
Submitted:
09 May 2024
Posted:
10 May 2024
You are already at the latest version
Abstract
The textile sector is responsible for a number of environmental impacts. Due to the in-creasing quantities of textiles, their share is rising and a trend reversal from a linear to a circular textile chain is needed. This article presents the background, methodological approach and results of a participatory textile development model. In the commercial B2B sector, three textile prototypes were developed together with users and trialled over several months in three application areas. Textile development took into account the requirements of fibre regeneration in the product design and focused on innova-tive chemical recycling solutions. The three sustainably aligned textiles were subject-ed to spectroscopic and textile-technological tests. Screening life cycle assessments an-alysed their environmental profile and compared it with reference textiles that are used as standard. Overall, it is clear that the three textiles can match conventional ref-erence textiles in terms of quality and have considerable environmental benefits com-pared to the reference textiles. The user survey did identify concerns about a high arti-ficial fibre content, although a general rejection of recycled fibres was not observed. The results show that a transformation is possible, but must start with the fibre com-position; recycling, on the other hand, is of minor importance.
Keywords:
textiles
; recycling
; LCA
; consumer participation
; participatory product development
1. Introduction
More and more textiles are being produced worldwide, meaning global production volume has tripled since 1975 [1]. In the period from 2000 to 2014, the number of garments produced doubled [2,3] (p. 18), with around 14 items of clothing produced, on average, worldwide per person per year [2]. These trends appear to be growing unchecked and are being further fuelled by the trend for “fast fashion”, which is now being replaced by “ultra fast fashion”. Textiles are being worn less and less, to the point that they are sometimes becoming more like a disposable commodity. Wahnbeck et al. [4] found that on average a third of clothing in Germany is never worn or worn less than once. This ever increasing quantity of textiles is linked to serious environmental consequences, namely the textile chain is one of the major global producers of greenhouse gases, with estimates ranging up to a share of 10%1. Up to 35% of the microplastics released can be traced back to textiles [5] (p. 21). Clothing accounts for between 2% and 10% of the various environmental impacts of consumption in the European Union [6]. Worldwide, only 13% of textile fibres are recycled; only 1% is fibre-to-fibre recycled [3] (p. 20). At the same time, textile production has been relocated to countries with low social and environmental standards due to the comparative economic advantages.
Some opposing trends have become evident in recent years. The accident involving the container ship “Ever Given” in the Suez Canal in 2021 highlighted the vulnerability of global supply chains and current global military conflicts show that supply chains must be made more resilient. Such a transition requires the transformation from a linear to a circular textile economy. A circular economy could considerably improve the resilience of the textile supply chain, reduce environmental stresses and promote domestic industries.
In light of the above, this article looks at the development and application of circular textiles. Textile circularity is still the exception. The aim of a circular textile economy should be to use textiles and textile fibres for as long as possible or to keep them in the textile cycle. The feasibility study “Digital technologies as enablers of a resource-efficient, circular B2B textile industry“ (DiTex), funded by the German Federal Ministry of Education and Research (BMBF), demonstrated that this is possible2. This research project focused on textile circularity in three commercial applications. These were chosen because large volumes of identical textiles with a known composition are used here, there are established logistics through textile services in terms of their use and there are long-standing business relationships between bulk buyers, textile services and manufacturers. This means that optimal starting points for largely closed-loop cycles can be created. Workwear and bed linen were specifically selected. The three textiles were developed as prototypes and geared to the respective areas of use in a cooperative process with those responsible for the respective applications. Textile development took into account the requirements of fibre regeneration in the product design and focused on innovative chemical recycling solutions. The three textiles were trialled for several months. Spectroscopic and textile-technological tests, washing tests and practical using tests were carried out to study the material properties and resistance. Screening life cycle assessments were carried out for the textile lines. The textile rental or leasing business model was used as an alternative to buying.
The article is structured as follows: Chapter 2 looks at the current level of knowledge on the various topics dealt with in this article. The following Chapter 3 provides the conceptual/methodological background. The findings of the different analyses conducted are presented in Chapter 4, including an examination of the results of the spectroscopic and textile-technological tests, user acceptance and environmental directional certainty. This is followed in Chapter 5 by a discussion of the findings, looking at the key intervention points in the textile chain and the role of recycling. The final Chapter 6 summarises the findings and derives a number of conclusions.
2. State of the Art
The subject of a circular economy has become increasingly important both scientifically and politically in recent years. This is shown by the various definitions of a circular economy: Kirchherr et al. [7] could find 221 definitions. In terms of policy, the subject of a circular economy is highlighted by the European New Green Deal [8]. The European Commission defines circular economy as “an economic system whereby the value of products, materials and other resources in the economy is maintained for as long as possible, enhancing their efficient use in production and consumption, thereby reducing the environmental impact of their use, minimising waste and the release of hazardous substances at all stages of their life cycle, including through the application of the waste hierarchy” [9] (p. 26). The need to act is determined by the annually published Circular Gap Report3, which points out the low level of global circularity: while it amounted to 9.1% in 2018, it fell to 7.2% in 2023. The gap is therefore widening. This also applies to textiles, which are currently only managed in a circular way to a limited extent. To address this, the European Commission is placing the focal point of its circular strategy on textiles [10]. The EU textile strategy is aimed at companies, retailers, consumers and civil society. The scientific community has presented studies on the environmental effects of the textile industry in a variety of ways and from different perspectives, e.g. Beton et al. [6], Ellen MacArthur Foundation [3] as well as Manshoven et al. [11]. Charter et al. [12], Duhoux et al. [13] focused on creative and design issues, and Dzhengiz et al. [14], Niinimäki et al. [15] analysed the impact of fashion trends. There have been studies on longevity by Cooper el al. [16] and Gimkiewicz et al. [17]. The Ellen MacArthur Foundation [18] broached the issue of producer responsibility. Circular business models in the textile industry have been examined by Arnold et al. [19], Furferi [20], Poldner et al. [21]. Studies by AFBW [22], ETP Fibres Textiles Clothing [23], Köhler et al. [24] are more broadly based and focus on the perspective of a circular textile economy.
The role of recycling as an integral part of a circular textile economy has also been analysed repeatedly. ISO 51574 defines recycling in the textile value chain as follows: “Activities to obtain recovered resources for use in a product, excluding energy recovery.” Various technologies can be used [25]: Mechanical recycling, based on breaking and cutting the textiles, is technologically well advanced with a TRL (Technology Readiness Level) 9 (as at 2021) [25]. The original components are largely retained, while the quality of the output from shortened recycled fibres, fluff/lint and dust is reduced. Thermal recycling is based on the use of thermal energy to extract raw materials. Thermo-mechanical recycling, suitable for thermo-plastic polymers such as polyester, uses a melting process to produce granules/pellets or staple fibres/filaments; existing additives (e.g. dyes) are not removed. The quality of the output also decreases with increasing recycling cycles; TRL levels for textiles are in the range of 3-6 here (as at 2021) [25]. Chemical recycling is based on dissolving processes (polymer recycling) or chemical reactions to extract raw materials. Current R&D activities are aimed at using cotton waste to produce a cellulose pulp and regenerated cellulose fibres [26,27,28]. Some technology owners are already achieving TRLs of 7-9 (as at 2021) [25], and new technologies are being advertised in the industry, e.g. by Eeden5, Lenzing/RefibraTM6, SaXcell7, Evrnu®/Nucycl®8 or Ioncell®9. Monomer recycling, where polymers are broken down into their basic monomer components or oligomers, is also being developed. In the area of textiles, commercial activities are limited on a small scale to synthetic fibre polyamide, e.g. from carpets and fishing nets (as at 2021: TRL 9) [25], while monomer recycling of polyester textiles is still evolving (as at 2021: TRL 4-7 [25]; RITTEC/project revolTEX®10). Poly cotton can be recycled using different technologies, e.g. dissolving (as at 2021: TRL 5) [25], hydro-thermal (as at 2021: TRL 6-7) [25] and enzymatic processes (as at 2021: TRL 5), which are currently being developed. A demonstration plant for recycling poly cotton has been launched by “Worn again technologies”11.
In accordance with the European Waste Framework Directive [29], a decision is to be taken on the introduction of targets for reuse and recycling, in addition to the mandatory separate collection of textile waste from 202512. In order for recycled fibres to be used in the same way as primary fibres, they must have comparable qualities. Due to material stresses that occur during mechanical and thermal recycling, the use of secondary raw materials mostly requires the addition of primary fibres or only enables them to be used in products with lower requirements than the original product. Chemical recycling technologies can provide high-quality raw materials as output, but are currently energy and resource-intensive.
However, recycling only accounts for part of the environmental impact. Life cycle assessment methods are widely used to quantify the overall environmental impact of textile production and use. The life cycle assessment tool is standardised in ISO 14040 and 14044 [30,31] and is applied in both scientific research and industry. Applied research uses life cycle assessment methods to determine the environmental impact of textile products, to identify their optimisation potential along their life cycle stages and to evaluate measures to reduce the environmental burdens of textile products. Depending on the research questions there are major differences between the analysed systems. This can concern fibres, products, environmental impact categories and life cycle stages. For instance, Sandin et al. [32] and van der Velden et al. [33] examined a number of natural and artificial textile fibres, while other authors limited their analysis to individual fibres or groups of fibres (e.g., to artificial cellulose fibres [34], or natural fibres [35]). Depending on the research question, the functional unit varies and can, for example, range from the representation per kg of fabric to finished clothing products (e.g., T-shirt [36], or jeans [37]). The kind and number of environmental impact categories and the life cycle impact assessment (LCIA) methods used also vary depending on the scope of the study. According to review articles, climate change potential (in CO₂ equivalents) and energy resources are dealt with in most studies, followed by acidification potential and eutrophication [38,39]. The system boundaries also vary and may represent a complete life cycle (cradle to grave) or individual life cycle stages (see [40] for the supply of cotton fibres). In recent years, the focus has been on the circular textile economy and the evaluation of different end-of-life scenarios, including reuse, i.e., the prolonged use of textile products, and textile recycling (e.g. [38,41,42,43]).
The starting points for influencing the textile chain should also be geared to the sales channels. Various sales channels need to be considered, with sales to private consumers accounting for the largest share. However, sales to commercial clients are also of significant importance. These include, in particular workwear13 and flat linen. Europe, for example, is the second-largest market worldwide for workwear after the USA [45] (p. 11). For Europe, the market volume in 2022 is estimated at € 8.8 billion and further growth by more than 45% is expected until 202814. The share of workwear as a proportion of the total EU textile market was estimated at around 5% for 2015 [45] (p. 13). More detailed data is available for Germany: According to this, the majority of all workers are equipped with professional, work and protective clothing. In 2019, 22 million out of a total of 42 million employees in Germany were provided with work and/or protective clothing15. The volume for 2019 is estimated at € 1.4 billion and that for personal protective equipment at around € 1.5 billion [46] (p. 20). In addition to workwear, the commercial market for flat linen, which includes bed linen, towels, tablecloths, napkins, (shower) curtains and tea towels, is also relevant: In 2014, sales in the EU in the textile service market alone amounted to between € 4.3 and € 4.9 billion [47] (p. 6). The high outsourcing rates for flat linen in the hotel industry as early as the beginning of the 2010s and also the price pressure from commercial buyers limited further sales growth in the Western European markets [47] (p. 6). Up to the start of the COVID-19 pandemic, however, real turnover is likely to have been higher. Although workwear also includes the “hotel” trade, “flat linen” is a key product group in this sector. In 2014, annual turnover according to the European Textiles Services Association (ETSA) [47] (p. 3) was € 2.1 to € 2.3 billion. Sales to commercial clients have interesting material properties: in contrast to private textile consumption, large quantities of textiles with a known composition are sold in this sector. At the same time, a manageable number of players have considerable power and influence as bulk buyers, which could also be used for selective and environmentally oriented procurement [48]. In addition, it is comparatively easier to record these commercial textiles after use as they can be bundled together by type and fibre composition. It follows from this that commercially used textiles have the potential to be pioneers for a sustainable transformation of the textile industry.
A transformation of textiles towards sustainability requires a closer intermeshing of production and use. Involving users enables manufacturers to understand their views, interests, experiences and habits better and therefore also produce in a more targeted way. Increasingly more attention has been paid to this active interaction through terms such as “participatory product development”, “user-centred production”, “user involvement”, “co-creation”, “open innovation” or “design thinking”; these methods differ from market research (such as surveys, focus groups, participatory observations, see [49]), where users play a passive role. Under this heading, Cooper [50], Hoffmann et al. [51], Hoffmann [52], Jamal et al. [53], Peters et al. [54] presented various conceptual thoughts on participatory product development presented, which have also been applied in the area of textiles [55,56,57,58]. The involvement of users is seen as having the potential for learning processes to occur on the part of both users and companies in the direction of sustainability and for the developed products to better understand, address and implement the needs of consumers, while at the same time providing impetus for a sustainable orientation of the textile industry. It is also expected to reduce overproduction and rejects and therefore conserve resources16.
3. Material and methods
In the “DiTex” project, three textile prototypes were developed for use in the commercial sector. This process was participatory and took into account various perspectives, which are discussed in Chapter 3.1. As a result of this development process, three specific textiles were produced, whose characteristics are described in Chapter 3.2. These textiles were trialled for several months and subjected to quality analyses (see Chapter 3.3). The environmental impact of textiles was compared with the impact of non-circular, conventional reference textiles through screening life cycle assessments (see Chapter 3.4). User satisfaction was determined through user surveys (see Chapter 3.5).
3.1. Participatory Textile Development
The development of the three textiles was carried out in close cooperation with the transdisciplinary research alliance and was inspired by the design method and way of thinking “Design Thinking” for overcoming complex challenges with open solution spaces. This development process was characterised in particular by the fact that different perspectives, needs and requirements, especially those of users and textile manufacturers, were identified and linked in an iterative process. Initially, a status quo analysis of existing conventional products was carried out. Optimisation potential in terms of longevity, leasing suitability and recyclability was derived from this and integrated in the requirements for the new textiles (see Chapter 3.2). The suitability of the material combinations for the selected recycling flows was confirmed by a so-called “circular product check”17 from the company circular.fashion. Eliciting specific requirements for fibre-to-fibre recycling, such as colour, construction, finishes, chemical treatments, certifications and other parameters of textile products, served as a basis for this process. Six market dialogues were also conducted in the course of the “DiTex”-project to take into account the customer and market premises and challenges. These dialogue processes with commercial and public bulk buyers and their textile suppliers focused on the underlying conditions for switching from textile purchasing to textile leasing and from virgin fibres to recycled fibres and placed the emphasis on: product requirements and user expectations, distribution and contract design, recycling capacities and know-how, market potential and supply security, sustainability certification, reflection and evaluation.
3.2. Designing the Three Textile Prototypes
The key data determined based on the participatory textile development can be summarised in a few specifications: Circular textiles must be durable and easily repairable. The fabric must be able to withstand stress during the utilisation phase. Comfort is essential for acceptance and long use. User comfort for the wearer is achieved through the properties of the fibre material, the fabric construction and the product design. Air and moisture exchange, density and opacity of the fabric and the fit are all factors that determine wearing and use comfort. A high-quality finish increases the service life. The sewing thread must not only match the fabric in terms of color, structure and thickness, but the material of the thread must also match that of the fabric. Careful sampling and quality control can prevent premature product failure. The focus for the woven and knitted fabrics should be on structure types that have proven to be hard-wearing and durable. These specifications were summarised in the product data sheets (Tables S4-S6), which set out the key technological data for the three textile prototypes, thereby defining the composition of the three textiles (see Table 1), which was then produced and subjected to a practical test.
The polo shirt consists of 100% recycled polyester, including buttons and sewing thread. No components need to be removed prior to recycling. The polo shirt was made of piqué knit, and the cuffs and the collar of rib knit, so it is designed as a classic, comfortable polo shirt. It meets the conditions for polyester-cotton recycling processes.
As a classic business shirt, the business shirt has the most complex construction. The shirt has a reflective “POLICE” imprint and a silver-coloured button for the epaulette. These two elements are not recyclable and must be removed prior to recycling (detrimming). The shirt consists of a hard-wearing twill fabric made of 62% organic cotton and 38% recycled polyester.
The bed linen made of 50% r30 lyocell18 and 50% recycled polyester was given an envelope closure with no closing elements such as buttons, zip, velcro. No elements need to be removed for the recycling. The developed bed linen is made from satin fabric. As the lyocell fibre can be damaged by overdrying, it is challenging for commercially used textiles. It could be dried without any problems in the practical test thanks to an optimised fabric surface and adjusted ironing speed in the laundry.
3.3. Textile-Technological and Spectroscopic Tests
To assess the quality, a combination of textile-technological and spectroscopic tests were carried out. The first test unit was conducted on the prototype to assess its leasing suitability and to validate the design for the practical test. Further analysis was carried out during and after the practical test to assess the performance of the textiles under practical conditions. After completion of the practical test, part of the textiles were subjected to further laundering treatments (up to 100 cycles) under industrial conditions and then to a final test.
Figure 1.
Overview of the study units. (Source: own compilation)
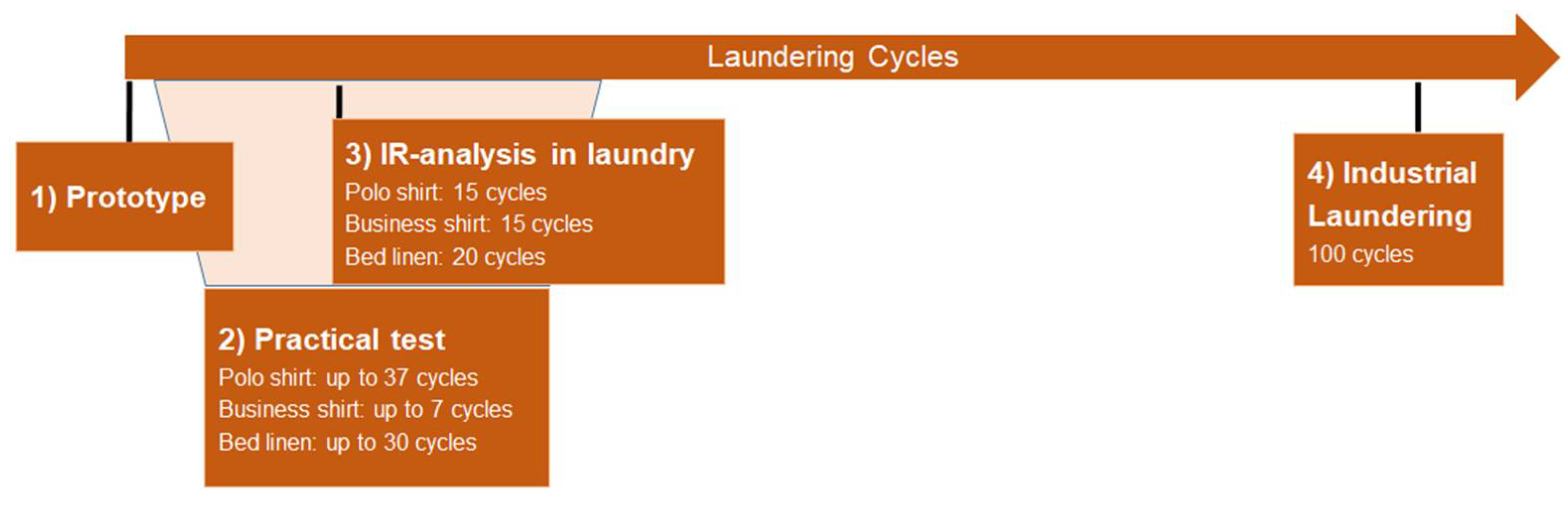
Hohenstein Quality Standards (HQS) 703, 704 and 705, which include the requirements for business shirts, polo shirts and bed linen when used as leased textiles [1], served as the basis for the textile-technological tests focussing on the prototype. The focus and the corresponding limitation of the tests was on the assessment of the fabric in relation to colour fastness, mechanical properties, properties related to laundering and comfort properties. Depending on the test, the prototype was analysed in its condition when new or after a defined number of washing and drying cycles in accordance with DIN EN ISO 1579719 [59]. After the practical test and industrial laundering, the analysis of the textiles comprised a visual assessment accompanied by individual tests on selected samples.
The spectroscopic measurements included a combination of UV-Vis, near-infrared (NIR) and mid-infrared (MIR) spectroscopy (multimodal spectroscopy), with which the material composition and quality properties such as loss of gloss, colour fastness, yellowing, wear or material ageing were analysed. The samples were measured without any further pre-treatment. For each sample, three measurements were taken at various places on the outside of the samples. Three different mobile spectrometers were used for the spectroscopic measurements in real time directly on site in the laundries, which can cover the entire optical range from 300 nm to 2.5 µm in terms of data fusion. The devices are portable, easy to use and do not require a complex laboratory environment.
The developed business shirts were recycled together with the polo shirts in a pilot plant operated by RITTEC Umwelttechnik. Their material composition was chosen in such a way that both textiles collectively meet a sufficiently high polyester content. The revolPET® technology is based on selective PET depolymerisation of plastic composites or textile blends by means of alkaline hydrolysis of the ester bond. The extracted r-TA was polycondensed into new r-PET and spun into a yarn that was used as the weft yarn for a fabric pattern. To evaluate the quality of the recycled products, both the monomers and the PET obtained from their subsequent polymerisation were analysed using Fourier Transform Infrared Spectroscopy (FTIR).
3.4. Screening Life Cycle Assessment
As an established method for evaluating the environmental impact of products and services, the life cycle assessment is particularly suitable for determining the environmental impact of textiles associated with their production and use. Therefore, a screening life cycle assessment based on the international standards for product life cycle assessments ISO 14040 and 14044 [30,31] was used, where the environmental impact of all input and output flows of the analysed textiles are considered along their entire life cycle (cradle to grave).
In the screening life cycle assessment, the three newly developed textiles in the DiTex project (polo shirt, business shirt and bed linen) and their respective conventional variants (reference) were analysed and compared with each other. The variants mainly differ in terms of their fibre composition (see Table 1) as well as the implementation of recycling at the end of the textile’s life.
All processes along the product life cycle were analysed. These included in particular: raw material extraction, textile production (including spinning, weaving or knitting, finishing and tailoring), all transport processes, use of the textile (including washing and associated logistics) as well as recycling, including new production of the textiles as well as use or disposal of all resulting waste materials.
In a first step, all environmental impact categories considered as standard in life cycle assessments were screened. In a second step, those environmental impact categories were identified that are sufficiently relevant for the underlying research question and show significant differences in the scenarios considered. These were then examined in a third step in a detailed follow-up analysis. The key environmental impact categories for the textile chain are climate change, non-renewable energy resources, water, land and phosphate footprint as well as acidification and ozone depletion (Table 2).
3.5. Accompaniment of the Practical Tests
Between summer 2021 and spring 2022, the three developed textiles were tested under real conditions at selected public institutions: The polo shirt was tested at the civil defence department of the district of Lippe/Germany and processed by a laundry, the business shirt was tested at the Logistics Centre, Lower Saxony/Germany and by the police in the Interior Ministry of Lower Saxony in Hanover/Germany and processed by a large textile services provider and the bed linen was tested by the Munich Erding Federal Police Headquarters and in a hotel in the district of Cham/Germany and processed by a laundry. The test user institutions contributed technical specifications for the products, such as product dimensions, finished dimensions, quantities, and were involved in the sampling process and in conducting the practical tests. During the use phase lasting several months, the textile service periodically handed out clean textiles to the test users and collected them again after use in order to wash, dry and, if necessary, repair them before they were reused.
Each of the three practical tests was in particular scientifically accompanied by three elements: (1) User surveys before, during and after the practical tests on expectations, assessment of the textiles in use and satisfaction through an online form via the survey website sli.do. A poll on the performance of the textiles was conducted with questions about the design, pilling (little fuzz balls on the surface), durability and the physiological impact of the clothing. Questions on acceptance related on the one hand to the use of recycled fibres and the entire circularly designed product and on the other hand to the use of a leased textile laundered by the textile service. (2) Monthly enquiries to the textile service regarding specific consumption data of the laundry (e.g. water consumption, detergents and washing auxiliaries used), laundering parameters (washing temperature, drying method and relevant parameters), current usage data from the practical tests and the suitability of the textiles for the textile service (e.g. twisting of the fabric, pilling, dimensional stability, colour fastness). (3) Regularly recorded online meetings (30 to 90 minutes long) with the test users and representatives of users, manufacturers and textile services on operational implementation and continuous monitoring of the practical tests.
4. Results
The three textiles developed in the “DiTex”-project were each subjected to a practical test, as described above. After completion of the practical tests, the three textiles (polo shirt, business shirt, bed linen) underwent various quality tests, in order to generate statements regarding performance, see Chapter 4.1. The business shirts and polo shirts used were recycled in a pilot plant operated by RITTEC Umwelttechnik; see Chapter 4.2 for the results. The textiles must win the acceptance of users; for more on this, see Chapter 4.3. Not only user acceptance is crucial, but also the environmental directional certainty compared to the reference textiles; this is discussed in Chapter 4.4.
4.1. Performance
4.1.1. Polo Shirt
The analysis of the prototype (see Table S1) showed a high level of mechanical stability and colour fastness of the knitted fabric. Good properties relating to laundering were achieved in terms of self-smoothing and seam twisting, while acceptable dimensional changes could only be obtained with tumble-drying. The thermal resistance and water-vapour resistance (“breathability”) enable a pleasant feeling of comfort, which may, however, be limited by the low water vapour absorption capacity (Fi) of the polyester fabric.
Visual assessment and spectroscopic analysis were carried out for 61 textiles of the practical test and 25 textiles after industrial laundering up to 100 cycles. With the exception of the seams coming loose, the textiles have an almost comparable overall visual appearance to the prototypes after use and industrial laundering and show no measurable changes in mechanical stability (bursting strength). This is consistent with the spectroscopic measurements, which do not reveal any significant changes in the textiles in the mid-infrared and near-infrared range and therefore no significant degradation processes in the materials can be detected. The UV-Vis spectra show slight changes in the red range from 770 nm (see Figure 1), which can be attributed to oxidative or photochemical reactions caused, for example, by the impact of detergents, sun radiation or other factors. The change in the shape of the spectra may also be caused by slight changes in the texture of the material surface. This does not lead to any major changes in the visual appearance.
4.1.2. Business Shirt
The analysis of the prototype (see Table S2) showed good comfort properties and acceptable laundering properties of the blended fabric. In the area of mechanical properties, the material has sufficient tensile strength to stand up to “normal” stresses, but low stability under abrasion stress (wear resistance, pilling). In washing tests (ISO 15797, up to 50 cycles) no major changes in the visual appearance of the prototype could be detected.
Visual assessment and spectroscopic analysis were carried out for 40 textiles of the practical test and 29 and 28 textiles after industrial laundering up to 15 and 100 cycles, respectively. After use and laundering under practical conditions, no serious reduction in tensile strength up to 100 cycles was observed. This is reflected in the spectroscopic measurements, which do not reveal any significant changes. This indicates that no severe material losses occurred during use and the washing process. Locally, however, noticeable fabric damage could be detected after 100 laundry cycles (shoulder and lower back area), the cause of which is associated with the choice of components (shoulder buttons) or process management, but could not be precisely identified. Changes in the UV-Vis range indicate changes in the degree of whiteness (420 - 610 nm) after one laundry cycle, which were also clearly visible and stable for up to 100 cycles (see Figure 2). They are attributed to the use of optical brighteners in the detergent. No surface changes were detected, even after 100 laundry cycles.
4.1.3. Bed Linen
Visual assessment and spectroscopic analysis were carried out for 25 textiles (pillow, duvet) of the practical test and 25 textiles (duvet) after industrial laundering up to 100 cycles. After use and laundering in the practical phase, the textiles exhibit a robust fabric appearance and no major changes to the fabric. The loss of tensile strength after 100 cycles is 10-20%, with no severe changes observed between completion of the practical test (approx. 30 cycles) and the washing tests (100 cycles). The results (see Table S3) are consistent with the spectroscopic measurements, with which no verifiable changes could be detected in the textiles analysed in the mid and near-infrared range. This indicates that the chemical composition of the textiles remained largely unchanged during the washing cycles. In the visible range (450 - 600 nm) a slight change in the degree of whiteness was observed. This could be attributable to changes in the physical properties of the textiles or to contamination during the practical test, but these changes were minimal.
4.1.4. Conclusions
All three developed textiles exhibit no serious changes to the fabric during the practical phase. The materials are highly resistant, even under industrial washing conditions, while material losses could not be observed. Further practical tests are needed to place a special focus on the impact of the stresses during the use phase.
4.2. Spectroscopic Testing of Recycled Products
Of the recycled products, the two monomers r-TA (recycled terephthalic acid), r-MEG (recycled ethylene glycol), a section of fabric with the recycled polyester weft yarn and the solid fraction (cellulose residues), which did not react, were analysed spectroscopically. The recycled products were compared with the reference materials v-PES (virgin polyester) and cotton, in order to determine whether there were differences in their chemical composition or structure. The results of the measurements are shown in Figure 3 and Figure 4.
The experimental spectra are consistent with the reference spectra and indicate a high level of substance purity and complete depolymerisation of the polyester.
The infrared spectra of the recycled materials and the new materials are very similar and show no significant differences in their chemical composition. The results suggest that the quality of the recycled materials is comparable with the quality of the new materials, at least at molecular level. Other factors such as strength, pilling or other physical product properties should also be taken into account.
The non-reacting fraction was washed and dried and presents as a brownish powder. The spectra show clear differences compared with the other materials studied so far.
The infrared spectrum indicates the formation of more strongly bound hydroxyl groups and the formation of hydrogen bonds. Other new peaks also appear, indicating changes in the functional groups in cotton. Changes in the absorption bands indicate modification of the crystallinity of the cellulose during alkaline treatment. The spectrum also widens and partially loses its fine structure.
Overall, the treatment with concentrated sodium hydroxide solution leads to significant changes in the infrared spectrum, which are attributable to the stronger chemical reaction with the cotton fibre and the changes in the crystal structure and the functional groups.
Whether the cellulose residues from the depolymerisation are suitable for further use can only be decided after additional chemical analysis. This was not carried out due to the end of the project.
4.3. User Acceptance
The assessment of the three developed and tested textiles in use in the practical tests varied. The business shirt made from organic cotton and recycled polyester and the bed linen made from r30 lyocell and recycled polyester were considered suitable for the tested applications by users and the textile service. The 100% recycled polyester polo shirt also proved suitable for the textile service. On the other hand, around half of users rated the polo shirt as unsuitable for the requirements of their everyday work. Almost 50% of participants in the user survey cited rapid sweating as a difference to their usual work polo shirt, which is attributed to the material composition.
Users especially expressed reservations about the high artificial fibre content, although a general rejection of recycled fibres was not observed. When recycled fibres were mixed with natural fibres or cellulose-based fibres such as lyocell, which offer a familiar wearing/use feeling, neither concerns nor negative assessments of textiles with a high recycled fibre content were observed. Elements of the Design for Circularity were not perceived as objectionable either. Feedback from users showed that for workwear especially the fit is crucial when it comes to everyday suitability and acceptance. What fits well and is comfortable is worn willingly, regardless of whether it contains recycled or recyclable fibres. Modified details with a view to recycling at the end of life are largely accepted as long as they do not radically change the functionality and familiar look of the product. There were only occasional complaints about the omission of a collar stay on the business shirt or a zip on the bed linen.
All three textiles proved to be suitable for use as a rental textile from the point of view of the textile service. The successful maintenance of the DiTex bed linen containing quantities of the innovative r30 lyocell material for textile services required an adjustment of the care parameters and therefore a certain amount of flexibility and willingness to adapt by the laundry. The DiTex business shirt and DiTex polo shirt were generally rated as suitable and easy to handle by the textile services. The digital tracking IDs incorporated in each case also turned out to be uncomplicated to use.
In terms of the business model of workwear as rental textiles, users particularly felt that the minimal effort in terms of purchasing and maintenance was an advantage over the use of workwear as private property. Users stressed that for the successful, long-term establishment of a textile service, the laundry exchange logistics (delivery and collection) must be easy to integrate in the daily work routine and should not involve any excessive additional effort.
In the practical tests, no repairs were carried out due to the nature of the project. No defects occurred in the bed linen and polo shirt over the course of the practical test that would have required repair. The defects occurring in the business shirt during the practical test were considered repairable with the exception of the repeated thinning of the fabric in the lower back area.
In the practical tests for the DiTex polo shirt and the DiTex business shirt, fewer test persons than expected took part in the surveys via sli.do. A total of 54 responses were collected for the polo shirt and 44 for the business shirt over the three surveys. One possible reason for this is that some of the test persons did not have a work smart phone. While the survey could be easily accessed on a smart phone via the QR code, this group of users had to find time to respond to the survey on a computer or on their private smart phone in addition to their usual practical tasks. Another reason for the relatively low participation could be that the surveys were split into three sub-surveys at different times, requiring a higher coordination effort by test users and users. The results of the user surveys in these two practical tests are therefore quantitatively less representative, but they do indicate qualitative trends, especially as the test persons who took part made intensive use of the free text input option. By contrast, in the practical test for the developed bed linen a total of 1,637 responses were obtained and the results can be seen as representative.
4.4. Environmental Impacts along the Textiles’ Life Cycle
This chapter shows the results of the screening life cycle assessment. After presenting the carbon footprint and acidification based on the example of the newly developed bed linen, the effects of the fibre conversion on all the considered environmental impact categories are presented, selected life cycle stages are explained and the role of the service life of textiles is discussed.
4.4.1. Significance of Individual Life Cycle Stages for the Overall Result
The impact on climate change is over 80 kg CO₂ equivalent per set of bed linen with varying contributions by life cycle stage: the manufacture of the textile fabric and the textile finishing make up roughly a third of the total emissions; usage including washing and drying account for approximately two-thirds of the total emissions (Figure 6). A typical useful life of 100 wash cycles was assumed. The fibre material of the r30lyocell/rPES mix plays a minor role in the carbon footprint. For the polo shirt and the business shirt with 50 assumed use cycles each, the share of usage accounts for around half of the carbon footprint [67,68]. The significance of the partial contributions also differs according to the environmental impact category. In the case of the bed linen, manufacture and finishing on the one hand and use on the other each account for half of the acidification (Figure 6).
In the following, selected contributions of the analysed textiles are discussed and further environmental impact categories are considered.
4.4.2. Large Environmental Impact of Primary, Conventionally Produced Cellulose Fibres in Several Categories
In the case of the textiles analysed in this study made from typically used fibre types such as cotton and polyester, the following feasible fibre conversions were identified:
- From cotton to (recycled) polyester
- From cotton to regenerated cellulose fibres
- From conventional cotton to organic cotton
In the following, the effect of the respective fibre conversion is demonstrated using selected environmental impacts as examples.
Polo Shirt: Use of (Recycled) Polyester Instead of Cotton
The polo shirt reference product has a high cotton content. This has a high environmental impact due to agricultural cultivation and the associated water and land requirements [40]. The use of 100% polyester or - better still - recycled polyester instead of a cotton/polyester mix leads to significant environmental benefits, particularly with regard to the water footprint of the polo shirt (Figure 7). A decisive factor here is not so much the use of recycled fibres but rather the avoidance of agriculturally grown cotton. This also results in significant reductions in the land and phosphate footprint. Only small savings are achieved in terms of the carbon footprint, use of non-renewable energy sources and acidification.
Bed linen: Use of Regenerated Cellulose Fibres Instead of Cotton
Bed linen is produced from a high proportion of cellulose-based fibres such as cotton. Cotton fibres can be replaced by regenerated cellulose fibres such as lyocell in many cases, which are mainly produced from pulp of forestry origin. The life cycle assessment shows that primarily by avoiding the agricultural cultivation of cotton significant benefits can be achieved with regard to the water, land and phosphate footprint and ozone depletion (Figure 7). Only very small to no benefits can be achieved in terms of the carbon footprint, use of non-renewable energy sources and acidification. The use of regenerated cellulose fibres instead of cotton can consequently reduce the environmental impact of textiles significantly. For the production of cellulose fibres, however, the irrigation requirements for forest plantations to obtain the necessary pulp should be kept to a minimum. Another source of raw materials to obtain fibres is cellulose residues, for example from recycling.
Business Shirt: Use of Organic Cotton Instead of Conventional Cotton
There is also debate over whether organically grown cotton has a lower environmental impact than conventional cotton. On the one hand, in organic farming a larger area of land is needed to produce the same quantity of cotton due to lower yields; on the other hand, the organic cultivation of cotton involves certain ecosystem services compared to conventional production and has advantages from a biodiversity perspective. This leads to advantages if we consider the overall land footprint (Figure 7). As the impact of organic cotton on other environmental aspects is comparable to that of conventional cotton, there are clear environmental advantages to be gained by switching to organic cotton.
4.4.3. Large Carbon Footprint Due to High Energy Requirements in Production and Laundry
The production of textiles and the washing and drying processes during use have a major impact on the environment. This is mainly attributable to the energy used (electricity, heat). In the case of bed linen, the washing and drying processes make up around two-thirds of the total carbon footprint (Figure 6). The individual washing and drying processes vary depending on the textile [67,68]. In addition, the range of energy input needed for the individual laundry processes is very wide and can amount to 2-3 times the emissions per kg of laundry when using old and less efficient laundry technologies [69]. The range of the associated carbon footprints increases further, depending on the energy sources used to generate electricity and heat.
4.4.4. A Long Service Life Leads to a Reduction in the Environmental Impact
Extending the service life of textiles usually leads to a reduction in the environmental impact. In the case of textiles, a longer service life is characterised by a larger number of use and washing cycles. The result is that a proportionately smaller quantity of fibres has to be produced (e.g., polyester fibres) or extracted (e.g., cotton fibres) per use of a textile and therefore fewer textiles are produced. This is also reflected in the findings of the life cycle assessment: extending the service life has a significantly positive effect, in particular on those environmental impacts that depend primarily on raw material extraction and textile production. This applies, for example, to the water footprint, which is largely determined by the cultivation of cotton, but also other environmental impacts such as the carbon footprint caused by the production of the textiles themselves [69].
In the case of environmental impacts that are particularly characterised by processes in the laundry, the potential savings through longevity is smaller, as the higher the number of washing cycles, the greater the environmental impact.
4.4.5. Small Reduction in Environmental Impact by Recycling Polyester
The results of the life cycle assessment of the analysed textiles show that recycling polyester has very little influence on the examined environmental impact categories for the underlying system boundary [67,68]. For this reason, using textile fibres made from recycled polyester leads neither to significant savings nor to notable disadvantages compared to the reference textile in the environmental impact categories considered.
Figure 8 shows the results for the carbon footprint of only the (recycled) polyester content of the bed linen - apart from energy resources, the other environmental impacts such as the water footprint are not significantly affected. The following scenarios are considered: use of fossil polyester (PES) in the reference bed linen, use of recycled polyester (rPES) in the reference bed linen and use of recycled polyester with a 90% reduction in the energy required for recycling.
In principle, using recycled material instead of primary material reduces the carbon footprint and the use of fossil energy resources, but this is negligible in relation to the entire life cycle of the bed linen (see Figure 6). The reason for this is that the energy required for the manufacture and usage phase of the textile is around a hundred times higher than the difference between the two polyester variants. Even with a drastically reduced energy requirement (-90%), no significant savings can be achieved compared to the rest of the life cycle.
5. Discussion
The results of the development of three textile prototypes, their real-life application in practical tests and their subsequent validation produced a number of remarkable findings, which are discussed below.
5.1. Principal Intervention Points in the Textile Chain from a Life Cycle Assessment Perspective
The environmental impact generated by the throughput of textiles through the economic system is considerable. However, no deceleration approaches were discussed in the course of the project. “Fast fashion” or “Ultra-fast fashion” trends do not yet appear to have caught on in the workwear sector to the same extent as in the area of textile consumption by private consumers. Nevertheless, the transformation to “slow fashion“ [70] is a key determinant for a textile turnaround. Closely linked to deceleration is an increase in the service life, i.e., a larger number of usage and washing cycles, thereby reducing environmental impact along the textile chain from raw material extraction to textile production.
The next determinant is the choice of fibre material: the fibre material used for the production of textiles has a decisive influence on the environmental impact of textiles. Agricultural cultivation and the associated land use and irrigation, the use of fossil resources for the production of textile fibres and other aspects are the main factors influencing the environmental sustainability of textile fibres. This applies in particular to the production of cotton, which is reflected in the large land, water and phosphate footprints of textiles made from cotton fibres. Conversely, the substitution of cotton fibres leads to high savings [34,40]. Therefore, the aim should be to maximise the proportion of polyester and minimise the proportion of cotton. In cases where this is not possible, regenerated cellulose fibres such as lyocell should be used as the next best option. If the use of cotton is required or desired, the use of organic cotton is clearly preferable to conventional cotton. The example of cotton makes it clear how important it is to take a comprehensive look at the environmental impacts beyond the carbon footprint.
There is significant room for improvement when it comes to the substantial environmental impact of the washing and drying processes for cleaning worn textiles: optimising these processes has tremendous potential to reduce the environmental impact of textiles. The use of efficient washing technology in the laundry is a particularly important factor.
5.2. Circular Textiles and the Role of Recycling
The results of the life cycle assessment of the analysed textiles show that recycling polyester has very little influence on the examined environmental impact categories. The savings that can be achieved in this way are comparatively small and secondary to fibre substitution and an extended service life. Optimisations in terms of recycling technology, such as a reduced energy requirement for recycling or lower fibre waste during recycling, are also virtually negligible. This is consistent with other life cycle assessment studies on polyester recycling and recycling in general (e.g. [38,41,43]) which confirm the considerably greater benefits of an extended service life compared to recycling. Recycling cotton and cellulose fibres, on the other hand, tends to lead to a reduction in the water, land and phosphate footprint by avoiding the production of new cotton and cellulose fibres. This analysis is consistent with the findings of [39], according to which recycled cotton offers more advantages than other recycled fibres.
Textile recycling is nevertheless an integral part of circular textile production and will play an even larger role in a de-fossilised world, in order to ensure the recirculation of textiles at the end of their useful life. Chemical recycling saves valuable raw materials, conserves resources and reduces the need for primary raw materials. Textile recycling processes for polyester textiles and the recycling of cellulose-based textile fibres such as lyocell should be further developed to market maturity in terms of sustainability and resource/energy efficiency. It must be ensured that the total energy input for recycling is not higher than that for the production of fibres from primary raw materials.
To date, recycled cellulose pulp made from cotton and lyocell from used textiles has not yet been available in sufficient quantity and quality to achieve economic viability.
An important element for preparing good textile recycling is the reliable and homogenous sorting of pre-consumer and post-consumer goods as well as large quantities of similar used textiles. There must be clearly defined processes and procedures for collecting, sorting and recycling used textiles. Recyclers also need a well-functioning sorting plant that identifies and removes rejects and separates the used clothing into fractions. A successful and sustainable circular economy can only be achieved through effective cooperation and coordination between all stakeholders and the creation of suitable framework conditions.
6. Conclusions
The above work, practical tests and results show that circular strategies contribute to a more resource-efficient textile economy. The commercial market for workwear or, more generally, the market for commercially used textiles could play a kind of door-opening role here: it accounts for a significant proportion of total textile sales. The commercial use of textiles differs from private textile consumption, in that a manageable number of players - these can be commercial or public procurers - purchases textiles. They set parameters for the composition and quality of textiles in tenders and delivery specifications. A manageable number of players overall offers the opportunity to exercise significant buying power over the sellers. This can be expanded further if there is closer demand-side coordination and cooperation. Such cooperations can increase the procurement volumes and therefore also define even more demanding technical, qualitative and environmental specifications in the context of procurement and purchasing. At the same time, this bundling can also trigger economies of scale and help to achieve cost degression. Such a bundling of large-scale bulk consumers should be seen as a model and market-opener for a transformation in the textile sector. Such impulses can also have an impact on the B2C (business to consumer) sector. Should we succeed in combining sustainability with quality and circularity with economic viability, this could also foster innovations in the B2C sector and help them achieve a market breakthrough.
Various stakeholders are required to drive such transformations, who must work as a team, as shown in this article: textile manufacturers and garment makers who offer durable and repairable workwear and commercially used textiles made from recyclable and sustainable materials. They work together with suppliers who offer textiles with these requirements. It is also necessary for identification systems such as RFID technologies to be used, which, for example, pass on information on the material composition or for image analysis and spectroscopy. Such systems can also be used by textile service providers. Textile service companies should communicate their services as a sustainability benefit. Their task is also to sort textiles by material and colour at the end of their service life and send them to recycling companies. Textile users also need to handle the textiles with care and report any repair requirements. Recycling companies must be well connected with the textile service companies as their suppliers and with fibre manufacturers as their material customers.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org.
Author Contributions
Conceptualization, Kai Nebel; Methodology, Martina Gerbig, Kim Hecht, Christina Klusch, Kai Nebel; Formal Analysis, Martina Gerbig, Kim Hecht, Christina Klusch; Investigation, Martina Gerbig, Kim Hecht, Christina Klusch, Barbara Boldrini, Kai Nebel; Resources, X.X.; Data Curation, X.X.; Writing – Original Draft Preparation, Sven Gärtner, Martina Gerbig, Hanna Karg, Kim Hecht, Christina Klusch, Kai Nebel, Frieder Rubik; Writing – Review & Editing, Frieder Rubik; Visualization, Barbara Boldrini; Supervision, Frieder Rubik; Project Administration, Frieder Rubik; Funding Acquisition, Frieder Rubik. All authors have read and agreed to the published version of the manuscript.
Funding
This research project was supported by the German Federal Ministry of Education and Research (BMBF) in the funding measure “Resource-efficient Circular Economy - Innovative Product Cycles" (ReziProK) (grant 033R228A-F).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Non-confidential data are made available upon request.
Acknowledgements
We would like to thank the Federal Ministry of Education and Research (BMBF) for supporting this research project. Another big thank you goes to former colleagues involved in this project, especially to Ria Mueller emphasise and Magdalena Mueller for their enormous commitment and valuable contributions. Special thanks also go to Dr. Anja Gerhardts, Serge Lang and Dr. Jasmin Jung for their great contributions to the quality tests and fruitful discussions. Last, but not least we would like to emphasise the remarkable character of this research work due to the strong support, cooperation and integration of our business partners circular.fashion (Ina Budde, Mario Malzacher), Dibella (Carsten Ridder, Martijn Witteveen), MEWA (Nicole Kiefer, Diana Wolf, Matthias Zoch) and Weishäupl (Florian Kamm). The German original version of this article has been translated by Alison Exley – thanks for her excellent work!
Conflicts of Interest
The authors declare no conflict of interest.
| 1 | |
| 2 | See also the website https://www.ditex-kreislaufwirtschaft.de/ (accessed on 27 March 2024), which contains a variety of materials, detailed findings and handouts. |
| 3 | See https://circularity-gap.world/2023 (accessed 27 April 2024). |
| 4 | ISO 5157:2023 – Textiles – Environmental Aspects – Vocabulary |
| 5 |
https://eeden.world/technology/ (accessed 27 April 2024). |
| 6 |
https://www.tencel.com/b2b/de/technologies/refibra-technology (accessed 27 April 2024). |
| 7 |
https://saxcell.com/ (accessed 27 April 2024). |
| 8 |
https://www.evrnu.com/nucycl (accessed 27 April 2024). |
| 9 |
https://ioncell.fi/ (accessed 27 April 2024). |
| 10 |
https://www.rittec.eu/solutions/revoltex-r.html (accessed 27 April 2024). |
| 11 |
https://wornagain.co.uk/demo-plant/ (accessed 27 April 2024). |
| 12 |
https://www.europarl.europa.eu/RegData/etudes/BRIE/2023/757572/EPRS_BRI(2023)757572_EN.pdf (accessed 27 April 2024). |
| 13 | Workwear can be subdivided into representative workwear (e.g. police uniforms), functional workwear (e.g. for waste collection services) and protective clothing (e.g. for firemen) (see [44])). |
| 14 | Figures quoted according to market analysis by Business Market Insights (https://www.businessmarketinsights.com/reports/europe-workwear-market). |
| 15 | See https://www.sifa-sibe.de/sicherheitsingenieur/gute-passform-ist-das-a-und-o/ (accessed on 23 April 2024). |
| 16 | See, for example, https://reverseresources.net/about/white-paper and http://www.ecap.eu.com/take-action/supply-chain-action-plans-leftovers/ (accessed on 5 April 2024). |
| 17 | The Circular Product Check is a procedure developed by the German company “circular.fashion” for assessing the recyclability of materials and products and identifying specific recycling options. The aim of the Circular Product Check is to ensure that a recycling company actually exists that on the one hand has the technical capabilities to recycle the product and, on the other hand, is likely to be able to offer recycling, taking into account economic efficiency. |
| 18 | This Lyocell consists of 30% cotton remnants from ready-made clothing and 70% virgin cellulose. |
| 19 | Textiles - Industrial washing and finishing procedures for testing of workwear Invalid source specified.. https://www.din.de/en/getting-involved/standards-committees/textilnorm/publications/wdc-beuth:din21:279031118
|
References
- Hohenstein Qualitätsstandards HQS 701ff - Anforderungskataloge zum Einkauf von leasinggeeigneten Textilien (2016).
- McKinsey; Remy, N.; Speelman, E.; Swartz, S. Style that’s sustainable: A new fast-fashion formula. McKinsey Sustainability, 2016. https://www.mckinsey.com/businessfunctions/sustainability/our-insights/style-thats-sustainable-a-new-fast-fashion-formula.
- Ellen MacArthur Foundation, Circular Fibre Initiative. A new textiles economy: Redesigning fashion’s future. Ellen MacArthur Foundation, 2017. https://ellenmacarthurfoundation.org/a-new-textiles-economy (accessed 2024-04-24).
- Wahnbeck, C. Wegwerfware Kleidung Repräsentative Greenpeace-Umfrage zu Kaufverhalten, Tragedauer und der Entsorgung von Mode, 2019. https://www.greenpeace.de/publikationen/20151123_greenpeace_modekonsum_flyer.pdf (accessed 2024-04-30).
- Boucher, J.; Friot D. Primary Microplastics in the Oceans: A Global Evaluation of Sources; IUCN Global Marine and Polar Programme: Gland, Switzerland, 2017.
- Beton, A.; Debora, D.; Farrant, L.; Gibon, T.; Le Guern, Y.; Desaxce, M.; Perwueltz, A.; Boufateh, I. Environmental Improvement Potential of textiles (IMPRO Textiles); Publications Office of the European Union EUR: Luxembourg, Luxembourg, 2014. [CrossRef]
- Kirchherr, J.; Yang, N. N.; Schulze-Spüntrup, F.; Heerink, M. J.; Hartley, K. Conceptualizing the Circular Economy (Revisited): An Analysis of 221 Definitions. Resources, Conservation and Recycling 2023, 194, 107001. [CrossRef]
- European Commission. Communication from the Commission to the European Parliament, the European Council, the European Economic and Social Committee and the Committee of the Region: The European Green Deal (COM(2019) 640 final). https://eur-lex.europa.eu/resource.html?uri=cellar:b828d165-1c22-11ea-8c1f-01aa75ed71a1.0002.02/DOC_1&format=PDF (accessed 2024-04-24).
- European Commission. Communication from the Commission to the European Parliament, the Council, , the European Economic and Social Committee and the Committee of the Regions. A new Circular Economy Action Plan For a cleaner and more competitive Europe. https://eur-lex.europa.eu/resource.html?uri=cellar:9903b325-6388-11ea-b735-01aa75ed71a1.0017.02/DOC_1&format=PDF (accessed 2024-04-30).
- European Commission. Communication from the Commission to the European Parliament, the Council, , the European Economic and Social Committee and the Committee of the Regions. EU Strategy for Sustainable and Circular Textiles. 2022. https://environment.ec.europa.eu/document/download/74126c90-5cbf-46d0-ab6b-60878644b395_en?filename=COM_2022_141_1_EN_ACT_part1_v8.pdf (accessed 2024-04-30).
- European Environment Agency: European Topic Centre Waste and Materials in a Green Economy; Manshoven, S.; Christis, M.; Vercalsteren, A.; Arnold, M.; Nicolau, M.; Lafond, E.; Mortensen, L. F.; Coscieme, L. Textiles and the environment in a circular economy (Eionet Report - ETC/WMGE 2019/6) ETC/WMGE Report 6/2019: Textiles and the environment in a circular economy — Eionet Portal (europa.eu) (accessed 2024-04-24).
- Charter, M.; Pan, B.; Black, S. Accelerating Sustainability in Fashion, Clothing and Textiles. Routledge, 2024.
- European Environment Agency: European Topic Centre Circular Economy and Resource Use; Duhoux, T.; Le Blévennec, K.; Manshoven, S.; Grossi, F.; Arnold, M.; Mortensen, L. F. Textiles and the Environment. The role of design in Europe’s circular economy (ETC/CE 2022/2). https://www.eionet.europa.eu/etcs/etc-ce/products/etc-ce-products/etc-ce-report-2-2022-textiles-and-the-environment-the-role-of-design-in-europes-circular-economy/@@download/file/ETC_design%20of%20textiles.pdf (accessed 2024-04-24).
- Dzhengiz, T.; Haukkala, T.; Sahimaa, O. (Un)Sustainable transitions towards fast and ultra-fast fashion. Fash Text 10, 19 (2023). [CrossRef]
- Niinimäki, K.; Peters, G.; Dahlbo, H.; Perry, P.; Rissanen, T.; Gwilt, A. The environmental price of fast fashion. Nat Rev Earth Environ 2020, 1, 189–200. [CrossRef]
- Cooper, T., Claxton, S., Hill, H., Holbrook, K., Hughes, M., Knox, A. and Oxborrow, L., Clothing Longevity Protocol. A report for WRAP, Banbury, 2014. https://wrap.org.uk/sites/default/files/2021-03/WRAP-clothing-longevity-protocol.pdf.
- Umweltbundesamt; Gimkiewicz, J.; Depireux, S.; Spengler, L.; Zietlow, B. Die Rolle der Langlebigkeit und der Nutzungsdauer für einen nachhaltigen Umgang mit Bekleidung. Eine Studie zum aktuellen Forschungsstand. UBA-Texte 112/2022, 2022. Die Rolle der Langlebigkeit und der Nutzungsdauer für einen nachhaltigen Umgang mit Bekleidung | Umweltbundesamt (accessed 2024-04-24).
- Ellen MacArthur Foundation. Building a circular economy for textiles supported by common rules on Extended Producer Responsibility (EPR) in the EU. Recommendations and open questions for the upcoming revision of the EU Waste Framework Directive (WFD). Ellen MacArthur Foundation, 2022. Extended Producer Responsibility for textiles (ellenmacarthurfoundation.org) (accessed 2024-04-24).
- Arnold, M.G.; Pfaff, C.; Pfaff, T. Circular Business Model Strategies Progressing Sustainability in the German Textile Manufacturing Industry. Sustainability 2023, 15, 4595. [CrossRef]
- Furferi, R.; Volpe, Y.; Mantellassi, F. Circular Economy Guidelines for the Textile Industry. Sustainability 2022, 14, 11111. [CrossRef]
- Poldner, K.; Overdiek, A.; Evangelista, A. Fashion-as-a-Service: Circular Business Model Innovation in Retail. Sustainability 2022, 14, 13273. [CrossRef]
- AFBW (Eds.) Studie CycleTex BW Kreislaufwirtschaft von Pre-Consumer-Textilabfällen. Abfallströme und deren Entsorgung in der textilen Produktion, Allianz Faserbasierter Werkstoffe Baden-Württemberg, AFBW, 2023 (accessed 2024-04-24).
- ETP Fibres Textiles Clothing (Eds.), Ready to Transform. A Strategic Research and Innovation Agenda to underpin the EU Strategy for Sustainable and Circular Textiles, Brussels, 2022. https://cdn2.assets-servd.host/deranged-cormorant/production/SIRA_graphical-version-PDF-version.pdf?dm=1671465928 (accessed 2024-04-30).
- Köhler A., Watson D., Trzepacz S., Löw C., Liu R., Danneck J., Konstantas A., Donatello S. & Faraca G. Circular Economy Perspectives in the EU Textile sector; EUR 30734 EN; Publications Office of the European Union, Luxembourg, Luxembourg, 2021. Circular economy perspectives in the EU textile sector - Publications Office of the EU (europa.eu) (accessed 2024-04-24).
- European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs; Duhoux, T.; Maes, E.; Hirschnitz-Garbers, M.; Peeters, K.; Asscherickx, L.; Christis, M.; Stubbe, B., Colignon, P.; Hinzmann, M.; Sachdeva, A. Study on the technical, regulatory, economic and environmental effectiveness of textile fibres recycling. Publications Office of the European Union EUR: Luxembourg, Luxembourg, 2021. https://data.europa.eu/doi/10.2873/828412.
- Palme, A.; Theliander, H.; Brelid, H. Acid hydrolysis of cellulosic fibres: Comparison of bleached kraft pulp,dissolving pulps and cotton textile cellulose, Carbohydrate Polymers 136 (2016), 1281-1287. [CrossRef]
- Björquist, S.; Aronsson, J.; Henriksson, G; Persson, A. Textile qualities of regenerated cellulose fibers from cotton waste pulp. Text Res J 2018, 88, Pages 2485-2492. [CrossRef]
- Bågenholm-Ruuth, E.; Sanchis-Sebastiá, M.; Hollinger, N.; Teleman, A.; Larsson, P. T.; Wallberg, O. Transforming post-consumer cotton waste textiles into viscose staple fiber using hydrated zinc chloride. Cellulose 2024, 31, 737–748. [CrossRef]
- European Commission. DIRECTIVE (EU) 2018/851 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 30 May 2018 amending Directive 2008/98/EC on waste (2018/851). https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32018L0851 (accessed 2024-04-24).
- ISO. Umweltmanagement - Ökobilanz - Grundsätze und Rahmenbedingungen; ISO 14040:2021, 2021. https://www.beuth.de/de/norm/din-en-iso-14040/325953744.
- ISO. Umweltmanagement - Ökobilanz - Anforderungen und Anleitungen; ISO 14044:2021, 2021. https://www.beuth.de/de/norm/din-en-iso-14044/325953813.
- Sandin, G.; Roos, S.; Spak, B.; Zamani, B.; Peters, G. Environmental Assessment of Swedish Clothing Consumption - Six Garments, Sustainable Futures; 2019:05; A Mistra Future Fashion Report, Rise AB: Göteborg, Sweden, 2019. https://core.ac.uk/download/pdf/270109142.pdf.
- van der Velden, N. M.; Patel, M. K.; Vogtländer, J. G. LCA Benchmarking Study on Textiles Made of Cotton, Polyester, Nylon, Acryl, or Elastane. Int. J. Life Cycle Assess. 2014, 19 (2), 331–356. [CrossRef]
- Shen, L.; Worrell, E.; Patel, M. K. Environmental Impact Assessment of Man-Made Cellulose Fibres. Resour. Conserv. Recycl. 2010, 55 (2), 260–274. [CrossRef]
- La Rosa, A. D.; Grammatikos. S. A. Comparative Life Cycle Assessment of Cotton and Other Natural Fibers for Textile Applications. Fibers 2019, 7 (12), 101. [CrossRef]
- Industrieverband Körperpflege- und Waschmittel; TU Berlin; Lehmann, D. A.; Roffeis, M.; Finkbeiner, D. M. Ökobilanzielle Bewertung des Lebensweges eines handelsüblichen weißen Baumwolle T-Shirts in Deutschland. Fachgebiet Sustainable Engineering (FG SEE) der TU Berlin, 2019. 20190415_Oekobilanz_T-Shirt.pdf (ikw.org) (accessed 2024-04-24).
- Luo, Y.; Wu, X.; Ding, X. Carbon and Water Footprints Assessment of Cotton Jeans Using the Method Based on Modularity: A Full Life Cycle Perspective. J. Clean. Prod. 2022, 332, 130042. [CrossRef]
- Sandin, G.; Peters, G. M. Environmental Impact of Textile Reuse and Recycling – A Review. J. Clean. Prod. 2018, 184, 353–365. [CrossRef]
- Munasinghe, P.; Druckman, A.; Dissanayake, D. G. K. A Systematic Review of the Life Cycle Inventory of Clothing. J. Clean. Prod. 2021, 320, 128852. [CrossRef]
- ifeu - Institut für Energie- und Umweltforschung, ifeu papers; Senn, J.; Reinhardt, G.; Gärtner, S. Ökologische Fußabdrücke von Baumwolle und Baumwollfasern. ifeu - Institut für Energie- und Umweltforschung Heidelberg, 2022. www.ifeu.de/ifeu-papers (accessed 2024-04-24).
- Horn, S.; Mölsä, K. M.; Sorvari, J.; Tuovila, H.; Heikkilä, P. Environmental Sustainability Assessment of a Polyester T-Shirt – Comparison of Circularity Strategies. Sci. Total Environ. 2023, 884, 163821. [CrossRef]
- Schmidt, A.; Watson, D.; Roos, S.; Askham, C.; Brunn Poulsen, P. Gaining Benefits from Discarded Textiles – LCA of Different Treatment Pathways; TemaNord, Nordic Council of Ministers, 2016.
- Levänen, J.; Uusitalo, V.; Härri, A.; Kareinen, E.; Linnanen, L. Innovative Recycling or Extended Use? Comparing the Global Warming Potential of Different Ownership and End-of-Life Scenarios for Textiles. Environ. Res. Lett. 2021, 16 (5) 6 054069, . [CrossRef]
- Dodd, N.; Caldas, M.G. Revision of the EU Green Public Procurement (GPP) Criteria for Textile Products and Service. Technical report with final criteria, Publications Office of the European Union, 2017.
- ECAP. European Textiles & Workwear Market The role of Public Procurement in making textiles circular. 2017. http://www.ecap.eu.com/wp-content/uploads/2018/10/ECAP-Workwear-Report.pdf.
- Anton-Katzenbach, S.; Oerder, K.; von Rothkirch, C. Branchen-Report 2020 Berufs- und Schutzkleidung; marketmedia 24: Köln, Germany, 2022.
- European Textile Services Association [ETSA], Deloitte. Quantifying the opportunity European Market Sizing Study for ETSA. Deloitte, 2014. https://www.google.de/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjhj6TQlOmFAxVBh_0HHVTbDtIQFnoECBAQAQ&url=https%3A%2F%2Fwww.textile-services.eu%2F_common%2Ffile.cfm%3Fid%3DD6FD2A76B790CC6CC854A6454568438D&usg=AOvVaw2i0INcV37kR1HtavRDOVq4&opi=89978449 (accessed 2024-04-30).
- Rubik, F.; Müller, R.; Hinke, C.; Brandsch, S.; Geller, V.; Havenstein, D.; Jaberg, H.; Kim, T.; Loersch K.; Maaß, K.; Rünz, J.; Thonemann, N.; Reitze, F.; Roser, A.; Toro, F.; Holländer, E.; Langkau, S.; Ostertag, K. Marktmacht bündeln: Großverbraucher als Treiber für Innovationen beim nachhaltigen Konsum. Dessau, 2015.
- Storvang, P.; Haug, A.; Nguyen, B. A Typology of Strategies for User Involvement in Innovation Processes. Prometheus 2020, 36 (4), 347–365. https://www.jstor.org/stable/10.13169/prometheus.36.4.0347.
- Cooper, R. G. The drivers of success in new-product development. Industrial Marketing Management, 2019, 76, 36-47. [CrossRef]
- Hoffmann, E.; Konrad, W.; Vogelpohl, K.; Beschorner, T. Wechselseitiges Lernen durch partizipative Produktentwicklung. Eine empirische Untersuchung. JSSE 2007, 8 (3), 80–92.
- Hoffmann, E. User Integration in Sustainable Product Development: Organisational Learning through Boundary-Spanning Processes; Routledge: Abingdon, UK; New York, NY, USA, 2017.
- Jamal, F.; Kapoor, V. Key Implications of Product Design and Innovation on User Experience. IUP JKM 2022, Vol. 20, Issue 2, 22-37.
- Peters, J.; Bleakney, A.; Sornson, A.; Hsiao-Wecksler, E.; McDonagh, D. User-driven product development: Designed by, not designed for. The Design Journal 2024, 27 (1), 133-152. [CrossRef]
- Fuchs, M.; Fuchs, T. Grenzenlose Produktentwicklung – Mit Partizipation zu innovativen Bekleidungskonzepten. In: Grenzen in Zeiten technologischer und sozialer Disruption; Beiträge und Positionen der HTW Berlin, Vol 9; BWV Berliner Wissenschafts-Verlag, 2019; pp 138-144.
- Fung, Y.;Chan, H.; Choi, T.; Liu, R. Sustainable product development processes in fashion: Supply chains structures and classifications. Int J Prod Econ 2021, 231, 107911. [CrossRef]
- Guo, S.; Shen, B.; Choi, T.M. Green product development under competition: A study of the fashion apparel industry. European Journal of Operational Research 2020, 280 (2), 523-538. [CrossRef]
- Ravnløkke, L. PROTOTYPING SCALES OF KNITWEAR DESIGN FOR SUSTAINABILITY. In: Proceedings of the The 9th Nordes Design Research conference, Kolding, Denmark, 2021. https://archive.nordes.org/index.php/n13/article/view/605.
- ISO. Textiles - Industrial washing and finishing procedures for testing of workwear; ISO 15797:2017, 2017.
- IPCC. Climate Change 2021: The Physical Science Basis. Contribution of Working Group I to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA, 2021. Climate Change 2021: The Physical Science Basis (ipcc.ch) (accessed 2024-04-24).
- VDI. VDI Standard 4600: Kumulierter Energieaufwand (KEA) - Begriffe, Berechnungsmethoden; VDI (Verein Deutscher Ingenieure) e.V. / Beuth Verlag GmbH: Düsseldorf / Berlin, Deutschland, 2012. https://www.vdi.de/richtlinien/details/vdi-4600-kumulierter-energieaufwand-kea-begriffe-berechnungsmethoden.
- Boulay, A.-M.; Bare, J.; Benini, L.; Berger, M.; Lathuillière, M. J.; Manzardo, A.; Margni, M.; Motoshita, M.; Núñez, M.; Pastor, A. V.; Ridoutt, B.; Oki, T.; Worbe, S.; Pfister, S. The WULCA Consensus Characterization Model for Water Scarcity Footprints: Assessing Impacts of Water Consumption Based on Available Water Remaining (AWARE). Int. J. Life Cycle Assess. 2018, 23, 368–378. [CrossRef]
- ifeu - Institut für Energie- und Umweltforschung, ifeu papers; Fehrenbach, H.; Rettenmaier, N.; Reinhardt, G.; Busch, M. Festlegung des Indikators für die Bilanzierung der Ressource Fläche bzw. Naturraum in Ökobilanzen [Land Use in Life Cycle Assessment: Proposal for an Indicator and Application Guidelines]. ifeu - Institut für Energie- und Umweltforschung Heidelberg, 2019. www.ifeu.de/ifeu-papers/ (accessed 2024-04-24).
- ifeu - Institut für Energie- und Umweltforschung, ifeu papers; Reinhardt, G.; Rettenmaier, N.; Vogt, R. Festlegung des Indikators für die Bilanzierung der Ressource Phosphat in Umweltbewertungen. ifeu - Institut für Energie- und Umweltforschung Heidelberg, 2019. www.ifeu.de/ifeu-papers/ (accessed 2024-04-24).
- CML Impact Assessment V4.8. Institute of Environmental Sciences (CML). CML-IA Characterisation Factors - Leiden University (universiteitleiden.nl) (accessed 2024-04-04).
- Ravishankara, A. R.; Daniel, J. S.; Portmann, R. W. Nitrous Oxide (N2O): The Dominant Ozone-Depleting Substance Emitted in the 21st Century. Sci. N. Y. 2009, 326 (5949), 123–125. [CrossRef]
- Gärtner, S., Reinhardt, G., Senn, J., Grehl, C. Ökobilanz von nachhaltigen, kreislauffähigen Poloshirts. 2022a. https://www.ifeu.de/publikation/ditex-oekobilanz-poloshirt/.
- Gärtner, S., Haertlé, S., Reinhardt, G., Senn, J. Ökobilanz von nachhaltigen, kreislauffähigen Businesshemden. 2022b. https://www.ifeu.de/publikation/ditex-oekobilanz-hemd/.
- Senn, J.; Gärtner, S.; Reinhardt, G. Ökologische Bewertung von nachhaltigen, kreislauffähigen Textilien. DiTex Fact Sheet. 2022b. https://www.ditex-kreislaufwirtschaft.de/app/download/9144360014/i%C3%B6w_DiTex+Fact+Sheet+%C3%96kobilanzaspekte_bf.pdf?t=1666879873.
- Fletcher, K. Slow fashion; The Ecologist. 37 (5): 61, 2007.
Figure 2.
UV-Vis mean spectra (black: condition when new, red: 100 cycles) (Source: Reutlingen University).
Figure 2.
UV-Vis mean spectra (black: condition when new, red: 100 cycles) (Source: Reutlingen University).
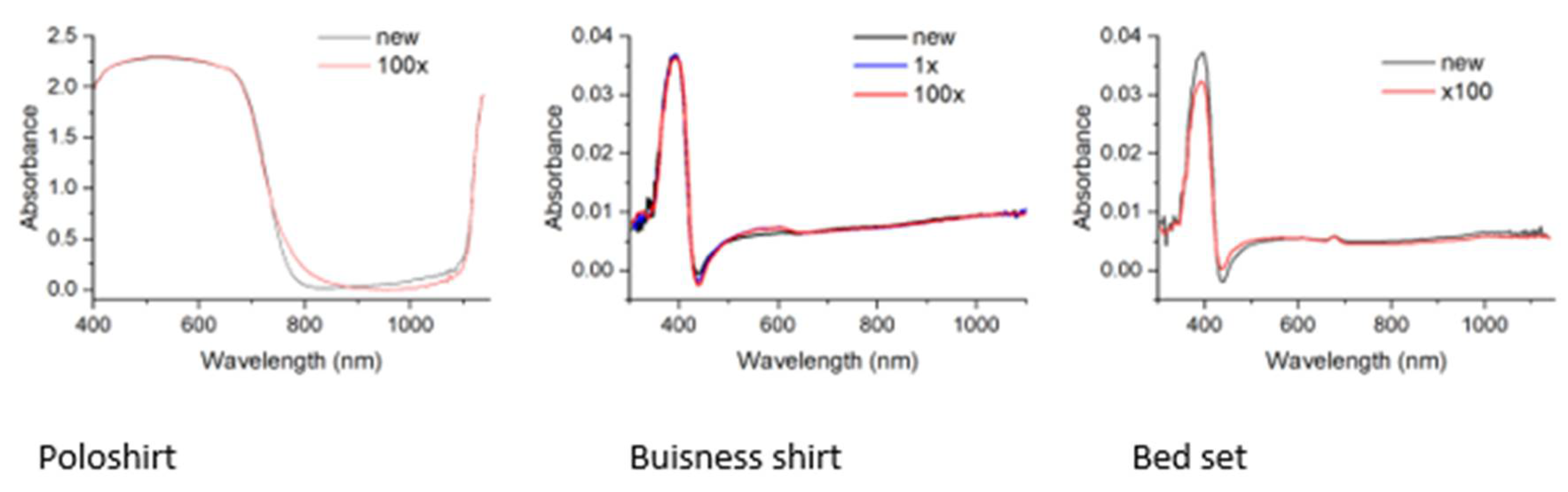
Figure 3.
FTIR spectra of recycled mono ethylene glycol (r-MEG) and recycled terephthalic acid (r-TA) (source: Reutlingen University).
Figure 3.
FTIR spectra of recycled mono ethylene glycol (r-MEG) and recycled terephthalic acid (r-TA) (source: Reutlingen University).
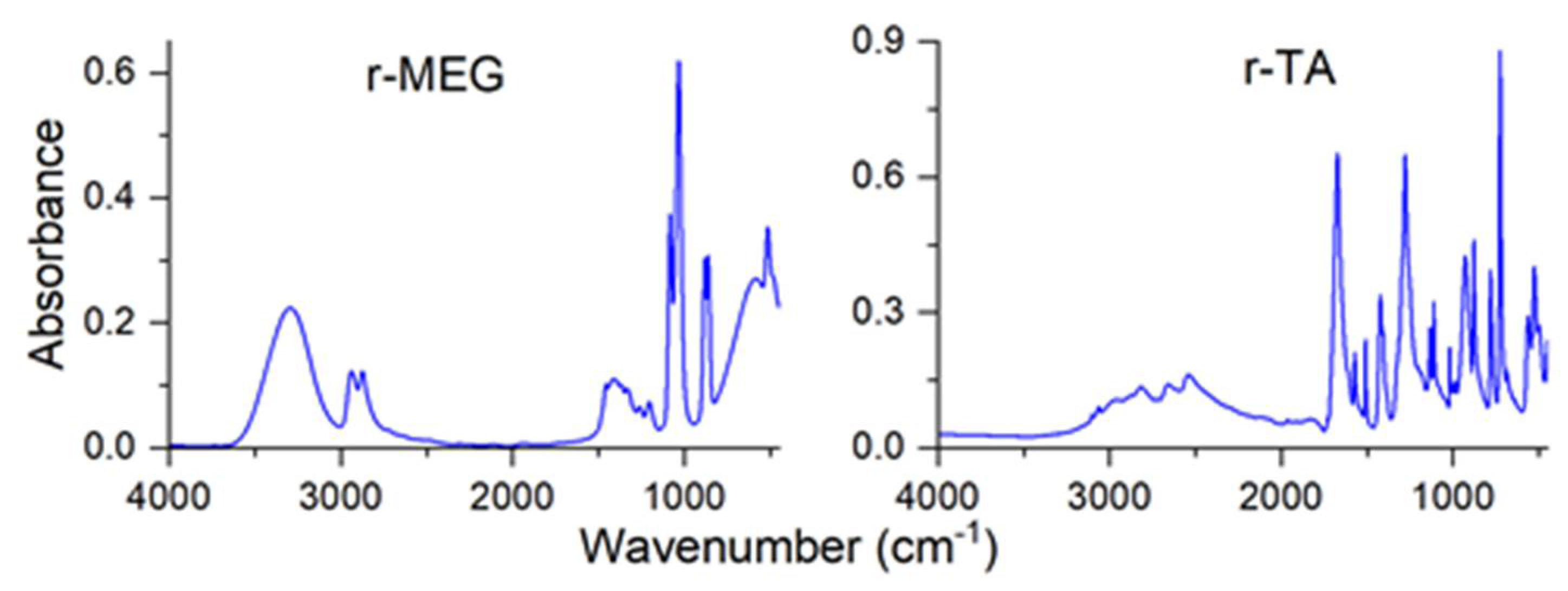
Figure 4.
FTIR spectrum of recycled and virgin PES (r-PES, black, bottom, v-PES, red, top) (source: Reutlingen University).
Figure 4.
FTIR spectrum of recycled and virgin PES (r-PES, black, bottom, v-PES, red, top) (source: Reutlingen University).
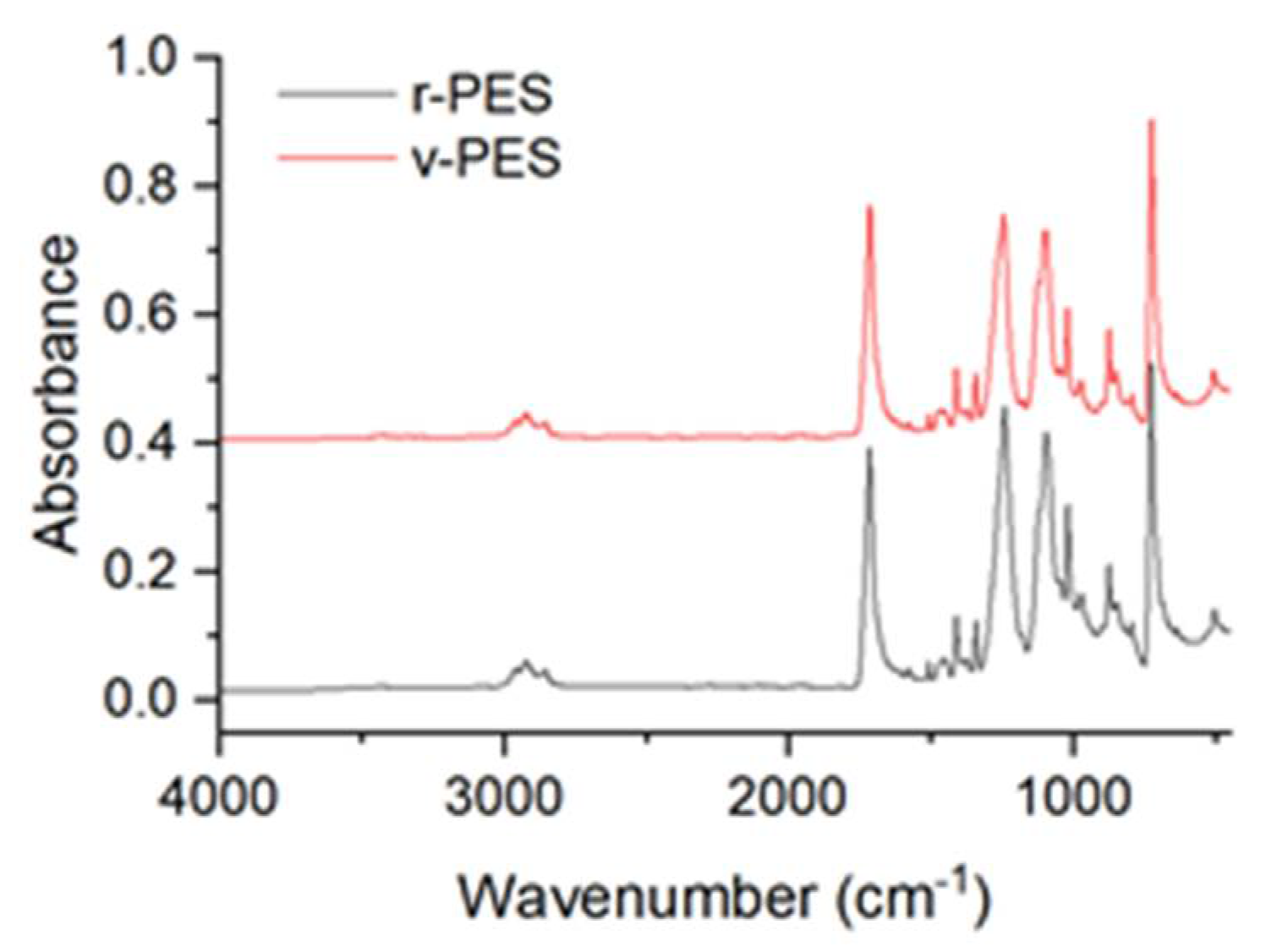
Figure 5.
FTIR spectrum of cellulose residues (black, bottom) and cotton reference textile (blue, top) (source: Reutlingen University).
Figure 5.
FTIR spectrum of cellulose residues (black, bottom) and cotton reference textile (blue, top) (source: Reutlingen University).
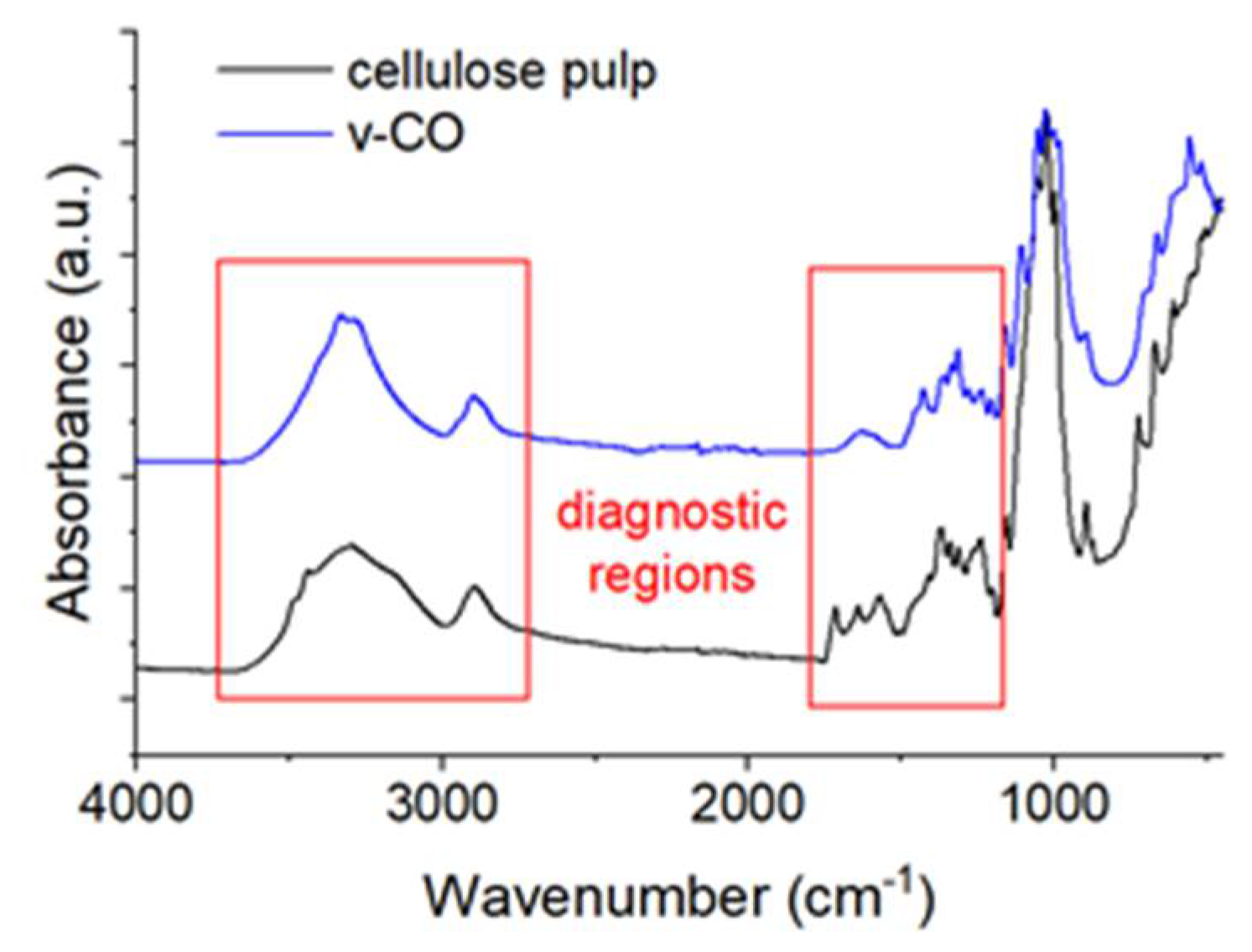
Figure 6.
Carbon footprint (top) and acidification potential (bottom) of the DiTex bed linen over the entire service life in individual life cycle stages (source: own data).
Figure 6.
Carbon footprint (top) and acidification potential (bottom) of the DiTex bed linen over the entire service life in individual life cycle stages (source: own data).
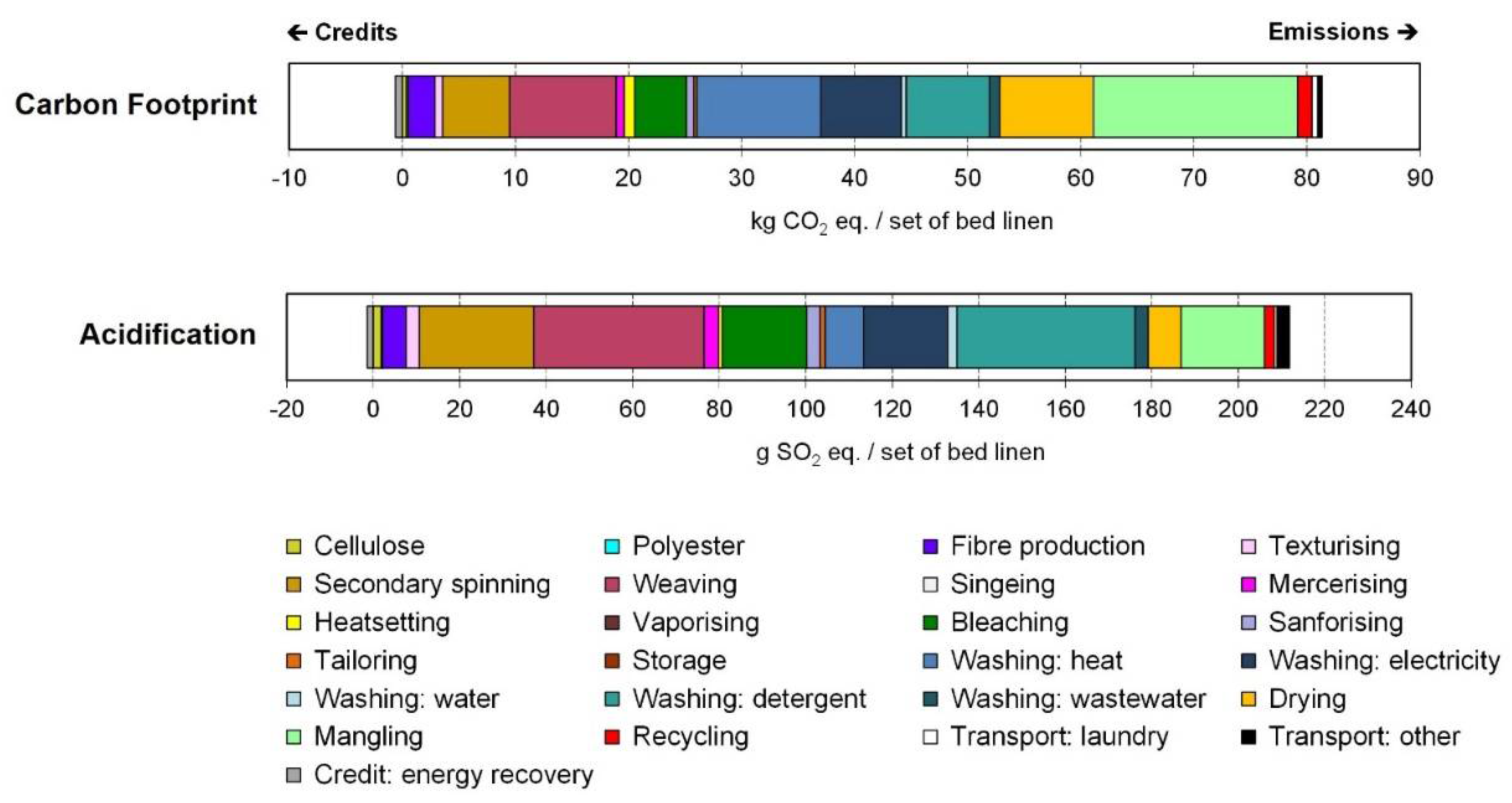
Figure 7.
Potential savings in the analysed environmental impacts through the implemented optimisations of DiTex textiles (source: own data).
Figure 7.
Potential savings in the analysed environmental impacts through the implemented optimisations of DiTex textiles (source: own data).
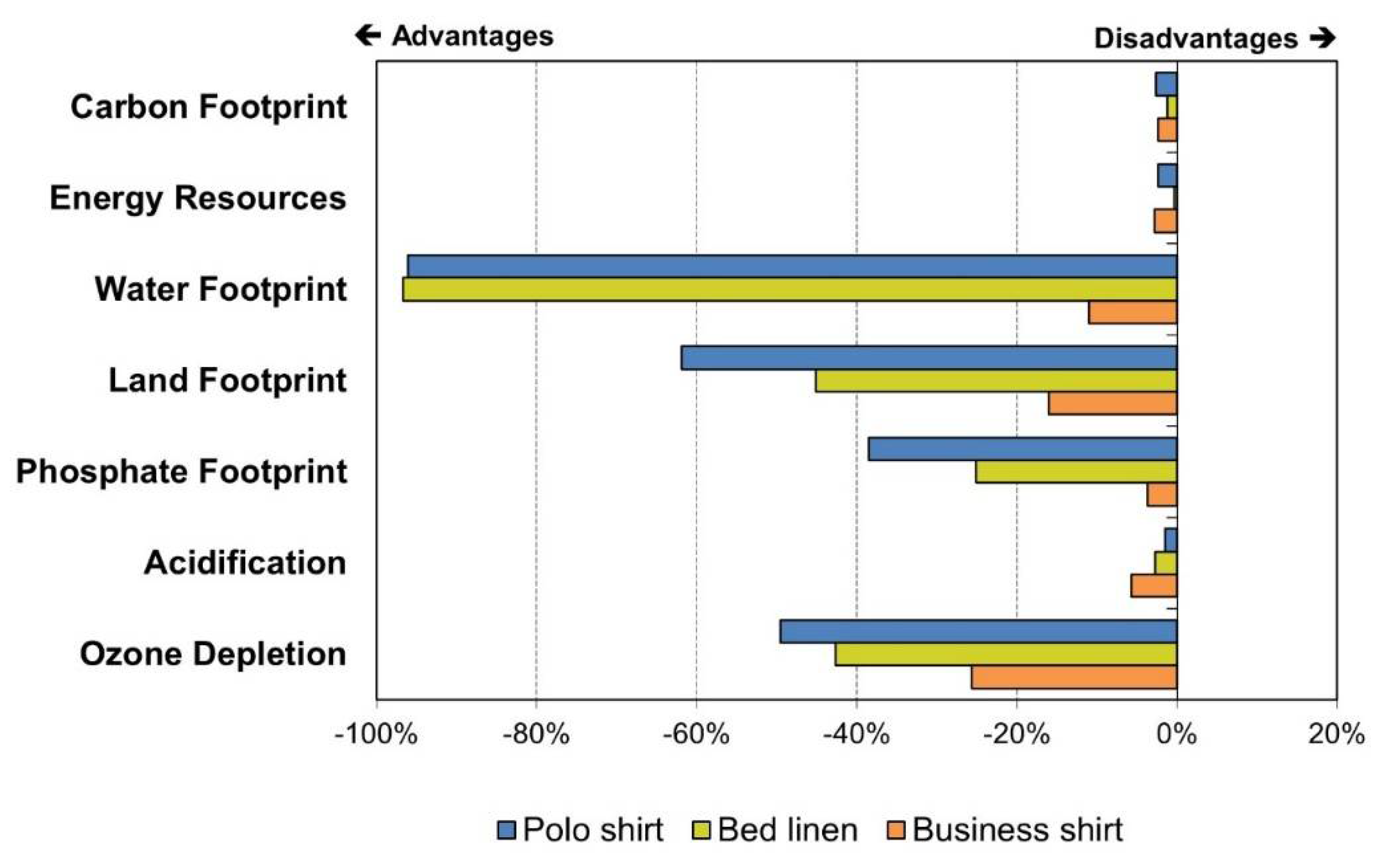
Figure 8.
Carbon footprint for the provision and material (use) of polyester in the reference bed linen and the DiTex bed linen with recycled polyester instead of polyester (source: own data).
Figure 8.
Carbon footprint for the provision and material (use) of polyester in the reference bed linen and the DiTex bed linen with recycled polyester instead of polyester (source: own data).
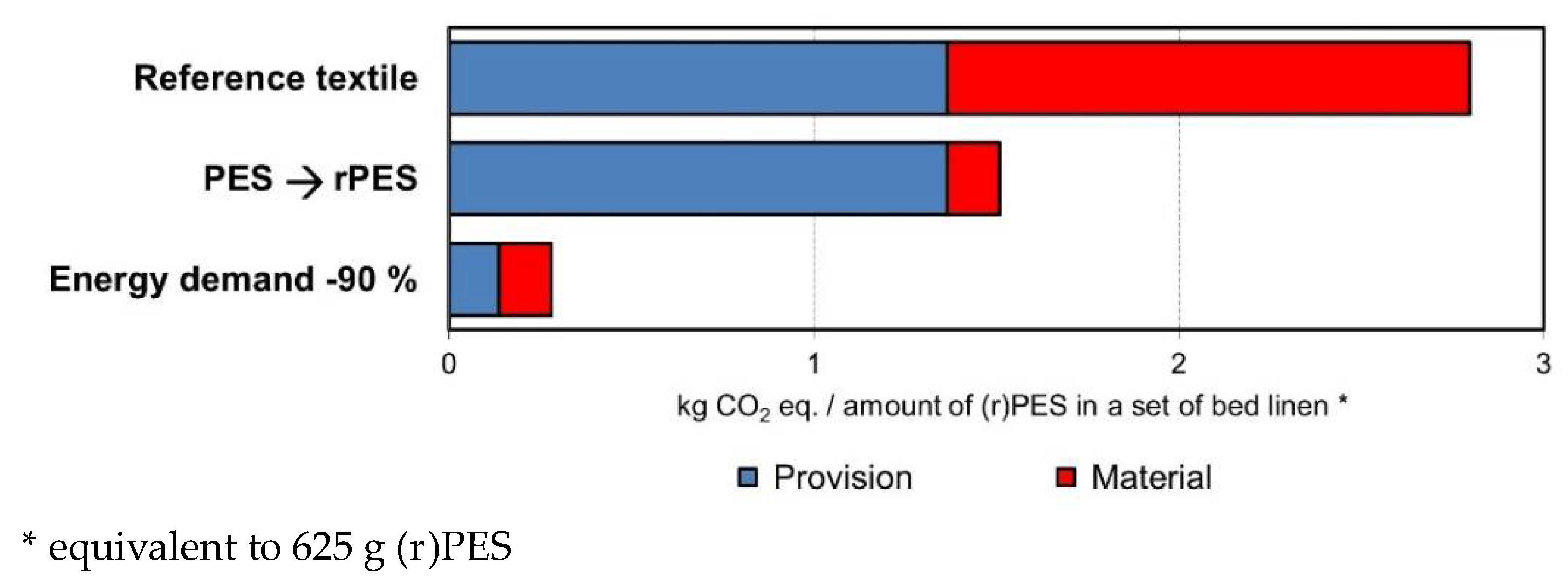

Table 1.
Selected differences between the analysed newly developed, optimised DiTex textiles and their references. (Source: own compilation).
Table 1.
Selected differences between the analysed newly developed, optimised DiTex textiles and their references. (Source: own compilation).
| Polo shirt | Business shirt | Bed linen | ||||
|---|---|---|---|---|---|---|
| Reference | DiTex | Reference | DiTex | Reference | DiTex | |
| Fibre composition |
60% PES | 100% rPES | 70% CO | 62% OCO | 50% CO | 50% rCLY |
| 40% CO | 30% PES | 38% rPES | 50% PES | 50% rPES | ||
| End of life | Energy recovery |
Chemical recycling |
Energy recovery |
Chemical recycling |
Energy recovery |
Chemical recycling |
Abbreviations: CO: Cotton, OCO: Organic Cotton, rCLY: r30 Lyocell, PES: Polyester, rPES: recycled Polyester.
Table 2.
Impact categories used and life cycle impact assessment method.
| Impact category | Life cycle impact assessment method |
|---|---|
| Climate change (carbon footprint) | IPCC 2021 [60] |
| Cumulative energy demand (CED) of non-renewable energy resources |
VDI 2012 [61] |
| Water footprint | Boulay et al. 2018 [62] |
| Land footprint | Fehrenbach et al. 2019 [63] |
| Phosphate footprint | Reinhardt et al. 2019 [64] |
| Acidification potential | CML 2016 [65] |
| Ozone depletion potential | Ravishankara et al 2009 [66] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



