
Submitted:
11 April 2024
Posted:
15 April 2024
You are already at the latest version
Abstract
The development of offshore wind farms requires robust bonding solutions that can withstand harsh marine conditions for the easy integration of secondary structures. This paper investigates the durability performance of two adhesives: Sikadur 30 adhesive and Loctite UK 1351 B25 for use in offshore wind environments. Tensile tests on adhesive samples and accelerated aging tests were carried out under a variety of temperature and environmental conditions, including both dry and wet conditions. The long-term effects of aging on adhesive integrity are investigated by simulating the operational life of offshore installations. The evolution of mechanical properties, studied under accelerated aging conditions, provides an important indication of the longevity of structures under normal conditions. The results show significant differences in performance be-tween the two adhesives, highlighting their suitability for specific operating parameters. It should also be noted that for both adhesives, their exposure to different environments (seawater, distilled water, humid climate) over a prolonged period has shown that i) Loctite adhesive has a slightly faster initial uptake than Sikadur adhesive, but the later reaches an asymptotic plateau with a lower maximum absorption rate than Loctite adhesive; and ii) a progressive deterioration in the tensile properties following an exponential function. Therefore, aging behavior results showed a clear correlation with Arrhenius' law, providing a predictive tool for the aging process. Thus, the aging process of the two adhesives follows Arrhenius kinetics.
Keywords:
Adhesives
; Thermal aging
; Hygrothermal aging
; Durability
; Mechanical properties
1. Introduction
The growing global demand for sustainable energy solutions has led to the rapid expansion of offshore wind farms, which have become key elements of the renewable energy landscape [1]. These installations, characterized by their massive scale and exposure to harsh marine environments, require technologies to ensure their longevity and structural integrity. At the heart of the wind turbine structure is the critical role played by bonded secondary structures in withstanding the harsh conditions of salt water, fluctuating temperatures and long service life [2,3]. As offshore installations expand into deeper waters and more challenging environments, the importance of reliable bonding technology for secondary structures becomes increasingly important [4,5].
For these secondary structures, the choice of adhesive appears to be a critical issue given the wide range of conditions to which this material is subjected, including exposure to seawater, temperature fluctuations and extended duty cycles [6,7]. This study will evaluate the performance of two adhesives specifically selected for their suitability in civil engineering and marine environments. The expected results will provide concrete information for the integration of bonded assemblies while ensuring the structural integrity of offshore wind farms [8,9]. Recent works have focused on the durability of adhesive bonds in marine composite structures, providing a nuanced overview of the challenges and advances in this evolving field [10,11,12].
Other studies have investigated the aging behavior of epoxy-based adhesives in marine environments, contributing to a better understanding of the long-term performance of adhesives subjected to these harsh conditions [3,12]. The effect of environmental influences on bonding in marine structures has been a major focus, providing crucial information on the longevity of adhesive joints subjected to the relentless forces of the marine environment [13].
Key references such as Andersen et al [1], Brown et al [14] and Gao et al [9] provide valuable insights into the challenges and advances in adhesive technologies for offshore wind applications. Standards such as ASTM D638-14 [2,3] and ISO 3167:2013 [15] highlight standardized test methods used in the field. Chen et al [5] and Li et al [16] investigate the effects of moisture absorption and aging behavior of epoxy adhesives in marine environments. Kuang et al [17] provides an overview of structural adhesives in offshore wind energy. In Refs of O'Connor et al [18], Williams et al [19] and Xu et al [20], the focus is made on the effects of the environment on bonding and assessing the durability of marine structures. The selection of these references is intended to provide a sound basis for the study, covering various aspects of bonding technology in the context of offshore wind turbines.
This study, while building on existing knowledge, aims to provide new insights into the behavior of two adhesives (Sikadur and Loctite) when subjected to rigorous testing under a variety of environmental conditions. Our study combines mechanical testing and simulations of accelerated aging through exposure to different environments. The information gathered should not only help in the direct selection of materials, but also contribute to a better understanding of the role of adhesive technology in ensuring the stability and durability of offshore wind turbines.
2. Materials and Methods
The effectiveness of adhesive joints in offshore wind turbines is highly dependent on the choice of materials and the rigour of the testing methods. Here, we present in detail the materials that have been studied. We also describe all the tests and methods used to characterize these adhesive materials.
2.1 Adhesive Materials
The adhesive materials studied in this work are two adhesives: the first one is Sikadur 30 and the second one is Loctite UK 1351 B25. Both adhesives are intended to be used in bonded secondary structures for offshore wind turbines (balustrades, stairs, etc.).
2.1.1. Sikadur Adhesive
Sikadur 30 is a two-component, thixotropic structural adhesive, based on epoxy resin and special fillers, designed for use in a temperature range from +8°C to +35°C. It has a glass transition temperature (Tg) of +52°C.
The resin contains epoxy groups, reactive compounds essential for forming strong chemical bonds during curing. The hardener contains amines that react with the epoxy groups, initiating polymerization and creating a solid matrix with a reputation for durability.
According to the manufacturer, in terms of mechanical properties (Table 1), this adhesive has notable characteristics in several key areas.
Sikadur adhesive has excellent tensile strength, enabling it to withstand high loads. It also has good compressive strength, making it suitable for applications with concentrated loads. Its proven adhesion to a wide range of substrates ensures strong, durable bonds. Finally, its chemical resistance and thermal stability allow it to be used in a variety of environments. The absence of volatile solvents reinforces its environmental credentials.
All of these combined properties make Sikadur adhesive a good choice for structural applications that require reliable, long-lasting performance.
2.1.2. Loctite Adhesive
The Loctite adhesive, UK 1351 B25, is a two-component, urethane-based adhesive which the manufacturer claims has excellent properties (Table 2).
Germanischer Lloyd (GL®) approved Loctite adhesive is specially formulated for bonding epoxy-based composites.
According to the manufacturer, it is characterized by its fatigue resistance and its ability to maintain a reliable bond, even under difficult conditions. In addition, the Loctite adhesive offers resistance to crack propagation, making it a good choice for applications where durability and structural integrity are paramount. Its adaptability to a wide range of substrates makes it a versatile adhesive, while its ability to withstand harsh environments seems to reinforce its reputation as a reliable option in a variety of applications.
2.2. Sample Preparation Method
Adhesive sample preparation process is an important step in the evaluation of adhesive performance. This section describes the methodology used to prepare adhesive samples to be tested under various conditions.
2.2.1. Mixing Preparation
In the case of Sikadur adhesive, the two components, epoxy resin and hardener, are accurately measured and then precisely mixed in the specified ratio. The resulting mixture is then applied evenly to the prepared surfaces of the substrate, taking care to maintain a constant thickness. Any air or vacuum trapped during application is carefully removed. The samples are then left in place for the specified polymerization time, to allow the adhesive to reach its maximum strength.
Similarly, with Loctite adhesive, the two components of the urethane-based adhesive are precisely proportioned and mixed. This mixture is applied to the designated areas of the substrate, taking care to maintain an even thickness. Particular attention is paid to intimate contact between the adhesive and the substrate. The samples are then cured under controlled conditions, to ensure optimum development of the adhesive's properties.
Both adhesives undergo the same rigorous process to produce standardized test specimens, ensuring accurate and reliable results in subsequent mechanical testing. This meticulous approach to specimen preparation is essential to ensure accurate and comparative evaluation of the performance characteristics of Sikadur and Loctite adhesives.
2.2.2. Mold Fabrication
It is important to note that accurate and reliable test results require a precise and controlled environment for the application of adhesives. The manufacture of the mould is therefore of great importance in the preparation of adhesive samples for experimental testing. The Teflon mould (Figure 1), measuring 600x600 mm2 and 30 mm thick, is designed to produce uniform, well-defined adhesive plates. It consists of two distinct parts: a lower plate and an upper plate, each 15 mm thick. Inside these plates are four precisely designed square cavities, measuring 200 x 200 mm2 and 3 mm thick (Figure 1).
These cavities aid in the distribution of the adhesive, allowing the adhesive material to be evenly distributed. Once the cavities have been filled, the two mould plates are carefully closed to confine the adhesive in the specified areas. This process ensures the production of well-formed, uniform adhesive sheets (Figure 2). These plates are then cut to obtain the adhesive samples for experimental testing.
Finally, it is important to note that the use of this Teflon mould ensures regular production of test specimens. This allows reliable and reproducible results to be obtained in all tests. The careful manufacture of this mould is a key element in the preparation of adhesive samples in the form of plates for testing, as it ensures an accurate and reliable experimental results.
2.2.3. Specimen Preparation
Two different methods were used to cut the adhesive plates and produce the two dumbbell and rectangular samples: milling and water jet cutting. The milling technique uses a special milling tool for extremely precise cutting and it is used to create complex and precise contours on the adhesive plates.
Water jet cutting is also used to shape the adhesive plates, as it has the advantage of not generating excessive heat or deforming the material.
The use of these two complementary methods make it possible to produce adhesive samples to the required specifications. The adhesive samples obtained and subjected to tests, are shown in Figure 3.
2.3. Experimental Protocal of Aging
To investigate the durability performance of the two adhesives under different environmental conditions, accelerated aging tests were carried out by exposing the adhesive samples to different environments and temperatures. Special containers were designed and used to hold the test specimens, providing a controlled test environment (Figure 4, left).
In addition, the adhesive samples were exposed to three different environments: a humid environment, distilled water and seawater. Each of these environments simulates the realistic environmental conditions that adhesives may encounter in offshore wind turbines in a marine environment. The tests were therefore carried out at three different temperatures: ambient (22°C), 35°C and 42°C.
The adhesive samples were then placed in special ovens (Figure 4, right). This allows precise control of the environmental and thermal conditions throughout the aging test. This approach was important in accelerating the aging process and assessing the resistance of the adhesive materials under extreme conditions. This tool can also be effective in better understanding the long-term resistance of adhesive materials in marine environments.
2.3.1. Thermal Aging
As mentioned above, thermal aging is carried out at three temperatures, such as room temperature (22°C), 35°C and 42°C. The purpose is to study the reaction and stability of the adhesive materials in environments to which offshore wind turbines may be exposed. At 22°C, the adhesives are evaluated in conditions close to their normal use. At 35°C, a slightly higher temperature, the samples are exposed to high thermal conditions. Finally, at 42°C, the adhesive samples are tested in more extreme thermal conditions. The aging temperatures were chosen to remain at least 10°C below the glass transition temperature of the adhesives. The glass transition temperature of Sikadur is 50°C and that of Loctite is 82°C.
However, it is important to note that these tests are not intended to directly predict long-term performance, but rather to establish a time-temperature equivalency to assess the long-term behavior of the adhesive under accelerated conditions. In fact, accelerated testing allows adhesives to be observed more rapidly at higher temperatures, which can provide an indication of their potential behavior over longer periods of time.
Finally, the effect of thermal aging on adhesive properties will be analyzed to assess their long-term behavior. This will provide a better understanding of how adhesives maintain their structural integrity under severe environmental conditions. The results of these tests will play a crucial role in optimizing the selection of adhesives for these specific applications.
2.3.2. Multi-Environmental Aging
Multi-environmental aging is an important step in assessing the durability of adhesives. It involves exposing adhesive samples to different environments, including humidity, distilled water and seawater, in order to simulate a variety of real-world conditions in offshore wind turbines. In addition, multi-environmental aging will investigate how these different conditions affect the properties of the adhesives, such as mechanical strength, cohesion, resistance to degradation and other key characteristics.
2.4. Gravimetric Measurements
The change in mass of the Sikadur and Loctite samples was measured periodically during aging at room temperature (22°C) in distilled water using a 10-5g precision balance.
The formula for the water absorption rate is expressed as a percentage and is given by Equation (1), [21] :
where represents the water absorption rate at time , represents the mass at time , and represents the initial mass.
2.5. Tensile Tests
Tensile tests are used to evaluate the adhesive’s response to an axial tensile force and to determine its mechanical properties such as tensile strength, tensile modulus and elongation at break.
Tensile tests are performed on unaged adhesive materials to evaluate their as-received properties. They are also performed on aged adhesive samples. By subjecting the aged adhesive samples to tensile testing, we can assess how the mechanical behavior of the material has been affected by exposure to environmental conditions.
Tensile tests were therefore carried out on dumbbell shaped adhesive specimens using a hydraulic testing machine equipped with a 100 kN load cell, at crosshead displacement speed of 0.5 mm/min and at room temperature.
In addition, a GOM ARAMIS measurement system, with a remarkable resolution of 2448 x 2048 pixels at 15Hz, was used to capture and analyze the deformation behavior of the specimens in real time (Figure 5). Finally, it should be noted that three tests were repeated for each configuration in order to obtain the average.
3. Results
This section presents the results of all the characterization series carried out on Sikadur and Loctite adhesives. All the data collected during the tensile and aging tests are analyzed in detail, providing valuable information on the performance of these adhesives. In addition, the focus will be made on comparisons between the two adhesives in order to determine their relative suitability for specific marine applications. The implications of these results for the industry and potential areas of research are also be discussed.
3.1. Adhesives Behavior before Aging
This section examines the initial mechanical behavior of Sikadur and Loctite adhesives before they are subjected to the aging process. The results of tensile tests carried out on adhesive samples prior to aging are presented and analyzed in detail.
Figure 6 and Figure 7 illustrate the tensile behavior of the adhesive samples under various conditions, focusing on the stresses recorded at the point of failure. Superimposed stress-strain curves for unaged Sikadur specimens are shown in Figure 6.
As can be seen from Figure 6 and Figure 7, all the tensile curves show similar trends. This suggests a consistent mechanical behavior under different conditions. In fact, the results show that all the adhesives exhibit elastic behavior with a slight non-linearity observed up to brittle fracture. The assumed elastic character and the non-linearity of the elastic response could be interpreted as a discrete viscoplastic component.
The experimental tensile properties, extracted from Figure 6 and Figure 7, are summarized in the histograms (Figure 8), including standard deviations for a better understanding.
Specifically, for the Sikadur adhesive, the average failure stress is 39.29 ± 0.84 MPa, and the elastic strain limit is 0.36 ± 0.05%. On the other hand, for the Loctite adhesive, the average ultimate stress reached 26.06 ± 5.17 MPa, with an elastic deformation limit of 0.56 ± 0.11%. These results are very close to the values quoted by the manufacturer.
Previous studies, such as those by Andersen et al [1] and Gao et al [9], have highlighted the importance of understanding the performance of adhesives in industrial applications. In addition, Chen et al [5] have investigated the effect of moisture absorption on the mechanical performance of structural adhesive bonds, providing insights that may contribute to the interpretation of the behaviors observed in this study.
These initial mechanical characteristics are used as a reference to evaluate the effect of the aging process on the adhesive materials, following the methodology used in the studies by O'Connor et al [18] and Williams et al [19]. This comparative approach provides a better understanding of the performance of Sikadur and Loctite adhesives, and provides information to optimize material selection and maintenance practices in an industrial context.
3.2. Water Sorption Kinetics
This section focuses on the behavior of the two adhesives under aging conditions. Figure 9 shows the mass uptake (in %) of both adhesives as a function of aging time in the specified environment and temperature. Simulations derived from the absorption model introduced by Bruneaux [4] are superimposed on the experimental results. It is important to note that this model characterizes the absorption of water from the material as a process governed by the superposition of two mechanisms: i) firstly, the Fickian diffusion of water molecules through the free volume of the lattice. ii) secondly, the reorganization (or relaxation) of the macromolecular chains under the stresses of swelling. This allows the material to absorb more water than Fick's law alone predicts. This mechanism has been termed viscoelastic diffusion by Berens et al [22].
The general shape of the mass evolution curves indicates the existence of two apparent regimes in the sorption kinetics:
In the short term and in the early stages, the kinetics of water absorption are very fast. In particular, the Loctite adhesive shows a significant absorption rate in the initial phase and it appears to have a higher free volume occupied by water. This initial phase therefore corresponds mainly to the filling of the free volume by the diffusion of water molecules, which is a thermally activated mechanism [7,23].
In the long term (over longer periods), the increase in water uptake is slow but continuous. No equilibrium is reached, but the evolution becomes asymptotic. This behavior cannot be explained by classical diffusion phenomena and would indicate either the presence of irreversible phenomena within the material or an internal reorganization of the macromolecular structure (chain relaxation) under the effect of swelling stresses [4,22]. Whatever the exact origin of the phenomenon, the observed effect appears to be the long-term non-saturation of the adhesive material.
According to Figure 9, the comparison of the sorption kinetics for the two adhesives immersed in distilled water at 22°C shows that the initial water uptake is faster for Loctite adhesive. This could be related to a larger free volume accessible to water molecules by diffusion. In the long-term, however, the asymptotic plateau appears to be less pronounced for Loctite than for Sikadur. This result seems to be related to the extraction of the plasticizer during aging time.
From a quantitative point of view, if we look at the slope of the curve between 1000 and 30000h, we find a slope value of 6.5*10-4 (mass per hour) for Loctite adhesive and a slope value of 2.5*10-4 (mass per hour) for Sikadur adhesive. This means that Loctite adhesive has much faster absorption kinetics and it absorbs water at a slightly faster rate than Sikadur adhesive.
Figure 9 also shows an asymptotic plateau, which indicates the point at which water absorption slows down and the material appears to have absorbed as much water as it can under the specific conditions. For Sikadur, this plateau appears to be reached at around 2016 hours, whereas for Loctite it appears to be reached at around 2736 hours.
Similarly, Figure 9 clearly shows the maximum absorption rates for the two adhesive samples. In fact, the Sikadur adhesive reaches a plateau or equilibrium value at around 0.7%, while for the Loctite adhesive this plateau is reached at around 1.8% by mass.
In addition, by expressing the changes in mass as a percentage of the initial mass of the samples, we can compare the relative performance of the materials in terms of water absorption. For example, after 2880 hours, Sikadur had absorbed approximately 60.77% of its initial mass, while Loctite had absorbed approximately 182.59% of its initial mass.
Finally, taking into account all the results obtained in this section, it can be concluded that there are important implications for the long-term durability and performance of adhesive materials in environments where water absorption is a critical factor.
3.3. Adhesives Behavior after Thermal and Hygrothermal Aging (after 46 Days)
As mentioned above, in the dynamic and demanding environment of offshore wind turbines, adhesives play a vital role in ensuring the structural integrity and longevity of critical joints. However, as these installations are subject to a wide range of environmental stressors, including temperature fluctuations and exposure to moisture, the durability of adhesives is of paramount importance. Understanding how adhesives react to prolonged exposure to these conditions is essential to ensure their reliability and performance over time.
In this section, we look at the behavior of adhesives after periods of thermal and hygrothermal aging. This study provides information on how the two adhesives adapt to the challenges of aging. By subjecting these adhesives to accelerated aging, we aim to identify any changes in their mechanical properties and structural integrity, and more importantly to predict their long-term behavior.
The histograms in Figure 10, Figure 11 and Figure 12 show the tensile behavior of two adhesives aged at different temperatures and in different environments.
This section focuses on the effect of aging temperature and environment on the tensile behavior of the adhesives studied, as published in many papers on marine adhesives [6,10,13,24]. For this purpose, the adhesive samples were exposed to different conditions - humidity, distilled water and seawater - coupled with different temperatures (22°C, 35°C and 42°C) for 46 days. The main results obtained are shown in Figure 10, Figure 11 and Figure 12. The initial parameters, consistent with the initial pre-aging tests, were used, and each temperature condition was evaluated with three samples, in accordance with established standards [8,15,25].
With respect to the temperature range maintained, various changes in the behavior of the adhesives studied were observed, as previously reported in the literature [3,14]. From Figure 10, it can be seem that in a humid environment, Sikadur showed a 9% decrease in yield stress at 35°C, while at 42°C it showed a 3% increase. The same tendency was observed for Loctite adhesive, with a 22% increase in stress at 35°C and a 25% increase at 42 °C. These variations highlight the role of recrystallisation in modifying the stiffness of the polymer matrix [10,16].
A comparison of the parameters in distilled water at different temperatures revealed some interesting information. For the Sikadur adhesive, the stress decreased by 12% between 22 and 35°C and by 31% between 22 and 42°C. On the other hand, Loctite adhesive showed an almost stable decrease of 5% between 22 and 35°C and remained constant between 22 and 35°C and remained constant between 22 and 42°C. These comparative observations are consistent with those reported in published work on the effect of temperature on the mechanical properties of adhesives [7,17].
In the case of Sikadur adhesive, the main observations correlate well with thermomechanical principles [16,26]. An increase in temperature resulted in an increase in deformation (Figure 12), indicating the increased ductility of the material under elevated thermal conditions. Sikadur adhesive exhibited its highest tensile strength (40.035 MPa) at 35°C in a humid environment, highlighting its suitability for demanding conditions [1].
In terms of material stiffness, Figure 11 shows that the tensile modulus of the material reaches its maximum at 35°C (26093 MPa), indicating that the material effectively maintains its stiffness. The superior performance in distilled water compared to seawater is consistent with Refs [11,27]. It also appears that the presence of moisture improves the performance, particularly at higher temperatures, suggesting a beneficial interaction with moisture. A similar trend was also observed for Loctite adhesive. In fact, as the temperature increases, the material deformation (ductility) becomes more important, which is the case for Sikadur. Loctite adhesive reached its maximum tensile strength (37.67 MPa) at 42°C in a humid environment, indicating remarkable strength, particularly at elevated temperatures. The tensile modulus reached its maximum at 35°C (10153.5 MPa), demonstrating excellent stiffness.
It should be noted that when seawater is combined with the positive influence of humidity on performance, the behavior of Sikadur is well illustrated.
3.4. Adhesives Behavior at Longer Periods
According to previous published work [9,30], the comparison between the two adhesives should consider all aspects in order to make the right decisions. For this purpose, in this section, the variation of the Ultimate Tensile Strength (UTS) for both adhesives at different aging times and at different temperatures (22, 35 and 42°C) has been followed. Then, in a second phase, this section deals with the detailed description of the evolution of the mechanical behavior of the two adhesives, especially at longer aging times. The results obtained are shown in Figure 13 and Figure 14 for Sikadur and Loctite adhesives, respectively.
As can be seen in Figure 13 and Figure 14, the study of the mechanical properties of aged Sikadur (up to 163 days) and Loctite (up to 231 days) shows a clear trend towards a progressive decrease in Ultimate Tensile Strength (UTS) with the exposure time. Such a trend can take the form of an exponential function, as follows:
where, represents the ultimate stress, is the aging time, and are parameters. It is important to note here that our observations are in good agreement with other published work on the aging of adhesives used in marine environments [12,19,31].
For Sikadur adhesive exposed in distilled water at 22°C, the UTS decreased from an initial value of 38.75 MPa to 23.67 MPa after 163 days. A similar trend was observed for exposure at 35°C and 42°C. This progressive degradation is consistent with the expected effects of aging. This also highlights the importance of regular maintenance for adhesive materials during their service life [18,20].
Loctite adhesive also shows a similar aging behavior. In fact, at 22°C, the UTS Loctite adhesive decreased from 28.12 MPa to 24.56 MPa after 231 days. Similar trends were observed at 35°C and 42°C, indicating the evolution of the mechanical properties of the adhesive material over time [32,33,34].
Based on Figure 13 and Figure 14, all parameters describing the aging behavior of the two adhesives were extracted and then summarized in Table 3.
Comparing Sikadur and Loctite, it appears that Loctite generally retains a higher tensile strength under similar conditions, indicating potential resistance to the effects of aging. However, both adhesives show significant changes in UTS over time. In fact, both Sikadur and Loctite adhesives undergo some degree of degradation over time. Furthermore, this degradation is more pronounced at elevated temperatures which accelerate the aging process [2,25].
The exponential trends also highlight the need for a better understanding of the aging behavior of adhesives [20,35]. This fact underlines the essential role of regular evaluation and maintenance in order to ensure the long-term reliability of adhesives [17,20,30].
On the other hand, in addition to the tensile strength, the stiffness of the aged materials is also evaluated during aging period. The evolution of the tensile modulus over time for Sikadur and Loctite adhesives is shown in Figure 15 and Figure 16, respectively.
From Figure 15 and Figure 16, it can be seen that for both Sikadur and Loctite adhesives, the variation in tensile modulus over time shows several trends.
Firstly, for the Sikadur adhesive exposed at 22°C, an initial increase in tensile modulus was observed during the first 30 days of aging, followed by a gradual decrease up to 77 days. Thereafter the tensile modulus appears to stabilize. This trend may indicate an initial phase of aging during which chemical bonds are strengthened, followed by a possible gradual deterioration of mechanical properties.
At 35°C, there is a significant increase in tensile modulus during the first 30 days of aging, suggesting a more rapid response at higher temperatures. However, after this period, there is a significant decrease in modulus, which could indicate an early deterioration of mechanical properties at elevated temperatures.
For samples exposed at 42°C, a progressive decrease in tensile modulus was observed throughout the aging process. This again confirms the continuous degradation of mechanical properties with increasing temperature.
In the case of Loctite adhesive, an initial increase in tensile modulus was observed during the first 30 days (at 22°C), followed by a gradual decrease. This suggests a period of initial cure followed by subsequent degradation. At 35°C, an initial increase is observed, but this is followed by a marked decrease, indicating an early degradation of mechanical properties at higher temperatures. Finally, at 42°C, a similar trend of gradual decrease in tensile modulus is observed, suggesting continuous degradation at elevated temperatures.
In general, when comparing the performance of Sikadur and Loctite adhesives, Loctite appears to be more resistant to the mechanical degradation at higher temperatures. In fact, Loctite adhesive maintains relatively higher tensile moduli than Sikadur adhesive under the same conditions.
However, it is important to note that adhesive performance can be influenced by a variety of factors, including chemical composition, molecular structure and environmental conditions. Further analysis would therefore be required to fully understand the results obtained.
The following section focuses on the limitations of Arrhenius' law in the case of the two adhesives when exposed to an aging environment. To do this, the logarithm of the aging times (t) is plotted against the reciprocal of the temperature (1/T) in Figure 17 and Figure 18.
As can be seen in Figure 17, the aging of Sikadur adhesive shows a remarkable validation of Arrhenius' law, which shows a linear relationship between the logarithm of time (in days) and the reciprocal of the absolute temperature (in Kelvin), Eq.3 :
Where, is the aging time, is the activation energy, is the perfect gas constant, is the absolute temperature, is the pre-exponential factor.
The result obtained are consistent with recent studies on adhesives used in marine environments [11,14,24]. In particular, the linear correlation between Ln(time) and 1/T (Figure 17) indicates that the aging process of Sikadur adhesive follows Arrhenius kinetics [34]. This result provides a mathematical model for predicting the behavior of the adhesive over time under different temperature conditions.
In addition, the curve obtained in Figure 17 also shows a 50% loss of properties, which represents a significant reduction in the mechanical performance of the adhesive [26]. This can give an indication of the lifetime of the material and its ability to resist.
On the other hand, the curve obtained in Figure 18 shows an increase in the mechanical performance of the adhesive as the wet temperature increases. In fact, at higher temperatures, the chemical reactions responsible for polymerization and curing of the adhesive can take place more rapidly. This makes it possible to improve its structure and mechanical properties.
However, it is important to note that this interpretation is based on an empirical relationship and that other factors, such as water, humidity and the composition of the environment, may also influence the mechanical performance of the adhesive materials.
By applying the Arrhenius law (Eq.3) and using the data provided, we can estimate the long-term behavior of the Sikadur adhesive under these specific conditions. In fact, by extrapolating the Ln(days) values for additional values of (1/T), we can potentially predict the evolution of the aging time in these environments.
However, it should be noted that long-term extrapolation may be subjected to uncertainties and limitations. Indeed, the extrapolation is based on limited experimental data and on the assumption of continuity of the observed behavior in the available data. In addition, other environmental and aging factors could potentially affect adhesive performance over time. As a result, long-term projections may be subject to potential variation.
4. Discussion
The results of the extensive experimental program shed light on the performance of Sikadur and Loctite adhesives in offshore wind applications, and provide important insights that can be interpreted in the context of previous studies and working hypotheses.
Comparing the results of this study with existing research in the field of adhesive behavior, it is clear that both Sikadur and Loctite adhesives exhibit important mechanical properties. These results are consistent with previous studies that have highlighted the importance of durable and resilient adhesives to withstand the harsh conditions encountered in offshore environments.
In addition, the differences observed in water absorption kinetics between Sikadur and Loctite adhesives add to the body of knowledge on adhesive behavior under varying environmental conditions. By understanding these differences, engineers and researchers can make more informed decisions when selecting adhesives for specific offshore wind turbines projects, taking into account factors such as initial absorption rates and maximum absorption capacities.
The implications of the findings extend beyond the specific materials tested in this study, providing important insights into the broader challenges and opportunities in offshore wind applications. By considering the implications of these results in the broadest possible context, researchers can identify areas for further investigation and improvement in adhesive technology for offshore wind structures.
Future research directions may include refining predictive models for assessing the long-term performance of adhesives, incorporating additional environmental factors such as UV exposure and mechanical loading. In addition, studies focusing on the development of novel adhesive formulations optimized for offshore wind turbines applications could further advance the field and contribute to the sustainability and reliability of renewable energy sources.
5. Conclusions
In this work, an extensive experimental program was carried out at the LMA laboratory in Marseille in order to evaluate the durability performance of two adhesives and to determine their suitability for offshore wind applications. The investigation included a series of mechanical tests and accelerated aging simulations (in terms of temperature, relative humidity (RH), aging times).
The following main conclusions can be drawn from the studies carried out on Sikadur and Loctite adhesives under different aging conditions:
- Both adhesives showed significant mechanical properties, demonstrating their potential for the industry.
- Loctite adhesive has a slightly faster initial absorption rate than Sikadur adhesive, but the latter reaches an asymptotic plateau at a lower maximum absorption rate than Loctite adhesive.
- When subjected to aging conditions, Sikadur adhesive has shown good tensile strength, particularly at elevated temperatures and in humid environments. Loctite adhesive has also shown good mechanical properties, with notable resistance observed at higher temperatures and in wet conditions.
- When both adhesives are exposed to longer periods of time, the aging results show a progressive deterioration of the mechanical properties as a function of aging time. This appears to follow an exponential function.
- The aging results show a clear correlation with Arrhenius' law, providing a predictive tool for the aging process. The aging process thus follows Arrhenius kinetics.
Furthermore, the results of the current accelerated aging study, particularly the correlation with Arrhenius' law, provide a predictive framework for assessing the service life of the two adhesives. Further research could refine the predictive models, to include additional environmental factors and actual operating conditions in order to improve the understanding of material behavior in offshore wind turbines applications.
Author Contributions
All co-authors agreed with the content of this submission and they are Ok for the submission. They have also obtained consent from the responsible authorities at the institute/organization where the work has been carried out, before the work is submitted. In terms of contributions to this work, all the mentioned authors (Khaoula Idrissa, Aurélien Maurel-Pantel, Frédéric Lebon and Noamen Guermazi) have contributed to the conception of the work; or the acquisition, analysis, or interpretation of data. Also, they have approved the version to be published; and they agree to be accountable for all aspects of the work in ensuring that questions related.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data required to reproduce these findings are all reported in the paper.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Andersen, S.O.; et al. Enhancing Adhesive Performance in Offshore Wind Turbine Applications. Journal of Wind Engineering and Industrial Aerodynamics 2016, 149, 27–38. [Google Scholar]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International, 2014.
- Harper, P.; et al. Evaluating Adhesive Performance in Marine Environments: A Comprehensive Review. Ocean Engineering 2015, 104, 25–35. [Google Scholar]
- Bruneaux, M.-A. Durability of edhesively bonded structures: development of a predictive mechanical modelling taking into account physico-chemical characteristics of the adhesive, Thesis at University of Rome II, 2004.
- Chen, J.; Li, W.; Zhang, H. Effect of Moisture Absorption on Mechanical Performance of Structural Adhesive Joints. Journal of Adhesion Science and Technology 2019, 33, 1137–1150. [Google Scholar]
- Chen, Y.; et al. Advanced Adhesive Solutions for Offshore Wind Farms: A Review. Renewable and Sustainable Energy Reviews 2020, 130, 109934. [Google Scholar]
- Chin, J.W.; Aouadi, K.; Haight, M.R.; Hugues, W.L.; Nguyen, T. Effect of water, salt solution and simulated concrete pore solution on the properties of composite matrix resins used in civil engineering applications. Polymer Composites, 2001; 282–297. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). EN 17024:2019 - Adhesives - Determination of Tensile Strength of Joints. CEN. 2019. [Google Scholar]
- Gao, L.; et al. Adhesive Bonding Technologies for Offshore Wind Turbine Structures: A Comprehensive Review. Renewable Energy 2020, 145, 2008–2025. [Google Scholar]
- Gao, Z.; Zhao, X. Experimental Study on Mechanical Properties of Composite Adhesives in Marine Environment. Ocean Engineering 2019, 192, 106523. [Google Scholar]
- Gonzalez, M.; et al. Challenges and Solutions in Adhesive Bonding for Marine Applications. Journal of Adhesion Science and Technology 2017, 22, 245–262. [Google Scholar]
- Green, R.E.; et al. Long-Term Durability of Structural Adhesives in Marine Environments. Polymer Degradation and Stability 2018, 147, 10–18. [Google Scholar]
- Kim, S. H.; Lee, H. Characterization of Epoxy Adhesives for Offshore Wind Turbine Blades. International Journal of Adhesion and Adhesives 2019, 90, 1–9. [Google Scholar]
- Brown, L.E.; et al. Advancements in Adhesive Technologies for Harsh Marine Environments. Renewable Energy 2020, 45, 123–136. [Google Scholar]
- ISO 3167:2013; Adhesives - Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. 2013.
- Li, Y.; Zhang, H. Aging Behavior of Epoxy Resin Adhesive in Marine Environment. Materials Today: Proceedings 2020, 27, 1354–1359. [Google Scholar]
- Kuang, Y.; et al. Structural Adhesives in Offshore Wind Energy: A Comprehensive Review. Renewable and Sustainable Energy Reviews 2016, 56, 745–758. [Google Scholar]
- O'Connor, A.; et al. Environmental Effects on Adhesive Bonding in Marine Structures. Marine Structures 2021, 58, 102982. [Google Scholar]
- Williams, P. A.; et al. Durability Assessment of Structural Adhesives in Offshore Wind Turbine Environments. Journal of Renewable Materials 2019, 15, 387–402. [Google Scholar]
- Xu, W.; et al. Adhesive Bonding for Structural Applications in Marine Environments: A Review. Journal of Marine Science and Engineering 2017, 5, 50. [Google Scholar]
- Niu, R.; Yang, Y.; Liu, Z.; Ding, Z.; Peng, H.; Fan, Y. Durability of Two Epoxy Adhesive BFRP Joints Dipped in Seawater under High Temperature Environment. Polymers 2023, 15, 3232. [Google Scholar] [CrossRef] [PubMed]
- Berens, A.R.; Hopfenberg, H.B. Diffusion and relaxation in glassy polymer powders: 2. Separation of diffusion and relaxation parameters. Polymer 1978, 489–496. [Google Scholar] [CrossRef]
- Nogueira, P.; Ramirez, C.; Torres, A. Effect of water sorption on the structure and mechanical properties of an epoxy resin system. Journal of Applied Polymer Science 2001, 71–80. [Google Scholar] [CrossRef]
- Molenaar, J.; et al. Durability of Adhesive Bonds in Composite Marine Structures: A State-of-the-Art Review. Journal of Composites Science 2019, 3, 35. [Google Scholar]
- ISO 527-2:2012Plastics - Determination of Tensile Properties - Part 2: Test Conditions for Moulding and Extrusion Plastics, 2012.
- Wang, X.; et al. Recent Advances in Marine Adhesives for Structural Bonding Applications. International Journal of Adhesion and Adhesives 2018, 81, 28–41. [Google Scholar]
- Zhang, L.; et al. Adhesive Technologies for Composite Materials in Offshore Wind Turbines: A Review. Composites Part B: Engineering 2017, 111, 135–146. [Google Scholar]
- Soutis, C.; et al. Recent Advances in Adhesive Bonding: Metal Adhesives. Journal of Adhesion 2019, 95, 1151–1191. [Google Scholar]
- Wang, Y.; et al. Advanced Adhesive Technologies for Structural Bonding in Marine Environments. Frontiers in Materials 2021, 8, 641002. [Google Scholar]
- Smith, J. K.; Johnson, A. R. Adhesive Selection and Testing for Offshore Wind Applications. Journal of Materials Engineering and Performance 2018, 27, 3396–3405. [Google Scholar]
- Ma, Y.; Li, W. Effects of Environmental Factors on the Mechanical Properties of Marine Adhesive. Materials and Structures 2017, 50, 188. [Google Scholar]
- International Organization for Standardization (ISO). ISO 19030-1:2016 - Guidelines for Measurement of Changes in Hull and Propeller Performance (Part 1: General Principles); ISO, 2021. [Google Scholar]
- Stutz, B.; et al. Aging of High-Performance Structural Adhesives: A Review. International Journal of Adhesion and Adhesives 2017, 76, 70–88. [Google Scholar]
- Zhang, H.; Song, Y.; Song, Y. Aging Behavior and Durability Evaluation of Epoxy Adhesives in Marine Environment. Journal of Adhesion Science and Technology 2017, 31, 1975–1990. [Google Scholar]
- Lomov, S. V.; et al. Elastic Constants and Short Beam Shear Strength of Adhesively Bonded Composite Joints. Composite Structures 2016, 157, 1–12. [Google Scholar]
Figure 1.
Geometry and dimensions of the Teflon Mold.
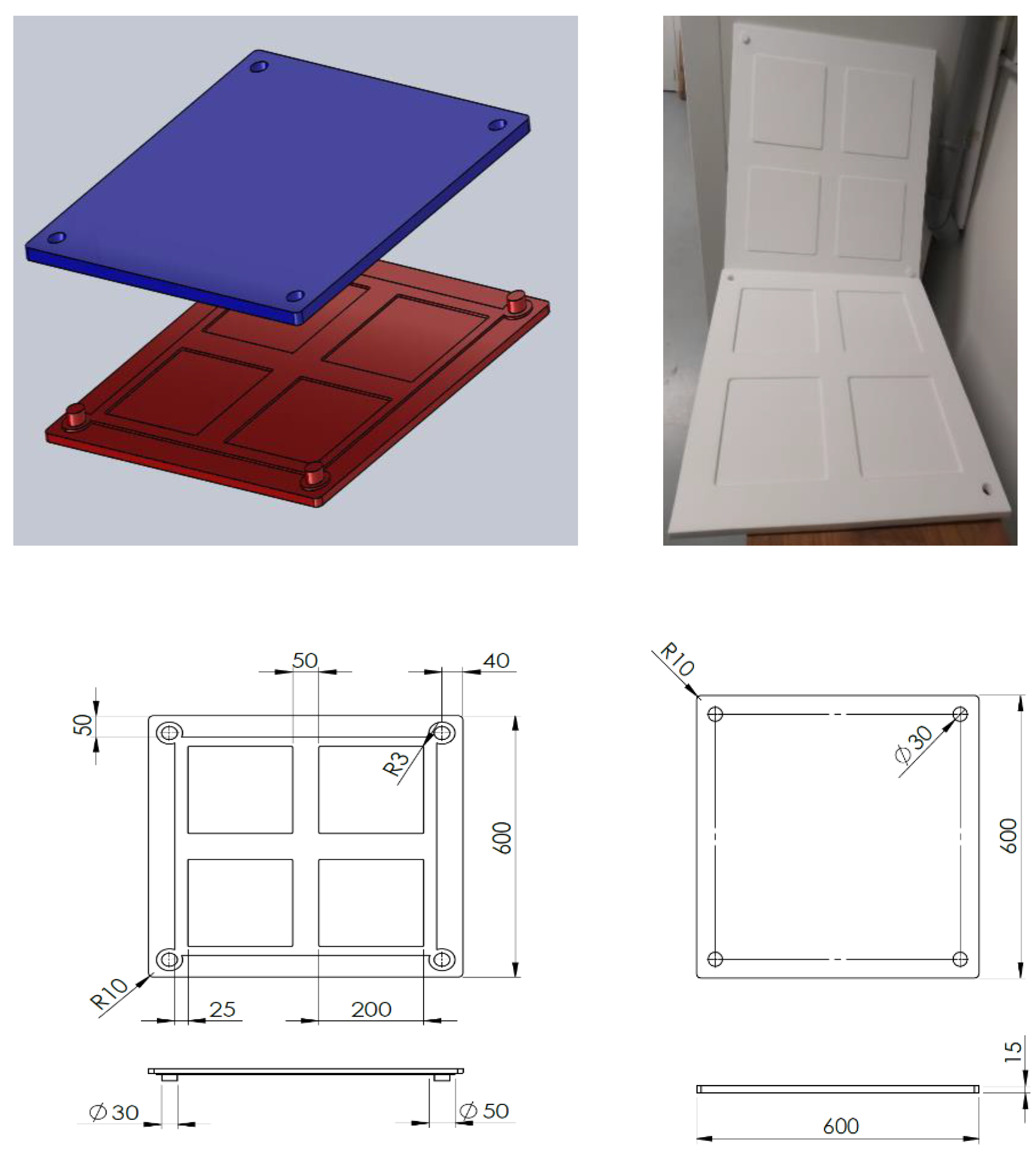
Figure 2.
Examples of obtained adhesive plates.
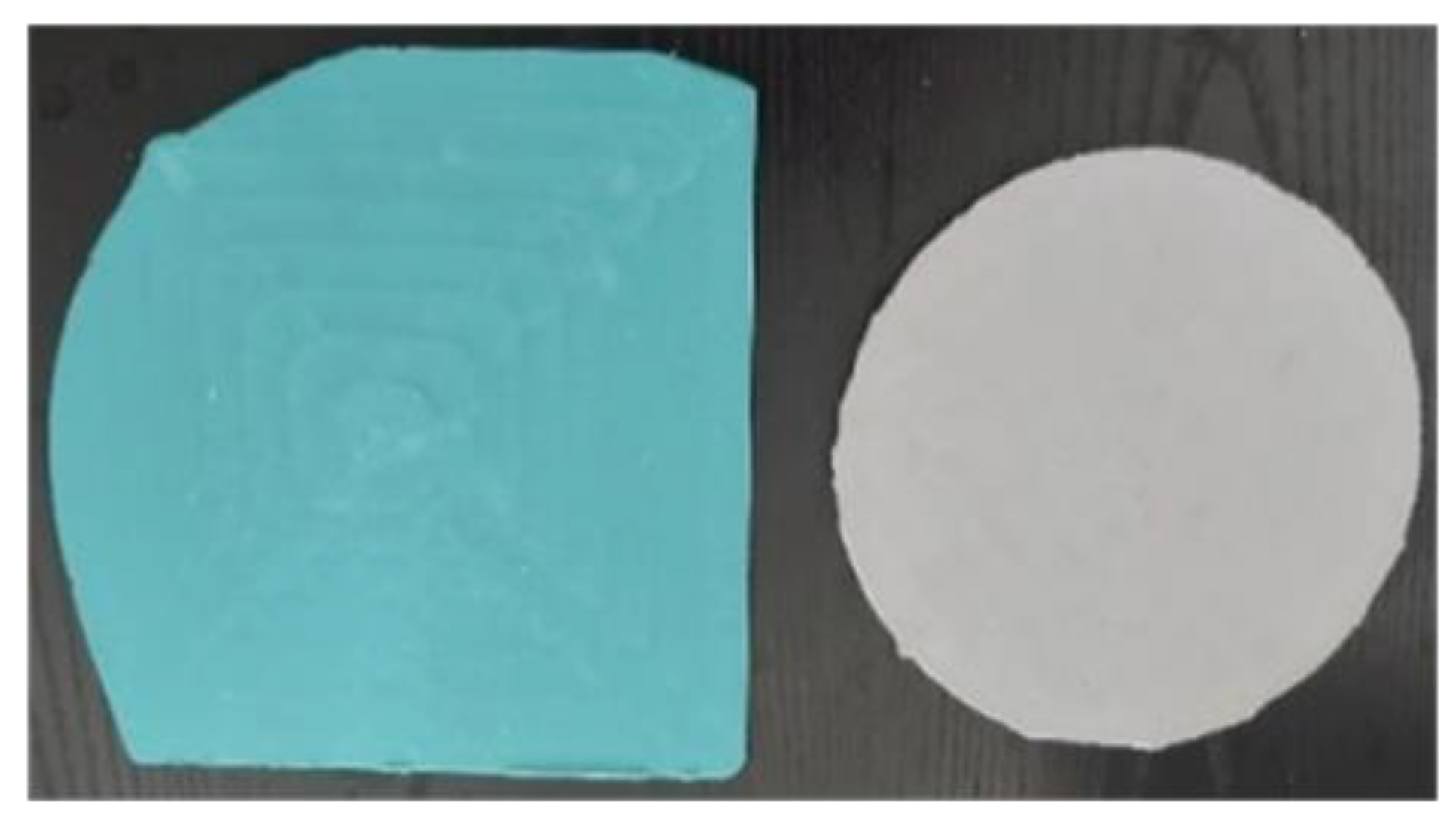
Figure 3.
Geometry of the adhesive specimens used in the tensile tests (all units in (mm).
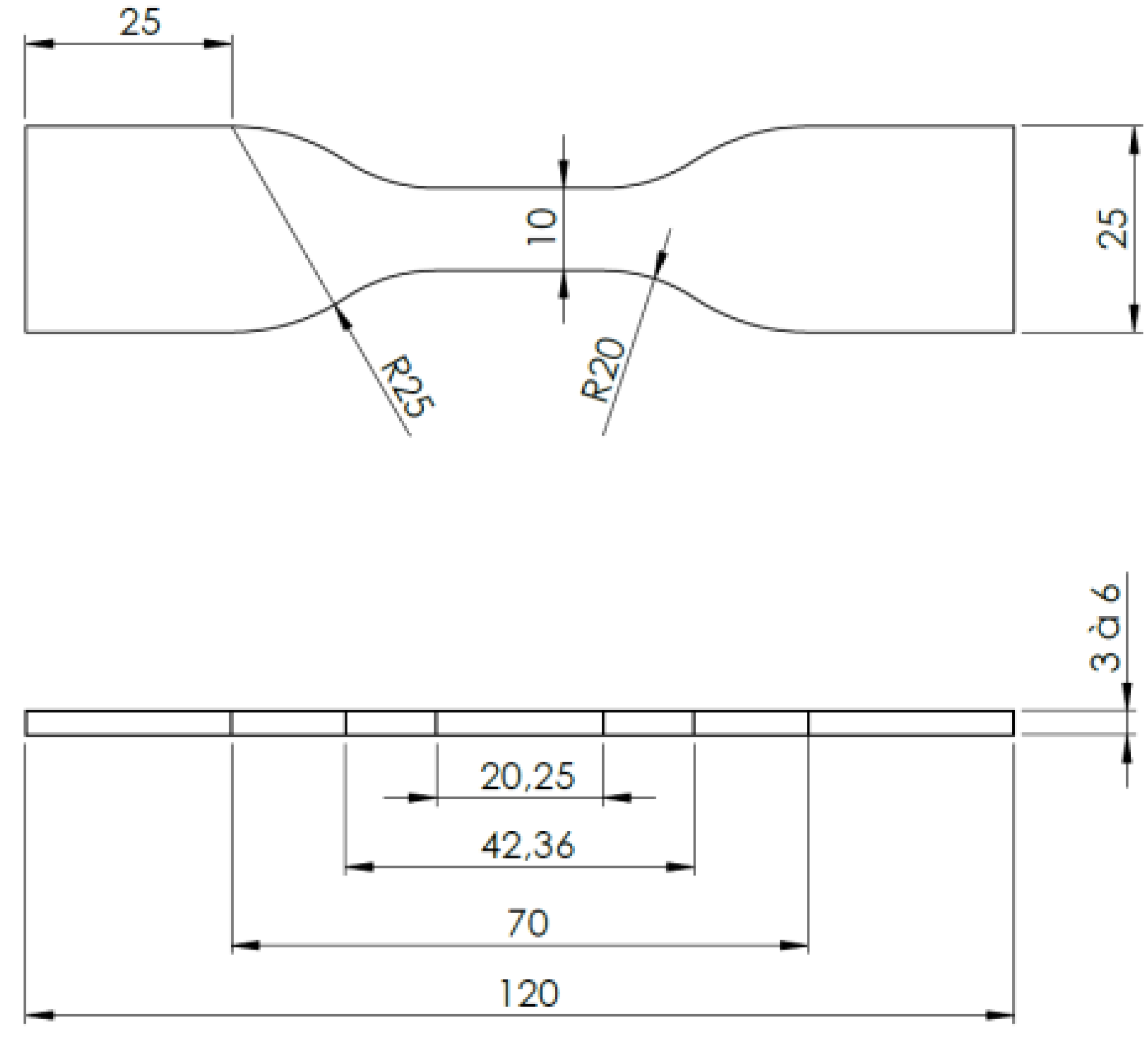
Figure 4.
Testing Container (in the left) and Climate Chamber / Oven (in the right).

Figure 5.
Hydraulic Fatigue Testing Machines (Tension/Compression) 100kN + GOM ARAMIS 5M Measurement System 2448x2048 pixels 15Hz with Workstation.
Figure 5.
Hydraulic Fatigue Testing Machines (Tension/Compression) 100kN + GOM ARAMIS 5M Measurement System 2448x2048 pixels 15Hz with Workstation.

Figure 6.
Typical tensile curve (stress-strain) for Sikadur adhesive.
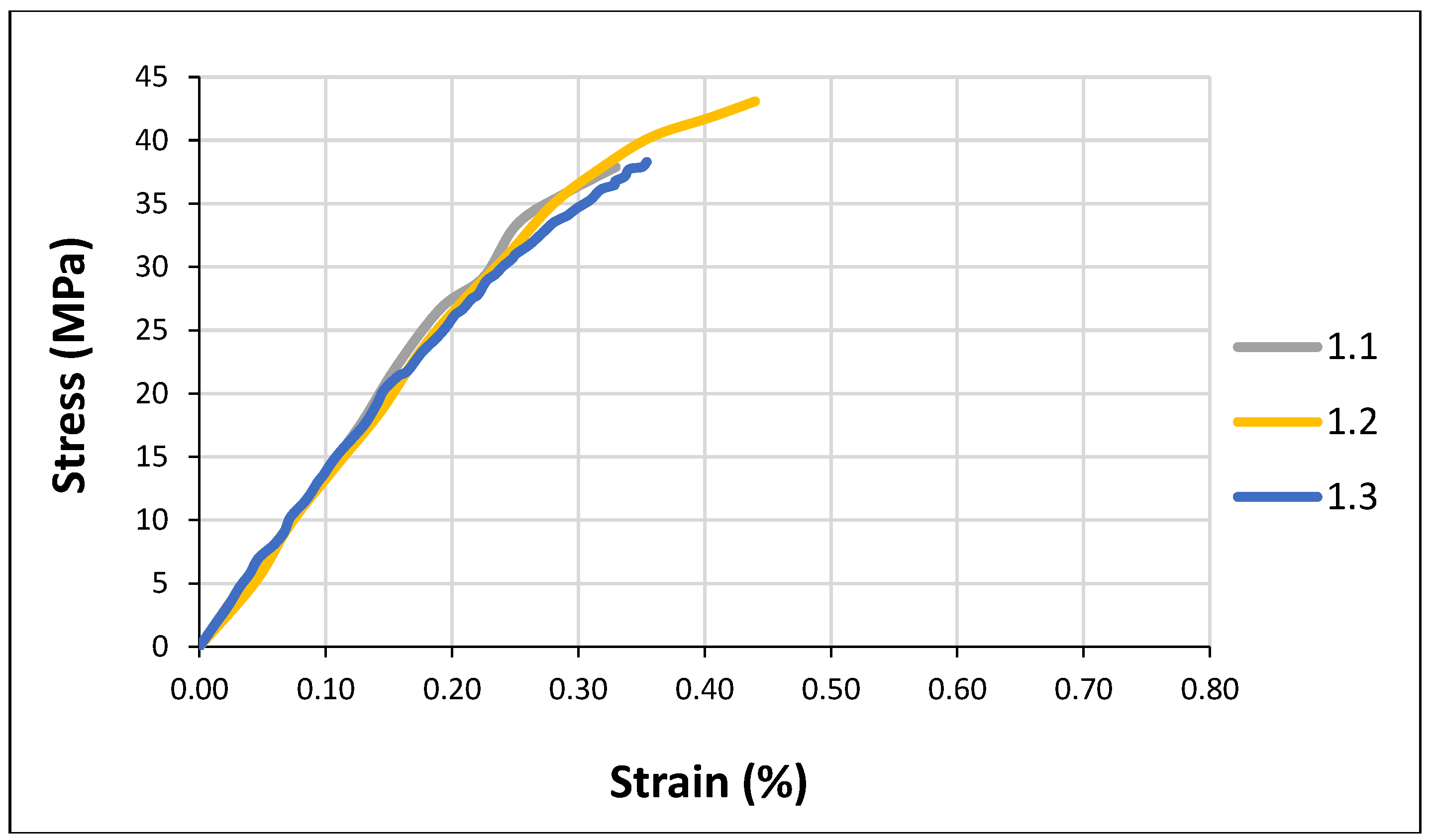
Figure 7.
Typical tensile curve (stress-strain) for Loctite adhesive.
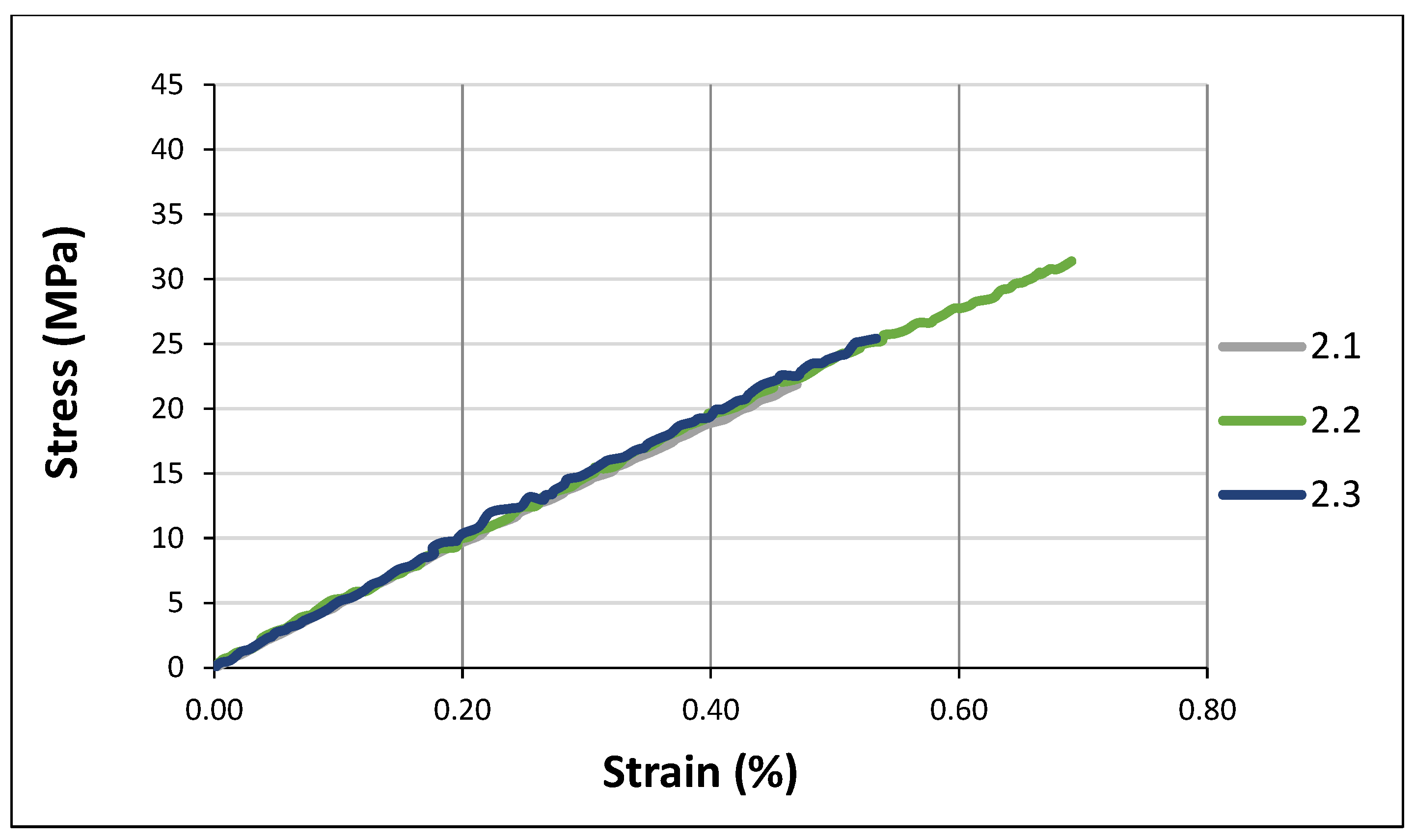
Figure 8.
Results of tensile tests on Sikadur 30 and Loctite UK 1351 B25 adhesives.
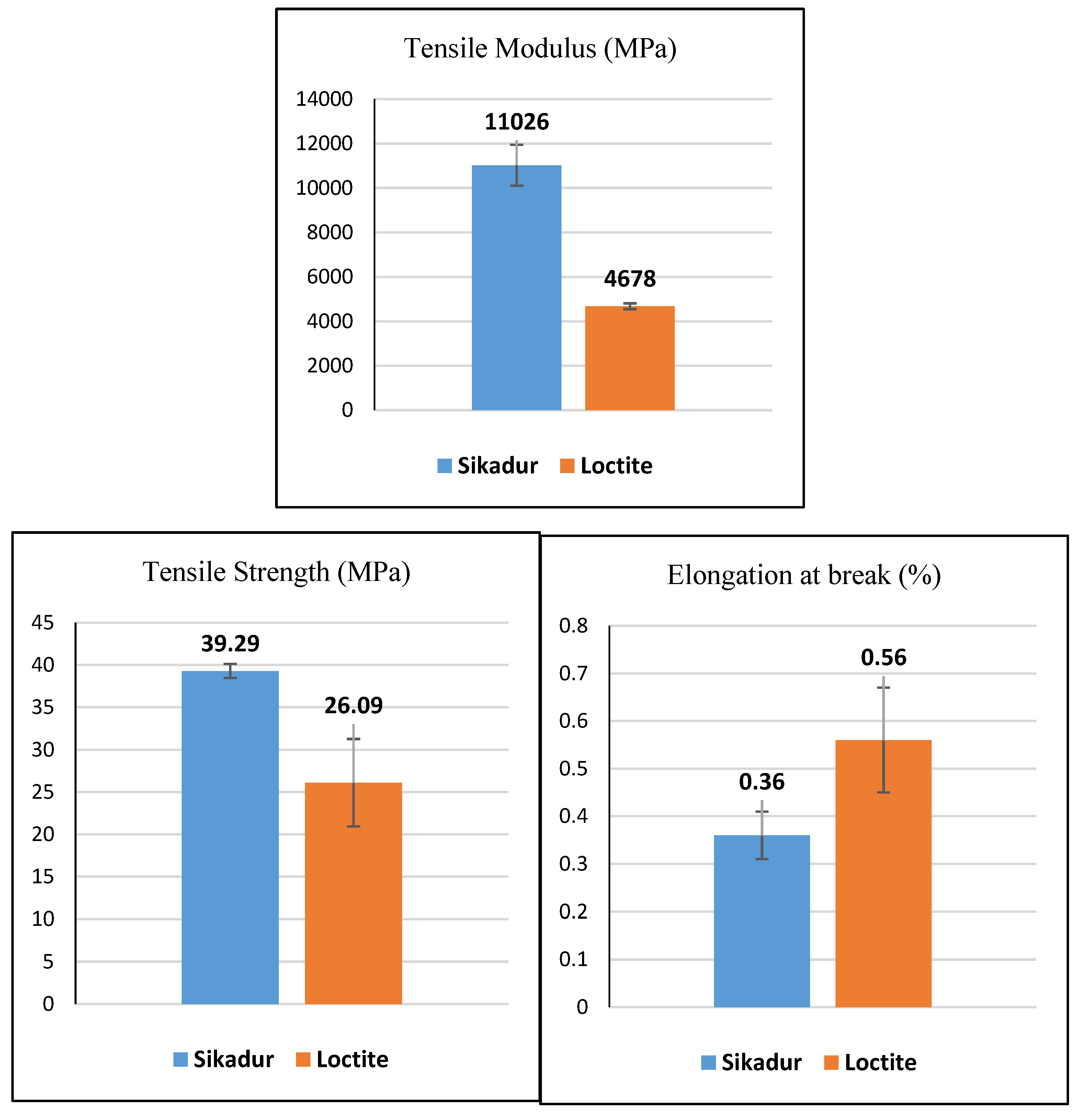
Figure 9.
Comparison of experimental mass evolutions of Sikadur 30 and Loctite UK 1351 B25 adhesives during aging at 22°C in distilled water.
Figure 9.
Comparison of experimental mass evolutions of Sikadur 30 and Loctite UK 1351 B25 adhesives during aging at 22°C in distilled water.
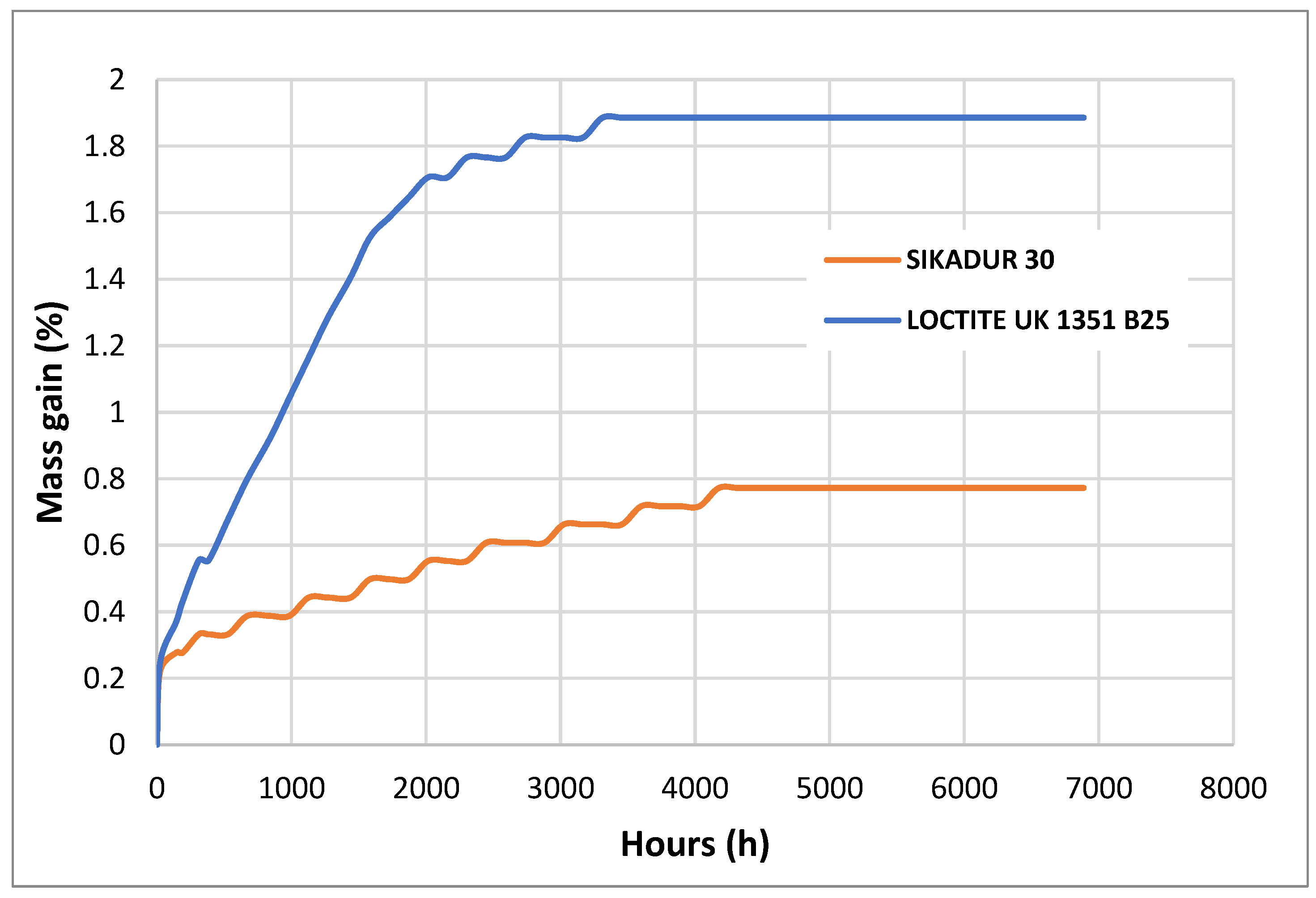
Figure 10.
Results of tensile strength of SIKADUR 30 and LOCTITE UK 1351 B25 adhesives after aging for 46 days.
Figure 10.
Results of tensile strength of SIKADUR 30 and LOCTITE UK 1351 B25 adhesives after aging for 46 days.
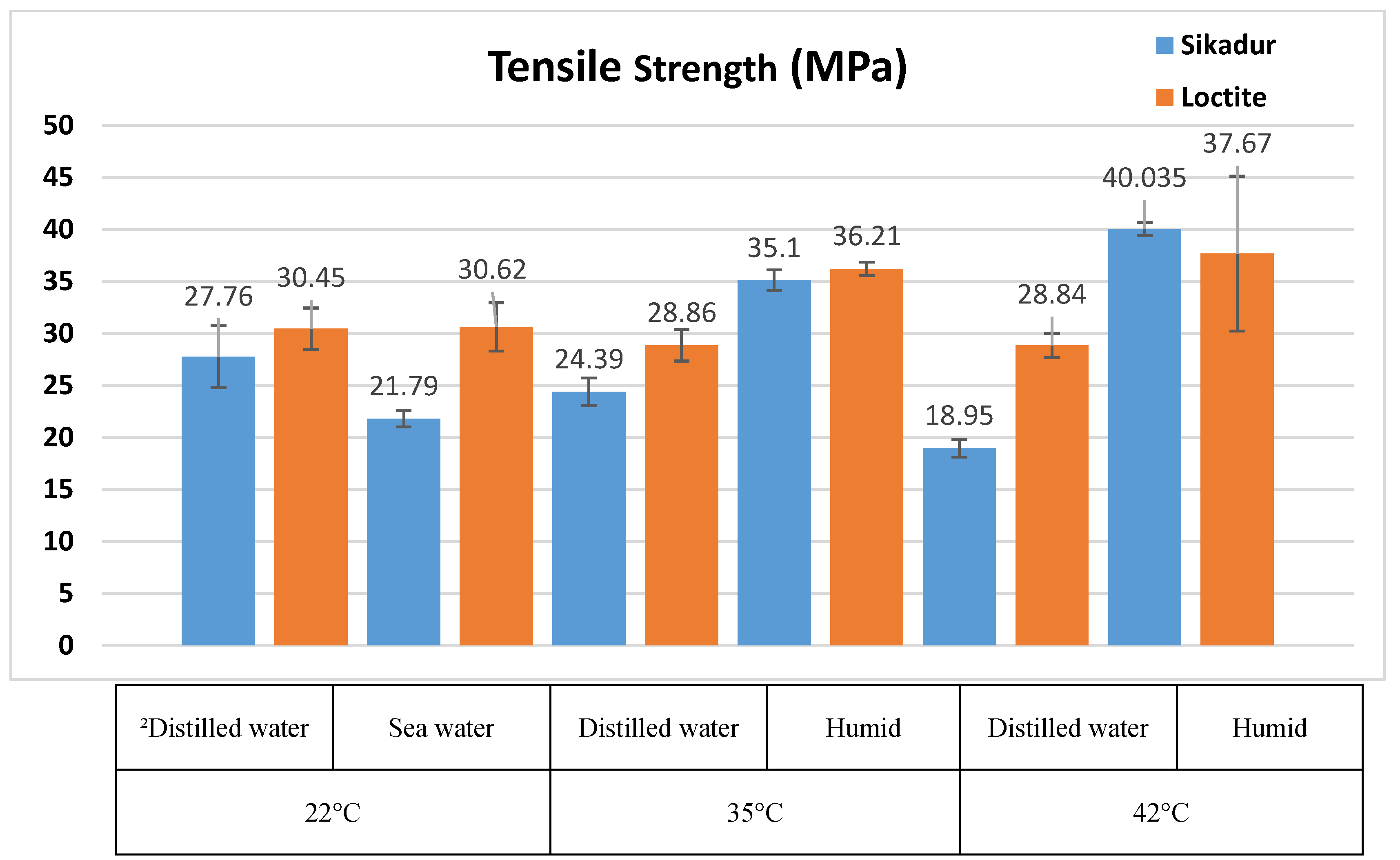
Figure 11.
Results of tensile modulus of SIKADUR 30 and LOCTITE UK 1351 B25 adhesives after aging for 46 days.
Figure 11.
Results of tensile modulus of SIKADUR 30 and LOCTITE UK 1351 B25 adhesives after aging for 46 days.
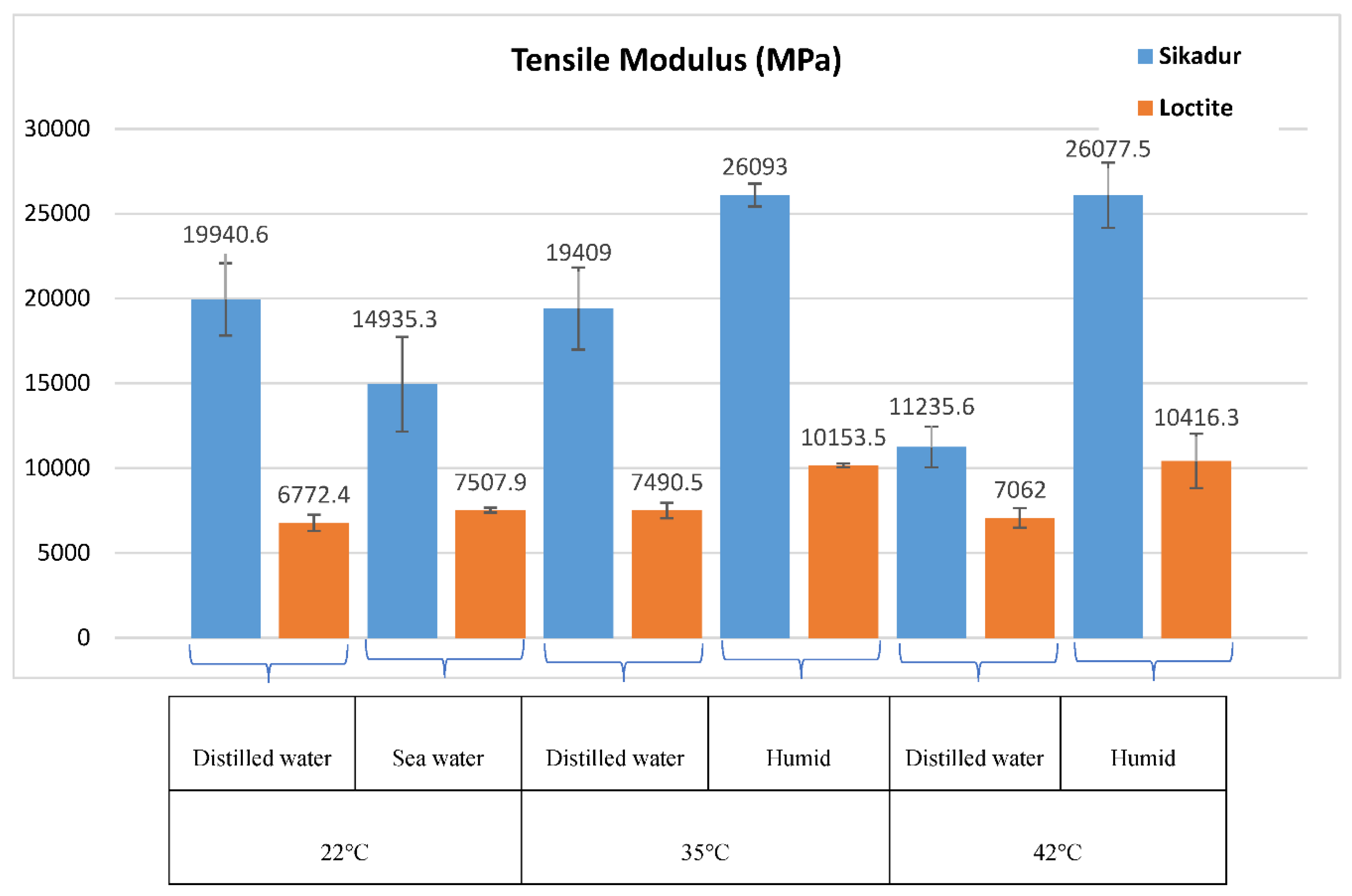
Figure 12.
Results of elongation at break of SIKADUR 30 and LOCTITE UK 1351 B25 adhesives after aging for 46 days.
Figure 12.
Results of elongation at break of SIKADUR 30 and LOCTITE UK 1351 B25 adhesives after aging for 46 days.
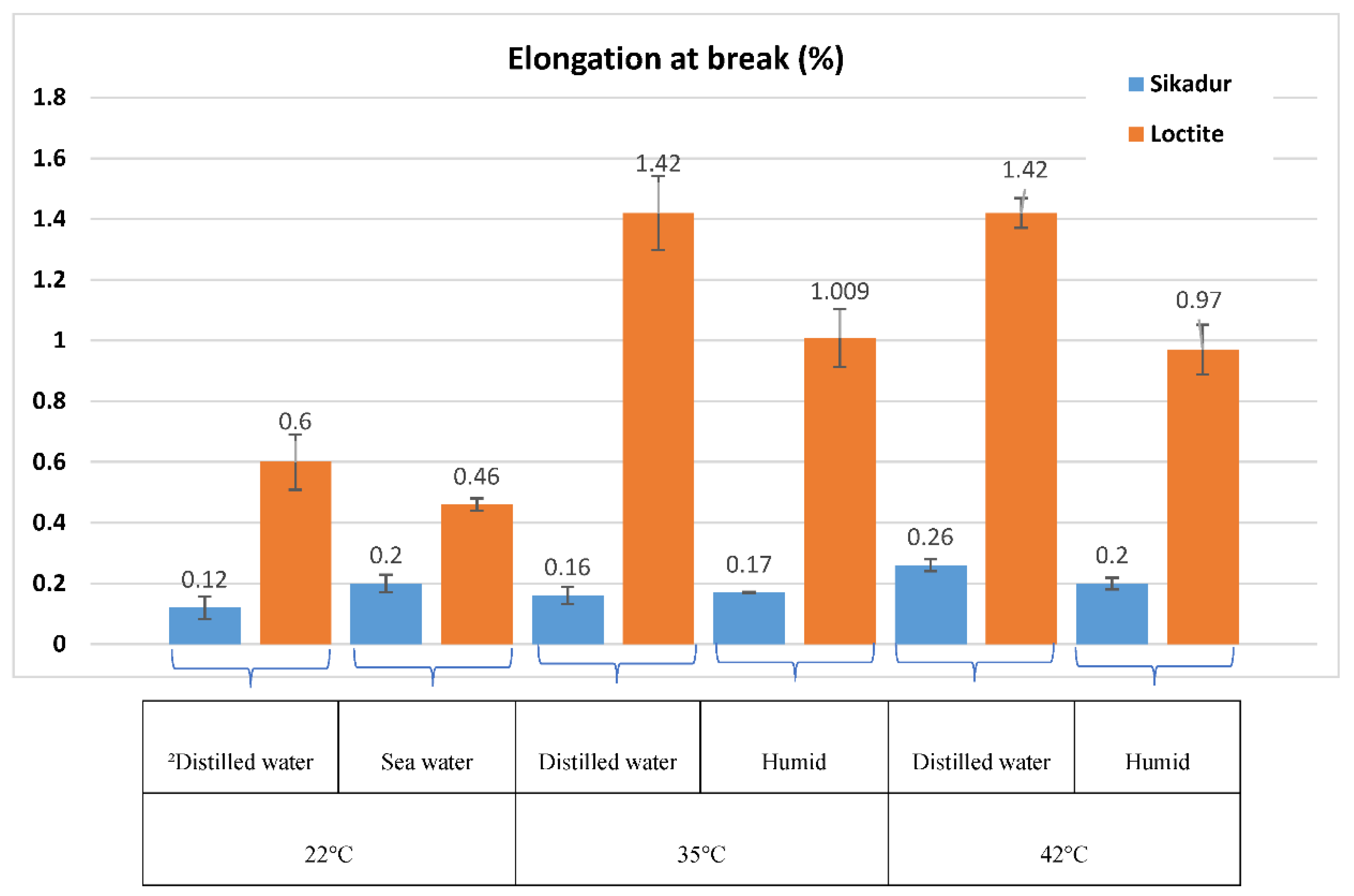
Figure 13.
Evolution of Ultimate Tensile Strength (UTS) over Time for Sikadur adhesive.
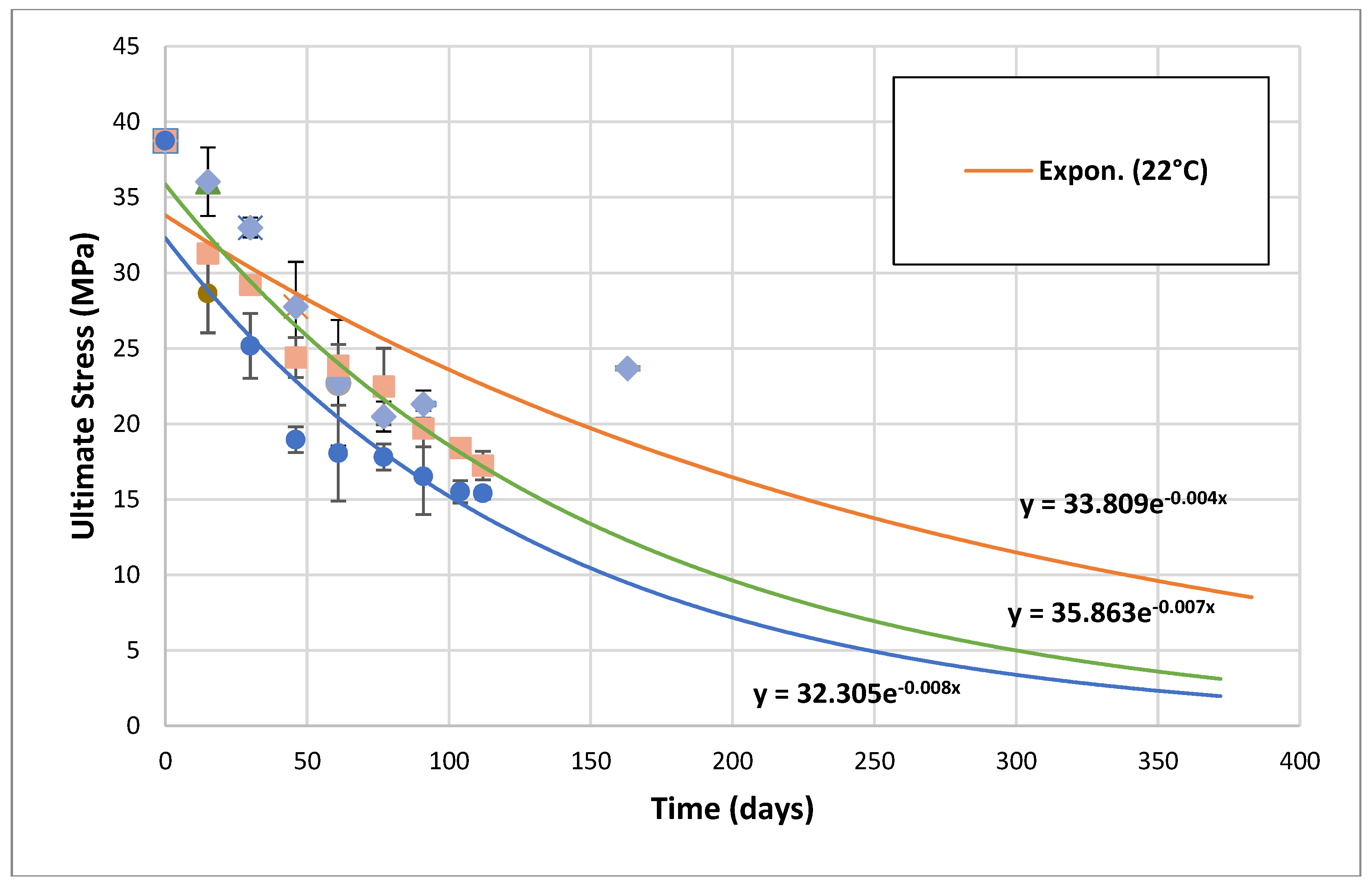
Figure 14.
Evolution of Ultimate Tensile Strength (UTS) over Time for Loctite adhesive.
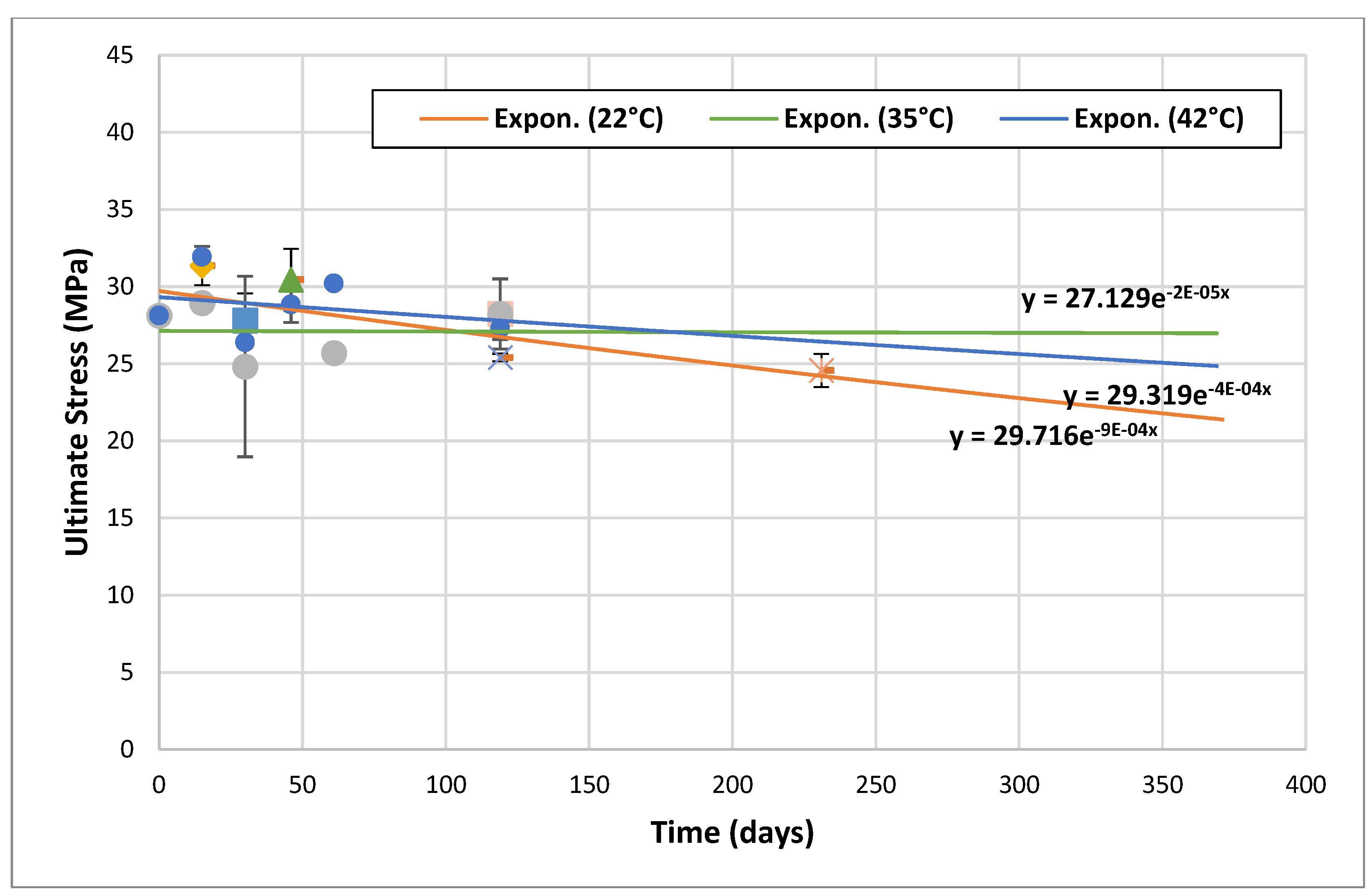
Figure 15.
Evolution of tensile modulus over time for Sikadur adhesive.
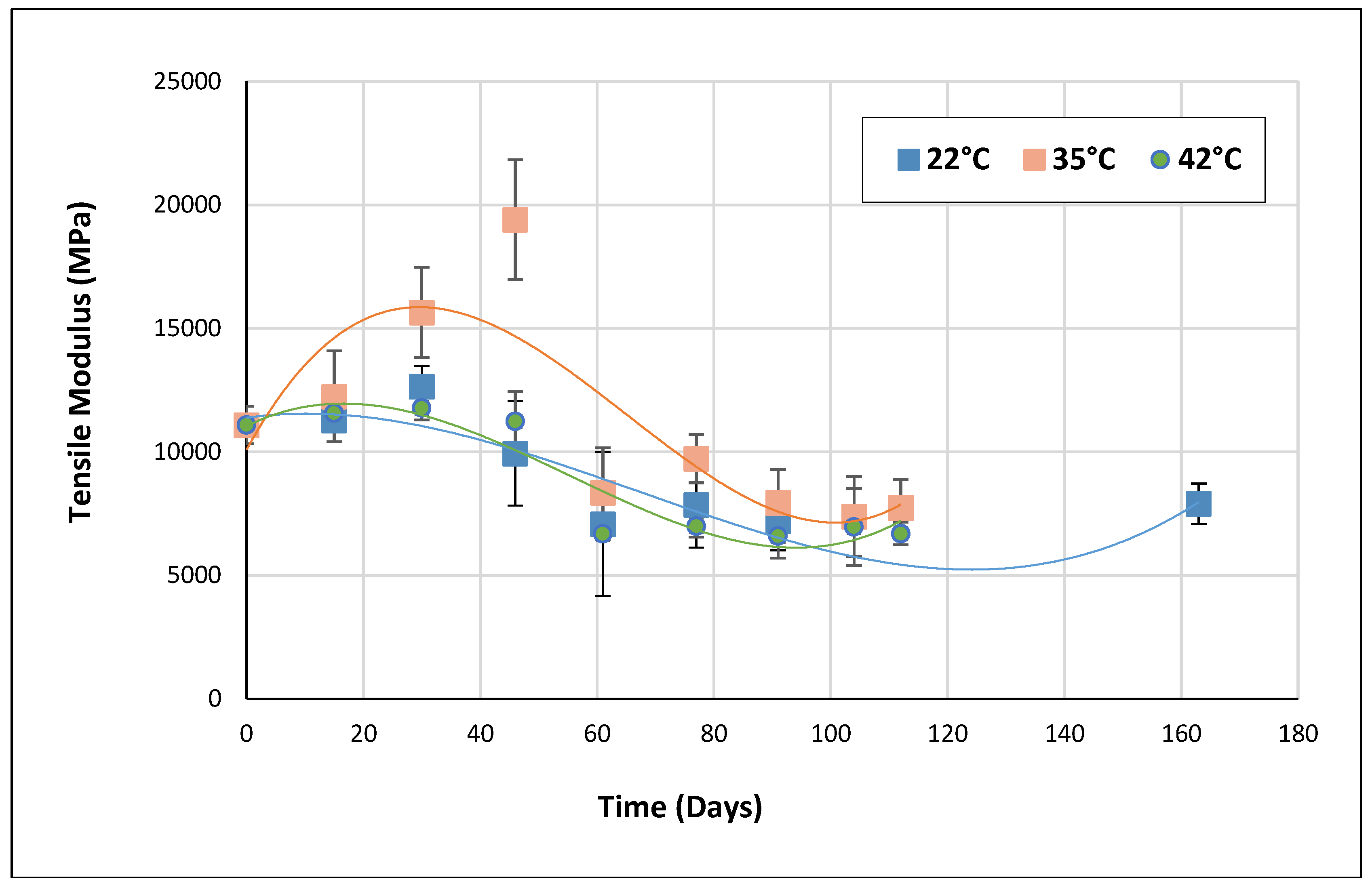
Figure 16.
Evolution of Tensile Modulus over Time for Loctite adhesive.
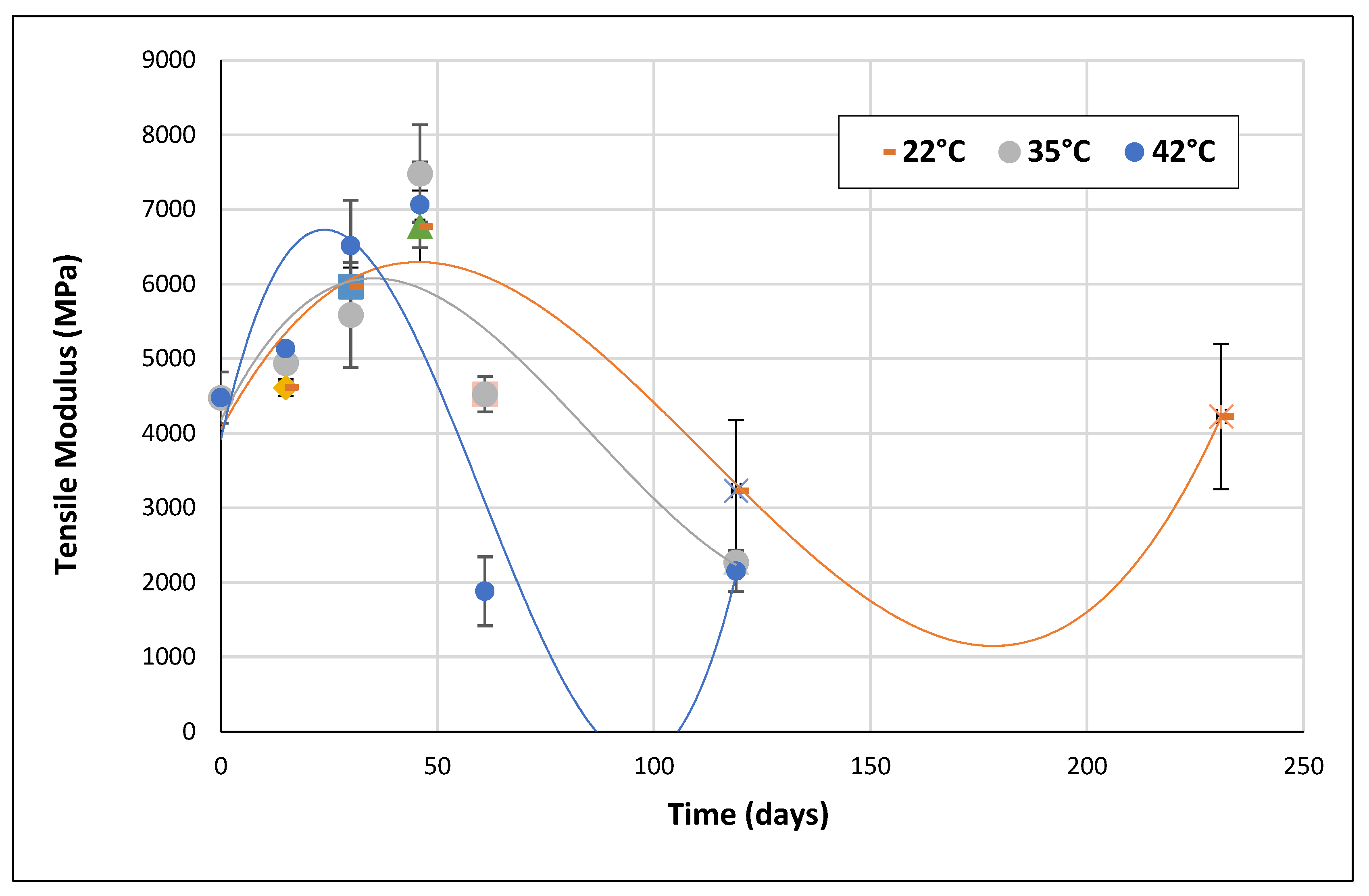
Figure 17.
Validation of Arrhenius Law for Sikadur adhesive in distilled water.
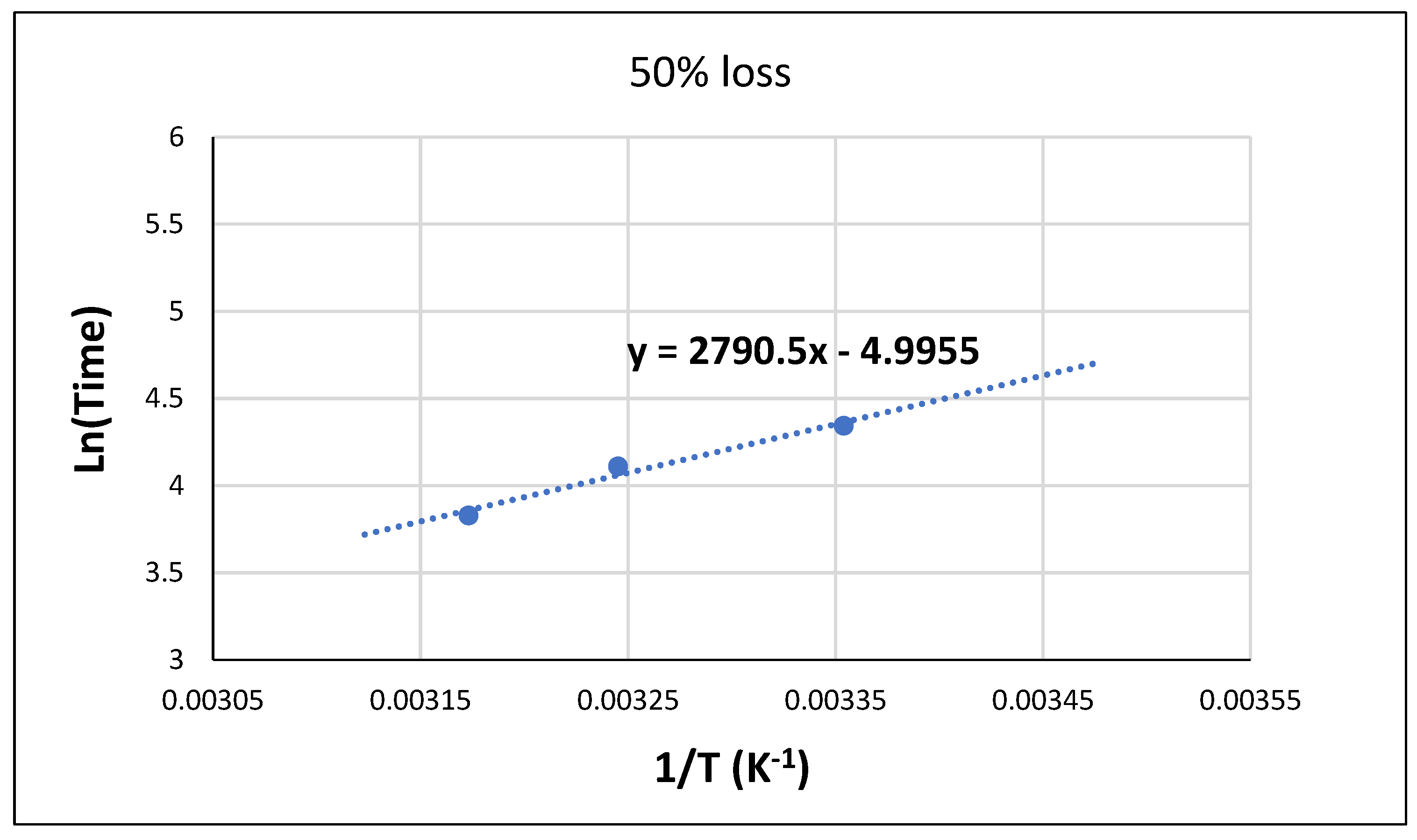
Figure 18.
Validation of Arrhenius Law for Sikadur adhesive in humid environment.
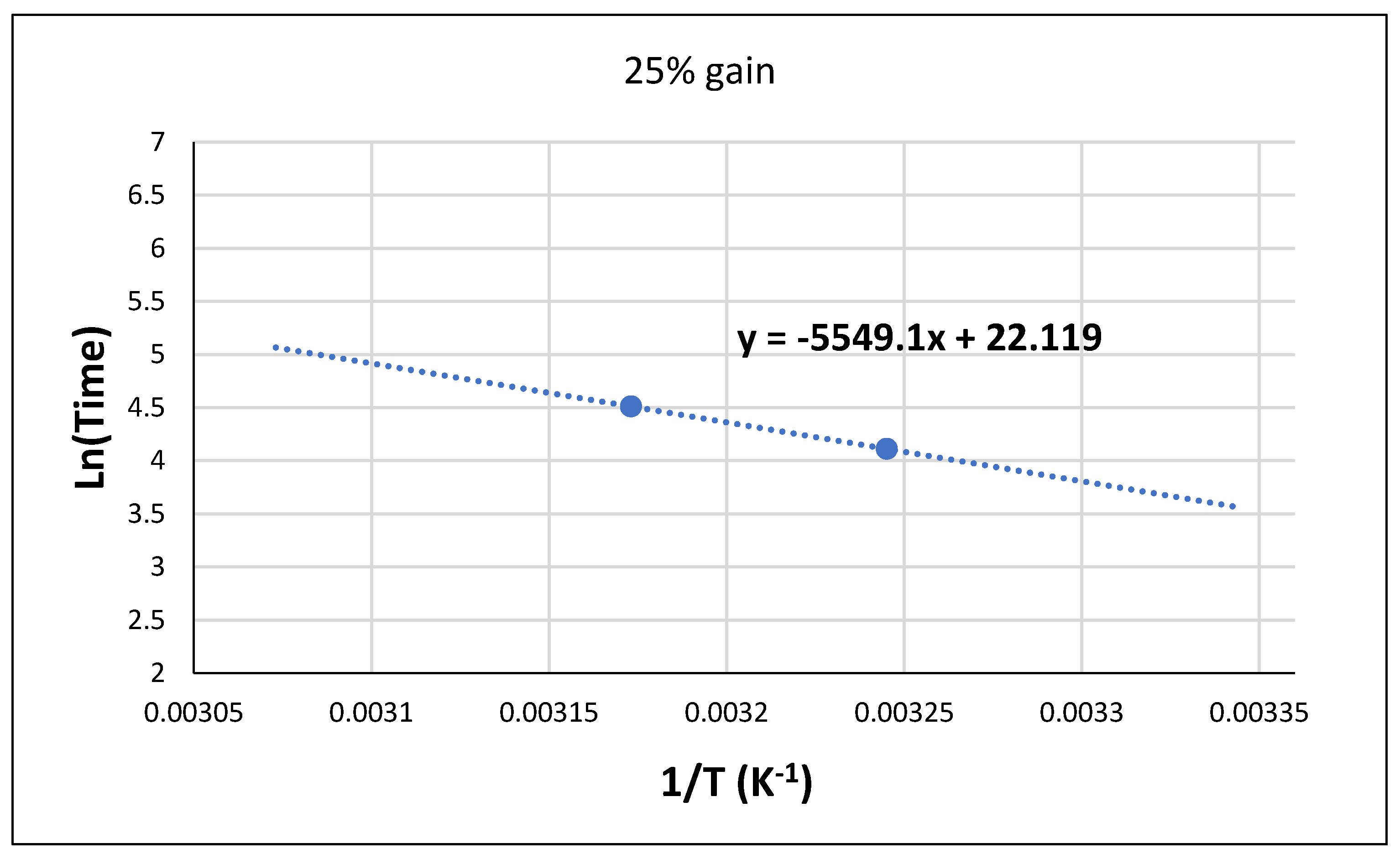

Table 1.
Main characteristics of Sikadur 30 adhesive (SIKA France SAS).
| Property | Symbol | Value (MPa) |
|---|---|---|
| Tensile modulus | Et | 9600 |
| Tensile Strength | σt | 14–17 (at +15°C) and 16-19 (at +35°C) |
| Compressive modulus | Ec | 11200 |
| Compressive Strength | σc | 24–27 (at +15°C) and 26-31 (at +35°C) |
| Shear strength | τ | 14–17 (at +15°C) and 16-19 (at +35°C) |
| Tensile modulus | Et | 9600 |
| Tensile Strength | σt | 14–17 (at +15°C) and 16-19 (at +35°C) |
Table 2.
Characteristics of Loctite UK 1351 B25 (Henkel Adhesive Technologies).
| Property | Symbol | Value (MPa) |
|---|---|---|
| Tensile Strength | σt | 26 |
| Compressive modulus | Ec | 4740 |
| Compressive Strength | σc | 71 |
Table 3.
Parameters of exponential decrease in tensile strength (UTS) as function of time.
| T (°C) | a | k | |
|---|---|---|---|
| Sikadur adhesive | 22 | 32.305 | 0.008 |
| 35 | 35.863 | 0.007 | |
| 42 | 33.809 | 0.004 | |
| Loctite adhesive | 22 | 29.716 | 9.00E-04 |
| 3542 | 27.129 29.319 |
2.00E-05 4.00E-04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



