
Submitted:
16 May 2024
Posted:
16 May 2024
You are already at the latest version
Abstract
In recent years, technical processes for the sequestration of CO2 through industrial waste mineral carbonation have been explored and developed. There is a large portfolio of Carbon Capture, Uti-lisation and Storage (CCUS) techniques that have been employed on a laboratory and at pilot scale. These include geological storage, ocean storage and mineralisation by carbonate ores. In view of this, the main purpose of this research was to investigate and explore chemical variables, particularly ammonium salts as lixiviants for calcium mineral extraction from iron making slag. The slag in use was acquired from a Steel Mill in the Vaal Triangle Region in Gauteng, South Af-rica. The experimental test work was conducted using different ammonium lixiviants, namely, NH4NO3, NH4Cl and CH3COONH4 to understand the influence of anion type as well as possible differences in mechanisms of interactions. Lixiviant concentration as well as the reaction time were varied in this research study. The three selected ammonium based lixiviants showed different extents of calcium extraction owing to differences in the anion groups. NH4NO3, NH4Cl and CH3COONH4 were found capable of dissolving 50% to 80% of calcium from the selected slag for different molar concentrations. Anion type and leaching time also had significant influences on the leaching of calcium from the slag. Rapid pH degradation resulted in better calcium extraction ca-pabilities. This work has shown that the selected ammonium salts have a potential as lixiviants for calcium dissolution from iron making blast furnace slags. These lixiviants would therefore be important to consider during calcium mineral carbonation for CO2 sequestration.
Keywords:
Ammonium Lixiviants
; Calcium Mineral
; CO2 Sequestration
; Ironmaking Slag
1. Introduction
Anthropogenic carbon dioxide (CO2) emissions and their deleterious effect climate change are currently a major environmental threat around the globe [1,2,3]. South Africa (SA) is one of the countries which are hit hard by these adverse effects of CO2 gas due to the fact that SA relies heavily on fossil fuels for electricity generation as well as heavy mining, manufacturing industries and pyrometallurgical processes such as refining [4]. Carbon dioxide capture and storage (CCS) at many power plants and other large point sources such as cement production and steelmaking industries represent the most promising tool for the reduction of current excess CO2 generation [5]. According to Surridge and Cloete [6], South Africa generates about 420 million tonnes (Mt) of CO2 per annum. This contributes to about 1% of global emissions [7], making it one of the world’s most ‘environmentally unfriendly’ economies that are listed within the top 20 greenhouse gas releasing countries around the world [2,3,7,8]. High percentages of CO2 are experienced in the global greenhouse gas emissions being sourced by different sectors including petroleum, petrochemical, mining and power generation plants [2,3]
Iron and steel slags are by-products of the CO2-generating metal-making processes [9]. Recycling these slags may mitigate the environmental impact of steelmaking to some extent, hence a process of carbonation of calcium from slag material as a means of reducing severe environmental impact by carbon production has been studied and is seen as a promising step-change for the iron and steel making industry [5,10,11,12,13]. Both physical and chemical characteristics of steel slags were analysed in previous studies in the literature and the research progress of iron and steel slag application globally as recyclable raw material in road construction landfill, soil reclamation, cement and concrete production, filler material in pulp or paper industry and fertilizer production for agricultural purposes were introduced respectively [14,15,16,17]. Iron and steel slags are defined as non-metallic residues from steelmaking manufacturing process and they mainly consist of calcium, magnesium and alumino-silicates in different quantities [9,18]. Slag formation occurs when the limestone reacts with silicon dioxide sand at elevated temperatures [19]. Different types of slags are produced from steel mills such as Blast Furnaces, Converters, Basic Oxygen Furnaces and Electric-Arc Furnaces with different mineralogical and elemental compositions that depend primarily on the cooling technique used: air-cooled, foamed, granulated or non-granulated slags, and they are microscopically very variable [20,21,22,23].
One scientific method of achieving the remedial action against the gradual increase of CO2 concentration that arises from industrial and human activities, is through the extraction of calcium mineral from iron and steel slag and further carbonation of the calcium-rich leach liquor to produce a marketable precipitated calcium carbonate (PCC). In most cases ammonium salts are utilized as lixiviants to selectively extract calcium from the steel residue [24,25]. The processes, contributing towards a precipitated calcium carbonate, can broadly be split into two routes: direct carbonation and indirect carbonation [6]. For example, direct carbonation of Ca(OH)2 would largely refer to the reaction of Ca(OH)2 with CO2 to produce CaCO3 and H2O as shown in Equation 1 while indirect carbonation of Ca(OH)2 refers to the dehydration of Ca(OH)2 to form CaO and H2O, with the resulting CaO reacting with CO2 to form CaCO3 as shown by Equation 2 (the reverse of reaction in Equation 1) and Equation 3 [26]. Direct carbonation promises to be more advantageous because it can be conducted in a single step, which is typically carried out at elevated temperatures (of up to 185°C) and pressures (of up to 150 bar). This ensures an increase in the carbonation capability and efficacy. As aforementioned and evident with Reaction 2 and Reaction 1, indirect carbonation involves a two-stage process where the extraction of calcium mineral and CO2 mineralisation are conducted in separate reaction vessels and may thus introduce drawbacks in terms of operational challenges as well as cost implications (both with the capital and operating expenditure being significantly higher than direct carbonation) [27,28,29].
Ca(OH)2 + CO2 → CaCO3 + H2O
CaCO3 + H2O → Ca(OH)2 + CO2
CaO + CO2 → CaCO3
Kakizawa et al. [30] considered acetic acid as a lixiviant for the leaching process in one of the most promising multi-step methods for extracting calcium from calcium silicates. It was claimed that process occurred spontaneously under favourable conditions.
During slag formation the limestone reacts with the sand to form a calcium silicate compound (wollastonite) as shown in Equation 4.
CaO + SiO2 → CaSiO3
Calcium ions are extracted from the calcium silicate compound by leaching in acetic acid as shown in Equation 5.
CaSiO3 + 2CH3COOH → Ca2+ + 2CH3COO- + SiO2 + H2O
The Gibbs free energy change of each step was shown to be negative, so no large amounts of energy input are required and hence the spontaneity of the [30].
Ammonium salts, namely, ammonium chloride (NH4Cl) and ammonium nitrate (NH4NO3) were first proposed by Yogo et al. [12] as potential lixiviants for calcium extraction, though these were previously reported as less efficient in extraction of calcium compared to acid-based routes, where spontaneous recycling of the solvent solution is followed calcium by carbonation to improve process economics. This concept has since been developed further in numerous studies [13,24,25,31,32,33].
Ammonium salts present distinct advantages over other lixiviants such as strong acids in mineral carbonation through selective leaching of calcium from iron and steel slags [24,25,33]. These advantages are, namely, their selectivity for calcium over other elements in the slags, high solubility, pH control, environmental friendliness, and cost-effectiveness [18,24,34,35,36,37]. These salts which include NH4NO3, CH3COONH4, (NH4)2SO4, and NH4Cl, exhibit preferential complexation with calcium ions, ensuring efficient extraction while maintaining a constant pH. Their high solubility facilitates homogeneous leaching solutions, thus contributing to improved leaching efficiency. Furthermore, their reduced environmental impact and lower cost make them a reasonable and practical choice for large scale industrial applications. Acetic acid (CH3COOH) as a weak acid may also be preferred over strong acids owing to being environmentally friendly and selective to calcium and magnesium over other elements in iron and steel making slags [21].
Eloneva et al. [38] reported that using NH4Cl solution as a lixiviant for calcium from a silicaceous slag ensures the formation of CaCl2 and NH3 when NH4Cl is reacted with the calcium silicate in the slag and that the reaction proceeds as shown in Equation 6.
2CaO.SiO2 + 4NH4Cl → 2CaCl2 + 4NH3 + 2H2O + SiO2
According to previously conducted experiments by Eloneva et al. [38] where lixiviant concentrations of 2 M aqueous solutions of ammonium nitrate, ammonium chloride and ammonium acetate were used, these were found capable of yielding an extraction efficiency of 70–80% of the calcium-rich slag from a steel converter. In these experiments solid to liquid ratio of 20 g/L was used. Therefore, dissolution of calcium from a steel converter slag in different solid to liquid ratios in 2 M ammonium salt solutions was also experimented by Eloneva et al. [38], where batches of samples with various masses were used in order to vary the solid to liquid ratio: (1, 2, 3, 5, 10, 15, 20 and 30 g) respectively.
Their experimental results showed that dissolution of calcium was higher in aqueous solutions of ammonium nitrate than in ammonium acetate or ammonium chloride, although the differences were not large in that they were in the 0-3% range. The extraction efficiency decreased dramatically as the solid to liquid ratio increased until the ratio of 60 g/L. Therefore, highly dense pulps seemed to hinder dissolution processes. As the solid to liquid ratio was increased from 20 g/L up to 100 g/L, the calcium concentration in the formed solution increased significantly. However, when the solid to liquid ratio was further increased up to 400 g/L, calcium concentration only doubled, after which the concentration increased only slightly. It was reported that stronger solution concentrations, particularly greater than 2 M should be able to produce better extraction capabilities especially at higher solid to liquid ratios, but this seems to be limited by the total solubility of the selected lixiviant. As a result of challenges seen by earlier researchers, such as improving the kinetics of the leaching and mineral carbonation reactions, and finding environmentally benign lixiviants , more frontier research on carbon capture utilisation and storage (CCUS) through utiisation of iron and steel making slags has been conducted.
He et al. [17] demonstrated synergistic calcium leaching and iron enrichment through the indirect carbonation of thermally modified steel slag. This study highlights the potential of steel slag as a resource for carbon capture and storage, while also recovering valuable metals.Moon et al. [18] explored carbon mineralisation of steel and iron-making slag, emphasising its role in paving the way towards a sustainable and carbon-neutral future. They showed the importance of transforming industrial by-products into valuable carbon sinks. Lee et al.[36] investigated carbon dioxide capture using steel slag in a mineral carbonation plant, shedding light on the important process parameters and product characteristics involved. They demonstrated that understanding the variability of key process factors is crucial for the optimisation of carbon capture efficiency and product quality from a mineral carbonation plant they studied. Wei et al. [37] explored CO2 sequestration using converter slag and cold-rolling wastewater, highlighting the effect of carbonation parameters on the CCUS process. Their study provided insights into enhancing carbon capture efficiency by optimising process conditions such as the ionic strength of the cold-rolling wastewater. Another study by Lin et al. [39] synthesised calcium carbonate from Kambara reactor desulfurisation slag via indirect carbonation, demonstrating the potential of steel slag as a feedstock for CO2 capture and utilisation. This approach offers a promising route for both environmental remediation and resource recovery. Kang et al. [40] optimized CO2 sequestration in alkaline industrial residues, elucidating the enhancement mechanism in saline soil. Their findings showed that understanding the factors influencing carbonation kinetics and mechanisms is essential for designing efficient CCUS systems.
Wang et al. [41] reviewed state-of-the-art techniques for mineral carbonation of iron and steel by-products, highlighting economic, environmental, and health implications. They did a comprehensive review on this, thus providing a holistic perspective on the challenges and opportunities associated with steel slag-based CCUS. They showed that these processes involve many physicho-chemical parameters and demonstrated that some key parameters are case dependent, e.g., slag specific, hence the need for this study where consideration is given to a blast furnace slag from a local iron making operation. Lin et al. [42] assessed carbon dioxide sequestration by industrial wastes through mineral carbonation, offering insights into what was then accepted as current status and future perspectives of this technology. They addressed technical challenges around scaling up carbon capture technologies which are crucial for widespread adoption of CCUS technologies. Liu et al. [43] investigated ultrasonic-enhanced leaching of steel slag with acetic acid, with a keen interest on unravelling a mechanism to efficiently extract calcium and synthesise calcium carbonate whiskers. Their study demonstrated innovative approaches for enhancing carbon capture efficiency and product value. Liu et al. [44] also explored microwave-enhanced selective leaching of calcium from steelmaking slag to fix CO2 and produce high-value-added CaCO3. Their research made highlights to the potential of novel processing techniques for valorising industrial by-products while mitigating carbon emissions. These recent advancements and frontier research developments in iron and steel slag-based CCUS, show their significance in addressing climate change and promoting sustainable industrial practices that could be adopted should they be deemed viable options.
From the literature reviewed, a typical calcium leaching and carbonation route has worked for many studies [21,24,25,45,46,47,48]. Ammonium salt solutions such as NH4NO3, CH3COONH4, (NH4)2SO4 and NH4Cl can be used as lixiviants for dissolving calcium and magnesium minerals from their raw materials such as waste cement and ironmaking slags due to their availability and extractable quantities of calcium and magnesium. The beneficiation of these minerals may be governed by many physico-chemical parameters such as temperature, grain size, solvent concentration and solid to liquid ratio. Despite many scientific investigations conducted on the use of ammonium salts for alkaline leaching of calcium and subsequent leachate mineralisation by carbonation, the influence of factors such as pH solution, the role of the anion type and the lixiviant molar concentration has rarely been considered in detail, thus leaving a gap in the literature.
Therefore, the main objective of this research study was to investigate chemical variables affecting calcium mineral extraction from iron and steel slag. Parameters that were considered are, mainly, lixiviant molar concentration, solution pH and the role of the anion types. The experiments were conducted using different ammonium salts, namely, NH4NO3, CH3COONH4 and NH4Cl to investigate the leachability of calcium in various lixiviants.
2. Materials and Methods
2.1. Materials
A calcium-rich slag sample was obtained from ArcelorMittal South Africa, Vanderbijlpark Works, located in the Vaal Triangle of the Gauteng province in South Africa. The Auger sampling method was used on the blast furnace slag stockpile on-site to ensure a representative portion of the stockpile weighing 50 kg. Once the slag sample was receipt in the Department of Chemical and Metallurgical Engineering at the Vaal University of Technology, the sample was blended using a Jones Riffler sampler followed by the necessary comminution process.
The leach setup consisted of magnetic stirrers to prepare the leaching salt solutions for different molar concentrations using distilled water. The particle size distribution of the sample was achieved by using a laboratory scale rod mill and a pulveriser for slag further particle micronisation down to 80% passing 75µm. This grind size is recommended for leaching processes [49]. Rod milling is preferred over ball milling in this case because the latter technique produces a size distribution that is wider than one that would have been otherwise obtained in continuous closed-circuit grinding. It is assumed that rod milling closely mimics the desired size distribution obtained in closed-circuit ball mills [50]. The leach solution was separated from the leach pulp by means of a filter press that is air-supplied by a compressor and the resulting filter cake was dried in an oven. The solvents that were used in the leaching of the slag were ammonium acetate (CH3COONH4), ammonium chloride (NH4Cl), and ammonium nitrate (NH4NO3). Concentrations of 2 M, 3 M and 5 M were maintained for all the solvents for the entire test work and pH tests were performed throughout the experiment with the use of a calibrated pH meter.
2.2. Calcium Mineral Extraction Stage
The finely milled blast furnace slag sample was used in leach experiments that were conducted at the following time intervals: 30, 60, 90 and 120 min respectively. The leach setup consisted of magnetic stirrers for agitation of the leaching solvent solutions for different molar concentrations using distilled water. A batch of 20 g of slag was dissolved in 100 mL of aqueous solution of each of the ammonium salts at ambient temperature. Four sealed glass bottles were used for calcium dissolution according to the four different time intervals. The pH values were measured at aforementioned time intervals in order to study its effect on the calcium dissolution using a pH electrode supplied by Thermo Scientific. After each interval the samples were filtered through a 0.2 µm membrane filter placed on the filter press, then the filter cake washed the filter cake after obtaining the filtrate. The filter cake on the membrane filter was oven dried for 2 h at 80°C and packaged after being dried and air-cooled. The schematic summary of the experimental setup is well-shown on Figure 1.
2.3. Chemical Analysis and Material Characterization
The finely ground blast furnace slag sample went through the initial sample characterisation using a ARL9400 XP+ sequential XRF (X-Ray Fluorescence) analyser and Uniquant software, in order to quantify the calcium in both the elemental and oxide form. A 50 times Dilution Factor was conducted on the filtrate samples before chemical analysis. A 100 mL of distilled water was used to dilute 2 mL of the filtrate for each lixiviant type and their corresponding concentrations. 10 mL of the diluted leach liquor from each lixiviant type was used in determining the after-leach results using a Varian Atomic Absorption Spectrometry (AAS) (AA140) to identify the chemical composition of the leached calcium. The percentage calcium extraction was determined using Equation 7.
where %Ca extraction represent the total weight percentage of calcium that was extracted from the slag, Ca(final) and Ca(initial) represents the concentrations in ppm (parts per million) of calcium resulted in the leachate and in the received slag respectively.
XRD characterisation of the blast furnace slag was also conducted on the milled sample of 80% passing 75 µm fraction of the slag in order to study the mineralogical characteristics of the slag. A Bruker D8 advance powder X-ray diffractometer (XRD) was used to analyse the crystallographic structure of the blast furnace slag.
3. Results
3.1. Characterisation of the Ironmaking Blast Furnace Slag Sample
Table 1 and Table 2 show the chemical composition of the slag in terms of oxides and the elemental composition of the slag respectively.
Table 2 shows that CaO was present at a wt.% of 57.4%, while MgO2 was present at a wt.% of 1.08% and these being two highly reactive minerals to ammonium based lixiviants. The significant amounts of these highly reactive minerals such as magnesium oxide (MgO) and calcium oxide (CaO) are comparable to other slags from various forms of iron and steel making slags[10]. According to Jiang et al. [52], slags from basic oxygen furnaces (BOFs) contain about 30-40% calcium oxide (CaO), 5-10% magnesium oxide (MgO), <2% phosphorus pentoxide (P2O5), 9-15% silicon oxide (SiO2) and 0.9-2.8% aluminium oxide (Al2O3). In addition, the oxide compositions of the slag under study correspond well with what was experimented upon previously [10] and give some differences on oxides in the 5-10% range in some making. It is also necessary to consider the run-of-mine (ROM) material grades and fluxing atmosphere during the ironmaking process compared to steelmaking processes. Although SiO2 is present in large quantities amounting to 24wt%, calcium as elemental seemed to be the only reactive metal that is present in a reasonably large quantity at a wt.% 66 (Table 2). Dolomite based fluxing agents which are common in ironmaking normally result in recoverable volumes of CaO and MgO in the slag, which can clearly be shown by the initial elemental and oxide characterisation as shown in Table 1 and Table 2 respectively. In addition, high alumina-based steel slags also reveal that some percentage of scrap material was added during steelmaking process to maintain high temperatures in their furnace atmosphere and speed up the total reaction period. This slag, emanating out of an iron making blast furnace was expected to be slightly different from the BOF slags chemistry reported by Jo et al. [25], as can be seen from Table 1 that apart from CaO and MgO, the slag contained other oxide compounds. These include sodium oxide (Na2O) at a wt.% of 0.1%, alumina (Al2O3) at 5.57 wt.%, silica (SiO2) at 24 wt.%, phosphorous pentoxide (P2O5) at 0.9 wt.%, sodium oxide (Na2O) at 1.27 wt.%, titanium oxide (TiO2) at 1.70 wt.%, manganese oxide (MnO) at 3.93 wt.%, and iron oxide (Fe2O3) at 4.10 wt.%. Table 2 also shows that the elemental composition for Ca was significantly higher for the selected slag at a wt.% of 66.
Figure 2 shows the XRD characterization results of the the ground slag. The characterisation results show that most of the calcium and magnesium present in the blast furnace slag are in the form of an aluminoakermanite ((Ca,Na)2(Al,Mg,Fe2+)) phase and not composed of the majority of calcium silicates found in previous studies [55]. The XRD results were interpreted using SEARCH MATCH software to identify the phases detected. An optical microscope was used to take images of the particles after milling and screening to separate the respective particle sizes; this showed that there were some metallic inclusions in the slag. This could be caused by either the imperfect separation of the pig iron from the slag during tapping or it may be that the droplets of metal never had the chance to combine with other droplets that would have allowed them to pass through the liquid slag through gravity.
Literature suggests that the presence of aluminium in the aluminoakermanite phase in blast furnace slags may be advantageous in the processing of the after-leach slag residues for the production of aluminosilicate-based zeolites [56]. The selected slag did not show any detectable levels of CaSiO3 which is a typical species in iron and steel making slags. A study conducted by Engstrom [57] attributed differences in the mineralogy of various blast furnace slags to the characteristics of the major mineralogical components, cooling and crystallisation rate. The XRD results for the selected iron making blast furnace slag also detected some metallic inclusions such as nickel (Ni).
3.2. Effect of Ammonium Lixiviants, Concentration and Dissolution Time
As the aim of this research study was to investigate the role of ammonium lixiviants on the dissolution and extraction of calcium from the selected iron making blast furnace, tests were conducted under three different lixiviant concentrations, namely, 2 M, 3 M and 5 M. The percentage calcium extraction increased gradually with the leaching time for all the lixiviant types with their corresponding concentrations.
Figure 3 represents the percentage calcium extraction from 2 M lixiviant solutions over time. CH3COONH4 showed a 50% calcium dissolution of calcium from the slag during the 1st time interval of the leaching period and continued in 60 min to perform above the other two lixiviants, namely, (NH4Cl) and (NH4NO3).
NH4Cl started fairly slowly in terms of reacting with the calcium in the blast furnace slag and only stabilised after a 60 min interval and resulted in a sharp cumulative extraction curve. A slight cumulative increase in percentage calcium extraction was maintained by NH4NO3 lixiviant type. All the lixiviant types yielded similar final percentage calcium dissolution after 120 min of the leaching period.
Figure 4 represents the percentage calcium extraction from 3 M lixiviant solutions over time. Figure 4 shows exceptionally high calcium dissolution percentage by NH4NO3 which yielded about 50% after 30 min of the leaching period and kept increasing dramatically compared to the other lixiviants for the entire leaching period.
Figure 4 also shows that, the percentage calcium extracted by NH4Cl started at 40% after 30 min of the leaching time and maintained an exponential increase in percentage calcium dissolution. CH3COONH4 showed the lowest dissolution percentage at the beginning of the experiment and started increasing significantly after 90 min of the leaching time, where it resulted in a cumulative increase in percentage calcium dissolution equal to the other lixiviants.
Figure 5 represents the percentage calcium extraction from 5 M lixiviant solutions over time. According to Figure 5, a 5 M lixiviant concentration resulted in a consistent exponential increase in percentage calcium extraction by NH4NO3 throughout the experiment.
From Figure 5, it can also be seen that CH3COONH4 showed a sharp cumulative increase in percentage calcium extracted which started at a higher magnitude of calcium dissolution after 30 min of leaching compared to other lixiviants, while NH4Cl maintained a fairly constant rate of change of the percentage calcium dissolution from 30 to 120 min. Although all the lixiviants reached similar highest percentage calcium extraction at the end of the experiment, CH3COONH4 experienced the fastest reaction with the calcium mineral followed by NH4Cl lixiviant with both lixiviants exhibiting a near linear relationship between the percentage calcium extraction and time in minutes.
Figure 6 represents the percentage calcium extraction from NH4NO3 lixiviant solutions over time. It is evident that the extraction of calcium increased with time, and it can also be seen that the rate of calcium extraction increased with increasing concentration and, however ionic strengths above 3 M resulted in the lowest calcium extraction such as 5 M NH4NO3 lixiviant solution.
Figure 6 shows that the 3 M concentration was very effective when NH4NO3 was used as a lixiviant, this is due to the fact that it showed exceptionally high percentage calcium dissolution for all the leaching periods compared to 2 M which seemed to be a better ionic strength over 5 M.
Figure 7 represents the percentage calcium extraction from CH3COONH4 lixiviant solutions over time. Increasing leaching time, resulted in an increase in calcium extraction. Figure 7 also shows that the rate of extraction was greater for the ionic strength of 2 M in the first 50 min compared to the ionic strengths of 3 M and 5 M which resulted in similar rates of calcium extraction throughout the leaching period.
According to Figure 7 there is no significant difference between 3 M and 5 M as they yielded close percentage calcium dissolution over all the leaching periods. A lixiviant concentration of 2 M started dissolving calcium at a higher rate which makes it better in the extraction of calcium when using CH3COONH4 as a lixiviant.
Figure 8 shows the % dissolution of calcium as a function of time in ammonium chloride solutions at three ionic strengths, namely, 2 M, 3 M and 5 M.
Figure 8, it can be seen that the 2 M and 5 M ionic strengths ammonium chloride solutions yielded consistently near linear trends with time while the 3 M solution resulted in an exponential trend. It is interesting to note that the trend for generally and distinctly higher for 2 M NH4Cl solution.
3.3. Overall Summary of Results
Table 3 displays the numerical data on the experiment conducted at different time intervals, lixiviant concentrations and lixiviant types. The solution pH was recorded throughout the experiment, although it was not one of the variables that were controlled. The data given about the solution pH clearly shows that higher pH values resulted in lower calcium dissolution while lower pH values led to higher calcium extraction potential. The main reason for pH measurement was to observe its effect although pH control was not one of the variable parameters. It was however deemed necessary to observe pH in order to make a reasonable correlation between lixiviant type, ionic strength, pH and calcium dissolution.
4. Discussion
4.1. The Effect of Lixiviant Molar Concentration
Several published studies have been published in the literature, considering various experiments for selective leaching of calcium from different steel slags [17,18,24,31,35,36,39,58], at molar lixiviant concentrations ranging from 0.5 to 2 M within a maximum leaching period of 4 h. The experimental conditions considered showed that an average calcium extraction efficiency of 70 – 80 % could be achieved, particularly when utilising ammonium salts such as NH4NO3, CH3COONH4, CH3COOH and NH4Cl as lixiviants. The ability of ammonium salts to selectively leach calcium from iron and steel slags was attributed to their complexation properties with calcium ions, this in turn played a crucial role in the dissolution and leaching of calcium from the slags, affecting the kinetics and therefore efficiency of calcium extraction.
In comparison with the results obtained in this research study, it is quite evident that higher calcium extraction efficiencies were achieved, and some were comparable to extraction efficiencies reported in literature on other iron and steel slags. According to Figure 4, it is clear that a lixiviant molar concentration of 2 M showed a potential of dissolving about 75 – 85 % of the calcium in the slag within 1 h and 30 min of the total leaching time by all the lixiviants. Figure 5 showed that within 1 h of the leaching period between 70 – 80 % of the calcium was dissolved by the NH4NO3 lixiviant type followed by CH3COONH4 and NH4Cl, when considering a 3 M concentration. A 5 M concentration relationship in Figure 5 showed that the fastest calcium extraction percentage that could be achieved was within 70 – 80% range and this appeared to occur within 1 h and 30 min of the leaching period. This observation suggests that for the selected iron making blast furnace slag, lixiviant concentrations greater than 3 M slowed the dissolution process, therefore the amenability of calcium to alkaline leaching process by ammonium salt solutions is greatly enhanced by lixiviant concentrations which are lower than 5 M for the given system investigated in this study. The percentage calcium extraction was somewhat higher in aqueous solutions of ammonium nitrate than in ammonium acetate or ammonium chloride. This difference can be attributed to differences in solution chemistry as well as how these differences allow for a complexation with calcium in solution.
The extraction efficiency increased quite slowly with stronger aqueous solutions especially in ammonium acetate and ammonium chloride, particularly at lixiviant concentrations greater than 3 M. Stronger solution concentrations (>3 M) may not be able to give higher extraction efficiencies for higher solvent concentrations, as this may very well depend or be limited by the degree of the solubility in the ammonium salts [24,25,33,35]. The higher lixiviant concentrations significantly slowed the kinetics of the alkaline leaching reactions and this primarily depends on the lixiviant type and its alkalinity.
4.2. The Effect of Anion Type of Ammonium Salts on the Percentage Calcium Extraction
Among many lixiviants employed previously in extraction of calcium from waste residues, NH4Cl has been commonly used [25,35], the calcium present in the slag material primarily reacts with the NH4Cl to form an intermediate CaCl2. The same reaction further produces NH3 that significantly shifts the pH value to alkaline medium which enhances the dissolution and carbonation of CO2 resulting in a CaCO3 precipitate and excess NH4Cl reforms, which can be reused in the extraction process if a two-stage pH swing process is employed.
Lower pH values favour calcium extraction whereas carbonation is favoured by elevated pH values [10], therefore the pH value is always a factor even if it is not experimentally controlled. However, higher pH values negatively affect the dissolution and extraction calcium as it increases from neutral to more alkaline medium mostly against chloride ions which are also aggressive at dissolving sulfur depending on the fineness of the raw material, thus such species may compete with the ability to dissolve calcium.
Figure 3 gives an indication that at 2 M ionic strength, the NH4Cl showed an ability to extract calcium due to the stability of its Cl- ions that led to a significant increase in calcium dissolution [10,35] when compared to CH3COO- and NO3- ions which appear to be unstable. This further supports the contention that at lower ionic strength, chloride ions remain stable because the pH value is low, and calcium extraction is favoured.
According to Figure 4, the 3 M ionic strength indicates that ammonium cation in the presence of NO3- ions may have had a significantly better stabilisation hence they possessed a consistently higher calcium dissolution throughout the leaching period, while the Cl- ions shows a significant drop in stability when compared to the dissolution rate at 2 M ionic strength as well as the CH3COO- ions. An increase in ionic strength from 2 M to 3 M resulted in a significant decrease in percentage calcium extraction by NH4Cl and this is due to the decrease in stability of the anion (Cl- ions) and the shifting of pH value to alkaline medium.
Figure 5 displays a 5 M lixiviant ionic strength relationship where there is a significant drop in percentage calcium dissolution by NH4NO3 lixiviant type and a consistent gradual increase in the dissolution by CH3COONH4 and NH4Cl respectively, this indicates that both CH3COOH- and Cl- ions showed the ability to dissolve calcium at higher ionic strength which yielded 75 – 80% calcium dissolution within the period of 1 hour and 30 minutes of the total leaching period. The theory of ionisation and solubility emphasises that the inert ions in solution create an ionic atmosphere around the cation and anion of the slightly soluble or insoluble salt. Inert cations surround the anion, while inert anions surround the cation and this gives an ionic atmosphere that has a lower charge than the cation or anion charge [17,18,35,38,39,40,41,42,43,44,52]. In general, the net charge on the inner ion and its ionic atmosphere is less than the charge on the inner ion. The higher the ionic strength, the larger the ionic atmosphere is induced in the charge; thus the stability of ions primarily depends on the valence electrons and their charges.
According to Jo et al. [25], the percentage calcium extraction capability was increasing significantly in the order of (NH4)2SO4 <NH4Cl<CH3COONH4<NH4NO3 salt solutions, irrespective of their corresponding solution corresponding concentrations being (0.5 M and 1.0 M). The results obtained in this study suggest that anion types present in the ammonium salts used as lixiviants, play a very important role in calcium extraction, the most influencing anion types in terms of calcium dissolution efficiency were found to be in the order of Cl-, CH3COO- and NO3- (from high to low) regarding their dissolution ability due to their positive response at different lixiviant concentrations namely 2 M, 3 M and 5 M. The solution pH was also shown to be an important aspect to consider as more alkaline solution chemistries yielded poor results in terms of calcium extractio.
5. Conclusions
Various aqueous leaching solutions were prepared and tested from a range of 2 M, 3M and 5M at different time intervals, totaling a leaching period of 120 min. Key variables therefore were lixiviant type (with a fixed cation, namely NH4+, and a variable anion, namely, CH3COO-, Cl- and NO3-), lixiviant solution concentration or ionic strength as well as leaching time. pH was monitored throughout the experiments so as to establish whether there would be any correlation between calcium dissolution, lixiant type and pH. Key findings from these variables are thus hereafter given.
A concentration of 2 M and 3 M showed a rapid percentage calcium extraction (70 – 80%) within 90 min of the leaching time when NH4NO3, CH3COONH4 and NH4Cl were experimented. The 5 M concentration in all the solvents indicated that the leaching reaction proceeds very slowly, particularly for NH4NO3 lixiviant due to the degree of the solubility of the solvent at elevated ionic strength.
Different ammonium salts used as lixiviants in this study resulted in different extents or rates of calcium mineral extraction based on their different anions which exhibited different chemical properties. It is concluded that all the lixiviant types utilised in this study showed a very positive response towards the calcium dissolution process, therefore their influence was found to be dominant in the order of NH4Cl <CH3COONH4 <NH4NO3, regardless of their solution concentrations as there is very insignificant difference between change in ionic strength in the final outcome not necessarily the reaction kinetics.
Solution pH changed with lixiviant type and concentration. Solutions that were the most alkaline were less strong in enabling the dissolution of calcium from the selected iron making blast furnace slag.
Acknowledgments
The authors of this work would like to thank ArcelorMittal South Africa, Vanderbijlpark Works for providing the Blast Furnace slag sample that was used in this research study. The Department of Chemistry at the Vaal University of Technology is also acknowledged for providing access to some of the analytical techniques used in this research study. The reviewers of this paper are also acknowledged for their comments and suggestions which helped improve the quality of this paper.
References
- Clift:, R. Climate Change and Energy Policy: The Importance of Sustainability Arguments. Energy 2007, 32, 262–268. [Google Scholar] [CrossRef]
- Kabir, M.; Habiba, U.E.; Khan, W.; Shah, A.; Rahim, S.; Rios-Escalante, P.R.D. los; Farooqi, Z.U.R.; Ali, L. Climate Change Due to Increasing Concentration of Carbon Dioxide and Its Impacts on Environment in 21st Century; a Mini Review. J King Saud Univ Sci 2023, 35, 102693. [Google Scholar] [CrossRef]
- Nunes, L.J.R. The Rising Threat of Atmospheric CO2: A Review on the Causes, Impacts, and Mitigation Strategies. Environments 2023, 10, 66. [Google Scholar] [CrossRef]
- Osman, K.; Coquelet, C.; Ramjugernath, D. Review of Carbon Dioxide Capture and Storage with Relevance to the South African Power Sector. S Afr J Sci 2014, 110, 12. [Google Scholar] [CrossRef]
- Sanna, A.; Uibu, M.; Caramanna, G.; Kuusik, R.; Maroto-Valer, M.M. A Review of Mineral Carbonation Technologies to Sequester CO2. Chem Soc Rev 2014, 43, 8049–8080. [Google Scholar] [CrossRef]
- Surridge, A.D.; Cloete, M. Carbon Capture and Storage in South Africa. Energy Procedia 2009, 1, 2741–2744. [Google Scholar] [CrossRef]
- DME Digest of South African Energy Statistics : 2009.; Dept of Energy, 2010; ISBN 9781920448257.
- Griscom, B.W.; Adams, J.; Ellis, P.W.; Houghton, R.A.; Lomax, G.; Miteva, D.A.; Schlesinger, W.H.; Shoch, D.; Siikamäki, J. V.; Smith, P.; et al. Natural Climate Solutions. Proc Natl Acad Sci U S A 2017, 114, 11645–11650. [Google Scholar] [CrossRef] [PubMed]
- Teir, S.; Eloneva, S.; Fogelholm, C.J.; Zevenhoven, R. Dissolution of Steelmaking Slags in Acetic Acid for Precipitated Calcium Carbonate Production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Kotoane, A.M. DEVELOPMENT AND OPTIMIZATION OF SELECTIVE LEACHING PROCESSES FOR THE EXTRACTION OF CALCIUM FROM STEEL SLAG IN VIEW OF SEQUESTERING CARBON DIOXIDE; 2013.
- Naidoo, Y. A Study into the Viability of Mineral Carbonation as a Means of CO 2 Sequestration in South Africa. 2013. [Google Scholar]
- Yogo, K.; Teng, Y.; Yashima, T.; Yamada, K. Development of a New CO2 Fixation/Utilization Process (1): Recovery of Calcium Form Steelmaking Slag and Chemical Fixation of Carbon Dioxide by Carbonation Reaction. Greenhouse Gas Control Technologies 2005, 2427–2430. [Google Scholar] [CrossRef]
- Kodama, S.; Nishimoto, T.; Yamamoto, N.; Yogo, K.; Yamada, K. Development of a New PH-Swing CO2 Mineralization Process with a Recyclable Reaction Solution. Energy 2008, 33, 776–784. [Google Scholar] [CrossRef]
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An Overview of Utilization of Steel Slag. Procedia Environ Sci 2012, 16, 791–801. [Google Scholar] [CrossRef]
- Doucet, F.J. Effective CO2-Specific Sequestration Capacity of Steel Slags and Variability in Their Leaching Behaviour in View of Industrial Mineral Carbonation. Miner Eng 2010, 23, 262–269. [Google Scholar] [CrossRef]
- Miranda-Pizarro, J.; Perejón, A.; Valverde, J.M.; Sánchez-Jiménez, P.E.; Pérez-Maqueda, L.A. Use of Steel Slag for CO2 Capture under Realistic Calcium-Looping Conditions. RSC Adv 2016, 6, 37656–37663. [Google Scholar] [CrossRef]
- He, D.; Yang, L.; Luo, Y.; Liu, G.; Wu, Z. Synergistic Calcium Leaching and Iron Enrichment by Indirect Carbonation of Thermally Modified Steel Slag. Constr Build Mater 2024, 411. [Google Scholar] [CrossRef]
- Moon, S.; Kim, E.; Noh, S.; Triwigati, P.T.; Choi, S.; Park, Y. Carbon Mineralization of Steel and Iron-Making Slag: Paving the Way for a Sustainable and Carbon-Neutral Future. J Environ Chem Eng 2024, 112448. [Google Scholar] [CrossRef]
- FRUEHAN, R.J. UNIQUE FUNCTIONS OF SLAGS IN STEELMAKING 263. 2004. [Google Scholar]
- Teir, S.; Eloneva, S.; Zevenhoven, R. Production of Precipitated Calcium Carbonate from Calcium Silicates and Carbon Dioxide. Energy Convers Manag 2005, 46, 2954–2979. [Google Scholar] [CrossRef]
- Teir, S.; Eloneva, S.; Fogelholm, C.J.; Zevenhoven, R. Dissolution of Steelmaking Slags in Acetic Acid for Precipitated Calcium Carbonate Production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Salminen, J.; Fogelholm, C.J.; Zevenhoven, R. Steel Converter Slag as a Raw Material for Precipitation of Pure Calcium Carbonate. Ind Eng Chem Res 2008, 47, 7104–7111. [Google Scholar] [CrossRef]
- Teir, Sebastian.; Picaset) Fixation of Carbon Dioxide by Producing Carbonates from Minerals and Steelmaking Slags; Helsinki University of Technology, 2008; ISBN 9789512293520.
- Eloneva, S.; Mannisto, P.; Said, A.; Fogelholm, C.J.; Zevenhoven, R. Ammonium Salt-Based Steelmaking Slag Carbonation: Precipitation of CaCO3 and Ammonia Losses Assessment. Greenhouse Gases: Science and Technology 2011, 1, 305–311. [Google Scholar] [CrossRef]
- Jo, H.; Park, S.H.; Jang, Y.N.; Chae, S.C.; Lee, P.K.; Jo, H.Y. Metal Extraction and Indirect Mineral Carbonation of Waste Cement Material Using Ammonium Salt Solutions. Chemical Engineering Journal 2014, 254, 313–323. [Google Scholar] [CrossRef]
- Blamey, J.; Yao, J.G.; Arai, Y.; Fennell, P. Enhancement of Natural Limestone Sorbents for Calcium Looping Processes. In Calcium and Chemical Looping Technology for Power Generation and Carbon Dioxide (CO2) Capture; Elsevier, 2015; pp. 73–105.
- Tamilselvi Dananjayan, R.R.; Kandasamy, P.; Andimuthu, R. Direct Mineral Carbonation of Coal Fly Ash for CO2 Sequestration. J Clean Prod 2016, 112, 4173–4182. [Google Scholar] [CrossRef]
- Coppola, A.; Scala, F.; Azadi, M. Direct Dry Carbonation of Mining and Industrial Wastes in a Fluidized Bed for Offsetting Carbon Emissions. Processes 2022, 10, 582. [Google Scholar] [CrossRef]
- Olajire, A.A. A Review of Mineral Carbonation Technology in Sequestration of CO2. J Pet Sci Eng 2013, 109, 364–392. [Google Scholar] [CrossRef]
- Yanagisawa, Y. A New CO2 Disposal Process via Artificial Weathering of Calcium Silicate Accelerated by Acetic Acid. Energy 2001, 26, 341–354. [Google Scholar] [CrossRef]
- Eloneva, S.; Said, A.; Fogelholm, C.J.; Zevenhoven, R. Preliminary Assessment of a Method Utilizing Carbon Dioxide and Steelmaking Slags to Produce Precipitated Calcium Carbonate. Appl Energy 2012, 90, 329–334. [Google Scholar] [CrossRef]
- Liu, Y.M.; Cui, X.; Hao, C.M.; Tao, F.R.; Li, J.Y. Modified Gelatin with Quaternary Ammonium Salts Containing Epoxide Groups. Chinese Chemical Letters 2014, 25, 1193–1197. [Google Scholar] [CrossRef]
- Hosseini, T.; Haque, N.; Selomulya, C.; Zhang, L. Mineral Carbonation of Victorian Brown Coal Fly Ash Using Regenerative Ammonium Chloride - Process Simulation and Techno-Economic Analysis. Appl Energy 2016, 175, 54–68. [Google Scholar] [CrossRef]
- Bao, W.; Li, H.; Yi, Z. Selective Leaching of Steelmaking Slag for Indirect CO2 Mineral Sequestration. Ind Eng Chem Res 2010, 49, 2055–2063. [Google Scholar] [CrossRef]
- Sun, Y.; Yao, M.S.; Zhang, J.P.; Yang, G. Indirect CO2 Mineral Sequestration by Steelmaking Slag with NH4Cl as Leaching Solution. Chemical Engineering Journal 2011, 173, 437–445. [Google Scholar] [CrossRef]
- Lee, H.; Kim, T.W.; Kim, S.H.; Lin, Y.-W.; Li, C.-T.; Choi, Y.; Choi, C. Carbon Dioxide Capture and Product Characteristics Using Steel Slag in a Mineral Carbonation Plant. Processes 2023, 11, 1676. [Google Scholar] [CrossRef]
- Wei, C.; Dong, J.; Hu, Z.; Zhang, H.; Wang, X.; Tong, Z.; Liao, C. CO2 Sequestration Exploration Utilizing Converter Slag and Cold-Rolling Waste Water: The Effect of Carbonation Parameters. Process Safety and Environmental Protection 2021, 148, 1233–1242. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Revitzer, H.; Salminen, J.; Said, A.; Fogelholm, C.-J.; Zevenhoven, R. Process Metallurgy Reduction of CO2 Emissions from Steel Plants by Using Steelmaking Slags for Production of Marketable Calcium Carbonate. 2010. [CrossRef]
- Lin, Y.; Yan, B.; Mitas, B.; Li, C.; Fabritius, T.; Shu, Q. Calcium Carbonate Synthesis from Kambara Reactor Desulphurization Slag via Indirect Carbonation for CO2 Capture and Utilization. J Environ Manage 2024, 351. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.; Yu, Z.; Zhang, Y.; Xu, T.; Guo, L.; Hao, S. Optimization of CO2 Sequestration in Alkaline Industrial Residues: The Enhancement Mechanism of Saline Soil. Chemical Engineering Journal 2024, 486. [Google Scholar] [CrossRef]
- Wang, S.; Kim, J.; Qin, T. Mineral Carbonation of Iron and Steel By-Products: State-of-the-Art Techniques and Economic, Environmental, and Health Implications. Journal of CO2 Utilization 2024, 81. [Google Scholar] [CrossRef]
- Lin, X.; Zhang, Y.; Liu, H.; Boczkaj, G.; Cao, Y.; Wang, C. Carbon Dioxide Sequestration by Industrial Wastes through Mineral Carbonation: Current Status and Perspectives. J Clean Prod 2024, 434. [Google Scholar] [CrossRef]
- Liu, L.; Gan, M.; Fan, X.; Gao, Z.; Sun, Z.; Ji, Z.; Wei, J.; Ma, S. Mechanism of Ultrasonic Enhanced Acetic Acid Efficiently Leaching of Steel Slag and Synthesis of Calcium Carbonate Whiskers. Sep Purif Technol 2024, 339. [Google Scholar] [CrossRef]
- Liu, L.; Fan, X.; Gan, M.; Wei, J.; Gao, Z.; Sun, Z.; Ji, Z.; Wu, Y.; Li, J. Microwave-Enhanced Selective Leaching Calcium from Steelmaking Slag to Fix CO2 and Produce High Value-Added CaCO3. Sep Purif Technol 2024, 330. [Google Scholar] [CrossRef]
- Mattila, H.P.; Grigaliu-naite, I.; Zevenhoven, R. Chemical Kinetics Modeling and Process Parameter Sensitivity for Precipitated Calcium Carbonate Production from Steelmaking Slags. Chemical Engineering Journal 2012, 192, 77–89. [Google Scholar] [CrossRef]
- Said, A.; Mattila, O.; Eloneva, S.; Järvinen, M. Enhancement of Calcium Dissolution from Steel Slag by Ultrasound. Chemical Engineering and Processing: Process Intensification 2015, 89, 1–8. [Google Scholar] [CrossRef]
- Lee, S.; Kim, J.W.; Chae, S.; Bang, J.H.; Lee, S.W. CO2 Sequestration Technology through Mineral Carbonation: An Extraction and Carbonation of Blast Slag. Journal of CO2 Utilization 2016, 16, 336–345. [Google Scholar] [CrossRef]
- Eloneva, S.; Said, A.; Fogelholm, C.J.; Zevenhoven, R. Preliminary Assessment of a Method Utilizing Carbon Dioxide and Steelmaking Slags to Produce Precipitated Calcium Carbonate. Appl Energy 2012, 90, 329–334. [Google Scholar] [CrossRef]
- Stange, W. The Process Design of Gold Leaching and Carbon-in-Pulp Circuits Figure 2-The Carbon-In-Pulp (CIP) Process.
- Wills, B.A.; Napier-Munn, T. Mineral Processing Technology. An Introduction to the Practical Aspect of Ore Treatment and Mineral Recovery; Elsevier Science & Technology Books, 2006; Vol. 7th.
- Monshi, A.; Foroughi, M.R.; Monshi, M.R. Modified Scherrer Equation to Estimate More Accurately Nano-Crystallite Size Using XRD. World Journal of Nano Science and Engineering 2012, 02, 154–160. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.C.; Shi, C.; Pan, S.Y. Characteristics of Steel Slags and Their Use in Cement and Concrete—A Review. Resour Conserv Recycl 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E. An Overview of Recovery of Metals from Slags. Waste Management 2003, 23, 933–949. [Google Scholar] [CrossRef] [PubMed]
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An Overview of Utilization of Steel Slag. Procedia Environ Sci 2012, 16, 791–801. [Google Scholar] [CrossRef]
- Baciocchi, R.; Costa, G.; Polettini, A.; Pomi, R. Influence of Particle Size on the Carbonation of Stainless Steel Slag for CO2 Storage. Energy Procedia 2009, 1, 4859–4866. [Google Scholar] [CrossRef]
- Chiang, Y.W.; Santos, R.M.; Elsen, J.; Meesschaert, B.; Martens, J.A.; Van Gerven, T. Towards Zero-Waste Mineral Carbon Sequestration via Two-Way Valorization of Ironmaking Slag. Chemical Engineering Journal 2014, 249, 260–269. [Google Scholar] [CrossRef]
- Engström, F. Mineralogical Influence on Leaching Behaviour of Steelmaking Slags : A Laboratory Investigation. A doctoral thesis. Luleå University of Technology Department of Chemical Engineering and Geoscience Division of Minerals and Metallurgical Engineering SE-97187 Luleå Sweden 2010.
- Polettini, A.; Pomi, R.; Stramazzo, A. Carbon Sequestration through Accelerated Carbonation of BOF Slag: Influence of Particle Size Characteristics. Chemical Engineering Journal 2016, 298, 26–35. [Google Scholar] [CrossRef]
Figure 1.
A Schematic Summary of the Experimental Leaching Test Work.
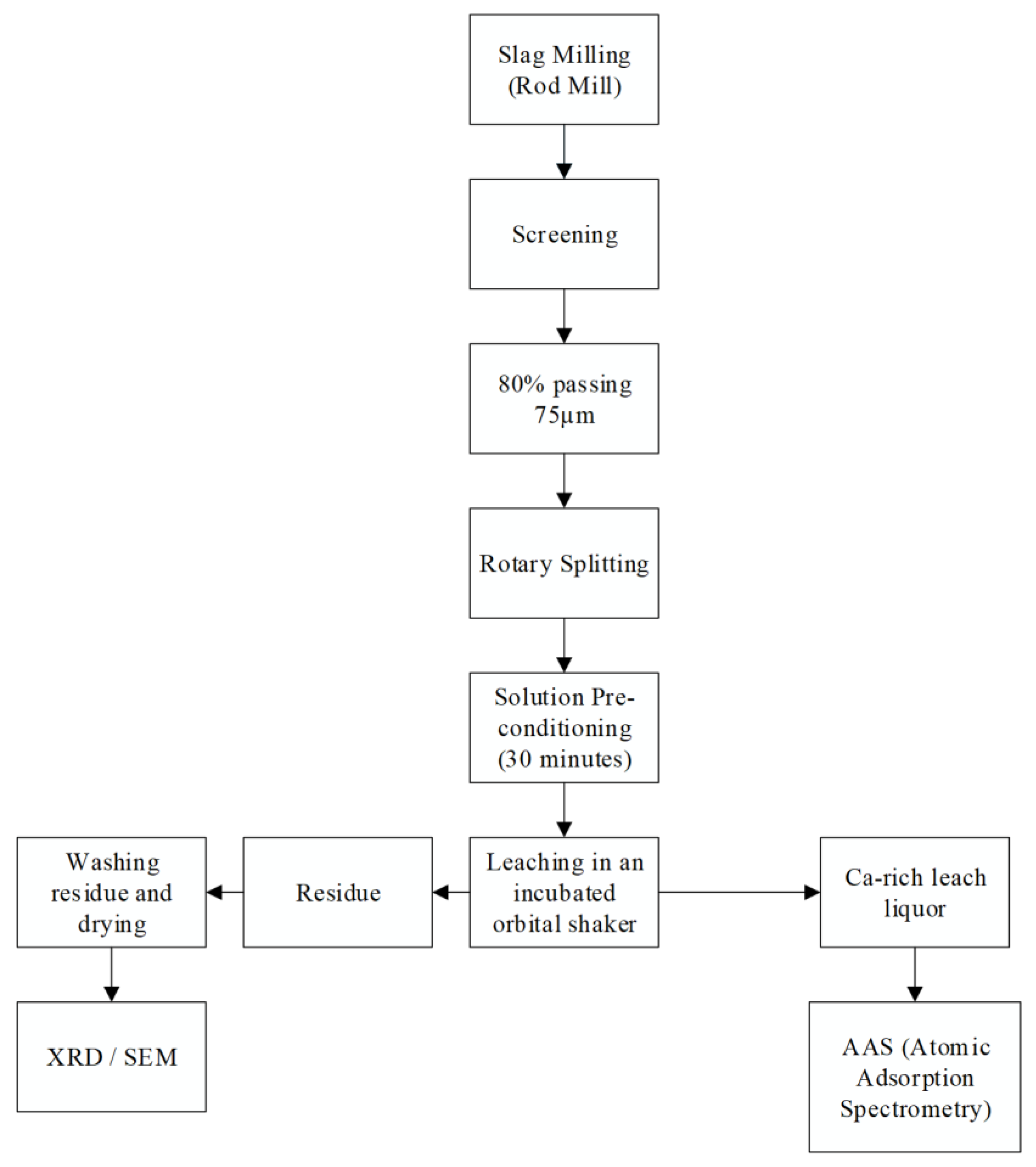
Figure 2.
XRD (X-ray diffraction) initial characterisation of the iron making blast furnace slag.
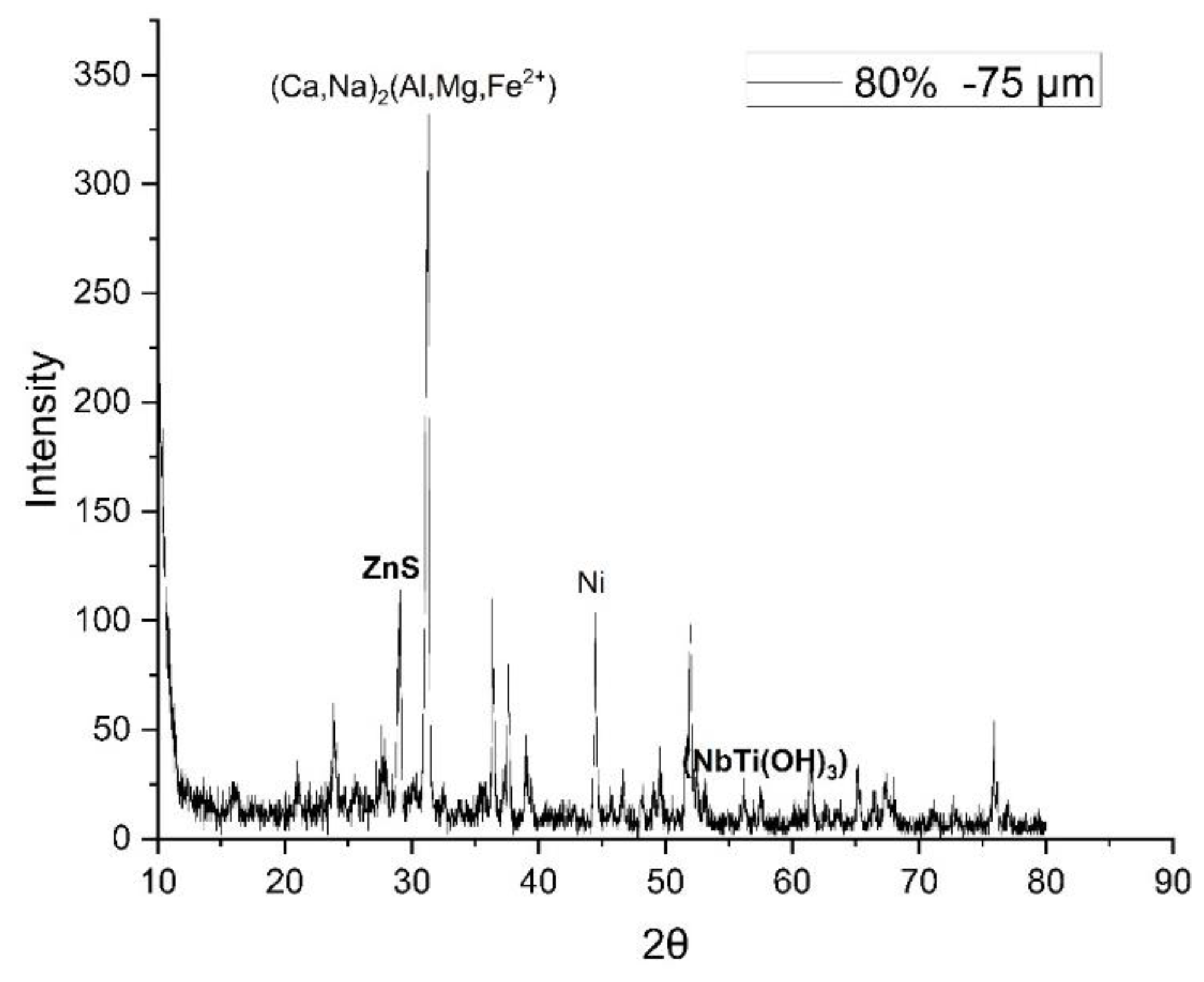
Figure 3.
Percentage Calcium Extraction from a Blast Furnace Slag in 2 M Lixiviant Solution.
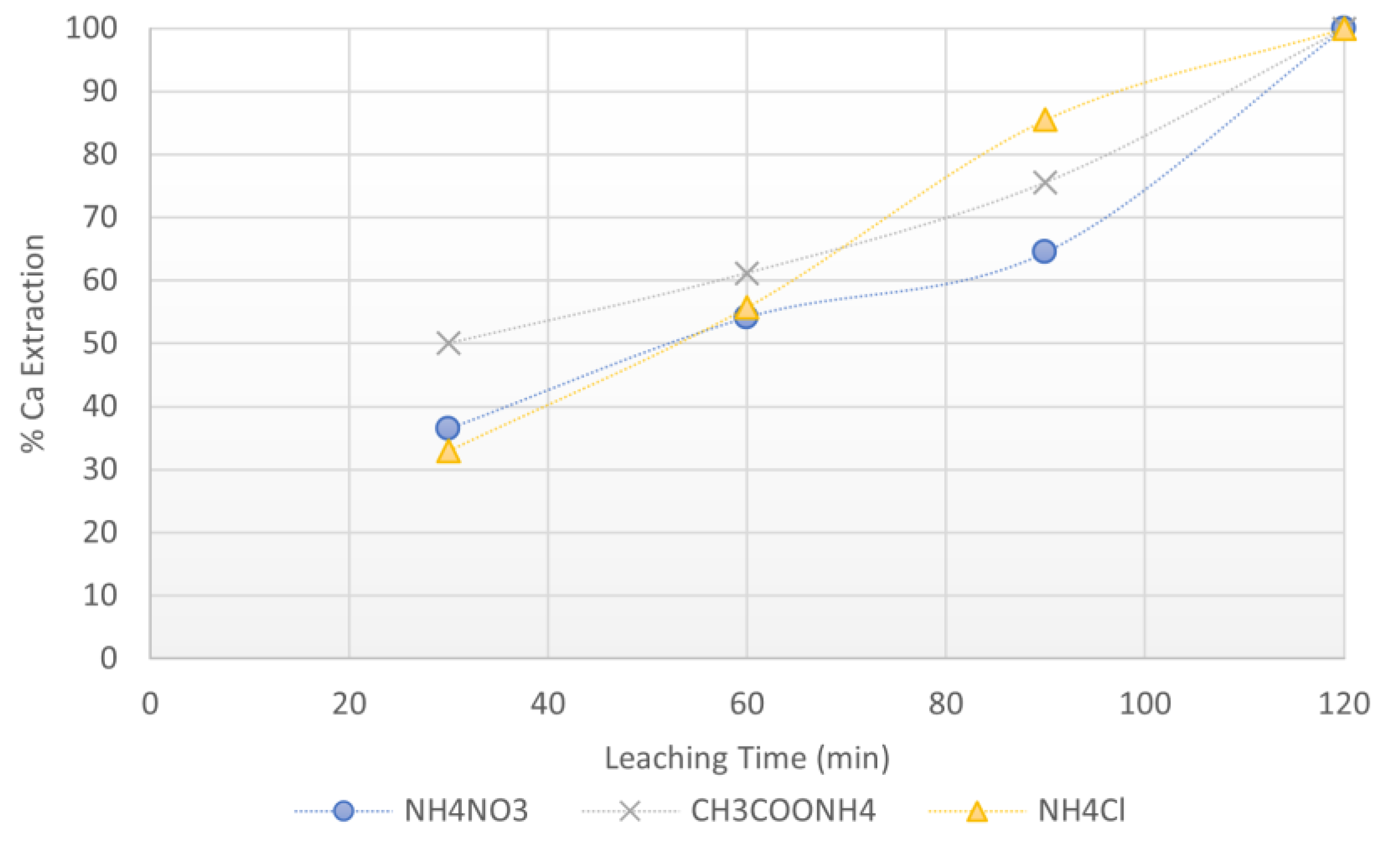
Figure 4.
Percentage Calcium Extraction from a Blast Furnace Slag in 3 M Lixiviant Solution.
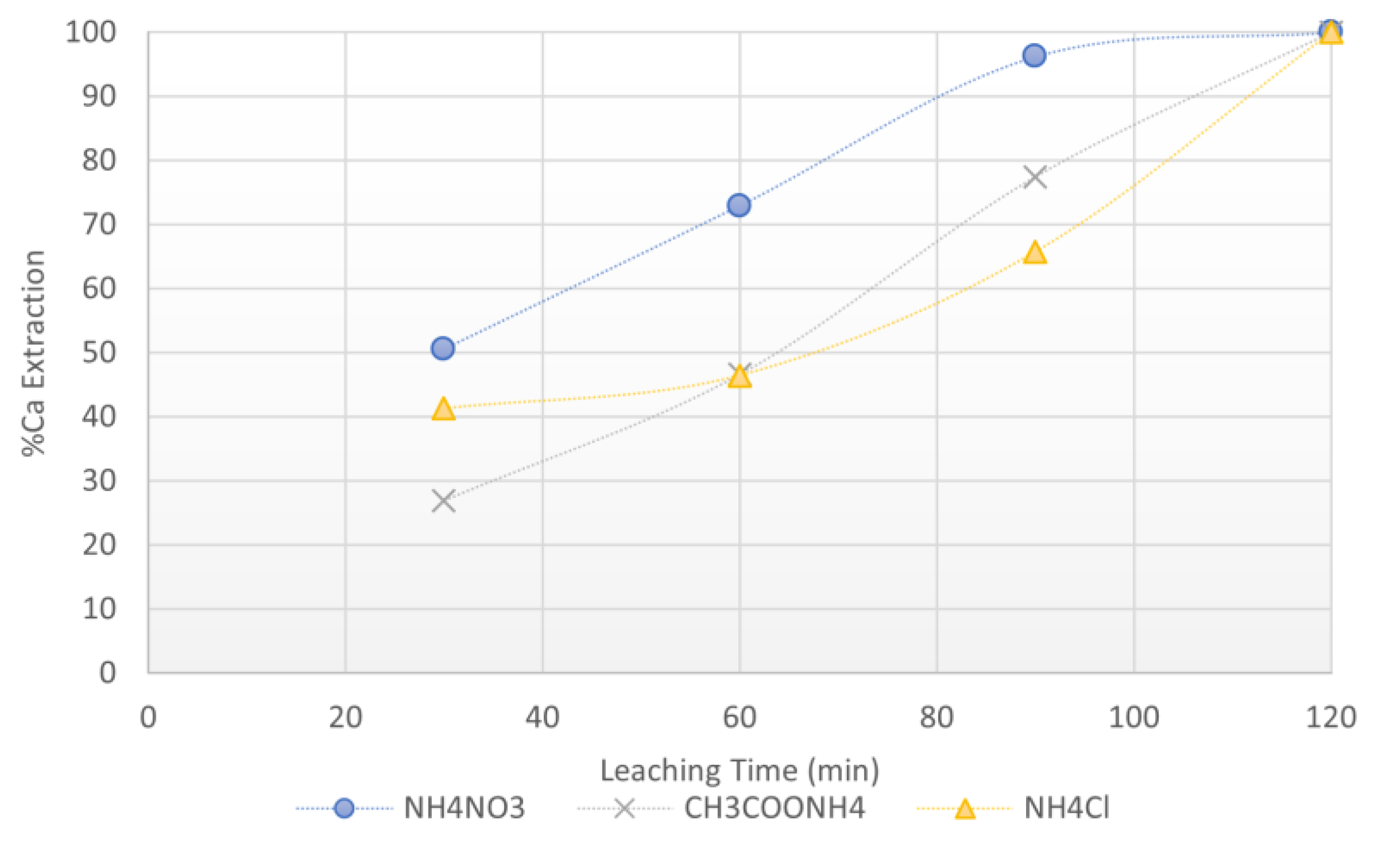
Figure 5.
Percentage Calcium Extraction from a Blast Furnace slag in 5 M Lixiviant Solution.
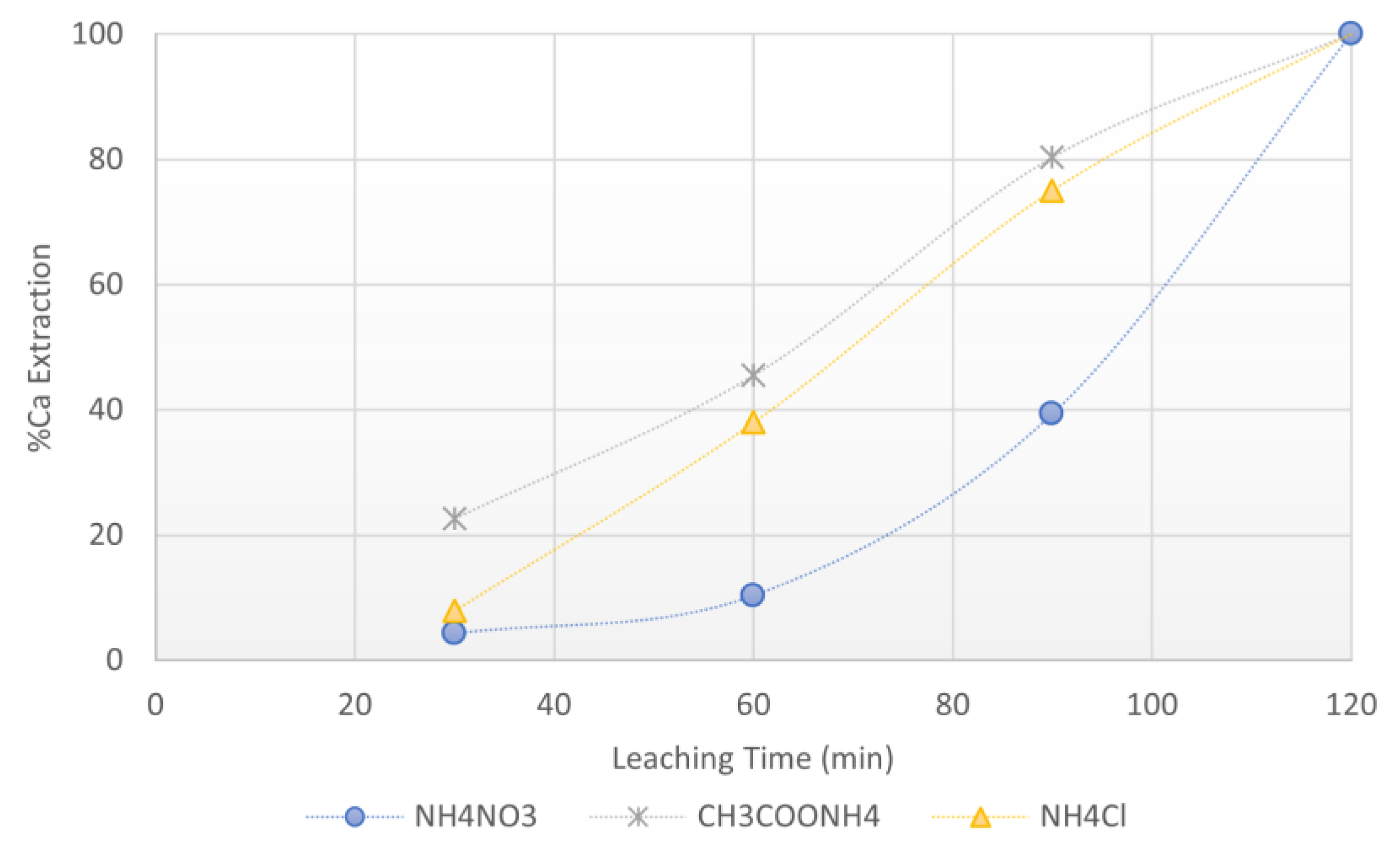
Figure 6.
Percentage Calcium Extraction in NH4NO3 as a Lixiviant.
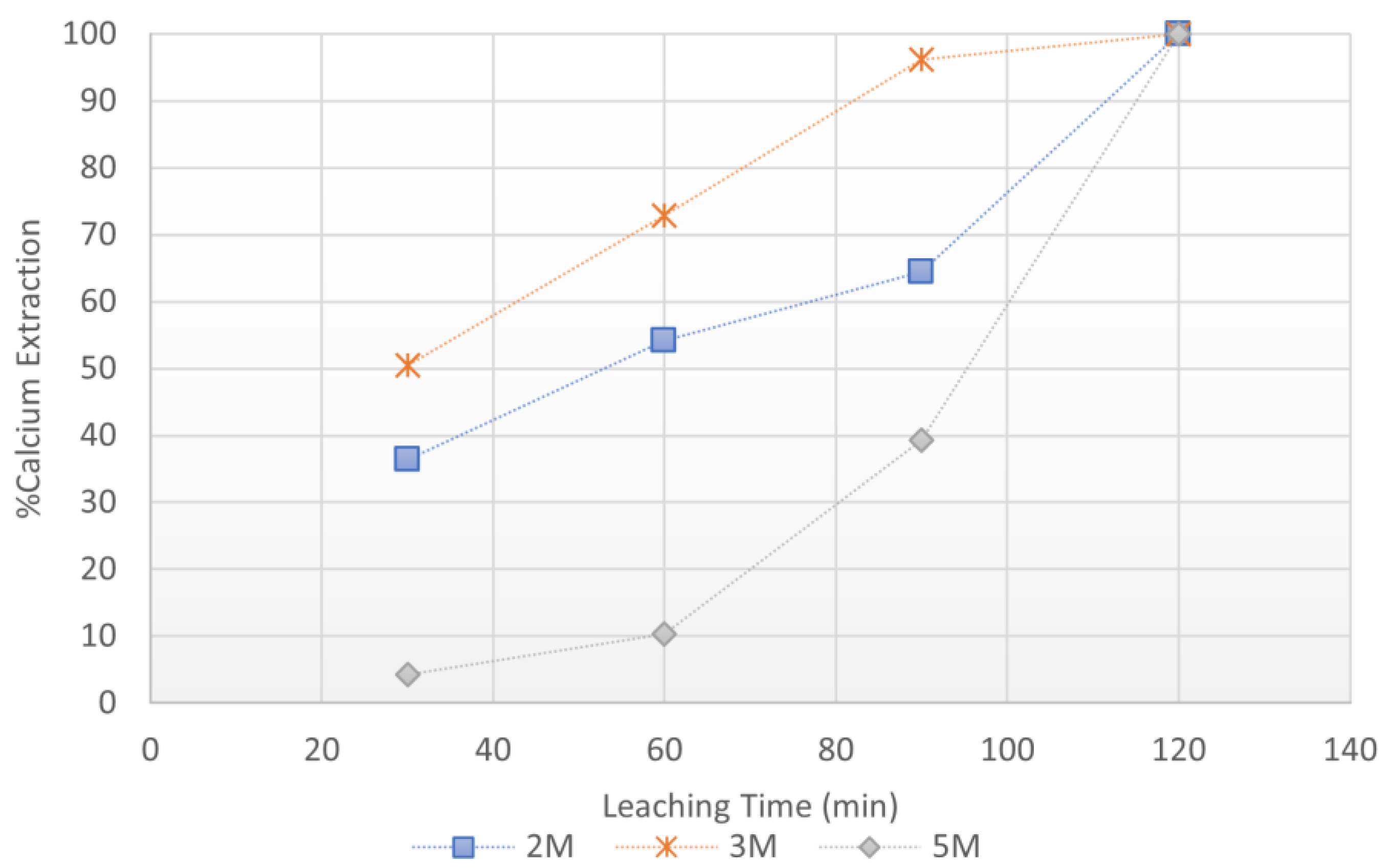
Figure 7.
Percentage Calcium Extraction in Ammonium Acetate as a Lixiviant.
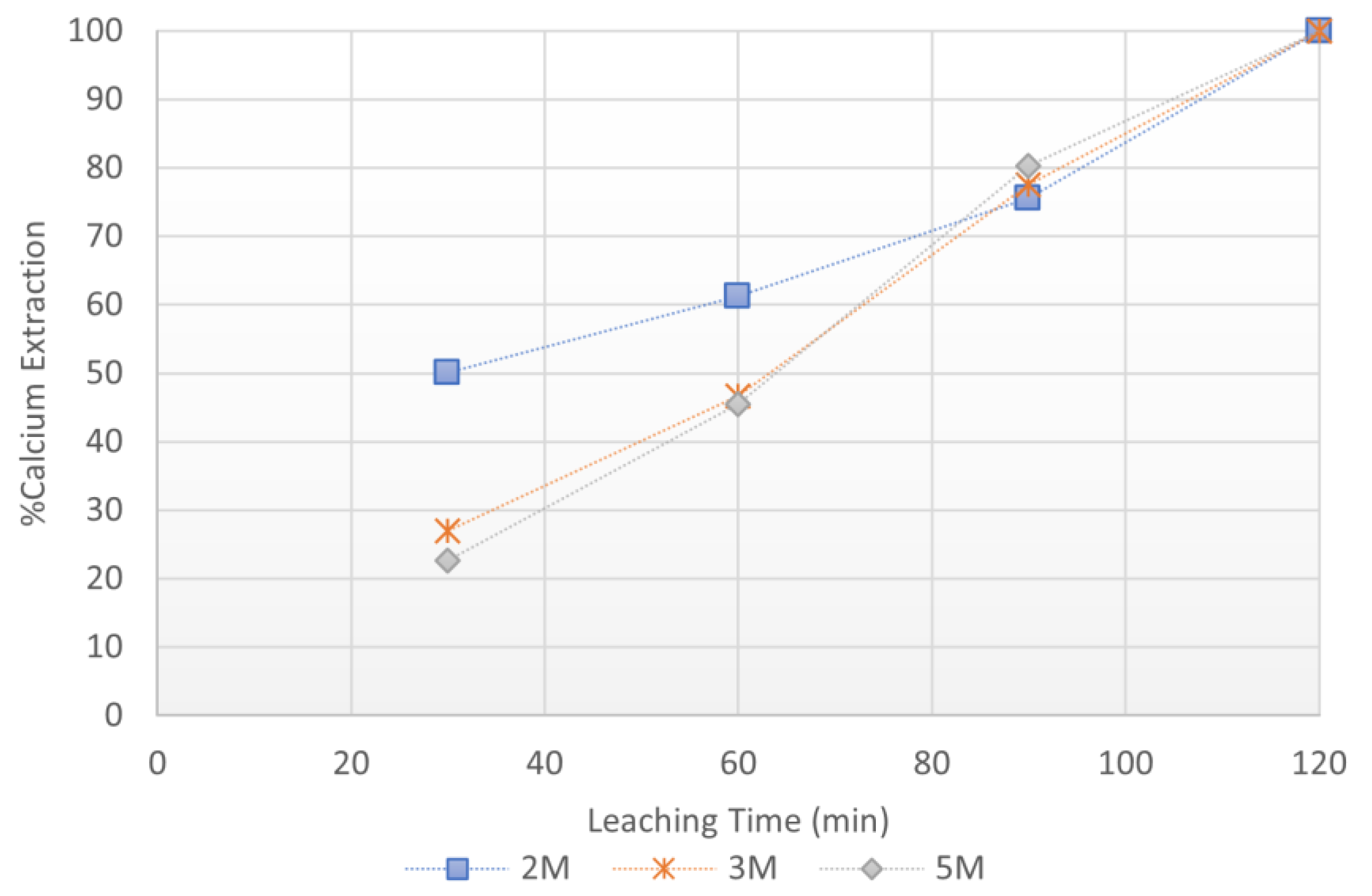
Figure 8.
Percentage Calcium Extraction in Ammonium Chloride as a Lixiviant.
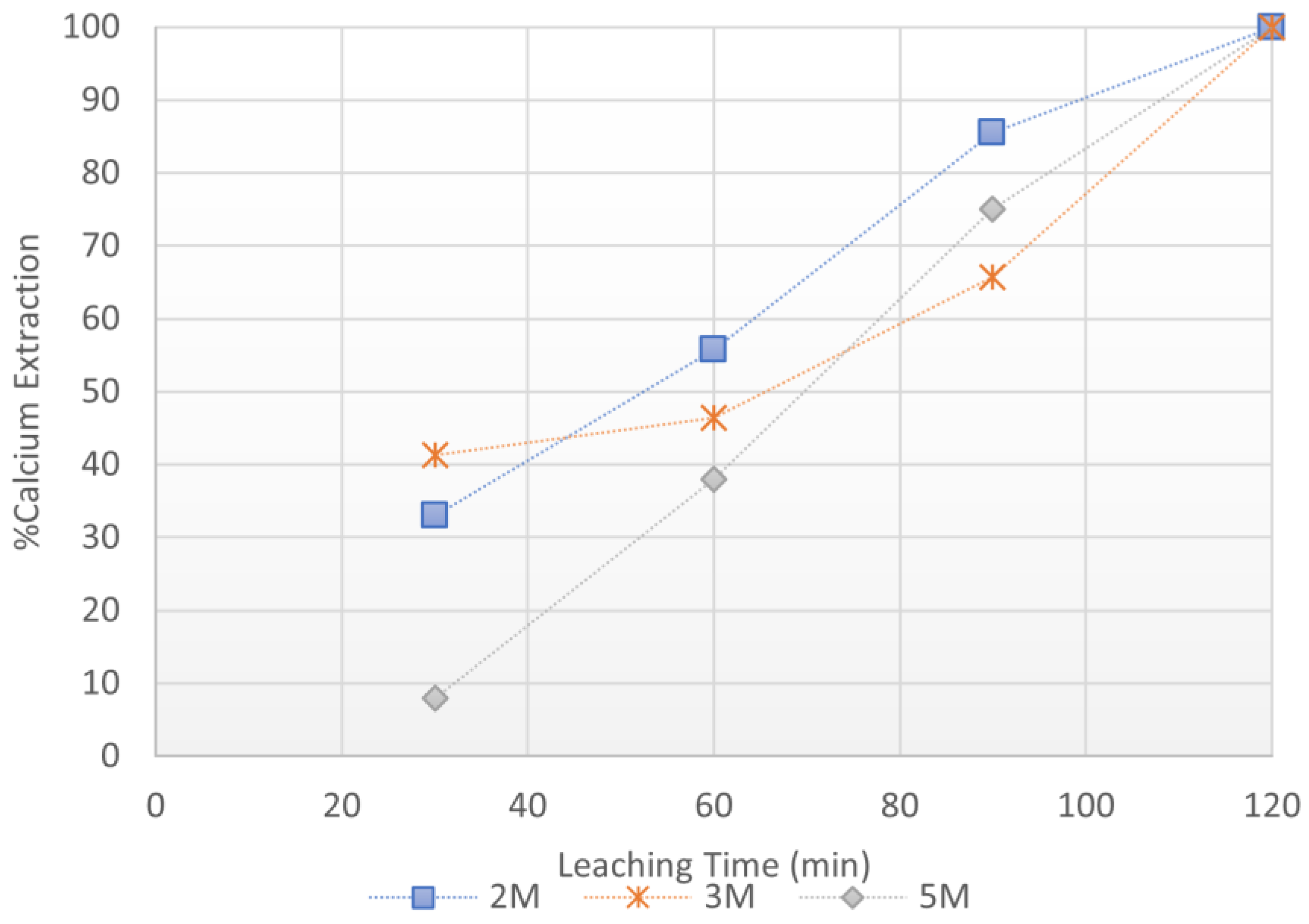

Table 1.
Chemical Composition of Slag (Oxides).
| Oxides | Compositions (wt.%) |
|---|---|
|
Na2O MgO Al2O3 SiO2 P2O5 K2O CaO TiO2 MnO Fe2O3 |
0.10 1.08 5.57 24 0.90 1.27 57.40 1.70 3.93 4.10 |
Table 2.
Elemental Chemical Composition of Slag.
| Elements | Compositions (wt.%) |
|---|---|
|
Mg Al Si P S Cl K Ca Mn Fe Sr |
0.80 3.67 13.90 0.55 1.28 0.22 1.51 66.50 5.39 5.60 0.63 |
Table 3.
Numerical Data on the Percentage Calcium Extraction and Solution pH.
| % Calcium Extraction | Solution pH | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Time (min) | 30 | 60 | 90 | 120 | 0 | 30 | 60 | 90 | 120 |
| Lixiviant | 2 M Solutions | 2 M Solutions | |||||||
| NH4NO3 | 36.41 | 54.14 | 64.46 | 100 | 6.34 | 6.94 | 6.46 | 6.58 | 6.86 |
| CH3COONH4 | 50.01 | 61.17 | 75.60 | 99.99 | 8.03 | 8.25 | 8.33 | 8.26 | 8.22 |
| NH4Cl | 32.94 | 55.74 | 85.50 | 99.99 | 7.66 | 7.75 | 7.74 | 7.8 | 7.83 |
| 3 M Solutions | 3 M Solutions | ||||||||
| NH4NO3 | 50.49 | 72.92 | 96.21 | 100 | 5.2 | 5.75 | 5.73 | 5.77 | 5.8 |
| CH3COONH4 | 26.96 | 46.61 | 77.45 | 100 | 7.93 | 7.97 | 8.05 | 7.91 | 7.95 |
| NH4Cl | 41.27 | 46.43 | 65.74 | 99.99 | 7.57 | 7.63 | 7.72 | 7.8 | 7.71 |
| 5 M Solutions | 5 M Solutions | ||||||||
| NH4NO3 | 4.24 | 10.32 | 39.33 | 100 | 5.68 | 5.8 | 5.86 | 5.84 | 5.86 |
| CH3COONH4 | 22.64 | 45.49 | 80.33 | 100 | 7.67 | 7.71 | 7.82 | 7.91 | 7.7 |
| NH4Cl | 7.92 | 37.97 | 75.02 | 100 | 7.26 | 7.33 | 7.38 | 7.38 | 7.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



