
Submitted:
28 March 2024
Posted:
28 March 2024
You are already at the latest version
Abstract
The fine chemical and pharmaceutical sectors are starting to advocate the use of flow chemistry due to reasons such as EHS, environmental, efficiency, cost saving and regulatory compliance. The use of trickle bed or fixed bed system could replace a batch autoclave typically used for hydrogenation reactions. However, there are few studies which detail the process from laboratory proof of concept through design to commercial realization. This study, using the production of 1,3-cyclohexanedione from catalytic hydrogenation of resorcinol as a case study demonstrates how the laboratory-scale recycle trickle bed can be used for catalyst screening and selection. Further, design data are generated by operation over a range of design superficial velocities and operating pressure that are used to derive a design correlation that is then used to specify a single stream plant at a level of definition consistent with a Preliminary Design for capital cost estimation. Finally, the further actions required in terms of data generation to increase the level of definition and confidence to a Sanction Grade or Final Design are discussed.
Keywords:
flow chemistry
; hydrogenation
; resorcinol
; continuous
; recycle trickle-bed
; process design
1. Introduction
The chemical industry has embraced continuous production for decades, primarily in the sectors that produce one product on a large scale e.g. petrochemical and bulk chemicals such as ammonia [1], sulfuric acid [2], sodium hydroxide and chlorine [3]. The pharmaceutical, fine and specialty chemical sectors have been slower to implement continuous production, primarily due to the requirement for one than one product on a smaller scale. However, the case for continuous manufacture is very persuasive from an environmental and sustainable perceptive [4] and thus the sectors are starting to advocate the use of flow chemistry due to reasons such as EHS, efficiency, cost saving and regulatory compliance [5]. Regulatory approval of several pharmaceutical products manufactured via continuous processes have been granted [6] such as Orkambi™ by Vertex in 2015, Prezista™ by Janssen in 2016, Verzenio™ by Ely Lilly in 2017, and Symdeko™ by Vertex in 2018 along with substantial investment in continuous manufacture by major players in the pharmaceutical industry. This has been accompanied by numerous publications detailing the advantages for flow in chemical reactions [7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23]; along with several venders offering flow chemistry equipment at different scales to facilitate the transition from laboratory scale to industrial realization [24,25,26,27,28,29,30,31]. The focus has mainly been the reaction chemistry itself, but pre- and post- processing steps as well as process analytical technology and data storage must also form part of the overall strategy in the shift from batch to continuous operation.
Nevertheless. the requirement for quick manufacture of numerous products at various scales, while maintaining quality and safety, remains [6]. This begs the question; can multiple products be made using the same equipment or utilizing the same footprint [32]? The consensus from industrial practitioners is that not-one size fits all and that a modular approach should be employed [33]. However, the range of chemical transformations that is required in the pharmaceutical/fine chemical sector is extensive and therefore, to exploit this fully, development of continuous flow chemistry ‘know-how’ is essential to understand the benefits and optimum routes for manufacture. Companies will have varied experience in different chemical transformations so the move to continuous will necessitate both in-house development and working closely with Contract Manufacturing (Development) Organizations (CM(D)O) to realize other transformations via continuous routes [34]. Although there is a plethora of commercial reactors advocated for continuous processing, the wide range of reaction conditions and different chemistries that can be involved means that investment in this technology can be challenging for an industry which has historically, for several reasons, been risk averse. These designs of reactors are “solutions looking for a problem” and thus, it is the reaction chemistry which should dictate the design of the reactor system and accompanying associated equipment [32,35].
The trickle bed represents the simplest continuous reactor concept for gas/liquid solid catalysed reactions. By virtue of the packed bed it provides very high specific catalyst. Trickle bed catalysts are typically extrudates or cylindrical, trilobe or quadrilobed shaped materials. They are randomly packed into a single adiabatic reactor shell and operated in downflow mode for both the liquid (generally the substrate) and the reactive gas. As such there are two important mass transfer processes that may influence the observed reaction rate: from the gas into the liquid and the liquid diffusion with the catalyst pore network. As a result, these trickle bed reactions can commonly be rate limited by the gas-liquid mass transfer. Additionally, the catalyst extrudates will likely operate at “pellet effectiveness” values significantly less than unity; 50% or thereabouts is a reasonable first estimate. It is of course essential to take these transport limitations into account in addition to the reaction kinetics in reactor design.
According to the gas and liquid mass velocities, a number of distinct flow regimes have been identified, all with different mass transfer characteristics [36,37]. Unless detailed and validated models are available to the designer for the mass transfer in the given system, the impact of flow rate and flow regime needs to be established experimentally. Equally, the “pellet effectiveness” needs to be established if the design is to be based on intrinsic kinetics [38].
Trickle beds have been in widespread use in the oil refining and petrochemical industries for over 100 years where established testing, scale up and design methods are well established. The test reactor, typically 10-40 mm in diameter and up to 1 metre in length is filled “full” catalyst pellets/extrudate particles and the interstitial voids are filled with inert fine particles (say 50-100 micron SiC particles) [39,40]. This moves the packed voidage to a first approximation from 0.4 to 0.16. The fine particles also dominate the structure of the two phase flow leading to an increase in liquid hold up and thus longer liquid residence times [41]. This essentially allows the test reactor to be operated at design liquid hourly space velocities and thus testing on a once through integral reactor basis. Scale up and design is based on the arising data and, significantly, on prior knowledge including kinetic and hydrodynamic models as well as data from existing units.
For trickle bed applications into the fine chemicals industry, it may become the norm that only one or two units for a given reaction will ever be built. While hydrodynamic and mass transfer models are widely available in the literature, reliable kinetic modes are likely to be unavailable and prohibitively expensive to obtain in terms of elapsed time and the required experimental resource. Therefore, to enable the wider exploitation of the trickle bed for flow chemistry in the fine chemicals industry an alternative approach is needed.
There has been significant attention in the literature to so-called “micro-trickle beds”. These are generally 2-5 mm diameter reactor tubes, say 300 mm in height and packed with catalyst powder of diameter 10 – 250 micron. There is significant literature on their use, as heat exchanger reactors for process intensification e.g. the series of studies by Bavykin and co-workers on benzyl alcohol oxidation [42,43,44]. Furthermore, reproducible behaviour of these test reactors has been demonstrated, provided that a consistent packing procedure is followed [45,46]. The hydrodynamics are dictated by the fine catalyst particles, as was the case for the conventional fines-diluted approach discussed above. However, in oil and petrochemical applications the surface tension and wetting angles of the liquid are incorporated in the design models, and in truth probably not that variable, in fine chemicals applications changing solvent could significantly change these physical properties with major impact on the hydrodynamics of the bed [47].
There are a number of reports on the scaling of data from commercially available micro-trickle bed test units [48,49]. However, if scaling to a conventional, extrudate packed commercial reactor this is fraught with uncertainty regarding the hydrodynamics, mass transfer and pellet effectiveness. While these may not be ideal for generating design data, this type of reactor is however invaluable for catalyst screening and establishing the preferred temperature and pressure design space and has the benefit of requiring only relatively small volumes of substrate. An alternative approach to small scale trickle bed testing is to run a small reactor, packed with extrudates (no fines) in recycle mode with the liquid and mass velocities at full scale design rates (the order of 1-20 mm s-1). The first detailed analysis of this approach was presented by Hickman et al. [50], although the concept does seem to be somewhat older than this [51,52]. This has the benefits of allowing operation at design velocities and thus full scale hydrodynamics and given the low pass conversion leads to, in reaction kinetics measurement terminology [53], gradientless operation. That is to say, this reactor configuration is inherently set up to measure extrinsic kinetic data (that includes both mass transport and kinetic effects) which can be used directly into a design model.
The present authors have used this design configuration extensively to collect data not only trickle beds [38] but also coated monoliths [38,54], a structured slurry bubble column [55,56] and homogenously catalyst gas liquid reactions [57]. The same concept has equally been used, as examples, to study scale up and design of trickle beds for wastewater denitrification [58], catalytic wet air oxidation of bisphenol A [59] and the dehydrogenation of tetrahydrocarbazole [60]. This paper reports for the first time how data from this laboratory reactor set up can be used directly to develop a full preliminary plant design.
2. Materials and Methods
2.1. Reagents
The resorcinol feed stock was provided by Robinson Brothers Ltd. The sodium hydroxide used was sodium hydroxide pellets 99.998% Product Number 480878 from Sigma Aldrich. The catalysts were provided from Johnson Matthey’s Life Sciences Technologies Business, the details are provided in Table 1.
2.2. Experimental Reactor
The catalysts were tested in a laboratory scale loop reactor that has been described previously for hydrogenation and oxidation reactions [38,54]. The reactor was designed for co-current downflow operation, liquid recirculation, and continuous gas feed. The liquid reactant (300 cm3) was introduced into a receiver vessel. The liquid reactant was pumped from the receiver vessel to the reactor. The liquid was introduced to the reactor using a spray nozzle to ensure a uniform flow distribution. Hydrogen was introduced to the reactor where it could be mixed with the liquid spray before the catalyst bed. The lines delivering liquid and gas reactants could be heated if appropriate. The reactor tube was 25.4 mm i.d. stainless steel tubing used to house the catalyst pellets used for testing and designed to operate at high temperature (723 K) and high pressure (40 barg). A valve was incorporated to allow depressurization of the reactor exit flow. This enabled easy gas–liquid separation and sampling at atmospheric pressure. The liquid was recycled back to the receiver vessel and the gas vented.
2.3. Charging the Reactor
The reactor was charged with catalyst (cylindrical, pellet. trilobe or extrudate). The trickle-bed sample was packed in stages; 30 cm3 of the sample was loaded, and the reactor was tapped until the catalyst bed settled according to the procedure outlined by Al-Dahhan et al. [39] but without the coaddition of fines.
2.4. Catalyst Activation
After charging the batch recycle reactor with catalyst, the system was purged with nitrogen. Hydrogen was then passed over the catalyst at 250 cm3 min-1 at a total pressure of 4 barg and the sample was heated at 3 K min-1 to 393 K and left for 1 hour. For the nickel catalyst the temperature was then raised at 3 K min-1 to 723 K and left for 1 hour whilst maintaining hydrogen flow. The samples were then cooled to reaction temperature in hydrogen.
2.5. Experimental Procedure
The liquid solution was made up as follows, resorcinol (127 g) was added to a solution of sodium hydroxide pellets (54 g) dissolved in distilled water (194 g). This solution was then used to prewet the catalyst for an hour. The solution was then discharged and a fresh solution (300 cm3) was introduced. The typical experimental conditions that were varied are shown in Table 2. Samples (2 cm3) were extracted at regular intervals during the course of the reaction.
2.6. Analysis
From the samples extracted during the course of the experiment 1 cm3 was neutralized with 0.45 cm3 of 37 wt.% HCl and was then mixed with acetone (2 cm3). The mixture of resorcinol and 1,3-cyclohexanedione was extracted with acetone and analyzed by a Varian 3400 gas chromatograph equipped with a flame ionization detector and a capillary column (Varian VF-5MS column 30m x 0.32mm 0.25micrometres film thickness).
3. Results
The experimental study initially tested a range of commercially available catalysts believed to be suitable for this particular hydrogenation (Table 1). The reaction profile was used to infer key mechanistic information required for reactor design. The selected catalyst was tested under a range of temperature, mass velocity and pressure conditions to determine the preferred design conditions. The data were then used to carry out a full scale reactor design and flowsheeting exercise leading to a preliminary plant design.
3.1. 1,3-Cyclohexanedione Formation
The experimental protolocol decribed in 2.4. minics the commerical procedure as it forms 1,3-cycloexanedione in high yield and avoids significant byproduct formation e.g. 1,3-cyclohexanediol [55,56]. The first step is the acid–base reaction between resorcinol and sodium hydroxide. The molar ratio of sodium hydroxide to resorcinol is 1.18 which has been reported to be the optimium for obtaining 1,3-cyclohexanediol in high yield [61]. The reaction occurs in basic aqueous solution as described in Section 2.4. and proceeds via three steps as detailed in Scheme 1. The methodology is to protect the two C=C bonds of the aryl group during the hydrogenation reaction. The second step is the catalytic hydrogenation of the sodium salt of resorcinol which is the focus of this work. Finally, the product obtained in the second step is reacted with hydrochloric acid and the final product is 1,3-cyclohexanedione. It should be noted that 1,3-cyclohexanedione itself is unstable. It usually deteriorates on exposure to air, can be stored only for a short time, and has a tendency to give self-condensation products at higher temperatures in the presence of a catalyst.
3.2. Catalyst Screening: Rate of Reaction Over Catalysts
Figure 1 shows the hydrogenation of resorcinol over commercial Ni/Al2O3 catalyst extrudates as a function of time. Total conversion of resorcinol was observed. The results indicate that the reaction was zero order up to 80-85% conversion after which the rate tends to pseudo-first order, presumably because the catalyst:substrate ratio becomes >1. This may be considered classical behaviour for a substrate that absorbs stongly, but not sufficiently to cause substrate inhibition.
Table 3 shows the apparent rate of reaction for all catalysts studied. While the PGM catalysts were far more effective on a specific rate per gram of metal, on a total mass or volumetric basis the Ni/Al2O3 was the most promising candidate as a fixed bed catalyst for resorcinol hydrogenation to 1,3-cyclohexanedione. These results indicate a reactor volume 5 times smaller than the best PGM catalyst (Rh/C). Given the relative prices of the studied catalysts, reactor volume will dominate the relative plant costs. The Ni/Al2O3 catalysts is preferred from an operating (catalyst initial charge and replacement) and capital (reactor size and cost) perspective.
3.2. Reaction Parameters over Ni/Al2O3 Catalyst
Figure 2 shows the zero order reaction rate for the hydrogenation of resorcinol over Ni/Al2O3 catalyst as a function of liquid superficial velocity. The rate of reaction increased as the superficial velocity was increased from 7 mm s-1 up to 14 mm s-1. It is expected that the trickle to pulse regime transition for this catalyst would occur at around 10 mm s-1 for this size and type of extrudate [62,63,64]. The experimental range thus spans the flow regime transition.
Figure 3 shows the influence of pressure on the reaction rate. As would be expected for a reaction of this type, the reaction rate shows a first order dependency on the hydrogen pressure. This is consistent with the zero order interpretation of the earlier part of the reaction, and that the rate here is in fact, probably transport limited.
Figure 4 shows an Arrhenius-type plot, natural logarithm of reaction rate against 1/T to determine an activation energy for hydrogenation. The gradient of the line is -Ea.R-1, which gives rise to an activation energy of 22 kJ mol-1. This value of 22 kJ mol-1 is quite low for hydrogenation and would commonly be used to infer a mass transfer limitation. A low activation energy was observed for this reaction in autoclave studies over a Rh/Al2O3 catalyst [56]; whereas when the reaction was perfomed in a more structured system (capillary flow) the value was higher indicating kinetic control consistent with the high rates of mass transport and mixing for multiphase flow in more structured reactors. This is consistent with the first order pressure dependency observed above.
For the trickle-bed catalyst the rate shows a dependence on the superficial velocity, which indicates the presence of significant mass-transfer resistance The observed reaction rate is, in fact, controlled by the gas/liquid mass transfer. A detailed analysis of the mass transfer for a trickle bed in a hydrognetaion recation was given in our previous paper [38] where the trickle-bed operation in both trickle-flow and transition regimes was found to be mass-transfer controlled, with a pellet effectiveness of 50% or above. The liquid flow regime is expected to be trickle flow at the lower liquid superficial velocity and into the transition region at the higher liquid superficial velocity. This is an indication that the reaction process in the trickle bed is substantially mass transport controlled but significant reaction does occur within the pellet interior [38].
There was a significant impact of temperature on reaction selectivity; as noted earlier at higher temperatures by-products were observed presumably self-condensation products from 1,3-cyclohexanedione in the presence of a catalyst.
A multi-variate analysis of the experimental data can be completed to obtain a design correlation for the zero-order portion the reaction below for which the fitting parity plot is shown in Figure 5.
4. Preliminary Plant Design
Analysis of the obtained products from the commercial Ni/Al2O3 catalyst hydrogenation studies indicated that the reaction selectivity was good with a high yield of 1,3-cyclohexanedione. The 1,3-cyclohexanedione solid when isolated was of “good colour” and filtered very well. The yield was noted as being comparable to that from autoclave studies carried out at Robinson Brothers Ltd on sponge-metal catalyst (nickel) catalyst. Therefore, the trickle bed reactor was able to produce product of quality at least comparable to that of the traditional autoclave.
4.1. Design Philosophy
A number of key observations from the experimental data influenced the reactor design strategy for the industrial application:
- The selectivity and product quality decline significantly for isothermal run temperatures significantly above 343 K. The by-products leading to poor yield and color were largely derived from the product. The catalyst activity significantly below 333 K was low. The preferred design temperature if 343 ± 5 K is therefore specified.
- The enthalpy of reaction is estimated to be 105 kJ mol-1 (exothermic) and there will be a significant adiabatic temperature rise (ca. 80 K). Therefore, cooling must be provided to maintain the temperature largely between 338 and 348 K. Trickle bed reactors themselves are of course essentially adiabatic so the reactor flowsheeting must accommodate this. Adequate mass transfer and reaction rates were obtained in the trickle bed under the selected process conditions; more specifically across the range of liquid mass velocities.
- The zero order behaviour below 85% conversion is fortuitous. This means the same resorcinol reaction is obtained irrespective of its concentration. This affords a solution to the adiabatic temperature rise issue. A first column can be designed to run with recycle to limit pass conversion for the allowable temperature rise.
- A bleed from this recycle loop will be taken forward to a second, single pass column that will take the reaction through to complete conversion, operating in the 1st order reaction rate domain.
4.1. Process Flowsheet
A process flowsheet and mass balance summary for a continuous hydrogenation resorcinol plant that would produce 1,3-cyclohexanedione (2,000 Metric Tons per annum) with composition suitable to a hydrogenation plant for resorcinol was designed using the information in Figure 1, Figure 2, Figure 3 and Figure 4. Liquid Hourly Space Velocities (LHSV’s) were estimated from the laboratory experiments described earlier, and the reactor catalyst volumes estimated from the flow rate determined from the plant mass balance for the desired plant throughput. The flow diagram from the process flowsheet is shown in Figure 6. The design is based on the reaction profile as shown in Figure 1, where the reaction at concentrations corresponding to <80-85% conversion was substantially zero order in resorcinol, with no observed inhibition from product adsorption. The majority of the reaction may, therefore, be conducted in a single reactor (C100 in Figure 6) with product stream recycle. This reactor should convert approximately 85% of the plant resorcinol feed. The recycle ratio should be selected to control the per-pass temperature rise to within acceptable limits. A purge from the recycle should be then fed to a second “polish” trickle bed (C200 in Figure 6) that will be used to hydrogenate the remaining resorcinol (1st order reaction regime) in a single pass.
As noted above, there are two hydrogenation reactors; the first one (C100) is designed to convert 85% of resorcinol at 333 K at a nominal design pressure of 7 barg as described above. The second reactor (C200) is designed to convert the remaining resorcinol at 333 K at a nominal design pressure of 7 barg. The feed composition of resorcinol, sodium hydroxide and water are fed from a preparation feed tank, which may be available from existent vessels. The feed preparation tank will require moderate agitation and may require jacketing due to heat generation from addition of caustic to water (not accounted for). The hydrogen gas is fed from a hydrogen storage vessel.
The starting liquid feed solution (S101) is introduced (S103) to the first hydrogenation reactor (C100). The gas feed (S105) is introduced to the first hydrogenation reactor (C100). The liquid hydrogenation products exit the reactor (S106). Any remaining gas that is not consumed (S202) is passed to the second hydrogenation reactor (C200). The liquid feed (S106) is cooled via a heat exchanger (E102). The majority of this liquid stream (S107) is recycled back (with a recycle ratio of 5:1) and mixed with the starting liquid stream (S108) and fed (S102) to the hydrogenation reactor (C100). This recycle is necessary to mitigate the adiabatic temperature rise in the hydrogenation reactor (C100) so that the exit stream (S106) is at a temperature of 343 K i.e. a 10 K exotherm in the reactor.
The hydrogenated liquid feed solution (S202) is introduced to the second hydrogenation reactor (C200). The gas feed (S202) is introduced to the second hydrogenation reactor (C200). The liquid hydrogenation products exit the reactor (S203). Any remaining gas that is not consumed (S204) is vented or recycled according to the needs of the plant (S205). The liquid feed (S203) is cooled via a heat exchanger (E201). The cooled liquid feed (S301) is reduced from 7 bar down to 1 bar atmospheric. The liquid product is treated with hydrochloric acid (which is not accounted for) which may need to be jacketed due to heat generation from the neutralization reaction (acid and base). The product stream is then treated to produce the desired 1,3-cyclohexanedione product. The feed to the reactor (C200) could be preheated to near the feed section temperature by heat exchange with product streams.
4.2. Main Plant Items
To obtain more realistic costings, the sizes and duties of the Main Plant Items (reactors, heat exchangers, pumps, compressors) need to be identified based on the experimental data. This estimate would be for a continuous hydrogenation of resorcinol unit producing 2,000 Metric Tons per annum of product. Figure 7 shows how the preliminary trickle bed reactor (first hydrogenation vessel C100) can be designed. The catalyst volume required is 2.6 m3 for a reactor diameter of 0.4 m giving a bed height of 20 m. Increasing the diameter of the reactor decreases the height of the catalyst bed but more catalyst volume is required. Figure 8 shows the impact of superficial velocity of the relative cost of the reactor. Increasing superficial velocity lowers the cost of the reactor and catalyst costing, which is a positive result considering that increasing superficial velocity increases the rate of reaction (Figure 2). Figure 9 shows the impact of superficial velocity of the polishing (second hydrogenation reactor C200). Increasing reactor diameter means that reduced trickle bed height and superficial velocities are required for a realistic reactor design. Operation of the polishing reactor (C200) implies that low superficial velocities are required.
Design sizing of the other main plant items required for a preliminary design costing is by simple approximate standard design approaches. For example, the heat exchanger duties are defined by the energy balance and the heat exchange area (the key parameter for costing purposes) can be determined simply from Q = U.A.ΔT where Q is the heat exchanger duty (W), U is the overall heat transfer coefficient (W m-2 K-1), A is the heat exchanger area and ΔT is the logarithmic mean temperature difference (K). Equally the sizing of the pumps can be sized by on the flow rate (defined in the mass balance) with the required head estimated by the elevation of the delivery (the column heights) and P = ρ.g.H multiplied by a suitable design margin to include account for pipeline friction losses, where P is the delivery Pressure (N m-2), ρ is the fluid density (kg m-3), g is the gravitational constant (9.81 m s-2) and H is the column height (m).
4.3. Preliminary Cost Estimate
The information from this experimental programme and the process flowsheet and mass balance can be used to obtain a preliminary cost estimate for the main plant items e.g. reactor sizing, heat exchange duty, pump and compression for a continuous hydrogenation resorcinol plant designed to produce 1,3-cyclohexanedione for a given production rate per year. It is recommended that capital cost estimates be made using the Factorial Costing approach [35,65,66]. Main plant items costs can be obtained by vendor estimates, bearing in mind the materials of construction required for the high alkalinity feed stream. Multiple (rather then) single installation factors should be applied. Lang factor values mid-range should be used. The plant is pretty small so some installation factors (e.g. instrumentation, piping) are unusually high. The capital cost considerations for continuous operation have been addressed in numerous publications [9,10,34,35,67,68]. This estimate can be used to move from an initial screen stage to an extended evaluation [69]. An important factor is that the design is based on a packed (fixed) trickle bed catalyst. While this is advantageous over the use of a slurry catalyst in that the need for catalyst filtration, separation and recycle is circumvented, an important aspect is that the trickle bed is durable enough for infrequent change out (replacement) [70]. Some fixed bed catalyst systems have lifetimes of several years but that depends on the chemical transformation [71].
4.4. Beyond Preliminary Design
The discussion above has presented how the data from the recycle trickle bed reactor can be used for a plant preliminary design. If, however, plant design and specification is to progress beyond this stage gate addition data will be required. The discussion above has highlighted that the data volume and variety are not yet sufficient for detailed plant design. Moreover, clearly the sampling frequency in the pseudo-1st order regime is not adequate to allow determination a reliable apparent kinetic model.
It should be emphasized that the recycle trickle bed data alone are not sufficient. Most importantly they give no information on chronic catalyst deactivation. Longer term testing in a micro-trickle bed or conventional packed bed with fines is essential for this purpose. Traditional trials using a trickle bed packed with fines may be a requirement of customer confidence and high conversion demonstration purposes but are not essential for design purposes alone. In either of these however it is essential also to mimic the likely temperature profiles, maybe requiring heat transfer to be built into the test reactor design.
5. Conclusions
This investigation has shown that commercial Ni/Al2O3 is a most promising candidate as a fixed bed catalyst for resorcinol hydrogenation to 1,3-cyclohexanedione. The data obtained from the batch recycle tests have been used to construct a process flowsheet giving information about main plant items to generate a capital cost estimate. The utilization of a fixed (packed) bed catalyst over a slurry catalyst is that the need for catalyst filtration, separation and recycle is circumvented. However, this does cause loss in flexibility for multi-product production. loss of multi-product flexibility. This loss of flexibility is a major inhibitor in terms of the take up of fixed bed reactors in the intermediate scale chemicals manufacturing. However, it can be argued this application is for a small commercial unit and that the flowsheet shown in Figure 6 is generic for hydrogenation reactions which demonstrate zero order kinetics (no inhibition from reactant or product) and the equipment could be used for similar chemical transformations utilizing the same footprint. It is important to highlight that the use of heterogeneous catalysts in flow for fine chemical applications has relatively recently begun to be explored [72] and that packed bed platforms are available, yet probably underutilized by the fine chemical and pharmaceutical companies and CMO’s [34]. This is attributed to the added complexity of developing these reactions and platforms where catalyst deactivation, adsorption variables, complex fluid and vapour dynamics, and continuously changing state of the catalyst bed are all parameters that can vary from reaction to reaction. However, there is extensive experience in the use of packed bed technology which can be utilized to exploit the technology in the fine chemical sector.
Author Contributions
Conceptualization, Hugh Stitt. methodology, Hugh Stitt & Steve Pollington.; formal analysis, Bal Kalirai, Steve Pollington.; investigation, Steve Pollington.; data curation, Steve Pollington & Hugh Stitt.; writing—original draft preparation, Steve Pollington.; writing—review and editing, Hugh Stitt.; supervision, Hugh Stitt.; project administration, Bal Kalirai & Hugh Stitt.; funding acquisition, Hugh Stitt. All authors have read and agreed to the published version of the manuscript.” Please turn to the CRediT taxonomy for the term explanation. Authorship must be limited to those who have contributed substantially to the work reported.
Funding
This research was partly funded by Engineering and Physical Sciences Research Council U.K. (EPSRC) for the funding for this work under the Controlling the Access of Reactant Molecules to Active Centres (CARMAC) programme GR/S43702/01.
Data Availability Statement
We encourage all authors of articles published in MDPI journals to share their research data. In this section, please provide details regarding where data supporting reported results can be found, including links to publicly archived datasets analyzed or generated during the study. Where no new data were created, or where data is unavailable due to privacy or ethical restrictions, a statement is still required. Suggested Data Availability Statements are available in section “MDPI Research Data Policies” at https://www.mdpi.com/ethics.
Acknowledgments
The authors thank the Engineering and Physical Sciences Research Council U.K. (EPSRC) under the Controlling the Access of Reactant Molecules to Active Centres (CARMAC) programme GR/S43702/01, which was carried out at the Johnson Matthey Technology Centre in Billingham. The authors wish to thank Dr Ken Hindle (Queens University, Belfast) for experimental work, Steve Hawker (Johnson Matthey) for catalysts used in this work, and Colin Baptist (Johnson Matthey) and Ken Rock (Robinson Brothers Ltd.) for their help with analysis. The authors thank Johnson Matthey plc and Robinson Brothers Ltd. for permission to publish this work.
Conflicts of Interest
Declare conflicts of interest or state “The authors declare no conflicts of interest.” Authors must identify and declare any personal circumstances or interest that may be perceived as inappropriately influencing the representation or interpretation of reported research results. Any role of the funders in the design of the study; in the collection, analyses or interpretation of data; in the writing of the manuscript; or in the decision to publish the results must be declared in this section. If there is no role, please state “The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results”.
References
- Brightling, J. Ammonia and the Fertiliser Industry: The Development of Ammonia at Billingham. A history of technological innovation from the early 20th century to the present day. Johnson Matthey Technol. Rev. 2018, 62, 32–47. [Google Scholar] [CrossRef]
- King, M.; Moats, W.; Davenport, W. Sulfuric Acid Manufacture. Analysis, Control and Optimization, 2nd ed.; Elsevier: 2013.
- Brinkmann, T.; Santonja, G.G.; Schorcht. F.; Roudier, S.; Delgado Sancho, L. Best Available Techniques (BAT). Reference Document for the Production of Chlor-alkali. JRC Science and Policy Reports. European Commission, 2014.
- Blacker, A.J.; Breen, J.R.; Bourne, R.A.; Hone, C.A. The Growing Impact of Continuous Flow Methods on the Twelve Principles of Green Chemistry. In Green and Sustainable Medicinal Chemistry: Methods, Tools and Strategies for the 21st Century Pharmaceutical Industry. Summerton, L.; Sneddon, H.F.; Jones, L.C.,: Clark, J.H., Eds. The Royal Society of Chemistry, 2016; Chapter 12, pp 140−155.
- Pollington, S.D. 10th International Symposium on Continuous Flow Reactor Technology for Industrial Applications. Continuous being Implemented for Pharmaceutical Manufacturing with Advantages in EHS, quality and cost. Johnson Matthey Technol. Rev. 2019, 63, 157–165. [Google Scholar] [CrossRef]
- Dilley, G. Continuous Manufacturing at Johnson Matthey For Pharmaceutical Applications. Johnson Matthey Technol. Rev. 2019, 63, 148–149. [Google Scholar] [CrossRef]
- Gutmann, B.; Cantillo, D.; Kappe, C.O. Continuous-Flow Technology-A Tool for the Safe Manufacturing of Active Pharmaceutical Ingredients. Angew. Chem. Int. Ed. 2015, 54, 6688–6728. [Google Scholar] [CrossRef]
- Baumann, M.; Baxendale, I.R. The Synthesis of Active Pharmaceutical Ingredients (APIs) using Continuous Flow Chemistry. Beilstein J. Org. Chem. 2015, 11, 1194–1219. [Google Scholar] [CrossRef] [PubMed]
- Baumann, M.; Moody, T.S.; Smyth, M.; Wharry, S. A Perspective on Continuous Flow Chemistry in the Pharmaceutical Industry. Org. Process Res. Dev, 2020; 24, 1802–1813. [Google Scholar]
- Porta, R.; Benaglia, M.; Puglisi, A. Flow Chemistry: Recent Developments in the Synthesis of Pharmaceutical Products. Org. Process Res. Dev. 2016, 20, 2–25. [Google Scholar] [CrossRef]
- Guan, F.; Kapur, N.; Sim, L.; Taylor, C.J.; Wen, J.; Zhang, X.; Blacker, A.J. A Universal Reactor Platform for Batch and Flow: Application to Homogeneous and Heterogeneous Hydrogenation. React. Chem. Eng. 2020, 5, 1903–1908. [Google Scholar] [CrossRef]
- Calabrese, G.S.; Pissavini, S. From Batch to Continuous Flow Processing in Chemicals Manufacturing. AIChE Journal 2011, 57, 828–834. [Google Scholar] [CrossRef]
- Costandy, J.G.; Edgar, T.F.; Baldea, M. Switching from Batch to Continuous Reactors is a Trajectory Optimization Problem. Ind. Eng. Chem. Res. 2019, 58, 13718–13736. [Google Scholar] [CrossRef]
- Morschhäuser, R.; Krull, M.; Kayser, C.; Boberski, C.; Bierbaum, R.; Püschner, P.A.; Glasnov, T.N.; Kappe, C.O. Microwave-Assisted Continuous Flow Synthesis on Industrial Scale. Green Process Synth. 2012, 1, 281–290. [Google Scholar] [CrossRef]
- Newman, S.G.; Jensen, K.F. The Role of Flow in Green Chemistry and Engineering. Green Chem. 2013, 15, 1456–1472. [Google Scholar] [CrossRef]
- Kashid, M.M.; Kiwi-Minsker, L. Microstructured Reactors for Multiphase Reactions: State of the Art. Ind. Eng. Chem. Res. 2009, 48, 6465–6485. [Google Scholar] [CrossRef]
- Schrickel, J. Continuous Processes - Sustainable Manufacturing. Chemistry Today 2013, 31, 22–25. [Google Scholar]
- Shen, Y.; Maamor, A.; Abu-Dharieh, J.; Thompson, J.M.; Kalirai, B.; Stitt, E.H.; Rooney, D.W. Moving from Batch to Continuous Operation for the Liquid Phase Dehydrogenation of Tetrahydrocarbazole. Org. Process Res. Dev. 2014, 18, 392–401. [Google Scholar] [CrossRef]
- Loh, G.; Tanigawara, R.; Shaik, S.M.; Sa-ei, K.; Wong, L.; Sharratt, P.N. Manufacture of a b-Hydroxyester via a Continuous Reformatsky Process. Org. Process Res. Dev. 2012, 16, 958–966. [Google Scholar] [CrossRef]
- Wong, L.; Wong, R.L.; Loh, G.; Tan, P.E.W.; Teoh, S.K.; Shaik, S.M.; Sharratt, P.N.; Chew, W.; Tan, S.T.; Wang, D. Multikilogram Synthesis of 4-D-Erythronolactone via Batch and Continuous Processing. Org. Process Res. Dev. 2012, 16, 1003–1012. [Google Scholar] [CrossRef]
- Lee, S.L.; O’Connor, T.F.; Yang, X.; Cruz, C.N.; Chatterjee, S.; Madurawe, R.D.; Moore, C.M.V.; Yu, L.X.; Woodcock, J. Modernizing Pharmaceutical Manufacturing: from Batch to Continuous Production. J. Pharm. Innov. 2015, 10, 191–199. [Google Scholar] [CrossRef]
- Halford, B. Process Chemistry: Flow Chemistry Advanced in Industry. C&EN 2017, 95, 23. [Google Scholar]
- Plutschack, M.B.; Pieber, B.; Gilmore, K.; Seeberger, P.B. The Hitchhiker’s Guide to Flow Chemistry. Chem. Rev. 2017, 117, 11796–11893. [Google Scholar] [CrossRef]
- https://thalesnano.com/ accessed 22nd January 2024.
- https://www.vapourtec.com/ accessed 22nd January 2024.
- https://www.uniqsis.com/ accessed 22nd January 2024.
- https://syrris.com/ accessed 22nd January 2024.
- https://www.lonza.com/ accessed 22nd January 2024.
- https://www.corning.com accessed 22nd January 2024.
- https://ehrfeld.com/ accessed 22nd January 2024.
- https://www.chemtrix.com/ accessed 22nd January 2024.
- Holtze, C.; Boehling, R. Batch or Flow chemistry? – A Current Industrial Opinion on Process Selection. Current Opinion in Chemical Engineering 2022, 36, 100798. [Google Scholar] [CrossRef]
- Wietelmann, U.; Gorin, B.; Buzzanca, J.; Quigley, P.; Bourne, S.; Gonzalez, M.A.; Vranceanu, M.; Amann, F.; Wiles, C.; Gauron, G.; et al. Panel Discussion on Flow Chemistry. Chemistry Today 2019, 37, 24–47. [Google Scholar]
- McWilliams, J.C.; Allian, A.D.; Opalka, S.M.; May, S.A.; Journet, M.; Braden, T.M. The Evolving State of Continuous Processing in Pharmaceutical API Manufacturing: A Survey of Pharmaceutical Companies and Contract Manufacturing Organizations. Org. Process Res. Dev. 2018, 22, 1143–1166. [Google Scholar] [CrossRef]
- Stitt, E.H.; Rooney, D.W. Switching from Batch to Continuous Processing for Fine and Intermediate-Scale Chemicals Manufacture. In Novel Concepts in Catalysis and Chemical Reactors: Improving the Efficiency for the Future; Cybulski, A.; Moulijn, J.A.; Stankiewicz, A., Eds.; WILEY-VCH Verlag GmbH & Co.: 2010; Chapter 14, pp 309–330.
- Baker, O. Simultaneous Flow of Oil and Gas. Oil Gas Journal 1954, 53, 185–195. [Google Scholar]
- Sie, S.T.; Krishna, R. Process Development and Scale Up: III. Scale-up and scale down of Trickle Bed Processes. Rev. Chem. Eng 1998, 14, 203–252. [Google Scholar] [CrossRef]
- Enache, D.I.; Landon, P.; Lok, C.M.; Pollington, S.D.; Stitt, E.H. Direct Comparison of a Trickle Bed and a Monolith for Hydrogenation of Pyrolysis Gasoline. Ind. Eng. Chem. Res. 2005, 44, 9431–9439. [Google Scholar] [CrossRef]
- Al-Dahhan, M.H.; Wu, Y.; Dudukovic, M.P. Reproducible Technique for Packing Laboratory Scale Trickle Bed Reactors with a Mixture of Catalyst and Fines. Ind. Eng. Chem. Res. 1995, 34, 741–747. [Google Scholar] [CrossRef]
- Al-Dahhan, M.H.; Dudukovic, M.P. Catalyst Bed Dilution for Improving Catalyst Wetting in Laboratory Trickle-bed Reactors. AIChE Journal 1996, 42, 2594–2606. [Google Scholar] [CrossRef]
- Kulkarni, R.R.; Wood, J.; Winterbottom, J.M.; Stitt, E.H. Effect of Fines and Porous Catalyst on Hydrodynamics of Trickle Bed Reactors. Ind. Eng. Chem. Res. 2005, 44, 9497–9501. [Google Scholar] [CrossRef]
- Bavykin, D.V.; Lapkin, A.A.; Kolaczkowski, S.T.; Plucinski, P.K. Selective Oxidation of Alcohols in a Continuous Multifunctional Reactor: Ruthenium Oxide Catalysed Oxidation of Benzyl Alcohol. Appl. Catal. A: Gen. 2005, 288, 175–184. [Google Scholar] [CrossRef]
- Plucinski, P.K.; Bavykin, D.V.; Kolaczkowski, S.T.; Lapkin, A.A. Application of a Structured Multifunctional Reactor for the Oxidation of a liquid Organic Feedstock. Catal. Today 2005, 105, 479–483. [Google Scholar] [CrossRef]
- Plucinski, P.K.; Bavykin, D.V.; Kolaczkowski, S.T.; Lapkin, A.A. Liquid-Phase Oxidation of Organic Feedstock in a Compact Multichannel Reactor. Ind. Eng. Chem. Res. 2005, 44, 9683–9690. [Google Scholar] [CrossRef]
- van Herk, D.; Kreutzer, M.T.; Makkee, M.; Moulijn, J.A. Scaling Down Trickle Bed Reactors. Catal. Today 2005, 106, 227–232. [Google Scholar] [CrossRef]
- van Herk, D.; Castaño, P.; Makkee, M.; Moulijn, J.A.; Kreutzer, M.T. Catalyst Testing in a Multiple-parallel, Gas–Liquid, Powder-packed bed Microreactor. Appl. Catal. A: Gen. 2009, 365, 199–206. [Google Scholar] [CrossRef]
- Krishnamurthy, S.; Peles, Y. Surface Tension effects on Adiabatic gas–liquid flow across micro pillars. Int. J. Multiphase Flow 2009, 35, 55–65. [Google Scholar] [CrossRef]
- Spadoni, C.; Jones, R.V.; Urge, L.; Darvas, F. Scaling up and Validation of Hydrogenation reactions using a Continuous-flow Microfluidics-based reactor, H-Cube®. Chemistry Today 2006, January/February 38-41.
- Szöllösi, G.; Hermán, B.; Fülöp, F.; Bartók, M. Continuous enantioselective hydrogenation of activated ketones on a Pt-CD chiral catalyst: use of H-Cube reactor system. Reaction Kinetics and Catalysis Letters 2006, 88, 391–398. [Google Scholar] [CrossRef]
- Hickman, D.A.; Weidenbach, M.; Friedhoff, D.P.A. Comparison of a Batch Recycle Reactor and an Integral Reactor with Fines for Scale-up of an Industrial Trickle Bed Reactor from Laboratory Data. Chem. Eng. Sci. 2004, 59, 5425–5430. [Google Scholar] [CrossRef]
- Papayannakos, N.; Marangozis, J. Kinetics of Catalytic Hydrodesulfurization of a Petroleum Residue in a Batch Recycle Trickle Bed Reactor. Chemical Engineering Science 1984, 39, 1051–1061. [Google Scholar]
- Qiwee, G.; Zhihou, M.; Yumin, Z. The Experimental Investigation of Catalytic Reaction Processes in Trickle Beds. J. Chem Industry & Eng. (China), 1986; 1, 120–127. [Google Scholar]
- Berger, R.J.; Stitt, E.H.; Marin, G.B.; Kapteijn, F.; Moulijn, J.A. Chemical Reaction Kinetics in Practice. CATTECH 2001, 5, 30–60. [Google Scholar] [CrossRef]
- Pollington, S.D.; Enache, D.I.; Landon, P.; Meenakshisundaram, S.; Dimitratos, N.; Wagland, A.; Hutchings, G.J.; Stitt, E.H. Enhanced Selective Glycerol Oxidation in Multiphase Structured Reactors. Catalysis Today 2009, 145, 169–175. [Google Scholar] [CrossRef]
- Enache, D.I.; Hutchings, G.J.; Taylor, S.H.; Natividad, R.; Raymahasay, S.; Winterbottom, Stitt, E.H. Experimental Evaluation of a Three-Phase Downflow Capillary Reactor. Ind. Eng. Chem. Res. 2005, 44, 6295–6303. [Google Scholar] [CrossRef]
- Enache, D.I.; Hutchings, G.J.; Taylor, S.H.; Raymahasay, S.; Winterbottom, J.M.; Mantle, M.D.; Sederman, A.J.; Gladden, L.F.; Chatwin, C.; Symonds, K.T.; Stitt, E.H. Multiphase Hydrogenation of Resorcinol in Structured and Heat Exchange Reactor Systems. Influence of the Catalyst and the Reactor Configuration. Catalysis Today 2007, 128, 26–35. [Google Scholar] [CrossRef]
- Enache, D.I.; Thiam, W.; Dumas, D.; Ellwood, S.; Hutchings, G.J.; Taylor, S.H.; Hawker, S.; Stitt, E.H. Intensification of the solvent-free catalytic hydroformylation of cyclododecatriene: Comparison of a stirred batch reactor and a heat-exchange reactor. Catalysis Today 2007, 128, 18–25. [Google Scholar] [CrossRef]
- Allison, M.; Bergquist, A.M.; Madison Bertoch, M.; Gildert, G.; Strathmann, T.J.; Werth, C.J. Catalytic Denitrification in a Trickle Bed Reactor: Ion Exchange Waste Brine Treatment. Journal AWWA 2017, 109, E129–E151. [Google Scholar]
- Kaplan, R.; Erjavec, B.; Senila, M.; Pintar, A. Catalytic wet air oxidation of bisphenol A solution in a batch-recycle trickle-bed reactor over titanate nanotube-based catalysts; Environ. Sci. Pollut. Res. 2014, 21, 11313–11319. [Google Scholar] [CrossRef]
- Shen, Y.; Maamor, A.; Abu-Dharieh, J.; Thompson, J.M.; Kalirai, B.; Stitt, E.H.; Rooney, D.W. Moving from Batch to Continuous Operation for the Liquid Phase Dehydrogenation of Tetrahydrocarbazole. Org. Proc. Res. Dev. 2014, 18, 392–401. [Google Scholar] [CrossRef]
- Hou, X.; Xu, L.; Wei, Z.; Liu, X.; Li, X.; Deng, S. Reaction Process and Kinetics of the Selective Hydrogenation of Resorcinol into 1,3-Cyclohexanedione. Journal of the Taiwan Institute of Chemical Engineers 2014, 45, 1428–1434. [Google Scholar] [CrossRef]
- Lim, M.H.M.; Sederman, A.J.; Gladden, L.F.; Stitt, E.H. New insights to Trickle and Pulse Flow Hydrodynamics in Trickle-Bed Reactors using MRI. Chem. Eng. Sci. 2004, 59, 5403–5410. [Google Scholar] [CrossRef]
- Gladden, L.F.; Anadon, L.D.; Lim, M.H.M.; Sederman, A.J.; Stitt, E.H. Insights into the Mechanism of the Trickle-to-Pulse Transition in Trickle-Bed Reactors. Ind. Eng. Chem. Res. 2005, 44, 6320–6331. [Google Scholar] [CrossRef]
- Pollington, S.D.; Dingwall, L.D.; Collier, P.J.; Stitt; E.H. Comparison of Reactors for 2-Hydroxy Benzyl Alcohol Oxidation over Pt/Bi/Al2O3 Fixed Catalyst. Presentation at Joint Event Catalysis in Multiphase Reactors CAMURE-8 International Symposium on Multifunctional Reactors ISMR-7, May 2011.
- Ulrich, G.D. A Guide to Chemical Engineering Process Design and Economics; John Wiley & Sons, Inc. 1988.
- De la Mare, R.F. Manufacturing Systems Economics; Holt Reinhart and Winston, 1982.
- Teoh, S.K.; Rathi, C.; Sharratt, P. Practical Assessment Methodology for Converting Fine Chemicals Processes from Batch to Continuous. Org. Process Res. Dev. 2016, 20, 414–431. [Google Scholar] [CrossRef]
- Gerogiorgis, D.; Jolliffe, H.G. Continuous Pharmaceutical Process Engineering and Economics: Investigating Technical Efficiency, Environmental Impact and Economic Viability. Chemistry Today 2015, 33, 29–32. [Google Scholar]
- Kockmann, N. Modular Equipment for Chemical Process Development and Small-Scale Production in Multipurpose Plants. ChemBioEng. 2016, 3, 5–15. [Google Scholar] [CrossRef]
- Hickmann, D.A.; Holbrook, M.T.; Mistretta, S.; Rozeveld, S.J. Successful Scale-up of an Industrial Trickle Bed Hydrogenation Using Laboratory Reactor Data. Ind. Eng. Chem. Res. 2013, 52, 15287–15292. [Google Scholar] [CrossRef]
- Spencer, M.S. Fundamental Principles. In Catalyst Handbook. Twigg, M.V. Ed. Wolfe Publishing Ltd., 2nd Edition, 1989; Chapter 1, pp 17–84.
- Ishitani, H.; Saitom, Y.; Laroche, B.; Rao, X.; Kobayashi, S. Recent Perspectives in Catalysis under Continuous Flow. In Flow Chemistry: Integrated Approaches for Practical Applications. Luis, V.L.; Garcia-Verdugo, E., Eds. The Royal Society of Chemistry, 2020, Chapter 1, pp 1–49.
Scheme 1.
Reaction scheme of hydrogenation of resorcinol to 1,3-cyclohexanedione.
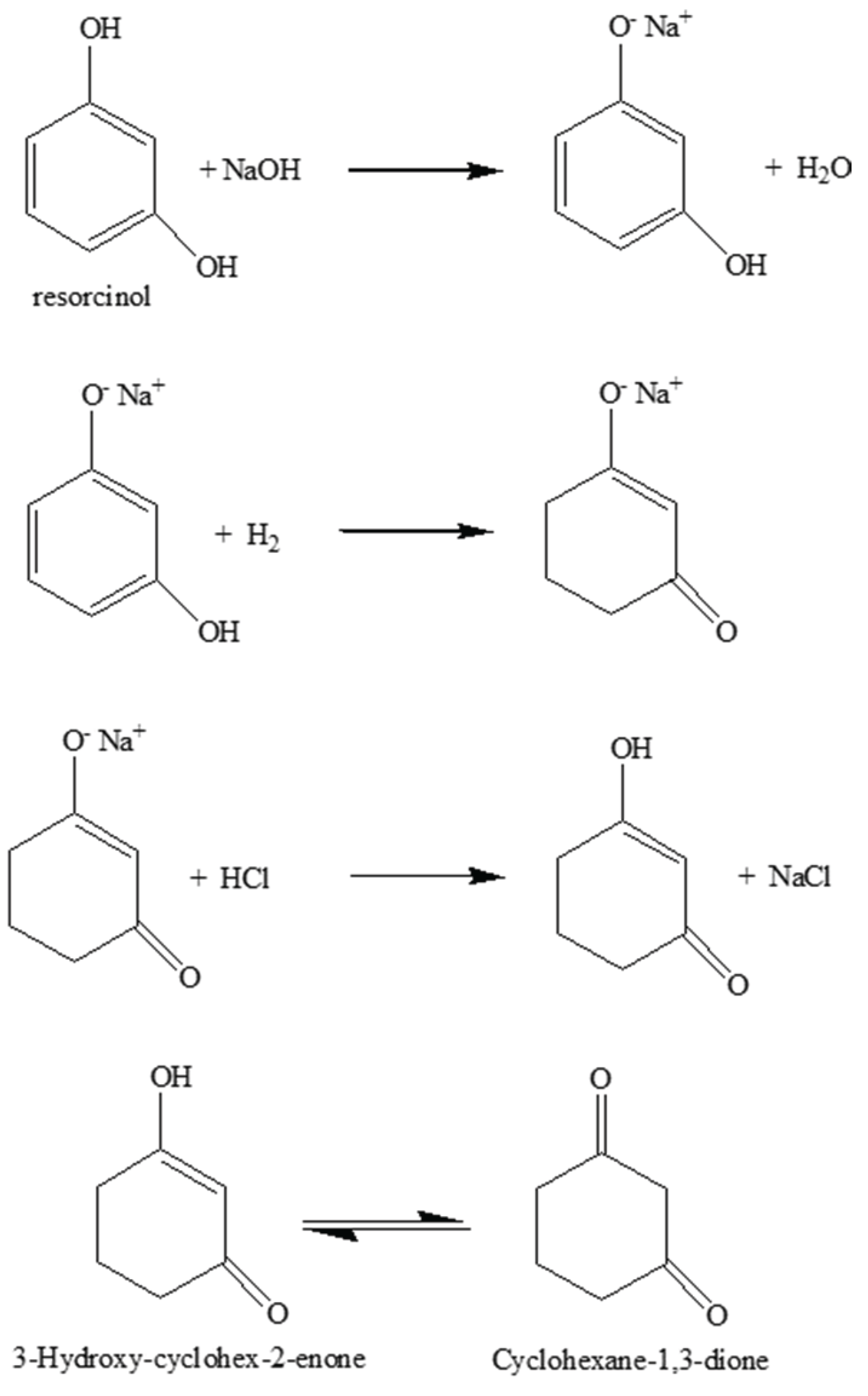
Figure 1.
Conversion of resorcinol over Ni/Al2O3 as a function of time. Conditions: temperature 353 K, pressure 7 barg, superficial liquid velocity 10 mm s-1, G/L volumetric ratio 1:1.
Figure 1.
Conversion of resorcinol over Ni/Al2O3 as a function of time. Conditions: temperature 353 K, pressure 7 barg, superficial liquid velocity 10 mm s-1, G/L volumetric ratio 1:1.
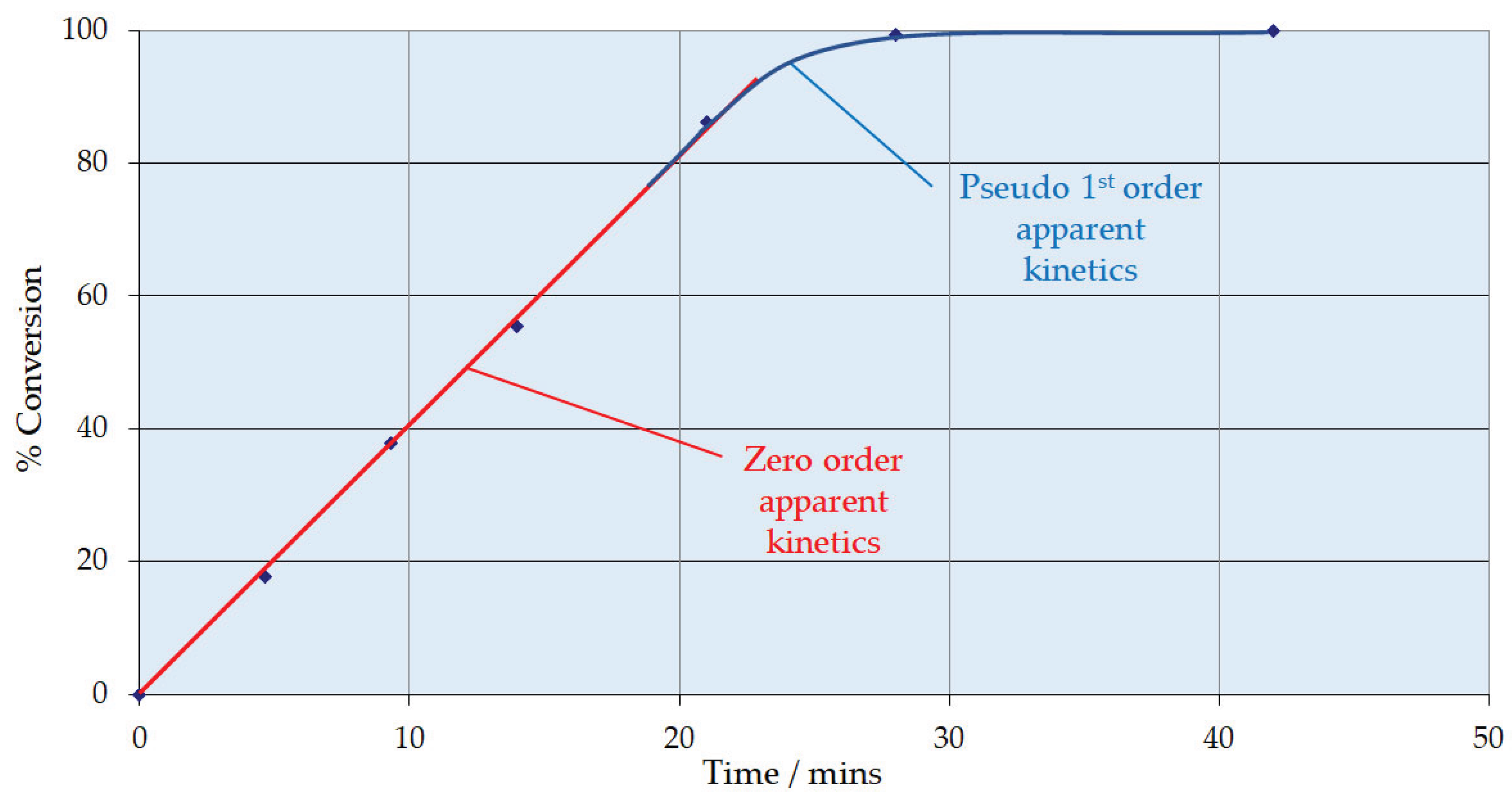
Figure 2.
Zero order apparent rate constant over Ni/Al2O3 as a function of liquid superficial velocity. Conditions: temperature 353 K, pressure 7 barg, G/L volumetric ratio 1:1.
Figure 2.
Zero order apparent rate constant over Ni/Al2O3 as a function of liquid superficial velocity. Conditions: temperature 353 K, pressure 7 barg, G/L volumetric ratio 1:1.
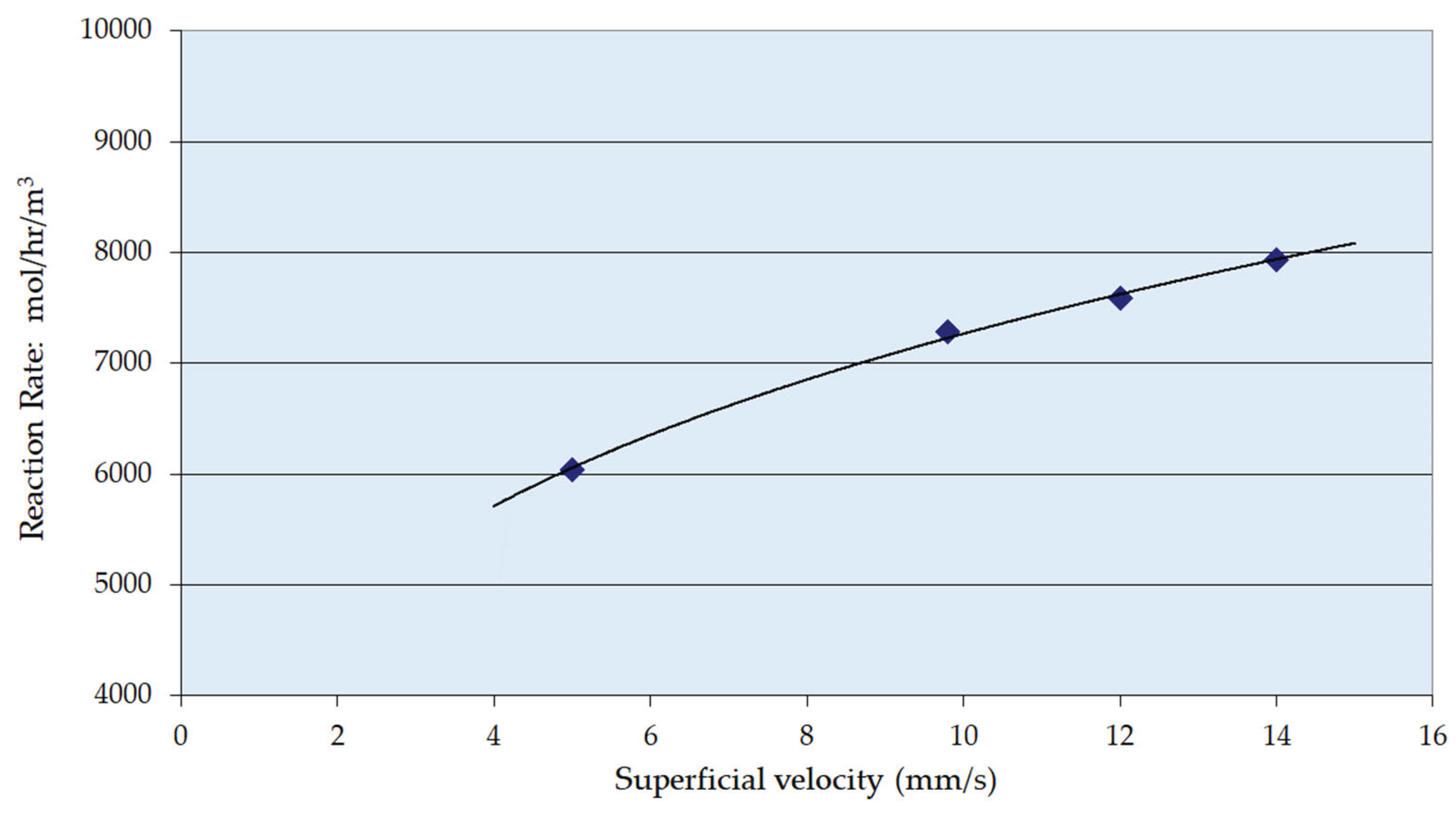
Figure 3.
Zero Order Apparent Rate Constant over Ni/Al2O3 as a function of hydrogen pressure. Conditions: temperature 353 K, superficial liquid velocity 10 mm s-1, G/L volumetric ratio 1:1.
Figure 3.
Zero Order Apparent Rate Constant over Ni/Al2O3 as a function of hydrogen pressure. Conditions: temperature 353 K, superficial liquid velocity 10 mm s-1, G/L volumetric ratio 1:1.
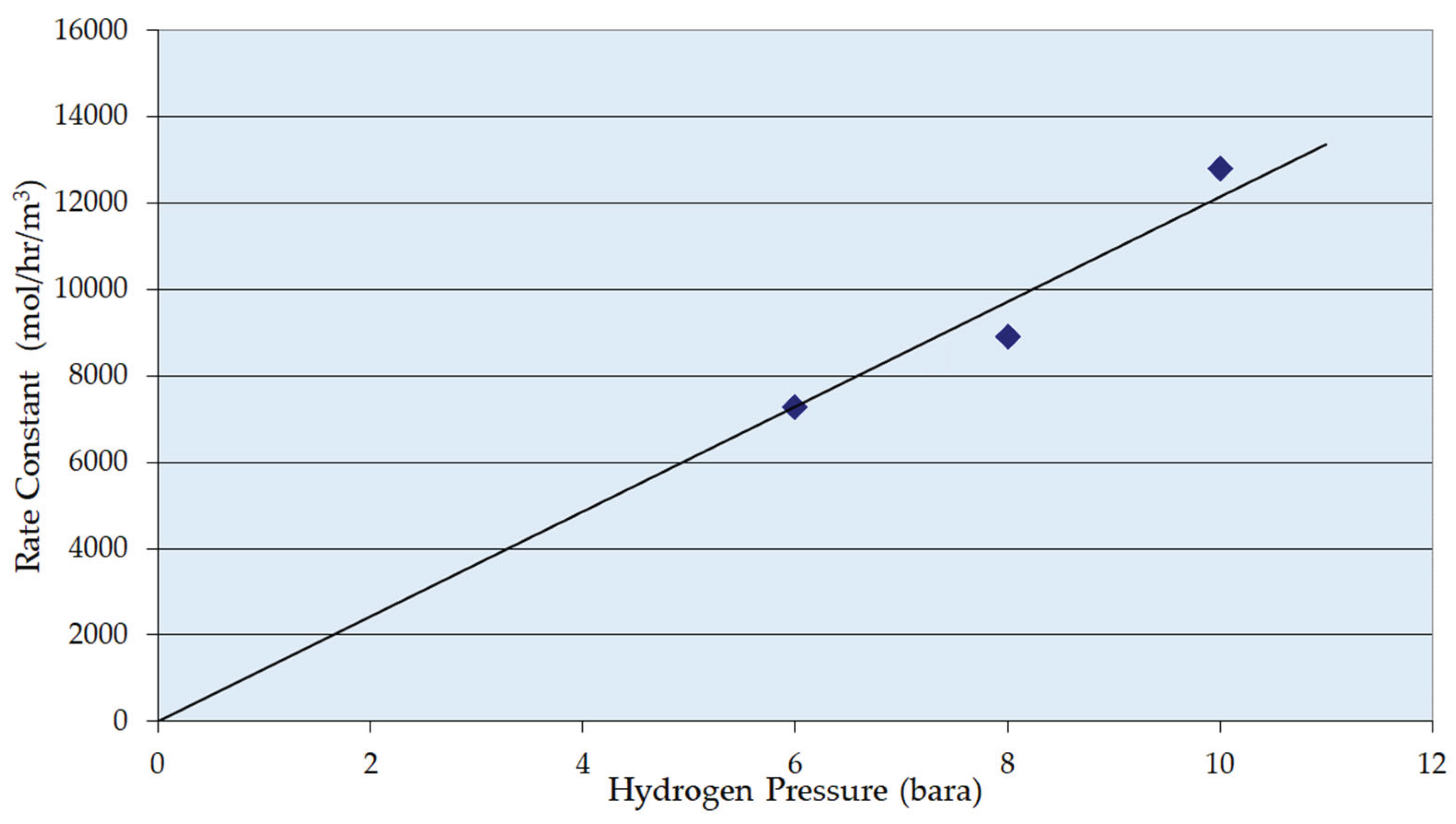
Figure 4.
Plot of natural log of reaction rate for reaction rate constant of resorcinol over Ni/Al2O3 as a function of 1/T. Conditions: pressure 5 barg, liquid superficial velocity 10 mm s-1, G/L volumetric ratio 1:1.
Figure 4.
Plot of natural log of reaction rate for reaction rate constant of resorcinol over Ni/Al2O3 as a function of 1/T. Conditions: pressure 5 barg, liquid superficial velocity 10 mm s-1, G/L volumetric ratio 1:1.
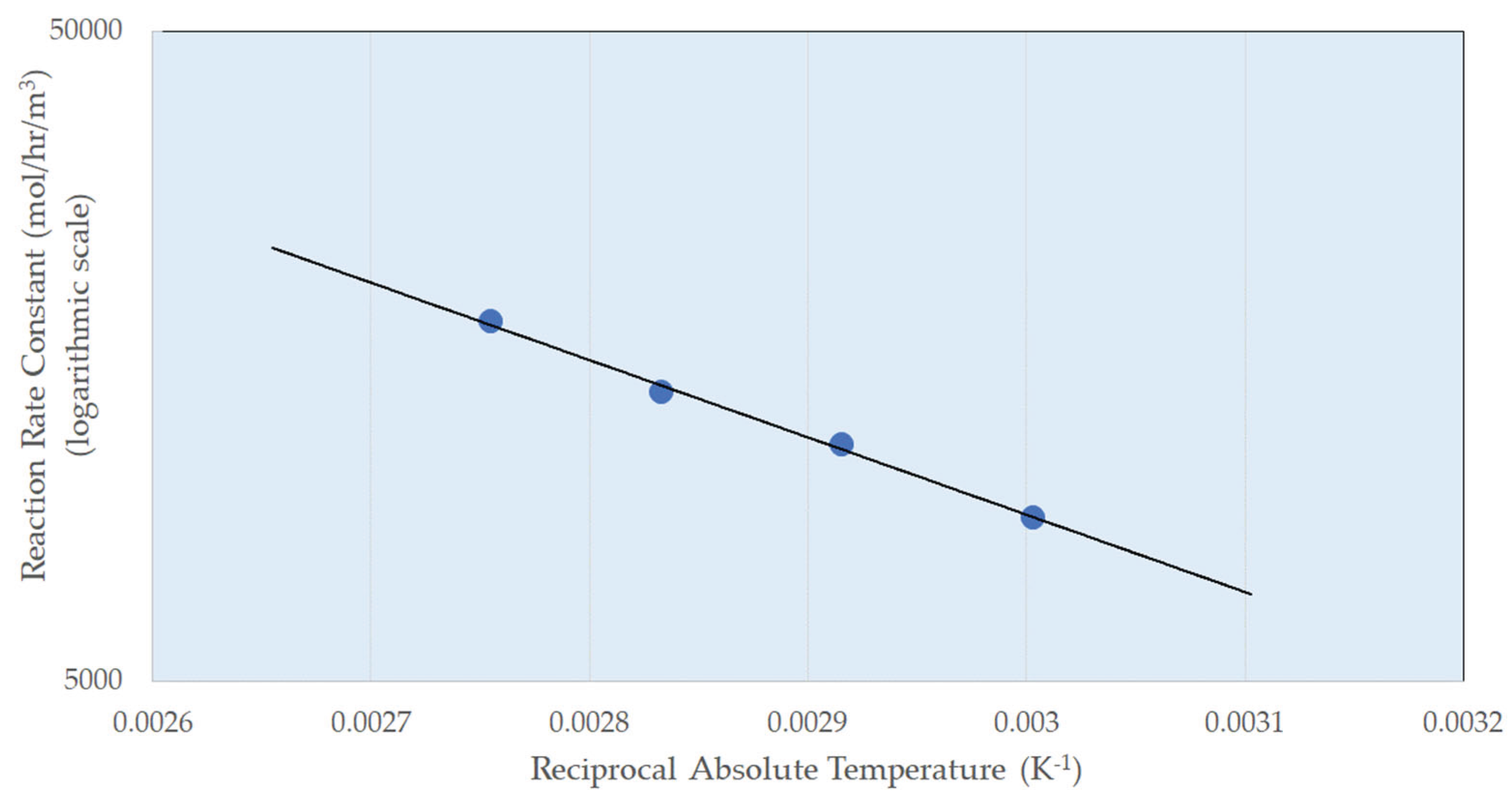
Figure 5.
Design Correlation for the Zero Order Reactor – Parity Plot.
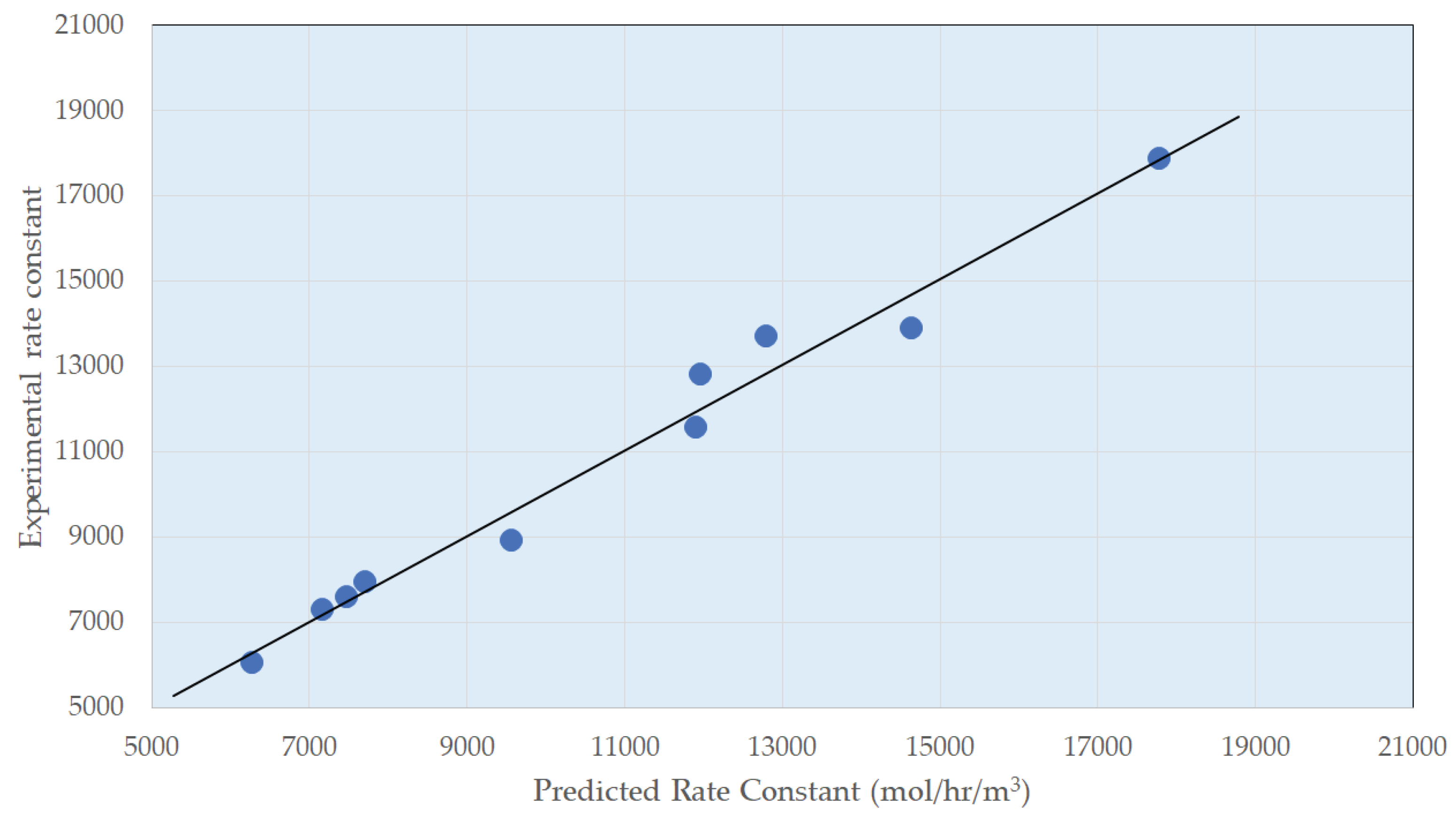
Figure 6.
Preliminary Process Flowsheet Design to take full 1,3-cyclohexanedione production.
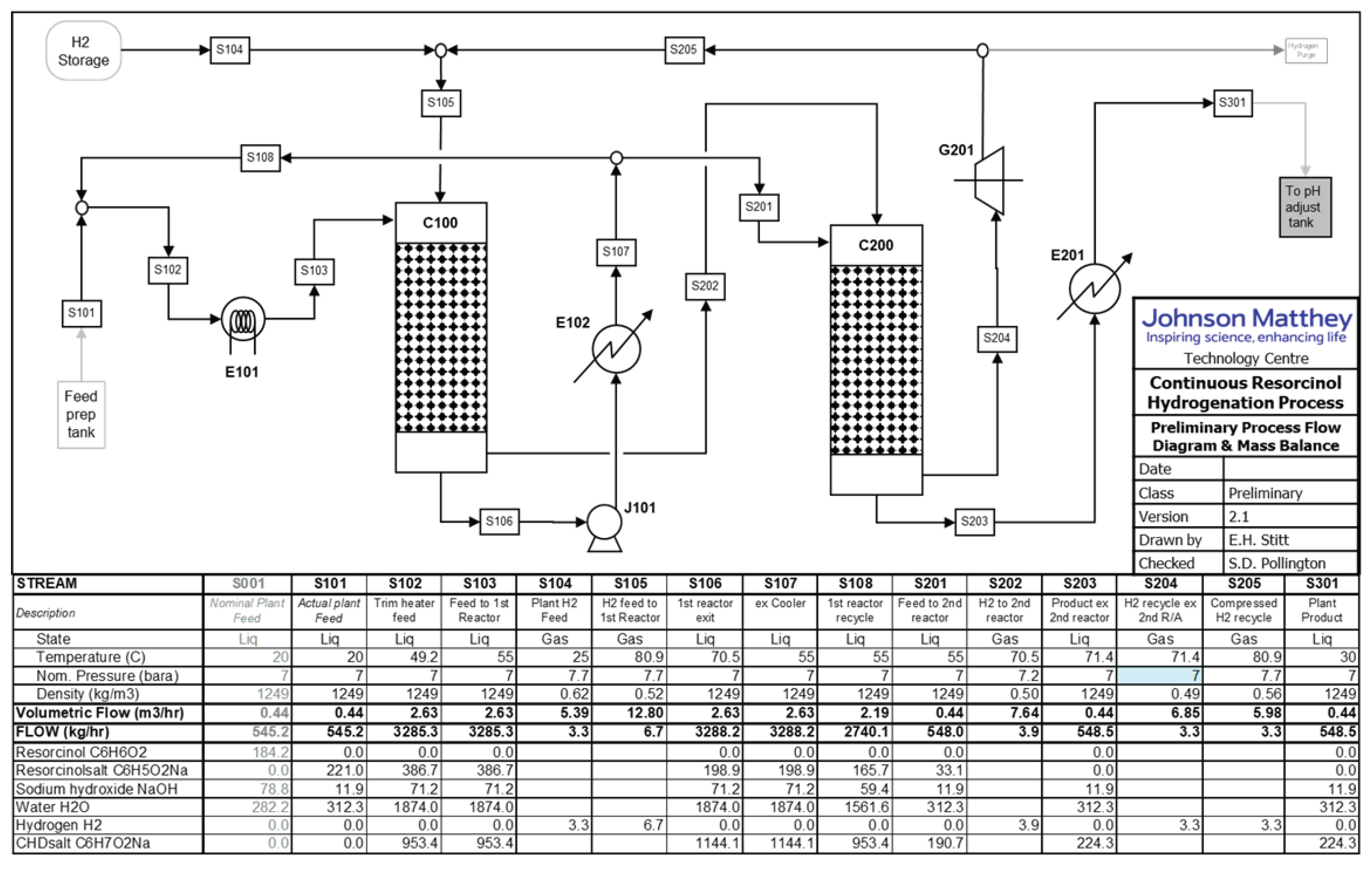
Figure 7.
Primary Trickle Bed Reactor (C100) Design Options.
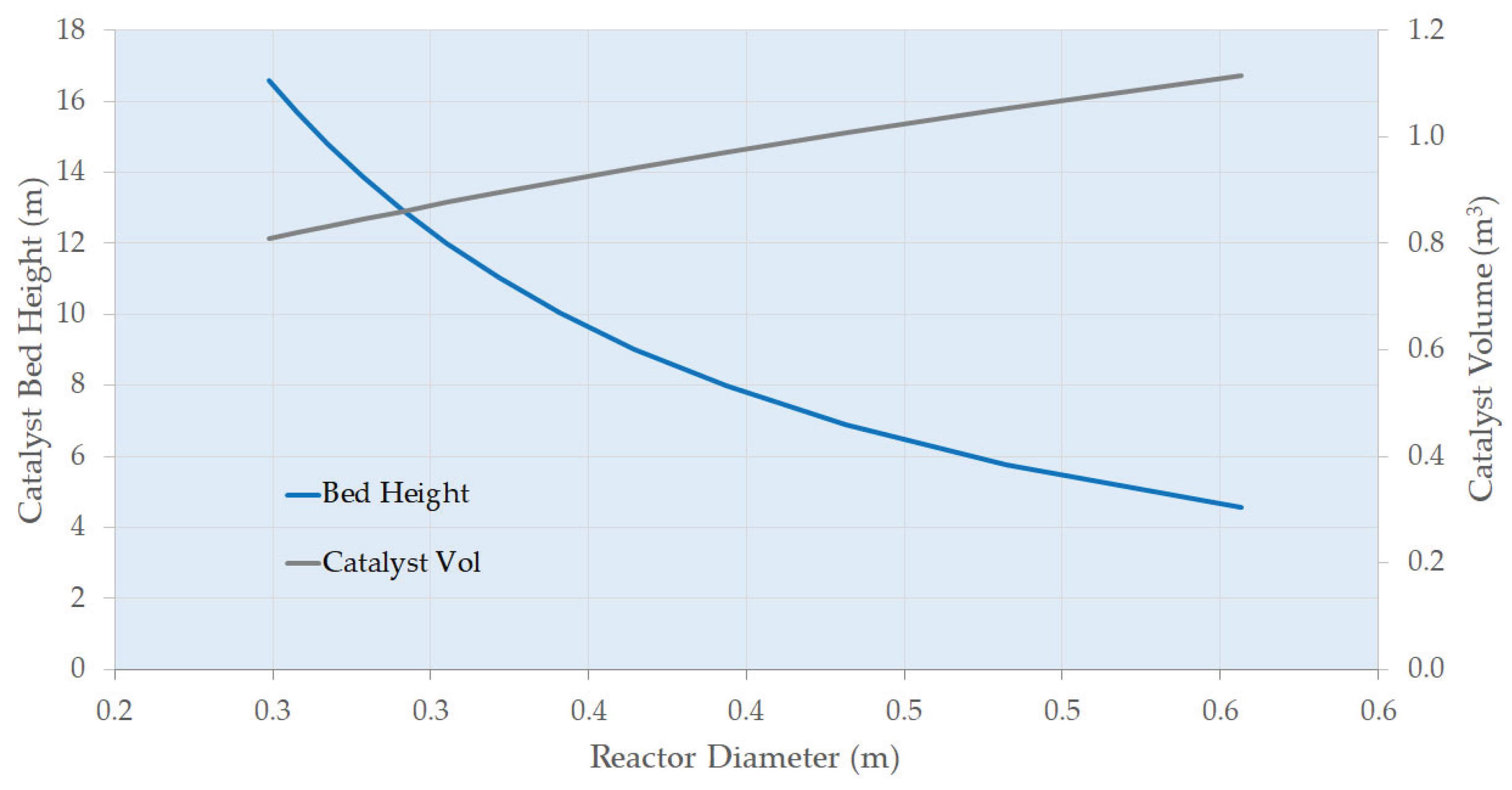
Figure 8.
Economic Factors in Primary Column (C100) Design.
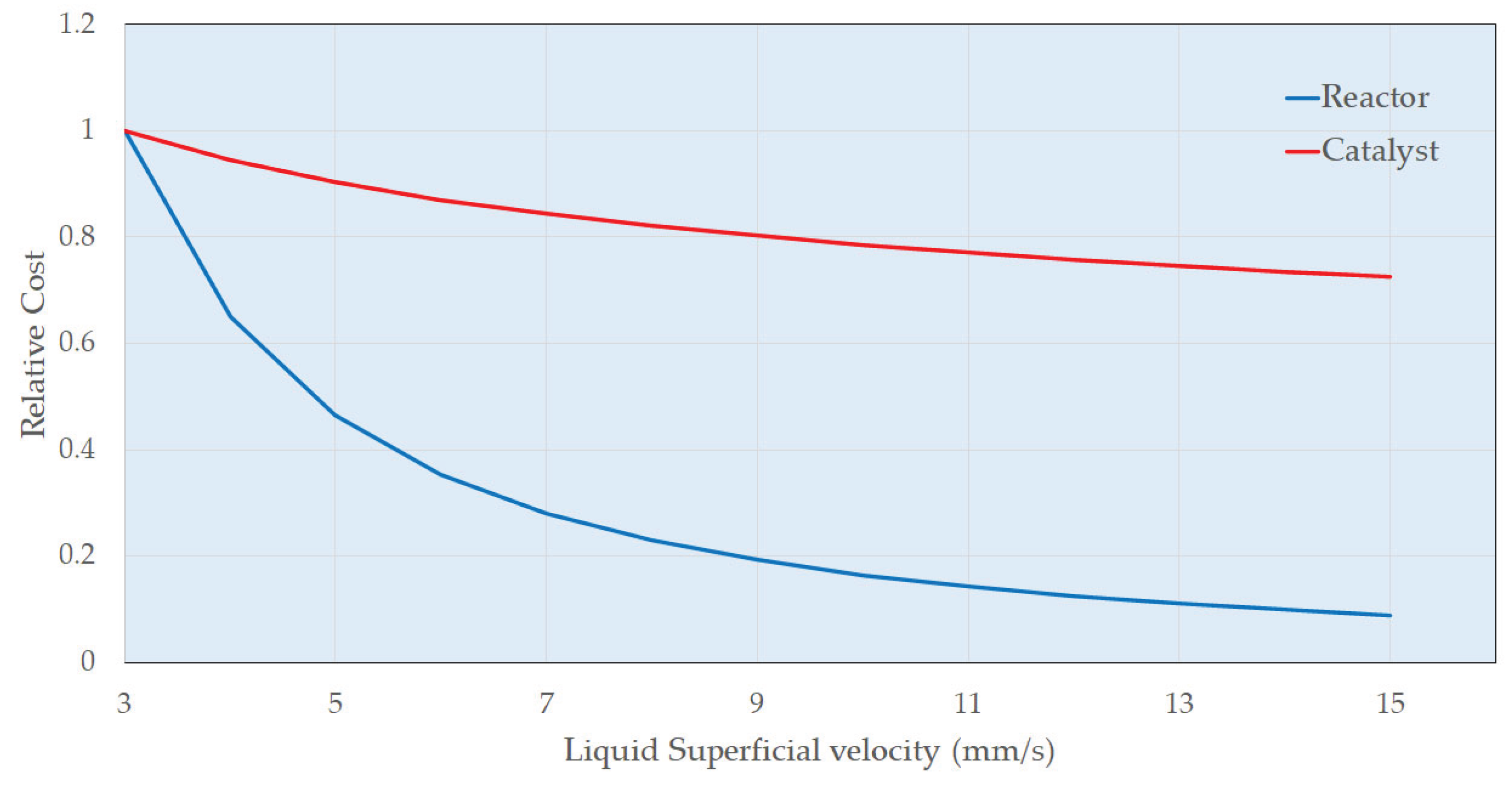
Figure 9.
Polishing Trickle Bed Reactor (C200) Design Options.
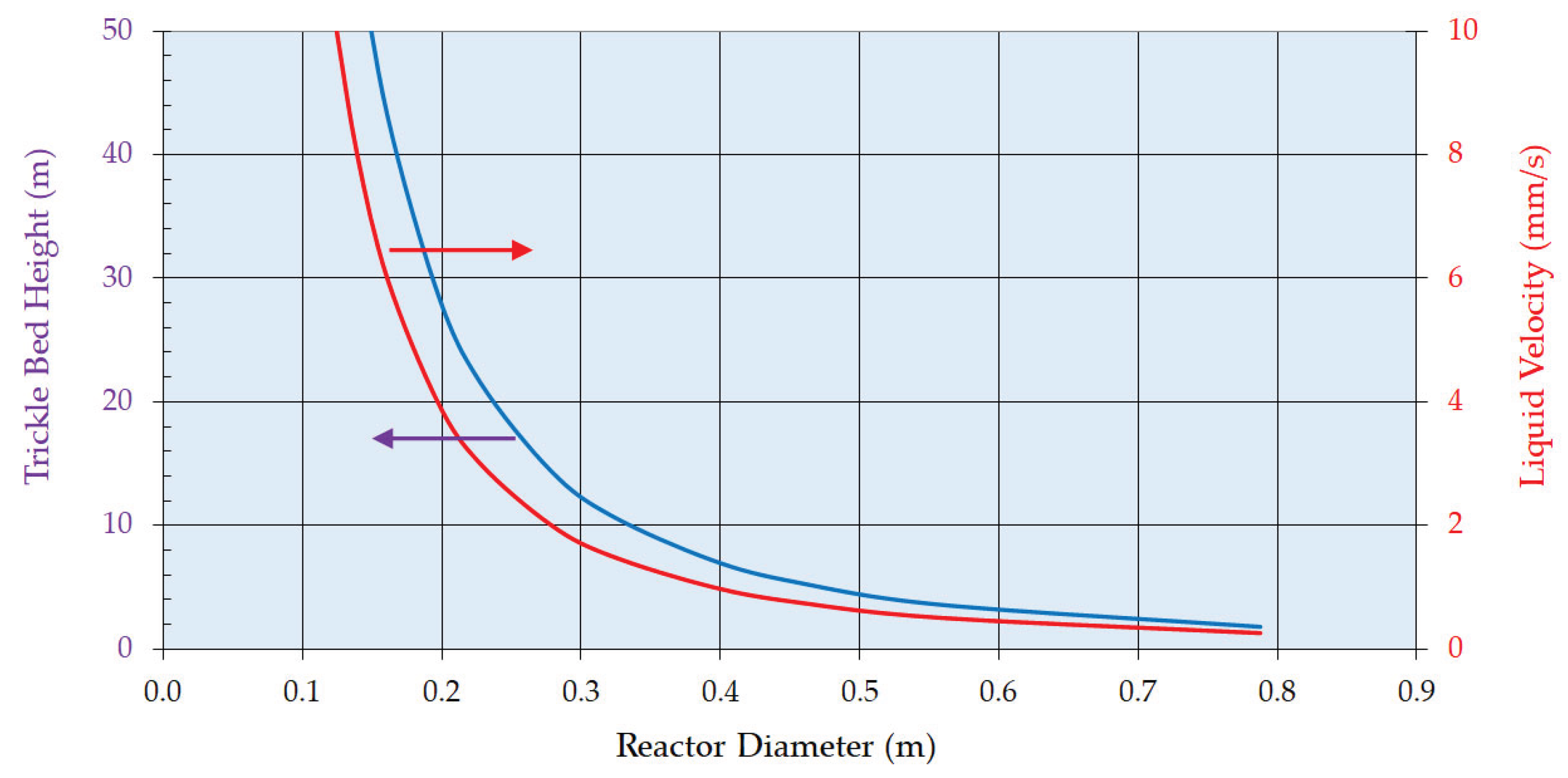

Table 1.
Features of commercial packed bed catalysts for hydrogenation of resorcinol.
| Form | Cylinder | Pellet | Extrudate | Trilobe |
| Diameter | 1.2 mm | 3 mm | 1-3 mm | 2.5 mm |
| Length | 3-7 mm | 3 mm | 1-4 mm | 2.8 mm |
| BET Surface Area | 960 m2 g-1 | 130 m2 g-1 | 1000 m2 g-1 | 110 m2 g-1 |
| Metal content | 2 wt. % Pd | 5 wt. % Pd | 0.4 wt.% Rh | 22 wt. % Ni |
| Support | Carbon | Alumina | Carbon | Alumina |
Table 2.
Experimental conditions used in hydrogenation of Resorcinol.
| Catalyst Volume / cm3 | Temperature / K | Pressure / barg | Liquid Superficial Velocity / mm s-1 | Gas:Liquid Ratio |
| 140 | 333 - 363 | 5 - 9 | 6 - 14 | 1:1 |
Table 3.
Comparison of apparent rates of catalysts tested for hydrogenation of resorcinol. Conditions; temperature 353 K, pressure 7 barg, superficial liquid velocity 10 mm s-1, G/L volumetric ratio 1:1.
Table 3.
Comparison of apparent rates of catalysts tested for hydrogenation of resorcinol. Conditions; temperature 353 K, pressure 7 barg, superficial liquid velocity 10 mm s-1, G/L volumetric ratio 1:1.
| Catalyst |
mmol h-1 gcat-1 |
Apparent Rate mmol h-1 gmetal-1 |
mmol h-1 mcat-3 |
| 2%Pd/C | 3 | 147 | 15 |
| 5%Pd/Al2O3 | 1.4 | 68 | 16 |
| 0.4%Rh/C | 6.6 | 1640 | 35 |
| 22%Ni/Al2O3 | 19 | 91 | 164 |
| 2%Pd/C | 3 | 147 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



