Submitted:
08 May 2024
Posted:
10 May 2024
You are already at the latest version
Abstract
The article presents the results of research on the production of effective inorganic fillers and chemically resistant composite polymer-mineral materials based on industrial waste. The aim of the work is to develop the technological foundations for the production of inorganic fillers and highly filled filling compositions for use in chlorine-containing media. Materials with high resistance to hydrochloric acid are graphite and quartz sand. Thermal power plant (TPP) ash was used as an acid-resistant filler in the compositions. The simplex lattice planning method was used to determine the areas of compositions with the best properties. Two components were selected: formaldehyde rubber resin and mineral filler (TPP ash) as a binder. As the third component, hydrolytically active fillers were used - anhydrite, phosphogypsum and phosphorus production slag. A preliminary operation was performed to remove hygroscopic moisture from the filler.The influence of the nature of mineral fillers on the chemical stability and durability of the obtained composites is investigated. The nature of the interaction of mineral fillers with a polymer binder was determined, and chemical interaction of the hydroxyl groups of the filler and the methyl groups of the polymer took place. The mathematical planning method was used to optimize the chemical resistance and durability of the compositions of the studied substances. Based on the results of this study, optimal compositions of compositions, anhydrite, phosphogypsum and phosphoric slag were selected. These composites, with the highest possible degree of filling, have high target characteristics.
Keywords:
composite material
; mineral filler
; phenol formaldehyde
; anhydrite
; phosphogypsum
; phosphate slag
1. Introduction
The creation and production of effective structural materials based on local natural and technogenic raw materials remains an urgent problem for Kazakhstan. This is especially true for multifunctional materials, combining high chemical resistance, strength, electro-physical properties [1].
Currently, the production of polymer products from polypropylene (PP) has been increased [2,3,5]. The growing interest in polymer is not accidental. PP has a good combination of physical and mechanical, thermophysical, electrical properties, as well as good processability compared to other thermoplastics, which creates a strong competitive position in the world market1-4. However, large market demand puts forward new requirements for general and technical products obtained from polymer: an increase in hardness, stiffness, impact strength, and heat resistance. The use of mineral fillers allows you to adjust the technological and thermal deformation parameters, reduce cost, increase strength characteristics, give decorative properties. Modification of PP is usually achieved in the process of polymer processing, by introducing filler into the polymer melt, which allows to optimize the process of obtaining products with desired performance properties. Widespread as mineral fillers for PP are: talc, chalk, asbestos, mica content of which is 20 - 40% of the mass.
Mineral fillers are used primarily to reduce shrinkage, residual stresses and tendency to crack, as well as increase the strength characteristics [8,9,19,21].
Powdered polymers, such as polyvinyl chloride, polyethylene, polyformaldehyde, polytetrafluoroethylene, etc. can also be used as dispersed fillers [15,16,29]. They increase chemical resistance, and together with other dispersed and fibrous fillers, they improve wear resistance, friction coefficient, and dielectric characteristics. Their efficiency increases if, during the process of obtaining and processing PCMs, they do not melt, but are stored as particles of an independent phase [31,32,33].
In this work, the initial prerequisite for the choice of fillers was the introduction of a number of substances into their composition that can systematically change the binding rate of the water released in the polycondensation process, that is, thereby directly affect the rate and depth of polymerization of the binder and curing of the composition.
Materials and Methods
Resol phenol - formaldehyde resins (RPFR) are widely used in the production technology of composite materials for various purposes [4,7,10,11,30]. These resins, along with the availability, cheapness and simplicity of the technology for preparing compositions, have a number of disadvantages [12,14,17,18,24].
The ash of Almaty TPP was used as an aluminosilicate acid-resistant filler [22,23,25]. As a binder in polymer-mineral filling compositions, phenol-formaldehyde resin of a resol type was used, in particular “arzamite-solution” of various grades [13,20].
Phosphorus production resins are characterized by a rather stable chemical composition, which mainly turns off the following components, wt.%: SiO2-41.0 - 4.0; CaO-45.4 - 47.2. Phosphogypsum contains, wt.%: CaO-30.0 - 33.0, SO3-42.0 - 45.0. The chemical composition of the raw materials used is presented in Table 1.
Before introducing into the filling composite, it is necessary to perform preliminary operations associated with the removal of hygroscopic moisture from the filler, grinding and sifting it. To determine the optimum dehydration temperature, a differential - thermal analysis of all starting materials and their mixtures was carried out.
The process of preparing powdered fillers included the following operations: drying at a temperature of 200 0C, grinding in a ball mill, sifting through a No. 008 sieve. Pre-calcined ashes of TPP at a temperature of 900 0C to remove unburned particles and activate the surface. Fillers are mixtures of various substances, with the exception of anhydrite, which is a monomineral slow-setting gypsum binder (CaSO4) [27]. The use of anhydrite along with phosphogypsum, as well as phosphoric resins and ash from TPP, expands the ability to control the speed and depth of curing of the binder [33,34].
Based on the indicated mineral fillers, composites with a 50% filling were prepared, containing, in addition to the filler, a polymer binder - Arzamit-5 phenol-formaldehyde resole resin and hardener-benzenesulfonic acid dissolved in ethylene glycol - BSA + EG.
Filling composites were prepared as follows. Bulk components and arzamite solution were weighed out. The mixture was thoroughly mixed until a homogeneous mass was added to which the hardener was added. The resulting mixture was re-mixed for another 10-15 minutes. A homogeneous mass was poured into a vibroform without lubricating it. Vibration was carried out for 10-30 minutes at a vibration frequency of 100 Hz. The cured samples were removed from the vibroforms, adjusted by mechanical processing to the specified sizes, and their properties were studied by various methods.
Further research was devoted to the search for new compositions of mineral fillers and filling composites based on them, with the aim of improving both the strength properties of composite materials and corrosion resistance [6].
Previously, the chemical resistance of a number of mineral fillers was determined, because, despite the polymer enveloping the filler grains, in some cases it may be in direct contact with an aggressive environment5.
Results and Discussions
The materials with high resistance to hydrochloric acid include graph, quartz sand. Good resistance is characterized by the ash of TPP, which was used as an acid-resistant filler in the compositions. In order to determine the areas of compositions with the best characteristics and establish optimal ratios of the components of the casting compositions, we used the simplex - lattice planning method of the experiment. In the composition of the compositions, the two components remained constant - this is a binder (PFR) and a mineral filler (ash from TPP). Hydrolytic active fillers - anhydrite, phosphogypsum, and phosphoric resins- were used as the third component [26,28]. For each series of compositions, 15 composites were prepared with different ratios of components.
Table 2 presents the planning matrix. which includes the ratio of components and the results of measuring the properties for the composite “arzamite (X1) - ash (X2) - anhydrite (X3)”. The optimization of the composite of the casting compositions was carried out according to two main target characteristics - the chemical resistance of the cured composites in 30% HCl and strength (breaking stress under compression). To obtain initial data for mathematical processing experimental determinations of the indicated properties were carried out using 15 composites.
Similar experiments were carried out for the remaining composites. A composite composition-property diagram for the three studied composites is shown in Figure 1. Chemical resistance contours of 30% HCl at 95% for the three composites are shown by solid lines and the strength contours (30. 40. 50. 60 MPa) for the composite "arzamite-ash-anhydrite" are indicated by a dotted line. As follows from comparing the data for various composites compositions with satisfactory properties are limited to the areas located at the bottom of the diagram. This indicates that the content of component X3 should be minimal (no more than 20%). The optimal compositions for the composites "arzamite-ash-anhydrite" show a wider area of the chart, compared with other composites. Moreover, the composites with maximum strength and chemical resistance overlap well in the region of a rather high total filler content (40-60%).
The region of the highest compressive strength values of the cured composites (60 MPa) is located near the Х1 angle (PFR).The regions of the compositions with maximum strength (60 MPa) and chemical resistance (95%) overlap well within a rather high aggregate filler content (40-60%). Thus, regions of optimal composites of the PFR-ash-anhydrite system have been determined. These compositions comprise indicated components in the following proportions, mass %: PFR 40-60; ash 20-40; anhydrite 10-25.
Similar studies have been carried out for the composite material in the system "arzamite-ash-phosphogypsum." The composition-property diagrams for the composites of the arzamite-ash-phosphogypsum system are shown in Figure 2. Isolines are built on diagrams "composition-property" of equal values of chemical resistance (75,80,85,90, 95%) in 30% HCl and strength (30,40,50,60MPa) corresponding to destructive stress at compression of cured composites.
The range of phosphogypsum filling composites having high chemical resistance (not less than 95%) to hydrochloric acid is more limited than for anhydrite compositions.
The isothermal section at 20 °C (Figure 2a) also showed a clear pattern of a decrease in the chemical resistance of cured filling composites as the content of hydrolytically active filler phosphogypsum increases. Thus, as the phosphogypsum content increases from 20 to 40 mass %, the chemical resistance of the composites in 30 % hydrochloric acid decreases from 95 to 75%, i.e. the addition of 1% by mass of phosphogypsum to the composite causes (as with anhydrite) 1% reduction in the chemical resistance of the material.
In the case of using phosphorus slag as an active filler (Figure 3), there is also a noticeable shift in the areas of compositions with high chemical resistance towards the angle Xl (PFR). The content of phosphorus slag in the area of the highest chemical resistance values (95%) is limited to 10-15 wt%. The amount of aluminosilicate filler added - TPP ash - can also be varied in a narrower range - from 25 to 40 wt%. The amount of binder (PFR) ranges from 45 to 60% by weight.
The dependence of strength on qualitative and quantitative composition of cured composites has a similar character. When adding phosphorus slag to the casting composite in the amount from 15 to 40%, there is a monotonic decrease in the strength of the cured composite material from 60 to 30 MPa. There is a shift of isolines of high values of strength (40, 50, 60 MPa) towards increasing concentrations of binder (PFR) in composites.
The region of highest strength values (60 MPa) is located near the angle Xl (PFR).
At combination of diagrams "composition-chemical resistance" and "composition-strength" for composites of system "arzamite - ash - phosphorus slag" the areas of compositions with maximum strength (60 MPa) and chemical resistance (at the level of 95%) overlap within the limits of the total content of hydrolytically active and acid-resistant fillers 35-45%. Thus, the areas of optimal compositions of composites of PFR-ash-phosphorus slag system were determined. These compositions include the specified components in the following ratios, mas. %: PFR 40-60; ash 20-40; phosphorusslag 10-15.
Thus, using the method of mathematical planning of the experiment, the areas of optimal compositions for three composite systems were determined, including mineral hydrolytically active fillers (anhydrite, phosphogypsum, phosphorus slag), acid-resistant filler (TPP ash) and polymer phenol-formaldehyde binder (PFR - resin "arzamite-5").
Analysis of the diagrams showed that the areas of compositions with optimal properties for all studied composites occupy small areas on the concentration triangle and are concentrated at the bottom of the diagrams. There is an increase in properties for all composites as the content of hydrolytically active fillers in the casting composites decreases, as well as a shift of isolines with high properties towards the angle of the binder Xl (PFR).
The permissible limits of the content of each of these components in chemically resistant casting composites were indicated, at which the target characteristics of the cured test composites are at a fairly high level: their chemical resistance in 30% hydrochloric acid is not less than 95% and the compressive strength is not less than 60 MPa.
The conducted studies allowed us to determine the areas of compositions of composites with optimal properties (Table 4).
The most limited range of compositions with optimal property values are those with phosphoric resins. Compositions using phosphogypsum in this respect occupy an intermediate position. Thus. the areas of composition compositions with satisfactory target properties - chemical resistance and strength - were determined.
The nature of the interaction of mineral fillers with a polymer binder was studied, and it was shown that during the curing of the composition at the binder - filler interface. chemical interaction of the hydroxyl groups of the filler takes place. the chemical interaction of the hydroxyl groups of the filler and the methyl groups of the polymer with the formation of Si-O-R and Ca-O-R bonds. The method of simplex - lattice planning was used to optimize the chemical resistance and strength of the compositions of polymer - mineral casting compositions. to determine the areas of optimal composition of compositions using ash from TPP, anhydrite, phosphogypsum and phosphoric slag.
The next step was the study of various factors on the properties of the compositions and the determination of the most promising compositions of compositions within certain optimal areas.
The properties of PFR and compositions based on them are directly dependent on the degree of curing. The higher the degree of cure of the resin,the better its heat resistance. Physicomechanical and dielectric properties however, according to the literature, the maximum degree of cure is not always the best option for composite materials based on PFR of the resole type. On the contrary, it is not recommended to achieve very hardened curing, as this can lead to shrinkage of the material, the appearance of external and internal cracks in it. In this regard, a more objective assessment of the compositions can be obtained by comparing their properties. especially strength characteristics and chemical resistance.
One of the products of the polycondensation process as you know, is water, the presence of which adversely affects the properties of the composition. The introduction of hydrolytically active substances that bind water should lead, according to the Le-Chatelier principle. To a shift in the equilibrium of the polycondensation reaction to the right, i.e. to increase the degree of cure [34,35,36]. Indeed, as follows from Figure 4. when the content of anhydrite,phosphogypsum and phosphorus resins in the compositions is calculated, the degree of curing of phenol-formaldehyde resin increases to a certain limit, after which the degree of curing remains almost unchanged with an increase in the content of fillers.
For all studied fillers, the effective content of hydrolytically active components in the compositions is 15-20% with a total degree of filling at the level of 40-45%.
Figure 5 shows the dependence of the chemical resistance of the resin-ash composition with anhydrite,phosphogypsum and phosphoric resins with 50% filling on the content of the introduced hardener. As the amount of hardener introduced increases to a certain limit, the chemical resistance of the composites also increases, after which the value of the properties decreases. Optimum for compositions with anhydrite is a hardener content of 2.5-3.0% of the total weight of the composition.
For compositions with phosphoric resins and phosphogypsum the optimum norms of hardener are 2.3% and 3.3%. respectively.
This is obviously due to the different hydrolytic activity of the introduced fillers.Which take part in the polycondensation of PFR. We explain the decrease in chemical resistance for all samples by a high degree of curing of the binder, which causes internal stresses in the sample, the formation of microcracks, violation of encapsulation and other structural defects of the composites.
The dependence of the strength and chemical resistance on the degree of filling is shown in Figure 6. At first, there is a slight increase in both corrosion resistance and compressive strength and then with an increase in the filler content above 50% these indicators decrease. This is due to data from petrographic analysis with insufficient wetting of the filler particles with a binder, violation of their encapsulation, uneven distribution of fillers in the sample mass.
According to the results of the studies, it can be concluded that the content of chemically unstable hydrolytically active fillers in the compositions should be limited and the content of chemically stable minerals should be maximum.
It is known that the filler content in the composite has a great influence on its strength and deformation properties. In this case, the optimal degree of filling substantially depends on the nature and dispersion of the filler, the method of its introduction into the composition.
To study the influence of the degree of filling on the properties of the compositions, ash and hydrolytically active fillers were selected. The content of hydrolytically active fillers in all compositions was 15%. The total degree of filling varied from 15 to 60 %wt.
Figure 7.
Dependence of compressive strength on the degree of filling of composites. I - composite with anhydrite, 2 - composite with phosphogypsum
Figure 7.
Dependence of compressive strength on the degree of filling of composites. I - composite with anhydrite, 2 - composite with phosphogypsum
Figure 8.
Dependence of chemical resistance of samples on the degree of filling of composites.
The results of experimentsshow that with an increase in the curing temperature to 1200C the chemical resistance and strength of the composites increase, curing of samples at higher temperatures leads to a deterioration of these properties. This is due to the fact that when the liquid composites are heated, their viscosity decreases, gas and vapor evolution, compaction of the structure and porosity decrease are facilitated.
Above 120 0C a sharp acceleration of the curing reaction occurs, internal heating of the sample, expansion and deformation of the mass, which leads to numerous defects that reduce the properties. According to published data, at temperatures above 150 0C the polymer matrix is degraded.Thus, the optimum temperature range of curing for the studied compositions is 100-120 0C.
Based on the results of the studies, the optimal compositions were selected, shown in table 5. These composites at the highest possible degree of filling, have high target characteristics.
The optimal composites of these compositions were subjected to long-term tests of chemical resistance in acidic and alkaline environments. The test duration was up to 30 days at room temperature. The nature of the dependences of chemical resistance on exposure time for all samples is similar. Weight loss of the samples is observed in the initial period of exposure to an aggressive environment. and then the mass stabilizes. No visible changes in the surface state of the samples were observed.
For the composites obtained during testing, some basic physical and mechanical characteristics were determined, the indicators of which are given in Table 5.
Conclusion
The possibility of using local non-deficient technogenic mineral fillers to obtain polymer-mineral casting chemically composite materials has been investigated. The decisive influence of the nature of the mineral fillers of the casting compositions on the chemical stability and strength of the resulting composites is shown.
As follows from the data presented, the materials obtained on the basis of developed fillers and casting compositions have good strength, thermal, electrophysical properties, which are at the level of requirements for such materials.
The effect of hydrolytically active mineral substances on the process of polycondensation of the polymer matrix, the properties and degree of cure of composite materials are studied.It is established that as a result of the process of binding of polycondensation water with a hydrolytically active filler, the properties of the cured composite increase, which is obviously due to an increase in the adhesion of mineral fillers to the binder.Based on the optimal compositions, casting compounds are synthesized, their physical and chemical,physical and mechanical, thermal, electrical and other operational characteristics are determined.
Pilot production tests of the developed technology carried out at scientific-research institute Stromproekt JSC confirmed the correct choice of composites and technological parameters, as well as the prospects for the production of polymer - mineral casting composites.
Conflict of Interests
The authors declare that there is no conflict of interest.
Author Contributions
Conceptualization, L.M.K., S.O.A.*; methodology, S.O.A.*; software, S.O.A.; validation, L.M.K., S.O.A., S.O.A.*, M.Sh.S. and Zh.E.S.; formal analysis, S.O.A.*; investigation, L.M.K., S.O.A., S.O.A.*, M.Sh.S. and Zh.E.S.; resources, L.M.K. and S.O.A.; data curation, L.M.K., S.O.A.*; writing-original draft preparation, L.M.K., S.O.A.* and S.O.A.; writing-review and editing, S.O.A.* and M.Sh.S.; visualization, Zh.E.S.; supervision, L.M.K. and S.O.A.*; project administration, L.M.K. All authors have read and agreed to the published version of the manuscript.
References
- Mazitova A. K. et al. Fillers for polymer composite materials //Nanotekhnologii v Stroitel'stve. – 2022. – Т. 14. – №. 4. – С. 294-299.
- R. Taurino, F. Bondioli, M. Messori. Use of different kinds of waste in the construction of new polymer composites: review, Materials Today Sustainability, Volume 21, 2023, 100298, ISSN 2589-2347. [CrossRef]
- Wiener Johannes, Kaineder Hannes, KolednikOtmar, Arbeiter Florian, Optimization of Mechanical Properties and Damage Tolerance inPolymer-Mineral Multilayer Composites, Materials 14(4):725 2021. [CrossRef]
- Savotchenko S., Kovaleva, E. Cherniakov, A. The improvement of mechanical properties of repair and construction compositions based on epoxy resin with mineral fillers. J.Polym. Res 29, 280 (2022). [CrossRef]
- Ismail, H., Sapuan, S.M., & Ilyas, R.A. (Eds.). (2022). Mineral-Filled Polymer Composites Handbook, Two-Volume Set (1st ed.). CRC Press. [CrossRef]
- A. Atiqah, M.A. Maleque, M. Jawaid, M. Iqbal. Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications, Composites Part B: Engineering,Volume 56,2014,Pages 68-73, ISSN 1359-8368,. [CrossRef]
- Burmistr, M.V., Boiko, V.S., Lipko, E.O. et al. Antifriction and Construction Materials Based on Modified Phenol-Formaldehyde Resins Reinforced with Mineral and Synthetic Fibrous Fillers. MechComposMater 50, 213–222 (2014). [CrossRef]
- 2014; 8. Dong Yan, Xiaofeng Li, Yue Jiang, Hao-Bin Zhang, Bing-Bing Jia, Hui-Ling Ma, Zhong-Zhen Yu, Thermally conductive phenol formaldehyde composites filled with carbon fillers, Materials Letters, Volume 118, 2014, Pages 212-216, ISSN 0167-577X. [CrossRef]
- Xing Yang, Charles E. Frazier, Influence of organic fillers on rheological behavior in phenol-formaldehyde adhesives, International Journal of Adhesion and Adhesives, Volume 66, 2016, Pages 93-98, ISSN 0143-7496. [CrossRef]
- L. Ravindran, S. M. S., A. Kumar S., S. Thomas,A comprehensive review on phenol-formaldehyde resin-based composites and foams. Polym. Compos. 2022, 43(12), 8602. [CrossRef]
- Pattanashetty, SureshaBheemappa, Hemanth Rajashekaraiah. Effect of Filler-Filler Interactions on Mechanical Properties of Phenol Formaldehyde Based Hybrid Composites. Int. J. Eng. Technol. 13.24-38. (2017). [CrossRef]
- A. Pizzi. C.C. Ibeh. Chapter 2. Phenol-formaldehyde resins. Handbook of Thermoset Plastics (Fourth Edition) William Andrew Publishing. P13-40. (2022). [CrossRef]
- Rothon, R.N. (1999). Mineral Fillers in Thermoplastics: Filler Manufacture and Characterisation. In: Jancar, J., Fekete, E., Hornsby, P.R., Jancar, J., Pukánszky, B., Rothon, R.N. (eds) Mineral Fillers in Thermoplastics I. Advances in Polymer Science, vol 139. Springer, Berlin, Heidelberg. [CrossRef]
- Burmistr, M.V., Boiko, V.S., Lipko, E.O. et al. Antifriction and Construction Materials Based on Modified Phenol-Formaldehyde Resins Reinforced with Mineral and Synthetic Fibrous Fillers. Mech Compos Mater 50, 213–222 (2014). [CrossRef]
- Smejda-Krzewicka, A.; Irzmańska, E.; Mrozowski, K.; Adamus-Włodarczyk, A.; Litwicka, N.; Strzelec, K.; Szynkowska-Jóźwik, M.I. The New Elastomeric Compounds Made of Butyl Rubber Filled with Phyllosilicates, Characterized by Increased Barrier Properties and Hydrophobicity and Reduced Chemical Degradation. Molecules 2024, 29,1306. [CrossRef]
- AzinAdibi, Dylan Jubinville, Guowei Chen, Tizazu H. Mekonnen, In-situ surface grafting of lignin onto an epoxidized natural rubber matrix: A masterbatch filler for reinforcing rubber composites, Reactive and Functional Polymers, Volume 197, 2024, 105856, ISSN 1381-5148. [CrossRef]
- Sergey Dolmatov, Pavel Kolesnikov, Alexey Kamenchukov, Sergey Voinash, RamilZagidullin, IlgamKiyamov, LinarSabitov; Composite building materials from agricultural waste for house-building in seismic hazardous areas. AIP Conf. Proc. 12 January 2024; 2969 (1): 030020. [CrossRef]
- S. S. Negmatov*, N. S. Abed, S. U. Sultanov and U. K. Kochkarov. Machine-building anti-corrosion composite polymeric materials and coatings based on local raw materials and production waste. Volume 401, 2023. International Scientific Conference “Construction Mechanics, Hydraulics and Water Resources Engineering”.
- Kolosova A.S., Sokolskaya M.K., Vitkalova I.A., Torlova A.S., Pikalov E.S. Fillers for modification of modern polymer composite materials, Journal/Fundamental Research/ No. 10, 2017, pp.459-465[In Russian].
- Torlova, A.S.; Vitkalova, I.A.; Pikalov, E.S. Production technologies, properties and applications of composites based on phenol-formaldehyde resins // Scientific Review. Technical Sciences. -2017.-№2.-С.96-114 [In Russian].
- Melnichenko, M.A. Influence of filler composition on the properties of polymer composite materials / M.A. Melnichenko, O.V. Ershova, L.V. Chuprova. - Text : direct // Young Scientist. - 2015.-No16(96).-С.199-202. [In Russian].
- Khudyakova Lyudmila Ivanovna, Zalutsky Alexey Vyacheslavovich, Paleev Pavel Leonidovich Use of ash and slag waste from thermal power plants // XXI century. Technospheric safety. 2019. No 3 (15). URL:https://cyberleninka.ru/article/n/ispolzovanie-zoloshlakovyh-othodov-teplovyh-elektrostantsiy (date of application: 04.04.2024).[In Russian].
- Adeeva Lyudmila Nikiforovna, Borbat Vladimir Fedorovich. TPP ash promising raw material for industry // VestnikOmSU. 2009. №2. URL: https://cyberleninka.ru/article/n/zola-tets-perspektivnoe-syrie-dlya-promyshlennosti (date of application: 04.04.2024). [In Russian].
- 24. Yue Sun, Chijia Wang, Sicheng Yuan, Bin Liang, Ye Yuan, Xiaoning Li, Renjie Lu, Yanji Zhu, Huaiyuan Wang, Designing multifunctional basalt-CeO2@C3N4/epoxy novolac composite coating with outstanding corrosion resistance and CO2 gas barrier properties, Materials Today Nano, Volume 25, 2024, 100451, ISSN 2588-8420. [CrossRef]
- Belyakova V. S., Demyanova V. S. Practical application of TPP ash in the industry of construction materials // Bulletin of Master's Degree. 2014. №9 (36). URL: https://cyberleninka.ru/article/n/prakticheskoe-primenenie-zol-tets-v-promyshlennosti-stroitelnyh-materialov (date of reference: 04.04.2024).[In Russian].
- Iglenkova, M.G. Interrelation of physicochemical and operational parameters of composites based on phosphogypsum / M.G. Iglenkova, A.A. Rodina, V.A. Reshetov, S.B. Romadenkina // Proceedings of Saratov University. New series. Ser.: Chemistry. Biology. Ecology. - 2012. - Vol. 12. - Vol. 3. - С. 45-47.[In Russian].
- Komilov Q.O., Kurbanova A.D., Mukhamedov G.I., Allayev J. Рhosphogyptic compositions to improve meliorative soil properties // Academic research in educational sciences 2021, № 6, 1403-1410.
- Lee C. H., Kim K. M. A Study on Cure Behavior of an Epoxy/Anhydride System and Silica Filler Effects //Journal of Adhesion and Interface. – 2009. – Т. 10. – №. 3. – С. 117-126.
- Parameswaran P. S., Eby Thomas T. Modification of phenol formaldehyde resin for improved mechanical properties :дис. – Cochin University of Science and Technology, 2009.
- Nair CPR Advances in additively curing phenolic resins // Polymer Science Progress. - 2004. - Т. 29. - №. 5. - С. 401-498.[In Russian].
- 2024; 31. Hendrik Kiepfer, Paul Stannek, Marco Grundler, Hans-Jörg Bart, Development and thermal performance of a thermoplastic-graphite-composite based plate heat exchanger for use in corrosive media, Applied Thermal Engineering, Volume 236, Part B, 2024, 121581, ISSN 1359-4311. [CrossRef]
- 32. Gizem Ariturk, Cagla Girisken, Kaan Bilge, Ceren Yargici Kovanci, Yusuf Ziya Menceloglu, Senem Avaz Seven, Hybrid green composites of PLA incorporated with upcycled waste cellulose and vermiculite, European Polymer Journal, Volume 203, 2024, 112667, ISSN 0014-3057. [CrossRef]
- 0400; 33. Gaukhar Zahievna Turebekova, Saule Ospandiyarovna Akhmetova and Zarina Ilesovna Bagova, Ways of the lead-bearing slag waste utilization, E3S Web of Conferences 262, 04003 (2021) . [CrossRef]
- Yang Q. et al. Properties and microstructure of CO2 activated binder produced by recycling phosphorous slag //Construction and Building Materials. – 2021. – Т. 282. – С. 122698.
- Ionescu AC et al. Effect of cure time on the microbiological behavior of bulk-filled nanohybrid resin composites //Polymers. - 2021. - Т. 13. - №. 17. - С. 2948.[InRussian].
- Tonge L. et al. Influence of initial phenol formaldehyde (PF) reaction products on the vulcanization properties of PF resin // Journal of Thermal Analysis and Calorimetry. - 2001. - T. 64. - №. 2. - P. 721-730.[In Russian].
Figure 1.
Diagrams of the "composition-property" of the filling composite. PFR (Xl) - ash of TPP (Х2) - anhydrite (ХЗ). 1 - "Composition - Chemical Resistance in HCl", %; 2-"Composition - Strength," MPa.
Figure 1.
Diagrams of the "composition-property" of the filling composite. PFR (Xl) - ash of TPP (Х2) - anhydrite (ХЗ). 1 - "Composition - Chemical Resistance in HCl", %; 2-"Composition - Strength," MPa.
Figure 2.
Diagrams of the "composition-property" of the filling composite. PFR (Xl) - ash of TPP (Х2) - phosphogypsum (ХЗ). 1 - "Composition - Chemical Resistance in HCl", %; 2 - "Composition - Strength," MPa.
Figure 2.
Diagrams of the "composition-property" of the filling composite. PFR (Xl) - ash of TPP (Х2) - phosphogypsum (ХЗ). 1 - "Composition - Chemical Resistance in HCl", %; 2 - "Composition - Strength," MPa.
Figure 3.
Diagrams of the "composition-property" of the filling composite. PFR (Xl) - ash of TPP (Х2) - phosphoric slag (ХЗ). 1 - "Composition - Chemical Resistance in HCl", %; 2 - "Composition - Strength," MPa.
Figure 3.
Diagrams of the "composition-property" of the filling composite. PFR (Xl) - ash of TPP (Х2) - phosphoric slag (ХЗ). 1 - "Composition - Chemical Resistance in HCl", %; 2 - "Composition - Strength," MPa.
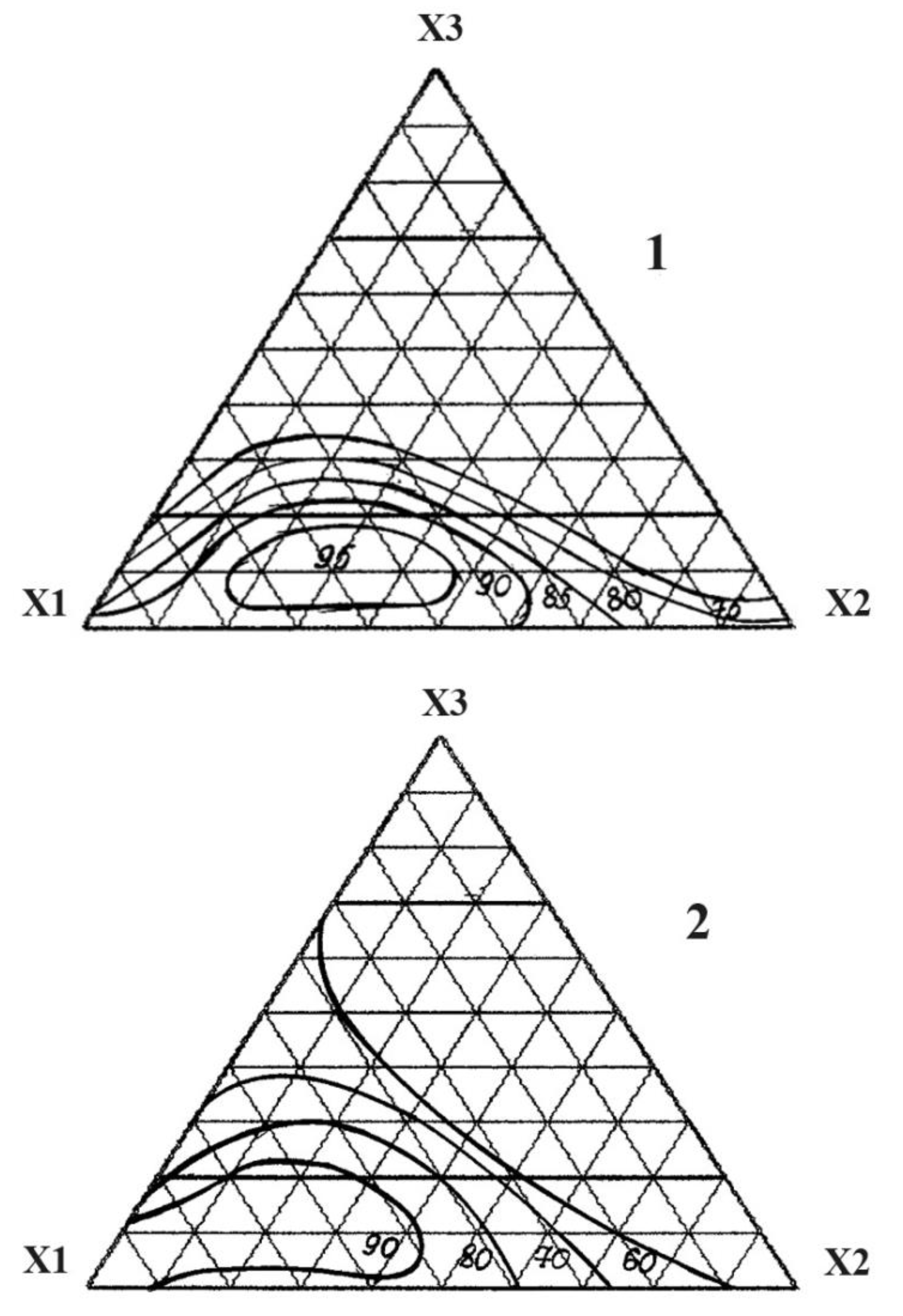
Figure 4.
Effect of the content of anhydride,phosphogypsum and phosphorus resins on the degree of cure of phenol-formaldehyde resins.
Figure 4.
Effect of the content of anhydride,phosphogypsum and phosphorus resins on the degree of cure of phenol-formaldehyde resins.
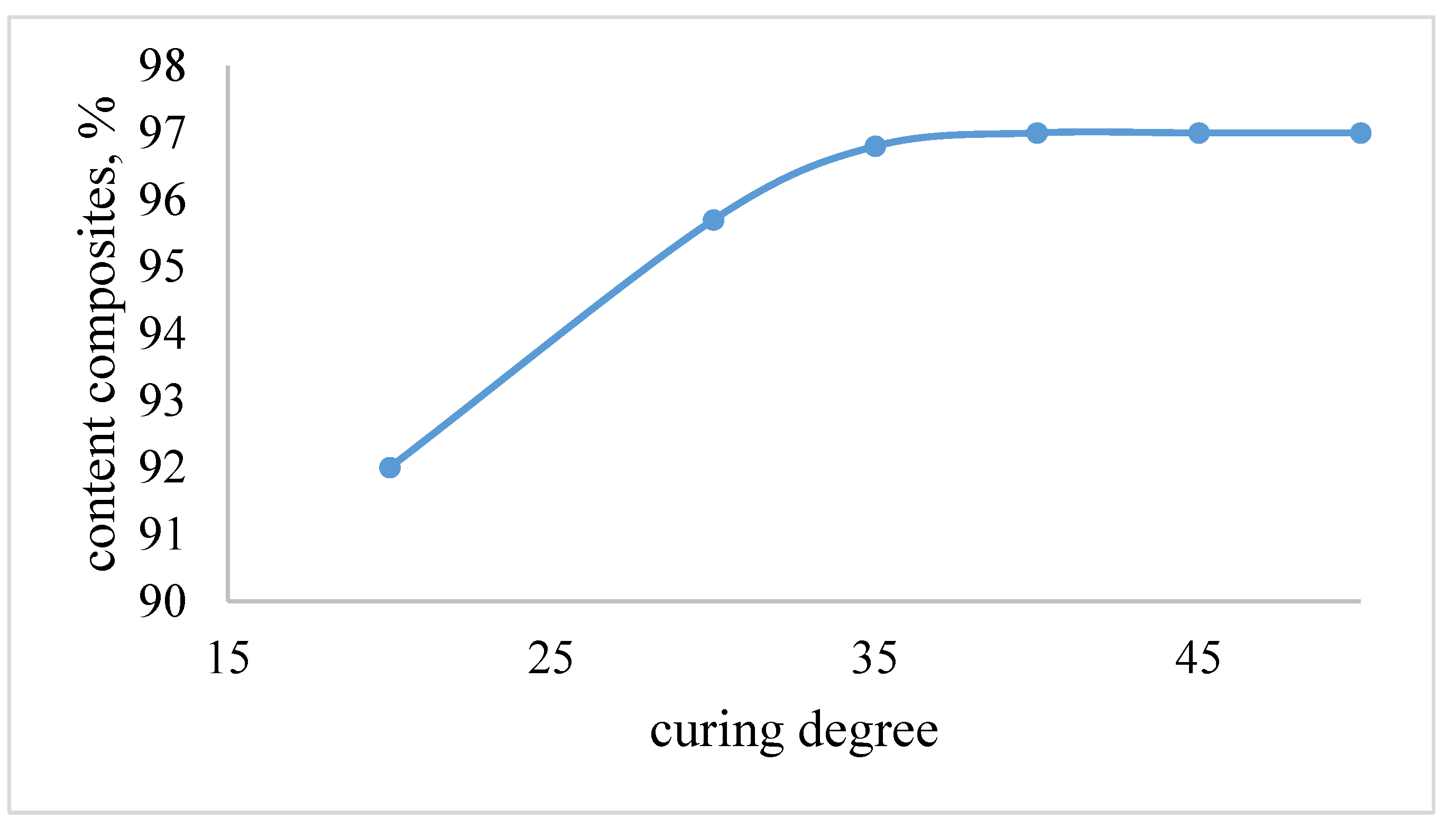
Figure 5.
The dependence of the chemical resistance of the composites on the content of the introduced hardener.
Figure 5.
The dependence of the chemical resistance of the composites on the content of the introduced hardener.
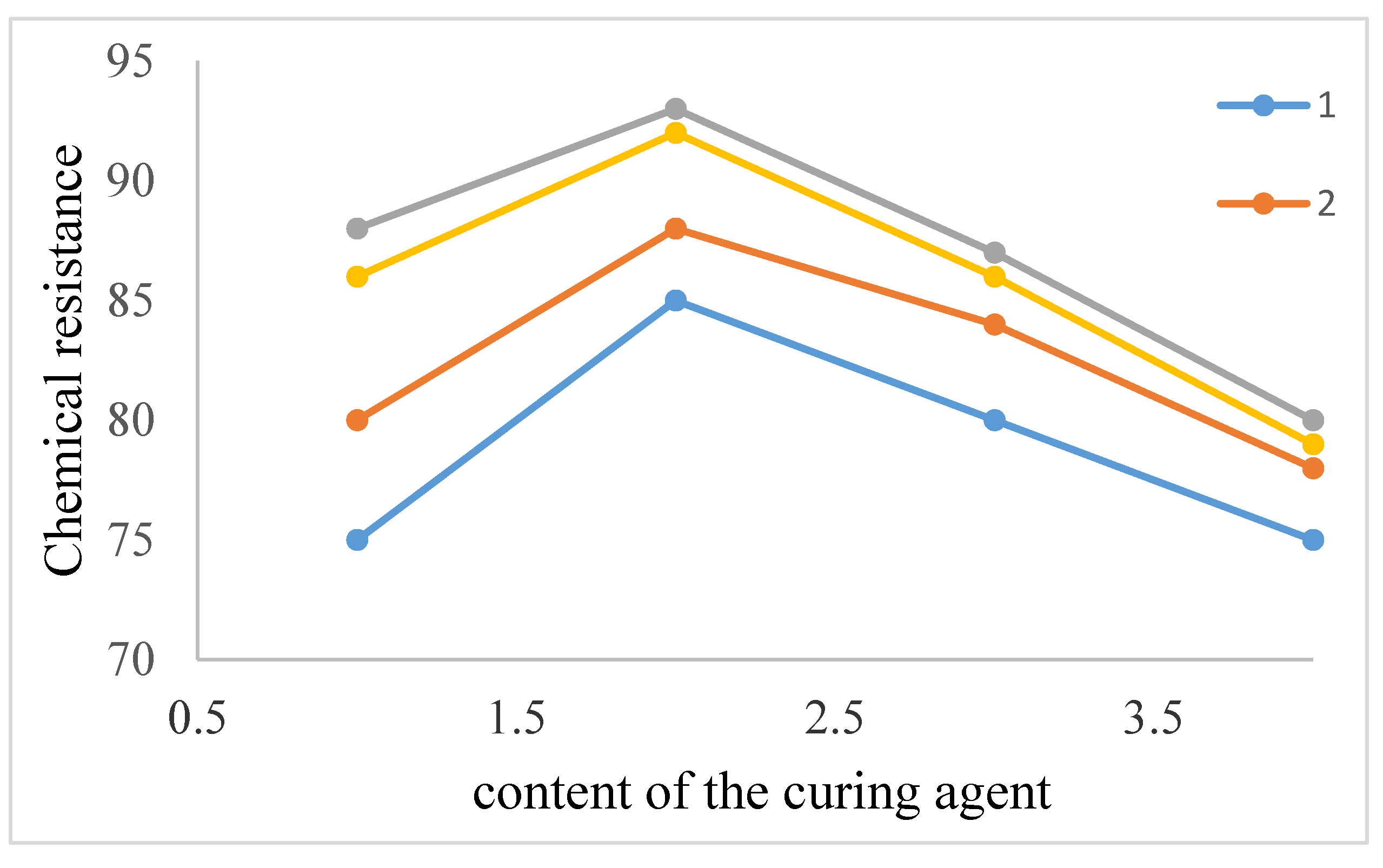
Figure 6.
Dependence of the strength and chemical resistance of composites on the degree of filling.
Figure 6.
Dependence of the strength and chemical resistance of composites on the degree of filling.
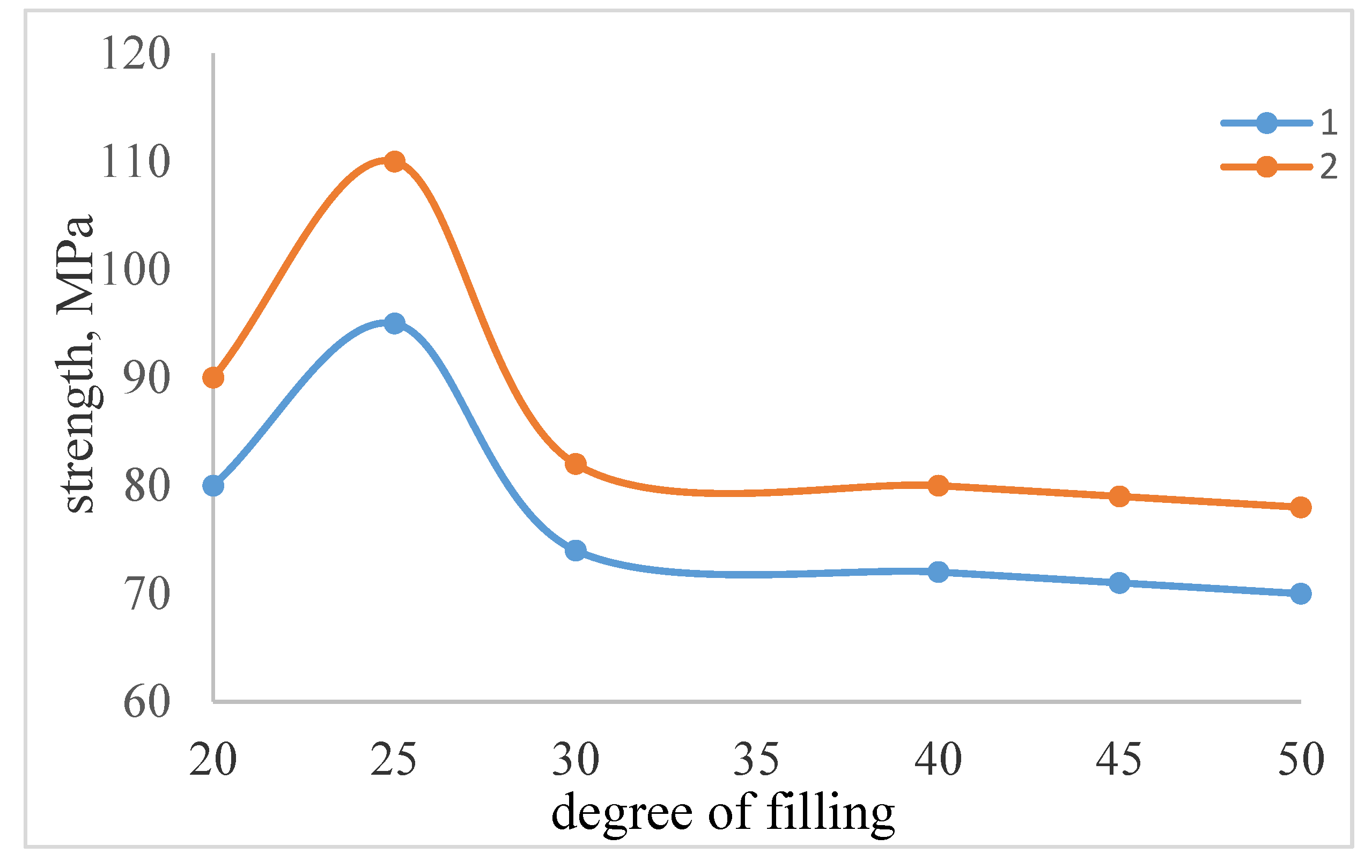

Table 1.
Chemical Composition of Raw Materials.
| The name of material | Composition,mass% | |||||||
| SiO2 | Al2 O3 | CaO | MgO | Fetotal | SO3 | P2 O5 | ∑ | |
|
Phosphogypsum
Phosphorus resins Anhydrite Ash of TPP |
11.0 43.4 - 61.3 |
7.5 1.2 - 29.3 |
32.4 47.6 41.2 0.9 |
- 3.7 - 0.7 |
- 0.3 - 3.2 |
42.5 0.6 58.0 C lim 3.6 |
6.0 1.5 - - |
99.4 98.3 99.2 99.0 |
Table 2.
Planning matrix and results of measurements of chemical resistance and strength of the composite "PFR-ash-phosphogypsum" at 20 °С.
Table 2.
Planning matrix and results of measurements of chemical resistance and strength of the composite "PFR-ash-phosphogypsum" at 20 °С.
| No. | Component, fractionofunits | Chemical Persistencein 30% HCl,% |
Tensile strength under compression, MPa |
||
| X1 | X2 | X3 | |||
| 1 | 1 | 0 | 0 | 98.0 | 95.0 |
| 2 | 0 | 1 | 0 | 85.4 | 50.2 |
| 3 | 0 | 0 | 1 | 52.2 | 42.4 |
| 4 | ½ | 1/2 | 0 | 90.6 | 75.1 |
| 5 | ½ | 0 | 1/2 | 71.0 | 54.8 |
| 6 | 0 | 1/2 | 1/2 | 48.8 | 40.5 |
| 7 | ¾ | 1/4 | 0 | 93.2 | 68.8 |
| 8 | ¼ | 3/4 | 0 | 80.3 | 60.1 |
| 9 | ¾ | 0 | 1/4 | 75.1 | 75.4 |
| 10 | ¼ | 0 | 3/4 | 52.4 | 54.9 |
| 11 | 0 | 3/4 | 1/4 | 60.7 | 45.1 |
| 12 | 0 | 1/4 | 3/4 | 50.1 | 50.5 |
| 13 | ½ | 1/4 | 1/4 | 95.3 | 70.6 |
| 14 | ¼ | 1/2 | 1/4 | 84.6 | 55.4 |
| 15 | ¼ | 1/4 | 1/2 | 65.0 | 50.2 |
Table 4.
Components and properties of optimal composites.
| Components | The contents of the composites, mass% | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Phosphogypsum | 15.0 | ||||
| Phosphorusresins | 15.0 | ||||
| Anhydrite | 15.0 | 15.0 | 15.0 | ||
| Ash of TPP | 20.0 | 20.0 | 20.0 | 25.0 | 30.0 |
| PFR + BSА | 65.0 | 65.0 | 65.0 | 60.0 | 55.0 |
| Cureconditions | |||||
| Temperature, o С | 120 | 120 | 100 | 110 | 120 |
| Time,min | 240 | 200 | 120 | 160 | 180 |
| Chemicalresistance,% | |||||
| 30% H2SO 4 | 96.6 | 98.8 | 97.0 | 98.5 | 99.3 |
| 30% HCl | 96.2 | 97.4 | 96.0 | 97.5 | 98.0 |
| 20% NaOH | 96.0 | 96.7 | 96.0 | 97.1 | 97.5 |
| Tensilestrength,MPa | |||||
| Atcompression | 45.3 | 53.0 | 50.2 | 57.0 | 60.2 |
| Atbending | 18.7 | 23.4 | 21.1 | 25.3 | 28.0 |
Table 5.
Characteristics of experimental casting composites.
| No. | Indicator name | Number of composites | ||||
| 1 | 2 | 3 | 4 | 5 | ||
| 1 | Density, g/cm3 | 1.37 | 1.38 | 1.38 | 1.37 | 1.39 |
| 2 | Heat resistance according to Martens, oС | 159 | 142 | 156 | 151 | 164 |
| 3 | Linea rexpansion coefficient 107 | 40.0 | 44.1 | 48.0 | 50.7 | 48.0 |
| 4 | Temperature of destruction, oC | 250 | 255 | 250 | 260 | 250 |
| 5 | Water absorption, mg | 37 | - | 34 | 39 | 38 |
| 6 | Shrinkage, % | 0.47 | 0.46 | 0.41 | 0.47 | 0.42 |
| 7 | Beats volumetric Electronresistance, Om | 3.6 | 7.4 | 8.8 | 9.1 | 1.3 |
| 8 | Beats on top Electron Resist, Om/cm |
7.4 | 9.5 | 6.2 | 8.7 | 7.6 |
| 9 | Electric strength, MV/m |
20 | 17.7 | 17.8 | 18.3 | 18.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



