
Submitted:
25 March 2024
Posted:
26 March 2024
You are already at the latest version
Abstract
Driven by environmental sustainability concerns, the integration of biobased components in curtain wall systems is gaining traction in both research and the construction market. This paper explores the development and validation of a bio-based façade system within the Basajaun H2020 project. The project aimed to demonstrate the feasibility of introducing environmentally friendly bio-based components into the mature curtain wall façade industry. The paper focuses on identifying technological solutions for replacing key components such as profiles, insulation, and the tightness system with bio-based and less environmental impact alternatives presenting the results achieved in the façade system design of the Basajaun project funded by European Union. These solutions aimed at creating a bio-composite-based curtain wall façade that adheres to current building envelope standards and normative; to implement diverse façade typologies for vision panels, opaque sections, and integrated windows; to engineer the prefabrication process for industrialization, enabling wider market replication and simplified transport and installation. The results demonstrate that the Basajaun façade successfully integrates selected components and meets the performance requirements set by regulations. However, questions remain regarding the workability of bio-based profiles as a commercially viable, ready-to-market solution that can replace traditional aluminum profiles in the curtain wall façade industry.
Keywords:
bio‐based building products
; bio‐based materials
; building envelope
; curtain wall façade
; prefabrication
; sustainable construction
1. Introduction
The priority to reduce environmental impact and resource consumption is driving the construction sector towards the investigation of materials more environmentally friendly, motivated by their sustainability, renewability, and diminished carbon footprint [1,2]. In this scenario, the incorporation of bio-based represents a scientifically validated strategy to mitigate the ecological footprint of construction practices along the value chain and in building lifespan. As well as contributing to reducing pollution and resource consumption [3,4,5,6,7]. Beyond the specific environmental impact achievable, the introduction of bio-based components offers the opportunity to rethink the building products also in synergy between bio-economy and circular economy concepts while potentially benefiting the industrial-scale productive value chain [8,9]. However, in order to achieve optimal performance while minimizing maintenance issues, combining bio-based and synthetic polymers to create novel bio-composite materials is a viable option to improve, and it fulfills construction characteristics and delivers superior performance and value [10,11,12,13]. Thanks to this opportunity, sustainable construction applications of natural fiber bio-composites are demonstrating the impact in term of renewability, cost-effectiveness, and potential as substitutes for conventional materials [14], even if further research is required to fully understand their life cycle assessment, cost, and long-term durability [15]. Primarily comprised of plant-based fibers and bio-resins, these composites showcase promising results in strength, ductility, and energy absorption, with applications ranging from concrete reinforcement to non-load-bearing elements like insulation and sound absorbers. Nonetheless, the incorporation of natural material systems in composite manufacturing processes introduces uncertainties in structural performance and fabrication parameters. As a consequence, the development of composite parts necessitates a bottom-up approach, treating the material system as an integral component of design and evaluation [16].
Therefore, the contemporary construction industry has shown a growing inclination towards the use of bio-based materials in façades. Their versatile nature and compatibility with modern design concepts have resulted in them being increasingly sought-after for façade applications [17]. Indeed, delineating the outdoor and indoor environments, the building envelopes must meet diverse requirements, including thermal, acoustic, and mechanical performance, while permitting integration of various technologies and user safety. Implementing bio-based in these systems must adhere to all these demands [18,19,20,21]. Moreover, in order to design eco-conscious façade systems that achieve sustainable buildings, it is important to consider the potential for disassembly and reuse or recycling [22]. In response to these needs, it is emerging the relevance of lean prefabrication of façade modules as a strategy to address the industry’s environmental impact, contributing to a more circular economy with advantages such as the reduction of CO2 emissions, assembly time, and production waste, while facilitating disassembly, maintenance, and product durability [23,24,25,26]. Within this framework, incorporating bio-based and bio-composed products as alternative construction materials with a minor environmental impact requires meeting all the façade requirements. This involves integrating wood-based materials, enhancing manufacturing processes, and increasing flexibility to cater to the specific needs of the construction market [27,28,29,30,31].
As part of the contribution in this research and innovation field, the Basajaun H2020 project (G.A. 862942) [32] aims to introduce wood-based materials within building product systems to boost the adoption of biomaterials in the construction market. Within this activity, this paper presents the results of the iterative activities for designing and simulation finalized to the integration of bio-based and less environmental impactful components in façade system modules. This article offers an outline of all the issues, decisions behind the design and adoption eco-friendly products within complex system as façade system modules. The primary objective is to demonstrate how bio-based and alternative components replacing the conventional ones in prefabricated façade, can be optimized and validated during iterative activities. The paper objectives are to investigate and provide contributions in the scientific filed about:
- Design bio-composed pultruded bar for profiles for the frame of façade system modules.
- Validate with mechanical simulations the bio-composed pultruded profile for the frame of façade system modules.
- Define alternative materials and components to support introduction of eco-friendly solutions replacing conventional ones in prefabricated façade system in particular for insulation and tightness system.
- Design a bio composites-based curtain wall façade systems based on technical and normative requirement for real case applicability in line with the current building envelope standard for curtain wall façade solution. The design should support the development of multiple façade module typologies with different building envelope targets: (1) “vision façade module; (2) opaque façade module; (3) window/opaque façade module.
- Validate with mechanical, thermal and acoustic simulations the bio-based façade system modules to demonstrate the compliance with normative.
- Identify testing activities to be conducted in manufacturing and lab environments to validate feasibility of manufacturability and integrability of components in façade system modules.
The paper is structured as follows: Section “2. Materials and Methods” outlines the methods and materials used for the definition of bio-based and alternatives components for façade systems, their typologies and their validation in decision and designing stages. Section “3. Results” presents the outcomes from the designing and simulation activities of the components and of the overall façade system modules. Section “4. Discussion” highlights the successful aspects of bio-based and alternative components integration in façade while also addressing further validation in manufacturing and testing stages and gaps identified due to research and test limitations. Section “5. Conclusions” summarizes the main achievements related to the paper’s goal of analyzing bio-based façade system modules opportunities in supporting bio-based and alternative materials integration and proposing further development in research and market analysis for commercialization purposes.
2. Materials and Methods
This section presents the methods and materials for the implementation of the bio-based components in façade system modules.
The methods defined below defined the stages for the process adopted for the development in design and desk validation stages of the bio-based integration in façade system modules:
- Analysis for selection of biobased and alternative components for façade system module – bio-based and less environmental impactful alternative technologies are identified for their potential to meet façade design objectives and minimize carbon footprint. In particular, components with the most significant environmental impact, such as frame profiles, insulation, and tightness system are evaluated.
- Identification of façade requirements – requirements to design the façade for real market application are defined. The requirements are identified based on the normative standards in curtain wall façade and real case studies application adopted as validation simulation for European application.
- Façade System Design – an iterative design process is implemented to refine the façade system configuration to guarantee components integration, off-site production principles and reduced on-site activities.
- Façade system design validation – iterative process to simulate façade behavior to identify mechanical, thermal and acoustic behavior. This phase is a desk validation of the façade design and its components before the manufacturing.
The materials for the research activity are:
- Previously research façades developed in OSIRYS project [33] to use its outcomes as starting point for the investigation of the bio-composite profiles for façades and the development of an industrialized solution for market integration, and RenoZEB project [34,35] to use its outcomes as starting point for the investigation of the adoption of membranes and tapes alternative to metal sheets within curtain wall façade market.
- Real case demo-buildings are adopted, one in Jyväskylä, Finland, and one in Bordeaux, France, to define some pilot cases for façade requirements identification in two climate conditions [36].
-
Software adopted for simulations:
- o
- Mechanical simulations with AUTODESK INVENTOR PROFESSIONAL 2020.
- o
- Thermal simulation with THERM 7.7, following the conventions in EN ISO 10211 [39] and conductivity values as reported in Table 22 reference to Appendix A
- o
- Acoustic simulation based on EN 717-1 [40]
3. Results
3.1. Bio-Based and Alternative Components for Façade System Module
The present paragraph reports on the technologies selected to replace conventional technological systems within the curtain wall façade. The Basajaun façade integrates strategic technologies to align with project objectives, aiming to minimize carbon footprint and disassembly complexities. Excluding glass, out from the scope of the Basajaun research investigation, the following façade components have been identified for potential substitution with bio-based materials or alternative products with lower environmental impact, taking into account emissions from cradle to practical completion (A1-A5) [41,42]:
- Frame profile – the conventional on-market curtain wall façade adopts aluminium profile, with a European average of 36% of recycled content and an embodied carbon of about 44.03 kgCO2eq/ml, while the bio-composite pultruded profile has 26.80 kgCO2eq/ml of embodied carbon.
- Insulation – the conventional on-market curtain wall façade adopts rock wool with an average A1-A5 GWP from EPDs of about 45.00 kgCO2eq/m3 while the wood fiber insulation used in Basajaun has a A1-A5 GWP of 1.63 kgCO2eq/m3 (biogenic carbon = 261.00 kgCO2eq/m3) certified by an EPD [43]. Insulation panels that guarantee the same thermal resistance have been compared.
- Tightness layer and stiffness layer – the conventional on-market curtain wall façade adopts silicones, sealants and aluminum sheets with an estimated embodied carbon of about 37.74 average kgCO2eq/m2 for opaque façade module, while the membranes, tapes and plywood implemented have an estimated embodied carbon of about 5.41 kgCO2eq/m2 of opaque façade module (biogenic carbon = 15.10 average kgCO2eq/m2).
These technological components will be implemented in the façade system module design. While insulation and membranes/tapes/plywood are commercial products to be implemented for façade, the bio-composite profile is an original product developed within the Basajaun project and a key development for a better understanding of potential of this kind of product for market penetration in building envelope sector. The following paragraphs focus on each technological system analyzed and implemented.
3.1.1. Bio-Composite Frame Profiles
The rise in eco-conscious practices has promoted substantial research, development, and commercialization of bio-composites as sustainable alternatives [44]. To work for the Basajaun façade system, bio-composite materials need to advance in mechanical properties using eco-friendly elements like bio-resin and wood. This progression encompasses meticulous raw material analysis, balanced composition, and comprehensive testing. The process involves the selection and evaluation of bio-based polyester and resin, preparation of fibers, pultrusion trials, initial flame retardancy tests, and mechanical characterization. Pultrusion emerges as a cost-effective and competitive method, transforming thermoset matrix and reinforcement into a consistent composite profile. The process involves die definition, impregnated fibers, curing, and cutting, ensuring a competitive edge in composite manufacturing [45,46]. The design supports the standardization and industrialization of multiple façade typologies. To achieve the result of designing a bio-based profile for façade module system the following activities have been conducted.
Upgrading of bio-composite material to improve mechanical characterization while using sustainable material (bio resin and wood material) is a key development for the Basajaun façade system. At this am, specific analysis and investigation on raw materials, balance composition, testing activities have been conducted in the following phases:
- -
- Selection and evaluation of bio-based polyester
- -
- Resin selection and preparation
- -
- Preparation of fibers
- -
- Pultrusion trials
- -
- First flame retardancy tests
- -
- Mechanical characterization profiles obtained.
- -
- Bio-composite profile for façade system design
The results expected for the mechanical cancerization have been the reference for the profile design and the overall mechanical validation. Once defined as the façade system and the bio-composite profile, a preliminary study to address the pultrusion process has been assessed to have a first validation of the Basajaun bio-composite profile.
The most competitive approach to obtain constant section composites is the pultrusion process. By means of the dies and the corresponding pulling equipment, the thermoset matrix and the reinforcement are transformed into a profile which is obtained in a competitive manner compared to the existing composite-manufacturing approaches. Pultrusion technology mainly consists of the formation of a die of impregnated fibers (in an open bath). The die is also responsible for the curing of the resin by means of a heating system (frequently using heat resistors). Once the composite has been pulled, it is cut into the desired length. Evaluation of the curing cycle of the selected bio-based polyether resin was then carried out.
The first trials were carried out with a commercially available bio-based polyester resin (technical data of this resin are shown in Table 1 and Table 2). Based on technical data sheet curing should be done at 25 °C into 9-12 minutes and this was done using different temperatures to obtain an optimum time for the pultrusion process (3-5 minutes). A high temperature catalyst with a 1% of resin ratio, was used in the three tests done. Figure 1 shows Dynamic Scanning Calorimetry (DSC) isotherm studies made to study polymerization at 100 °C to 120 °C respectively, obtaining good results. Next steps aiming for pultrusion tests with a sample profile to evaluate the feasibility of this resin.
Rovings are continuous natural fibers adapted to be used in the pultrusion process. The fibers selected are made by basalt. This fiber is similar to the glass fiber, its properties are shown in Table 3. The basalt quarry stone is melted at about 1400 °C and formed into endless filaments through small nozzles. These are mechanically extracted after discharge at continuously high speed, air-cooled and wetted with a coating via a roller. The filaments are combined into multifilament yarn via a collecting roller and wound onto a spool. A low-twist long-fiber basalt roving is needed to assure good impregnation and good mechanical properties. A low-twist long-fiber flax 100% roving of 2000 tex was evaluated.
In a first step, a calculation of the needed amount of glass fiber was carried out, considering the characteristics of basalt fibers: Linear density 4800 tex; Density = 2.65 g/cm3; % Fiber volume fraction = 0.55 %. The architecture of fibers used in the pultrusion tests at pilot plant are shown in the Table 4 and report information for a profile section of 0.75 cm2.
Pultrusion trials with bio-based polyester and basalt fiber were carried out in order to optimize the processability of the system and assess the curing cycle. An optimum quantity of 4800 tex glass fiber yarns (20 yarns) was used for these trials and the obtained materials are shown in Figure 2, the section of the profile is 15x5 mm.
The further step was to put inside of the profile wood particles in order to evaluate its feasibility, first of all it was necessary to dry the particles because absorbs moisture on its own and this water can inhibit the polymerization of the polyester resin. The result (Figure 3) reveals that the adhesion of wood particles was stable, but was necessary to reduce the number of rovings (7 less), a fact that can reduce the mechanical properties.
OMIKRON developed a first approach in its facilities with a cross section of 100x8mm and the architecture of fibers used are shown in the Table 5, using a 50% approximately of the full section by basalt fibers in a profile section of 8 cm2.
Figure 4.
Bio-based polyester and glass fibers profile obtained by pultrusion obtained in OMIKRON´s facilities.
Figure 4.
Bio-based polyester and glass fibers profile obtained by pultrusion obtained in OMIKRON´s facilities.
First flame retardancy (FR) trials on this polyester system were made by dispersing two different halogen-free flame retardants. An optimal dispersion of the flame retardant into the polyester matrix is a key requirement to ensure a resin with good processability for any process. Two dispersion methods were tested to disperse the different solid FR additives: a three-roll calendar equipment and a dispersion and milling system equipment. Flame retardancy tests were carried out via the vertical flammability test according to the UL94 Standard, and samples for these tests were prepared as follows (considering the specifications described in the data sheet of the bio-based resin resin):
- The catalyst was mixed with resin.
- Hardener and liquid components were added to this mixture.
- Once the mixtures were prepared, they were stirred with the help of a high-speed mixer.
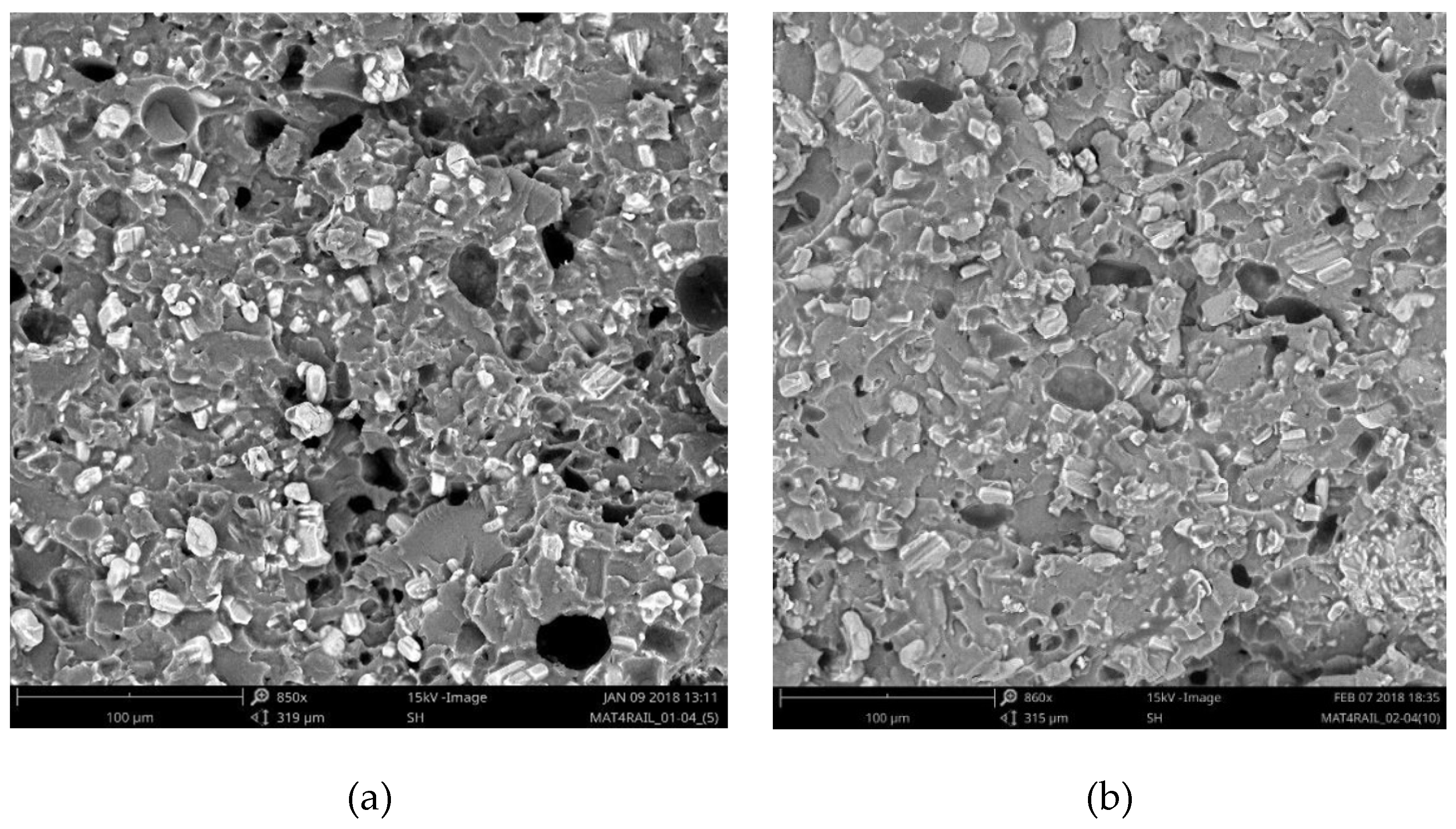
The initial tests for optimizing the dispersion of flame retardants and flammability tests were started on reference materials. With high-speed mixer dispersion was enough as seen in Figure 5, obtaining a good dispersion.
Figure 5.
Evaluation of dispersion quality of FR particles in the Resin. FR1 left (a); FR2 right (b).
Figure 5.
Evaluation of dispersion quality of FR particles in the Resin. FR1 left (a); FR2 right (b).
Subsequently, the mixture was poured into a mould so that samples for the UL94 flammability test (12.5 x 1.2 x 0.4 cm) could be obtained. Table 6 shows the flammability rating the UL94 follows, and the results of the test are shown in Table 7.
All these dispersions increase its viscosity, important parameter than might be considering for pultrusion process, because at the end, Basajaun bio-based profile can use a lot of quantities of basalt rovings and fabrics and the resin must impregnate correctly the fibers improving the viscosity.
Another analysis was carried out covering the resin with two types of coatings, in order to compare the cone calorimeter results and a future relationship with SBS tests. Two types of coatings were tested with coating layers applied at 400gsm dry film weight: the first coating is a hybrid inorganic-organic coating technology for indoor and outdoor decorative and protective applications with capability to form a hard, decorative and mar resistant coating with easy-to-clean properties, exceptional weathering fastness, UV-light degradation resistance, water resistance, and good color and gloss retention (T-1-2 bio-based with coating); the second is unsaturated polyester based fire-resistant coating system designed for composites comprising three functional layers each having specific features to deliver comprehensive fire and thermal protection to standard composite structures (F-1-2 bio-based with coating). With these products, cover a resin specimen test for cone calorimeter tests, according to ISO 5660-1 and combine both to obtain several results, the most promising had been the formulations T-1-2 and F-1-2, the results are shown in Figure 6.
Figure 6.
Cone calorimeter tests of the resin and covered by two types of coatings. Average rate of heat emissions for uncoated sample (a); Rate of heat release for uncoated sample (b); Smoke production rate for uncoated sample (c); Average rate of heat emissions for T-1-2 sample (d); Rate of heat release for T-1-2 sample (e); Smoke production rate for T-1-2 sample (f); Average rate of heat emissions for F-1-2 sample (g); Rate of heat release for F-1-2 sample (h); Smoke production rate for F-1-2 sample (i).
Figure 6.
Cone calorimeter tests of the resin and covered by two types of coatings. Average rate of heat emissions for uncoated sample (a); Rate of heat release for uncoated sample (b); Smoke production rate for uncoated sample (c); Average rate of heat emissions for T-1-2 sample (d); Rate of heat release for T-1-2 sample (e); Smoke production rate for T-1-2 sample (f); Average rate of heat emissions for F-1-2 sample (g); Rate of heat release for F-1-2 sample (h); Smoke production rate for F-1-2 sample (i).
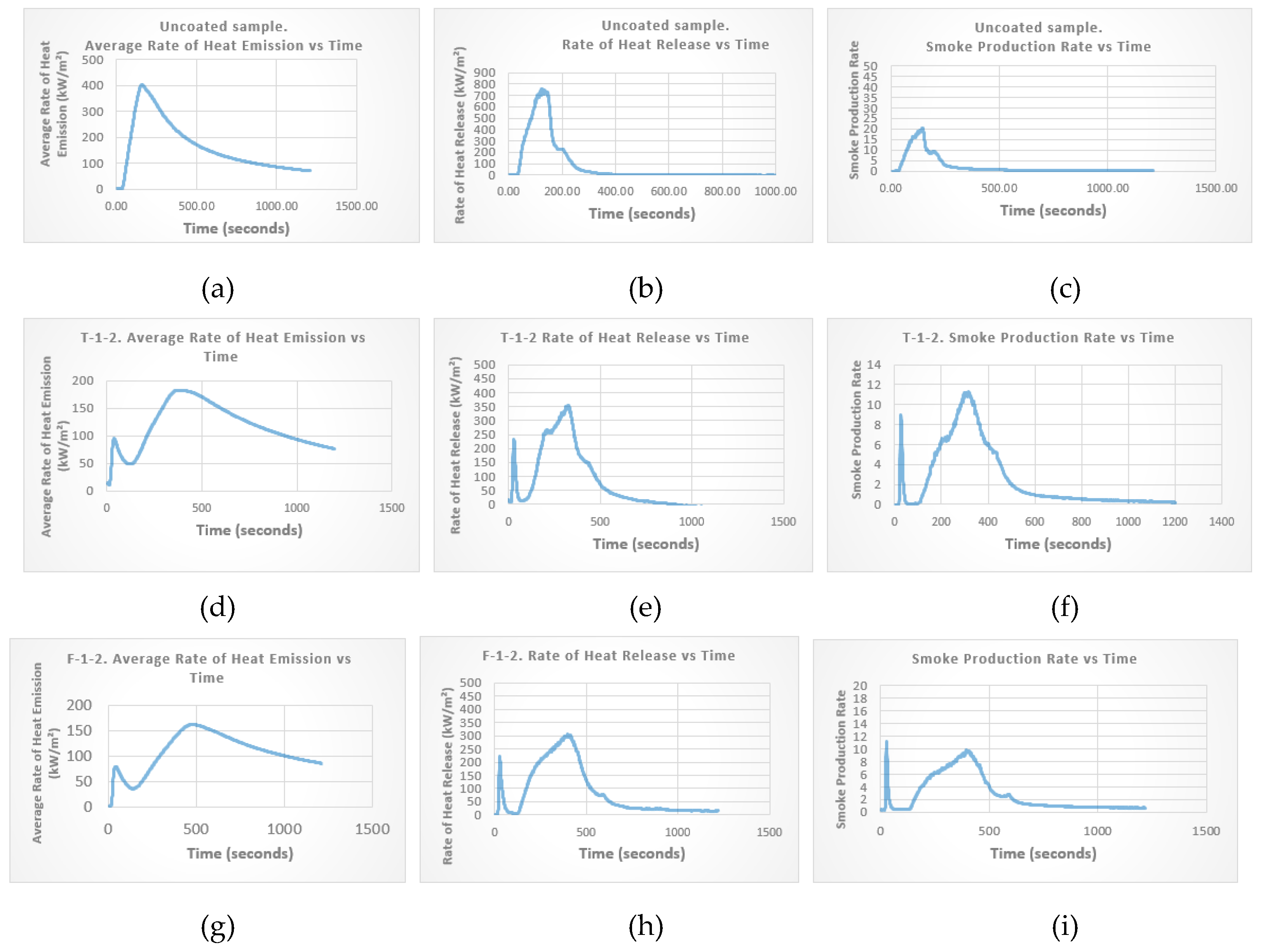
The uncoated resin sample gave a Rate of heat emission (MARHE) of 403 kW/m2, and a Peak Heat Release Rate of 759 kW/m2. When we applied our two different 2-coat systems onto the resin (T-1-2 and F-1-2) MARHEs achieved values of 183 and 163, with Peak HRRs of 354 and 305 respectively. Very significantly improved results have been demonstrated.
Based on this value, the expectation is a D or E classification under EN 13501 testing for heat emission properties (SBI testing) for these coated samples (only resin). The results are in line with expected bio-based reaction to fire to be achieved for façade integration.
Further activity has been the main mechanical characterization to compare properties. On the one hand, pultrusion specimens obtained are analyzed to validate the structural stability of the Basajaun profiles used for all the façade systems; on the other hand, the interaction between the resin (bio-based resin) and the flame-retardant additives is evaluated (Table 8). Using flame retardant into the resin matrix goes detrimental to the mechanical properties, reducing sixty per cent of the mechanical resistance of the resin. The use of FR alone does not guarantee acceptable fire protection for construction. Therefore, the use of special coatings to increase fire resistance is studied.
Another type of characterization done was a comparison between longitudinal and cross direction for flexural properties of the OMIKRON samples, to clarify the mechanical range in both directions to accurate the security of the mechanical properties for the bio-based profile. With a profile with 100 mm, a standardization test specimen for both directions wasn´t obtained, only the longitudinal direction. In order to compare a relative value, the next table shows a 30-40% of the flexural properties between cross to longitudinal direction, good values in comparison with common pultruded composites (Table 9).
On the base, of the activities of bio-composite material implementation above mentioned, the bio-composite profile is designed also in consideration of its applicability within the Basajaun façade system. While curtain façade technology is a mature market for aluminum profile, the utilization of pultrusion is far from being adopted for building envelopes and specific requirements need to be considered. Preliminary characteristics have been shared to start designing the façade system and the following table summarizes the main aspects to be considered for the utilization of the bio-composite profile (Table 10). In particular, the main considerations are:
- -
- simple shape – pultrusion process needs simpler shape than other manufacturing process (e.g., extrusion typical manufacturing process for aluminium profile) and this request for profile standard thickness, absence of notches for fixing (specific corner connectors are needed).
- -
- mould cost – to keep control of cost and avoid to manufacture moulds of big dimension for each profile (mullion, male transom, female transom) with higher cost impact, the three profiles should be designed as a single shape with a smaller profile for the male transom. This is particularly relevant in the case of customize building project less in the case of an industrialized façade in which case the mould costs are depreciated on more amount of square meters.

Table 10.
First preliminary consideration of the Bio-composite profile and the pultrusion phase.
| Bio-composite manufacturing components | Bio-composite profile requirements | Basajaun profile design |
| Pultrusion activity | Maximum length of the profile is 4 mt | Maximum façade height 4 around mt |
| Low tolerance during the pultrusion | Simple and reduced activities for cutting and machining | |
| Sharp or rounded corner for the bio-composite profile | ||
| Thickness and dimensions | ||
| Moulds | High time consuming for the mould creations | Unique mould for multiple profiles and accessories for transoms and connection |
| Cost for mould manufacturing | ||
| Simple shape of the mould is required | Feasibility of the mould geometry needs to be checked | |
| Impossibility to manufacture notches | ||
| Bio-composite material | Low UV resistance to be protected by façade components | |
| Test compatibility with silicones and sealants |
Based on the assumption above an iterative process in profile design is conducted focusing on the pultrusion requirements and to preliminary mechanical characterization. Some initial structural validations have been made, considering the vertical mullion and horizontal transom, to guarantee the design used, and to optimize the thickness of the profiles, some calculations with different thickness have been made. Based on the preliminary design reported in Figure 7 the mechanical characterization is done.
Figure 7.
Preliminary bio-composite profile for mechanical characterization.
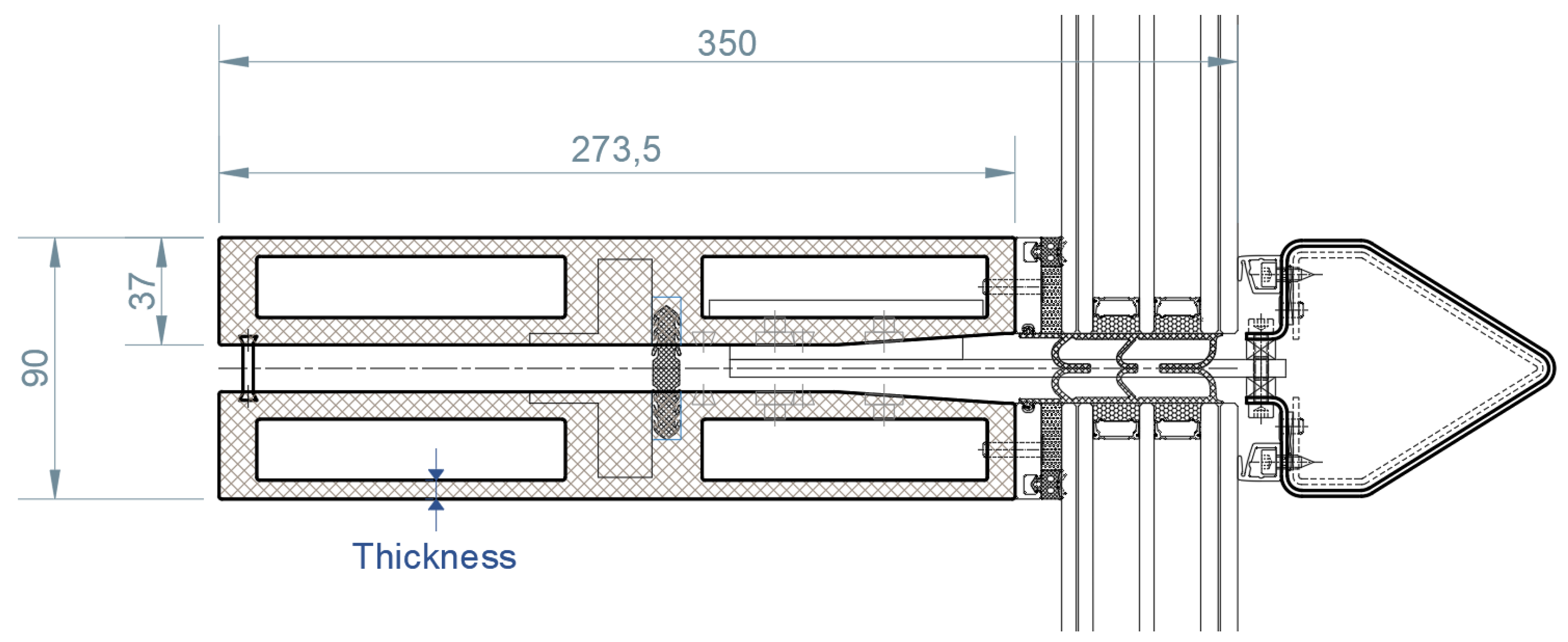
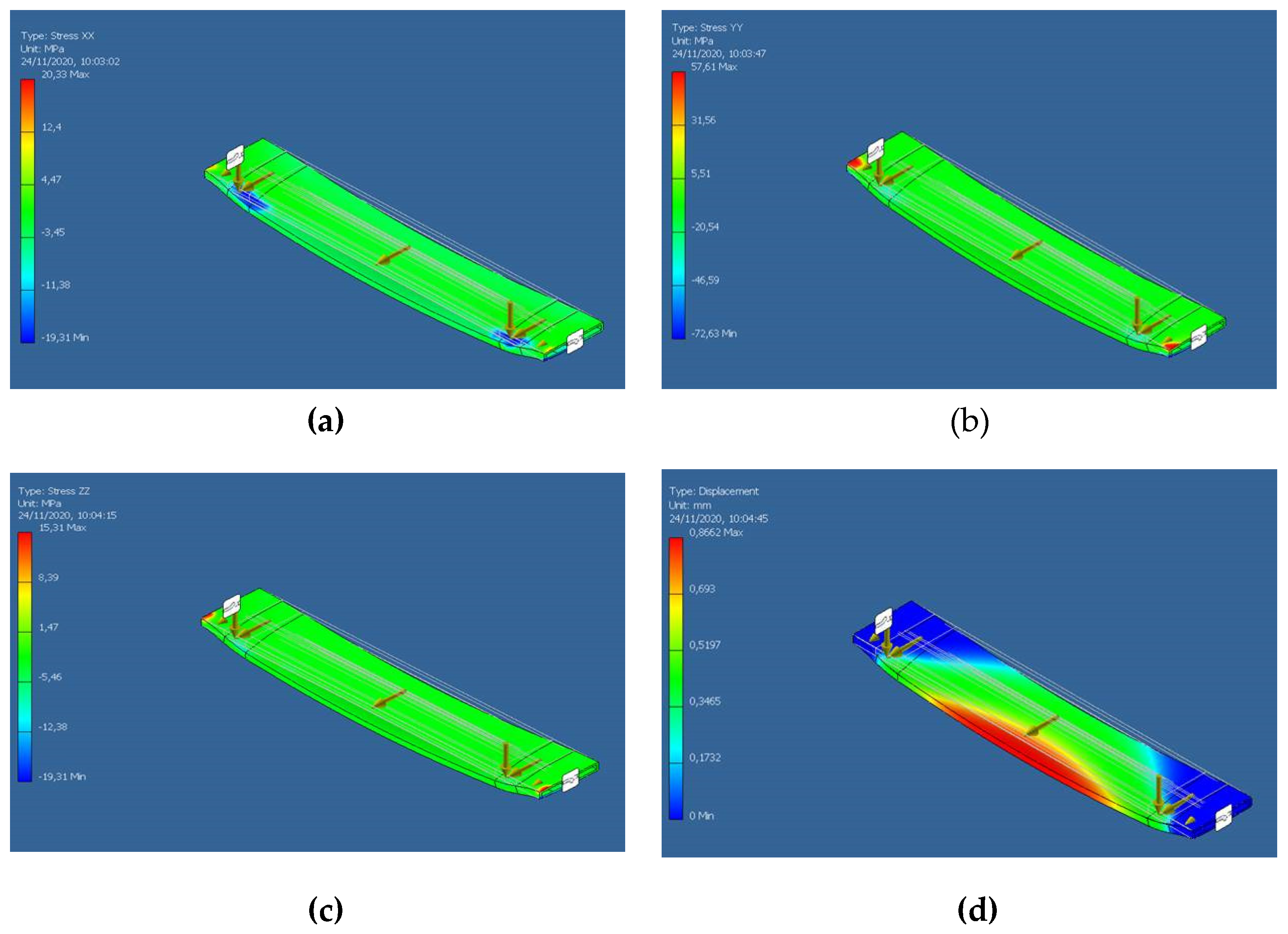
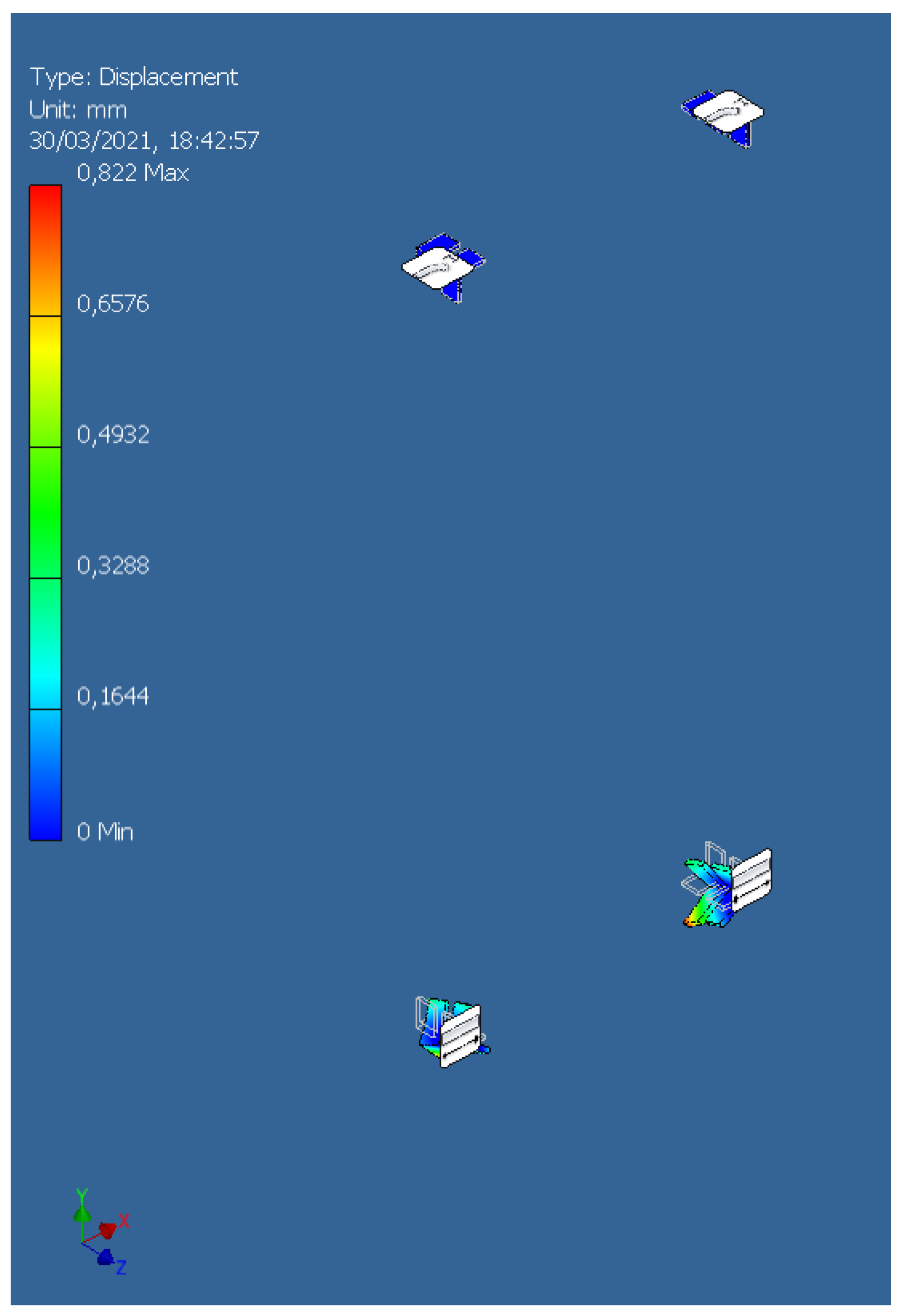
After analysis conducted with the worst modulus of elasticity, to obtain the maximum possible loads to check different thickness of the profiles (6,5 mm, 8 mm, and 10 mm), the calculus with the appropriate modulus of elasticity based on data reported in Table 8 is done using a profile thickness of 8 mm, calculating mullions and transoms considering the weight of the glass, the façade module with the higher loads and the load reported for mullion in Table 11 and for transom in Table 12. The Figure 8 and Figure 9 report the results achieved useful for the profile design.
Figure 8.
Stress XX with max permissible stress: 75 MPa (a); Stress YY with max permissible Stress: 185 MPa (b); Stress ZZ with max permissible stress: 75 MPa (c); displacement max deformation < 7650 / 250 = 30.6 mm (d).
Figure 8.
Stress XX with max permissible stress: 75 MPa (a); Stress YY with max permissible Stress: 185 MPa (b); Stress ZZ with max permissible stress: 75 MPa (c); displacement max deformation < 7650 / 250 = 30.6 mm (d).
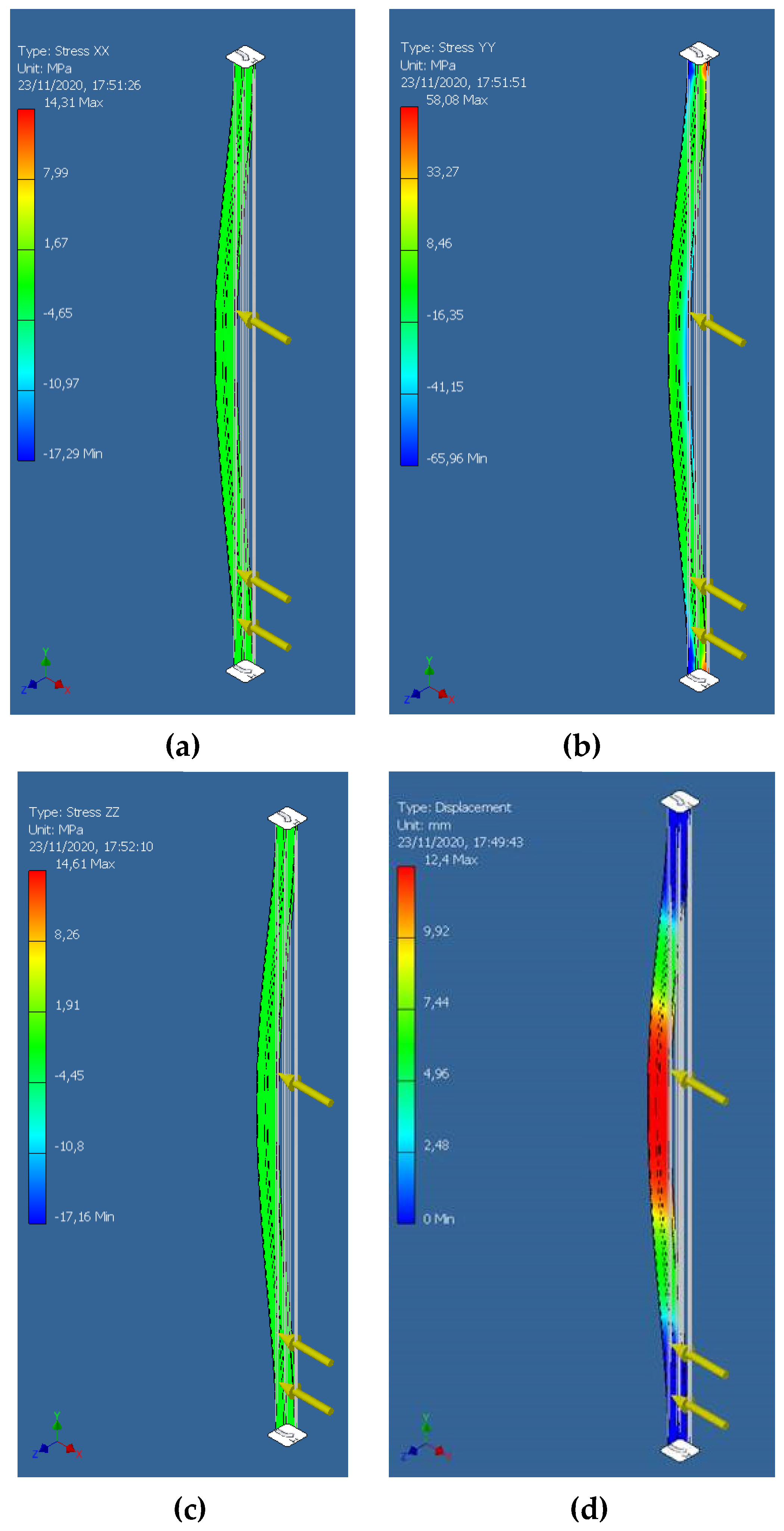
Figure 9.
Stress XX with max permissible stress: 30 MPa (a); Stress YY with max permissible stress: 75 MPa (b); Stress ZZ with max permissible stress: 30 MPa (c); displacement max deformation < 7650 / 250 = 3.16 mm (d).
Figure 9.
Stress XX with max permissible stress: 30 MPa (a); Stress YY with max permissible stress: 75 MPa (b); Stress ZZ with max permissible stress: 30 MPa (c); displacement max deformation < 7650 / 250 = 3.16 mm (d).
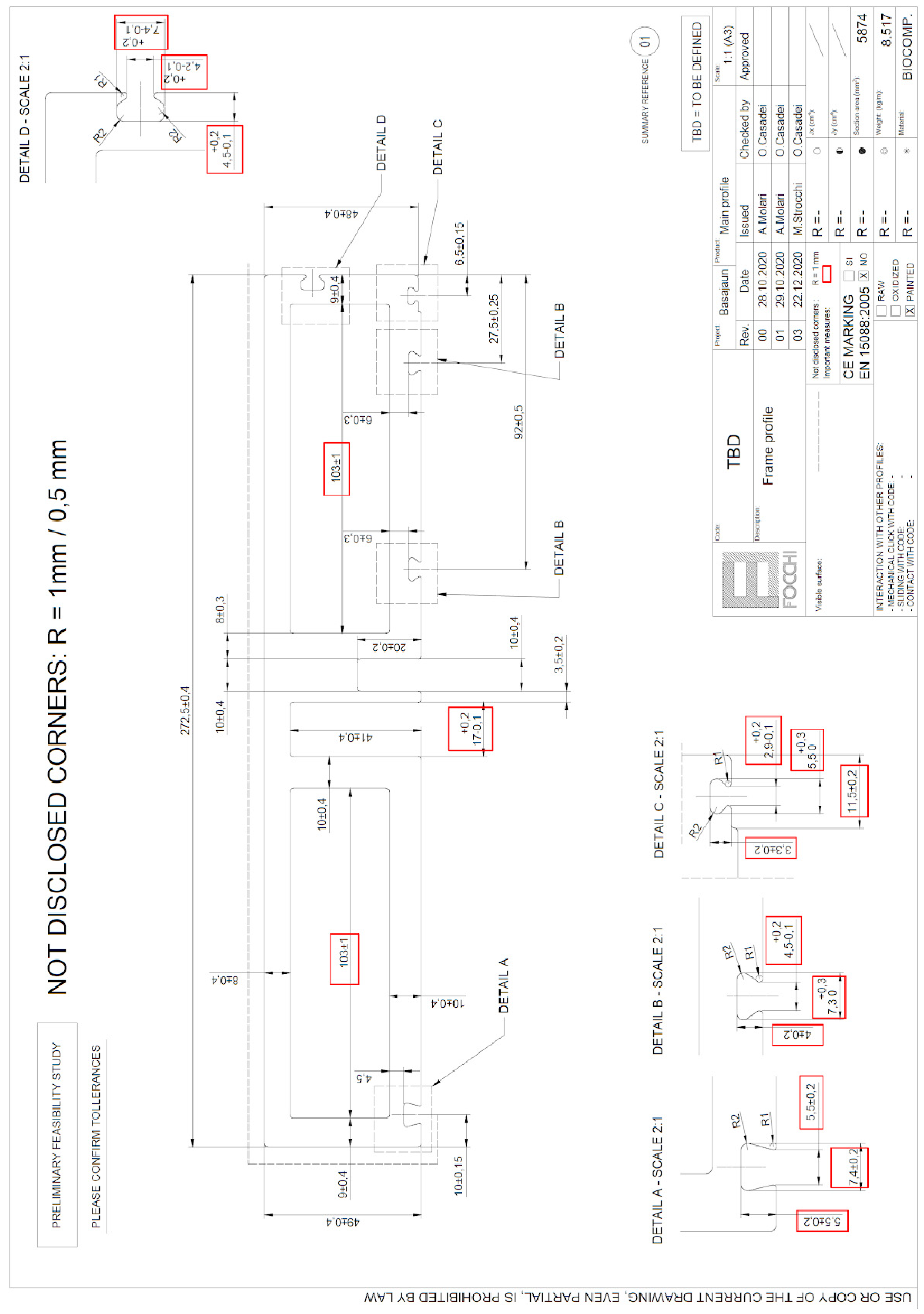
Based on mechanical characterization and manufacturing process requirements, the following profile is designed (Figure 10) and used for façade module system definition.
Figure 10.
Basajaun bio-component pultruded profile for transom and mullion.
3.1.2. Wood-Based Insulation
Basajaun façade modules prioritizes wood-based materials and the choice of fiber wood insulation over synthetic alternatives and conventional rock wool systems underscores a commitment to eco-friendly design. This decision reflects an effort to seamlessly integrate natural elements, showcasing a harmonious balance between ecological considerations and architectural functionality by guarantying thermal performances. To compare the effects of using wood fiber as an insulation alternative to mineral wool, it was necessary to establish references. To do this, a search was conducted on the EPD International portal [47], filtering EPDs of construction products related to mineral wool insulation. Table 13 summarizes the products on the market that have similar physical characteristics to those of wood fiber used in Basajaun. Specifically, the table shows the average values of products from suppliers with at least three EPDs available on the portal).
Two considerations emerged as relevant to address the façade design. Firstly, mineral wool products possess excellent fire resistance capability, whereas wood fiber is highly flammable and, therefore, requires special consideration during the design phase. Secondly, it was observed that mineral wool is typically denser for the same thermal conductivity. Consequently, a thickness of equal thermal resistance will result in a heavier material. This factor must be given due importance considering the wall’s thermal lag requirements.
3.1.3. Alternatives Seals and Gaskets
Basajaun façade sealing has evolved to include the use of tapes, membranes, and sheathing systems instead of traditional aluminum cladding. This design incorporates various technical and environmental factors, providing an enhanced building envelope solution. The tightness layer which serves to prevent air leakage and infiltration, is achieved through the use of materials such as membranes, sealants, or tapes. This airtight barrier improves energy efficiency and indoor air quality. In the Basajaun façade a reflective fire reaction vapor barrier screen, comprising an upper layer of aluminum film and a lower layer of fiberglass fabric, have been integrated. Table 14 shows a comparison between the sheets analyzed in the project with others in market products.
Notably, the selected membrane was characterized by its exceptional resistance to fire and impermeability to water, which aligns with the need to safeguard the insulation. This is particularly critical in the case of Basajaun, where the insulation material is vulnerable to damage from such risks.
Furthermore, the stiffness layer provides structural support and rigidity to the overall assembly, utilizing materials such as sheathing panels or metal framing members to distribute loads and resist deformation or movement. Usually, in the opaque sections of the building’s façade, the role of providing structural support to internal wall and stiffness to the overall system is often assigned to aluminum sheets. For bio-based façade system module design a wood-based alternative is adopted using plywood panels.
3.2. Façade System Modules Requirements
This chapter presents the final design of the bio-based façade system resulting from the previous developments, requirements, and considerations. In addition, it will also be listed and described the unit typologies developed for two pilot buildings (one in Finland and one in France) and the related final system designs. Due to the evolution and research done in the designing phase, the final design of the façade optimizes the number of the system components and the number of unit typologies and dimensions.
On the base of the activities of bio-composite material implementation above mentioned, the bio-composite profile is introduced for the framework of the Basajaun façade system. While curtain façade technology is a mature market for aluminum profile, the utilization of pultrusion is far to be adopted for building envelopes and specific requirements need to be considered. Preliminary characteristics have been shared to start designing the façade system and the following table summarizes the main aspects to be considered for the utilization of the bio-composite profile. In particular, the main considerations are:
- -
- simple shape - pultrusion process needs simpler shape than other manufacturing process (e.g., extrusion typical manufacturing process for aluminum profile) and this request for profile standard thickness, absence of notches for fixing (specific corner connectors are needed).
- -
- mould cost - for budget issue within the Basajaun project, it is not possible to manufacture moulds of big dimension for each profile (mullion, male transom, female transom), the three profiles should be designed as a single shape with a smaller profile for the male transom.
Table 15.
First preliminary consideration of the Bio-composite profile and the pultrusion phase.
| Biocomposite manufacturing components | Biocomposite profile requirements | Basajaun profile design |
| Pultrusion activity | Maximum length of the profile is 4 mt | Maximum façade height of about 4 m |
| Low tolerance during the pultrusion | Simple and reduced activities for cutting and machining | |
| Sharp or rounded corner for the biocomposite profile | ||
| Thickness and dimensions | ||
| Moulds | High time consuming for the mould creations | Unique mould – for budget issue – for multiple profiles and accessories for transoms and connection |
| Expensive mould creating | ||
| Simple shape of the mould is required | Feasibility of the mould geometry needs to be checked | |
| Impossibility to manufacture notches | ||
| Biocomposite material | Low UV resistance to be protected by façade components | |
| Test compatibility with silicones and sealants |
These considerations address the implementation of a curtain wall system for both opaque and vision components by introducing the bio composite. The integration of male/female transoms enhances prefabrication, facilitating efficient on-site installation with improved air and water tightness. Mechanical improvements in the bio composite profile accommodate higher loads, refining façade and unit typologies. Moreover, external fin installation off-site reduces on-site tasks for vision façades, while removable external cladding in opaque façades allows for off-site installation and on-site maintenance or finishing adjustments.
The Basajaun façade system is defined based requirements and on market standards for the curtain wall façade related to the specific norms of reference. Indeed, applying the Basajaun façade in demo buildings is the first validation on the market in real buildings with their stakeholders. The achievement of the requirements for each pilot is the target to have an innovative product that complies with all the requested outcomes for the façade try to fit with multiple climate scenarios in Europe. In Table 16, the building requirements have been deeply described and the Basajaun façade’s specific requirements are collected, analyzed, and listed.
Table 16.
Façade requirements definition based on local specification in France and in Finland.
| Requirement | Vision Module Façade System |
Opaque and Window Module Façade |
Basajaun Façade System Design |
|---|---|---|---|
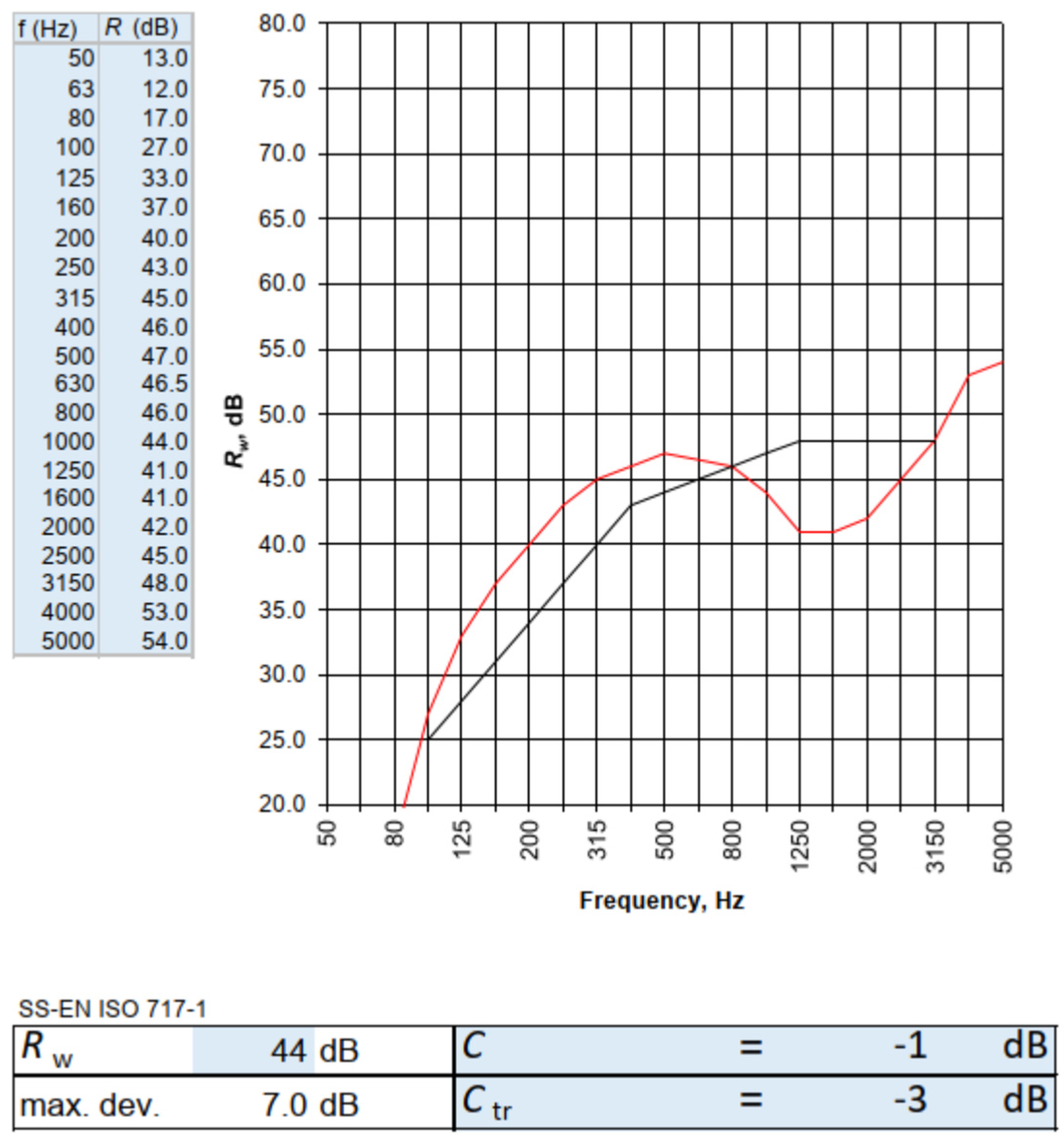
| Airborne sound insulation |
Sound insulation R’w ≥ 30 dB. SFS-EN ISO 717-1. | Acoustic reduction index RA = 31 | RA=31 Acoustic test to be conducted |
| Thermal transmittance |
U Value of wall/façade: ≤ 0,17 W/m²K U value of window: ≤ 1,0 W/m²K |
U Value of opaque: = 0,20 W/m²K U Value window: ≤1,3 W/m²K U Value door: ≤ 0,80 W/m²K |
Simulation with EN ISO 10077-2:2019 |
| Air permeability | The air permeability rate (q50) of a building envelope may be a maximum of 4.0 m3/(h m2). | Air permeability < 0.4 m3(h/.m2) |
Air permeability: < 0.4 m3(h/.m2) Test under 13830 to be conducted |
Fitting since the early moment, the design and requirements for the pilot buildings (test for façade applicability in real building cases) are strategic to satisfy different geo clustering, architectural design, and project specs. In particular, the following points have been drivers: (1) Façade architectural design: the architectural design is crucial for product acceptability on the market, and requests emerged by architects, designers, and customers have a relevant role in the overall acceptance. (2) Performance definition: the performances are the key elements that need to be considered and balanced in façade engineering: related to local norms (acoustic, thermal), but also related to the overall façade performances to be achieved (air, and water tightness, impact resistance).
Based on the identified requirements, a set of validation tests during the integration of the components have been defined at different stages of the development of the façade systems. The Table 17 reports outline the activities deployed for validation during design actvities.
Table 17.
Validation actvities to validate the integration of alternative components into curtain wall façade.
Table 17.
Validation actvities to validate the integration of alternative components into curtain wall façade.
| Validation | Test conducted | |
| Thermal Behavior (EN13788) | EN 9869: 2014 EN 15026:2007 |
Simulation |
| Heat bridges and condensation risks | Simulation | |
| Acoustic insulation | EN 717-1:2020 | Simulation |
3.3. Bio-Based Façade Systems
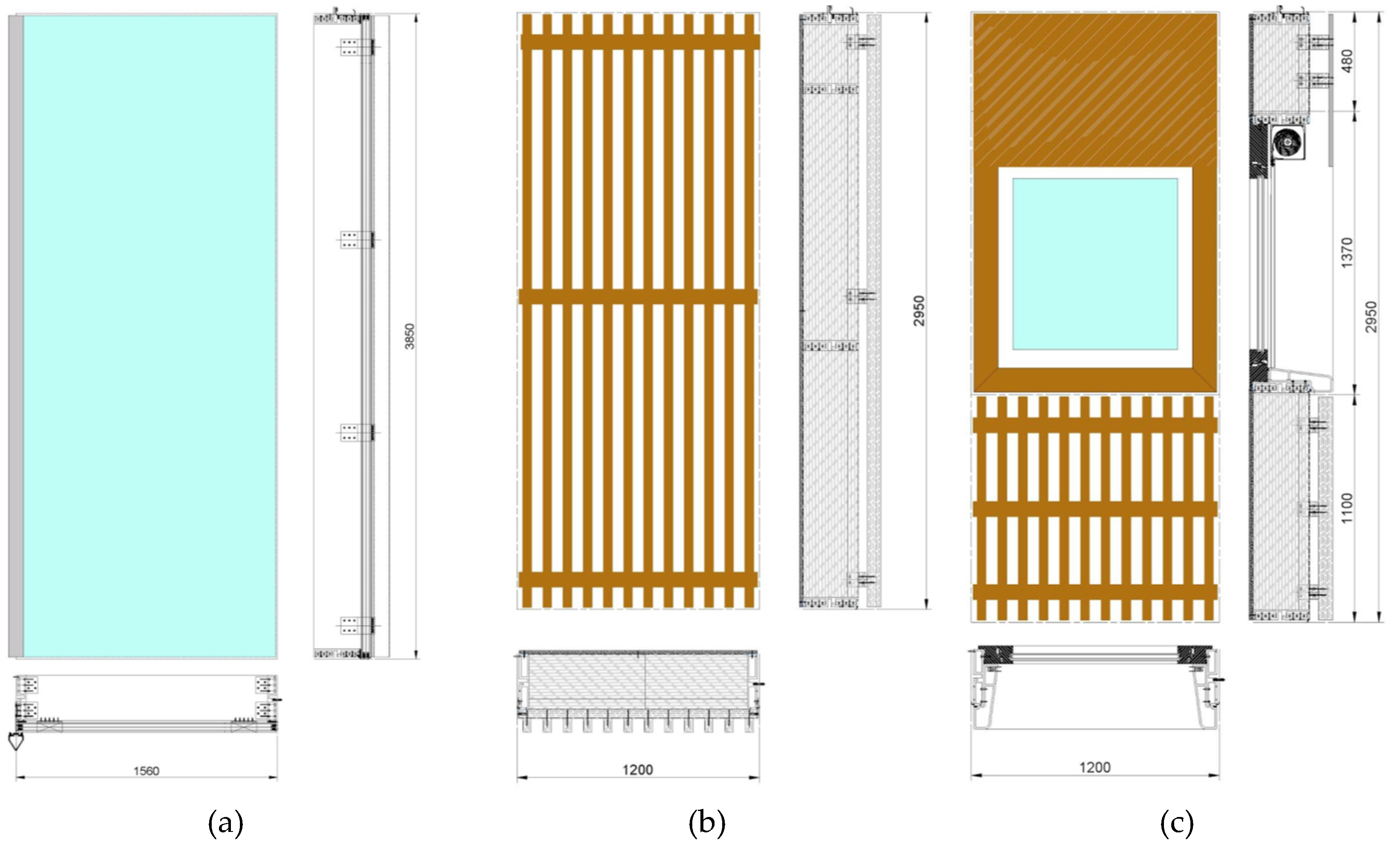
The following paragraphs focus on each façade system designed and simulated within the project. The three main façade systems are depicted in Figure 11.
Figure 11.
Drawings of façade modules (vision on the left, opaque in the middle and window modules on the right): Vision façade module (a); Opaque façade module (b); Window façade module (c).
Figure 11.
Drawings of façade modules (vision on the left, opaque in the middle and window modules on the right): Vision façade module (a); Opaque façade module (b); Window façade module (c).
3.3.1. Vision Façade System
The Basajaun vision façade system includes design considerations and structural simulations to ensure performances achievement based on norms and market requirements. The incorporation of a structurally sealed glass to the bio-composite frame underscores the commitment to both aesthetic and functional aspects. The thermal simulation, although maintaining consistency with the initial design, serves as a critical reference point for the module’s thermal behavior.
Figure 12.
Final solution: horizontal section Basajaun Vision Façade Module.
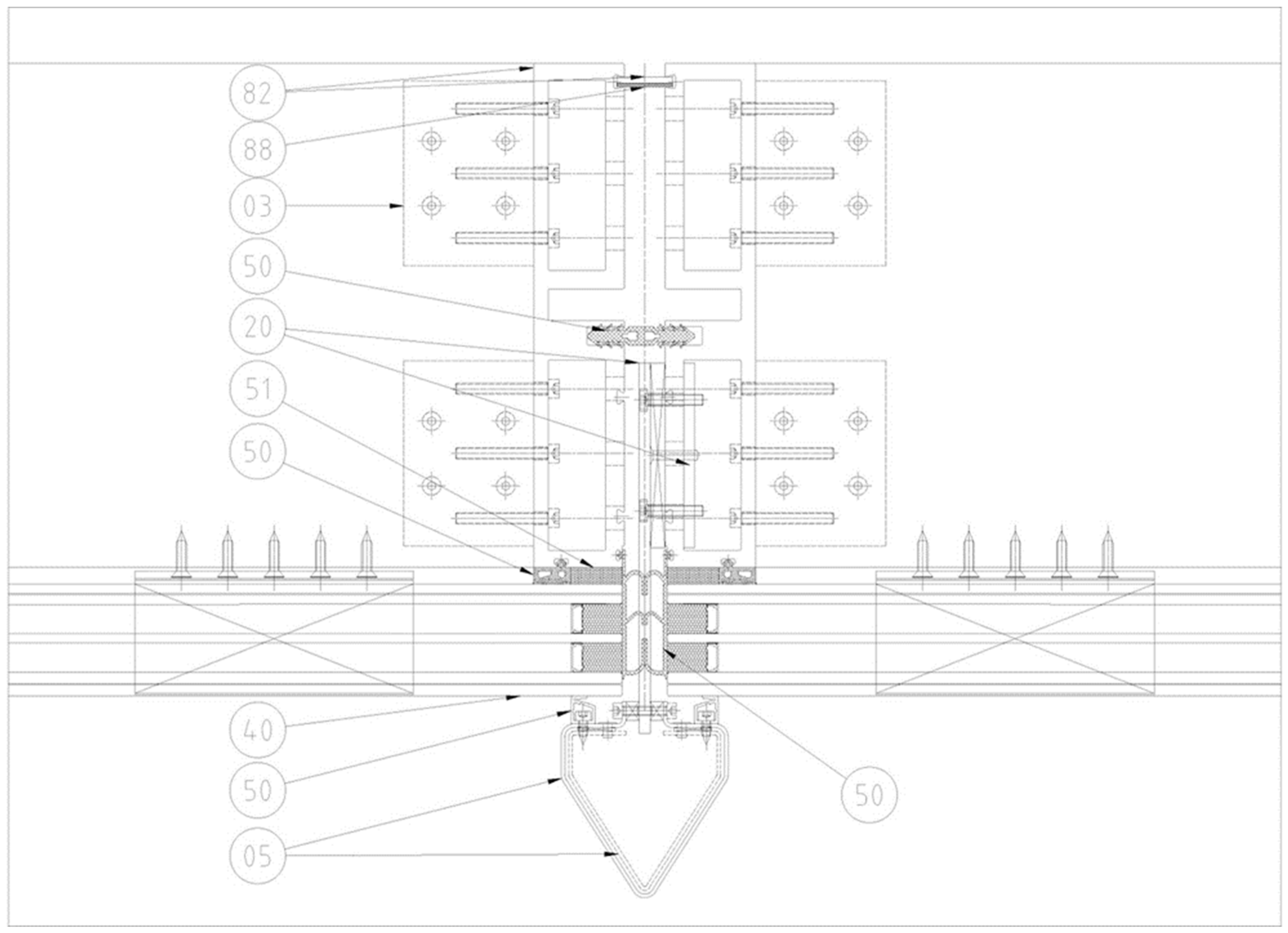
Table 18.
Basajaun Vision Façade Module technologies.
| Figure Code | Layer | Objectives | Characteristics |
| 03 | Aluminium bracket mill finish | To connect the transoms to the mullions | Structural part |
| 05 | Aluminium sheet | External finishing | - |
| 20 | Stainless steel sheet AISI316 | To connect the external fin to the frame | Structural part |
| 20 | Stainless steel sheet AISI316 | Internal support | Structural part |
| 40 | GL-1 TGU | - | Triple glass unit |
| 50 | EPDM gasket | Second water barrier | - |
| 50 | EPDM gasket | Glass support | - |
| 50 | EPDM gasket | First water barrier | - |
| 50 | EPDM gasket | Finishing gasket | - |
| 51 | Structural silicone black colour | To join the glass to the frame | Structural part 9mmx27mm |
| 82 | Biocomposite profile- Internal key | To join two units | Thickness 3,5 mm |
| 82 | Biocomposite profile- Mullions | To bead the unit load and connect it with the structural slab | Thickness 8/10 mm |
| 88 | Foam rubber | To not vibrate the internal key | - |
The modular façade systems have been validated during design stage for mechanical simulation and thermal simulations.
The mechanical simulations, conducted under maximum loads attest to the module’s resilience and viability under various conditions (maximum and typical wind load are 3.5 kN/m2 while the typical load is 1.5 kN/m2). Additionally, the stress and deflection analyses for both perimeter structures and cross-member connections provide crucial insights into the module’s structural integrity. In the bio-based profiles, all the elements for the façade modules have been calculated based on the maximum possible loads at 3.5 kN/m2. The results demonstrate that the profile is verified for vision façade module with a dimension of 1,56 m (b) x 3,85 m (h). The mechanical calculations reported are for the vision façade modules; the other façade typologies have lower loads and are been verified consequently. It remains up to specific building design, the calculations and developed for the profile based on project specifications.
The loads adopted for the mechanical validation of the visions are:
- Glass weight: 25KN/m3 x 0,029 m x 1,56 m x 3,85 m / 2 supports = 2,18 KN at l/10 ends of the bottom transom.
- Façade wind load (suction): - 3,5 KN/m2. The wind load is uniformly distributed in the entire glass surface.
- The value of the linear live load is 1,0 kN/m at 1,20 m height from bottom edge.
The loads used in the calculation are the followings with these combinations:
- ULS1 (Ultimate State Limit): 1,35 Self-weight Load + Wind Load (Suction) x 1,5 + Horizontal live load x 1,5 x 0,7.
- ULS2 (Ultimate State Limit): 1,35 Self-weight Load + Wind Load (Suction) x 1,5 x 0,6 + Horizontal live load x 1,5
- SLS1 (Serviceability limit state): Self-weight Load + Wind Load (Suction) + Horizontal live load x 0,7.
- SLS2 (Serviceability limit state): Self-weight Load + Wind Load (Suction) x 0,6 + Horizontal live load.
Based on these loads, the permissible thresholds are:
-
the perimeter structure stress analysis requested are:
- o
- Stress XX - Permissible Stress: 38 MPa;
- o
- Stress YY - Permissible Stress: 125 MPa.
- o
- Stress ZZ - Permissible Stress: 38 MPa.
- o
- X Deflection - Max. Deformation < 3850 / 300 + 5 = 17,83 mm.
- o
- Y Deflection - Max. Deformation < 1560 / 500 = 3,12 mm.
- o
- Z Deflection - Max. Deformation < 3850 / 300 + 5 = 17,83 mm.
-
the cross-member connection stress analysis requested is:
- o
- Stress - Permissible Stress: 227 MPa (250/1,1) Aluminium 6082 T6.
- o
- X Deflection - Max. Deformation < 1 mm
Figure 13.
Perimeter structure stress analysis: stress XX 38 MPA (a); stress YY 125 MPA (b); stress ZZ 38 MPA (c).
Figure 13.
Perimeter structure stress analysis: stress XX 38 MPA (a); stress YY 125 MPA (b); stress ZZ 38 MPA (c).
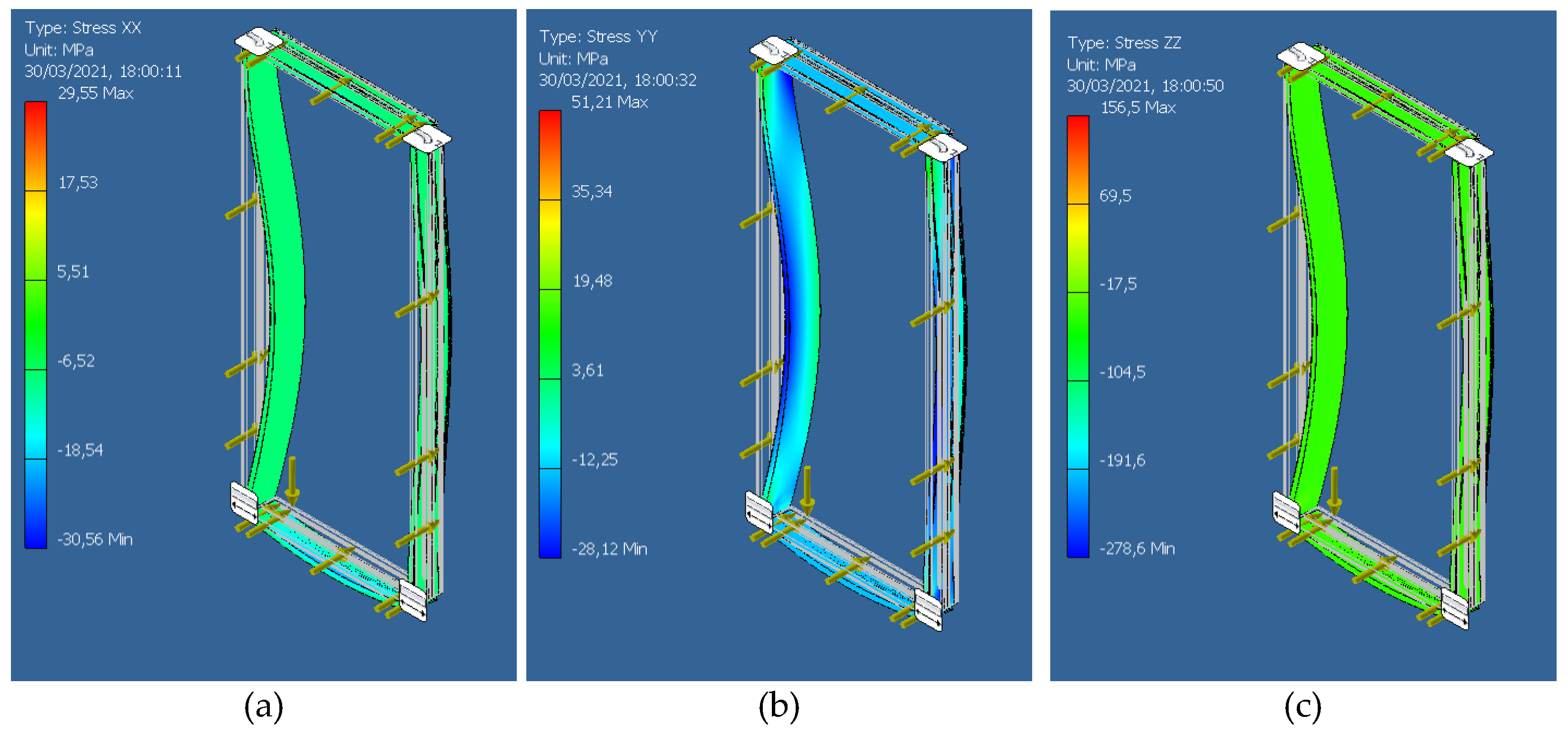
Figure 14.
Mechanical simulation results: cross member connection stress analysis with the maximum stress is exceeded in a small area, the profile is considered adequate (a); cross member connection stress analysis, connections are considered adequate (b).
Figure 14.
Mechanical simulation results: cross member connection stress analysis with the maximum stress is exceeded in a small area, the profile is considered adequate (a); cross member connection stress analysis, connections are considered adequate (b).
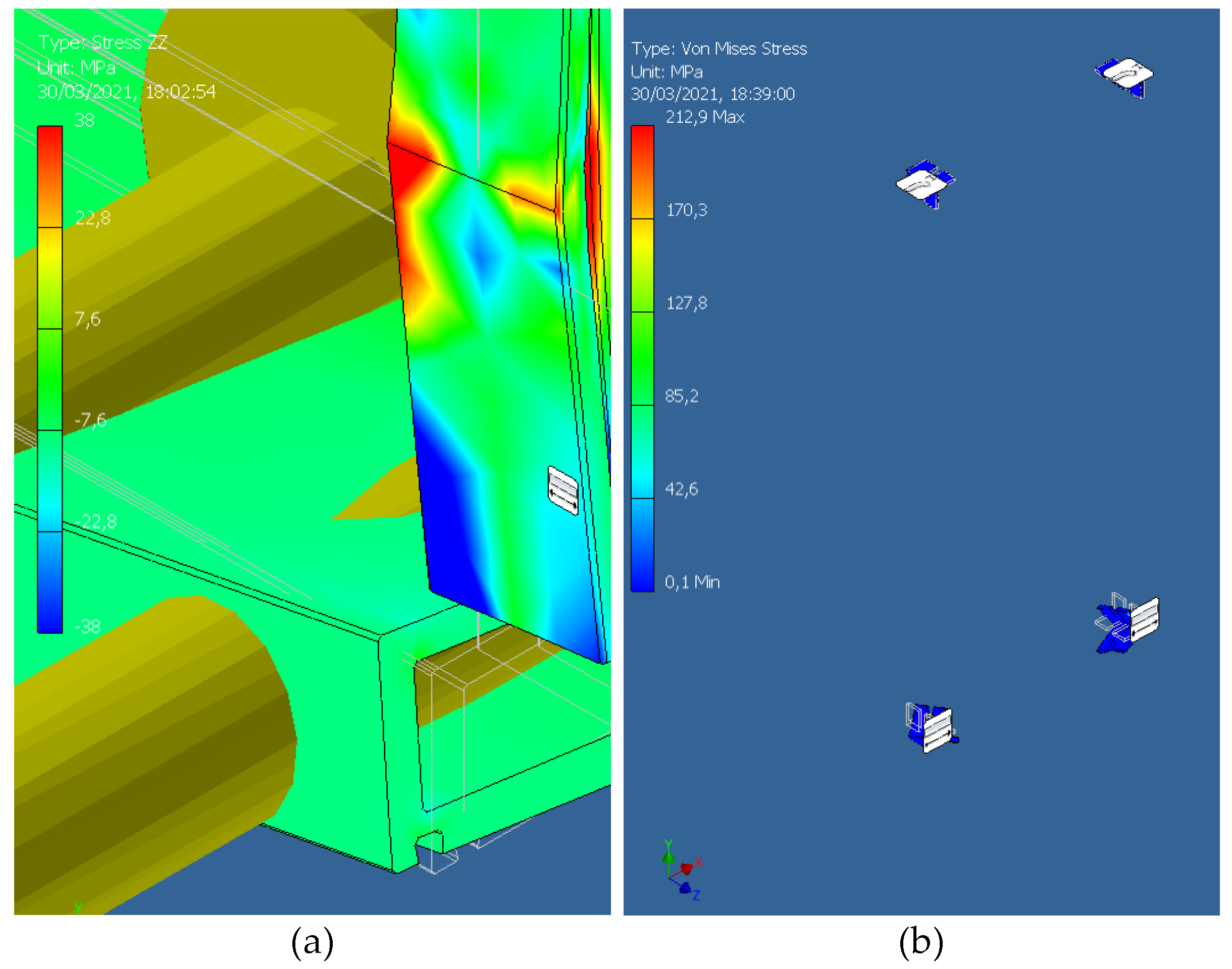
Figure 15.
Perimeter structure defelction analysis: stress XX 38 MPA (a); stress YY 125 MPA (b); stress ZZ 38 MPA (c).
Figure 15.
Perimeter structure defelction analysis: stress XX 38 MPA (a); stress YY 125 MPA (b); stress ZZ 38 MPA (c).
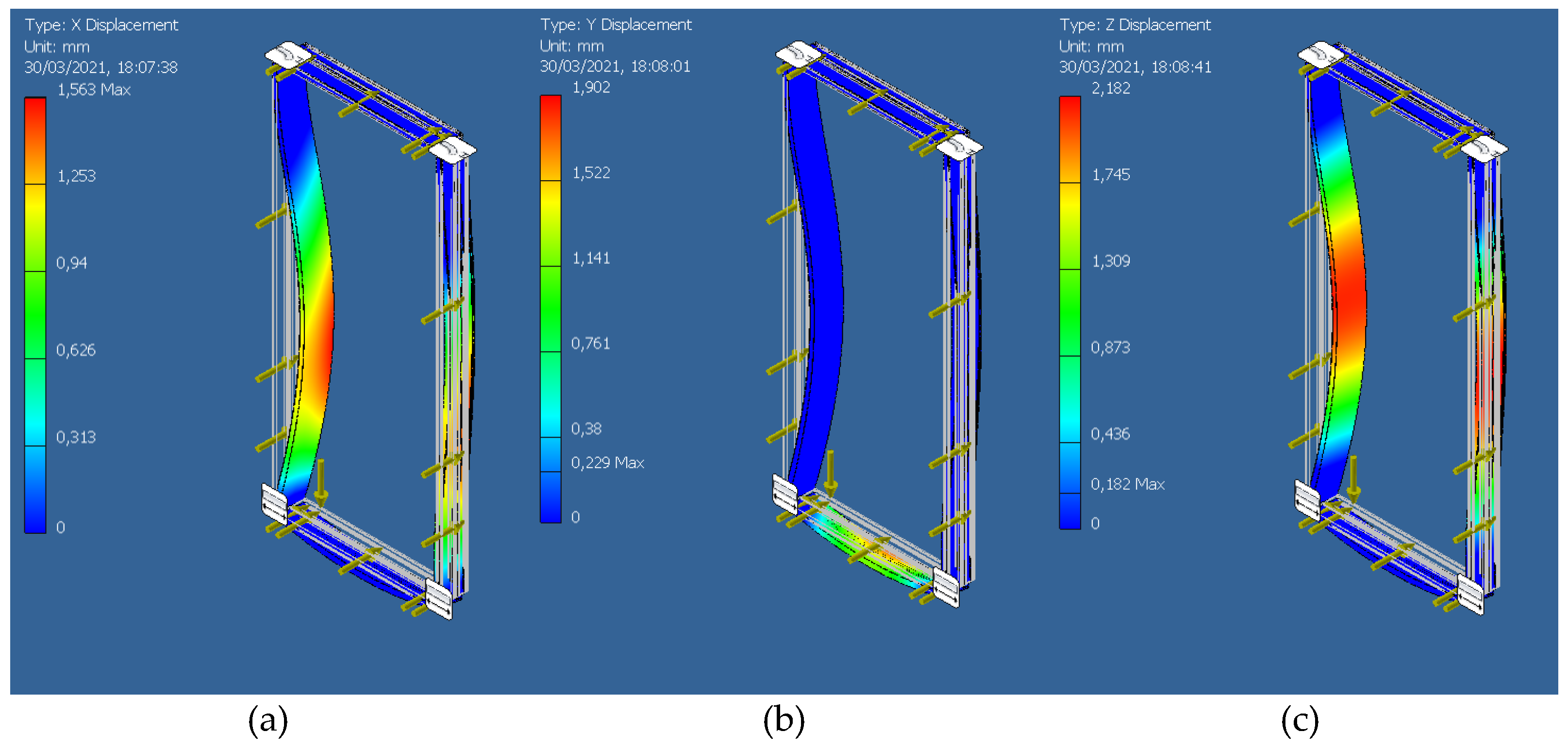
Figure 16.
Cross member connection deflection analysis.
The thermal simulation of the vision façade module reflects the analysis aligned with the more stringent thermal requirements of the Finnish demo building. The assessment involves the determination of U-values for the various building junctions, important for evaluating the overall thermal performance. The finite element software utilized demands specific thermal properties of materials, environmental temperatures, and surface resistances on both the cold and warm sides. The assessment, conforming to standards such as EN ISO 10211 and EN ISO 10077-2, calculates the total heat flow rate of the connection and thermal transmittance of the thermal joint. Notably, the values obtained for key nodes of the vision façade system, such as “Node 1 mullion-mullion”, “Node 2 transom female-transom male”, and “Node 3 transom-roof interface” and “Node 4 transom-ground interface” with joints with opaque parts, demonstrate U-values that meet or exceed the defined standards. In summary, the technical characteristics affirms that the overall curtain wall U-value is 0.74 W/m²K, satisfying the verification criterion of being less than or equal to 1 W/m²K. The U-value has been calculated through Equation (1) utilizing the data reported in Table 19. This meticulous thermal analysis underscores the commitment to achieving energy efficiency and thermal comfort within the envisioned architectural design.
Figure 17.
Vision Façade Module nodes thermal simulations for “NODE 1 mullion-mullion”: node transmittance analysis with U TJ = 2.253 W/m²K (a); condensation analysis with Tsimin= 13.3 ≥ 10.2 [°C] is verified (b).
Figure 17.
Vision Façade Module nodes thermal simulations for “NODE 1 mullion-mullion”: node transmittance analysis with U TJ = 2.253 W/m²K (a); condensation analysis with Tsimin= 13.3 ≥ 10.2 [°C] is verified (b).
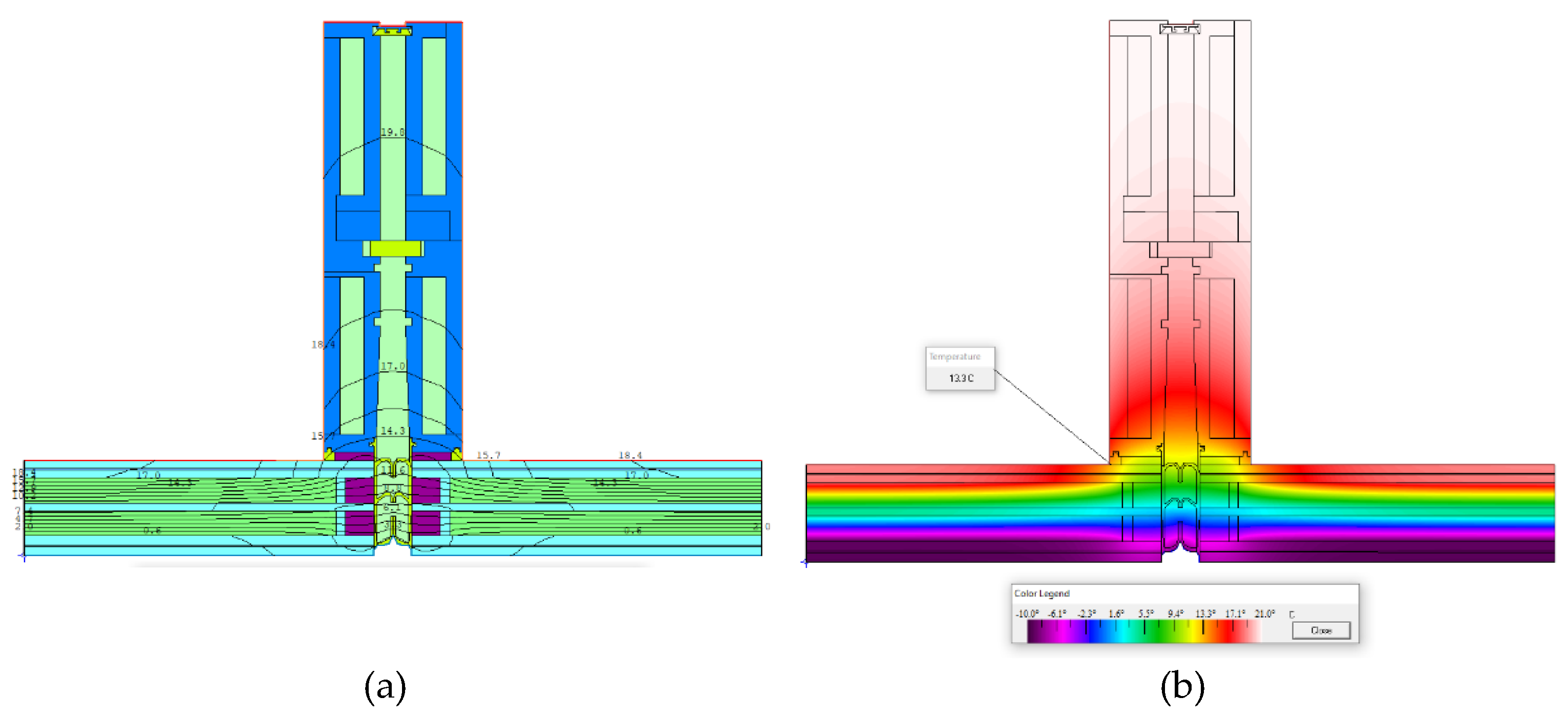
Figure 18.
Vision Façade Module nodes thermal simulations for “NODE 2 male transom-female transom”: node transmittance analysis with U TJ = 2.331 W/m²K (a); condensation analysis with Tsimin= 12.5 ≥ 10.2 [°C] is verified (b).
Figure 18.
Vision Façade Module nodes thermal simulations for “NODE 2 male transom-female transom”: node transmittance analysis with U TJ = 2.331 W/m²K (a); condensation analysis with Tsimin= 12.5 ≥ 10.2 [°C] is verified (b).
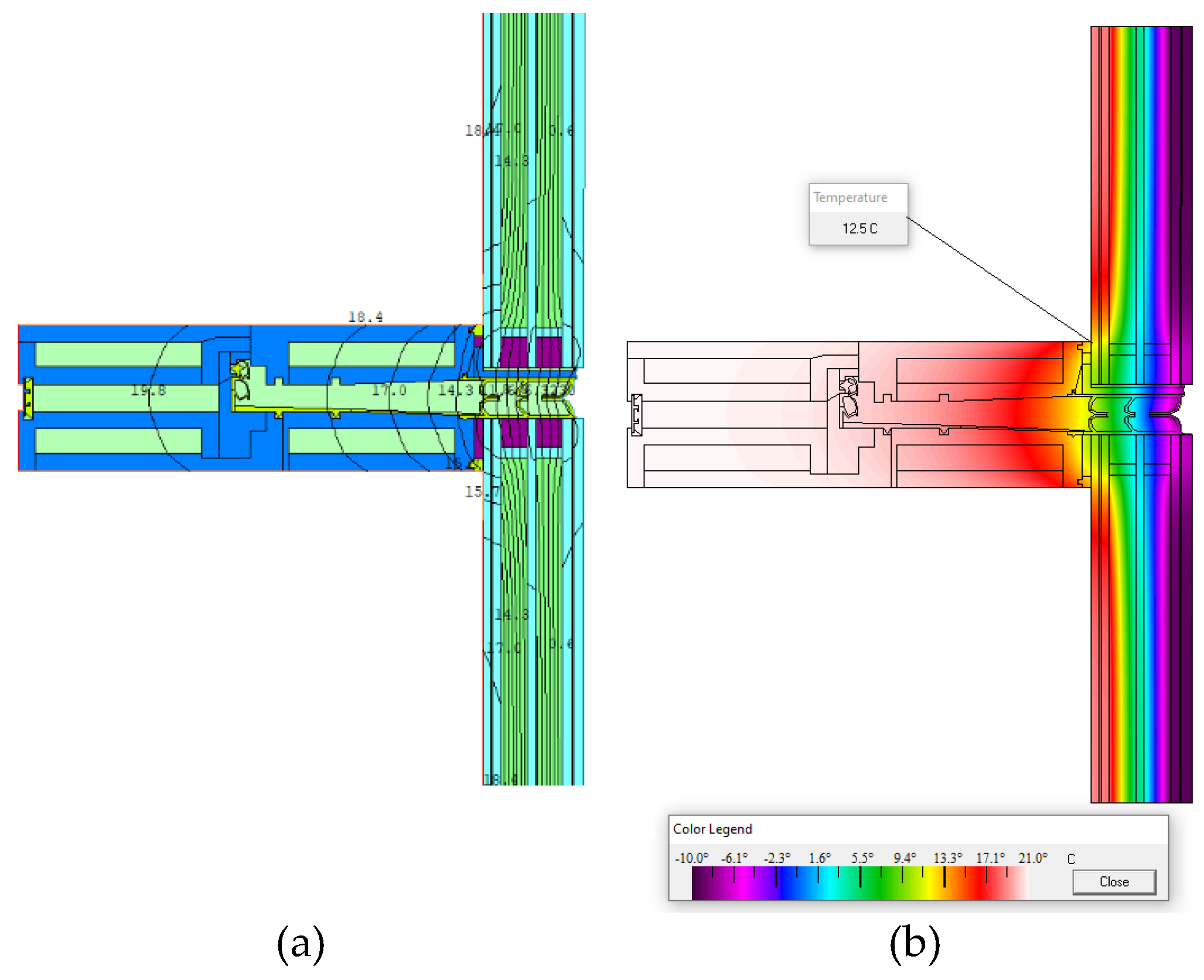
Figure 19.
Vision Façade Module nodes thermal simulations for “Node 3 mullion-roof”: node transmittance analysis with U TJ = 0.556 W/m²K (a); condensation analysis with Tsimin= 10.7 ≥ 10.2 [°C] is verified (b).
Figure 19.
Vision Façade Module nodes thermal simulations for “Node 3 mullion-roof”: node transmittance analysis with U TJ = 0.556 W/m²K (a); condensation analysis with Tsimin= 10.7 ≥ 10.2 [°C] is verified (b).
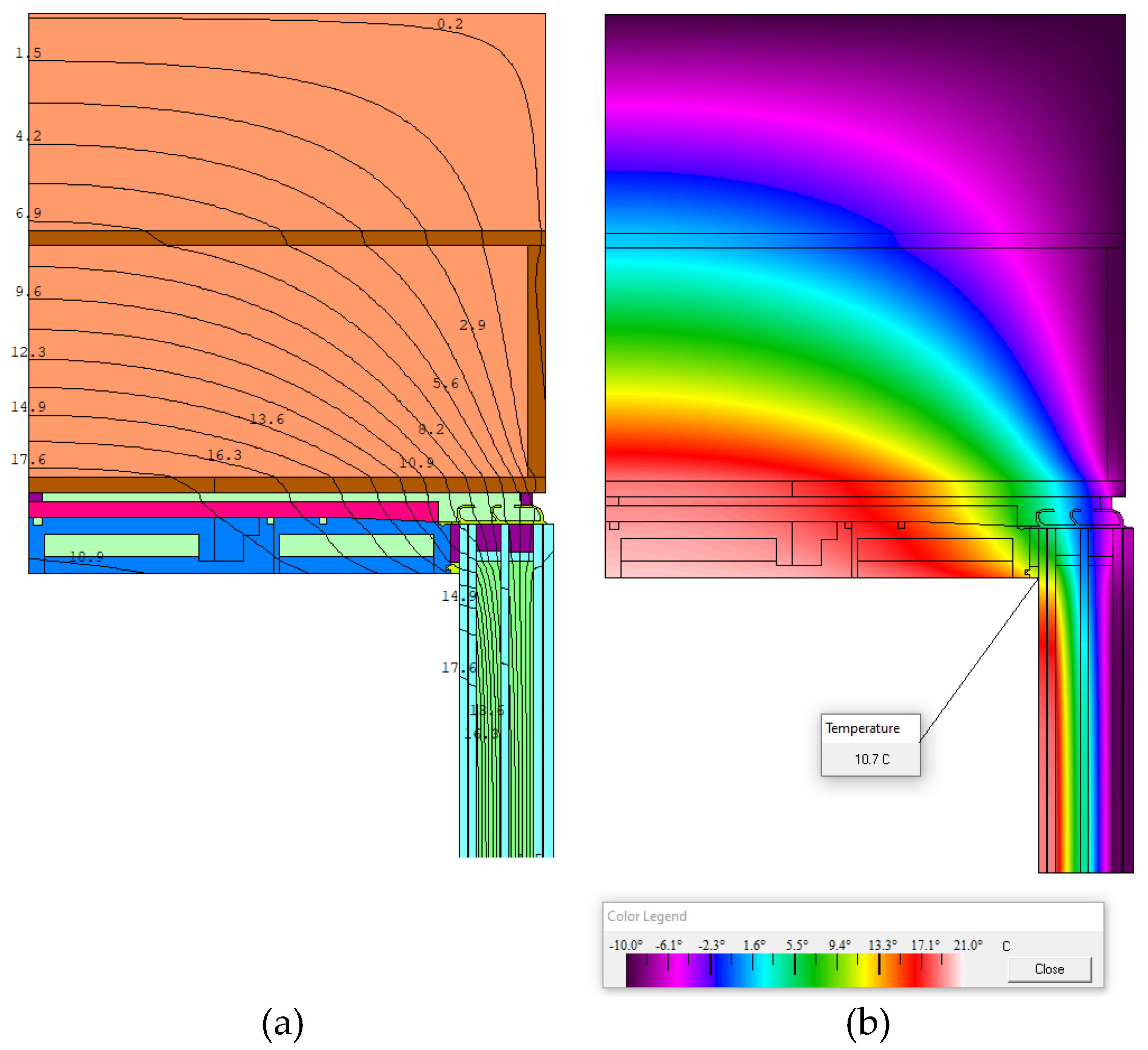
Figure 20.
Vision Façade Module nodes thermal simulations for male transom-female transom: node transmittance analysis with U TJ = 2.331 W/m²K (a); condensation analysis with Tsimin= 12.5 ≥ 10.2 [°C] is verified (b).
Figure 20.
Vision Façade Module nodes thermal simulations for male transom-female transom: node transmittance analysis with U TJ = 2.331 W/m²K (a); condensation analysis with Tsimin= 12.5 ≥ 10.2 [°C] is verified (b).
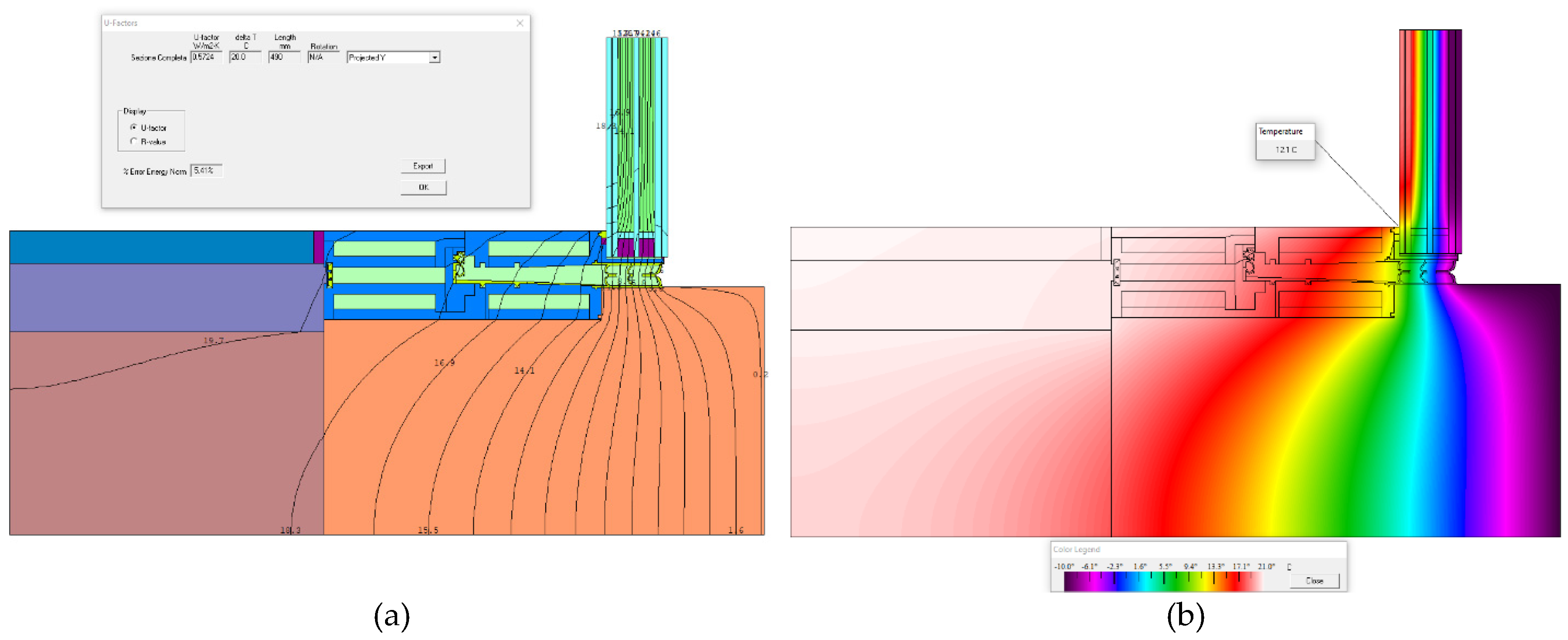
Figure 21.
Vision Façade Module nodes thermal simulations for male transom-female transom: node transmittance analysis with U TJ = 2.331 W/m²K (a); condensation analysis with Tsimin= 12.5 ≥ 10.2 [°C] is verified (b).
Figure 21.
Vision Façade Module nodes thermal simulations for male transom-female transom: node transmittance analysis with U TJ = 2.331 W/m²K (a); condensation analysis with Tsimin= 12.5 ≥ 10.2 [°C] is verified (b).
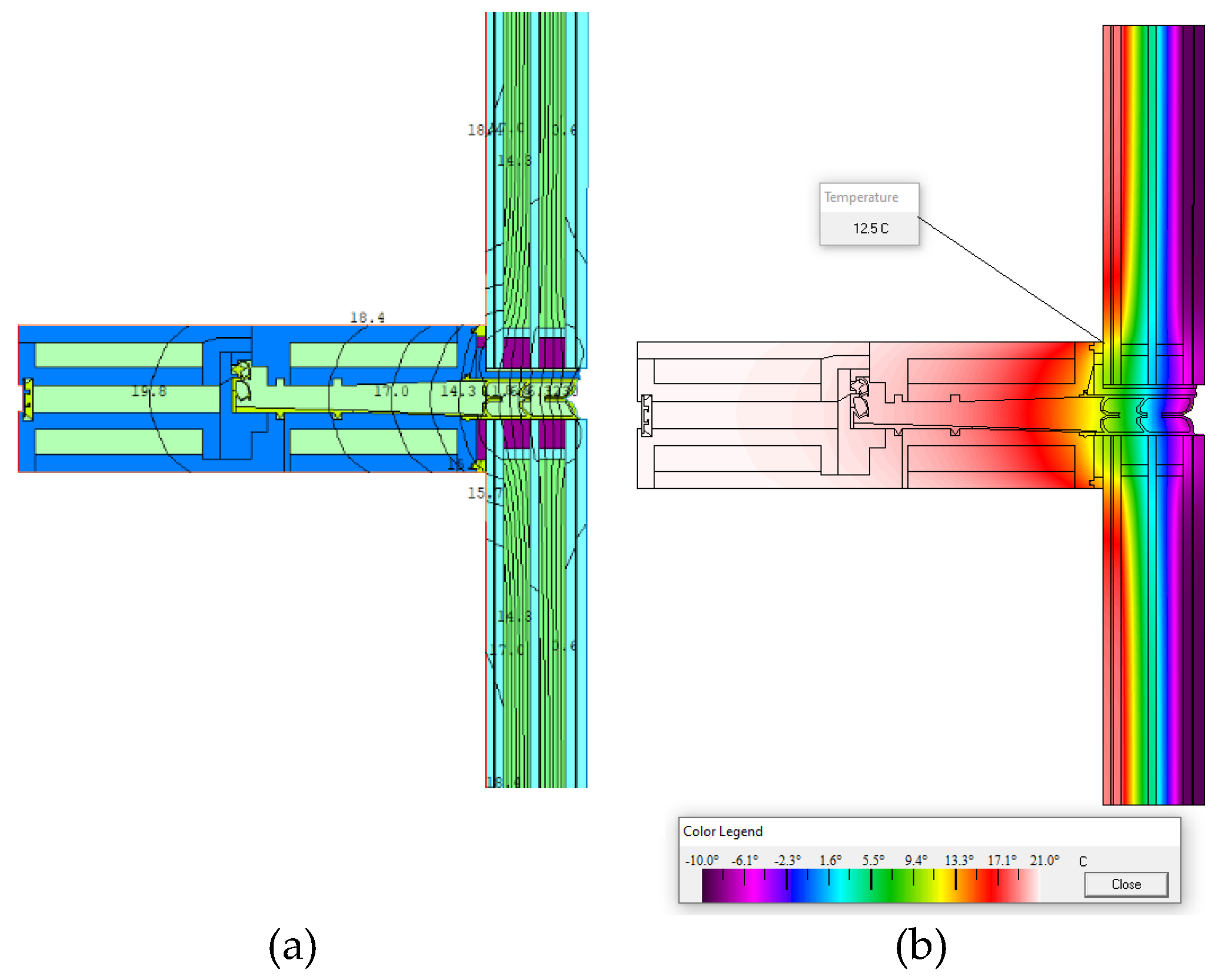
Table 19.
Transmittance value of the vision façade mdule.
| Node | Lenght m |
Area m2 |
UTJ W/m2K |
UTJ x A W/K |
| Node 1 | 0.9 | 2.498 | 2.253 | 5.630 |
| Node 2 | 0.9 | 0.614 | 2.331 | 1.431 |
| Node 3 | 0.36 | 2.525 | 0.556 | 1.404 |
| Node 4 | 0.30 | 2.304 | 0.521 | 1.201 |
| Node 5 | 0.24 | 2.732 | 0.852 | 2.328 |
| Glass | 44.894 | 0.650 | 29.181 |
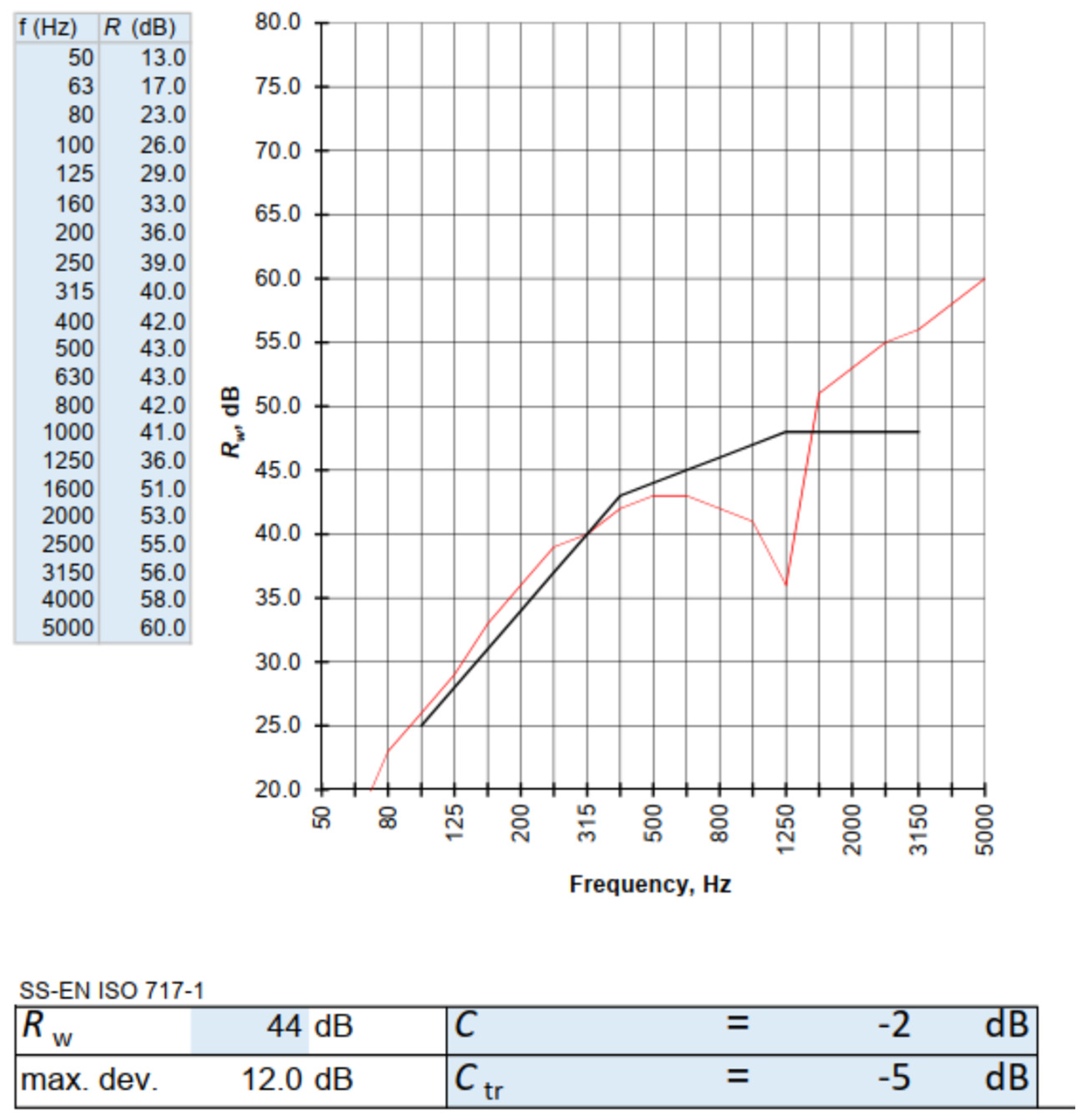
The acoustic simulation presented for the Basajaun vision façade module provides a valuable insight into its sound transmission loss characteristics. The simulation takes into account the design elements, including the proposed materials and structural configuration, to anticipate the sound insulation capabilities of the façade. This analysis is integral to the overarching design considerations, ensuring that the vision façade module not only meets mechanical requirements and thermal transmittance standards but also aligns with acoustic requirements.
Figure 22.
Vision Façade Module Acoustic performances.
3.3.2. Opaque Module Façade System
The Basajaun opaque façade module has an internal layer which comprises: a plywood plate, providing structural support for internal partition; two membranes, a vapor barrier on the inner surface and a breathable counterpart on the outer, both exhibiting class A fire reaction properties, encapsulating the façade system; the insulation features a wood fiber material (fire reaction class E), ensuring both thermal efficiency and environmental sustainability protected for fire reaction thanks to membranes; the fixation system for the external cladding, affixed to mullions, not only ensures stability but also allows for convenient maintenance and replacement of cladding components. The comprehensive integration of materials, such as plywood and bio-composite profiles, underscores a commitment to quality and performance. The cladding system is maintained interchangeably. It has been revised the connection system, it has been planned to use steel plates for the connection between the frame and the external finish.
Figure 23.
Final solution: horizontal section Basajaun Opaque Façade Module.
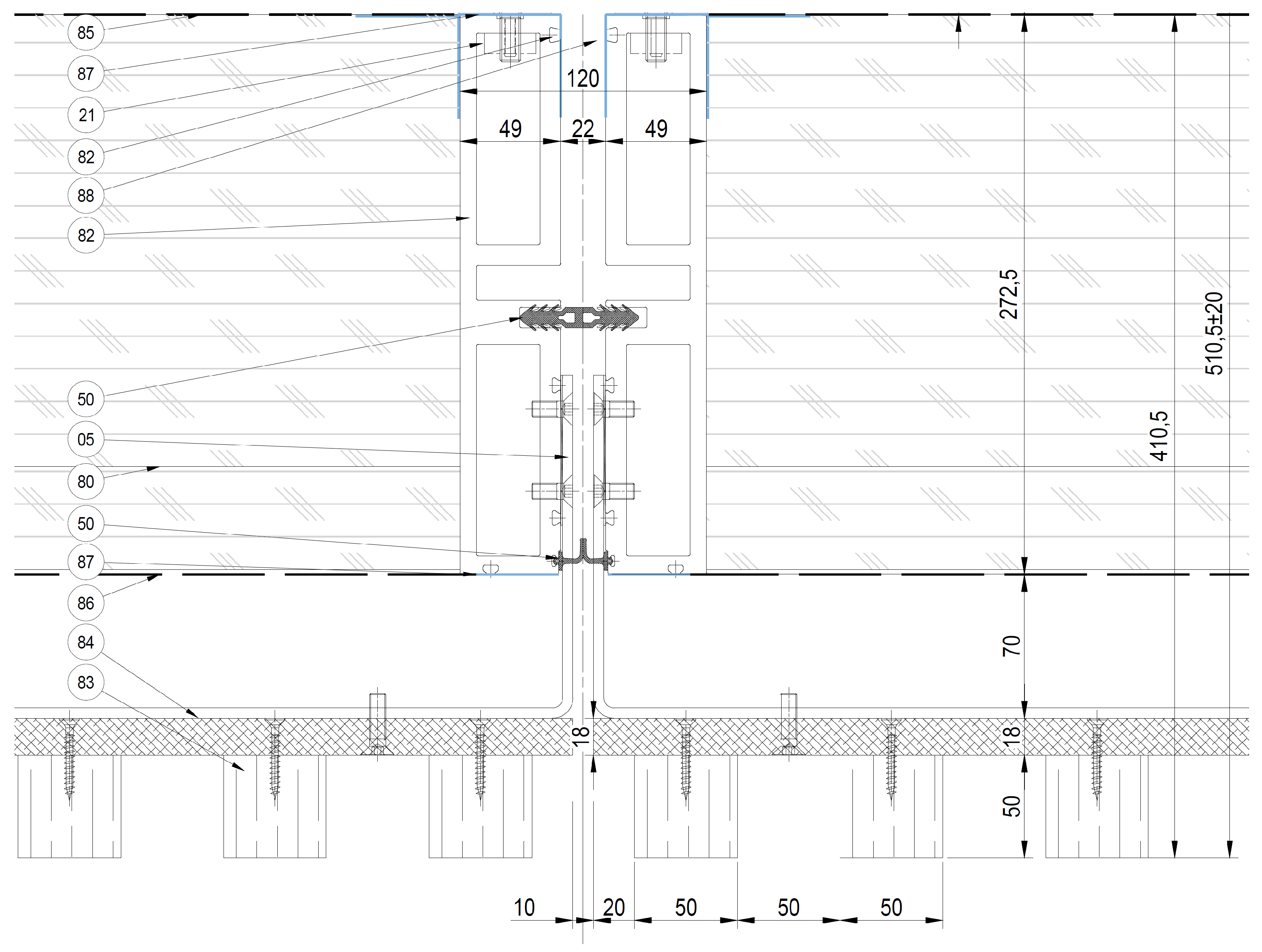
Table 20.
Basajaun Opaque Façade Module technologies.
| Figure Code | Layer | Objectives | Characteristics |
|---|---|---|---|
| 05 | Stainless steel sheet AISI 316 | To connect the external cladding to the frame | Structural part |
| 21 | Stainless steel accessory | To connect anchor to profile | Structural part |
| 32 | Galvanized steel bracket | - | - |
| 50 | EPDM gasket | Second water barrier | - |
| 50 | EPDM gasket | First water barrier | - |
| 80 | Insulated panel - fiber wood | Insulation | 0,036 W/m2K transmittance |
| 82 | Biocomposite profile- Mullions | To bead the unit load and connect it with the structural slab | To bead the unit load and connect it with the structural slab |
| 83 | Wooden Lamellas | External finishing | Reaction to fire class B1,s0-d0 |
| 84 | Plywood | Internal plywood for false wall | Reaction to fire class B1,s0-d0 |
| 85 | Internal membrane | Vapor barrier | Reaction to fire class A2,s1-d0 |
| 86 | External membrane | Water barrier, wind load resistance | Reaction to fire class A2,s1-d0 |
| 87 | Tape bioadhesive | to stick the membrane to the frame | - |
| 88 | Foam rubber | To not vibrate the internal key | - |
For the mechanical simulation, the opaque façade module is verified because the loads on the façade are lower than those on the vision façade module already discussed in the related paragraph.
The thermal simulation of the opaque façade module has been conducted to assess the overall thermal transmittance of the opaque façade module based on multiple node thermal simulations. The result achieved is a thermal transmittance of 0.27 W/m2K higher than the 0.20 W/m2K requested by the French regulation and even more for the Finnish requirement 0.17 W/m2K. To challenge this issue, new simulation has been defined with an internal wall to be realized on-site with a layer of 70 mm on wood fiber insulation and 12,5 mm plater board. The thermal transmittance for opaque façade plus the interior wall achieves 0.17 W/m2K suitable for both the building requirements.
Lastly the estimation of the acoustical performance of the final solution of opaque module is shown in Figure 24.
Figure 24.
Opaque Façade Module Acoustic performances.
3.3.3. Window/Door Module Façade System
The opaque façade system is also equipped with a window or door products to have a window/door façade module. This façade system requires the introduction of window/door, roller shutter, and a new bio-composite profile for the integration of window/door into the façade system. An on-market products wooden window has been integrated into the façade with a bio-composite profile designed for this façade system. Additionally, a shading system in the window façade system is integrated with an external roller shutter.
Figure 25.
Final solution: horizontal section Basajaun Window Façade Module.
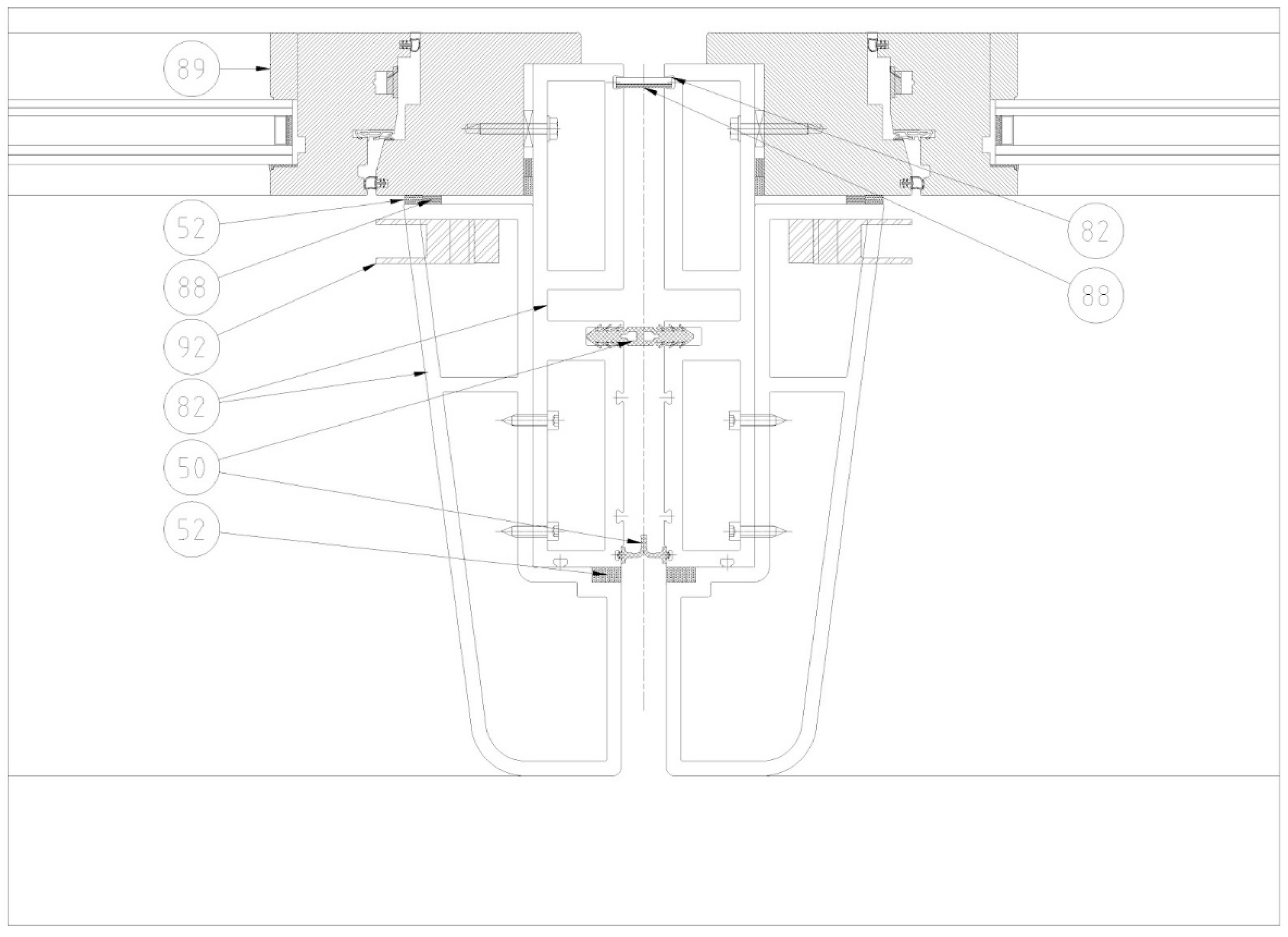
Table 21.
Basajaun Window Façade Module technologies.
| Code | Layer | Objectives | Characteristics |
|---|---|---|---|
| 9 | Openable | Natural ventilation | - |
| 50 | EPDM gasket | Second water barrier | - |
| 50 | EPDM gasket | First water barrier | - |
| 52 | Water seal silicone black color | To join the external frame to the internal frame | - |
| 52 | Water seal silicone black color | To join the openable to the frame | - |
| 82 | Biocomposite profile-Internal key | To join two units | Thickness 3,5 mm |
| 82 | Biocomposite profile-Mullions | To bead the unit load and connect it with the structural slab | Thickness 8/10 mm |
| 82 | Biocomposite profile-External frame | To cover the biocomposite profile - esthetical aim | - |
| 88 | Foam rubber | To not vibrate the internal key | - |
| 88 | Foam rubber | To not drop the silicone | - |
| 92 | Roller shutter | to guarantee shading elements | - |
4. Discussion
This section will synthesize the key discussions and interconnections between the paper objectives related to the façade system development. The activities conducted demonstrate:
- The development and design of bio-composite pultruded bars for façade system module frames are feasible but require specific considerations for façade designers. The pultrusion process has different tolerances compared to aluminum extrusion, which must be factored into profile design. Notably, larger curvature radiius necessitate simpler gasket designs. The caskets grooves must be carefully designed and validated during initial bar pultrusion activities, which will be part of the overall validation process for façade bar manufacturing.
- The mechanical simulation for the façade’s bar demonstrates its feasibility for a load stress façade module system as the vision. However, the required load capacity of the frame necessitates bars with larger dimensions than extruded aluminum profiles, with limitation on bar lengths. Indeed, to avoid bar with weight > 25 kg, the bar is available with a length of maximum 4 m, long enough for the pilot cases define for the façade, but a limitation for higher façade module. The bar weight has consequences for the overall dimensions of the façade system module and the load capacity of the bar itself, impacting façade manufacturing activities, particularly during cutting and machining processes.
- The curtain wall façade system’s components are well-established, but alternative components with lower environmental impacts can be integrated into facade systems. In addition to bio-based profiles, membranes and tapes for tightness systems have emerged as alternatives to metal sheets and sealant systems in facade design. Membranes offer valuable alternatives due to their Class A fire reaction, vapor barrier, water resistance, and wind load capability. However, final validation requires tests such as adhesion testing between tapes/membranes systems and bio-based profiles, as well as EN13830 testing. Despite achieving the required thermal transmittance, using a 70 mm insulation internal wall raises concerns about adopting wood fiber insulation in curtain wall facades. To maintain the same thermal resistance, wider facades must be designed, impacting system size. Further investigation is needed for market applications, particularly in markets like the UK, where only Class A insulation is permitted. This limitation, especially following recent tragic fire events in multistorey buildings, warrants further discussion.
- Design a bio composites-based curtain wall façade systems based on technical and normative requirement for real case applicability in line with the current building envelope standard for curtain wall façade solution is demonstrated for multiple façade system typologies also adopting the same profile. The overall system design appears in line with the requirements of the pilot references. Indeed, based on mechanical, thermal, and acoustic simulations the bio-based façade system modules demonstrate the compliance with normative.
- Despite the positive design validation, some specific tests should be conducted to confirm the adoption of the bio-based profile between sealants adopted in façade manufacturing and installation and bio-composite profile. For the vision façade module, the ambitious is to use structural silicone in direct contact to the bio-composite profile. This opportunity needs to investigate the adhesion behavior of the bio-composite profile with structural silicone and other sealants to be used in façade manufacturing (vision façade module) and in the installation stage (tightness sealing for curtain wall façade).
5. Conclusions
The Basajaun façade system confirms the existing opportunities to design curtain wall façade with more environmental friendly in line with expected performance levels, adherence to current curtain wall façade standards. The overmentioned activities demonstrated that the Basajaun façade system design is successfully aligned with the stipulated objectives and requirements of the Basajaun project, demonstrating accomplishments in several key areas. The achievements include the formulation of a novel bio composite profile with enhanced mechanical properties, addressing the specified project requirements. Beyond the achievements obtain by Basajaun façade system, further steps must be planned with the aim to validate the façade system modules and, overall, demonstrate, their marketability as:
- Enhancing the proportion of biobased components in the profiles, with a specific emphasis on the resin content, to contribute to a more sustainable and environmentally friendly product.
- Conducting specific prototyping and tests validation to demonstrate how the bio-based façade system achieved the normative standards based on established procedures.
- Validate the Basajaun façade system design to demonstrate its applicability in pilot buildings with the development of the pilot detail design to investigate consequence on real case design for manufacturing.
- Validate in production line the façade manufacturing process, to demonstrate the feasibility and cost-effectiveness of the tapes/membrane system replacing metal sheet and sealant as well as to understand the critical aspect for the cutting and machining of pultruded profiles with basalt fibers and their movement operations due to higher weight than usual aluminum profile.
- Investigate the cost of bio-based facade modules and understand their competitiveness compared to conventional curtain wall facade systems and determine any potential premium pricing for their adoption.
The bio-based façade module in curtain wall façade is an opportunity, but at this stage not yet ready for the market adoption. More investigation and further research on bio-based profile should be adopted to support its adoption and to demonstrate its competitiveness with conventional solution.
Author Contributions
Conceptualization, A.P., A.G. and M.A.N.D.; methodology, A.P. and J.A.L.; validation, A.P., A.G., M.A.N.D., A.N.M. and V.G.; formal analysis, A.P., L.V., A.G., M.A.N.D., A.N.M. and V.G.; investigation, A.P., L.V., A.G., M.A.N.D., A.N.M. and V.G.; resources, A.P., L.V., L.M., A.G., M.A.N.D., A.N.M. and V.G.; data curation, A.P., A.G., M.A.N.D., A.N.M. and J.L.K.; writing—original draft preparation, A.P., L.V. and L.M; writing—review and editing, A.P., L.V., L.M., A.G., M.A.N.D., A.N.M., V.G., J.L.K. and J.A.L.; visualization, A.P., L.M., A.G., M.A.N.D., A.N.M. and JL.K..; supervision, A.P., M.A.N.D. and J.L.; project administration A.P. and J.A.L.; funding acquisition, A.P. and J.A.L.. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the European Project H2020 “BASAJAUN” under grant agreement no. 862942.
Data Availability Statement
The data presented in this study that are not cited in the reference section are available upon request from the corresponding author, with the permission of third parties. The data are not publicly available due to the third parties’ privacy regulations.
Acknowledgments
The results and the study described here are part of the results obtained in the BASAJAUN project: “Building a Sustainable Joint Between Rural and Urban Areas Through Circular and Innovative Wood Construction Value Chains” (2019–2024). This information reflects only the author’s views and neither the Agency nor the Commission are responsible for any use that may be made of the information contained therein. EC CORDIS website https://cordis.europa.eu/project/id/862942 (accessed on 29 January 2024). The authors express their gratitude to Mr. Michelangelo Strocchi for his invaluable support and dedication to the design and validation of the Basajaun façade system during his tenure at Focchi S.p.A. Unipersonale.
Conflicts of Interest
This information only reflects the author’s views and neither the Agency nor the Commission are responsible for any use that may be made of the information contained herein. The authors declare that they have no financial interests or personal relationships that could have influenced the work presented in this article.
Appendix A
Table 22.
Conductvity values adopted for therml simulation analysis.
| Material | Thermal conductivity | Source |
|---|---|---|
| Woodfibre insulation | 0.038 W/mK | Manufacturer |
| Plywood, timber | 0.13 W/mK | EN ISO 10456 |
| Gypsum plasterboard | 0.25 W/mK | EN ISO 10456 |
| Biocomposite | 0.35 W/mK | Assumed |
| EPDM gasket | 0.25 W/mK | EN ISO 10456 |
| Internal seal | 0.35 W/mK | EN ISO 10456 |
| Air cavity (unventilated) | Geometry-dependent | EN ISO 10211 |
| 1 | From date of manufacture |
| 2 | Curing schedule 24hours @ 20ºC then 3 hours at 80ºC |
References
- H.-O. Pörtner, D.C. Roberts, E.S. Poloczanska, K. Mintenbeck, M. Tignor,; A. Alegría, M. Craig, S. Langsdorf, S. Löschke, V. Möller, A. Okem. IPCC, 2022: Summary for Policymakers. In Climate Change 2022: Impacts, Adaptation and Vulnerability; Contribution of Working Group II to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2022; pp. 3–33. [Google Scholar]
- Adams, M.; Burrows, V.; Richardson, S.; Drinkwater, J.; Gamboa, C.; Collin, C.; Ostenfeld Riemann, L.; Porteron, S.; Qvist Secher, A. Bringing Embodied Carbon Upfront: Coordinated Action for the Building and Construction Sector to Tackle Embodied Carbon; World Green Building Council, Toronto, Ontario, 2019.
- Ratiarisoa, R.; Magniont, C.; Ginestet, S.; Oms, C.; Escadeillas, G. Assessment of Distilled Lavender Stalks as Bioaggregate for Building Materials: Hygrothermal Properties, Mechanical Performance and Chemical Interactions with Mineral Pozzolanic Binder. Constr. Build. Mater. 2016, 124, 801–815. [Google Scholar] [CrossRef]
- Vinod, A.; Sanjay, M.; Suchart, S.; Jyotishkumar, P. Renewable and Sustainable Biobased Materials: An Assessment on Biofibers, Biofilms, Biopolymers and Biocomposites. J. Clean. Prod. 2020, 258. [Google Scholar] [CrossRef]
- Jones, D.; Ormondroyd, G.O.; Curling, S.F.; Popescu, C.-M.; Popescu, M.-C. 2 - Chemical Compositions of Natural Fibres. In Advanced High Strength Natural Fibre Composites in Construction; Fan, M., Fu, F., Eds.; Woodhead Publishing, 2017; pp. 23–58 ISBN 978-0-08-100411-1.
- Leszczyszyn, E.; Heräjärvi, H.; Verkasalo, E.; Garcia-Jaca, J.; Araya-Letelier, G.; Lanvin, J.-D.; Bidzińska, G.; Augustyniak-Wysocka, D.; Kies, U.; Calvillo, A.; et al. The Future of Wood Construction: Opportunities and Barriers Based on Surveys in Europe and Chile. Sustainability 2022, 14, 4358. [Google Scholar] [CrossRef]
- Carcassi, O.B.; Paoletti, I.; Malighetti, L.E. Reasoned Catalogue of Biogenic Products in Europe. An Anticipatory Vision between Technical Potentials and Availability. TECHNE - J. Technol. Archit. Environ. 2021; 63–70. [Google Scholar] [CrossRef]
- Pimponi, D.; Porcari, A.; Airi – Associazione Italiana per la Ricerca Industriale Circular Economy in The Building and Construction Sector in Italy: Towards Sustainable Production and Consumption; Mapping of Key Enabling Technologies Innovation Eco-Systems; 2020.
- Fernández Fortunato, E.; Jiménez-Sáez, F.; Hontoria, E. Can Industry Counteract the Ecological Crisis? An Approach for the Development of a New Circular Bioeconomic Model Based on Biocomposite Materials. Sustainability 2023, 15, 3382. [Google Scholar] [CrossRef]
- Kutnik, M.; Suttie, E.; Brischke, C. 10 - Durability, Efficacy and Performance of Bio-Based Construction Materials: Standardisation Background and Systems of Evaluation and Authorisation for the European Market. In Performance of Bio-based Building Materials; Jones, D., Brischke, C., Eds.; Woodhead Publishing, 2017; pp. 593–610 ISBN 978-0-08-100982-6.
- Winandy, J.E.; Morrell, J.J. Improving the Utility, Performance, and Durability of Wood- and Bio-Based Composites. Ann. For. Sci. 2017, 74, 1–11. [Google Scholar] [CrossRef]
- Pokharel, A.; Falua, K.J.; Babaei-Ghazvini, A.; Acharya, B. Biobased Polymer Composites: A Review. J. Compos. Sci. 2022, 6, 255. [Google Scholar] [CrossRef]
- Haraguchi, K. Biocomposites. In Encyclopedia of Polymeric Nanomaterials; Kobayashi, S., Müllen, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 1–8. ISBN 978-3-642-36199-9. [Google Scholar]
- Ahmad, H.; Chhipi-Shrestha, G.; Hewage, K.; Sadiq, R. A Comprehensive Review on Construction Applications and Life Cycle Sustainability of Natural Fiber Biocomposites. Sustainability 2022, 14, 15905. [Google Scholar] [CrossRef]
- Sunthonrvarabhas, J.; Sriroth, K.; Kim, H.-J. Polysaccharide Bio-Based Composites: Nanofiber Fabrication and Application. In Bio-Based Composites for High-Performance Materials; CRC Press, 2014 ISBN 978-0-429-15616-8.
- Zechmeister, C.; Gil Pérez, M.; Dambrosio, N.; Knippers, J.; Menges, A. Extension of Computational Co-Design Methods for Modular, Prefabricated Composite Building Components Using Bio-Based Material Systems. Sustainability 2023, 15, 12189. [Google Scholar] [CrossRef]
- Sandak, A.; Sandak, J.; Brzezicki, M.; Kutnar, A. Biomaterials for Building Skins. In Bio-based Building Skin; Sandak, A., Sandak, J., Brzezicki, M., Kutnar, A., Eds.; Environmental Footprints and Eco-design of Products and Processes; Springer: Singapore, 2019; pp. 27–64. ISBN 9789811337475. [Google Scholar]
- Fernando, D.; Navaratnam, S.; Rajeev, P.; Sanjayan, J. Study of Technological Advancement and Challenges of Façade System for Sustainable Building: Current Design Practice. Sustainability 2023, 15, 14319. [Google Scholar] [CrossRef]
- Sandak, A.; Sandak, J.; Brzezicki, M.; Kutnar, A. Designing Building Skins with Biomaterials. In Bio-based Building Skin; Sandak, A., Sandak, J., Brzezicki, M., Kutnar, A., Eds.; Environmental Footprints and Eco-design of Products and Processes; Springer: Singapore, 2019; pp. 65–97. ISBN 9789811337475. [Google Scholar]
- EN 13830:2015; Curtain Walling - Product Standard. European Committee For Standardization: Brussels, Belgium, 2015.
- ISO 10077-2:2017; Thermal Performance of Windows, Doors and Shutters — Calculation of Thermal Transmittance — Part 2: Numerical Method for Frames. ISO: Geneva, Switzerland, 2017.
- Juaristi, M.; Sebastiani, I.; Avesani, S. Timber-Based Façades with Different Connections and Claddings: Assessing Materials’ Reusability, Water Use and Global Warming Potential. J. Facade Des. Eng. 2022, 10, 71–86. [Google Scholar] [CrossRef]
- Li, Y.; Chen, L. Investigation of European Modular Façade System Utilizing Renewable Energy. Int. J. Low-Carbon Technol. 2022; 17, 279–299. [Google Scholar] [CrossRef]
- Machado, N.; Morioka, S.N. Contributions of Modularity to the Circular Economy: A Systematic Review of Literature. J. Build. Eng. 2021, 44, 103322. [Google Scholar] [CrossRef]
- Roxas, C.L.C.; Bautista, C.R.; Dela Cruz, O.G.; Dela Cruz, R.L.C.; De Pedro, J.P.Q.; Dungca, J.R.; Lejano, B.A.; Ongpeng, J.M.C. Design for Manufacturing and Assembly (DfMA) and Design for Deconstruction (DfD) in the Construction Industry: Challenges, Trends and Developments. Buildings 2023, 13, 1164. [Google Scholar] [CrossRef]
- López-Guerrero, R.E.; Vera, S.; Carpio, M. A Quantitative and Qualitative Evaluation of the Sustainability of Industrialised Building Systems: A Bibliographic Review and Analysis of Case Studies. Renew. Sustain. Energy Rev. 2022, 157, 112034. [Google Scholar] [CrossRef]
- Savoja, G. Experimentation of Composites Materials Reinforced with Vegetable Fibres for the Construction Sector. TECHNE - J. Technol. Archit. Environ. 2018; 16, 317–324. [Google Scholar] [CrossRef]
- Arregi, B.; Garay-Martinez, R.; Astudillo, J.; García, M.; Ramos, J.C. Experimental and Numerical Thermal Performance Assessment of a Multi-Layer Building Envelope Component Made of Biocomposite Materials. Energy Build. 2020, 214, 109846. [Google Scholar] [CrossRef]
- Astudillo, J.; González, M.G.; Sacristán, J.; Uranga, N.; Leivo, M.; Mueller, M.; Roig, I.; Langer, S.; Gemignani, G.; Vilkki, M.; et al. New Biocomposites for Innovative Construction Facades and Interior Partitions. J. Facade Des. Eng. 2018, 6, 065–083. [Google Scholar] [CrossRef]
- Circular Economy Principles for the Design of Buildings - EEB Response to Survey - EEB - The European Environmental Bureau.
- European Parliament and Council. Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on Industrial Emissions (Integrated Pollution Prevention and Control) (Recast) (Text with EEA Relevance); European Union: Brussels, Belgium, 2010. [Google Scholar]
- BASAJAUN - Building A SustainAble Joint between rurAl and UrbaN Areas Through Circular And Innovative Wood Construction Value Chains | BASAJAUN Project | Fact Sheet | H2020. Available online: https://cordis.europa.eu/project/id/862942/it (accessed on 11 January 2024).
- FOREST BASED COMPOSITES FOR FAÇADES AND INTERIOR PARTITIONS TO IMPROVE INDOOR AIR QUALITY IN NEW BUILDS AND RESTORATION | OSIRYS Project | Fact Sheet | FP7. Available online: https://cordis.europa.eu/project/id/609067 (accessed on 11 January 2024).
- Pracucci et al. - 2021 - Prefabricated Plug-and-Play Unitized Façade System.Pdf.
- Pracucci et al. - 2021 - An Analytical Approach for the Selection of Techno.Pdf.
- Objectives and Impacts. Basajaun-Horizoneu.
- BS EN 13830 2015.
- EN 14019:2016 - Curtain Walling - Impact Resistance - Performance Requirements. Available online: https://standards.iteh.ai/catalog/standards/cen/1bfe4fa0-6bf4-4ae7-b2a2-0a87ced89e0d/en-14019-2016 (accessed on 12 February 2024).
- 14:00-17:00 ISO 10211:2017. Available online: https://www.iso.org/standard/65710.html (accessed on 12 February 2024).
- ISO 717-1:2020(En), Acoustics — Rating of Sound Insulation in Buildings and of Building Elements — Part 1: Airborne Sound Insulation. Available online: https://www.iso.org/obp/ui/#iso:std:iso:717:-1:ed-4:v1:en (accessed on 12 February 2024).
- CWCT Embodied Carbon Committee Sustainability Guide 01: An Introduction to Sustainability in Façades; Centre for Window and Cladding Technology: The Studio, Entry Hill, Bath, BA2 5LY, 2021; pp. 1–62.
- Morganti, L.; Vandi, L.; Astudillo Larraz, J.; García-Jaca, J.; Navarro Muedra, A.; Pracucci, A. A1–A5 Embodied Carbon Assessment to Evaluate Bio-Based Components in Façade System Modules. Sustainability 2024, 16, 1190. [Google Scholar] [CrossRef]
- Pavatex Sa PAVAFLEX Flexible Woodfibre Insulation Material (EPD) 2014.
- Zwawi, M. A Review on Natural Fiber Bio-Composites, Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef] [PubMed]
- Joshi, S.; Chen, X. Time-Variant Simulation of Multi-Material Thermal Pultrusion. Appl. Compos. Mater. 2011, 18, 283–296. [Google Scholar] [CrossRef]
- Jeswani, A.; Roux, J. Modeling of Processing for Slot and Discrete Port Tapered Resin Injection Pultrusion. J. Thermophys. Heat Transf. - J THERMOPHYS HEAT Transf. 2008; 22, 749–757. [Google Scholar] [CrossRef]
- EPD International Library. International EPD System, Stockholm, Sweden. Available online: https://environdec.com/home (accessed on 13 February 2024).
Figure 1.
Dynamic Scanning Calorimetry (DSC) isotherm studies made to study polymerization.
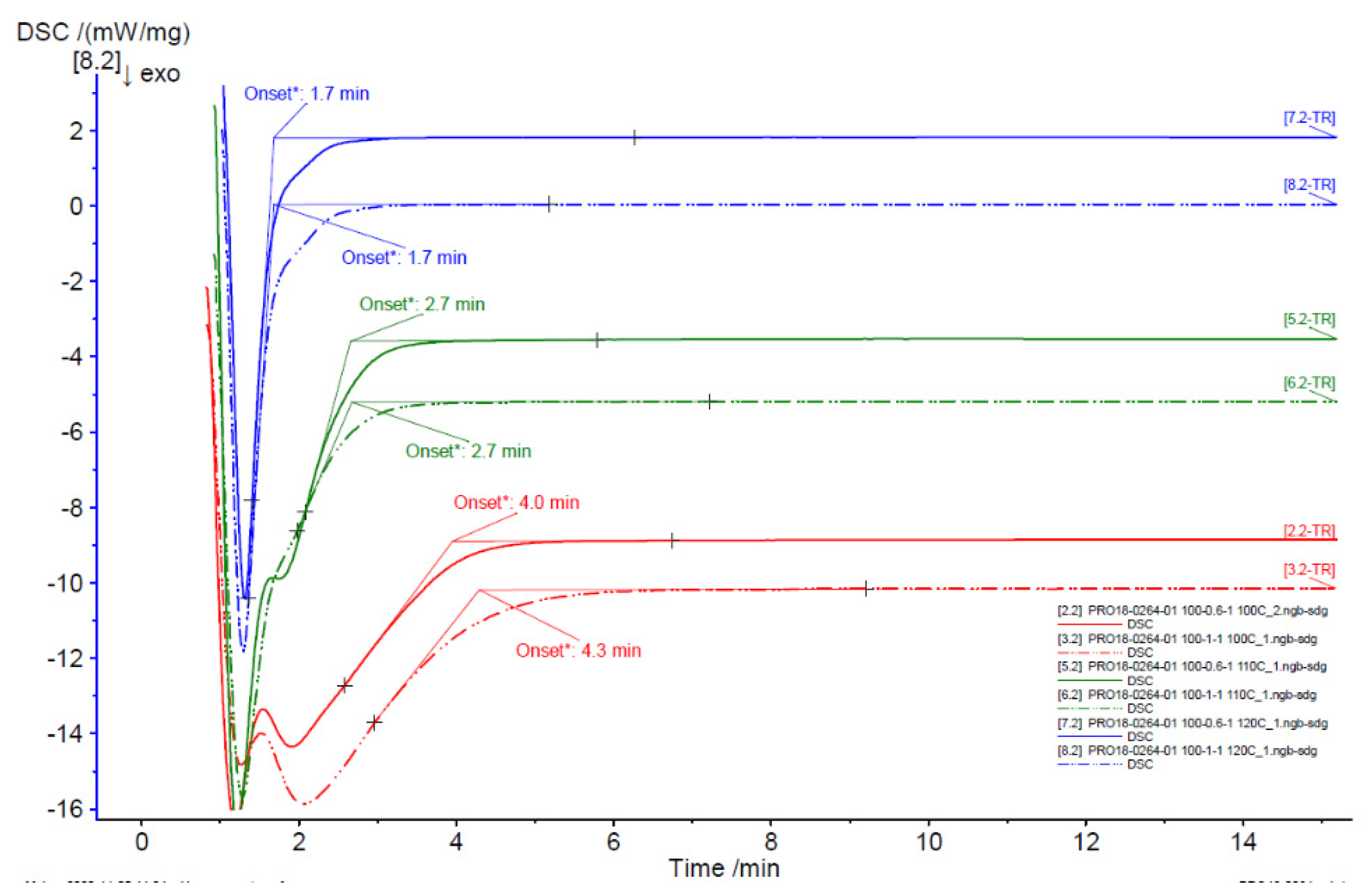
Figure 2.
Optimized bio-based polyester and basalt fibers profile obtained by pultrusion (20 yarns of basalt fiber). AIMPLAS’ facilities.
Figure 2.
Optimized bio-based polyester and basalt fibers profile obtained by pultrusion (20 yarns of basalt fiber). AIMPLAS’ facilities.
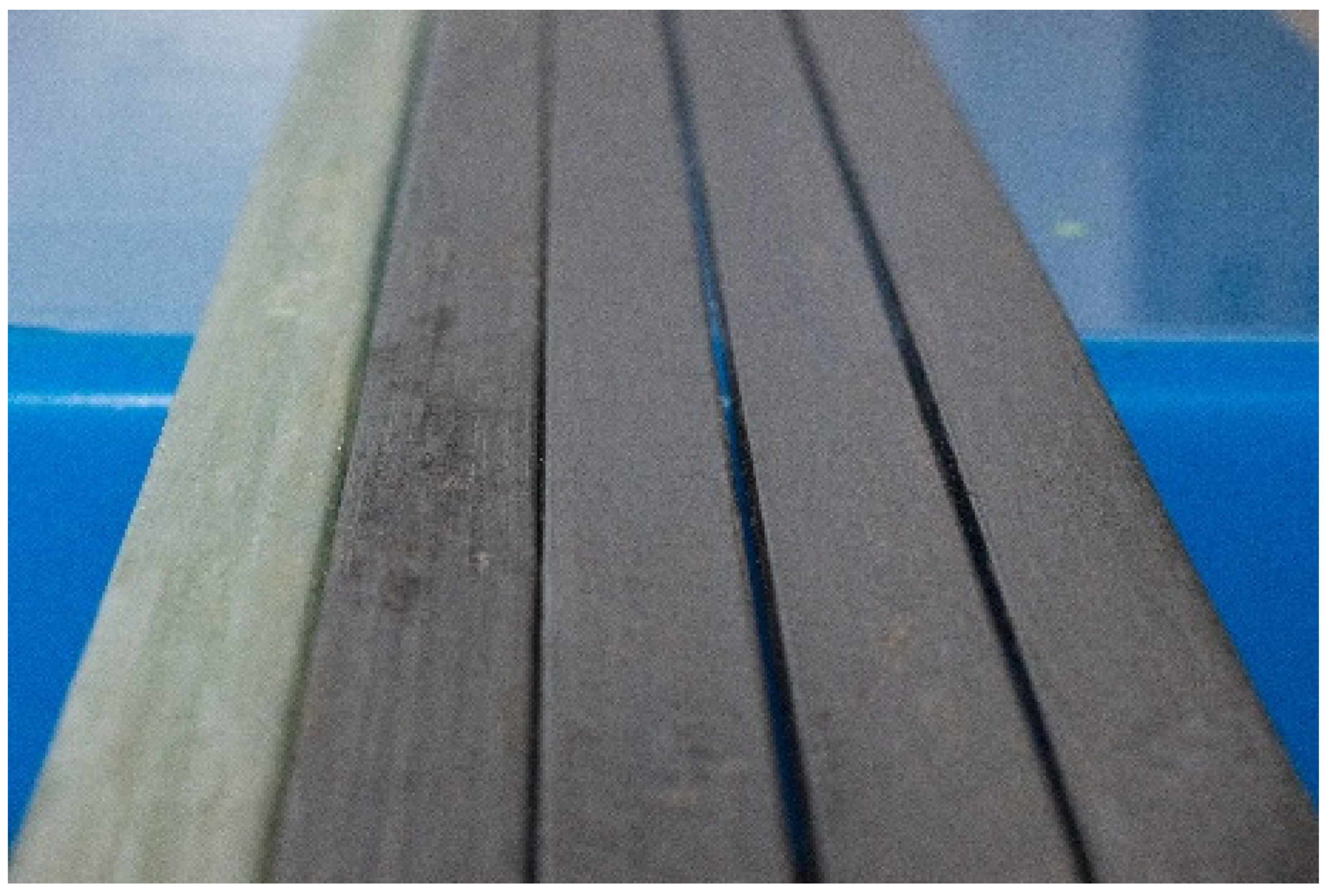
Figure 3.
Optimized bio-based polyester and basalt fibers profile obtained by pultrusion (13 yarns of basalt fiber). AIMPLAS´s facilities. Bio-based profiles (a); bio-based profiles pultrusion (b); basalt fiber in the resin (c); basalts rovings (d).
Figure 3.
Optimized bio-based polyester and basalt fibers profile obtained by pultrusion (13 yarns of basalt fiber). AIMPLAS´s facilities. Bio-based profiles (a); bio-based profiles pultrusion (b); basalt fiber in the resin (c); basalts rovings (d).
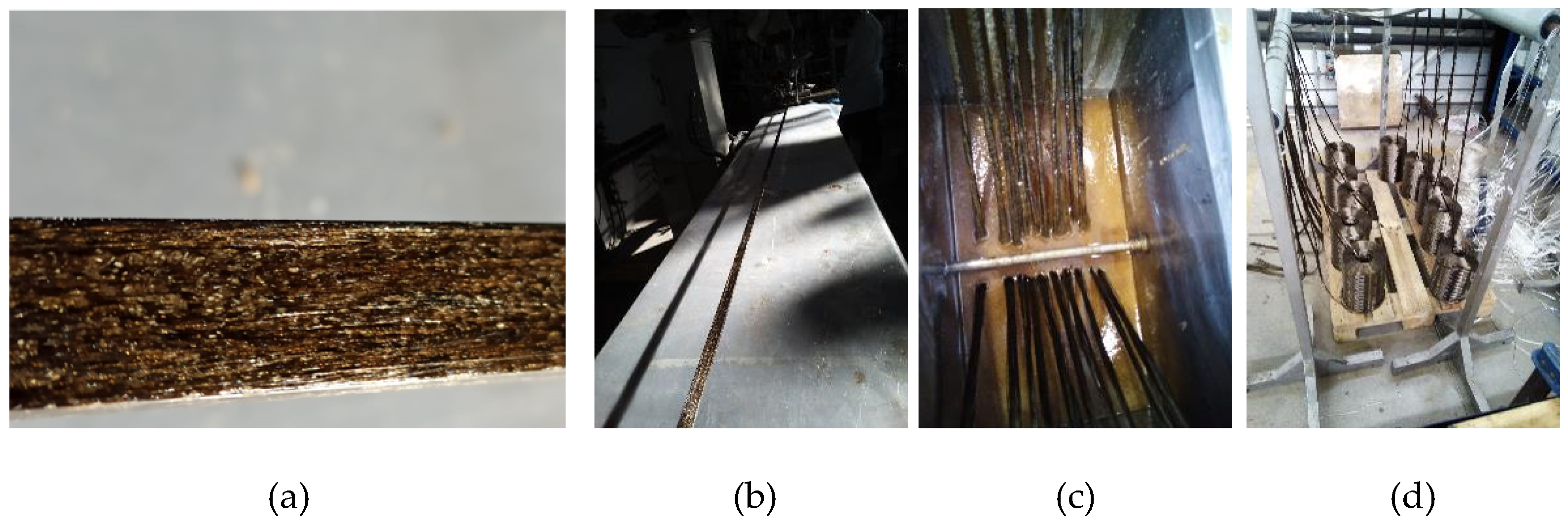
Table 1.
Properties of liquid resin.
| Liquid resin properties | Units | Specifications |
| Viscosity (cone & plate @ 25ºC) | dPa.s | 3.9 -4.7 |
| Specific Gravity (25ºC) | 1.08 | |
| Volatile Content | % | 35-40 |
| Acid Value | mg KOH/g | 16-20 |
| Stability¥1 when stored in accordance with recommended limits | months | 9 |
| Geltime at 25 °C (1% Catalyst M & 1% Accelerator G) | minutes | 9 to 12 |
Table 2.
Properties of cast Bio-based resin.
| Cast resin properties | Units | Specification |
| Barcol Hardness (Model GYZJ 934-1) | 36 | |
| Deflection Temperature under load †2 (1.80 MPa) | ºC | 72 |
| Tensile Modulus | GPa | 2.7 |
| Tensile stress | MPa | 88 |
| Tensile Elongation at break | % | 4.8 |
| Flexural Modulus | GPa | 2.6 |
| Flexural stress | MPa | 54 |
Table 3.
Basalt fibres properties.
| Basalt Fibers Properties | Units | Specification |
| Single filament diameters:( ± 1) acc. ISO 137 – 1975 | [μm] | 13 to 17 |
| Density: | [g/m³] | 2,6 to 2,8 |
| Linear density acc. ISO 1889:1987 | [tex] | 4800 ± 5% |
| Specific tensile strength: acc. DIN ISO EN 10618 | [cN/tex] | 104,6 ± 5% |
| E-Modul acc. DIN ISO EN 10618 | [GPa] | 84,2 ± 5 % |
| Linear expansion coeff. | [x¹⁰⁻⁷/K] | 6 |
| Moisture content: | less than 0,1 % | |
| Size content | [% ] | 1,0 ± 0,1 |
| Weight of the coil | [kg] | 5 to 10 |
| Stability at tension (20C°) | [%] | 100 |
| Stability at tension (200C°) | [%] | 95 |
| Stability at tension (400C°) | [%] | 82 |
| Thermal limit application | [ºC] | 440 |
| Vitrification temperature | [ºC] | 1050 |
Table 4.
Calculation of fabric layers for testing with bio-composite pultrusion section.
| Description | Rovings | Mat or Fabric | Fiber | ||||||
| Tex (gr/km) | No. Threads or layers | Gramagge (g/m2) | Effective Width (m) | Weight (g/m) | Density (g/cm3) | Volume (cm3/m) | Fraction V. Local | Occupied Section (cm2) | |
| Roving (basalt fiber) | 4800 | 20 | 96 | 2.65 | 36.23 | 0.55 | 0.66 | ||
| Total | 96 | 36.23 | 0.66 | ||||||
| Percentage of mold filling: occupied section/mold section x 100 | Total | 87.82 | |||||||
Table 5.
Calculation of fabric layers for testing with bio-composite pultrusion section by OMIKRON.
| Description | Rovings | Mat or Fabric | Fiber | ||||||
| Tex (gr/km) | No. Threads or layers | Gramagge (g/m2) | Effective Width (m) | Weight (g/m) | Density (g/cm3) | Volume (cm3/m) | Fraction V. Local | Occupied Section (cm2) | |
| Fabric (Glass Fiber) |
2 | 500 | 0.1 | 100 | 2.55 | 39.22 | 0.28 | 500 | |
| Roving (Basalt Fiber) |
4800 | 80 | 384 | 2.55 | 150.59 | 0.55 | 2.74 | ||
| Total | 384 | 150.59 | 4.14 | ||||||
| Percentage of mold filling: occupied section/mold section x 100 | Total | 51.73 | |||||||
Table 6.
Flammability rating UL 94 of bio-based profile.
| Flammability rating UL 94 | |||
| V-0 | V-1 | V-2 | |
| Burning time after flame application (s) | ≤ 10 | ≤ 30 | ≤ 30 |
| Total burning time (s) (10 flame applications) | ≤ 50 | ≤ 250 | ≤ 250 |
| Burning and afterglow times of specimen after second flame application (s) | ≤ 30 | ≤ 60 | ≤ 60 |
| Dripping of burning specimens (ignition of cotton batting) | No | No | Yes |
| Specimens completely burned | No | No | No |
Table 7.
Flammability tests.
| Description | Classification UL94 |
| Bio-based resin Only resin | Not classifiable |
| Bio-based resin+FR 1 20% | V2 |
| Bio-based resin+FR 1 30% | V0 |
| Bio-based resin+FR 1 40% | V0 |
| Bio-based resin+FR 2 30% | Not classifiable |
| Bio-based resin+FR 2 40% | Not classifiable |
| Bio-based resin+FR 2 50% | Not classifiable |
| Bio-based resin+FR 1 20%+ FR 2 40% | V2 |
Table 8.
Mechanical characterization of pultruded profiles and resin with FR.
| Sample | E | SD | R | SD | %R | SD | Poisson Ratio | SD | Apparent ILSS | SD | Break mode |
| MPa | MPa | % | µ | MPa | |||||||
| Resin with glass fibre cured (2h 70ºC) | 38400 | 1920 | 584 | 2.7 | 1.44 | 0.14 | 0.25 | 0.04 | |||
| Resin with basalt fibres with cured cycle (2 h 70ºC) | 39200 | 1500 | 431 | 73 | 1.11 | 0.16 | 0.07 | 0.06 | 10.7 | 0.8 | simple shear |
| Resin with basalt fibres without cured cycle (20 rovings) | 38600 | 852 | 378 | 9 | 1.01 | 0.03 | 0.16 | 0.25 | 10.5 | 0.6 | simple shear |
| Resin with basalt fibres and wood particles without cured cycle (13 rovings) | 26700 | 837 | 426 | 1.6 | 1.6 | 0.08 | 0.24 | 0.14 | |||
| OMIKRON sample (Longitudinal direction) |
30500 [ANM3] |
244 | 453 | 26,1 | 1,5 | 0,1 | -0.04 | 0,05 | |||
| Bio-based resin (Only Resin) |
1870 | 410 | 45.5 | 8.6 | 2.6 | 0.7 | 0.22 | 0.21 | |||
| Bio-based resin (Only Resin) + FR 1 20% |
2160 | 270 | 25.9 | 2.7 | 1.5 | 0.2 | 0.26 | 0.32 | |||
| Bio-based resin (Only resin) + FR 1 30% |
2060 | 319 | 22.1 | 1.3 | 1.6 | 0.4 | 0.35 | 0.14 | |||
| Bio-based resin (Only resin) + FR 1 40% |
2380 | 730 | 18.1 | 1.1 | 0.96 | 0.2 | 0.23 | 0.33 | |||
| Bio-based resin (Only resin) + FR 2 30% |
2750 | 1130 | 13.7 | 3.4 | 0.4 | 0.06 | -0.12 | 0.28 | |||
| Bio-based resin (Only resin) + FR 2 40% |
3000 | 1020 | 17.1 | 2.7 | 0.51 | 0.03 | 0.22 | 0.06 | |||
| Bio-based resin (Only resin) + FR 2 50% |
4160 | 1100 | 20 | 1.6 | 0.43 | 0.01 | 0.74 | 0.17 | |||
| Bio-based resin + FR 1 20% + FR 2 40% | 3550 | 128 | 19.3 | 1.5 | 0.55 | 0.07 | 0.72 | 0.25 | |||
Table 9.
Flexural properties of OMIKRON samples.
| Test | Flexural Modulus | SD | Flexural strength | SD | Deflection at flexural strength | SD |
| MPa | MPa | % | ||||
| Flexural properties according EN ISO 14125 | 32100 | 792 | 572 | 26 | 6,9 | 0,4 |
| Flexural properties Longitudinal Direction (non-standardized tests) | 18800 | 1580 | 409 | 35 | 2,0 | 0,4 |
| Flexural properties Cross Direction (non-standardized tests) | 8790 | 985 | 125 | 4 | 1,6 | 0,2 |
Table 11.
Lists of loads for mullion 8 mm.
| Maximum wind load = 2.00 kN/m2 | |
| Loads: | |
| WL = 2 KN/m2 x 0,79 m x 7,65 m = | 12.1 kN |
| WLult= 1.5 x 12.1 = | 18.13 kN |
| E = 1 kN/m x 0.79 m = | 0.79 kN |
| Eult= 1.05 x 0.79 kN = | 0.83 kN |
| E2 = 1 kN/m x 0.79 m x 0.7 = | 0.553 kN |
Table 12.
Lists of loads for transom 8 mm.
| Maximum wind load = 2.00 kN/m2 | |
| Loads: | |
| WL=2 KN/m2 x 0,79 m x 1,58 m = | 2.5 KN |
| WLult= 1,5 x 2,5 = | 3.75 KN |
| DL= 25KN/m3 x 0,027 m x 7,65 m x 1,58 m / 2 Blocks = | 4.1 KN |
| DLult= 1,35 x 4,1 = | 5.51 KN |
Table 13.
Comparison of the insulation alternatives.
| Wood fiber insulation used in Basajuan |
Average Rock Wool products from supplier A | Average Rock Wool products from supplier B | |
|---|---|---|---|
| Gross density (EN 1602) | 55.00 kg/m3 | 72.33 kg/m3 | 80.00 kg/m3 |
| Thermal conductivity (EN 13171) | 0.038 W/(mK) | 0.034 W/(mK) | 0.035 W/(mK) |
| Fire classification (EN 13501-1) | Class E | Euroclass A1 | Euroclass A1 |
| Water vapour resistance | 5 (EN 12667) | Not specified | 1 (EN 12086) |
Table 14.
Comparison of the sealing sheets alternatives.
| Reflective fire reaction vapor barrier screen used in Basajuan |
Example of an average sheet as conventional per façade module type A | Example of an average sheet as conventional per façade module type B | |
|---|---|---|---|
| Material | Aluminium - PE-Glass fiber | PET | PUR.PP |
| Fire classification (EN 13501-1) | Class A2-s1,d0 | B-s1,d0 | Class E |
| UV resistance | ✔ | ✔ | ✔ |
| Water impermeability | Class W1 | Class W1 | Class W1 |
| Water vapor transmission (Sd) [m] | 0.08 | 0.02 | 0.14 |
| Tensile strength [N/5 cm] | 3000/3200 | 250/210 | 210/205 |
| Thermal conductivity [W/(m*k)] | 0.0007 | 0.17 | 0.22 |
| Vapor resistance factor [μ] | 185 | 40 | 200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



