
Submitted:
27 May 2024
Posted:
28 May 2024
You are already at the latest version
Abstract
This study provides an in-depth review of the available literature on metal composite material machining, focusing on traditional machining operations such as turning, milling, shaping, drilling, and grinding. The motivation for the study is that this composite type has emerged as a vital material in applications requiring functionality, resilience, cost-effective operation, low consumption of energy and lightweight. Despite its superior characteristics, the manufacturing complexity and poor machinability of metal matrix composites have been the primary barriers to its adoption. Nevertheless, there is a reduction of exceptional efficiency, increase in surface roughness, tool wear and so on in metal matrix composites throughout machining. As a result, this review gives a comprehensive investigation of metal matrix composite machining and effect on process parameters and procedures. Furthermore, this study distinguishes metal matrix composites towards sustainable manufacturing and the metals employed by the researchers, as well as the gaps discovered for future recommendations in metal-based composites.
Keywords:
Metal Matrix Composites
; Conventional Machining
; Sustainable manufacturing
1. Introduction
Many current technologies necessitate the use of materials with unique qualities that are not present in standard engineering ceramics, metals, alloys, and polymeric materials. This is especially true for undersea applications, as well as those in aircraft and transportation. Composite materials are manufactured or naturally formed materials made up of two or more constituent materials with significantly different physical and chemical properties that remain distinct and separate at the macroscopic or microscopic scale in the accomplished structure. They are widely categorized based on the matrix and reinforcing materials used in manufacturing.
Metal Matrix Composite (MMCs): Matrix materials may be classed as MMCs usually, carbon fiber or silicon carbide particles are used for reinforcement to improve strength and stiffness, and high-temperature resistance [1]. Polymer Matrix Composites (PMCs): Carbon and glass fiber fabrics with hand, and injected, or pre-impregnated epoxies and polyester resins that construct the matrix to increase stiffness and strength, high thermal, chemical, and mechanical resilience, and abrasion resistance [2]. Ceramic Matrix Composite (CMCs): is a ceramic matrix combined with embedded ceramic fibers. The inclusion of silicon carbide, alumina, or carbon fibers can reduce brittleness and make the material more usable. It provides exceptional temperature and corrosion resistance, as well as excellent wear qualities [3,4].
- Carbon Matrix Composites (CAMC) are made from a carbon matrix reinforced with a variety of fibers, whiskers, or particles and have the characteristics of a low density, strong mechanical properties, high thermal stability, outstanding electrical conductivity, a high thermal conductivity, and excellent fracture toughness [5]. The reinforcing materials are categorized as Nanocomposites. Nanomaterial’s, such as carbon nanotubes or graphene added to a polymer matrix, or silicon nanoparticles added to steel, are commonly used for reinforcement to enhance rigidity, strength, and electrical or thermal conductivity.
- Glass Fiber Reinforced Polymers (GFRPs) are another type of polymer matrix composite that is reinforced with epoxy and polyester bound glass fiber materials to enhance lay-up quality and provide better strength at a cost.
- Hybrid composites (HCs) are composite materials that contain at least two distinct kinds of matrix or reinforcement to meet the demands of design, allowing composites to achieve a customized set of characteristics that can involve thermal endurance, stiffness, strength, toughness, fatigue and resistance to impact [6].
- Natural Fiber Composites (NFCs): Natural fibers including jute, flax, cotton, and wood are utilized in several applications to increase strength and provide a wood appearance.
- Carbon Fiber Reinforced Polymers (CFRPs) are another type of polymer matrix composites. The adhesive polymer is often a thermoplastic or thermoset resin such as epoxy, but it can also be a thermoset or thermoplastic polymer such as polyester, vinyl ester, or nylon, which is lightweight, durable, stiff, and resistant to corrosion. Aramid Fiber Reinforced Polymers (AFRPs) are another type of polymer matrix composite that uses aramid as a reinforcing material. Aramid fiber composites are utilized for high-impact applications. Functionally Graded Composites (FGCs) are subsets of any sort of composite in which the component elements can be adjusted in the application or type.
The MMCs in particular, which are the focus of this study, are comprised of at least two constituent fragments, ideally dispersed to offer qualities of one as a metal matrix and the other as a ceramic reinforcement [7]. This result in weight savings, dimensional stability, greater temperature stability, improved cyclic fatigue properties, increased electrical and thermal conductivity, and increased specific strength. The matrix is often a lighter metal like aluminum, while magnesium and titanium are the easiest to manufacture. Composite materials, whether natural or manmade, are composed of two or more distinct materials that give better physical, mechanical, chemical, and tribological [5]. As a result, traditional light metal alloys are employed as matrix materials in the creation of MMCs for different applications [8]. High-temperature applications commonly use iron, cobalt, and cobalt-nickel alloy matrixes. Matrix materials include standard cast alloys, wrought alloys, and exotic alloys [9]. MMCs can be classified into four categories: particle-reinforced MMCs, short fiber- or whisker-reinforced MMCs, continuous fiber reinforced MMCs, and continuous sheet laminated or layered MMCs as illustrated in Figure 1 by [10,11].
2. Machining of MMCs
MMCs are widely used in several industries, including energy, military, aerospace, biotechnology, optics, and automobiles, due to their superior mechanical performance and lightweight.
Composite materials can be one of the most difficult-to-machine materials because of their inherent inhomogeneity, abrasive reinforcements, and anisotropic nature, resulting in severe tool wear and surface impact. While composite materials have a wide variety of potential combinations, this work focuses on the machining of fiber and particulate-based composites [12].
This review paper examines the experiments carried out by several authors utilizing traditional machining processes such as turning, milling, drilling, and grinding, as well as MMCs using various reinforced materials and optimization techniques. Metal matrix such as aluminum, copper, magnesium, titanium etc. are most commonly used as possible metal matrix composite materials, as shown in Figure 2.
2.1. Aluminum Metal Matrix Composites (AlMMCs)
Aluminum is the most often utilized MMCs as a matrix, known as Al MMCs, because of its low density, high stiffness, and inexpensive processing costs, in addition to its great adaptability [13]. In practice, aluminum reinforcing materials include Al2O3, Sic, B4C, Graphite, Boron etc.
2.1.1. Aluminium Reinforced with Alumina (Al/Al2O3)
Aluminium oxide, also known as Alumina, particulate reinforced aluminum composites and has outstanding mechanical characteristics such as high strength-to-weight ratio, better tribological characteristics, and excellent cast-ability over the base materials. So, it is considered one of the most productive MMCs available to date [14]. Compressive residual stress is noticed during the machining of Al/Al2O3, and the amount of residual stress has risen three times by conventional machining. The softened matrix is readily squeezed out of the machined surface, whereas
Al2O3 particles are forced in from the machined surface, resulting in a larger concentration of Al2O3 particles in the surface layer.
To improve the surface finish and the force of cutting during the machining of AA7039/Al2O3 MMCs, a systematic approach comprising testing and analysis is applied utilizing Taguchi, ANOVA, and ANN [15]. Another experiment was carried out utilizing LM6 Al alloy with Al2O3 and a comparison was done using TiN-coated and uncoated tools [16] found that the NCD-coated tool performed superior with a less cutting force and specific cutting energy.
Most of recent reported studies forcus on machinability and machining optimization of Al/Al2O3. For instance, FEM simulations were performed by [17] using Al6061 with Al2O3 to predict forces and the comparison was done between FE data and experimental data. Machinability investigations were done on Al 7075/BN/Al2O3 squeeze cast hybrid nanocomposite under diverse machining environments, and to examine the impacts of various cutting settings to reduce forces, tool wear, and surface roughness [18]. In addition, experimental research was performed by [19] to analyze the machinability of turning AA2014 with Al2O3 to access surface finish, tool wear, temperature, and cutting forces using linear regression analysis and the Taguchi technique. The mathematical model was created using DOE and optimization was done using RSM, ANOVA to turn the LM25 aluminum alloy with Nano Al2O3 to reduce surface roughness and cutting force [20].
The researchers in [21] optimized MRR, surface roughness, and tool flank wear using RSM of A359/B4C/Al2O3 hybrid MMCs material in turning operation. A comparison of two SNGN ceramic tools turning experiment was done utilizing EN AC-44000 AC-AlSi11 with Al2O3 to minimize cutting forces, tool wear, and surface roughness [22]. Experimental investigation employing Al7075 with enhanced weight percentages of nano-sized SiC and Al2O3 using the Taguchi approach to optimize machining force and surface roughness reported in [23]. The researchers in [24] estimated the cutting force and surface roughness of A356/Al2O3 aluminum nano-composites during milling and specified that greater reinforcement ratios can improve the surface quality. To reduce tool wear the technique used by [25] used a CCD milling model utilizing Al 6061 reinforced Al2O3 and graphite (Gr), and the optimization was carried out using ANOVA and SEM analysis.
2.1.2. Aluminium Reinforced with Silicon (Al/Si)
Silicon is commercially manufactured through the reduction of sand and carbon in an electric furnace. High-purity silicon for the electronics sector is produced by thermal breakdown of ultra-pure trichlorosilane, followed by recrystallization. Nowadays, researchers have conducted a remarkable study on the combination of aluminum and silica to develop a hybrid composite with increased mechanical characteristics. Some of the MMCs are:
Al reinforced with silicon carbide (SiC),
Al reinforced with silicon carbide and graphite (SiC-Gr),
Al reinforced with silicon and magnesium (Al-Si10Mg),
Al reinforced with silicon (Si),
Al reinforced with silicon and aluminium oxide (Si-Al2O3),
Al reinforced with silicon nitride and graphene (Si3N4 and C) ,
Al reinforced with silicon and multi-wall carbon nanotubes (SI-MWCNT),
Al reinforced with silicon nitride and molybdenum disulfide (SiN - MoS2), and
Al reinforced with Silicon with magnesium (AlSi9Mg).
Silicon carbide materials offer exceptional qualities, including high thermal rigidity and resistance to creep, wear, and oxidation. Al/SiC metal matrix composites have poor machinability, a high tool wear rate, a fast worn cutting edge, and surface finishing that is undesirable and considerably harder than WC tool material [26].
Experimental investigation was done to determine tool wear, flank wear, tool life, and spindle power consumption using the X-ray diffraction method of Al/SiC material [27]. The surface quality, pits, voids, micro cracks, grooves, and protuberances of SiC/2024Al and SiC/ZL101A are evaluated in the turning operation using SEM approach in [28,29]. The researchers in [30,31] performed a milling experiment utilizing Al061/SiC to minimize surface roughness and tool force, and optimization was carried out using ANOVA, RSM, and ANN. A drilling experiment was carried out using Al356/SiC-mica composites to evaluate the thrust force, surface roughness, tool wear, and burr height using Taguchi method and GRA [32], Taguchi method [33] and RSM [34]. The researcher in [35] investigated the machinability and influence of particle size, in which Al356/SiC was synthesized using the vacuum hot-pressing process. The Box-Behnken-based design of the experiment approach was used to calculate cutting force and surface quality [35], RSM approach was used by [36]. Taguchi and DFA approach were used to mill Al356/SiC/B4C to estimate surface quality and force [37].
The author in [38] carried out a milling experiment with SiC/Al 6063 composite material to predict cutting force using ANOVA and RSM techniques. The turning experiment on fabricated SiC reinforced A356 aluminium metal matrix was presented by [39], and surface roughness was predicted using RSM, ANOVA, and the DFA approach. The author in [40] carried out an experiment using SiC and B4C reinforced Aluminium 356 hybrid MMCs. The experiment was designed and optimized using RSM. The surface roughness was anticipated during the turning of Al/SiC composites using the Taguchi approach by [41]. The researchers in [42,43] predicted tool wear, surface roughness, and MRR using ANOVA, Taguchi, and RSM methodologies of aluminum with Si, Mg, Fe reinforced with SiC in nano size. The machinability tests to forecast cutting forces, tool wear, and surface roughness of an aluminum-silicon cast alloy were conducted during a turning operation [44]. In order to estimate milling force and tool wear of Al7075 and the open-cell SiC foam MMCs [45] conducted an experimental investigation and the results were anticipated using ANOVA and RSM.
Some studies focused on developing FE model to investigate the A359/SiC MMCs cutting force components. For instance, the auther in [46,47] developed design of trials using Taguchi developed a microstructure-based finite element model [48]. The author in [49] used SEM and TEM to examine the tool wear of an aluminum alloy, AlSi9Mg0.3, reinforced with SiC particles. The authors in [50] carried out an experimental investigation to quantify tool flank wear and surface roughness using fuzzy logic and Al/SiC MMCs. The CCD experiment was applied by [51] using A356-T6 alloy reinforcement with SiC to predict surface roughness and cutting forces, surface roughness and tool wear [52]. SiC/Al composites chip formation process was studied using FE simulations to show how reinforced particles affect tool wear and surface quality [53]. The researcher in [54] examined the Al6063/SiC/65p composites' machinability in end milling to forecast cutting forces, deformation of thin-walled components, surface integrity, and tool wear.
Milling experimental work was conducted by [55] to measure surface roughness of Al 6061 MMCs reinforced with irregular shape SiC particles. The cutting force, surface integrity, chip formation, and tool wear of laser-assisted micro milling of Al2024/SiC composites technique were measured in this experiment, which was executed using the Taguchi method and evaluated using ANOVA [56]. In order to quantify stress/strain distribution, tool-particle interaction, and machined surface morphology [57] compared micro and Nano MMCs of Al/SiC MMCs using simulation models by assuming 3D micro milling process to 2D micro-orthogonal machining process. Using the ultrasonic cavitation aided casting process, Al7075 filled SiC and B4C were created to increase the better mechanical qualities and more fine grain architectures [58].
The author in [59] used FEM and RSM techniques to determine the surface generation in connection to the process factors and important basic concerns by examining SiC/Al and B4C/Al MMCs and comparing the findings. The Al6061/SiC/B4C/talc are formed into composites by the stir casting method in a constant weight % to forecast surface roughness, thrust force, and circularity with the Taguchi methodology, ANOVA, and GRA [60]. At varying weight percentages, aluminum with Nano SiC were concurrently melted and preheated. RSM was used to monitor and adjust the temperature and grinding forces [61]. The author in [62] developed an experiment to improve machining parameters such as surface roughness and flank wear by utilizing the Taguchi and Placket-Burman methods of aluminum reinforced with SiC particles. Tool wear was analyzed by [63] of Al6063 reinforced with equal weight fraction of SiC and zirconia (ZrO2) was fabricated using stir casting process.
According to the researchers in [64,65] the reinforcement particles SiC, B4C, graphene, and CNT with Al7075 have a greater impact on chip morphology and shape. To quantify surface roughness [66] machined LM24-SiC-coconut shell ash in a turning process using an optimal Taguchi approach and genetic algorithm. The impact of laser-assisted micro-cutting on tool wear, surface roughness and surface morphology of SiC/Al MMCs were discussed by [67]. Due to high hardness of SiC , temperature, chip shape, and surface roughness are all enhanced in machining MMCs when SiC and Al are together, and this is the main reason for tool failure [68]. Using Taguchi technique and ANOVA, the numerical model was utilized to simulate the workpiece temperature, feed rate, and surface roughness of Al-SiC composite [69]. Through investigation of the drilled holes' thrust force, hole diameter, delamination factor, surface roughness, tool wear, and chip analysis, it was found that the thrust force of Al/SiC varies inversely with spindle speed and directly with feed rate [70].
The researchers [71,72] developed a multilayer perceptron (MLP) artificial neural network (ANN) models to forecast tool wear during Al/SiC milling. In micro milling machining of SiC/Al composites, SiC particles result in fast abrasive wear on the cutting tool [73,74]. The Levenberg-Marquardt back propagation training method and ANOVA were used to optimize parameters of Al/SiC material during milling, and the creation of built-up edge (BUE) was an essential phenomenon that affected roughness [75]. The analytical modeling method was utilized to forecast the SSD depth in the cutting of SiC/Al composites with great accuracy across a wide range of tool wear [76]. The metallographic investigation of the SiC material was done to examine the high percentage of reinforcement, and extremely high micro hardness values were recorded during the machining process [77].
The author in [78] investigated the machining of Al/SiC MMCs using the Taguchi technique and Principal Component Analysis (PCA) to optimize cutting forces and flank wear; while [79] used the Taguchi and Quadratic Regression models. The author in [80] carried out a study using Al 7075 / SiC to assess tool temperature, surface roughness, and tool flank wear employing ANOVA, Taguchi, and PSO. The researcher in [81], as predicted using ANOVA and RSM, show that depth of cut influences tangential force, while feed rate influences feed force during the turning of Al 7075 /SiC composite. On the other hand, enhancing cutting speed and feed improves flank and crater wear [82]. FESEM, EDAX, AFM, and Vickers micro hardness tests were used to evaluate the subsurface deformation and morphology of Nano SiC/Al composites. The NSGA-II was utilized to improve surface roughness and burr height [83].
During machining of Al2024/B4C/SiC composites, reinforcement particles fill the matrix pores, leading to improved performance [84]. The RSM, ANOVA, and DFA methods are utilized to enhance the machinability properties of hybrid Al7075/SiC/Gr composites [85]. The steady increase in SiC reinforcement particles on Al4032 improves various mechanical parameters while also causing quick tool wear and high machining costs. The optimization was done using TGRA and ANOVA [86], Taguchi and ANN [87], and RSM [88]. The suitable spindle speed, flow rate, and cut length achieve the lowest tribological characteristics during the turning of the Al7071/SiC composite [89].
The Al/SiC/Cr composite material is produced using the stir casting process, and the Taguchi GRA and ANOVA methods were used to optimize surface roughness, MRR, and TWR [90]. The author in [91] stated that the micro hardness and strength increased by 7.14% and 8.62%, as compared to the basic Al alloy while adding 10% SiC particles in the base matrix and that the inclusion of Mo with SiC showed a significant rise in the hardness value. During the examination of SiC/Al2O3 and aluminum powder using the Taguchi technique [92] found that the cutting speed and depth of cut have the greatest impact on surface roughness and cutting force [93] constructed a FE model and mounted an EVAC device on a CNC machining machine to turn SiC/Al composites to measure the cutting force and surface topography. The authors in [94] performed an experimental investigation utilizing Al6061 alloy with SiC reinforcement and concluded that hole diameter affects localized stress and chip breakability. A novel tool wear rate model created out to machine SiC/Al composite material, taking into account abrasive particle properties, tool wear processes, and tool geometrical structure, was presented to represent the whole tool wear topography in drilling [95].
The researcher in [96] produced an Al7075 reinforced with SiC/ WC utilizing stir casting technology. The optimization was performed using RSM, MLR, ANN, and DFA. The author in [97] used the RSM approach to observe the surface peak of Al7075/SiC. The prediction models were constructed in turn using Taguchi and RSM and concluded that the creation of wear is caused by abrasion between the aluminum, silicon, magnesium, copper, and silicon carbide reinforcing particles [98]. The comparative research employing ultrasonically aided turning and conventional turning experiments was designed using FE software ABAQUS to turn 217 XG, 225XE aluminum reinforced with SiC, and the findings were confirmed using 3D macroscopic numerical modeling [99]. The features of the composite were reduced when the reinforcement was raised further during the investigation of Al7075 alloy with nano-sized SiC and Al2O3 utilizing the Taguchi approach [23].
The authors in [100,101] investigated the tribological and machining properties of milling SiC/Al MMCs using EDS microscopic examination. The weight percentage of nanoparticles had the greatest influence on the cutting force, as stated by [102,103] constructing a lineal model and optimizing utilizing RSM of Al-6061-SiC-Gr hybrid Nano composites. Spindle speed and feed rate, as well as the weight % of reinforced materials, have a substantial effect on the surface integrity of hybrid Al7075/SiC/Gr composites [104].
The Al-Si10Mg alloy was produced using an automated stir-casting machine to optimize cutting force and surface roughness [105]. The failure mechanism of primary silicon particles dominates damage development, which includes compressive breakage, intra granular fracture, particle pull-out, and interface debonding of silicon aluminum composite (Si/Al) [106]. The author in [107] performed the machinability study to test the performance of the Al-12Si based hybrid reinforced (TiB2-Al2O3) composite employing environmentally friendly cooling materials: cryo-LN2 in milling. The author in [108] used the Taguchi approach and ANOVA to optimize the MRR, surface roughness, and roundness error during the turning of Al-Si/Al2O3 and Al-Si/MWCNTs manufactured by stir casting.
Aluminum composite including Si3N4 particles and graphene was manufactured using ultrasonic aided stir-casting technology to assess tool wear, surface roughness, and cutting force utilizing LSOA, MOORA, and TLBO employing turning process [109]. The Al6065-Si-MWCT MMC is reinforced using the stir-casting technique. The turning experiment was designed using DOE, ANOVA, and RSM [110]. The presence of SiN is found to enhance the force, surface roughness, and tool wear, and the reinforcement % percentage of Al 2219 based Nano particles of SiN/MoS2 is the main regulating factor for machinability properties [111]. The study reported in [112] produced aluminum metal matrix nano (n-B4C) and nano hybrid composites (n-B4C/MoS2) utilizing the stir casting process to detect surface roughness and cutting force using CCD in turning operation. The research reported in [113] proposed that EN AC-43330 (AlSi9Mg) cast aluminum enhances the machining parameters and quality of the machined workpiece. [Duralcan™ is an aluminum matrix supplemented with ceramic particles like alumina and silicon carbide. The study reported in [114] adjusted milling settings to obtain the required surface roughness characteristics.
2.1.3. Aluminium Reinforced with Boron (Al-B)
Boron compounds are employed in organic synthesis, the creation of a certain form of glass, and as a wood preservative. Boron filaments are employed in advanced aircraft constructions due to their high strength and lightweight nature. In particular, Boron carbide is one of the hardest ceramic materials, and has high Young's modulus, along with low density, which leads to a strong resistance to ballistic impact [115]. Nowadays, experts have conducted an amazing study on the mixing of aluminum with chemicals to generate a hybrid composite with increased mechanical capabilities. Some of the MMCs of aluminium reinforced with boron, which are attracting significant interest due to the demand for high-performance materials, are:
Al reinforced with Boron carbide (B4C),
Al reinforced with Magnesium diboride (MgB2),
Al reinforced with Titanium diboride (TiB2),
Al reinforced with Hafnium diboride (HfB2), and
Al reinforced with Zirconium diboride (ZrB2),.
Al6061 is often reinforced with Boron carbide using the stir casting method, and the effects of milling parameters on surface finish and microstructure are calculated on the gear milling process. The inclusion of B4C alters the characteristics of the composites, influencing the machining parameters [116]. The author in [117] conducted an experimental investigation using ANOVA and GRA and determined that increasing the weight fraction of the B4C resulted in a significant increase in thrust force. The researcher in [118] conducted a machinability investigation to assess the cutting forces and surface roughness of Al6061 reinforced with B4C using various machining settings. The research reported in [119] used machine learning to anticipate and regulate surface roughness produced during the machining of B4C and MWCNT particles reinforced Al-Mg matrix composites. The experimental study was conducted using AA8050 aluminum alloy with B4C and TiB2 nanoparticles to form a hybrid Nano composite material that maximizes MRR while minimizing surface roughness [120]. The author in [121]) found that adding B4C and GNP to an aluminum 6061 alloy matrix improved cutting forces and surface roughness. The research reported in [122] investigated the effect of various cutting tools, lubrication techniques, and drill geometries on the drilling performance of Alumix 123-B4C-nickel-coated graphite composites and optimized using the ANOVA approach.
Some of the researchers used Aluminium as a base material and reinforced with Boron materials to conduct experimentation: The research reported in [21] used A359/B4C/Al2O3 hybrid MMCs, the authors in [37] and [40] used Al 356/SiC/B4C, the researcher in [59] used Al7075/SiC/B4C, the researcher in [60] used SiC/Al and B4C/Al MMCs, researcher in [61] used Al6061/SiC/B4C/talc, the author in [65,66] used Al7075/SiC/B4C / Graphen /CNT, the study reported in [85] used A 2024 / B4C / SiC composites, the researcher in [113] used Al 2219 / nano B4C and nano B4C /MoS2.
2.1.4. Aluminium Reinforced with Titanium (Al-Ti)
Titanium Aluminum alloy is considered to be one of the most intriguing high-temperature materials owing to its remarkable qualities, including anti-creep, antioxidant, rigidity, and yield toughness. A comprehensive study was done by [123] to turn situ formed titanium diboride (TiB2) ceramic particulate reinforced AA7075 matrix composites to optimize machining processes, improve surface quality, and enhance tool performance. Correlation analysis was performed to establish relationships between cutting parameters, material properties, cutting specific energy, and surface roughness in milling operation using different materials such as 2024 aluminum alloys, 7075 aluminum alloys, TiB2/2024 composites, and TiB2/7075 composites [124]. This reinforcement enhances the mechanical properties of the composite, making it suitable for high-performance applications of situ TiB2/Al7075 under various cryogenic MQL conditions [125]. Statistical analysis and regression models were used to identify significant factors influencing cutting force and surface roughness during drilling of AA7075/TiB2 were synthesized through in composite situ stir casting method with varying weight percentage [126].
The researchers in [121] conducted a study using B4C and TiB2 nanoparticles to the AA8050 matrix, which enhanced properties like hardness, wear resistance, and thermal stability. EDX and SEM tests were performed on Al6061 reinforced with 2% and 4% TiC, provides insights into the machining characteristics using Taguchi design to optimize machining parameters during turning process [127]. Turning operation was also performed using PCD and uncoated tungsten carbide [128]. The researchers in [129] investigated the effects of pure coconut oil nanofluids through MQL on turning of Al-7079/7 with TiC MMCs]. The Al/n-TiC/MoS2 sintered nano composite was manufactured using Powder metallurgy process and experimental design was developed using CCD and optimized using Genetic algorithm by [130]. The flank wear and surface quality increase due to the presence of high strength and high hardness property of TiCp during the turning of Al/TiCp/Gr hybrid composites [131].
The authors [132] optimized AA7075 filled with TiO2 composite fabricated through stir casting method using Taguchi, (ANOVA) and decision tree algorithm. The Al 6061 was used as the base material with graphite by varying the TiO2 particle varying weight fraction were prepared using Stir casting method examine the mechanical properties and machinability characteristics [133].
2.1.5. Aluminium Reinforced with Zirconium (Al-Zr)
Aluminum matrix composites reinforced with zirconium provide a good blend of lightweight qualities and improved mechanical and thermal characteristics, making them appropriate for a variety of applications that require exceptional performance. The researcher in [134] compared the AA 7075 alloy, AA 7075-3% ZrB2 and AA 7075-3%ZrB2-1% Gr MMCs to analyze the hardness, flexural strength and surface roughness. Stir casting process is used to produce AA6061/ZrB2-ZrC hybrid composites. The Taguchi method is used to design the experiment to analyze was carried out using ANOVA and microstructural analysis [135], using XRD and FESEM analysis [136]. The incorporation of ZrB2 nanoparticles into aluminum alloy-based MMCs was produced by stir casting process and analysis is to done to enhance the hardness, strength, and wear resistance [137]. Turning operation is performed using ZrB2/AA7475 MMCs and optimization was carried out ANOVA to find highest material removal rate without causing excessive tool wear or chip buildup [138]. The stir casting process is used to produce Hybrid Al6063 MMC reinforced with SiC and ZrO2 [64].
2.1.6. Other Aluminium Matrix Composites
The above subsections presented the most recent studies on aluminium matrix composites reinforced with materials such as Alumina, Boron, Silcon and Titanum. The machining charactrestics of other, less reported, reinforcements are summarized in Table 1.
2.2. Copper (Cu) Reinforced Metal Matrix Composites
Copper Matrix Composites (CMCs) are composite materials that use copper as the matrix material and have been reinforced with silicon carbide (SiC), aluminum oxide (Al2O3), boron carbide (B4C), graphite, fibers, or whiskers. These reinforcements are used to improve qualities including durability, rigidity, resistance to wear, and thermal insulation.
The author in [149] studied the compaction and machinability of Si3N4 reinforced copper alloy composite produced through the powder metallurgy to investigate surface roughness and tool wear. Experimental investigations were done by [150] to measure the tool wear, surface roughness, cutting temperature, and chip formation in the turning of Cu-B-CrC composites using Taguchi method. FFD method was also used to predict surface roughness, tool wear, chip morphology and cutting temperatures in the study reported by [151], while fuzzy inference system was used to predict minimum energy consumption in [152]. The author in [153] conducted comprehensive investigations using Taguchi approach and SEM, and EDX analysis to predict tool wear and machinability characteristics during the turning of Cu/Mo-SiC hybrid composites, produced by powder metallurgy method, used Taguchi, ANOVA, SEM, EDX to predict surface roughness, tool wear, and cutting temperature [154], Cu-based, B-Ti-SiCP material was used to turn considering MQL-assisted and cryogenic LN2-assisted to predict tool wear, temperature, energy, surface roughness, surface texture and chips morphology [155] Cu-based, B-Ti-SiC material was used turn the workpiece to predict surface roughness, flank wear, and cutting temperature using FFD, SEM, EDS to predict [156].
2.3. Magnesium (Mg) Reinforced Metal Matrix Composites
Magnesium Matrix Composites (MMCs) are composite materials made from a magnesium matrix reinforced with strong fibers, particles, or whiskers. These reinforcements can include materials like silicon carbide (SiC), aluminum oxide (Al2O3), boron carbide (B4C), and titanium diboride (TiB2).
A machinability study was conducted by [157] using Mg-MMCs with different % of reinforcements of SiC nano-particles prepared using Spark Plasma Sintering technique and analyzed using SEM [158] experiment designed using DOE analyzed using ANOVA, RSM. The researchers in [159] used FFD and SEM techniques and [160] used ANOVA to elucidate the influence of Mg/TiB2 and Mg/Ti MMC nano-sized reinforcements on the micro-machinability characteristics. The researcher in [161] examined the cutting forces, surface roughness and chip morphology of Mg/BN and Mg/ZnO MMCs in micro-milling involves a detailed experimental and analytical approach.
A FE model was developed by [162] using Mg/Ti/TiB2 and Mg/BN/ZnO - nano material and optimized using ANOVA method. The FE model was used to design the experiment and Mg/Ti MMCs were produced by using disintegrated melt deposition technique to measure flank wear and edge chipping [163]. The authors in [164] systematically conduct factor analysis of key parameters on cutting force in micromachining of graphene-reinforced magnesium MMCs based on FE simulation. Micro-drilling experiment was done by [165] using Mg reinforced with SiO2 nanoparticles to predict chip formation, surface morphology and cutting force. The author in [166] effectively optimized machining parameters for drilling magnesium-based hybrid composites reinforced with SiC/CNTs, leading to improved process efficiency, quality, and reliability.
Experimental investigation was done to optimize machining parameters for AZ91/SiC composites while considering surface roughness, tool life and cutting forces, in which a systematic approach was used to find the best combination of parameters that balance these factors [167]. Machinability studies on the turning of Mg/SiC MMCs was also conducted to investigate the behavior of these materials during the turning process to understand how machining parameters affect factors such as machining forces, machined surface quality, chip microstructure, and tool morphology [168]. Statistical modeling of the machinability of an in-situ synthesized using the self-propagating high-temperature synthesis (SHS) route of RZ5/TiB2 MMCs in turning conditions was done using statistical techniques to analyze experimental data and develop predictive models for machining performance [169]. The investigation carried out by [170] was intended to find the effect of machining parameters on the machinability of RZ5/TiB2 in-situ magnesium MMCs involving systematical study of the variations in the input and output parameters. Investigation was carried out by [171] to predict the effect of process parameters on machinability and surface roughness [172] during end milling of Mg/TiO2 nano composite and suggests that the increase in concentration of TiO2 affects the machinability of nanocomposite.
2.4. Titanium alloy (Ti) Reinforced Metal Matric Composites
Titanium matrix composites (TMCs) are appropriate for an extensive selection of high-performance applications requiring lightweight, high strength, and corrosion resistance. TMCs have applications in the aerospace, automotive, marine, biomedical, and sports goods sectors.
During the turning of Ti-6Al-4V/TiC MMCs, KMMT and SPEA mathematical models were used to optimize machining parameters to improve the minimum tool wear and surface roughness [173]. Microstructural and elemental analyses were performed using JSM 7600 TFE SEM equipped with an Oxford Energy-Dispersive X-ray Spectroscopy (EDX) [174], tool wear was measured using an Olympus SZ-X12 microscope [175]. The researcher in [176] optimized the machining parameters for improving cutting force and surface roughness in turning of Al6061-TiC in-situ MMCs using the Taguchi method, EDX and SEM].
The tool wear behavior during the machining of Ti-6Al-4V/TiC MMCs is a critical aspect to understand, as it directly affects tool life, machining efficiency, and surface integrity [177]. The author in [178] conducted a turning Ti-6Al-4V/TiC MMCs with carbide and CBN inserts and parameters to achieve efficient machining while minimizing tool wear and surface damage. The milling experiment was developed using Situ TiB2/7050Al composites material to investigate surface roughness, residual stress, micro hardness, machining defects, and formed chips using ANOVA analysis [179]. The experiment was designed using Taguchi analysis and analyzing of drilling parameters were carried out in Ti/TiB MMCs which were produced using powder metallurgical techniques [180].
The researchers in [181] conducted a milling experiment that involved a systematic approach combining experimental investigations and analytical techniques to minimize tool wear of Ti-6Al-4V/TiC MMCs. The machinability of Ti and MWCNTs powders were mixed by different dispersive methods are done to minimize cutting force, tool wear and facial morphology [182]. The machining analysis of graphene Nano platelets (GNPs) reinforced Ti6Al4V matrix nanocomposites to investigate the effects of these reinforcements on the machinability of the composite material [183]. The face milling process of Ti6Al4V MMCs used a systematic approach combining experimental investigations and analytical techniques using Taguchi-Based Grey Relational Analysis, ANOVA [184]. A comparative study was done by [99] ultrasonically assisted turning and conventional turning of SiCp/Al composites.
2.5. Molybdenum (Mo) reinforced Metal Matrix Composites
Molybdenum (Mo) composites are intended to improve certain qualities such as strength, hardness, wear resistance, and thermal conductivity, making them ideal for a variety of high-performance applications. Ceramic particles such as Al2O3, SiC, and TiB2 can be used to reinforce structures. Investigation was done by [154] to minimize tool wear and machinability in dry turning of Cu/Mo-SiCp hybrid composites using Taguchi method and the researchers [91] used Al/SiC/Mo of various reinforcements.
3. Discussion of Soft Computing Techniques
Soft computing techniques are increasingly being used in MMCs machining to handle the inherent complexity and challenges associated with machining these advanced materials. Most of the researcher used RSM, ANOVA, Taguchi, SEM analysis, linear regression analysis, DFA, ANN, and GRA.
Soft computing is an assortment of computer techniques that tolerate imprecision, ambiguity, and partial truth, as opposed to traditional "hard" computing approaches that rely on precise mathematical models. These approaches are very beneficial for handling complicated real-world issues when exact answers are difficult or impossible to find and constantly improving as computational intelligence and machine learning progress.
Some of the soft computing techniques can be used in future to optimize MMCs related research: Fuzzy logic, Neural networks, Evolutionary computation techniques such as genetic algorithms, Swarm intelligence algorithms, Probabilistic reasoning techniques, such as Bayesian networks and probabilistic graphical models, ANFIS combines the adaptive learning capabilities of neural networks etc.
4. Discussion on Conventional Machining of MMCs and Future Trends
Conventional machining of MMCs remains a difficult but necessary facet of production, particularly in industries that demand high-performance materials. Out of this review, the base metal considered by most of the researchers during the conventional machining are Aluminium alloy, Magnesium alloy, Titanium alloy, Copper alloy, and Molybdenum alloy.
As shown in Figure 3, the majority of 151 research papers (79.5%) done by the researchers used Aluminium alloy as a base metal viz. 6061, 6063, 7075, 6065, 356, 7079, 7077, 2024 etc. The review also indicates that major research has been done by taking either Al6061 or Al6063 as a base metal while relatively less focus has been given to other alloys.
Magnesium alloy as a base metal used by sixteen (16) researchers (about 8.5%). In magnesium alloys SiC, TiB2, BN, ZnO, Ti, SiO2 and Graphene are added in the form of reinforcement materials. Titanium alloy as a base metal used by thirteen (13) researchers (about 7%). As reinforcement materials TiC, TiB2, TiB, MWCNT, GNPs are used with titanium alloys. Copper alloy as a base metal used by eight (8) researchers (about 4%). As a reinforcement B-CrC, Mo-SiC, B-Ti-SiC are used with copper alloys. Molybdenum alloy as a base metal used by two (2) researchers (about 1%) and the addition of reinforcement materials in Molybdenum alloy are SiC.
In this current review, as shown in figure 4, 58% of literatures used Silica as reinforcement material; 11% of literatures used Boron as reinforcement material, 8% of literatures used Titanium as reinforcement material; 7.3 % used Alumina as reinforcement material; 4% of literatures used Zirconium as reinforcement material; 4% of literatures used Graphene as reinforcement material; 2.6 % used Magnesium as reinforcement material.
Furthermore, most of the research work was done by the researchers by considering the aluminium, magnesium, titanium, copper and molybdenum as a base metal during the conventional machining process. There is a lot of scope to work on Iron, Lead, Manganese, Nickel, Silver, Tin, Bismuth, Chromium, Cobalt, Gallium, Gold, Indium etc as base metal. Moreover, future trends will focus on improved tooling development, cutting parameter optimization, and adaptive machining strategy implementation, additive manufacturing method integration to tackle machining challenges, sustainable conscious manufacturing, and improving the performance of MMC components.
Even under typical cutting circumstances, leads to excessive energy and resource consumption; the production of hazardous gases, particle emissions, and other pollutants; a risk to one's health and safety; excessive tool wear; and a decline in the surface quality of the machined item. To address the issues of machinability and sustainability associated with traditional machining, creative sustainable methods have been developed, including heat-aided machining, tool treatment and texturing, dry and near-dry (minimal quantity lubrication and cryogenic) machining, etc.
5. Conclusions
In summary, conventional machining of MMCs provides unique problems due to the heterogeneous nature of the advanced materials, which comprise a metal matrix supplemented with secondary phases such as nanomaterial, ceramics, and fibers. Despite these challenges, traditional machining processes remain crucial for shaping MMCs into complex components needed for numerous high-performance applications in sectors such as aerospace, automotive, and electronics.
Throughout this discussion, we examined the complexities and unique issues of machining MMCs, such as accelerated tool wear, surface imperfections, inadequate machinability, and process instability. However, researchers and industry practitioners are currently tackling these difficulties through innovative methods and using advances in machining technology.
Manufacturers can implement sustainable machining practices whilst benefiting from MMCs' performance benefits in a wide range of applications by improving resource utilization, minimizing waste generation, reducing environmental impact, life cycle considerations and technological innovation and ensuring sustainable manufacturing standards.
Key strategies for improving conventional machining of MMCs include the development of advanced cutting tools with improved wear resistance and toughness, optimization of cutting parameters to minimize the parameters, implementation of effective coolant and lubrication techniques, integration of adaptive machining strategies for real-time monitoring and control and sustainable manufacturing. The environmental unfriendliness of traditional machining has been greatly reduced with innovations like dry cutting, MQL, and cryogenic cooling. These advancements have not only helped to achieve sustainability, but have also increased productivity. Future studies could focus extensively on the optimization of machining processes to enhance the performance of these sustainable solutions.
Author Contributions
Conceptualization, E.M.G.; Methodology, H.G.L.; validation, formal analysis E.M.G.; writing—original draft preparation, E.M.G.; and writing review E.M.G.; and editing, project administration, H.G.L.; funding acquisition H.G.L. Authors have read and agreed to the published version of the manuscript.
Funding
The research was funded by the NORHED II project INDMET grant (Grant Nr. 62862). The authors will gratefully acknowledge the financial support provided for the Publication. .
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available upon request from the authors.
Conflicts of Interest
The author declares no conflict of interest.
References
- Beaumont, P. W., Zweben, C. H., Gdutos, E., Talreja, R., Poursartip, A., Clyne, T. W., ... & Soutis, C. (Eds.). (2018). Comprehensive composite materials II (Vol. 6). Amsterdam, The Netherlands: Elsevier.
- Shalin, R. E. (Ed.). (2012). Polymer matrix composites (Vol. 4). Springer Science & Business Media.
- Chawla, K. K., & Chawla, K. K. (2019). Ceramic matrix composites. Composite Materials: Science and Engineering, 251-296.
- Qinglong, A. N. , Jie, C. H. E. N., Weiwei, M. I. N. G., & Ming, C. H. E. N. (2021). Machining of SiC ceramic matrix composites: A review. Chinese Journal of Aeronautics, 34(4), 540-567. [CrossRef]
- Ramanathan, A. , Krishnan, P. K., & Muraliraja, R. (2019). A review on the production of metal matrix composites through stir casting–Furnace design, properties, challenges, and research opportunities. Journal of Manufacturing processes, 42, 213-245. [CrossRef]
- De Menezes, E. A. , Eggers, F., Marczak, R. J., Iturrioz, I., & Amico, S. C. (2020). Hybrid composites: Experimental, numerical and analytical assessment aided by online software. Mechanics of Materials, 148, 103533. [CrossRef]
- Ramnath, B.V.; Elanchezhian, C.; Annamalai, R.M.; Aravind, S.; Atreya TS, A.; Vignesh, V.; Subramanian, C. Aluminium metal matrix composites–a review. Rev. Adv. Mater. Sci 2014, 38, 55–60. [Google Scholar]
- Singh, L. , Singh, B., & Saxena, K. K. (2020). Manufacturing techniques for metal matrix composites (MMC): an overview. Advances in Materials and Processing Technologies, 6(2), 441-457. [CrossRef]
- Luna Ramírez, A. , Porcayo-Calderon, J., Mazur, Z., Salinas-Bravo, V. M., & Martinez-Gomez, L. (2016). Microstructural changes during high temperature service of a cobalt-based superalloy first stage nozzle. Advances in Materials Science and Engineering, 2016. [CrossRef]
- Saravanan, C.; Subramanian, K.; Krishnan, V.A.; Narayanan, R.S. Effect of particulate reinforced aluminium metal matrix composite–a review. Mechanics and Mechanical Engineering 2015, 19, 23–30. [Google Scholar]
- Ashebir, D. A., Mengesha, G. A., & Sinha, D. K. (2022). An insight into mechanical and metallurgical behavior of hybrid reinforced aluminum metal matrix composite. Advances in Materials Science and Engineering, 2022. [CrossRef]
- Dandekar, C. R. , & Shin, Y. C. (2012). Modeling of machining of composite materials: a review. International Journal of Machine tools and manufacture, 57, 102-121. [CrossRef]
- Sharma, A. K. , Bhandari, R., Aherwar, A., Rimašauskienė, R., & Pinca-Bretotean, C. (2020). A study of advancement in application opportunities of aluminum metal matrix composites. Materials Today: Proceedings, 26, 2419-2424. [CrossRef]
- Sadeghi, B. , Cavaliere, P., & Perrone, A. (2018). Effect of Al2O3, SiO2 and carbon nanotubes on the microstructural and mechanical behavior of spark plasma sintered aluminum based nanocomposites. Particulate Science and Technology. [CrossRef]
- Karabulut, Ş. (2015). Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement, 66, 139-149. [CrossRef]
- Kannan, R. , Narayanaperumal, A., & Rao, M. S. R. (2015, June). Nanocrystalline Diamond Coated Tool Performance in Machining of LM6 Aluminium Alloy/Alumina MMC. In International Manufacturing Science and Engineering Conference (Vol. 56833, p. V002T01A008). American Society of Mechanical Engineers.
- Ghandehariun, A. , Kishawy, H. A., Umer, U., & Hussein, H. M. (2016). Analysis of tool-particle interactions during cutting process of metal matrix composites. The International Journal of Advanced Manufacturing Technology, 82, 143-152. 10. [CrossRef]
- Kannan, C. , Ramanujam, R., & Balan, A. S. S. (2018). Machinability studies on Al 7075/BN/Al2O3 squeeze cast hybrid nanocomposite under different machining environments. Materials and Manufacturing Processes, 33(5), 587-595. [CrossRef]
- Prakash, M., & Iqbal, U. M. (2018). Parametric optimization in turning of AA2014/Al2O3 nano composite for machinability assessment using sensors. In IOP Conference Series: Materials Science and Engineering (Vol. 402, No. 1, p. 012013). IOP Publishing. [CrossRef]
- Thankachan, T.P. Production and Machining Performance Study of Nano Al 2 O 3 Particle Reinforced LM25 Aluminum Alloy Composites. Journal of Applied Mechanics and Technical Physics 2019, 60, 136–143. [Google Scholar] [CrossRef]
- Srivastava, A. K. , Maurya, M., Saxena, A., Kumar, N., & Dwivedi, S. P. (2021). Statistical optimization by response surface methodology of process parameters during the CNC turning operation of hybrid metal matrix composite. [CrossRef]
- Szymański, M., Przestacki, D., & Szymański, P. (2022). Tool Wear and Surface Roughness in Turning of Metal Matrix Composite Built of Al2O3 Sinter Saturated by Aluminum Alloy in Vacuum Condition. Materials, 15(23), 8375. [CrossRef] [PubMed]
- Ravikumar, M. , & Suresh, R. (2023). Study on mechanical and machinability characteristics of n-Al2O3/SiC-reinforced Al7075 composite by design of experiment technique. Multiscale and Multidisciplinary Modeling, Experiments and Design, 1-14. [CrossRef]
- Sunar, T. , Parenti, P., Tunçay, T., Özyürek, D., & Annoni, M. (2023). The Effects of Nanoparticle Reinforcement on the Micromilling Process of A356/Al2O3 Nanocomposites. Journal of Manufacturing and Materials Processing, 7(4), 125. [CrossRef]
- 2015 - Arun Premnath, A., Suryatheja, P., Srinath, A., & Karthikeyan, S. (2015). Analyses of tool wear while milling hybrid metal matrix composites. Applied Mechanics and Materials, 813, 279-284. 10.4028/www.scientific.net/AMM.813-814.279.
- Somiya, S. (Ed.). (2012). Advanced Materials' 93: Ceramics, Powders, Corrosion and Advanced Processing. Newnes.
- Kremer, A. , Devillez, A., Dominiak, S., Dudzinski, D., & El Mansori, M. (2008). Machinability of AI/SiC particulate metal-matrix composites under dry conditions with CVD diamond-coated carbide tools. Machining Science and Technology, 12(2), 214-233. [CrossRef]
- Ge, Y. F. , Xu, J. H., Yang, H., Luo, S. B., & Fu, Y. C. (2008). Machining induced defects and the influence factors when diamond turning of SiCp/Al composites. Applied Mechanics and Materials, 10, 626-630. 10.4028/www.scientific.net/AMM.10-12.
- Ge, Y. F. , Xu, J. H., Yang, H., Luo, S. B., & Fu, Y. C. (2008). Workpiece surface quality when ultra-precision turning of SiCp/Al composites. Journal of materials processing technology, 203(1-3), 166-175. 10.1016/j.jmatprotec.2007.09.
- Krishnaraj, V.; Raghavendran, N.; Sudhan, R.; Vignesh, R. An investigation on end milling of aluminium based metal matrix composites for optimising machining parameters. Journal of Machining and Forming Technologies 2012, 4, 265. [Google Scholar]
- Krishnaraj, V. (2013). Optimisation of End Milling Parameters on Aluminium/SiC Composites Using Response Surface and Artificial Neural Network Methodologies. In Materials Science Forum (Vol. 766, pp. 59-75). Trans Tech Publications Ltd. 10.4028/www.scientific.net/MSF.766.59.
- Rajmohan, T.; Palanikumar, K.; Kathirvel, M. Optimization of machining parameters in drilling hybrid aluminium metal matrix composites. Transactions of Nonferrous Metals Society of China 2012, 22, 1286–1297. [Google Scholar] [CrossRef]
- Rajmohan, T. , & Palanikumar, K. (2012). Optimization of machining parameters for multi-performance characteristics in drilling hybrid metal matrix composites. Journal of Composite Materials, 46(7), 869-878. [CrossRef]
- Rajmohan, T., & Palanikumar, K. (2013). Application of the central composite design in optimization of machining parameters in drilling hybrid metal matrix composites. Measurement, 46(4), 1470-1481. [CrossRef]
- Jayakumar, K., Mathew, J., Joseph, M. A., Kumar, R. S., & Chakravarthy, P. (2012). Processing and end milling behavioural study of A356-SiCp Composite. In Materials Science Forum (Vol. 710, pp. 338-343). Trans Tech Publications Ltd. 10.4028/www.scientific.net/MSF.710.
- Jeyakumar, S. , Marimuthu, K., & Ramachandran, T. (2013). Prediction of cutting force, tool wear and surface roughness of Al6061/SiC composite for end milling operations using RSM. Journal of Mechanical Science and Technology, 27, 2813-2822. [CrossRef]
- Muthukrishnan, N. , Babu, T. M., & Ramanujam, R. (2012). Fabrication and turning of Al/SiC/B4C hybrid metal matrix composites optimization using desirability analysis. Journal of the Chinese Institute of Industrial Engineers, 29(8), 515-525. [CrossRef]
- Peng, S. , Xie, L. J., Wang, X. B., Fu, N. X., & Shi, X. K. (2014). Investigation on the cutting force of high-speed milling of high volume fraction of SiCp/Al composites with PCD tools. Advanced Materials Research, 873, 350-360. [CrossRef]
- Palanikumar, K. , Muthukrishnan, N., & Hariprasad, K. S. (2014). Surface roughness parameters optimization in machining A356/SiC/20p metal matrix composites by PCD tool using response surface methodology and desirability function. Machining Science and Technology, 12(4), 529-545. [CrossRef]
- Venkatesan, K. , Ramanujam, R., Joel, J., Jeyapandiarajan, P., Vignesh, M., Tolia, D. J., & Krishna, R. V. (2014). Study of cutting force and surface roughness in machining of Al alloy hybrid composite and optimized using response surface methodology. Procedia Engineering, 97, 677-686. [CrossRef]
- Dabade, U. A. , Sonawane, H. A., & Joshi, S. S. (2014). Cutting forces and surface roughness in machining Al/SiCp composites of varying composition. Machining Science and Technology, 14(2), 258-279. [CrossRef]
- Vivek, S.; Vijayraj, S.; Prabhu, G.; Singh, J.V.M. Experimental Investigation for the Machining of Al-Sic Nano Composites using Response Surface Method. International Journal of Applied Engineering Research 2015, 10. [Google Scholar]
- Vijayraj, S.; Arivazhagan, A.; Prakash, G.; Prabhu, G. Optimization of machining parameters of Al-SiC nano composites using DOE. Int. J. Appl. Eng. Res 2015, 10, 5863–5869. [Google Scholar]
- El-Kady, E. Y., Gaafer, A. M., Ghaith, M. H. G., Khalil, T., & Mostafa, A. A. (2015). The effect of machining parameters on the cutting forces, tool wear, and machined surface roughness of metal matrix nano composite material. Advances in Materials, 4(3), 43-50. [CrossRef]
- Karabulut, Ş. , Çinici, H., & Karakoç, H. (2016). Experimental investigation and optimization of cutting force and tool wear in milling Al7075 and open-cell SiC foam composite. Arabian Journal for Science and Engineering, 41, 1797-1812. [CrossRef]
- Thamizharasan, M. M. , Nithiya Sandhiya, Y. J., Sekar, K. V., & Bhanu Prasad, V. V. (2016). Finite element analysis of the effect of cutting speed on the orthogonal turning of A359/SiCp MMC. Applied Mechanics and Materials, 852, 304-310. [CrossRef]
- Jadhav, M. R. , & Dabade, U. A. (2016). Modelling and simulation of Al/SiCp MMCs during hot machining. In ASME international mechanical engineering congress and exposition (Vol. 50527, p. V002T02A023). American Society of Mechanical Engineers.
- Wu, Q., Xu, W., & Zhang, L. (2018). A micromechanics analysis of the material removal mechanisms in the cutting of ceramic particle reinforced metal matrix composites. Machining Science and Technology, 22(4), 638-651. [CrossRef]
- Bushlya, V. , Lenrick, F., Gutnichenko, O., Petrusha, I., Osipov, O., Kristiansson, S., & Stahl, J. E. (2017). Performance and wear mechanisms of novel superhard diamond and boron nitride based tools in machining Al-SiCp metal matrix composite. Wear, 376, 152-164. [CrossRef]
- Elsadek, A.A.; Gaafer, A.; Lashin, A.M.A. Prediction of Roughness and Tool Wear in Turning of Metal Matrix Nanocomposites. J. Eng. App. Sci 2017, 64, 387–408. [Google Scholar]
- Ghoreishi, R. , Roohi, A. H., & Ghadikolaei, A. D. (2018). Analysis of the influence of cutting parameters on surface roughness and cutting forces in high speed face milling of Al/SiC MMC. Materials Research Express, 5(8), 086521. [CrossRef]
- Ghoreishi, R. , Roohi, A. H., & Ghadikolaei, A. D. (2019). Evaluation of tool wear in high-speed face milling of Al/SiC metal matrix composites. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 41(3), 146. [CrossRef]
- Deng, B. , Wang, H., Peng, F., Yan, R., & Zhou, L. (2018). Experimental and theoretical investigations on tool wear and surface quality in micro milling of SiCp/Al composites under dry and MQL conditions. In ASME International Mechanical Engineering Congress and Exposition (Vol. 52019, p. V002T02A001). American Society of Mechanical Engineers.
- Xiang, J. , Pang, S., Xie, L., Hu, X., Peng, S., & Wang, T. (2018). Investigation of cutting forces, surface integrity, and tool wear when high-speed milling of high-volume fraction SiC p/Al6063 composites in PCD tooling. The International Journal of Advanced Manufacturing Technology, 98, 1237-1251. [CrossRef]
- Pramanik, A. , Basak, A. K., Dong, Y., Shankar, S., & Littlefair, G. (2018). Milling of nanoparticles reinforced Al-based metal matrix composites. Journal of Composites Science, 2(1), 13. [CrossRef]
- Wang, Z. , Xu, J., Yu, H., Yu, Z., Li, Y., & Du, Q. (2018). Process characteristics of laser-assisted micro machining of SiC p/2024Al composites. The International Journal of Advanced Manufacturing Technology, 94, 3679-3690. [CrossRef]
- Teng, X. , Chen, W., Huo, D., Shyha, I., & Lin, C. (2018). Comparison of cutting mechanism when machining micro and nano-particles reinforced SiC/Al metal matrix composites. Composite Structures, 203, 636-647. [CrossRef]
- Kumar, S. , & Sood, P. K. (2019). Leverage of machining parameters and non-oxide nano ceramic fillers loading on machinability of aluminium matrix based nano-composites. Materials Research Express, 6(5), 056516. [CrossRef]
- Niu, Z. (2018). Investigation on the multiscale multiphysics based approach to modelling and analysis of precision machining of metal matrix composites (MMCs) and its application perspectives (Doctoral dissertation, Brunel University London).
- Ramesh Kumar, C. , JaiGanesh, V., & Malarvannan, R. R. R. (2019). Optimization of drilling parameters in hybrid (Al6061/SiC/B 4 C/talc) composites by grey relational analysis. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 41, 1-10. [CrossRef]
- Nandakumar, A., Rajmohan, T., & Vijayabhaskar, S. (2019). Experimental evaluation of the lubrication performance in MQL grinding of nano SiC reinforced Al matrix composites. Silicon, 11(6), 2987-2999. [CrossRef]
- Mirshamsi, S. M. A. , Movahhedy, M. R., & Khodaygan, S. (2019). Experimental modeling and optimizing process parameters in the laser assisted machining of silicon carbide particle-reinforced aluminum matrix composites. Materials Research Express, 6(8), 086591. [CrossRef]
- Tripathy, P. , & Maity, K. P. (2019). Experimental Investigation during Micro-Milling of Hybrid Al6063 MMC Reinforced with SiC and ZrO2. In Advanced Engineering Forum (Vol. 33, pp. 1-9). Trans Tech Publications Ltd. 10.4028/www.scientific.net/AEF.33.
- Ajithkumar, J. P., & Xavior, M. A. (2019). Cutting force and surface roughness analysis during turning of Al 7075 based hybrid composites. Procedia Manufacturing, 30, 180-187. [CrossRef]
- Ajithkumar, J. P., & Xavior, M. A. (2019). Flank and crater wear analysis during turning of Al 7075 based hybrid composites. Materials Research Express, 6(8), 086560. [CrossRef]
- Arulraj, M.; Palani, P.K.; Venkatesh, L. Optimization of Machining Parameters In Turning of Hybrid Aluminium-Matrix (LM24–SiCp–Coconut Shell Ash) Composite. Materiali in tehnologije / Materials and technology 2019, 53, 263–268. [Google Scholar] [CrossRef]
- Wang, Z. , Xu, J., Yu, Z., Liu, Q., Pei, Q., & Zhai, C. (2019). Study on Laser-assisted Machining of Aluminum-based Silicon Carbide. In 2019 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO) (pp. 24-28). IEEE.
- Ramasubramanian, K. , Arunachalam, N., & Rao, M. R. (2019). Wear performance of nano-engineered boron doped graded layer CVD diamond coated cutting tool for machining of Al-SiC MMC. Wear, 426, 1536-1547. [CrossRef]
- Thirukkumaran, K. , Menaka, M., Mukhopadhyay, C. K., & Venkatraman, B. (2020). A study on temperature rise, tool wear, and surface roughness during drilling of Al–5% SiC composite. Arabian Journal for Science and Engineering, 45, 5407-5419. [CrossRef]
- Abbas, C. A. , Huang, C., Wang, J., Wang, Z., Liu, H., & Zhu, H. (2020). Machinability investigations on high-speed drilling of aluminum reinforced with silicon carbide metal matrix composites. The International Journal of Advanced Manufacturing Technology, 108, 1601-1611. [CrossRef]
- Wiciak-Pikula, M. , Felusiak, A., & Twardowski, P. (2020). Artificial Neural Network models for tool wear prediction during Aluminium Matrix Composite milling. In 2020 IEEE 7th International Workshop on Metrology for AeroSpace (MetroAeroSpace) (pp. 255-259). IEEE.
- Wiciak-Pikuła, M. , Felusiak-Czyryca, A., & Twardowski, P. (2020). Tool wear prediction based on artificial neural network during aluminum matrix composite milling. Sensors, 20(20), 5798. [CrossRef]
- Zhao, G. , Mao, P., Li, L., Iqbal, A., & He, N. (2020). Micro-milling of 65 vol% SiCp/Al composites with a novel laser-assisted hybrid process. Ceramics International, 46(16), 26121-26128. [CrossRef]
- Zhao, G. , Hu, M., Li, L., Zhao, C., Zhang, J., & Zhang, X. (2020). Enhanced machinability of SiCp/Al composites with laser-induced oxidation assisted milling. Ceramics International, 46(11), 18592-18600. [CrossRef]
- Zhou, G. , Xu, C., Ma, Y., Wang, X. H., Feng, P. F., & Zhang, M. (2020). Prediction and control of surface roughness for the milling of Al/SiC metal matrix composites based on neural networks. Advances in Manufacturing, 8, 486-507. [CrossRef]
- Liu, C. , Gao, L., Jiang, X., Xu, W., Liu, S., & Yang, T. (2020). Analytical modeling of subsurface damage depth in machining of SiCp/Al composites. International Journal of Mechanical Sciences, 185, 105874. [CrossRef]
- Repeto, D. , Fernández-Vidal, S. R., Mayuet, P. F., Salguero, J., & Batista, M. (2020). On the machinability of an Al-63% SiC metal matrix composite. Materials, 13(5), 1186. [CrossRef]
- Swain, P. K. , Mohapatra, K. D., Das, R., Sahoo, A. K., & Panda, A. (2020). Experimental investigation into characterization and machining of Al+ SiCp nano-composites using coated carbide tool. Mechanics & Industry, 21(3), 307. [CrossRef]
- Swain, P.K.; Mohapatra, K.D.; Swain, P.K. Optimization, error analysis and mathematical modelling of Al-SiCp metal matrix nano composites using coated carbide insert. Materials Today: Proceedings 2020, 26, 620–631. [Google Scholar] [CrossRef]
- Das, D. , Chakraborty, V., Nayak, B. B., Satpathy, M. P., & Samal, C. (2020). Machining of aluminium-based metal matrix composite-a particle swarm optimisation approach. International Journal of Machining and Machinability of Materials, 22(1), 79-97. [CrossRef]
- Bhushan, R. K. (2022). Optimization of machining parameters for minimizing cutting forces during machining of Al alloy SiC particle composites. Australian Journal of Mechanical Engineering, 20(2), 372-386. [CrossRef]
- Bhushan, R. K. (2021). Minimizing tool wear by optimization (ANOVA) of cutting parameters in machining of 7075Al Alloy SiC particle composite. Australian Journal of Mechanical Engineering, 21(2), 499-517. [CrossRef]
- Chakravarthy, V. K., Rajmohan, T., Vijayan, D., & Palanikumar, K. (2021). Sustainable drilling of nano SiC reinforced Al matrix composites using MQL and cryogenic cooling for achieving the better surface integrity. Silicon, 1-19. [CrossRef]
- Çevik, Z. A. , Karabacak, A. H., Kök, M., Canakçı, A., Kumar, S. S., & Varol, T. (2021). The effect of machining processes on the physical and surface characteristics of AA2024-B4C-SiC hybrid nanocomposites fabricated by hot pressing method. Journal of Composite Materials, 55(19), 2657-2671.
- Shihab, S. K. , Gattmah, J., & Kadhim, H. M. (2021). Experimental investigation of surface integrity and multi-objective optimization of end milling for hybrid Al7075 matrix composites. Silicon, 13(5), 1403-1419. [CrossRef]
- Saini, P. , & Singh, P. K. (2021). Optimization of end milling parameters for rough and finish machining of Al-4032/3% SiC metal matrix composite. Engineering Research Express, 3(4), 045009. [CrossRef]
- Saini, P. , Singh, P. K., & Kumar, D. (2022). Effect of machining parameters for surface finish and material removal rate of Al-4032/SiC composite during end milling using TGRA and ANN. Journal of Advanced Manufacturing Systems, 21(01), 85-109. [CrossRef]
- Saini, P. , & Singh, P. K. (2022). Effect of machining parameters on surface roughness and energy consumption during end milling of stir cast Al-4032/6% SiC composite. Surface Topography: Metrology and Properties, 10(3), 035029. [CrossRef]
- Patil, P. P., & Lila, M. K. (2021). Impact of Machining Variables on Tool wear and surface roughness of 7071 Al with SiC Hybrid Materials. Webology, 18(5), 2910-2916. [CrossRef]
- Kumar, J. , Singh, D., Kalsi, N. S., & Sharma, S. (2021). Influence of Reinforcement Contents and Turning Parameters on the Machining Behaviour of Al/SiC/Cr Hybrid Aluminium Matrix Composites. Additive and Subtractive Manufacturing of Composites, 33-51. [CrossRef]
- Kumar, J. , Singh, D., Kalsi, N. S., Sharma, S., Mia, M., Singh, J.,... & Rao, K. V. (2021). Investigation on the mechanical, tribological, morphological and machinability behavior of stir-casted Al/SiC/Mo reinforced MMCs. Journal of Materials Research and Technology, 12, 930-946. [CrossRef]
- Abedinzadeh, R. , Norouzi, E., & Toghraie, D. (2021). Experimental investigation of machinability in laser-assisted machining of aluminum-based nanocomposites. Journal of Materials Research and Technology, 15, 3481-3491. [CrossRef]
- Zhou, J. , Lu, M., Lin, J., & Du, Y. (2021). Elliptic vibration assisted cutting of metal matrix composite reinforced by silicon carbide: an investigation of machining mechanisms and surface integrity. Journal of Materials Research and Technology, 15, 1115-1129. [CrossRef]
- Devaraj, S. , Malkapuram, R., & Singaravel, B. (2021). Performance analysis of micro textured cutting insert design parameters on machining of Al-MMC in turning process. International Journal of Lightweight Materials and Manufacture, 4(2), 210-217. [CrossRef]
- Liu, C. , Wang, Z., Gao, L., Zhang, X., Wang, G., Yang, T., & Du, Y. (2022). A novel tool wear modeling method in drilling of particle reinforced metal matrix composite. The International Journal of Advanced Manufacturing Technology, 119(11-12), 7089-7107. [CrossRef]
- Babu, S. S. , Dhanasekaran, C., Anbuchezhiyan, G., & Palani, K. (2022). Parametric analysis on drilling of aluminium alloy hybrid composites reinforced with SIC/WC. Engineering Research Express, 4(2), 025036. [CrossRef]
- Nagarajan, N., & Kamalakannan, R. (2022). Analyze the Effect of Crater Cutting Tool Wear Modeling in the Machining of Aluminium Composite. Materials Research, 25. [CrossRef]
- Behera, R. K. , Samal, B. P., Panigrahi, S. C., Das, S. R., Mohamed, A., Muduli, K.,... & Das, R. (2022). Experimental analysis on machinability aspects of sintered aluminium metal matrix (Al+ Si+ Mg+ Cu+ SiC) composite-a novel product produced by powder metallurgy method. International Journal of Materials Engineering Innovation, 13(1), 1-22. [CrossRef]
- Kim, J. , Zani, L., Abdul-Kadir, A., Ribeiro, M. L., Roy, A., Baxevanakis, K. P.,... & Silberschmidt, V. V. (2022). Ultrasonically assisted turning of micro-SiCp/Al 2124 composite. Procedia Structural Integrity, 37, 282-291. [CrossRef]
- Laghari, R. A. , He, N., Jamil, M., & Gupta, M. K. (2023). Tribological and machining characteristics of milling SiCp/Al MMC composites under sustainable cooling conditions. The International Journal of Advanced Manufacturing Technology, 128(5-6), 2613-2630. [CrossRef]
- Laghari, R. A. , Mekid, S., Akhtar, S. S., Laghari, A. A., & Jamil, M. (2022). Investigating the Tribological Aspects of Tool Wear Mechanism and Tool Life in Sustainable Lubri-Cooling Face Milling Process of Particle Reinforced SiCp/Al Metal Matrix Composites. In ASME International Mechanical Engineering Congress and Exposition (Vol. 86649, p. V02BT02A062). American Society of Mechanical Engineers. [CrossRef]
- Priyadarshi, D. , & Sharma, R. K. (2016). Optimization for turning of Al-6061-SiC-Gr hybrid nanocomposites using response surface methodologies. Materials and Manufacturing Processes, 31(10), 1342-1350. [CrossRef]
- Priyadarshi, D., & Sharma, R. K. (2016). Effect of type and percentage of reinforcement for optimization of the cutting force in turning of Aluminium matrix nanocomposites using response surface methodologies. Journal of Mechanical Science and Technology, 30, 1095-1101. [CrossRef]
- Shihab, S. K. , Gattmah, J., & Kadhim, H. M. (2021). Experimental investigation of surface integrity and multi-objective optimization of end milling for hybrid Al7075 matrix composites. Silicon, 13(5), 1403-1419. [CrossRef]
- Kannan, V. , & Kannan, V. V. (2018). A Study on the Turning Characteristics and Optimization of MOS 2 p and SiCp-Reinforced Al-Si10Mg Metal Matrix Composites (No. 2018-28-0043). SAE Technical Paper. [CrossRef]
- Guolong, Z. H. A. O. , Lianjia, X. I. N., Liang, L. I., Zhang, Y., Ning, H. E., & Hansen, H. N. (2023). Cutting force model and damage formation mechanism in milling of 70wt% Si/Al composite. Chinese Journal of Aeronautics, 36(7), 114-128. [CrossRef]
- Şap, S. (2023). Machining and energy aspect assessment with sustainable cutting fluid strategies of Al–12Si based hybrid composites. International Journal of Precision Engineering and Manufacturing-Green Technology, 1-21. [CrossRef]
- Al-Kandary, M., Habib, S., EH Mansour, S., & S Mahmoud, T. (2019). On The Optimization Of The Machinability Characteristics Of Al-Si/Al2O3 AND Al-Si/MWCNTs Metal Matrix Nanocomposites. Engineering Research Journal-Faculty of Engineering (Shoubra), 42(1), 9-14. [CrossRef]
- Raj, P. , Biju, P. L., Deepanraj, B., & Senthilkumar, N. (2023). Optimizing the machining conditions in turning hybrid aluminium nanocomposites adopting teaching–learning based optimization and MOORA technique. International Journal on Interactive Design and Manufacturing (IJIDeM), 1-13. [CrossRef]
- Puttaswamy, S. J. , & Venkatagiriyappa, R. B. (2021). Effect of Machining Parameters on Surface Roughness, Power Consumption, and Material Removal Rate of Aluminium 6065-Si-MWCT Metal Matrix Composite in Turning Operations. IIUM Engineering Journal, 22(2), 283-293. [CrossRef]
- Kannan, V. V. , Kannan, V., Sundararajan, D., Seth, A., Sood, N., & Babu, A. (2019). Fabrication and Machinability Study of Al2219 Metal Matrix Composites Reinforced with SiN/MoS 2 Nanoparticles (No. 2019-28-0170). SAE Technical Paper. [CrossRef]
- Siddeshkumar, N. G., Suresh, R., Shivaramu, L., & Shankar, G. S. (2022). Analysis of Cutting Forces and Surface Roughness in Machining Al2219, Unhybrid and Hybrid Metal Matrix Nano Composites using CCD Design of Experiment. Trends in Sciences, 19(11), 4499-4499. [CrossRef]
- Ghalme, S. G. , & Karolczak, P. (2023). Optimization of Drilling Parameters for Aluminum Metal Matrix Composite Using Entropy-Weighted TOPSIS under MQL Conditions. Engineering Transactions. [CrossRef]
- Wiciak-Pikuła, M., Twardowski, P., Bartkowska, A., & Felusiak-Czyryca, A. (2021). Experimental investigation of surface roughness in milling of duralcanTM composite. Materials, 14(20), 6010. [CrossRef] [PubMed]
- Kuliiev, R. (2020).
- Smart, D. R. , Varghese, P., & George, L. J. (2013). Experimental investigation of effect of gear milling parameters of Al-B4C composite gears on surface roughness. Advanced Materials Research, 690, 2523-2528. [CrossRef]
- Taşkesen, A. , & Kütükde, K. (2014). Experimental investigation and multi-objective analysis on drilling of boron carbide reinforced metal matrix composites using grey relational analysis. Measurement, 47, 321-330. [CrossRef]
- Hiremath, V. , Bharath, V., Auradi, V., Dundur, S. T., & Nagaral, M. (2022). Machining of hard-to-cut materials: impact of varying weight proportion of boron carbide particle addition on cutting force and surface roughness of Al6061. Journal of Materials Engineering and Performance, 1-8. [CrossRef]
- Sekhar, R. , Singh, T. P., & Shah, P. (2022). Machine learning based predictive modeling and control of surface roughness generation while machining micro boron carbide and carbon nanotube particle reinforced Al-Mg matrix composites. Particulate Science and Technology, 40(3), 355-372. [CrossRef]
- Sathish, T. , Vinayagam, M., Raja, T., Seikh, A. H., Siddique, M. H., Subbiah, R., & Hailu, B. (2022). Synthesis of AA8050/B4C/TiB2 Hybrid Nanocomposites and Evaluation of Computer-Aided Machining Parameters. Journal of Nanomaterials, 2022. [CrossRef]
- Pul, M. , & Yağmur, S. (2022). Examination of the effect of B4C and GNP reinforcements on machinability in the machining of Al 6061 matrix B4C/GNP reinforced hybrid composites. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 44(10), 469. [CrossRef]
- Ekici, E. , Motorcu, A. R., & Uzun, G. (2017). An investigation of the effects of cutting parameters and graphite reinforcement on quality characteristics during the drilling of Al/10B4C composites. Measurement, 95, 395-404. [CrossRef]
- Pugazhenthi, A., Kanagaraj, G., Dinaharan, I., & Selvam, J. D. R. (2018). Turning characteristics of in situ formed TiB2 ceramic particulate reinforced AA7075 aluminum matrix composites using polycrystalline diamond cutting tool. Measurement, 121, 39-46. [CrossRef]
- Yu, W. , Chen, J., Li, Y., Zuo, Z., Chen, D., An, Q.,... & Wang, H. (2021). Comprehensive study on the cutting specific energy and surface roughness of milled in situ TiB2/Al composites and Al alloys. The International Journal of Advanced Manufacturing Technology, 112, 2717-2729. [CrossRef]
- Chen, J. , Yu, W., Zuo, Z., Li, Y., Chen, D., An, Q.,... & Chen, M. (2021). Tribological properties and tool wear in milling of in-situ TiB2/7075 Al composite under various cryogenic MQL conditions. Tribology International, 160, 107021. [CrossRef]
- Parasuraman, S. , Elamvazuthi, I., Kanagaraj, G., Natarajan, E., & Pugazhenthi, A. (2021). Assessments of process parameters on cutting force and surface roughness during drilling of AA7075/TiB2 in situ composite. Materials, 14(7), 1726. [CrossRef]
- Kishore, D. S. C. , Rao, K. P., & Mahamani, A. (2014). Investigation of cutting force, surface roughness and flank wear in turning of In-situ Al6061-TiC metal matrix composite. Procedia materials science, 6, 1040-1050. [CrossRef]
- Kishore, D. S. C. , Rao, K. P., & Mahamani, A. (2014). Effects of PCD and uncoated tungsten carbide inserts in turning of in-situ Al6061-TiC metal matrix composite. Procedia Materials Science, 5, 1574-1583. [CrossRef]
- Sujith, S. V. , & Mulik, R. S. (2022). Surface integrity and flank wear response under pure coconut oil-Al2O3 nano minimum quantity lubrication turning of Al-7079/7 wt%-TiC in situ metal matrix composites. Journal of Tribology, 144(5), 051701. [CrossRef]
- Thangavel, S.; Murugan, M.; Zeelanbasha, N. Investigation of cutting force in end milling of Al/n-Tic/MoS 2 sintered nano composite. Metalurgija 2019, 58, 251–254. [Google Scholar]
- Sozhamannan, C. G. , Naveenkumar, K., Mathiarasu, A., Velmurugan, K., & Venkatachalapathy, V. S. K. (2018). Machining characteristics of Al/Ticp/Gr hybrid composites. Materials Today: Proceedings, 5(2), 5940-5946. [CrossRef]
- Raveendran, P. , Alagarsamy, S. V., Ravichandran, M., & Meignanamoorthy, M. (2021). Effect of machining parameters on surface roughness for aluminium matrix composite by using Taguchi method with decision tree algorithm. Surface Review and Letters, 28(04), 2150021. [CrossRef]
- Maganti, N. V. R., & Potturi, R. R. (2023). Investigation on Mechanical and Machinability Properties of Aluminium Metal Matrix Composite Reinforced with Titanium Oxide (TiO2) and Graphite (Gr) Particles. Trends in Sciences, 20(11), 5682-5682. [CrossRef]
- Sivasankaran, S. , Saminathan, E., Sidharth, S., Harisagar, P. T., & Sasikumar, P. (2014). Effect of Graphite addition on surface roughness during turning of AA 7075-ZrB2 in-situ metal matrix composites. Procedia Materials Science, 5, 2122-2131. [CrossRef]
- Ruban, S. R. , Selvam, J. D. R., Wins, K. L. D., & Kandavalli, S. R. (2020). Optimization of cutting parameters of hybrid metal matrix composite AA6061/ZrB2 and ZrC during dry turning. In IOP Conference Series: Materials Science and Engineering (Vol. 993, No. 1, p. 012135). IOP Publishing. [CrossRef]
- Ruban, S. R. , Dev Wins, K. L., Raja Selvam, J. D., & S Rai, R. (2023). Influence of turning parameters on the machinability of Al6061/ZrB2 & ZrC hybrid in-situ Aluminium Matrix Composite. Australian Journal of Mechanical Engineering, 21(4), 1218-1229. [CrossRef]
- Yerigeri, S. V. Yerigeri, S. V., & Biradar, S. K. (2022). Effect of ZrB2 Nano-Ingredient on Uncoated Tool Wear for Aluminum Alloys-Based Metal Matrix Composite. In Innovations in Mechanical Engineering: Select Proceedings of ICIME 2021 (pp. 515-532). Singapore: Springer Nature Singapore. [CrossRef]
- Mahesha, C. R. , Suprabha, R., Suresh Kumar, R., Chowdary, C. M., Upadhyay, V. V., Soumya, M.,... & Diriba, A. (2023). Effect of ZrB 2 Particles on Machining Parameters of AA7475 Alloy-Based Composites by Optimization Technique. Advances in Materials Science and Engineering. [CrossRef]
- Razavykia, A. (2014). Effects of Machining Parameters and Bismuth Addition on Al-20% Mg2Si Machinability During Dry Turning (Doctoral dissertation, Universiti Teknologi Malaysia).
- Raja, K.; Chandra Sekar, V.S.; Vignesh Kumar, V.; Ramkumar, T.; Ganeshan, P. Microstructure characterization and performance evaluation on AA7075 metal matrix composites using RSM technique. Arabian Journal for Science and Engineering 2020, 45, 9481–9495. [Google Scholar] [CrossRef]
- Arulkirubakaran, D.; Senthilkumar, V.; Chilamwar, V.L.; Senthil, P. Performance of surface textured tools during machining of Al-Cu/TiB2 composite. Measurement 2019, 137, 636–646. [Google Scholar] [CrossRef]
- Dandekar, C. R. , & Shin, Y. C. (2010). Laser-assisted machining of a fiber reinforced metal matrix composite.
- Prasad, B. S. , KarakaVVNR, C. M., & Annavarapu, V. S. (2022). Surface morphology and microstructural analysis of al 8081-mg/zr/TiO2 nano metal matrix composite–A base for performance evaluation of polycrystalline diamond and poly cubic boron nitride tools. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 236(10), 5678-5686. [CrossRef]
- Jaswanth, A. , & Anbuchezhiyan, G. (2022). Analyzing the surface roughness of WC particulate hardened MMCs with Al-Mg-Cr alloys. Journal of Pharmaceutical Negative Results, 310-318.
- Pul, M. Investigation of effects of MgO ratio on the surface quality and tool wear in turning Al–MgO composites. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2018, 232, 2122–2131. [Google Scholar] [CrossRef]
- Joel, J. , & Anthony Xavior, M. (2017). Machinability analysis of aluminum alloy-graphene metal matrix composites using uncoated and dlc-coated carbide insert. In ASME International Mechanical Engineering Congress and Exposition (Vol. 58356, p. V002T02A002). American Society of Mechanical Engineers.
- Joel, J., & Xavior, A. (2019). Optimization on machining parameters of aluminium alloy hybrid composite using carbide insert. Materials Research Express, 6(11), 116532. [CrossRef]
- Lagisetti, V. K. , & Sukjamsri, C. (2022). Machinability Study on AA6061/2 SiC/Graphite Hybrid Nanocomposites Fabricated through Ultrasonic Assisted Stir Casting. International Journal of Automotive and Mechanical Engineering, 19(3), 9950-9963. [CrossRef]
- Sathish, T. , Mohanavel, V., Karthick, A., Arunkumar, M., Ravichandran, M., & Rajkumar, S. (2021). Study on Compaction and machinability of silicon nitride (Si3N4) reinforced copper alloy composite through P/M route. International Journal of Polymer Science, 2021, 1-10. [CrossRef]
- Usca, Ü. A. , Uzun, M., Kuntoğlu, M., Sap, E., & Gupta, M. K. (2021). Investigations on tool wear, surface roughness, cutting temperature, and chip formation in machining of Cu-B-CrC composites. The International Journal of Advanced Manufacturing Technology, 116, 3011-3025. [CrossRef]
- Usca, Ü. A. , Uzun, M., Şap, S., Kuntoğlu, M., Giasin, K., Pimenov, D. Y., & Wojciechowski, S. (2022). Tool wear, surface roughness, cutting temperature and chips morphology evaluation of Al/TiN coated carbide cutting tools in milling of Cu–B–CrC based ceramic matrix composites. journal of materials research and technology, 16, 1243-1259. [CrossRef]
- Usca, Ü. A. , Şap, S., Uzun, M., Kuntoğlu, M., Salur, E., Karabiber, A.,... & Wojciechowski, S. (2022). Estimation, optimization and analysis based investigation of the energy consumption in machinability of ceramic-based metal matrix composite materials. journal of materials research and technology, 17, 2987-2998. [CrossRef]
- Şap, E. , Usca, U. A., Gupta, M. K., & Kuntoğlu, M. (2021). Tool wear and machinability investigations in dry turning of Cu/Mo-SiCp hybrid composites. The International Journal of Advanced Manufacturing Technology, 114(1-2), 379-396. [CrossRef]
- Şap, E. , Usca, Ü. A., Gupta, M. K., Kuntoğlu, M., Sarıkaya, M., Pimenov, D. Y., & Mia, M. (2021). Parametric optimization for improving the machining process of cu/mo-sicp composites produced by powder metallurgy. Materials, 14(8), 1921. [CrossRef]
- Şap, S., Usca, Ü. A., Uzun, M., Kuntoğlu, M., Salur, E., & Pimenov, D. Y. (2022). Investigation of the effects of cooling and lubricating strategies on tribological characteristics in machining of hybrid composites. Lubricants, 10(4), 63. [CrossRef]
- Serhat Sap, Mahir Uzun, U¨ same Ali Usca, Danil Yu Pimenov, Khaled Giasin, Szymon Wojciechowski (2022). Investigation of machinability of TieB-SiCp reinforced Cu hybrid composites in dry turning. Journal of materials research and technology, 18(1474), e1487. [CrossRef]
- Li, J. , Liu, J., & Xu, C. (2010). Machinability study of SiC nano-particles reinforced magnesium nanocomposites during micro-milling processes. In International Manufacturing Science and Engineering Conference (Vol. 49477, pp. 391-398).
- Li, J. , Liu, J., Liu, J., Ji, Y., & Xu, C. (2013). Experimental investigation on the machinability of SiC nano-particles reinforced magnesium nanocomposites during micro-milling processes. International Journal of Manufacturing Research, 8(1), 64-84. [CrossRef]
- Teng, X. , Huo, D., Wong, W. L. E., & Gupta, M. (2015). Experiment based investigation into micro machinability of Mg based metal matrix composites (MMCs) with nano-sized reinforcements. In 2015 21st International Conference on Automation and Computing (ICAC) (pp. 1-6). IEEE.
- Teng, X. , Huo, D., Wong, E., Meenashisundaram, G., & Gupta, M. (2016). Micro-machinability of nanoparticle-reinforced Mg-based MMCs: an experimental investigation. The International Journal of Advanced Manufacturing Technology, 87, 2165-2178. [CrossRef]
- Teng, X. , Huo, D., Wong, W. L. E., Sankaranarayanan, S., & Gupta, M. (2017). Machinability Investigation in Micro-milling of Mg Based MMCs with Nano-Sized Particles. In Magnesium Technology 2017 (pp. 61-69). Springer International Publishing. [CrossRef]
- Teng, X. (2018). Investigation into micro machinability of Mg based metal matrix compostites (MMCs) reinforced with nanoparticles (Doctoral dissertation, Newcastle University).
- Teng, X. , Huo, D., Shyha, I., Chen, W., & Wong, E. (2018). An experimental study on tool wear behaviour in micro milling of nano Mg/Ti metal matrix composites. The International Journal of Advanced Manufacturing Technology, 96, 2127-2140. [CrossRef]
- Gao, C. , & Jia, J. (2017). Factor analysis of key parameters on cutting force in micromachining of graphene-reinforced magnesium matrix nanocomposites based on FE simulation. The International Journal of Advanced Manufacturing Technology, 92, 3123-3136. [CrossRef]
- Sun, F. , Huo, D., Fu, G., Teng, X., Kannan, S., & Zhang, H. (2020). Micro-drilling of Mg-based MMCs reinforced with SiO2 nanoparticles: An experimental approach. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 234(12), 1473-1485. [CrossRef]
- Babu, J. S. , Heo, M., & Kang, C. G. (2020). Study of Machining Parameter Optimization in Drilling of Magnesium Based Hybrid Composites Reinforced with Sic/CNT. Key Engineering Materials, 846, 42-46. [CrossRef]
- Asgari, A. , & Sedighi, M. (2023). Investigation on the optimal machining of Mg-based composites considering surface roughness, tool life, cutting forces, and productivity. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 237(5), 1139-1152. [CrossRef]
- Gobivel, K., & Vijay Sekar, K. S. (2022). Machinability studies on the turning of magnesium metal matrix composites. Archives of Metallurgy and Materials, 939-948. [CrossRef]
- Meher, A. , Mahapatra, M. M., Samal, P., Vundavilli, P. R., & Shankar, K. V. (2022). Statistical Modeling of the Machinability of an In-Situ Synthesized RZ5/TiB2 Magnesium Matrix Composite in Dry Turning Condition. Crystals, 12(10), 1353. [CrossRef]
- Meher, A. , & Mahapatra, M. M. (2023). Investigation on the Effect of Machining Parameters on Machinability of RZ5/TiB2 In-Situ Magnesium Matrix Composite. Journal of Materials Engineering and Performance, 32(17), 7706-7720. [CrossRef]
- Radhakrishnan, G. (2023). Experimental investigation on the effect of process parameters on machinability and surface integrity during end milling of Mg-TiO2 nanocomposite. International Journal of Materials and Product Technology, 66(3-4), 312-327. [CrossRef]
- Radhakrishnan, G. , Mathialagan, S., Shankaranarayanan, S., & Pushparaj, J. P. (2023). Investigation on the machinability of TiN nano particulate reinforced magnesium matrix composite. Materials Today: Proceedings, 72, 2281-2288. [CrossRef]
- Aramesh, M. , Shi, B., Nassef, A. O., Attia, H., Balazinski, M., & Kishawy, H. A. (2013). Meta-modeling optimization of the cutting process during turning titanium metal matrix composites (Ti-MMCs). Procedia CIRP, 8, 576-581. [CrossRef]
- Aramesh, M. , Attia, M. H., Kishawy, H. A., & Balazinski, M. (2016). Estimating the remaining useful tool life of worn tools under different cutting parameters: A survival life analysis during turning of titanium metal matrix composites (Ti-MMCs). CIRP Journal of Manufacturing Science and Technology, 12, 35-43. [CrossRef]
- Aramesh, M. , Shaban, Y., Yacout, S., Attia, M. H., Kishawy, H. A., & Balazinski, M. (2016). Survival life analysis applied to tool life estimation with variable cutting conditions when machining titanium metal matrix composites (Ti-MMCs). Machining Science and Technology, 20(1), 132-147. [CrossRef]
- Kishore, D. S. C. , Rao, K. P., & Ramesh, A. (2015). Optimization of machining parameters for improving cutting force and surface roughness in turning of Al6061-TiC in-situ metal matrix composites by using Taguchi method. Materials Today: Proceedings, 2(4-5), 3075-3083. [CrossRef]
- Duong, X., Mayer, J. R. R., & Balazinski, M. (2016). Initial tool wear behavior during machining of titanium metal matrix composite (TiMMCs). International Journal of Refractory Metals and Hard Materials, 60, 169-176. [CrossRef]
- Niknam, S. A. , Kamalizadeh, S., Asgari, A., & Balazinski, M. (2018). Turning titanium metal matrix composites (Ti-MMCs) with carbide and CBN inserts. The International Journal of Advanced Manufacturing Technology, 97, 253-265. [CrossRef]
- Xiong, Y., Wang, W., Jiang, R., & Lin, K. (2018). Machinability of in situ TiB2 particle reinforced 7050Al matrix composites with TiAlN coating tool. The International Journal of Advanced Manufacturing Technology, 97, 3813-3825. [CrossRef]
- Ramkumar, T. , Selvakumar, M., Mohanraj, M., & Chandrasekar, P. (2019). Experimental investigation and analysis of drilling parameters of metal matrix (Ti/TiB) composites. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 41, 1-12. [CrossRef]
- Kamalizadeh, S. , Niknam, S. A., Asgari, A., & Balazinski, M. (2019). Tool wear characterization in high-speed milling of titanium metal matrix composites. The International Journal of Advanced Manufacturing Technology, 100, 2901-2913. [CrossRef]
- Li, G. , Munir, K., Wen, C., Li, Y., & Ding, S. (2020). Machinablility of titanium matrix composites (TMC) reinforced with multi-walled carbon nanotubes. Journal of Manufacturing Processes, 56, 131-146. [CrossRef]
- Nasr, M. M., Anwar, S., Al-Samhan, A. M., Abdo, H. S., & Dabwan, A. (2020). On the machining analysis of graphene nanoplatelets reinforced Ti6Al4V matrix nanocomposites. Journal of Manufacturing Processes, 61, 574-589. [CrossRef]
- Das, L., Nayak, R., Saxena, K. K., Nanda, J., Jena, S. P., Behera, A., ... & Abdul-Zahra, D. S. (2022). Determination of optimum machining parameters for face milling process of Ti6A14V metal matrix composite. Materials, 15(14), 4765. [CrossRef]
Figure 1.
Types of Metal Matrix Composites Reinforcement.
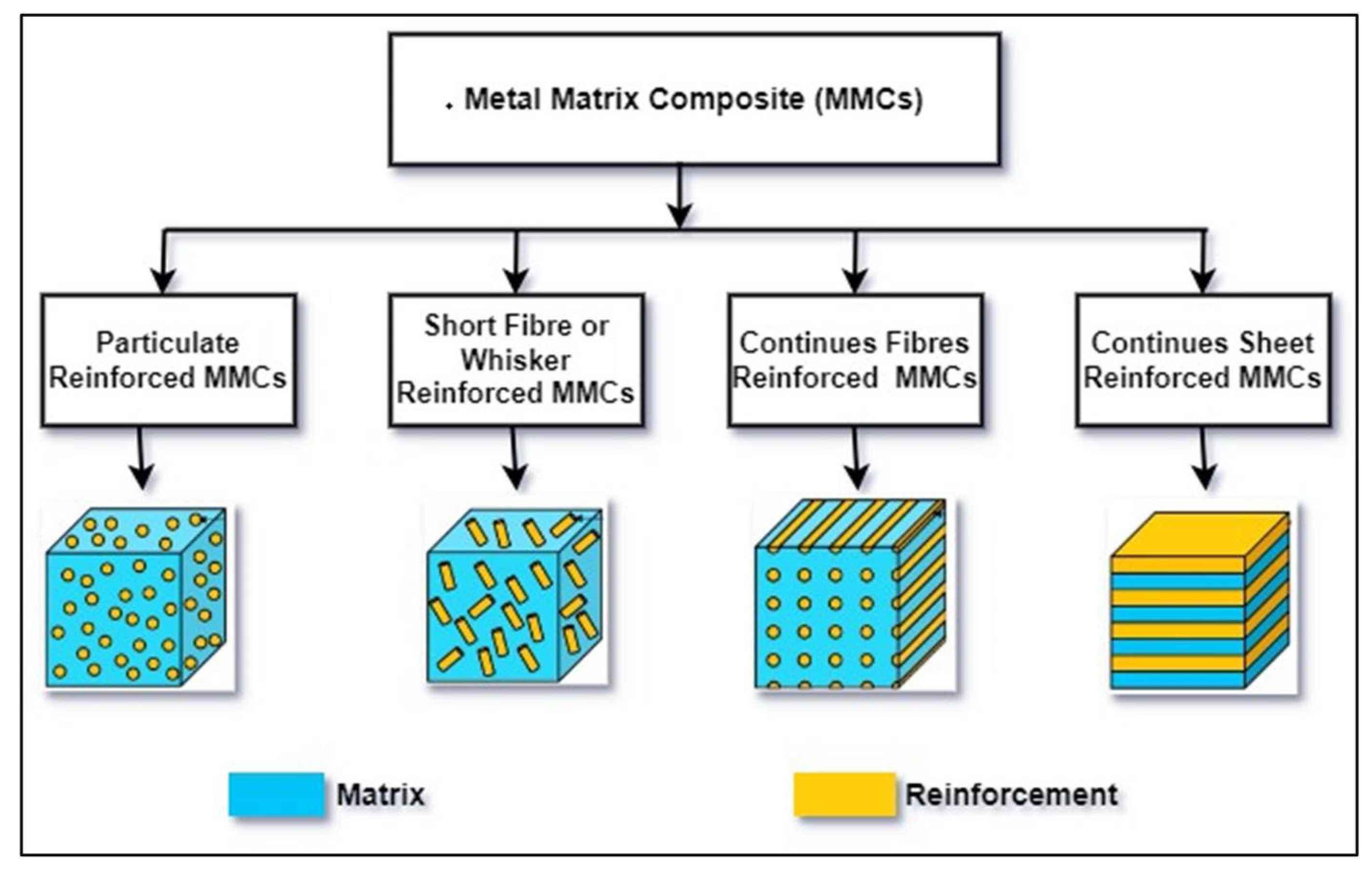
Figure 2.
MMCs materials used in conventional machining operation.
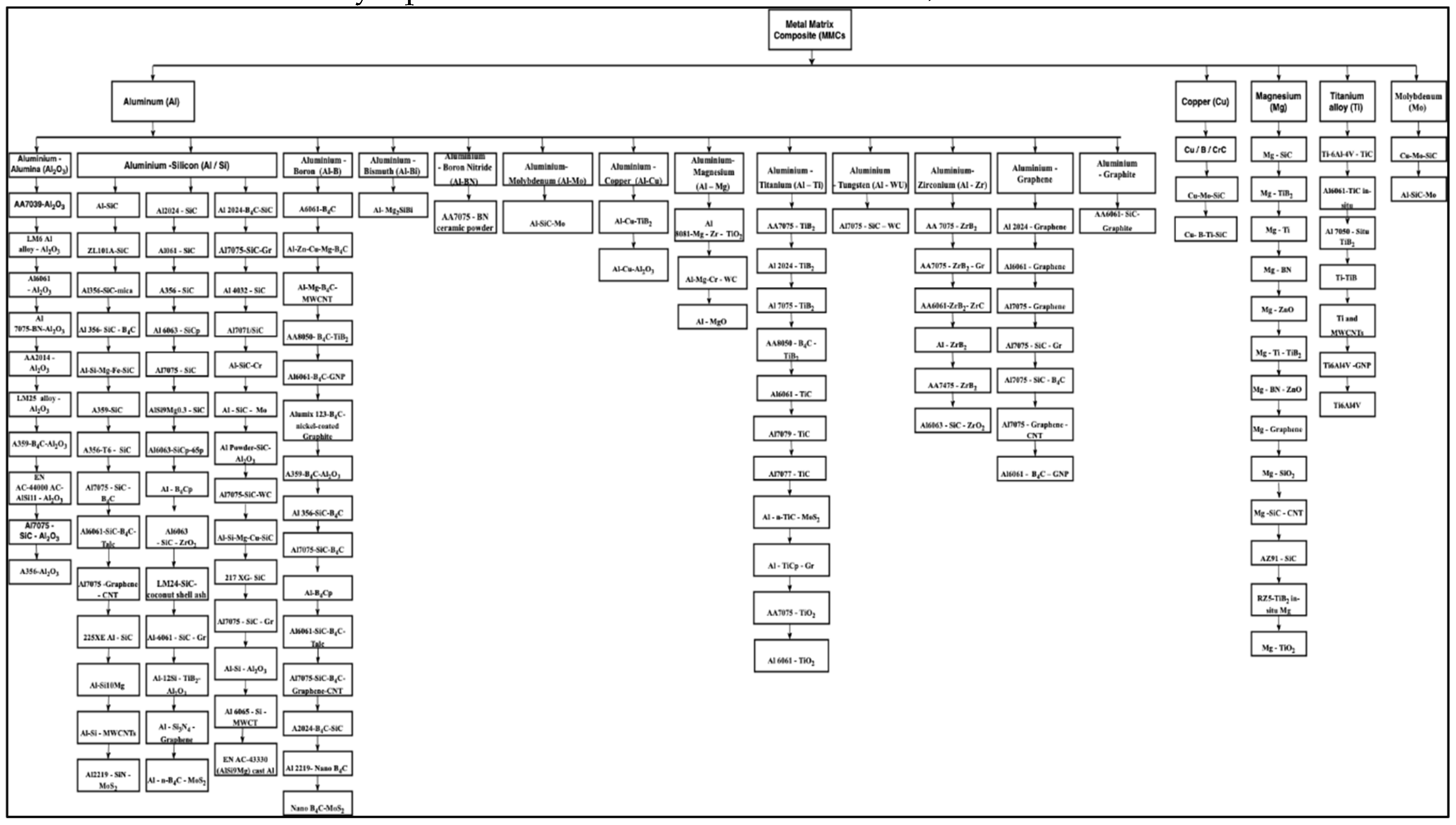
Figure 3.
MMC used in Conventional Machining.
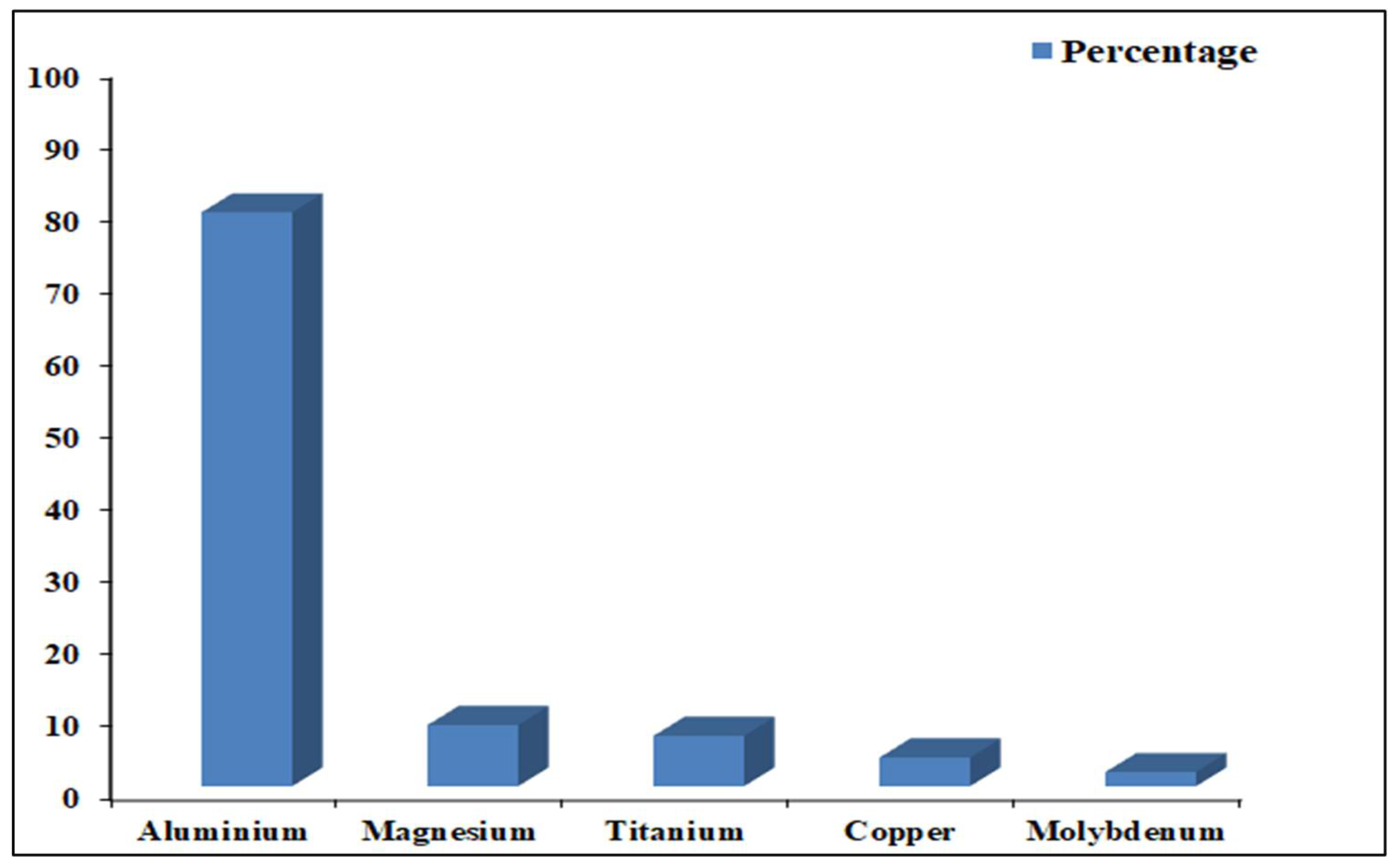
Figure 4.
Reinforcement Materials.
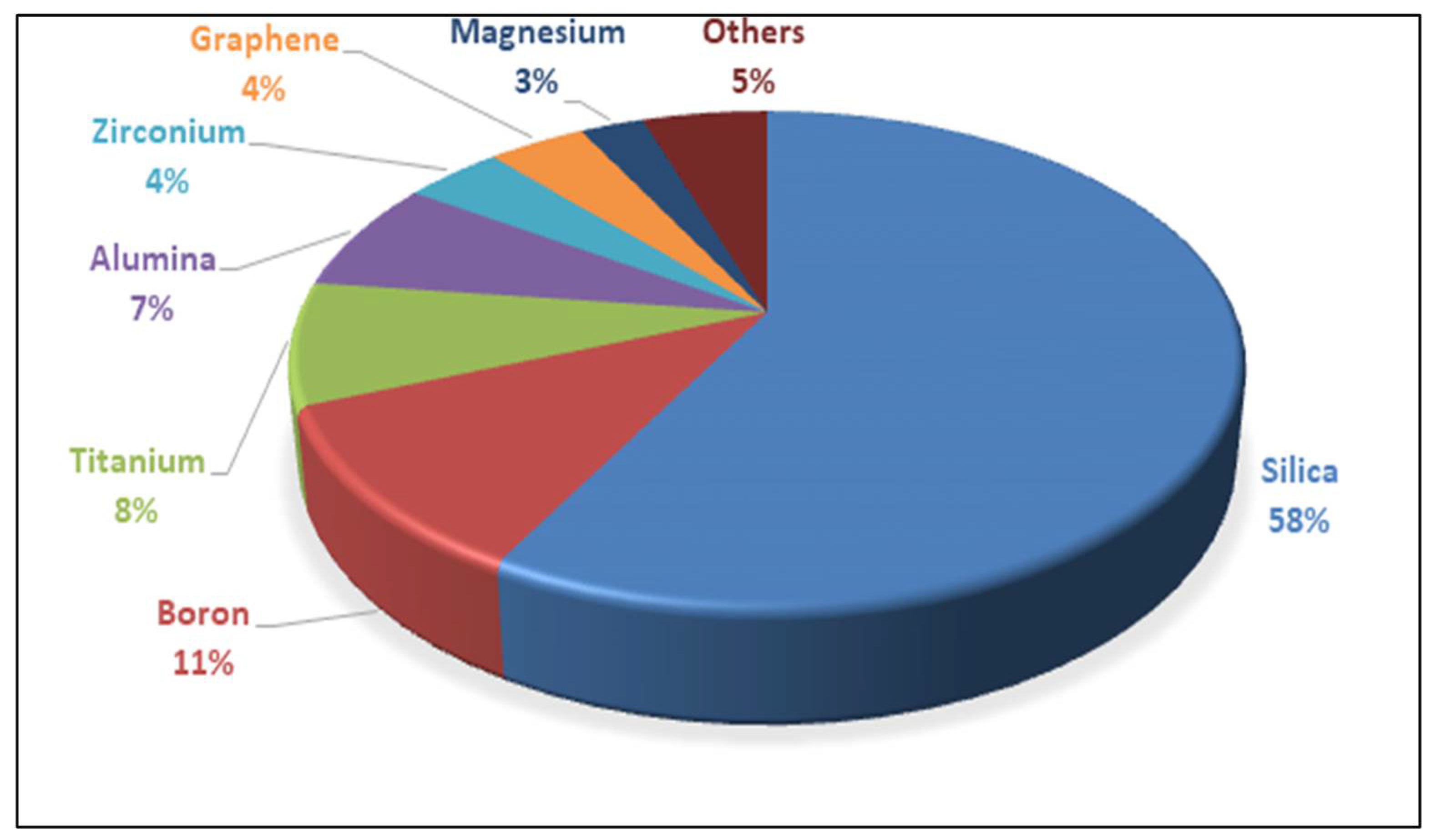

Table 1.
Summary of studies on machining of other reinforcements in aluminium matrix composites.
| Al reinforced with | Machining Process | Input/Output parameters |
Optimization method | Summary of the studies |
References |
|---|---|---|---|---|---|
| Bismuth (Al-Bi) | Turning | Input: Feed Rate on Cutting Force Output: Surface roughness and cutting force |
DOE, SEM | Analyzed the relationship between machining parameters and cutting forces, surface roughness and the Bi modifier | [139] |
| Boron Nitride (Al-BN) | Drilling | Input: % of Reinforcement, Spindle speed, Feed, Point of angle Output: Thrust force and surface roughness |
RSM, ANOVA | Hardness was increased with increase in wt% of the reinforcement materials | [140] |
| Molybdenum (Al-Mo) | Turning | Input: Cutting speed, feed, depth of cut, coating thickness and chromium Output: Surface roughness, tool wear rate, MRR |
Taguchi GRA and ANOVA | The cutting speed, feed are the most influencing parameter for Ra Depth of cut is the most significant parameter for highest MRR. |
[91] |
| Copper (Al-Cu) | Turning | Input: Cutting speed, Feed Output: Cutting forces, tool wear rates, surface roughness, and chip morphology |
OM, SEM | The specific cutting energy is reduced by an amount of 25% in dry and 30% in lubricating condition during machining of Al-Cu/TiB2composite | [141] |
| LAM, Turning | Input: Tool rake angle, cutting speed and material removal temperature. Output: Cutting forces, specific cutting energy, surface roughness, tool damage |
FEM | LAM significantly reduced the cutting energy, surface roughness, and tool wear as compared to conventional machining. | [142] | |
| Magnesium (Al-Mg) | Turning | Input: Cutting speed, feed, depth of cut Output: Surface roughness |
Machine learning | Minimum settling times of the controller responses for consistent surface quality and machining productivity | [119] |
| Milling | Input: Cutting speed, Feed. Output: surface morphology, tool failure |
SEM | The evolution of displacement in the PCBN tool is 24.7 μm, which is better compared to 34.3 μm in the PCD tool at 3000 r/min. | [143] | |
| Drilling | Input: Tool diameter, spindle speed, load capacity Output: Surface roughness |
SPSS | WC-reinforced Al-Mg-Cr composite has higher surface roughness than Al-Mg-Cr alloy | [144] | |
| Turning | Input: Feed rates, cutting speeds, depth of cut Output: Surface roughness |
SEM | surface roughness values was reduced with the increased cutting speed | [145] |
|
| Tungsten (Al-Wu) | Drilling | Input: Point angle, Feed, Speed, Output: Thrust Force, Surface roughness, Roundness error |
RSM, MLR, ANN and DFA | Feed rate and point angle are found to have significant influence during drilling process | [96] |
| Graphene | Turning | Input: Cutting speed, Depth of cut and feed rate Output: Surface roughness |
HRSEM, XRD, Taguchi', ANOVA | Detachment of reinforcement materials from the composite and their impact of the surface quality. |
[146,147] |
| Milling | Input: Spindle speed and feed rate, depth of cut, the weight percentage of reinforced materials. Output: MRR, surface roughness, micro hardness. |
ANOVA, RSM | Spindle speed and feed rate, the weight percentage of reinforced materials significantly affects the surface integrity | [85,86] | |
| Turning | Input: Tool, cutting speed, feed rate, and depth of cut Output: Flank wear and crater wear and chip morphology |
Taguchi method | The reinforcement particles of SiC, B4C, Graphene and CNT had a higher influence in chip morphology and shape. | [64,65], | |
| Turning | Input: cutting speeds, feed rates Output: Cutting forces , Surface roughness, Tool wear |
SEM | The cutting forces increased with the increase in the feed rate. The highest tool wear was observed in tools where 10% B4C reinforced composites without GNP reinforcement were machined. |
[121] |
|
| Graphite | Turning | Input: Cutting speed, Depth of cut and feed rate Output: Cutting force and surface roughness |
ANOVA | High cutting speeds accompanied by low feed and depth of cut have resulted in reduced cutting forces and better surface finish | [149] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



