
Submitted:
24 April 2024
Posted:
25 April 2024
You are already at the latest version
Abstract
New multilayer 3D nanocomposite wear-resistant ion-plasma hard and superhard coatings Avinit [(TiN-AlN)(Mo-Cr-V-Si)]n have been developed.The introduction of additional alloying elements (Mo, Cr, V, Si) into the Ti-Al-N coating composition, which have a high affinity for nitrogen and are capable of forming strong nitride nanoparticles in the Ti-N and Al-N layers.This makes it possible to obtain hard and superhard hardening coatings.The metallographic and tribological studies carried out indicate the prospects of the developed multicomponent multilayer nano- and microstructured Avinit coatings for increasing wear resistance and reducing friction coefficients.This paper is devoted to the development and implementation of Avinit vacuum plasma technologies for strengthening cutting and forming tools to improve tool performance.Production tests of cutting tools with Avinit's developed multilayer wear-resistant ion-plasma coatings in production conditions at many large machine-building enterprises have shown their high efficiency.In serial production, the wear resistance of tools increases by 3 to 30 times, stamps by 5 to 100 times, and parts rubbing against abrasive materials by 10 to 100 times.Avinit's vacuum plasma technologies have been successfully implemented in production in the aggregate and engine building, transport engineering, and power engineering industries.Positive experience in applying multicomponent coatings has been gained not only when applying hardening coatings to manufactured cutting tools, but also after regrinding to regrindable carbide cutting tools from domestic and foreign manufacturers.
Keywords:
Avinit vacuum-plasma multicomponent hard and ultra-hard wear-resistant coatings
; tribological characteristics
; tool
1. Introduction
The problem of significantly improving the efficiency of forming parts, especially precision parts for aerospace, aggregate, engine, power and machine building, as well as their service life and reliability, is becoming increasingly important today.
As the requirements to increase the durability of various parts and mechanisms operating under stressful conditions grow, so do the requirements for material selection. The complex nature of these requirements stimulates a constant search for new materials and technologies for their production.
The efficiency of part forming, which includes the accuracy of part size and shape, surface quality, and machining performance, requires a cutting tool (CT) with extremely high properties. On the other hand, the requirement to improve the tribological properties of workpiece surfaces, in addition to nano-precision, also requires the creation of a surface layer with unique properties.
It is possible to meet the often contradictory requirements for surface properties (high hardness and wear resistance) and bulk properties (high strength and impact strength) by creating compositions with a layer-by-layer arrangement of materials.
Without coatings for various functional purposes, it is impossible to imagine modern technology and further progress in all areas of its application. Applying coatings to certain materials not only improves their properties, but also leads to the creation of a new composite material with a specific set of properties.
Leading manufacturers of cutting tools (FRAISA, CARLOY, BALZERS, etc.) produce more than 90 % of all tools with multicomponent hardening coatings, which provides a significant increase in performance.
2. Literature Review and Problem Statement
Technical progress in the field of industrial toolmaking is most closely related to the development of advanced technologies for applying multilayer protective hardening coatings.
Vacuum plasma PVD and CVD methods of applying hardening functional coatings have taken a significant place in this area.
First, this applies to ion-plasma PVD methods of applying multifunctional multicomponent coatings that significantly improve the performance of the tool [1,2,3,4].
Extensive research has been conducted on the development and industrial implementation of these methods of applying hardening coatings [2,3].
Paper [5] presents the results of studies of multilayer PVD hard protective coatings for tool hardening. It is shown that the most promising designs of protective coatings with significantly improved characteristics are multilayer coatings with mixed phase layers, gradient layers, new metastable materials, and multiphase layers.
Paper [6] presents PVD coatings specially designed to protect cutting tools and extend their functionality (service life). The features of their design (monolithic, multilayer coatings) and prospects for the development of new PVD coatings for cutting tools are discussed.
The technological aspects of competitive industrial application of CVD and PVD coatings are discussed in [7].
The study of the properties and cutting characteristics of multifunctional multicomponent PVD coatings based on Ti1-xAlxNapplied to cutting tools is presented in [8].
Due to the increase in abrasive wear resistance, strength, oxidation resistance, and friction reduction, such coatings have proven to be highly wear-resistant in toolmaking.
Experimental results show a significant effect of additional elements on the properties of Ti1-xAlxN based coatings. The alloying of coatings with elements such as V, Ta, and B leads to an increase in service life in various cutting applications [8].
Current trends in the significant improvement of the physical and mechanical characteristics of materials are associated with the design of nanostructured materials and hardening coatings and the development of appropriate technologies.
Nanolayer nanocomposite coatings have enormous potential for creating materials with unique physical and chemical properties, including exceptional hardness, strength, and low friction coefficient.
The development of coating technologies and modification of surface layers of materials based on nanostructures is one of the most important tasks of modern materials science.
In particular, it concerns the following issues
- the most effective conditions for creating nanostructures in the surface layer;
- adhesive interaction of cutting tool materials and coatings with the processed material;
- adhesion between the coating and the base material of the cutting tool and machine parts; stress state in the contact zone between the coating and the base material;
- measures to reduce the release of alloying materials from the cutting tool material (and parts) due to diffusion;
- designing the material composition of the cutting tool, taking into account the possibility of creating nanostructures both in the surface layer and in the volume of the product with each individual material composition.
Papers [9,10,11] formulated the principles of designing new 3D nanostructured hard and superhard hardening coatings with a nanocrystalline structure of composites in which strong nanoparticles of high-enthalpy compounds are placed in the coating matrix.
It has been experimentally shown [9] that in composite coatings with nanocrystalline structure, where a-Si3N4 nanoparticles are placed in the TiN matrix, there is an increase in mechanical strength, hardness (up to 5000 kg/mm2), and elastic modulus (over 500 GPa). In combination with oxidation stability up to 800 °C, this makes such coatings attractive for use as protective hardening coatings [10].
Candidate systems have been proposed in which it is possible to create nanostructured hard and superhard hardening coatings [11].
This was the impetus for many studies in this area, which has become a priority in the field of functional hardening coatings.
The number of works on the search for new 3D nanostructured hard coatings is constantly growing [12,13,14]. The complex relationships between the chemical composition, microstructure, and mechanical and thermal properties of wear-resistant hard coatings have been investigated, which can significantly improve their functional characteristics [12].
Particular attention is paid to new technological developments in the field of nanostructured coatings [13], which are able to meet the ultra-high requirements for the processing of high-tech structural materials (refractory metals, titanium alloys and superalloys) in aerospace applications [14].
Effective technologies have been developed that use not only high-enthalpy nitrides but also carbides and metal borides as hardening nanoparticles [15,16].
The results of many of these studies have been implemented in serial tool production.
Yet, given the diversity of tools used and the increasingly high requirements for their quality, developments in the search for new hard coatings, technologies for their creation and expansion of applications remain relevant.
All this gives grounds to assert that it is advisable to conduct research on the development of vacuum plasma technologies for applying Avinit hard and superhard hardening coatings that improve the main functional characteristics of coatings.
3. Purpose and Objectives of the Study
The purpose of this study is to develop and implement into industrial production vacuum plasma technologies for applying Avinit hard and superhard hardening coatings that improve the main functional characteristics of coatings, such as strength and wear resistance.
To achieve the goal, the following tasks were set:
- to develop new multilayer 3D nanocomposite wear-resistant ion-plasma hard and superhard Avinit [(TiN-AlN)(Мo-Cr-V-Si)]n coatings;
- perform metallographic studies of the developed Avinit multicomponent multilayer coatings to study their functional properties in relation to strengthening of cutting and forming tools of Avinit vacuum plasma technologies, to improve the performance of the tool;
- to apply the developed Avinit hardening ion-plasma coatings to pilot batches of cutting, forming and punching tools and to conduct production tests of cutting tools with Avinit coatings in production conditions at machine-building enterprises.
4. Materials and Methods of Research
Structural steel DIN 1.2379 and heat-resistant steel 25X2MF, which are widely used in industry, were chosen as the material of the samples. The samples were polished to a roughness of class 10 (Ra = 0.063 μm) using factory technologies to the required geometric parameters (nonplanarity - ≤0.001 mm, roughness - Ra 0.08 μm).
The development of processes for applying functional multilayer composite coatings was carried out on an automated vacuum-plasma cluster Avinit [2,3] according to specified programs.
The temperature of the substrates was monitored using Marathon and Raytek infrared pyrometers.
The metallophysical measurements of the coatings were performed on a JSM T-300 scanning electron microscope.
Metallographic studies and determination of material parameters (coating thickness, uniformity, defects, and structure of the material itself) were performed on a Tesa Visio 300 gL microscope. The microhardness of the coatings was measured using a BUEHLER microhardness tester at a load of 50 G.
The microhardness of the layers was determined using a microhardness tester AMN-43 by LECO, in automatic mode at a load of 50 G. The thickness of the layers and surface roughness were measured on a Jenoptic profilometer.
The adhesion of the coatings was measured with a Revetest Scratch Tester (RST).
5. Results of Research on the Development of Multilayer Hardening Ion-Plasma Hard Coatings AVINIT
5.1. 2D Hardening Ion-Plasma Hard Coatings Avinit
A wide range of studies [4] has been carried out to develop the concept and principles of creating high-resource precision parts and cutting tools based on the creation of integrated methods and highly efficient technological processes for applying nanocoatings.
The developed concept [4] for the design of parts and tools for aggregate and mechanical engineering, their effective forming by cutting tools with nanocoatings is based on the following principles:
1) maximum service life of units, parts and tools is possible when creating nanostructures and nanocoatings;
2) maximum adhesive interaction, and therefore, effective operation of coatings on parts and RI with coatings, will be ensured when the difference in electronegativity of the coating materials and the part (tool) is maximized;
3) for blade machining, it is necessary to create coatings that ensure minimal adhesive interaction between the tool and the workpiece;
4) nanoprecision should be maintained. Technological criteria should be taken as a criterion for tool performance: critical roughness, size or shape accuracy (e.g., maximum allowable taper, barrel shape, waviness, etc.). For example, if the manufacturing accuracy of parts is 1...2 microns, the roughness of the blade edge should be 200...300 nm;
5) the criterion for the effective use of coatings is the following condition: the grain size in the coating, as a rule, should be smaller than in the base material of the tools;
6) diffusion wear associated with the diffusion of alloying elements from the tool or part material can be reduced by barrier coatings or nanostructured layers on the surface;
7) when selecting multilayer and monolayer coatings, it is necessary to take into account the stress state in the transition zone from one coating to another and from the coating to the base material;
8) the bending strength of the cutting part of tools, as well as the elements of parts that work on bending and fatigue strength should be evaluated taking into account the increase in physical and mechanical characteristics due to hardening or coating.
In works [2,3], based on the implementation of the concept and principles of creating high-resource parts and ensuring their effective forming [4], a set of effective vacuum-plasma integrated technologies for the manufacture of tools and parts with nanocoatings was created.
Extensive research has been conducted on the development of vacuum-plasma processes for the application of 2D Ti nanocomposite coatings Avinit on a nitride basis (Ti-Al-N) and Avinit on a carbide basis (Ti-C, Mo-C) [2,3].
Papers [2,3] present the development of processes for applying multicomponent 2D Avinit (TiN-AlN)n nanocomposite coatings with a periodic structure (10÷100 nm) (Figure 1).
The coatings have a nanolayer structure and consist of 5-10 nm thick layers based on aluminum, titanium, chromium, zirconium, molybdenum, and their compounds with nitrogen in various combinations.
Microhardness Hμ=1500-3500 (depending on the composition of the coating).
Avinit coatings can be deposited on precision surfaces of high cleanliness class up to class 12-13 without reducing the surface cleanliness class.
Metallophysical studies of Avinit C multilayer coatings were carried out using a JSM T-300 scanning electron microscope (Figure 2 and Figure 3).
The experimental results confirm the possibility of low-temperature application of Avinit C high-hard coatings based on metal nitrides in modes that provide good adhesion to the substrate material without reducing the strength of steel and no warping of surfaces.
The studies made it possible to select the temperature and time parameters for obtaining Avinit C coatings to increase the wear resistance of surfaces of precision friction pairs, which is necessary for the development of software products and the development of stable technologies for applying multilayer coatings.
When creating new coating designs with improved tribological characteristics, coatings in metal-carbon systems based on Ti-C and Mo-C are of great interest, as they are promising as wear-resistant coatings for friction pairs.
Papers [2,3] describe the development of new multilayer hard and superhard Avinit D coatings based on metal carbides.
New processes (PVD and hybrid PVD+CVD) for the controlled formation of multicomponent Avinit coatings in metal-carbon systems using vacuum plasma (PVD) and plasma chemical (CVD) coating processes have been developed.
Using modernized PVD deposition with simultaneous operation of single-component cathodes (Me and C) in pulsed or continuous mode, the processes of coating (TiC, Ti-C-N, TiC-TiN, TiC-C) and (MoC, MoC-C, Mo-C-N) were developed.
For the application of multilayer (TiC-Ti) and (MoC-Mo) coatings, a two-cathode scheme was used with simultaneous operation of single-component cathodes (Me and C).
Using the developed processes (PVD and hybrid PVD+CVD) for the controlled formation of multicomponent coatings in metal-carbon systems, Avinit (TiC, Ti-C-N, TiC-TiN, TiC-C) and Avinit (MoC, MoC-C, Mo-C-N) multilayer coatings were developed.
Using vacuum-plasma (PVD) and plasma-chemical (CVD) (hybrid PVD+CVD) processes, carbide-containing coatings were obtained by deposition from plasma metal streams (Ti, Mo, Zr, Cr, Nb) in the environment of C6H8 benzene vapor.
The metallographic and tribological studies [1,2,3] indicate the prospects of the developed multicomponent multilayer nano- and microstructured Avinit coatings for increasing wear resistance and reducing the coefficient of sliding friction of vapors.
The results obtained can be the basis for the selection of coating materials and the development of antifriction wear-resistant coatings to improve the performance of friction pairs in the coating-steel and coating-coating systems, as well as for the development of their application processes.
5.2. Development of 3D Hardening Ion-Plasma Hard Coatings Avinit
Based on the developed concept of designing nanocoated tools [4], the principles of creating superhard 3D nanocomposite coatings [5,6], and the development of Avinit 2D coating processes [1,3], further improvement of Avinit coatings was carried out.
New multilayer 3D nanocomposite wear-resistant ion-plasma hard and superhard coatings Avinit [(TiN-AlN)(Мo-Cr-V-Si)]n [17] have been developed to strengthen cutting and shaping tools.
Along with the elements Ti and Al, due to the introduction of molybdenum, chromium, vanadium, and silicon ions into the plasma phase, the coatings also contain molybdenum, chromium, vanadium, and silicon in the [(TiN-AlN)(Мo-Cr-V-Si)]n coating.
The introduction of additional alloying elements (Mo, Cr, V, Si) into the Ti-Al-N coating composition, which can form nanoparticles of high-hard nitride compounds (Мo2N, CrN, VN, Si3N4), makes it possible to obtain hard and superhard coatings.
The scheme of the 3D composite nanolayer coating Avinit [(TiN-AlN)(Mo,V,Cr, Si)N]n is shown in Figure 4.
The coating is obtained by vacuum-arc plasma deposition from titanium and aluminum cathodes in a nitrogen reaction gas environment with ion bombardment.
The multicomponent coating [(TiN-AlN)(Mo,V,Cr, Si)N]n is formed by introducing molybdenum, chromium, vanadium ions from the alloy titanium cathode into the plasma phase, and silicon ions are introduced from the alloy aluminum cathode.
The titanium cathode is an alloy cathode, which includes impurities of molybdenum, chromium, and vanadium in the following ratio of components, (%) (Table 1):
The aluminum cathode is also an alloy, which includes silicon impurities in the following ratio of components, (%) (Table 2):
The process of coating formation is as follows.
First, we performed cleaning in a glow discharge of argon with a gradual increase in the bias potential on the coated parts from 20 V to 1000 V for 30 minutes.
Then the products were treated in a high-density argon plasma. To do this, argon was injected to a pressure of 2·10–l Pa through a gas plasma generator, a gas discharge with a current of 20 A was ignited, the parts were heated to 400...500 ºC, and cleaning was performed in an argon discharge.
After that, argon was replaced by nitrogen at the same working pressure in the chamber PN2=(1.33...4.0)·10-1 Pa and an arc discharge was ignited on both cathodes.
During plasma treatment of titanium at a discharge current Ip (Ti) = 80-120 A and aluminum at a discharge current Ip (Al) = 90-140 A and a bias potential Uc = 50-150 B in a nitrogen environment at a pressure of PN2=( (1.33...4.0)·10-1 Pa, the plasma phase, along with titanium and aluminum ions, additionally contains molybdenum, chromium, vanadium, and silicon ions, which are part of the coating.
Table 3 and Table 4 show the dependence of the composition of the obtained coatings on technological parameters and some properties of the coatings.
For comparison, Table 3 and Table 4 (items 6, 7) show the characteristics of Ti-N and Ti-Al-N coatings obtained using the same equipment, but not from alloy cathodes, but from pure cathodes.
The optimal process parameters (item 2 of Table 3) are as follows: Ip (Ti) = 90 A, Ip (Al) = 110 A, Uc = 110 B, PN2=2,0·10-1 Pa). With these parameters, coatings with high characteristics are most stably realized.
It should be noted that, according to the results of metallographic studies, superhard multilayer 3D nanocomposite coatings Avinit [(TiN-AlN)(Mo, V, Cr, Si)N]n were obtained, the microhardness of which reaches 55-65 GPa and even more (the microhardness of diamond is 100 GPa).
However, some samples show cracking of the coatings, which is extremely unacceptable, especially when applying coatings to precision surfaces. Therefore, such coatings require further development for use in industrial tests.
5.3. Testing of Cutting Tools with Avinit Hardening Coatings in Production Conditions
Based on the developed theoretically grounded concept of creating high-resource parts [4], a wide range of ion-plasma hardening coatings [(TiN-AlN)(Mo-Cr-V-Si)]n with high tribological properties due to low friction coefficient and high hardness was obtained.
In the optimized conditions (p. 2 of Table 3), the developed Avinit hardening coatings were applied to pilot batches of cutting, shaping, and punching tools for further testing in production conditions at many large machine-building enterprises.
Avinit multicomponent tool hardening coatings have a nanolayer structure and consist of 5-10 nm thick layers based on aluminum, titanium and their compounds with nitrogen in various combinations.
Main characteristics of coatings:
- microhardness, MPa 25000-45000;
- coating thickness, microns 1-5;
- oxidation temperature, T, °С up to 900;
- friction coefficient 0.3-0.64
- high adhesion of the coating to the substrate;
- preservation of the original surface roughness;
- low-temperature coating processes (T≤200 °C).
Papers [2,3] describe wear-resistant hardening multicomponent Avinit coatings that were used to improve the characteristics of cutting tools (Figure 5).
Comparative tests of carbide cutting tools (milling cutters manufactured by FRAISA) in production conditions of high-speed milling showed [3] that the wear of milling cutters with Avinit coatings is 2.6-4 times less than that of uncoated ones.
Strengthening of tools such as spherical cylindrical cutters with 3D nanocomposite wear-resistant ion-plasma [(TiN-AlN)(Мo-Cr-V-Si)]n coatings when milling the profile of guide blades in production conditions provides an increase in tool life by 1.5...1.8 times while improving the quality of the machined surface [3].
In industrial tests on machining the ends of steel welded pipes (Ø=25-75 mm) with carbide cutting inserts with Avinit multilayer coatings, the insert resistance increases by 2.6-3 times [3].
Paper [3] presents the results of industrial use of punching and stamping tools with Avinit hardening coatings (Figure 6 and Figure 7).
For the most severe modes of vibration punching on a Behrens punching press, the durability of dies with nanocomposite coatings is significantly higher than that of uncoated dies by 5 to 40 times, while the quality of the processed materials is improved.
Production comparative tests of the Trumatik 200R punching tool for sheet metal processing showed that unstrengthen dies served 50 thousand strokes before resharpening when processing stainless and black steel sheets.
Dies with a hardening coating worked 120 thousand strokes before resharpening when processing the same sheet materials. After resharpening, the dies with a hardening coating worked 100 thousand strokes and could continue to work.
During the tests of the punching tools with the developed coatings used for sheet processing at the FINN-POWER center, the service life before the first resharpening was achieved, which is more than 2 times higher than the warranty period of the manufacturer of this center. It is important to note that during resharpening, the functional properties of the coating are preserved, and the coated tool works perfectly after resharpening without further re-coating. When resharpening a coated tool, tests have shown that a layer of about 0.1 mm is required to restore the sharpness of the working edge, while an uncoated tool requires a layer of about 0.2 mm to be removed. All this, in general, provides a significant increase in the service life of the coated tool.
The experience of mass production of Avinit-coated press tools for sheet metalworking centers shows a significant increase in their durability (from 3 to 10 times) compared to uncoated tools.
The use of wear-resistant and antifriction nanocomposite coatings on molding parts of dies allows solving the following problems
- extending the service life;
- improving the quality of the surface/edge of products;
- improving the removal of products;
- reduction of repair and restoration costs;
- replacement of galvanic coatings.
Avinit's multicomponent broaching and broaching coatings [3] reduce abrasive wear, which prevails at low cutting speeds, resulting in improved surface quality and reduced cutting forces and tool wear.
The coatings can be used for both internal and external broaching.
Tests of cutting tools with Avinit coatings applied using the developed nanotechnology have shown their high efficiency.
The high hardness of Avinit hardening coatings and the strength of the coating's adhesion to the substrate provide a 3-30 times increase in the wear resistance of cutting tools in mass production and a 5-100 times increase in the wear resistance of dies.
6. Discussion of Research Results on the Development of Hardening Hard Coatings Avinit
The developed multilayer 3D nanocomposite wear-resistant ion-plasma coatings Avinit [(TiN-AlN)(Мo-Cr-V-Si)]n allow achieving a multiple increase in wear resistance and service life of cutting and forming tools. The effect is achieved by applying very thin (0.5-10 microns) ion-plasma hard and superhard wear-resistant Avinit coatings to the working surfaces of parts.
The introduction of molybdenum, chromium, vanadium and silicon ions into the plasma phase contributes to the introduction of additional alloying elements into the Ti-Al-N coating in the form of nanoparticles of high-hard nitride compounds (Мo2N, CrN, VN, Si3N4).
This makes it possible to obtain, as follows from the characteristics given in Table 3 and Table 4, multicomponent Avinit coatings with a nanolayer structure based on titanium, aluminum, chromium, silicon, molybdenum and their compounds with nitrogen.
The coating operation is a finishing operation that does not affect the previous process of manufacturing parts. The low thickness of the coatings does not require changes in the size tolerances.
The developed vacuum-plasma hardening technologies of Avinit have been successfully implemented in mass production in the aggregate and engine building, transport engineering and power engineering [2,3].
Positive experience of applying multicomponent coatings was obtained not only when applied to the manufactured cutting tool, but also to the standard all-metal carbide cutting tool of domestic and foreign manufacturers.
The obtained results give reason to hope that in the development of this study, with the targeted alloying of cathode materials, we can expect the development of new 3D nanocomposite hard coatings with high functional characteristics also based on metal carbides and borides.
7. Conclusions
New multilayer 3D nanocomposite wear-resistant ion-plasma hard and superhard Avinit [(TiN-AlN)(Mo-Cr-V-Si)]n coatings have been developed.
The introduction of molybdenum, chromium, vanadium, and silicon ions into the plasma phase of the Ti-Al-N coating allows obtaining coatings with nanoparticles of high-hard nitride compounds (Мo2N, CrN, VN, Si3N4).
This makes it possible to obtain 3D nanocomposite wear-resistant ion-plasma hard and superhard coatings [(TiN-AlN)(Mo-Cr-V-Si)]n.
Metallographic studies of Avinit multicomponent multilayer vacuum-plasma 3D nanocomposite coatings were carried out.
The Avinit multicomponent coatings have a nanolayer structure and consist of layers 5-10 nm thick based on aluminum, titanium, chromium, zirconium, molybdenum, and their compounds with nitrogen and carbon in various combinations.
The main functional characteristics of hardening hard coatings with a thickness of 1-5 microns and microhardness of 25000-45000 MPa were studied.
Production tests of tools with Avinit coatings in production conditions have shown their high efficiency - an increase in the wear resistance of cutting tools by 3-30 times, dies by 5-100 times.
The developed Avinit vacuum plasma technologies have been implemented in production in aggregate and engine building, transport engineering, and power engineering to improve the performance of machine parts and cutting tools.
References
- Сагалoвич А.В. Экспериментальные исследoвания пoкрытий типа Avinit / [А.В. Сагалoвич, А.В. Кoнoныхин, В.В. Пoпoв и др.]. //Авиациoннo-кoсмическая техника и технoлoгия. Технoлoгия прoизвoдства летательных аппаратoв—2011—т. 1— С. 5-15. Sagalovych, A. V., Kononyhin, A. V., Popov, V. V., Dudnik, S. F., Sagalovych, V. V. (2011). Experimental investigations of "Avinit" type coatings. Aviatsionno-kosmicheskaya tekhnika i tekhnologiya, 3, 5–15. http://nbuv.gov.ua/UJRN/aktit_2011_3_3.
- Popov V., Sagalovych A., Sagalovych V. Improving the performance, reliability and service life of aviation technology products based on the innovative vacuum-plasma nanotechnologies for application of Avinit functional coatings and surfaces modification: monograph / Sagalovych V. (Ed.). Tallinn: Scientific Route OÜ, 2020. 102 p. [CrossRef]
- Sagalovych, A., Sagalovych, V., Popov, V., Dudnik, S. Olijnyk, А; (2021). Avinit vacuum-plasma technologies in transport machine building. Tallinn: Scientific Route OÜ. [CrossRef]
- Кoстюк Г.И., Пoпoв В.В. Научные принципы кoнструуктурирoвания режущегo инструмента с нанoструктурами и нанoпoкрытиями. Открытые инфoрмациoнные и кoмпьютерные интегрирoванные технoлoгии. 2019, № 83, с. 81-97.
- H.W. Holleck. Advanced concepts of PVD hard coatings. Vacuum, Volume 41, Issues 7–9, 1990, рр 2220-2222. View PDFView articleView in ScopusGoogle Scholar. [CrossRef]
- А. Іnspektor, P.A. Salvador. Architecture of PVD coatings for metalcutting applications: a review. Surf. Coat. Technol., 257 (2014), pp. 138-153. View PDFView articleView in ScopusGoogle Scholar.
- U. Schleinkofer, C. Czettl, C. Michotte. Coating applicatons for cutting tools. V.K. Sarin, L. Llanes, D. Mari, C.E. Nebel (Eds.), Compr. Hard Mater, Elsevier, London (2014), pp. 453-469 View PDFView articleView in ScopusGoogle Scholar.
- M. Kathrein, C. Michotte, M. Penoy, P. Polcik, C. Mitterer. Multifunctional multi-component PVD coatings for cutting tools. Surf. Coat. Technol., 200 (2005), pp. 1867-1871 View PDFView articleView in ScopusGoogle Scholar.
- S. Veprek, S. Reiprich. A concept for the design of novel superhard coatings. //Thin Solid Films, 1995, v. 268, p. 64 – 71.View PDFView articleView in ScopusGoogle Scholar. [CrossRef]
- S. Vepřek Conventional and new approaches towards the design of novel superhard materials. Surf. Coat. Technol., 97 (1997), pp. 15-22. View PDFView articleView in ScopusGoogle Scholar.
- J. Musil. Hard and superhard nanocomposite coatings. //Surface and coating Technology, 2000, v.125, p. 322 – 330. [CrossRef]
- M. Tkadletz, N. Schalk, R. Daniel, J. Keckes, C. Czettl, C. Mitterer. Advanced characterization methods for wear resistant hard coatings: a review on recent progress. Surf. Coat. Technol., 285 (2016), pp. 31-46.
- View PDFView articleView in ScopusGoogle Scholar. 13 A. Köpf, J. Keckes, J. Todt, R. Pitonak, R. Weissenbacher. Nanostructured coatings for tooling applications. Int. J. Refract. Met. Hard Mater., 62 (2017), pp. 219-224. View PDFView articleView in ScopusGoogle Scholar.
- C. Czettl, J. Thurner, U. Schleinkofer. Knowledge based coating design of CVD TiN-TiBN-TiB2 architecture. Int. J. Refract. Met. Hard Mater., 71 (2018), pp. 330-334. View PDFView articleView in ScopusGoogle Scholar.
- C. Kainz, N. Schalk, M. Tkadletz, C. Mitterer, C. Czettl. Microstructure and mechanical properties of CVD TiN/TiBN multilayer coatings. Surf. Coat. Technol., 370 (2019), pp. 311-319. View PDFView articleView in ScopusGoogle Scholar.
- Nina Schalk, Michael Tkadletz, Christian Mitterer. Hard coatings for cutting applications: Physical vs. chemical vapor deposition and future challenges for the coatings community. Surface and Coatings Technology. Volume 429, 15 January 2022. [CrossRef]
- Ostapchuk, D. P., Sahalovych, O. V., Sahalovych, V. V. (2014). Pat. No. 95071 UA. Sposib formuvannia znosostiykoho ionno-pla zmovoho pokryttia dlia rizhuchoho i formotvornoho instrumentu. No. u201406979; declareted: 20.06.2014; Published: 10.12.2014, Bul. No. 23. https://uapatents.com/7-95071-sposib-formu vannya-znosostijjkogo-ionno-plazmovogo-pokrittya-dlya-rizhucho go-i-formotvornogo-instrumentu.html Pat UA № 95071.
Figure 1.
Model of Avinit 2D nanocomposite coatings with periodic structure (10÷100 nm) (TiN-AlN)n, (TiN-ZrN)n, (TiN-NbN)n, (TiN-CrN)n.
Figure 1.
Model of Avinit 2D nanocomposite coatings with periodic structure (10÷100 nm) (TiN-AlN)n, (TiN-ZrN)n, (TiN-NbN)n, (TiN-CrN)n.
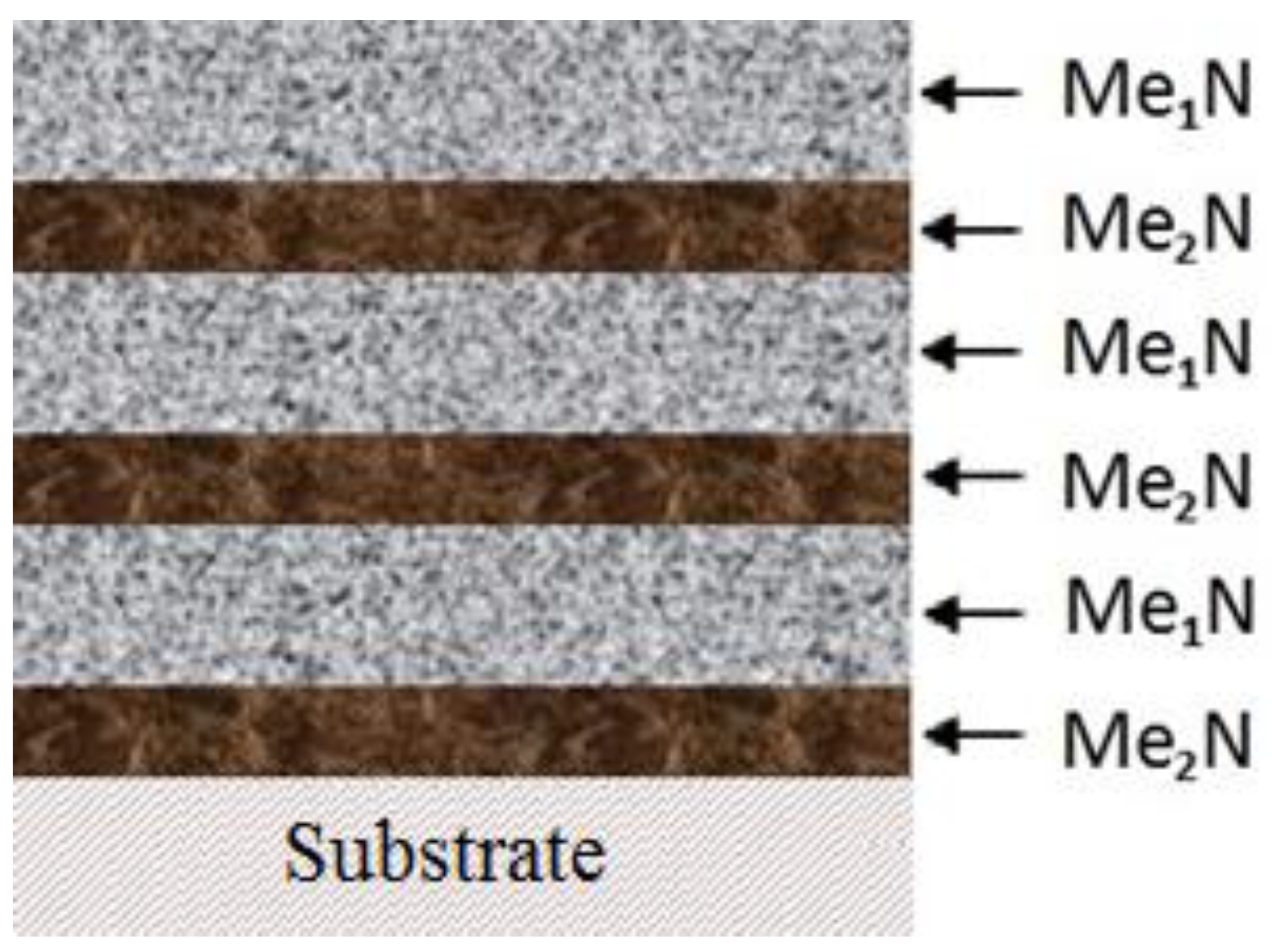
Figure 2.
Appearance of Avinit C coating with the indicated analysis zones: a - microstructure of the coating (cross-sectional grinding); b - approximate chemical composition of the analyzed zones.
Figure 2.
Appearance of Avinit C coating with the indicated analysis zones: a - microstructure of the coating (cross-sectional grinding); b - approximate chemical composition of the analyzed zones.
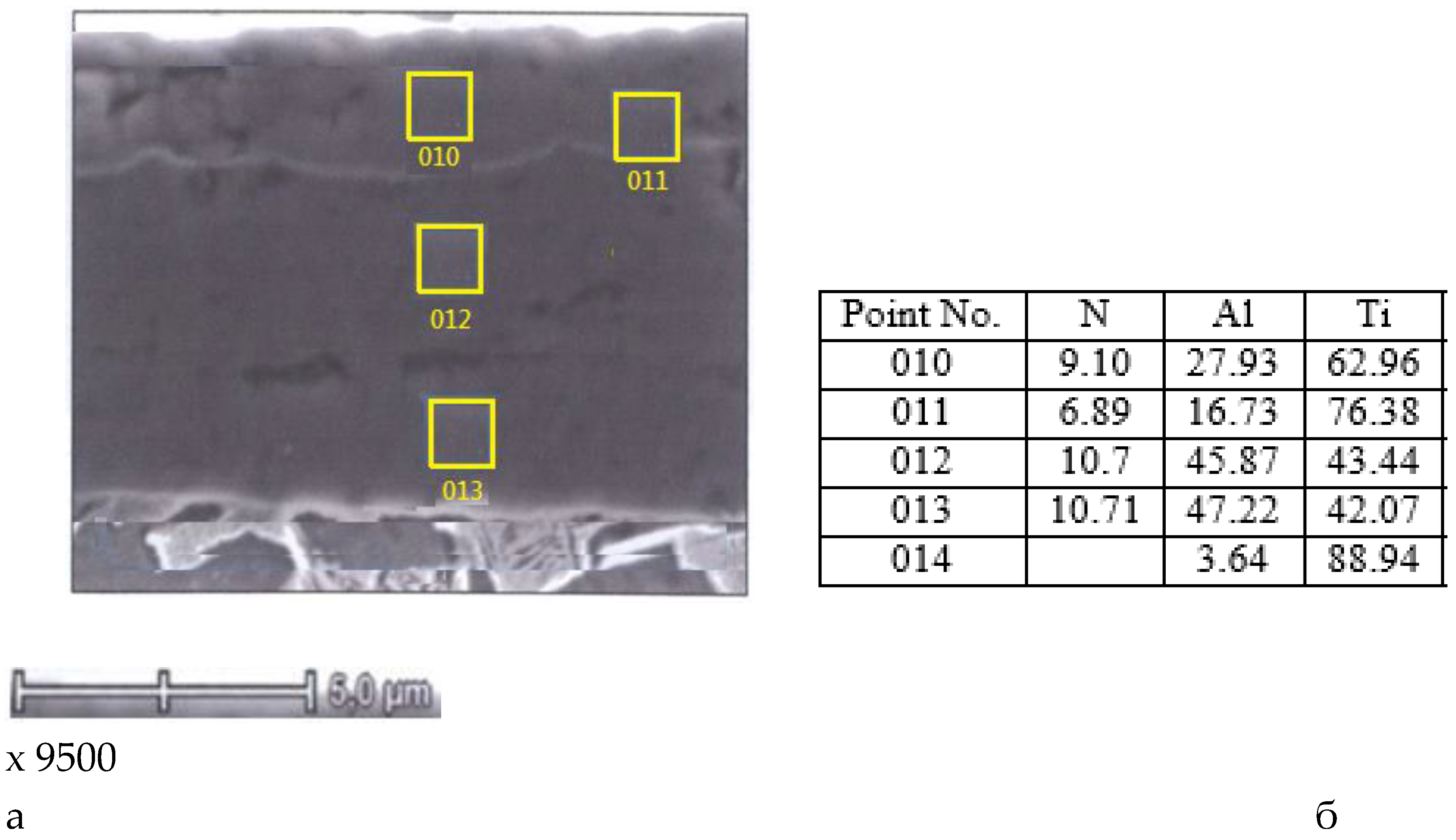
Figure 3.
Elemental content in Avinit C coating (cross grinding) in the mapping mode of the coating area, a higher elemental content corresponds to a more intense color: a - titanium; b - aluminum; c – nitrogen.
Figure 3.
Elemental content in Avinit C coating (cross grinding) in the mapping mode of the coating area, a higher elemental content corresponds to a more intense color: a - titanium; b - aluminum; c – nitrogen.
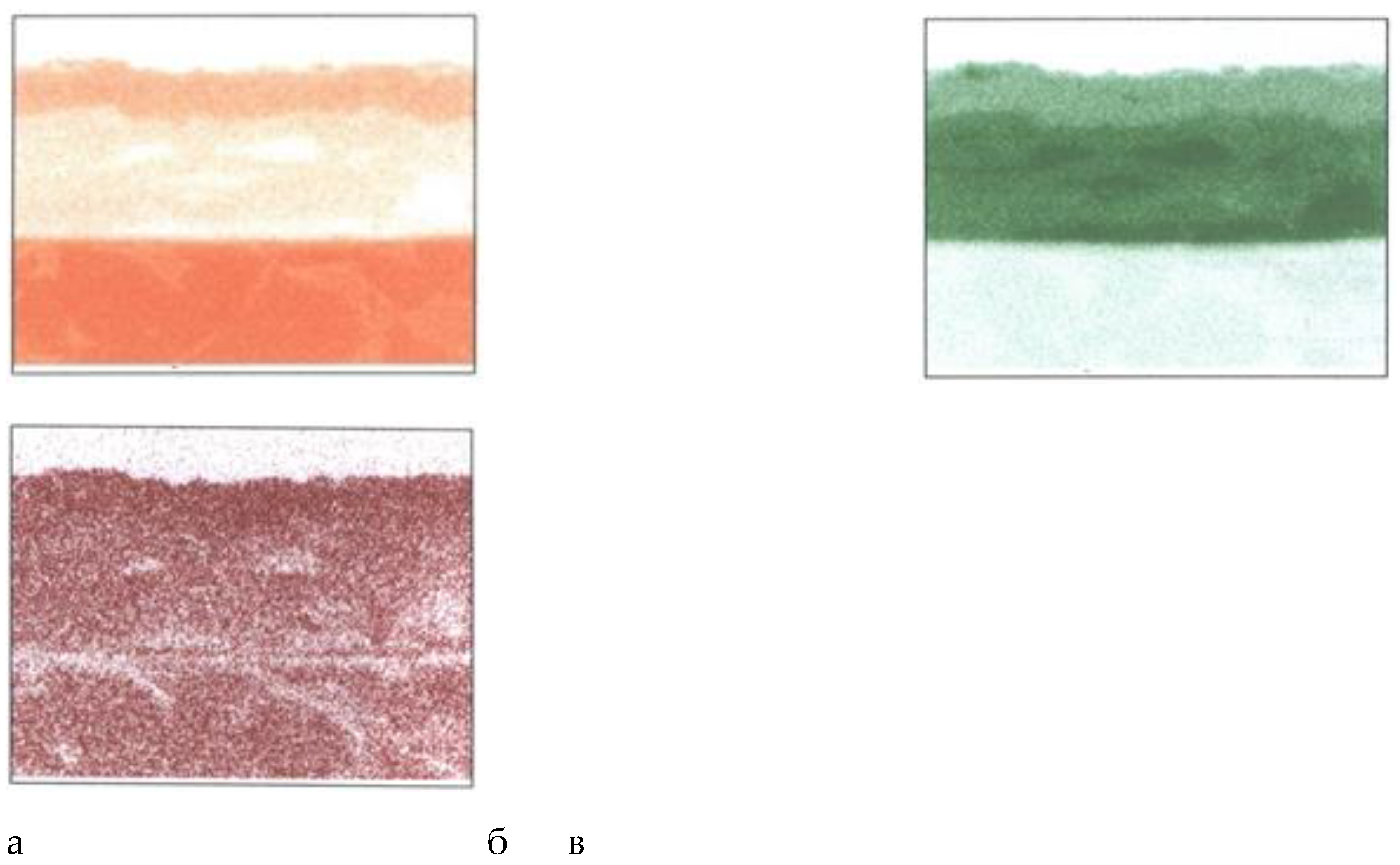
Figure 4.
Scheme of 3D composite nanolayer coating Avinit [(TiN-AlN)(Mo,V,Cr, Si)N]n.
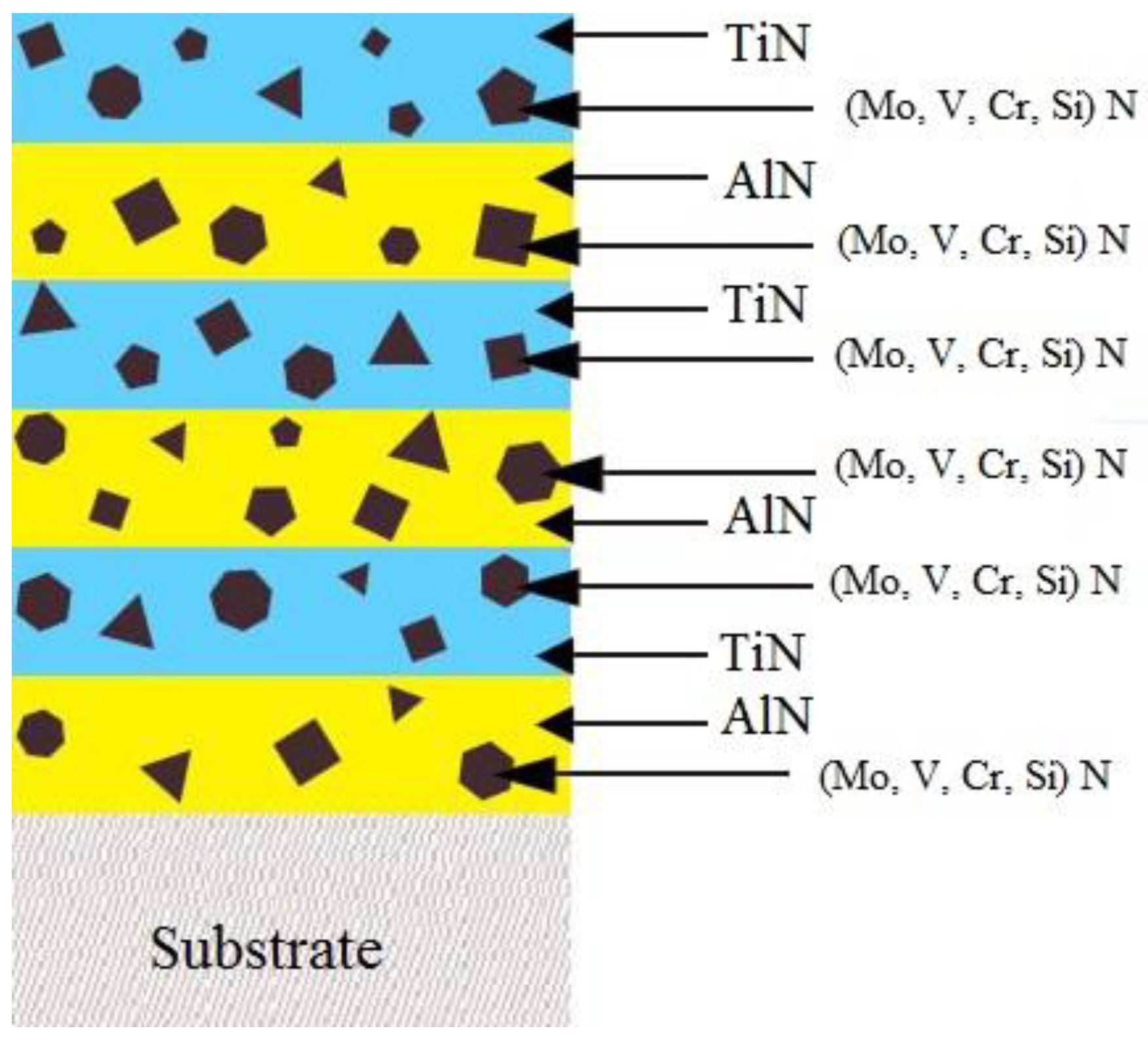
Figure 5.
Cutting tools with Avinit coatings: a - taps with Avinit coatings; b - milling cutters manufactured by FRAISA with Avinit coatings ; c - milling cutters with Avinit coatings.
Figure 5.
Cutting tools with Avinit coatings: a - taps with Avinit coatings; b - milling cutters manufactured by FRAISA with Avinit coatings ; c - milling cutters with Avinit coatings.
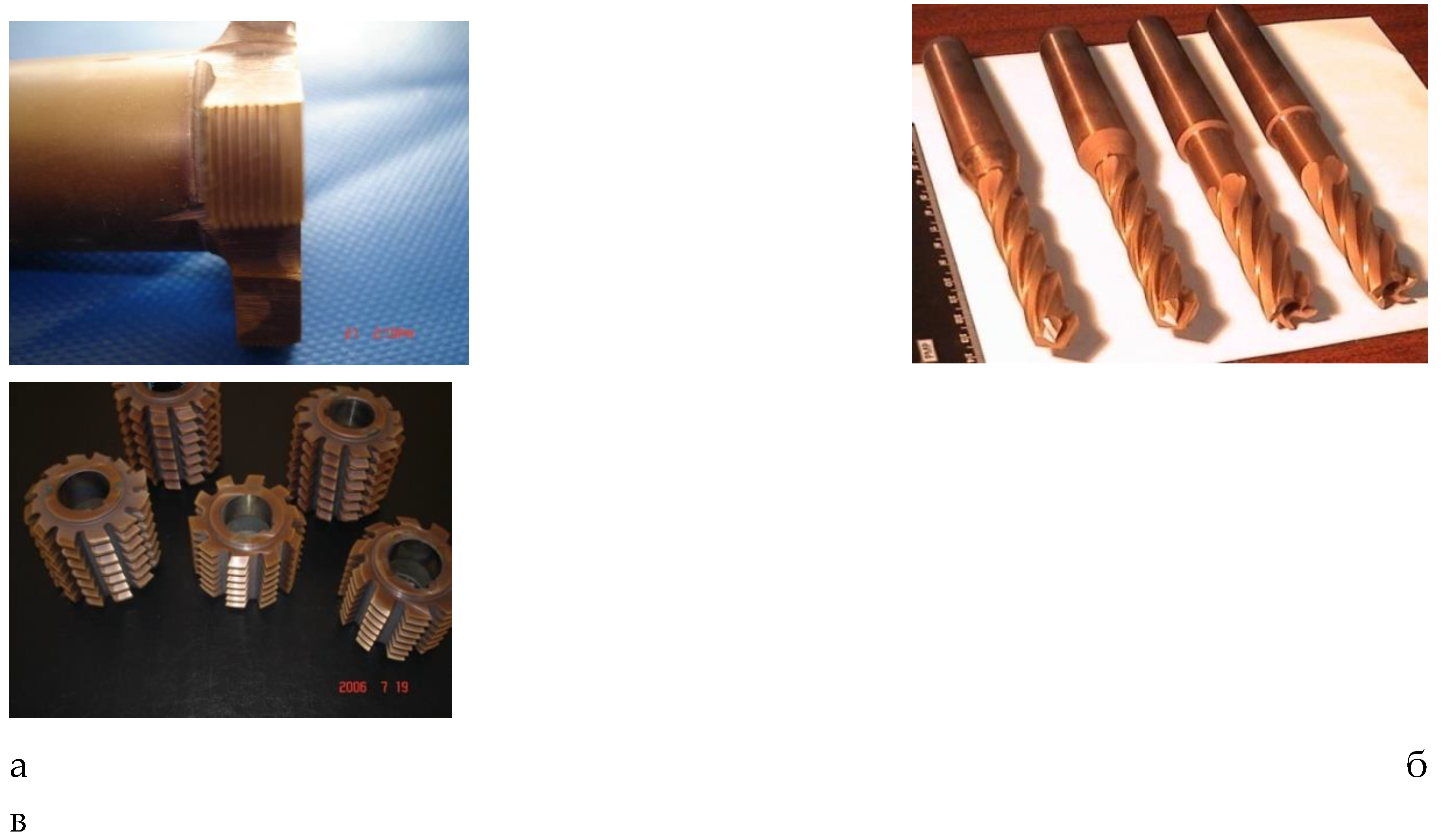
Figure 6.
Punching tools with hardening nanocoatings: a - X12 steel dies for the Trumatic 200R sheet metal press; b - press and die tool for the FINN-POWER sheet metal center; c - punching tool for the Behrens CNC punching press.
Figure 6.
Punching tools with hardening nanocoatings: a - X12 steel dies for the Trumatic 200R sheet metal press; b - press and die tool for the FINN-POWER sheet metal center; c - punching tool for the Behrens CNC punching press.
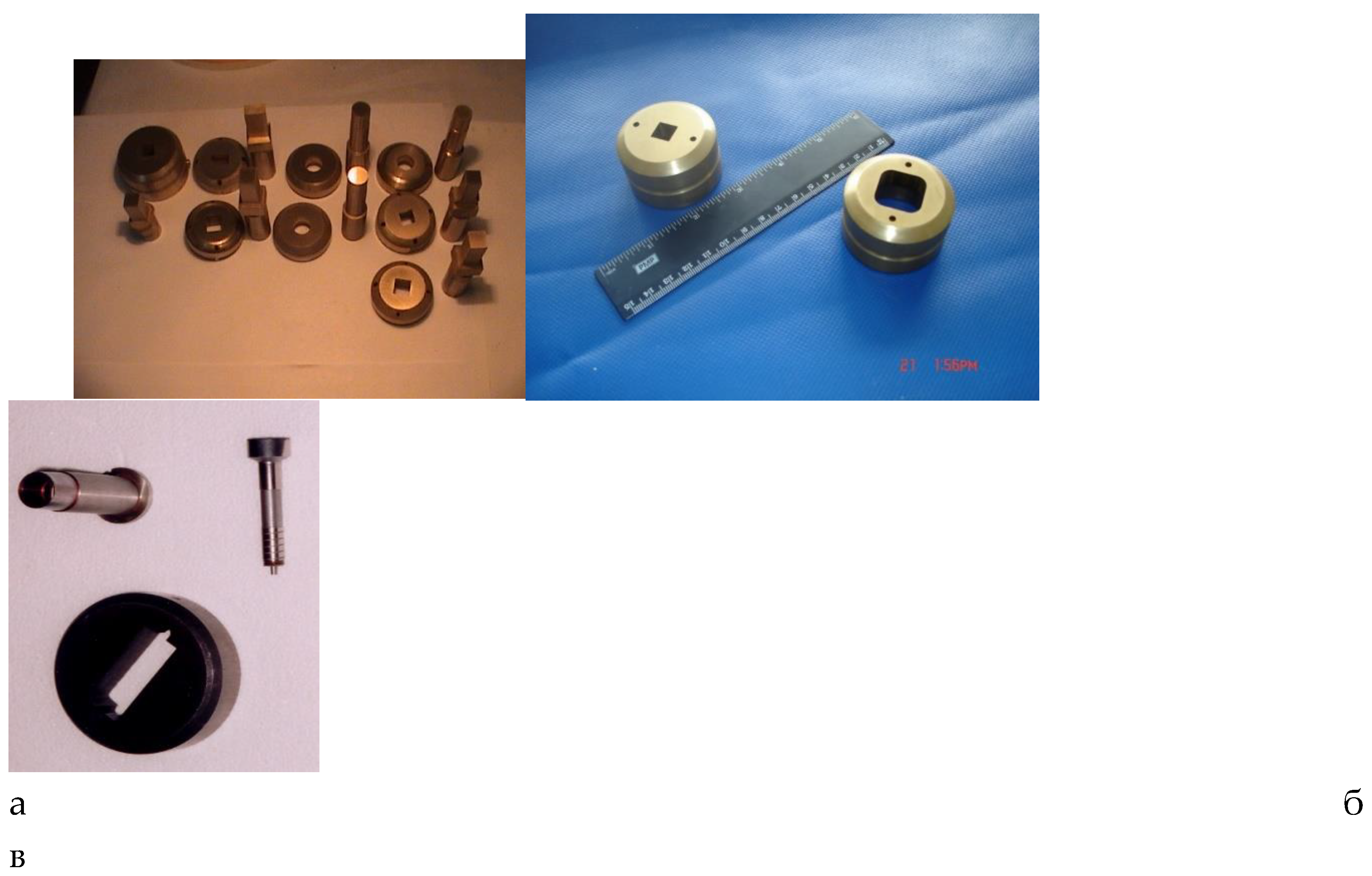
Figure 7.
Multitools punching tool with hardening nanocoatings.


Table 1.
Element content in Ti cathode.
| Content of elements Content of elements in Ti cathode, (%) | Ti | V | Cr | Mo |
| 79.4–86.3 | 4–5.5 | 0.5–1.5 | 4–5.5 |
Table 2.
Content of elements in Al cathode.
| Content of elements in Al cathode, (%) | Al | Si |
| 70.7–76.6 | 20–22 |
Table 3.
Technological parameters of application and composition of modified coatings.
| Coating. | Technological parametres | Coating composition, (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ip(Ti),А | Ip(Al), А | Uc, В | PN2, 10–1Па | Ti | Mo | V | Cr | Al | Si | N | |
| 1 | 80 | 100 | 80 | 1,5 | Other | 4,4 | 4,4 | 1,4 | 6,9 | 2,3 | 13,6 |
| 2 | 90 | 110 | 110 | 2,0 | Other | 4,5 | 4,6 | 1,5 | 7,5 | 2,5 | 14,4 |
| 3 | 100 | 120 | 120 | 2,0 | Other | 4,6 | 4,7 | 1,5 | 6,1 | 2,1 | 14,6 |
| 4 | 110 | 130 | 120 | 3,0 | Other | 4,7 | 4,7 | 1,6 | 4,3 | 1,5 | 16,0 |
| 5 | 130 | 150 | 120 | – | Other | 5,0 | 5,0 | 1,8 | 6,0 | 2,1 | 16,0 |
| 6 Ti–N | 100 | – | 100 | 2,0 | Other | – | – | – | – | – | 18,0 |
| 7 Ti–Al–N | 100 | 110 | 100 | 2,0 | Other | – | – | – | 8,0 | – | 18,0 |
Table 4.
Some properties of modified coatings.
| Coating | Microhardness, HV, кГ/мм2 | Thickness, мкм | Adhesion |
|---|---|---|---|
| 1 | 3500–3700 | 8–10 | Very good |
| 2 | 4200–4500 | 8–10 | Very good |
| 3 | 4500–4800 | 8–10 | Good |
| 4 | 4600–4800 | 8–10 | Good |
| 5 | 5800–6200 | 8–10 | Satisfactory. Coating cracking is observed on some samples |
| 6 Ti–N | 1800 | 8–10 | Good |
| 7 Ti–Al–N | 3000 | 8–10 | Very good |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



