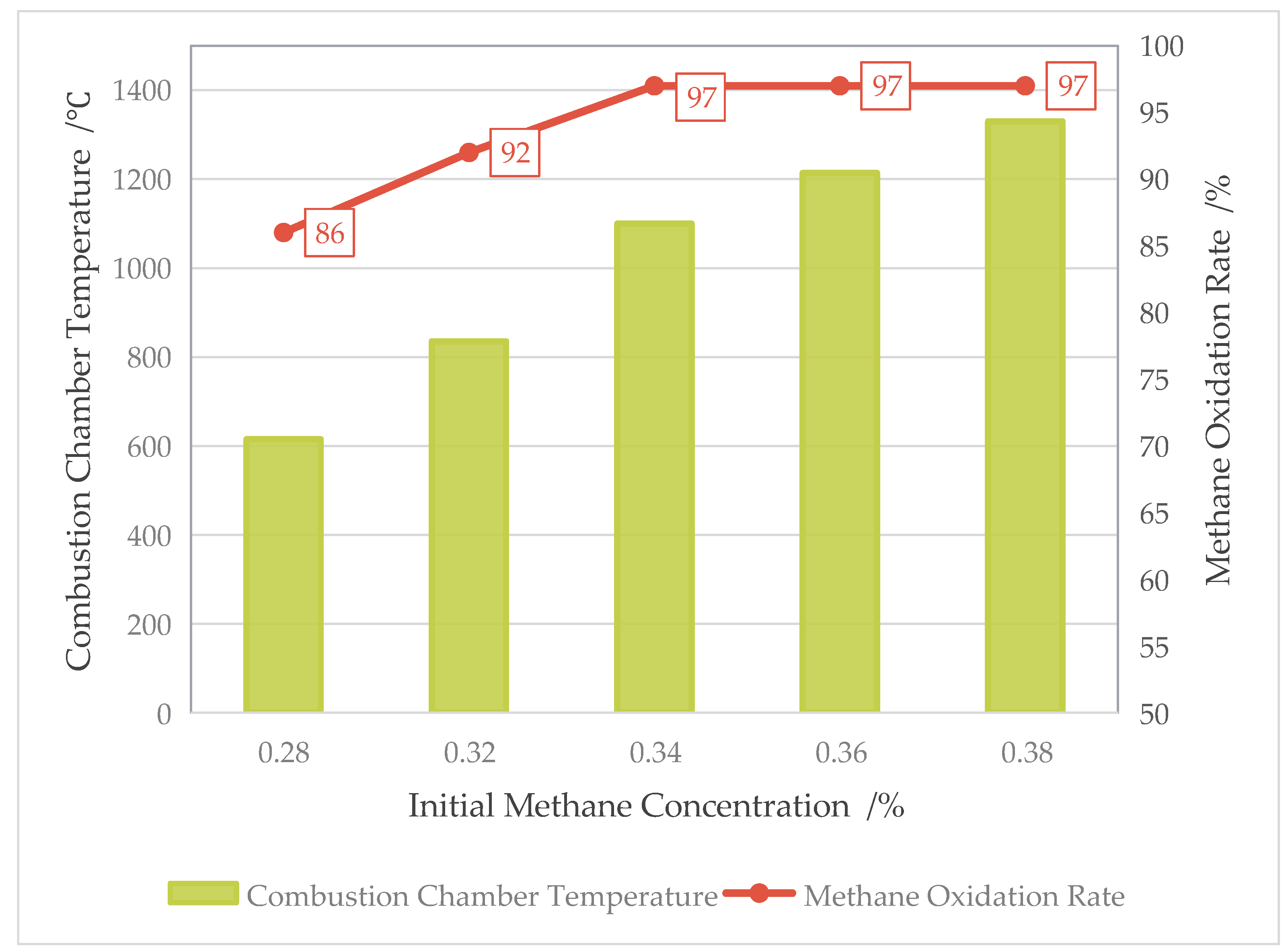
Figure 4.
Variation curve of combustion temperature with initial methane concentration.
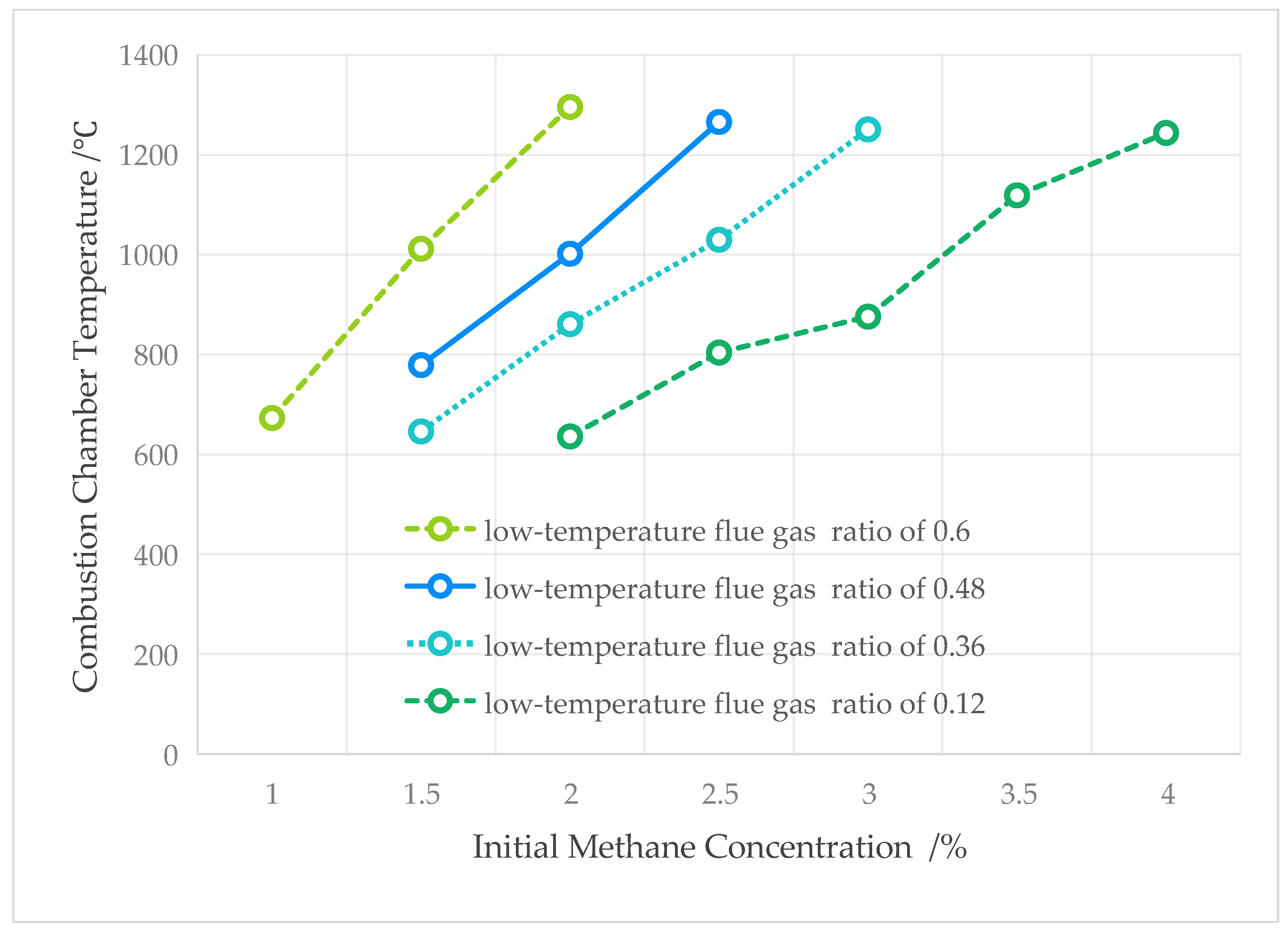
Figure 5.
Variation curve of combustion temperature with initial methane concentration.
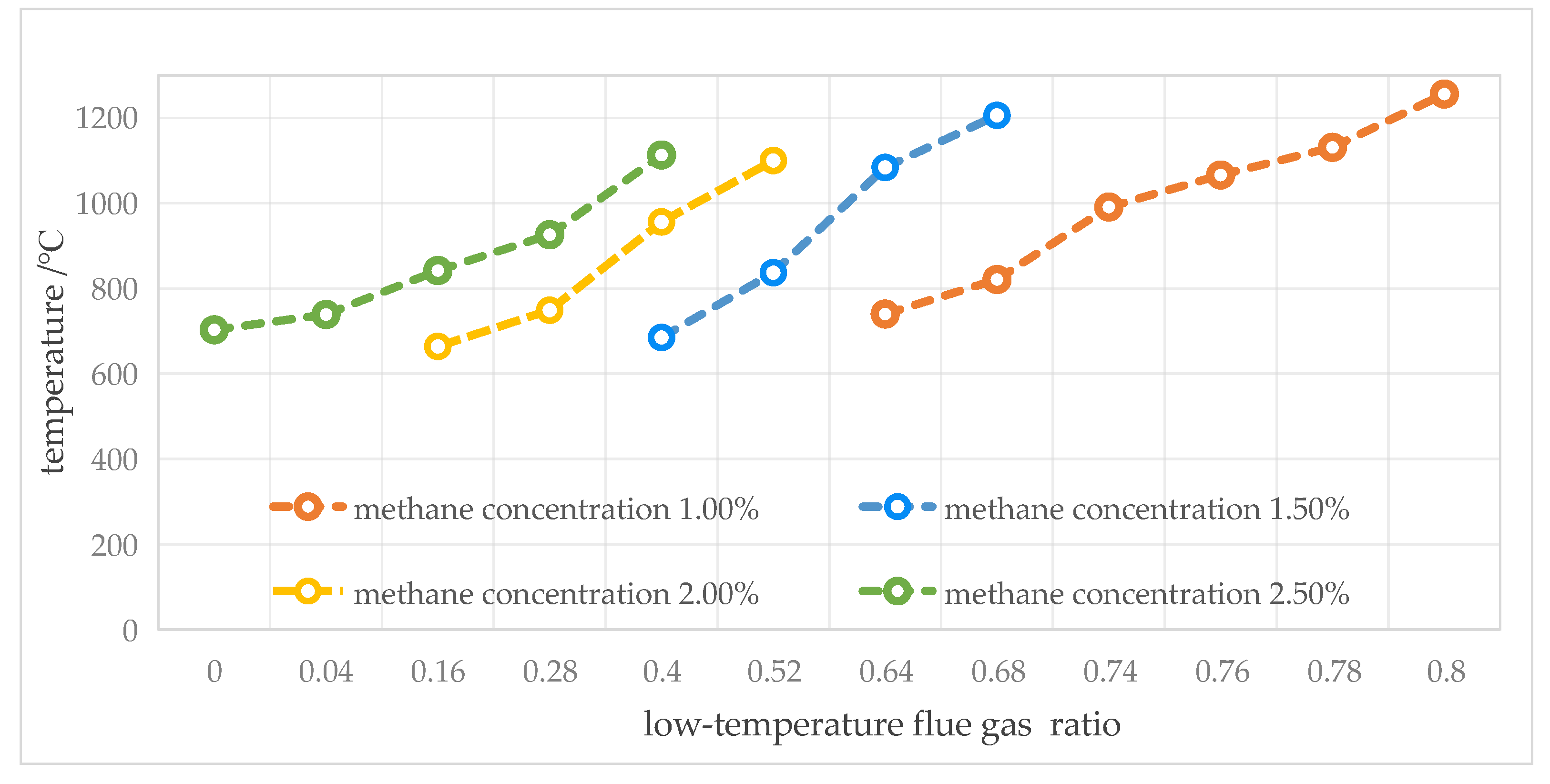
Figure 6.
The variation curve of system thermal efficiency with low-temperature flue gas proportion.
Figure 6.
The variation curve of system thermal efficiency with low-temperature flue gas proportion.
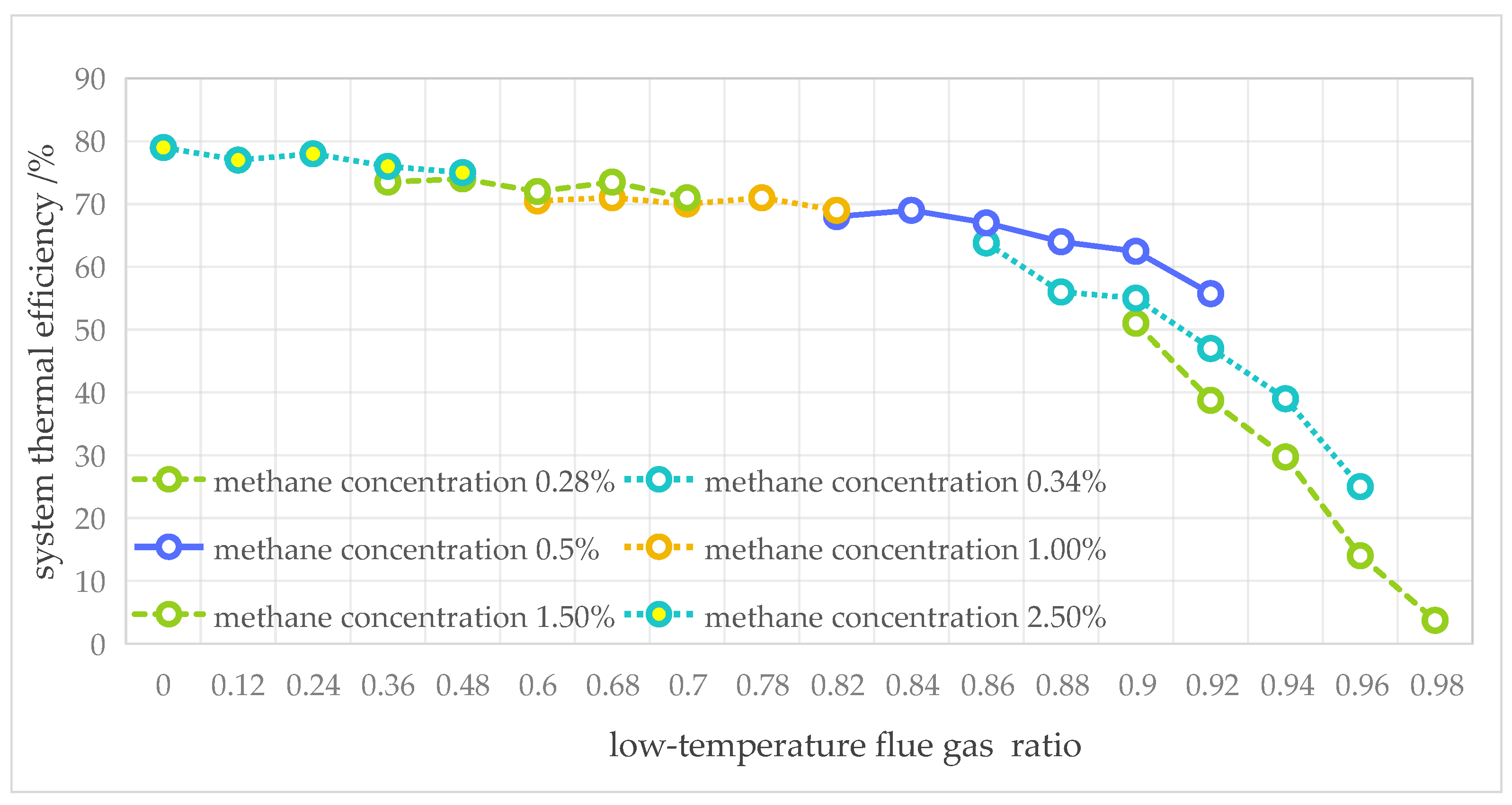
Figure 7.
The curve showing the change in system output energy with the low-temperature flue gas proportion.
Figure 7.
The curve showing the change in system output energy with the low-temperature flue gas proportion.
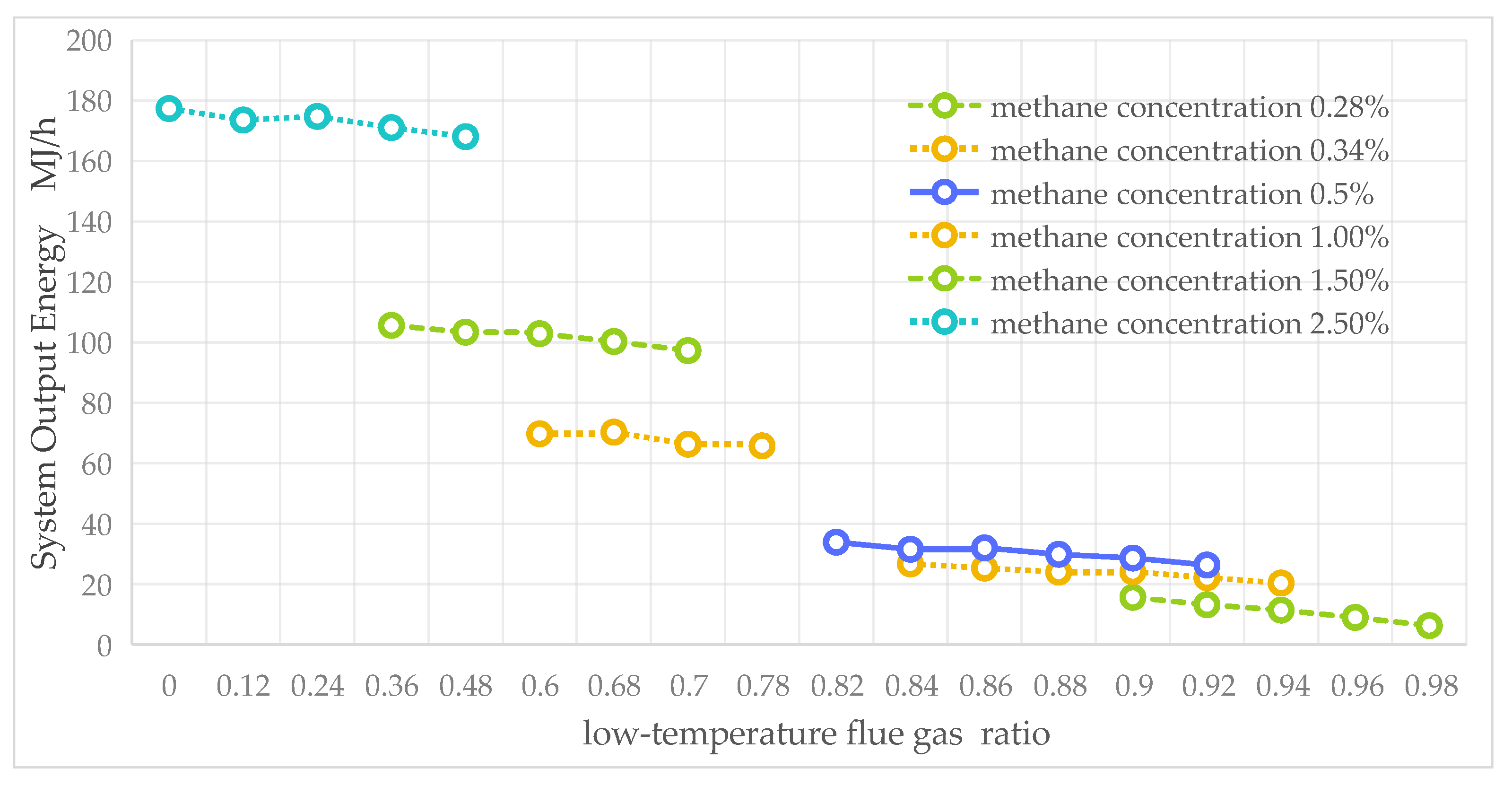
Figure 8.
The curve showing the influence of load rate on the temperature of the combustion furnace and methane oxidation rate.
Figure 8.
The curve showing the influence of load rate on the temperature of the combustion furnace and methane oxidation rate.
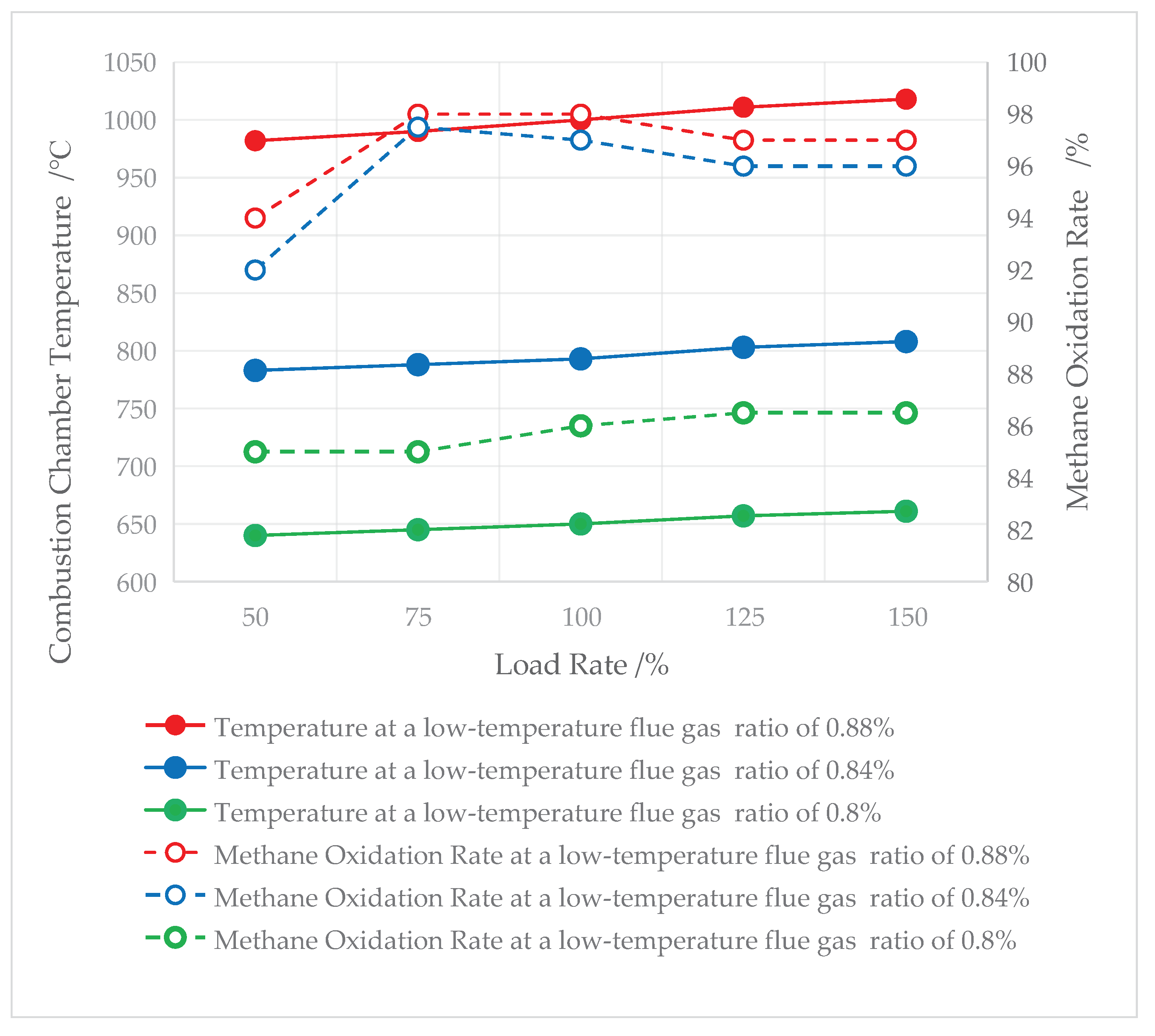

Table 1.
Working condition data.
| Name | Unit | Value | Remark |
|---|---|---|---|
| Initial Methane Concentration | % | 0.28 ~2.5 | / |
| Low-Temperature Flue Gas Proportion | % | 0 ~ 100 | / |
| Operational Load | kW | 5 ~ 15 | 100% load is 10kW |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



