
Submitted:
20 June 2024
Posted:
21 June 2024
You are already at the latest version
Abstract
The convective hot air drying technology can cause physicochemical, nutritional, and organoleptic losses in mango (Mangifera indica). Therefore, mango dehydration technologies were compared through a Systematic Literature Review to identify the effects on mango’s physicochemical, nutritional, and organoleptic properties. The bibliographic and theoretical results were analyzed. Of the 76 resulting articles, it was found that the countries with authors who participated most in the scientific production were those related to mango production or importation. Furthermore, the freeze-drying technology allows operating at lower temperatures than convective hot air drying, contributing to the preservation of ascorbic acid, among other compounds. The refractance window has the shortest operation time to obtain moisture values between 10 and 20%. The dehydrated samples using the refractance window are smooth, homogeneous, non-porous, and comparable to the color obtained with freeze-drying, which is acceptable for industrial applications.
Keywords:
freeze-drying
; hot air
; refractance window
1. Introduction
Fruits have economic importance in the market; according to the Food and Agriculture Organization of the United Nations (FAO) [1], “globally, pineapple, avocado and mango continued to be the three most significantly traded tropical fruits in terms of their export quantities in 2021,” of which mango represents 29% with 2.3 million tons exported (between mango, mangosteen, and guava) in the same year, and an average growth rate of 1.9% compared to the immediately preceding year [1].
Due to the perishable nature of fruits, microbiological spoilage, transportation problems, marketing, and, in general, the absence of optimal handling conditions, there are postharvest losses with economic damages for producers, distributors, and, naturally, for the agricultural sector [2,3,4,5]. According to FAO estimates, globally [6], “13.8 percent of food produced in 2016 was lost from the farm up to, but excluding, the retail stage,” of which nearly 21% corresponds to fruits and vegetables.
Dehydration as a preservation method [7] takes an essential role in extending the shelf-life of fruit [8], thus reducing product and economic losses.
The problem with fruit preservation is that traditional dehydration processes, such as convective hot air drying, can impact the physicochemical, nutritional (nutritional value), and organoleptic (color, texture, flavor, smell) properties of the fruit [2] due to the loss of volatile and heat-sensible substances because of the exposure of fruit to high temperatures [9]; and the transfer of soluble compounds from the solid to the medium through airflow drag [10].
Therefore, differences between products dehydrated by convective hot air drying and by alternatives such as freeze-drying and refractance window are aimed to be identified.
The freeze-drying technology works under ultra vacuum using a previously frozen material [11] from which water is removed by sublimation of ice to steam without passing through the liquid state [12].
Refractance window technology consists of using heat transfer by radiation from hot water through a transparent film in contact with the food to be dehydrated at atmospheric pressure [8,13]; therefore, “it is based on the use of water as the main means for power transfer” [14], translated quote from its original in Spanish], the mentioned film corresponds to a Mylar® film.
In this sense, the objective is to compare mango (Mangifera indica) dehydration technologies through a Systematic Literature Review (SLR) in order to identify the effects on physicochemical, nutritional, and organoleptic properties of the fruit, which are representative of its quality [15]; and additionally, to correlate bibliographic information regarding keywords, authors, year of publication of articles, variety of mango used, products, and applications of interest.
This article intends to be useful for industrialists and business owners, in the sense that they have a basic guide to identify the most appropriate technology based on the desired characteristics of the product to be produced and the operating conditions of the process.
2. Materials and Methods
The methodology is based on the Preferred Reporting Items for Systematic reviews and Meta-Analyses (PRISMA) methodology [16] (see Figure 1).
2.1. Planning the Review
Following the methodology, the next keywords was chosen to guide a representative search in Scopus database according to the objective of the research: drying, Mangifera indica, mango, refractance window, freeze-drying, hot air. Published scientific and conference papers (of indexed journals), dated between 2000 and December 06 of 2022 were obtained with the search ecuation:
( TITLE-ABS-KEY ( drying ) AND TITLE-ABS-KEY ( "Mangifera indica" OR mango ) AND TITLE-ABS-KEY ( "refractance window" OR "freeze drying" OR "hot air" ) )
A sequential methodology with concrete inclusion and exclusion criteria was implemented to minimize the risk of bias for each study. When there were doubts about classification or categories, co-author (G.H.L.) review the inclusion and exclusion criteria. A priori selection criteria emphasis to evaluate each paper was placed on the relationship between the article and the research topic, evidenced by including at least one of the three dehydration technologies and the fruit of interest with an experimental or theoretical approach to the dehydration subject.
2.2. Inclusion and Exclusion Criteria for Studies
A total of 134 records were obtained. On a first stage, reviews and surveys were excluded. On the screening and eligibility stage, title and abstract of 127 papers were read; nine of these were excluded because the work team did not have access to the complete documents. The remaining 118 full-text articles were read. A posteriori, the main exclusion criteria for papers were:
- Does not contain information on fruit’s dehydration technologies
- Technology different from those investigated
- Emphasis on pretreatments
- Fruit studied is not mango
- Entrepreneurial emphasis/business model focus
- Altered original technology
- Focus on leaves/tree not fruit
After the screening process, a total of 76 papers were selected to be included in the bibliographic and theoretical analysis.
2.3. Documentation and Analysis of Review
Data extraction, like screening process, was made by one investigator (L.C.L.); bibliographic information was registered on a log search in a Microsoft Excel® spreadsheet and also in Mendeley Cite Software to support reference files. The identified cathegories of each article were title, year, authors, journal’s name, Scimago Quartiles, journals’s country. Also, was recolected data about specific data of part of the fruit investigated (pulp, peel, seed), products of interest made with the fruit, participant dehydration technologies, variety (cv.) of mango in studies; no additional restrictions was requiered for the purpose of the research.
Correlation graphs of bibliographic variables were made with the data mining software VantagePoint, which were graphically restructured in Microsoft Excel® with the support of statistical analysis. The studies were grouped for the syntheses by type of dehydration technology: hot air drying, freeze-drying and refrantance window drying.
For theorethical extraction of information, three spreadsheets was made, one by each tecnhology. Main cathegories was defined around specific input and output operation conditions (operating temperature and pressure, final moisture of sample, drying air velocity, sample thickness, relative humidity of drying air, dehydration time, degrees Brix), physicochemical properties (microestructure/porosity, water activity, rehydration capacity), nutritional properties (ascorbic acid, phenol content in sample), and organoleptic properties of fruit (flavor, aftertaste, chewiness, sample color, texture, smell); relevant parameters (compared with formal defined cathegories [15]) were chosen since the reading of the papers’ abstracts and was completing whin the full-text reading (based on disponibility of tabulated values from papers). To report the principal values or ranges of main parameters by dehydration technology a synthesis table was made; some intervals indicated are regarding the form Mean ± standard deviation of reported data samples; the last, calculated by cathegory with stadistical functions of Microsoft Excel®, to guide the comparation of technologies.
3. Results and Discussion
3.1. Systematic Literature Review (SLR)
Of 134 articles retrieved with the search equation, 76 were selected and analyzed as a result of the screening based on the established selection and exclusion parameters.
It was identified that 46 articles include the convective hot air drying topic in their research, 40 freeze-drying, and nine include refractance window, in an inclusive way since some of the papers compare the technologies, as shown in Figure 2. There are 29 articles exclusively on convective hot air drying (38.2%); 22 on freeze-drying (28.9%), and six on refractance window (7.9%). Additionally, 16 papers include the comparison between convective hot air drying and freeze-drying (21.1%); two compare freeze-drying and refractance window (2.6%), and one compares convective hot air drying and refractance window (1.3%). However, none of them compares these three technologies. This section may be divided by subheadings. It should provide a concise and precise description of the experimental results, their interpretation, as well as the experimental conclusions that can be drawn.
3.1.1. Keywords
Figure 3 presents a word cloud of the main keywords of the selected papers. The size of each word is directly proportional to their frequency in the SLR; that is, the more a keyword is repeated, the bigger it will appear in the figure.
Some of the words with the largest size are the terms “hot air drying,” “freeze drying,” “mango,” and “refractance window,” which shows coherence between the search equation and the screening carried out of the articles.
3.1.2. Authors
There were 323 authors registered in the SLR, all of whom contributed with at least one other author of the same or a different nationality.
It was identified that India, Brazil, the United States, Colombia, and Thailand were the five countries with authors who participated most in the development of scientific articles under the SLR parameters (See Figure 4). This is consistent and related to the importance the fruit of interest, mango, has as a tropical fruit in producing countries such as India, Brazil, and Thailand, in importing countries such as the United States [1], and in exporting countries such as Colombia [17].
In support of the above, Figure 5 shows a graph of the annual production of mangoes, mangosteens, and guavas between 2000 and 2021 for the five mentioned countries, based on values from the FAOSTAT online statistical database [18].
India has exceeded the production of all the countries listed in that category, followed by Thailand (between 2000 and 2017), Brazil, Colombia (with an average production close to 296,000 tons per year [18]), and, lastly, the United States as a mainly importing country, with the lowest reported maximum production of 3,157 tons in 2001 [18].
According to the market analysis for the year 2021, “India is by far the largest mango producer in the world” [1, translated quote from its original in Spanish]. Regarding Colombia, as a country that produces for the domestic market and the agroindustry, according to the Ministry of Agriculture and Rural Development [17]: “the result of processed mango exports is constantly rising, ranking fifth internationally;" Colombia "exports to more than ten countries, including Canada, France, the Netherlands and Belgium (...), exporting to the world [in 2020] near US$2 million, mainly to Aruba, Curaçao, and Panama" [19, translated quote from its original in Spanish].
According to the Ministry of Commerce, Industry and Tourism [19], in 2020, the United States imported US$493 million of mango (549,000 tons), which is related to the demand for that product in the country. Brazil provides 10% of this demand as exports, and, as of November 2021, Colombia as well, under the requirements of the U.S. health authority.
3.1.3. Year of Publication of Articles
Figure 6 shows that since 2011, the scientific production on mango dehydration technologies has a growing trend. Between 2000 and 2005, only one article (published in 2000) was identified, which studied freeze-drying technology. This range is not included in the figure for visualization purposes.
It was identified that papers on refractance window technology began to be published in 2012, in a lower volume than the other two technologies, indicating the novelty of this technology. Although it was patented in 1986 by MCD Technologies Inc. in Washington [13,14], its application in mango dehydration research is having a later development.
3.1.4. Mango Varieties
Figure 7 shows the seven varieties of mango (Mangifera indica) most used in the research reported in the literature. It is highlighted that all the mango varieties registered in the figure were used for studies with the convective hot air drying technology. For the refractance window, the Carabao, Langra, and Tommy Atkins varieties were used, which was 78 and 82% less than in convective hot air drying and freeze-drying, respectively. The Tommy Atkins mango was the most used mango variety in the SLR research.
3.1.5. Products and Applications
Processed mango has the potential to be used in the industry for applications in the food, cosmetics, and nutrition sectors, among others [20], due to the diversity of presentations that dehydration allows in a material supported by other operations such as spraying and sieving.
An association between mango products and their cultural importance in different countries is identified. In the SLR, mango leather is regarded by researchers from India, Malaysia, and the Philippines, where it is traditionally consumed [21,22].
The Trade and Development Report 2018, under the United Nations Conference on Trade and Development (UNCTAD), suggests that, under the infrastructure and skilled labor parameters, a relationship between exports of countries and the technological intensity of products is possible, in which investment in technological improvements for manufactured products could reflect improvements in exports, based on analyses of emerging economies in Asia and the BRICS (Brazil, Russia, India, China, and South Africa) [23].
Implementing technology in the agro-industrial production system represents a strategy for strengthening the economy of producing countries [24], which can support the reduction of postharvest losses and optimize the production of high value-added food products.
Figure 8 shows a graph relating the main parts of the fruit (pulp, peel, and seeds) with the individual dehydration technologies used in their processing.
Pulp is the part of the mango that has been most used to experiment with dehydration processes, followed by the peel and, in small quantities, by the seeds. According to the records, the seeds have been processed through freeze-drying and convective hot air drying only.
Since 2012, research has been reported with interest in dehydrating mango peels, which generally represent a residue from pulp processing, to extract their aromatic compounds and enable applications in cosmetic and food industries [25]; to value carotenoids as phytochemical compounds; and to benefit from the dietary fiber, protein, and phenolic compounds they contain [26]. Hence, in the literature found, the individual freeze-drying technology is mainly used for processing the peels, followed by convective hot air drying and, in a very low proportion, refractance window, as shown in Figure 8.
3.2. Comparison of Dehydration Technologies
Table 1 summarizes the parameters of operating conditions and physicochemical, nutritional, and organoleptic properties of dehydration technologies.
For some mango properties and operating conditions of the dehydration process, data are presented in the (x ± SD) form, where x is the mean, and SD is the standard deviation calculated based on the available SLR values.
Some intervals indicated in the table and in previous analyses are regarding the form (Mean ± standard deviation of reported data samples).
3.2.1. Convective Hot Air Drying
It is important to note that the articles found respond to the following distinction: those that are essentially experimental and those that focus on determining the drying kinetics and are oriented towards operating conditions.
- Operating Conditions
The drying air temperature data were registered for 29 articles (which report several experiments), obtaining that their mode is 60 °C, with an approximate value of 65 ± 15 °C for the average operating condition used in this technology. It was identified that experiments had been carried out with temperatures from 40 to 100 °C, 60 to 80 °C being the most common range, finding a non-linear inverse relation between the drying air temperature and samples processing time [46].
Regarding the drying air velocity, an average value was obtained from the 14 articles from which this data was retrieved: approximately 1.70 ± 0.87 m/s, with a mode of 1 m/s. The extreme values of this drying air velocity were also identified: between 0.6 and 4 m/s, with relative humidity of air between 15 and 70%, predominating values close to 24% [35,36].
The experimental samples, mainly mango pulp, were dehydrated to a final value between 3.8 to 20% on a wet basis.
The Sindri, Carabao, Samar Bahisht Chaunsa, and Tommy Atkins varieties were dehydrated to values close to the 10-15% range of moisture. For the Langra variety, average values of around 20% of final moisture on a wet basis were reported.
The above conditions are consistent with the common operation of dehydration of mango and other tropical fruits at drying-air temperatures between 40 and 80 °C, with an air velocity between 0.2 to 2 m/s, to reduce the moisture content of the solid up to 15% on a wet basis [46]. This is relevant to the theoretical references because, according to Kaur et al. [69], “for prolonged shelf life of intermediate moisture foods the moisture content needs to be in the range of 15% to 25% (wet basis) or 17.65% to 33.33% (dry basis).”
Regarding the thickness of the samples to be dried, Mugodo and Workneh [50] identified that with mango pulp films of 3 mm at a drying temperature of 70 °C, acceptable results are achieved that preserve the basic quality of the product and that are better than those obtained with 6 mm and 9 mm thickness. This can be explained by the fact that “size and shape of sample is said to affect the mass transfer kinetics because of variation in specific surface area to thickness ratio” [76]. Experimentally, according to the literature, mango samples with thicknesses between 1 and 9 mm have been used [32,50,76]; the 5 mm thick films (cut parallel to the fibers), of pulp [35,36,42,75], peel, and seed have been the most used [30]. Mango puree films have similar thickness ranges, between 2 and 8 mm [21,47].
The drying time for peel and seeds was reported as 4 and 8 hours, respectively [30], and for the pulp, between 5 and 24 hours, identifying an approximate average of 11.5 ± 6.1 hours, 12 hours being the most registered value [35,36,38,39].
As the drying process progresses, the moisture content of samples decreases until reaching the desired final moisture or an operational limit of the product [76]. The literature identifies that increasing the drying temperature increases the moisture removal rate from samples and, therefore, reduces the drying time [49].
The above behavior is consistent with experiments reported in the papers, but depending on the mango variety used, it may have quantitative variations, although not in mode. For example, according to Mukhtar et al. [46], mangoes of the Sindri, Tommy Atkins, and Samar Bahisht Chaunsa varieties, when dehydrated at an air velocity of 1 m/s at 60 °C, differ in drying times between 11.8 and 24.1%, which can be attributed to differences in the initial moisture content and °Brix of each mango variety, without identifying a linear correspondence between them.
- Physicochemical Properties
An important aspect for determining the quality of dehydrated products is the rehydration capacity, defined as “the ratio of drained weight of the rehydrated sample to the weight of the dry sample used for rehydration” [83]. Mugodo and Workneh [50] found in their research that rehydration capacity was reduced for higher thicknesses of mango samples (6 and 9 mm) at the same temperature, which suggests damage to the cell wall, reducing the rehydrated mass of the dry product compared to the original mass [84]; thus, the relation between the two variables is inverse. Additionally, the rehydration capacity decreases as the drying air temperature increases [41]. Marques et al. [66] state that the mango pulp drying through convective hot air drying causes a “loss of rehydration potential” of the samples. The calculated average value of rehydration capacity for samples dehydrated at 70 °C through this technology is 3.11 ± 0.72.
The key indicators of browning (i.e., the phenomenon through which fruits darken into a brown color [21]) found in the literature are the variations in the CIE L*a*b* color space parameters measured in research. The color parameters correspond mainly to “L* indicates the lightness, a* indicates chromacity on a green (-) to red (+) axis, and b* chromacity on a blue (-) to yellow (+) axis” [21] and ΔE, that is the total color difference [43]. Thus, the mentioned browning was characterized by the increase of the red color of a* parameter, a decrease of the yellow color of the b* parameter, a reduction of the L* parameter, and an increase of the color difference ΔE [43].
According to Guarte et al. [21] and Khuwijitjaru et al. [85], the main causes of mango mesocarp browning are enzymatic and non-enzymatic reactions that cause carotenoid degradation over prolonged dehydration periods.
Enzymatic or oxidative browning is a process where phenols in the presence of oxygen and enzymes (polyphenol oxidases) generate quinones that, through polymerization, produce molecules with brown pigments [86]. This last process occurs after destruction processes of the mesocarp cellular tissue, such as slicing, maceration, and crushing of the fruit [21,86], and between 30 and 40 °C, which is an optimal range for enzyme activity [87], therefore, at ambient temperature this phenomenon can occur.
On the other hand, non-enzymatic browning “is a purely chemical darkening phenomenon characterized by the presence of brown polymers called melanoidins” [88]. The non-enzymatic reactions occurring in the system correspond to the phenomena of mango sugar caramelization [31,47,51,62], Maillard reactions or condensation of melanoidin through sample heating, and acid ascorbic degradation [88].
Studies have identified that non-enzymatic browning kinetic constants of Arrhenius equation-type models increase with treatment temperature and are influenced by °Brix content [88], thus at high temperatures, in drying processes, the occurrence of this phenomenon in fruit samples could be favored.
The temperature and drying time have a direct impact on the color of dried samples and, therefore, on their quality because when extending the drying time at high temperatures (>80 °C), the resulting products darken, which is unwanted since “the appearance and color of the dried product are the important quality factor for the consumer acceptance” [45].
The sample mean and standard deviation of initial moisture and °Brix of fresh mango were 82.58 ± 4.38% moisture on a wet basis and 16.74 ± 5.06 °Brix, respectively.
The water activity (aw), which is a measure of the availability of water in the product for internal reactions [3], for fresh mango without dehydration, reported a value higher than 0.85, being able to reach values up to 0.99 [47]. After the drying process, the average value of the water activity (0.468 ± 0.155) was calculated, identifying that the median of the aw data is 0.479, a value close to the mean. The mode of these data is 0.6, a theoretical value of stability at ambient temperature, recommended to avoid dried fruit product deterioration in storage [21,28,38].
The glass transition temperature (Tg) is a parameter of interest related to the porosity of the structure of the samples after the dehydration process. It is defined as “the temperature at which an amorphous system changes from the glassy to the rubbery state. This property has a strong effect on the stability of food since below this temperature water is immobilized, avoiding the occurrence of degradation reactions” [48], thus making the dehydrated food product more stable. It should be added that the higher the water content in the sample, the lower the glass transition temperature [74].
Dehydration through convective hot air drying can produce samples with little porous and dense structures, with the presence of collapse, caused by long drying times [45].
- Nutritional Properties
According to Guarte et al. [21], “in the temperature range of 50 to 60 °C and at 40 °C, only 55 and 42% of the β-carotene content could be retained, respectively,” indicating that at lower temperatures, β-carotene degradation by the enzymatic way can occur, and at high temperatures, as the enzymes in the biological material are deactivated, β-carotenes can be degraded by thermal action [21].
Ascorbic acid is a compound used as a nutritional quality index of fruit because it is unstable (in the presence of temperature) compared to other nutrients [38]. Jödicke et al. [43] identified that the highest retention of that compound could be achieved at specific drying conditions (40 °C, 32% relative humidity, and 0.9 m/s air velocity), which were different from the highest point of polyphenols retention (94 °C, 3% moisture and 0.9 m/s air velocity).
According to Mishra et al. [49], the ascorbic acid content present in mango samples (Dasheri variety), dehydrated through convective hot air drying, decreased as the drying air temperature increased, showing the capacity of ascorbic acid to be reduced between 5.4 and 7.7% by increasing the temperature by 10 °C. Mishra et al. [49] obtained approximate values for the ascorbic acid content in the dehydrated fruit between 29.81 to 34.17 mg/100 g of sample on a dry basis (at 50 and 70°C, respectively). Sarkar et al. [81] report values for phenol and carotenoid contents of 705 mg GAE/100 g and 8.21 mg/100 g, respectively, both expressed based on a dry basis for the Himsagar mango variety. Thus, the operating conditions of dehydration can modify the properties of the resulting products. Furthermore, obtaining quality products with high added value is desirable for the industry and requires a technical selection according to each company’s specific requirements.
- Organoleptic Properties
In the SLR, only one article was found presenting sample evaluation by panelists for this technology. Sarkar et al. [22] state that products dehydrated through convective hot air drying were those that stood out the most in terms of sweetness (obtaining the highest score in this attribute) compared to other technologies, such as freeze-drying.
3.2.2. Dehydration by Freeze-Drying
- Operating Conditions
Mawilai et al. [20] identify three main stages during the freeze-drying process: an initial stage is freezing, where temperature and pressure of the samples are lowered (sub-zero temperatures and vacuum pressure); in the second stage, a progressive heating ramp is initiated, still at vacuum pressure (at constant value); in the third stage, the temperature is increased up to a final point.
In SLR, the freezing stage was carried out at temperatures between -10 and -80 °C for 16 to 24 hours [37,39,55,56,57,60,61]. In some studies, liquid nitrogen was used to freeze samples by immersion [63,65,66]. On average, the temperature of this stage was -39.74 ± 18.08 °C, with a mode and median of -40 °C, coinciding with the mean of the data.
The subsequent stage, when the sublimation starts (primary drying), was conducted under vacuum conditions at pressures lower than 0.1 mbar, with values as low as 0.0007 mbar [55] in order to operate in a ramp at low temperatures (sub-zero). Lastly, when the process ends, the temperature is gradually increased to the ambient temperature. To preserve the color, phenolic compounds, and antioxidant capacity of heat-sensitive samples such as mango, it is suggested not to exceed ambient temperature in the last stage of freeze-drying [34]. In the literature, it was usually worked up to values of 10, 20, and 25 °C [29,58,62] with a maximum thermal increase of 40 °C [20].
The specific temperature configuration reported in the literature for the freezing process – primary drying – secondary drying is (-20 °C) – (-10 °C, 0 °C, 10 °C) – (40 °C). For this configuration, a benefit of freeze-drying was identified, which refers to the conservation (lower loss of compounds after dehydration [57]) of antioxidant compounds (total phenolic content), compared to the convective hot air drying technology [89].
Freeze-drying has a technical limitation: the vacuum operation, which involves considerations of continuously requiring the vacuum pump since the process duration is high, approximately 35.7 ± 29.8 hours, with extreme ranges of 11 and 120 hours. The final moisture of the samples was identified as 4.4 ± 1.1% on a wet basis, on average.
The thickness of the sample to be dehydrated is important to obtain homogeneous results in the freezing process and full sublimation [90]. An average thickness of 7.83 ± 4.61 mm was identified, with 5 mm as the mode and median.
- Physicochemical Properties
Given the nature of sublimation, pores are formed in the samples dehydrated with this technology, which previously contained the frozen water removed from the solid at the operating conditions of the process [60]. The experimental products have greater smoothness and uniformity, important elements in the stability of the dried sample [60]. Moreover, it is desirable to obtain smaller pores with this technology since shrinkage and collapse of the material are avoided. This can be achieved with a high freezing ratio (ratio of variation of the system temperature from 0 °C to freezing temperature with respect to the time interval in which this variation is reached) [67].
Based on the information recorded from six articles, an average and standard deviation were calculated for the water activity of mango samples dehydrated with this technology; 0.278 ± 0.082 values were obtained with a median of 0.293. The mean aw is 53.6% lower than the recommended (0.6) by the literature.
Zotarelli et al. [53] found that with this technology, a rehydrated product is obtained with the same rheological behavior as the original pulp without dehydration, with a rehydration capacity between 3.62 [72] and 3.79 [65], which is beneficial for potential applications in the food sector; for example, powder for preparing beverages, desserts, among others, considering that mango powder has hygroscopic nature [56]. It is therefore essential to monitor its stability over time when developing a product constituting a mixture of ingredients.
The average and sample standard deviation of the initial moisture and °Brix of fresh mango were calculated, obtaining values of 80.62 ± 5.88% moisture on a wet basis and 18.66 ± 3.79 °Brix, respectively.
- Nutritional Properties
From the literature, the total phenolic content of dehydrated mango was identified with values of 848 mg GAE/100 g of sample in a dry basis [81] and 987 mg GAE/100 g of sample in a dry basis [54]. The pulp, peel, and seeds have phenols in their nutritional content [30], being the whole fruit useful for various applications. Sarkar et al. [81] report carotenoid content for dehydrated mango (Himsagar variety) 9.63 mg/100 g of sample on a dry basis.
Likewise, ascorbic acid values were identified in dehydrated mango of 959 mg/100 g of sample on a dry basis for the Ataulfo mango variety [54] and 333 to 513 mg/100 g of mango on a dry basis for Tommy Atkins, Keitt, and Sugar varieties [56]. For the peel and seeds, values of 75.48 and 65.73 mg of ascorbic acid/100 g of sample on a dry basis were reported for the Tommy Atkins variety [30]. Marques et al. [66] report data for dehydrated mango through this technology that allows identifying that the dehydration process can reduce the content of this vitamin by 37.97% compared to fresh fruit.
- Organoleptic Properties
According to Sogi et al. [30], the color obtained in peel and seed samples for application in food products (as a flavor enhancer and supplier of fiber) is acceptable. In panelists’ evaluation, reported and statistically analyzed by Sarkar et al. [22], it was found that the mango leather samples collected through freeze-drying obtained the highest score regarding rigidity and aftertaste properties, compared to the ones collected with other technologies such as convective hot air drying.
3.2.3. Refractance Window Dehydration
- Operating Conditions
During the dehydration process with this technology, the temperature of the water bath must be below the boiling point of water at the system conditions because if it boils, “bubbles and turbulence that interfere with heat transfer through the film” [91, translated quote from its original in Spanish] are generated. From the records obtained for this technology, it was identified that an average heating water temperature of 87.7 ± 12.5 °C was used, with a value of 95 °C for mode and median.
There is a distinction between the temperature of the heating water mentioned above and the temperature reached by the sample (puree layer) during the dehydration process since, according to Shende and Datta [47], “product temperature was maintained lower than 75 °C during drying experiment almost all the time”; this is to prevent deterioration due to thermal effects [51]. The temperature range of the samples on the clear Mylar® film was reported to be 71 to 75 °C [60,69].
The refractance window system is open to the atmosphere (it can have a fume cupboard on top of the equipment). Literature reports air at ambient temperature (24-25 °C [70,71]) with an approximate speed of 0.7 m/s, “with a relative humidity ranging from 50-52% was applied on the surface of the puree to facilitate moisture removal” [60]. However, there are also experiments in ambient air conditions with relative humidity of 73% [71] and between 58-68% [70].
Thickness of the samples is inversely related to the drying speed because the lower the amount of matter, the faster the moisture transfer from the samples to the medium will occur.
In the literature, the thickness of the fruit layer was between 0.5 and 5 mm, with an average value of approximately 2.3 ± 1.4 mm, being 2 mm the mode and median.
It is highlighted that, according to Zoratelli et al. [70], the refractance window technology “is a very efficient drying process, even if the relative importance of radiation heat transfer is negligible. In fact, this study clearly established that radiative heat transfer contributes to less than 5% of the total thermal energy delivery to food”. Then, the importance of the technology lies, among other elements, in the capacity to evaporate water from a thin layer of material that represents a large effective drying surface area [60]. For example, with a water bath at 95 °C, researchers dehydrated 2 mm pulp, presenting an evaporation capacity of up to 10 kg of water m-2 h-1 [70].
A common dimension among the refractance window equipment used in the experiment of two studies of the literature was, precisely, the surface area of transfer, with a value of 1.10 m2. In contrast, the length of the contact surface area can have several values: from 10 cm to 1.83 m [62,69], with or without conveyor belt movement (batch operation [47]), considering that the work with laboratory-scale equipment was identified.
From the above, it is important to clarify that heat transfer through radiation is significant when the thickness of the fruit puree layer is small (1 mm); when its thickness is high, heat transfer occurs with a more significant contribution by conduction due to the additional thickness of solid [78]. Thus, the transfer of thermal energy from hot water to the fruit layer can occur predominantly through radiation and conduction mechanisms [62]. Hence, to favor the dominance of energy transfer by radiation, it is preferred to use product thicknesses of 1 mm maximum for dehydration and films of appropriate materials (factory-made, e.g., Mylar®).
- Physicochemical Properties
According to Kaur et al. [69], “the change in color increases with drying time up to 20 min of drying,” this is based on the use of dimensionless parameters of CIE-L*a*b* as indicators of “visible darkening of the sample within a short period of five minutes (from 20 to 25 minutes of drying)” [69].
It was identified that the mango samples used in the literature for this technology had an initial moisture content of 81 to 86% on a wet basis [47,68,71]. The average time of the dehydration process was 27.5 ± 18.9 min, and the shortest processing times were reported for lower puree layer thickness (close to 2 mm) [47].
The value of the glass transition temperature [74] depends on the initial moisture content of the samples and the temperature they reach during the drying process. Caprino et al. [74] studied mango samples above and below the Tg, finding that when the temperature of the sample is higher than the glass transition temperature, the microstructure of dried fruit has a rubbery, “liquid-ish” viscoelastic appearance, i.e., it presents thermal plasticization. However, when the temperature of the material is lower than Tg, the microstructure of the sample has a more solid, rigid, and fragile behavior. Based on the characteristics desired in the final product (more rigid or chewy finished food), it is convenient to adapt the temperature of the water bath, so that the samples are at the target point with respect to the Tg. This behavior is attributable to polymers, and in the case of mango, to carbohydrates, which are natural polymers formed by a high content of sugars such as sucrose, glucose, and fructose [52,63,76,92].
Shende and Datta [47] report that the firmness of mango leather obtained with the refractance window is in the range that generates chewable samples under optimum dehydration values of 95 °C for water bath temperature and 2.49 mm as thickness of the puree layer.
The average and standard deviation of the initial moisture and °Brix were calculated for fresh fruit in the reported studied of this technology, obtaining values of 82.98 ± 2.16% moisture on a wet basis and 15.82 ± 2.77 °Brix, respectively.
The water activity of dehydrated samples, for 50% of the records of this technology, presented an average value of 0.412 ± 0.172. For this system, the final moisture values were identified between 1.7 and 20.5% on a dry basis [60,62,68,69,74] and between 5 and 20% on a wet basis [47,71], a 15 and 20% moisture (on wet basis) as a commonly used range.
- Nutritional Properties
Regarding the nutritional properties of dehydrated mango through this technology, it was found that the samples have, according to Shende and Datta’s [47] experiment, 62.66 mg of ascorbic acid/100 g of sample in a dry weight for Langra mango variety.
A low volume of records of quantitative content for nutritional compounds in SLR was identified, which represents a research opportunity in the experiments area. This, considering that, in general, the numerical value of these compounds varies with the temperature at which samples are processed, their thickness, and the mango variety used [47,56].
- Organoleptic Properties
Due to the mango puree layout in the refractance window equipment (high surface area in contact with the clear film and, therefore, higher heat and mass transfer in the system), the dehydrated products have a visible smooth finish that at the microstructural level translates into smoother, non-porous, and highly uniform surfaces, thus increasing storage time in good conditions, by limiting the spaces where oxidation can occur [60].
Mango leather was analyzed by twenty panelists in the Shende et al. [68] study to judge color, aroma, flavor, and mouthfeel under five sensory factors on a five-point scale (unsatisfactory, fair, average, good, excellent). In all categories, most of the panel judges rated the samples dehydrated through refractance window as “good” and “excellent,” except for aroma (rated as “average” by 45% of the panelists). This allows inferring a general approval of the product evaluated in the categories analyzed.
3.2.4. Parallel between Technologies
The following is a comparison of convective hot air drying, freeze-drying, and refractance window dehydration technologies based on the information identified in the SLR.
- Differences
The literature reports that in mango peel samples processed with freeze-drying technology, a greater number of carotenoids, about 47% more, was obtained compared to convective hot air drying [26].
The refractance window technology takes less time to reach sample moisture contents of 10 to 20% on a wet basis than convective hot air drying. The refractance window has an average processing time of 0.46 ± 0.31 hours, while the convective hot air drying has 11.5 ± 6.1 hours for temperatures between 40 and 80 °C. The freeze-drying technology takes the longest time, around 35.7 ± 29.8 hours, to dehydrate mango (being able to reach low moisture contents of samples, between 5 and 10% on a wet basis).
When dehydrating samples through freeze-drying, porous products are obtained; with convective hot air drying, little porous products are obtained [79]; and with refractance window technology, more uniform, smoother, and non-porous products are obtained. Through convective hot air drying, darker products can be produced [82] with less yellow pigmentation (and more to orange and brown colors), contrary to freeze-drying and refractance window. Additionally, it is noted that products dried by convective hot air drying have a rough texture with an irregular surface [22,75], contrary to freeze-drying samples, which have a more regular surface finish without deformations or breaks [22,72].
It is identified that the refractance window technology operates at sample surface temperatures below 75 °C [60,69] and water bath conditions of approximately 95 °C, usually at atmospheric pressure [69]. Freeze-drying operates at low pressures (vacuum), starting with a freezing stage between -10 and -80 °C, followed by a primary drying stage, in which is operated at low temperatures, and lastly, with ramps of gradual temperature increase up to values close to ambient temperature, without reaching it (10-25 °C), with long dehydration times (between 12 hours to 5 days). In turn, convective hot air drying uses drying air temperatures between 40 and 80 °C at atmospheric pressure [93]. But Freeze-drying can operate at lower temperatures than convective hot air drying, which favors fruit care as a sensible material against thermal effects [9,10]. Moreover, refractance window samples are prevented from further darkening and loss of compounds due to thermal effects [47,51], with the advantage of having the shortest dehydration time required.
Regarding the rehydration capacity of samples, it was identified that processing them through freeze-drying favors the rehydration process of products, especially powder, exposing the rheological properties of fresh fruit [53]. On the contrary, samples dehydrated by convective hot air drying tend to lose their rehydration potential [66]. Higher values of rehydration capacity were identified for freeze-dried samples than for samples dried by convective hot air drying.
The refractance window and freeze-drying showed higher favorability in the non-occurrence of deterioration due to caramelization, compared to convective hot air drying [31,47,51,62].
The evaluation panel judges of the organoleptic properties of mango leather samples preferred the product dehydrated through the refractance window rather than through convective hot air drying, considering properties such as color, aroma, taste, and mouthfeel [68].
- Similarities
The experiments in the literature were carried out in laboratory equipment, scalable to the industrial level [20], to which temperature control systems can be included to keep the operating conditions stable.
The water activity is, in all cases, below 0.6, which is desirable since “products with a water activity below 0.5 are stable at ambient temperature provided that they are bottled in high barrier materials” [38, translated quote from its original in Spanish]. Moreover, a value of 0.6 for this parameter represents a standard of stability and hygienic safety for the moisture content [21,28].
The previous concept obeys the principle of “exposing microorganisms to a hostile environment (…) to prevent or delay their growth” [2, translated quote from its original in Spanish] since the unitary operation of dehydration aims precisely to decrease water activity [3].
It is noted in the literature that, drying air temperatures between 60 and 80 °C for the drying times of the convective hot air drying and temperatures below 75 °C on the samples surface for the refractance window technology are recommended to protect the samples from further darkening and loss of compounds due to thermal effects [47,51]. The effect tends to benefit the refractance window due to shorter processing times.
In general, for the technologies of interest, the samples’ sensory attributes topic was not reported in a high volume in the SLR. Therefore, a research opportunity was identified about evaluations of dehydrated mango samples by panelists, to identify organoleptic properties such as flavor, color, aftertaste, smell, and texture of the samples, as well as to determine the variables influencing consumer favorability of a dehydrated product.
4. Conclusions
The seventy-six articles resulting from the SLR were subjected to a basic analysis of their bibliographic information, showing that 38.2% of the articles include only the convective hot air drying technology, 28.9% freeze-drying, and 7.9% refractance window technology. 21.1% of the total articles compare the convective hot air drying and freeze-drying technologies, 2.6% the freeze-drying and refractance window, and the remaining 1.3% compare the drying technologies through convective hot air drying and the dehydration through refractance window. These articles had keywords representative of the research carried out with the proposed search equation.
It was found that the countries with authors who participated the most in the scientific production regarding mango were those related to the production or importation of the fruit and that, globally, applications related to local products with added value or inputs for cosmetic and food industries were projected.
Since 2011, the publication of articles on the mango dehydration technologies with the search equation has had a growing trend, with a low volume of records retrieved on the refractance window, showing a late implementation in the scientific literature with respect to its patent.
The Tommy Atkins mango variety was the most used in the research; furthermore, it was identified that mango pulp is more used than the peel or seeds.
Based on the SLR, the operating conditions of the technologies and their effect on physicochemical, nutritional, and organoleptic properties of the fruit of interest were identified and compared. It was found that contrary to convective hot air drying, the freeze-drying technology allows operating at lower temperatures of the sample. The processing times of each technology are different, being the refractance window the fastest technology (0.46 ± 0.31 hours), followed by convective hot air drying (11.5 ± 6.1 hours) and, lastly, freeze-drying (35.7 ± 29.8 hours) to obtain final moisture values of mango samples between 10 and 20%. This contributes to the reduction of loss of compounds of important nutritional values such as carotenoids, polyphenols, and ascorbic acid in the freeze-drying and refractance window technologies compared to convective hot air drying.
Dehydration of mango samples with thicknesses between 2 and 8 mm was identified, being more common, the use of 5 mm thickness for freeze-drying; between 3 and 5 mm for convective hot air drying, and below 1 mm for refractance window. With the technologies, products that meet the stability standard value at ambient temperature to preserve food during storage are obtained.
Regarding the structure of dehydrated samples, the refractance window is the one with the non-porous, smoothest, and most homogeneous microstructure. Freeze-drying is comparable with the previous one regarding color, which is acceptable for applications in the food industry. With the freeze-drying, porose samples can be produced, without collapse, under controlled operation conditions. The dehydrated products through convective hot air drying are the darkest, irregular, with deformations and little porous microstructures.
Furthermore, it was identified that the specific number of compounds with nutritional value present in dehydrated mango products depends on the variety of fruit used and the operating conditions.
Thus, refractance window and freeze-drying technologies are projected as alternatives to conventional drying technology through convective hot air drying, for producing dehydrated mango products with important physicochemical, nutritional, and organoleptic attributes; and by implementing them in industrial systems worldwide, operating and quality advantages can be obtained.
Author Contributions
Conceptualization, G.A.H.L.; methodology, L.C.L. and G.A.H.L.; validation, L.C.L. and G.A.H.L.; formal analysis, L.C.L. and G.A.H.L.; investigation, L.C.L.; data curation, L.C.L.; writing—original draft preparation, L.C.L.; writing—review and editing, L.C.L. and G.A.H.L.; visualization, L.C.L.; supervision, G.A.H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this study are available upon request.
Acknowledgments
The authors would like to thank Universidad Pontificia Bolivariana for their technical collaboration in the preliminary stage of the bibliographic data visualization and the translation of the manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Food and Agriculture Organization of the United Nations (FAO). Major tropical fruits: Market Review 2021. FAO: Rome, 2022.
- Alzamora, S.M.; Guerrero, S.N.; Nieto, A.B.; Vidales, S.L. Conservación de frutas y hortalizas mediante tecnologías combinadas: Manual de capacitación. Food and Agriculture Organization of the United Nations (FAO): 2004.
- Mendoza, E.; Calvo, C. Bromatología: composición y propiedades de los alimentos. McGraw-Hill: México, 2010.
- Quintero, V.C.; Giraldo, G.G.; Lucas, J.A.; Vasco, J.L. Physicochemical characterization of the common mango (Mangifera indica L.) during ripening process. Biotecnol. 2013, 11, 10–18.
- Atoche-Chauca, L.S.; García-Siu, M.W. Aprovechamiento de residuos agroindustriales (cáscara de mango) para la formulación de cupcakes. Degree Thesis, Universidad Nacional del Santa, Perú, 2017.
- Food and Agriculture Organization of the United Nations (FAO). The State of Food and Agriculture 2019: Moving forward on food loss and waste reduction; Rome, 2019.
- Singh, S.; Kawade, S.; Dhar, A.; Powar, S. Analysis of mango drying methods and effect of blanching process based on energy consumption, drying time using multi-criteria decision-making. Clean. Eng. Technol. 2022, 8. [CrossRef]
- Nguyen, T.V.L.; Nguyen, Q.D.; Nguyen, P.B.D. Drying kinetics and changes of total phenolic content, antioxidant activity and color parameters of mango and avocado pulp in refractance window drying. Pol. J. Food Nutr. Sci. 2022, 72, 27–38. [CrossRef]
- Basulto, J.; Moñino, M.; Farran, A.; Baladia, E.; Manera, M.; Cervera, P.; Romero-de-Ávila, M.D.; Miret, F.; Astiasarán, I.; Bonany, J.; Gelabert, V.; Ballesteros, J.M.; Martínez, A.; Palou, A.; Labrador, J.; Marques-Lopes, I.; Russolillo, G.; Alonso, M.; Riquelme, F.; Polanco, I.; Rodríguez-Artalejo, F.; Martínez, N. Recomendaciones de manipulación doméstica de frutas y hortalizas para preservar su valor nutritivo. Rev. Esp. Nutr. Hum. Diet. 2014, 18, 100–115. [CrossRef]
- Hernández-Ruíz, Y. N. Deshidratación de manzanas tipo Granny Smith en ventana refractiva con pretratamiento de deshidratación osmótica y campo eléctrico moderado. Degree thesis, Universidad Técnica Federico Santa María, Chile, 2017.
- Díaz-Urbano, C.E. Evaluación de tecnologías de secado en las propiedades fisicoquímicas del banano (Cavendish valery). Degree Thesis, Universidad Nacional Abierta y a Distancia (UNAD), Colombia, 2018.
- Chakraborty, R.; Saha, A.K.; Bhattacharya, P. Modeling and simulation of parametric sensitivity in primary freeze-drying of foodstuffs. Sep. Purif. Technol. 2006, 49, 258–263. [CrossRef]
- Nindo C. Novel drying method for vegetables, fruits, herbs, and aquatic resources. In Proceedings of the CSBE/SCGAB Annual Conference, Vancouver, British Columbia, July 13-16, 2008.
- Carrascosa-Morelló, A. Obtención de aperitivos de manzana con efecto probiótico mediante impregnación con Lactobacillus paracasei. Degree thesis, Universitat Politècnica de València, España, 2019.
- Torres, R.; Montes, E.J.; Pérez, O.A.; Andrade, R.D. Relación del Color y del Estado de Madurez con las Propiedades Fisicoquímicas de Frutas Tropicales. Inf. Tecnol. 2013, 24, 51–56. [CrossRef]
- Rethlefsen, M. L.; Kirtley, S.; Waffenschmidt, S.; Ayala, A. P.; Moher, D.; Page, M. J.; Koffel, J. B.; Blunt, H.; Brigham, T.; Chang, S.; et al. PRISMA-S: an extension to the PRISMA Statement for Reporting Literature Searches in Systematic Reviews. Syst. Rev. 2021, 10. [CrossRef]
- Ministry of Agriculture and Rural Development. Cadena del mango: Indicadores e instrumentos Segundo trimestre 2021. Available online: https://sioc.minagricultura.gov.co/Mango/Documentos/2021-06-30%20Cifras%20Sectoriales.pdf (accessed on February 24, 2023).
- Food and Agriculture Organization of the United Nations (FAO). FAOSTAT. Available online: https://www.fao.org/faostat/es/#compare (accessed on January 3, 2023).
- Ministry of Commerce, Industry and Tourism. Mango colombiano, con luz verde para ingresar a Estados Unidos 2021. Available online: https://www.mincit.gov.co/prensa/noticias/comercio/mango-colombiano-ingresa-a-estados-unidos (accessed on February 24; 2023).
- Mawilai, P.; Chaloeichitratham, N.; Pornchaloempong, P. Processing feasibility and qualities of freeze dried mango powder for SME scale. IOP Conf. Ser. Earth Environ. Sci. 2019, 301. [CrossRef]
- Guarte, R.C.; Pott, I.; Mühlbauer, W. Influence of drying parameters on β-carotene retention in mango leather. Fruits 2005, 60, 255–265. [CrossRef]
- Sarkar, T.; Saha, S.K.; Salauddin, M.; Chakraborty, R. Drying kinetics, Fourier-transform infrared spectroscopy analysis and sensory evaluation of sun, hot-air, microwave and freeze dried mango leather. J. Microbiol., Biotechnol. Food Sci. 2021a, 10, 1–7. [CrossRef]
- United Nations. Trade and Development Report 2018. Available online: https://unctad.org/system/files/official-document/tdr2018_en.pdf (accessed on February 24, 2023).
- Prieto-Poveda, D.O. La tecnificación como herramienta para incrementar la productividad agropecuaria en Colombia. Degree thesis, Fundación Universidad de América, Colombia, 2019.
- Oliver-Simancas, R.; Díaz-Maroto, M.C.; Pérez-Coello, M.S.; Alañón, M.E. Viability of pre-treatment drying methods on mango peel by-products to preserve flavouring active compounds for its revalorisation. J. Food Eng. 2020, 279. [CrossRef]
- Sánchez-Camargo, A. del P.; Gutiérrez, L.F.; Vargas, S.M.; Martinez-Correa, H.A.; Parada-Alfonso, F.; Narváez-Cuenca, C.E. Valorisation of mango peel: proximate composition, supercritical fluid extraction of carotenoids, and application as an antioxidant additive for an edible oil. J. Supercrit. Fluids. 2019, 152. [CrossRef]
- Váquiro, H.A.; Mulet, A.; García-Pérez, J. V.; Clemente, G.; Bon, J. Optimization of intermittent hot air drying of mango (Mangifera indica L.). Defect Diffus. Forum 2008, 273–276. [CrossRef]
- Vanegas-Mahecha, P.; Parra-Coronado, A. Designing, constructing and evaluating a dynamic prototype dryer for obtaining rolled dehydrated fruit pulp. Ing. Investig. 2011, 31, 163–170. [CrossRef]
- Dorta, E.; Lobo, M.G.; González, M. Using drying treatments to stabilise mango peel and seed: Effect on antioxidant activity. LWT - Food Sci. Technol. 2012, 45, 261–268. [CrossRef]
- Sogi, D.S.; Siddiq, M.; Greiby, I.; Dolan, K.D. Total phenolics, antioxidant activity, and functional properties of “Tommy Atkins” mango peel and kernel as affected by drying methods. Food Chem. 2013, 141, 2649–2655. [CrossRef]
- Nagel, A.; Neidhart, S.; Anders, T.; Elstner, P.; Korhummel, S.; Sulzer, T.; Wulfkühler, S.; Winkler, C.; Qadri, S.; Rentschler, C.; Pholpipattanapong, N.; Wuthisomboon, J.; Endress, H.-U.; Sruamsiri, P.; Carle, R. Improved processes for the conversion of mango peel into storable starting material for the recovery of functional co-products. Ind. Crops. Prod. 2014, 61, 92–105. [CrossRef]
- Sant’anna, V.; Cassini, A.S.; Marczak, L.D.F.; Tessaro, I.C. Kinetic modeling; total phenolic content and colour changes of mango peels during hot air drying. Lat. Am. Appl. Res. 2014, 44, 301–306. [CrossRef]
- Sogi, D.S.; Siddiq, M.; Dolan, K.D. Total phenolics; carotenoids and antioxidant properties of Tommy Atkin mango cubes as affected by drying techniques. LWT - Food Sci. Technol. 2015, 62, 564–568. [CrossRef]
- Izli, N.; Izli, G.; Taskin, O. Influence of different drying techniques on drying parameters of mango. Ciênc. Tecnol. Aliment. 2017, 37, 604–612. [CrossRef]
- Link, J.V.; Tribuzi, G.; Laurindo, J.B. Improving quality of dried fruits: a comparison between conductive multi-flash and traditional drying methods. LWT - Food Sci. Technol. 2017, 84, 717–725. [CrossRef]
- Link, J.V.; Tribuzi, G.; Oliveira de Moraes, J.; Laurindo, J.B. Assessment of texture and storage conditions of mangoes slices dried by a conductive multi-flash process. J. Food Eng. 2018, 239, 8–14. [CrossRef]
- De Ancos, B.; Sánchez-Moreno, C.; Zacarías, L.; Rodrigo, M.J.; Sáyago, S.; Blanca, F.J.; Domínguez, J.A.; González-Aguilar, G.A. Effects of two different drying methods (freeze-drying and hot air-drying) on the phenolic and carotenoid profile of ‘Ataulfo’ mango by-products. J. Food Meas. Charact. 2018, 12, 2145–2157. [CrossRef]
- Estrada, H.H.; Restrepo, C.E.; Saumett, H.G.; Pérez, L. Osmotic dehydration and hot air drying on mango, guava and lemon to obtain functional ingredients. Inf. Tecnol. 2018, 29, 197–204. [CrossRef]
- Garcia-Amezquita, L.E.; Tejada-Ortigoza, V.; Campanella, O.H.; Welti-Chanes, J. Influence of drying method on the composition, physicochemical properties, and prebiotic potential of dietary fibre concentrates from fruit peels. J. Food Qual. 2018. [CrossRef]
- Méndez-Calderón, E.K.; Ocampo-Castaño, J.C.; Orrego, C.E. Optimization of convective drying assisted by ultrasound for Mango Tommy (Mangifera indica L.). J. Food Process Eng. 2018, 41. [CrossRef]
- Sehrawat, R.; Nema, P.K.; Kaur, B.P. Quality evaluation and drying characteristics of mango cubes dried using low-pressure superheated steam, vacuum and hot air drying methods. LWT - Food Sci. Technol. 2018, 92, 548–555. [CrossRef]
- Zhang, H.; Gong, C.; Wang, X.; Liao, M.; Yue, J.; Jiao, S. Application of hot air-assisted radio frequency as second stage drying method for mango slices. J. Food Process Eng. 2019, 42. [CrossRef]
- Jödicke, K.; Arendt, S.; Hofacker, W.; Speckle, W. The influence of process parameters on the quality of dried agricultural products determined using the cumulated thermal load. Dry. Technol. 2020, 38, 321–332. [CrossRef]
- Lammerskitten, A.; Shorstkii, I.; Parniakov, O.; Mykhailyk, V.; Toepfl, S.; Rybak, K.; Dadan, M.; Nowacka, M.; Wiktor, A. The effect of different methods of mango drying assisted by a pulsed electric field on chemical and physical properties. J. Food Process. Preserv. 2020, 44. [CrossRef]
- Malaikritsanachalee, P.; Choosri, W.; Choosri, T. Study on intermittent low-pressure superheated steam drying, effect on drying kinetics and quality changes in ripe mangoes. J. Food Process. Preserv. 2020, 44. [CrossRef]
- Mukhtar, A.; Latif, S.; Mueller, J. Effect of heat exposure on activity degradation of enzymes in mango varieties Sindri, SB Chaunsa, and Tommy Atkins during drying. Molecules 2020, 25. [CrossRef]
- Shende, D.; Datta, A.K. Optimization study for refractance window drying process of Langra variety mango. J. Food Sci. Technol. 2020, 57, 683–692. [CrossRef]
- Ferrari, C.C.; Morgano, M.A.; Germer, S.P.M. Evaluation of water sorption isotherm, glass transition temperature, vitamin C and color stability of mango peel powder during storage. SN Appl. Sci. 2021, 3. [CrossRef]
- Mishra, M.; Kandasamy, P.; Shukla, R.N.; Kumar, A. Convective hot-air drying of green mango: influence of hot water blanching and chemical pretreatments on drying kinetics and physicochemical properties of dried product. Int. J. Fruit Sci. 2021, 21, 732–757. [CrossRef]
- Mugodo, K.; Workneh, T.S. The kinetics of thin-layer drying and modelling for mango slices and the influence of differing hot-air drying methods on quality. Heliyon 2021, 7. [CrossRef]
- Sarkar, T.; Salauddin, M.; Choudhury, T.; Um, J.S.; Pati, S.; Hazra, S.K.; Chakraborty, R. Spatial optimisation of mango leather production and colour estimation through conventional and novel digital image analysis technique. Spat. Inf. Res. 2021b, 29, 439–453. [CrossRef]
- Yamamoto, Y.; Fong-in, S.; Kawai, K. Optimum physical properties of fruit puree for freeze-drying: effect of pulp content on freeze-concentrated glass transition temperature and yield stress of mango puree. J. Food Eng. 2021, 307. [CrossRef]
- Zotarelli, M.F.; Durigon, A.; da Silva, V.M.; Hubinger, M.D.; Laurindo, J.B. Rehydration of mango powders produced by cast-tape drying, freeze drying, and spray drying. Dry. Technol. 2022, 40, 175–187. [CrossRef]
- Olivas-Aguirre, F.J.; González-Aguilar, G.A.; Velderrain-Rodríguez, G.R.; Torres-Moreno, H.; Robles-Zepeda, R.E.; Vázquez-Flores, A.A.; de la Rosa, L.; Wall-Medrano, A. Radical scavenging and anti-proliferative capacity of three freeze-dried tropical fruits. Int. J. Food Sci. Technol. 2017, 52, 1699–1709. [CrossRef]
- Fongin, S.; Kawai, K.; Harnkarnsujarit, N.; Hagura, Y. Effects of water and maltodextrin on the glass transition temperature of freeze-dried mango pulp and an empirical model to predict plasticizing effect of water on dried fruits. J. Food Eng. 2017, 210, 91–97. [CrossRef]
- Serna-Cock, L.; Torres-León, C.; Ayala-Aponte, A. Evaluación de polvos alimentarios obtenidos de cáscaras de mango (Mangifera indica) como fuente de ingredientes funcionales. Inf. Tecnol. 2015, 26, 41–50. [CrossRef]
- Rahman, M.M.; Das, R.; Hoque, M.M.; Zzaman. Effect of freeze drying on antioxidant activity and phenolic contents of Mango (Mangifera indica). Int. Food Res. J. 2015, 22, 613–617.
- Tiwari, S.; Chakkaravarthi, A.; Bhattacharya, S. Imaging and image analysis of freeze-dried cellular solids of gellan and agar gels. J. Food Eng. 2015, 165, 60–65. [CrossRef]
- De Araújo, C.R.; Botelho, P.D.S.; Da Silva, T.M.S.; Maciel, M.I.S.; Melo, E.D.A.; Ryan, S.; Smith, R.E. Phenolic compounds and metals in Tommy Atkins mango (Mangifera indica L) peels. Nat. Prod. J. 2014, 4, 2–7. [CrossRef]
- Caparino, O.A.; Sablani, S.S.; Tang, J.; Syamaladevi, R.M.; Nindo, C.I. Water sorption, glass transition, and microstructures of refractance window- and freeze-dried mango (Philippine “Carabao” var.) powder. Dry. Technol. 2013, 31, 1969–1978. [CrossRef]
- Mehrnoush, A.; Mustafa, S.; Yazid, A.M.M. Optimization of freeze drying conditions for purified pectinase from mango (Mangifera indica cv. Chokanan) peel. Int. J. Mol. Sci. 2012, 13, 2939–2950. [CrossRef]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of drying methods on the physical properties and microstructures of mango (Philippine “Carabao” var.) powder. J. Food Eng. 2012, 111, 135–148. [CrossRef]
- Harnkarnsujarit, N.; Charoenrein, S. Influence of collapsed structure on stability of β-carotene in freeze-dried mangoes. Food Res. Int. 2011, 44, 3188–3194. [CrossRef]
- Shofian, N.M.; Hamid, A.A.; Osman, A.; Saari, N.; Anwar, F.; Dek, M.S.P.; Hairuddin, M.R. Effect of freeze-drying on the antioxidant compounds and antioxidant activity of selected tropical fruits. Int. J. Mol. Sci. 2011, 12, 4678–4692. [CrossRef]
- Marques, L.G.; Prado, M.M.; Freire, J.T. Rehydration characteristics of freeze-dried tropical fruits. LWT - Food Sci. Technol. 2009, 42, 1232–1237. [CrossRef]
- Marques, L.G.; Silveira, A.M.; Freire, J.T. Freeze-drying characteristics of tropical fruits. Dry. Technol. 2006, 24, 457–463. [CrossRef]
- Marques, L.G.; Freire, J.T. Analysis of freeze-drying of tropical fruits. Dry. Technol. 2005, 23, 2169–2184. [CrossRef]
- Shende, D.; Kour, M.; Datta, A.K. Evaluation of sensory and physico-chemical properties of Langra variety mango leather. J. Food Meas. Charact. 2020, 14, 3227–3237. [CrossRef]
- Kaur, G.; Saha, S.; Kumari, K.; Datta, A.K. Mango pulp drying by refractance window method. Agric. Eng. Int.: CIGR J. 2017, 19, 145–151.
- Zotarelli, M.F.; Carciofi, B.A.M.; Laurindo, J.B. Effect of process variables on the drying rate of mango pulp by Refractance Window. Food Res. Int. 2015, 69, 410–417. [CrossRef]
- Ochoa-Martínez, C.I.; Quintero, P.T.; Ayala, A.A.; Ortiz, M.J. Drying characteristics of mango slices using the Refractance WindowTM technique. J. Food Eng. 2012, 109, 69–75. [CrossRef]
- Salazar, N.A.; Alvarez, C.; Orrego, C.E. Optimization of freezing parameters for freeze-drying mango (Mangifera indica L.) slices. Dry. Technol. 2018, 36, 192–204. [CrossRef]
- Prasad, N.N.; Siddalingaswamy, M.; Parameswariah, P.M.; Radhakrishna, K.; Rao, R. V.; Viswanathan, K.R.; Santhanam, K. Proximate and mineral composition of some processed traditional and popular Indian dishes. Food Chem. 2000, 68, 87–94. [CrossRef]
- Caparino, O.A.; Nindo, C.I.; Tang, J.; Sablani, S.S. Rheological measurements for characterizing sticky point temperature of selected fruit powders: an experimental investigation. J. Food Eng. 2017, 195, 61–72. [CrossRef]
- Pu, Y.Y.; Sun, D.W. Combined hot-air and microwave-vacuum drying for improving drying uniformity of mango slices based on hyperspectral imaging visualisation of moisture content distribution. Biosyst. Eng. 2017, 156, 108–119. [CrossRef]
- Dhali, K.; Datta, A.K. Experimental analyses of drying characteristics of selected food samples. Agric. Eng. Int.: CIGR J. 2018, 20, 188–194.
- Suherman, S.; Trianita, A.P.; Hadiyanto, H.; Putri, W.A.M. Effect of freeze-drying pressure and operating time on mass balance and characteristics of freeze-dried mango slices. Sarhad J. Agric. 2021, 37, 90–97. [CrossRef]
- Ortiz-Jerez, M.J.; Ochoa-Martínez, C.I. Efecto de las condiciones del hidrosecado sobre el encogimiento de trozos de zapallo (Cucurbita maxima). Ing. Compet. 2018, 20, 37–44. [CrossRef]
- Fazaeli, M.; Tahmasebi, M.; Djomeh, Z.E. Characterization of food texture: application of microscopic technology. In Current Microscopy Contributions to Advances in Science and Technology; Méndez-Vilas, A., Ed.; Formatex Research Center: 06002 Badajoz, Spain, 2012; Volume 2, pp. 855–871.
- Megías-Pérez, R.; Gamboa-Santos, J.; Soria, A.C.; Villamiel, M.; Montilla, A. Survey of quality indicators in commercial dehydrated fruits. Food Chem. 2014, 150, 41–48. [CrossRef]
- Sarkar, T.; Bharadwaj, K.K.; Salauddin, M.; Pati, S.; Chakraborty, R. Phytochemical characterization, antioxidant, anti-inflammatory, anti-diabetic properties, molecular docking, pharmacokinetic profiling, and network pharmacology analysis of the major phytoconstituents of raw and differently dried Mangifera indica (Himsagar cultivar): an in vitro and in silico investigations. Appl. Biochem. Biotechnol. 2022, 194, 950–987. [CrossRef]
- Chen, J.P.; Tai, C.Y.; Chen, B.H. Effects of different drying treatments on the stability of carotenoids in Taiwanese mango (Mangifera indica L.). Food Chem. 2007, 100, 1005–1010. [CrossRef]
- Jokić, S.; Mujić, I.; Martinov, M.; Velić, D.; Lukinac, J. Influence of drying procedure on colour and rehydration characteristic of wild Asparagus. Czech J. Food Sci. 2009, 27, 171–177. [CrossRef]
- Perumal, R. Comparative performance of solar cabinet, vacuum assisted solar and open sun drying methods. Master thesis, McGill University, Canada, 2007.
- Khuwijitjaru, P.; Somkane, S.; Nakagawa, K.; Mahayothee, B. Osmotic dehydration, drying kinetics, and quality attributes of osmotic hot air-dried mango as affected by initial frozen storage. Foods 2022, 11. [CrossRef]
- Moon, K.M.; Kwon, E.B.; Lee, B.; Kim, C.Y. Recent trends in controlling the enzymatic browning of fruit and vegetable products. Molecules 2020, 25. [CrossRef]
- Mejía-Doria, C.M.; Gaviria-Arias, D.; Bru-Martínez, R.; Rengifo-Ramos, L.; Alegría-Soto, A.H.; Aguilar-Fernández, E. Caracterización cinética de la enzima polifenol oxidasa en seis estadios de maduración en lulo (Solanum quitoense Lam.) var. Castilla. Actual. Biol. 2014, 36, 107–117.
- Manayay, D.; Ibarz, A. Modeling the kinetics nonenzymatic browning reactions and rheological behavior in the thermal process of fruit juices and pulps. Sci. Agropecu. 2010, 1, 155–168.
- Mehadi-Galib, R.; Alam, M.; Rana, R.; Ara, R. Mango (Mangifera indica L.) fiber concentrates: processing, modification and utilization as a food ingredient. Food Hydrocoll. Health 2022, 2. [CrossRef]
- Cabrera-Gómez, A. Identificación de las etapas de secado durante el proceso de liofilización. Degree thesis, Universitat Politècnica de València, España, 2016.
- Tirado, D.F.; Acevedo-Correa, D.; Montero-Castillo, P.M. Dried fruit breadfruit slices by Refractive Window technique. TecnoLógicas 2016, 19, 103–111.
- Richards, K.; Tran, K.; Levine, R.A.; Luo, R.; Maia, J.G.S.; Sabaa-Srur, A.A.U.; Maciel, M.I.S.; Melo, E.A.; de Moraes, M.R.; Godoy, H.T.; Chaves, M.A.; do Sacramento, C.K.; Thomas, A.L.; Monroe, D.; Smith, R.E. Improved extraction of soluble solids from some Brazilian and North American fruits. Nat. Prod. J. 2014, 4, 201–210. [CrossRef]
- Figueredo-Rondon, M.C.; Gonzalez-Gutierrez, R.R. Funcionamiento del aparato de laboratorio SBAN en una Universidad Venezolana para el secado de arena. Sci. Tech. 2018, 23, 69–76.
Figure 1.
Project’s methodology flow diagram.
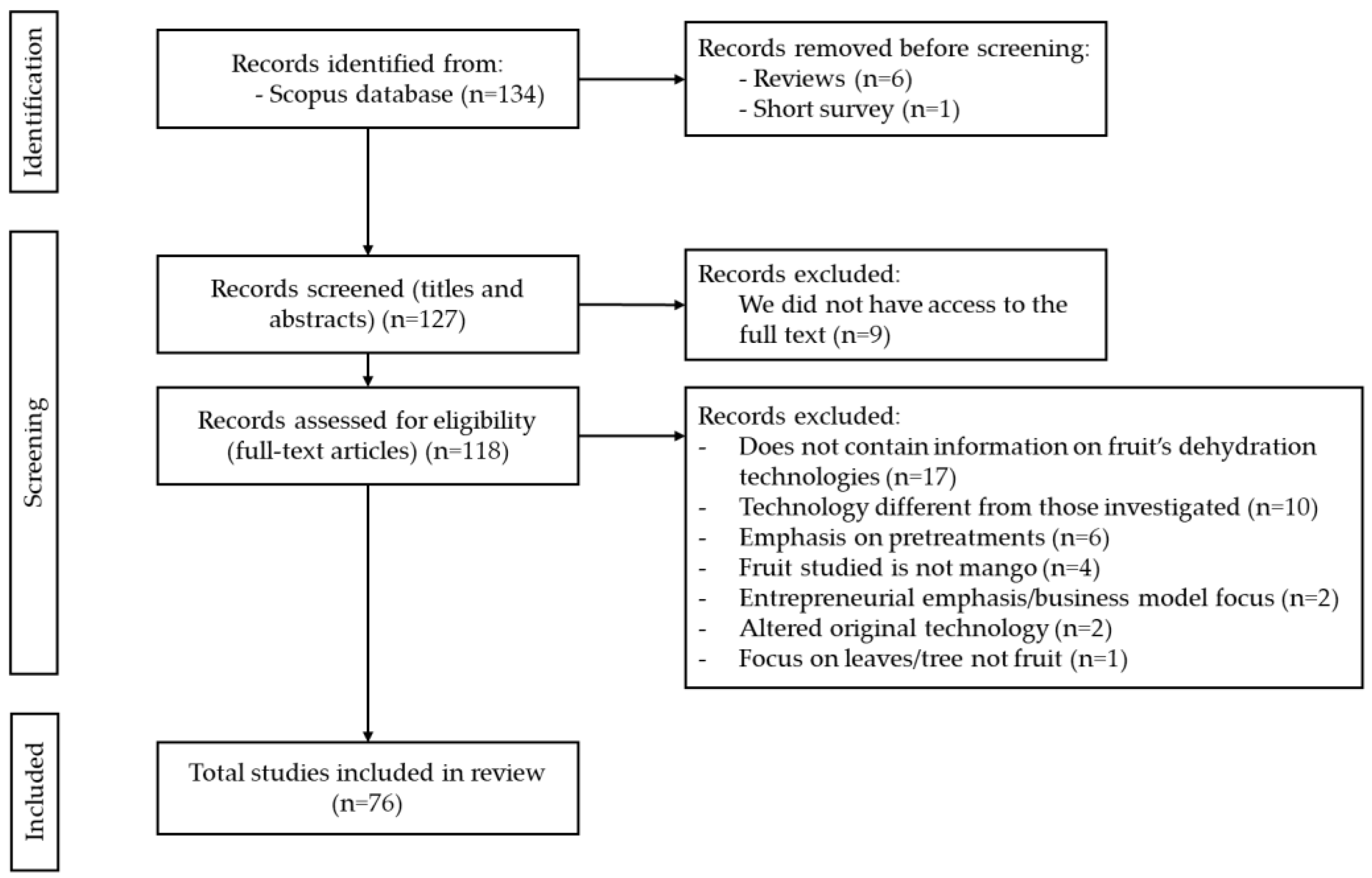
Figure 2.
Venn diagram of the number of papers by dehydration technologies.
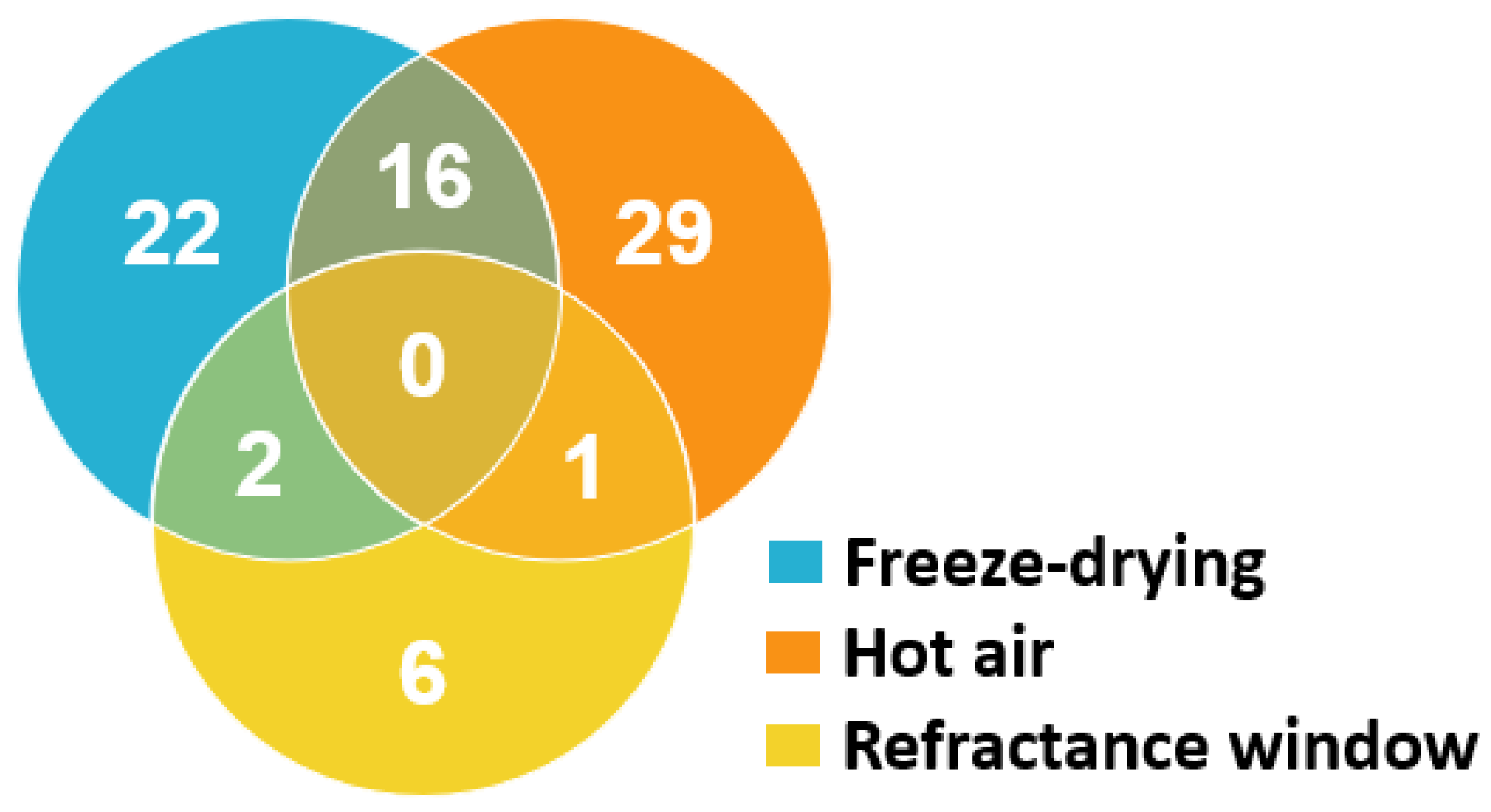
Figure 3.
Word cloud of papers keywords.
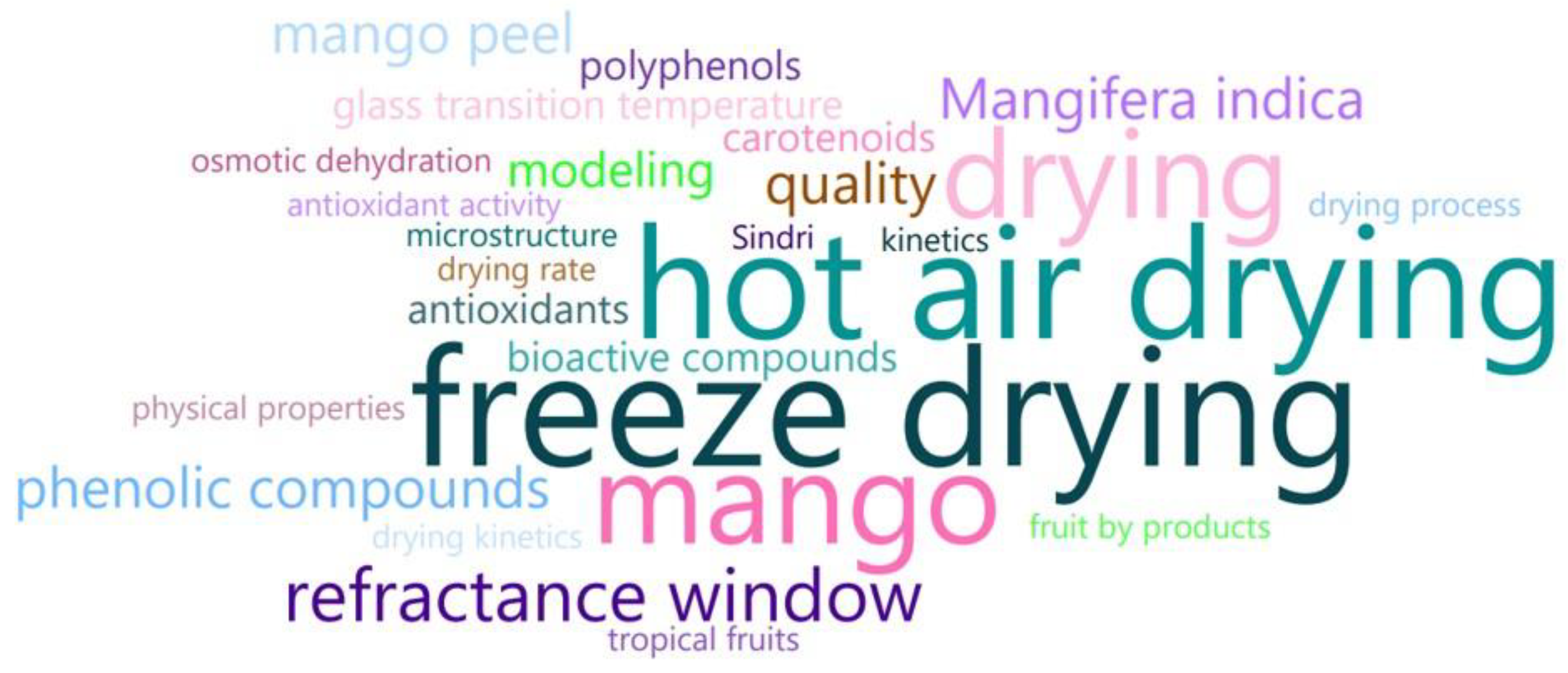
Figure 4.
Bubble chart of dehydration technologies per country of papers authors with more scientific production. The bubble sizes are directly proportional to the number of articles that combine the respective categories.
Figure 4.
Bubble chart of dehydration technologies per country of papers authors with more scientific production. The bubble sizes are directly proportional to the number of articles that combine the respective categories.
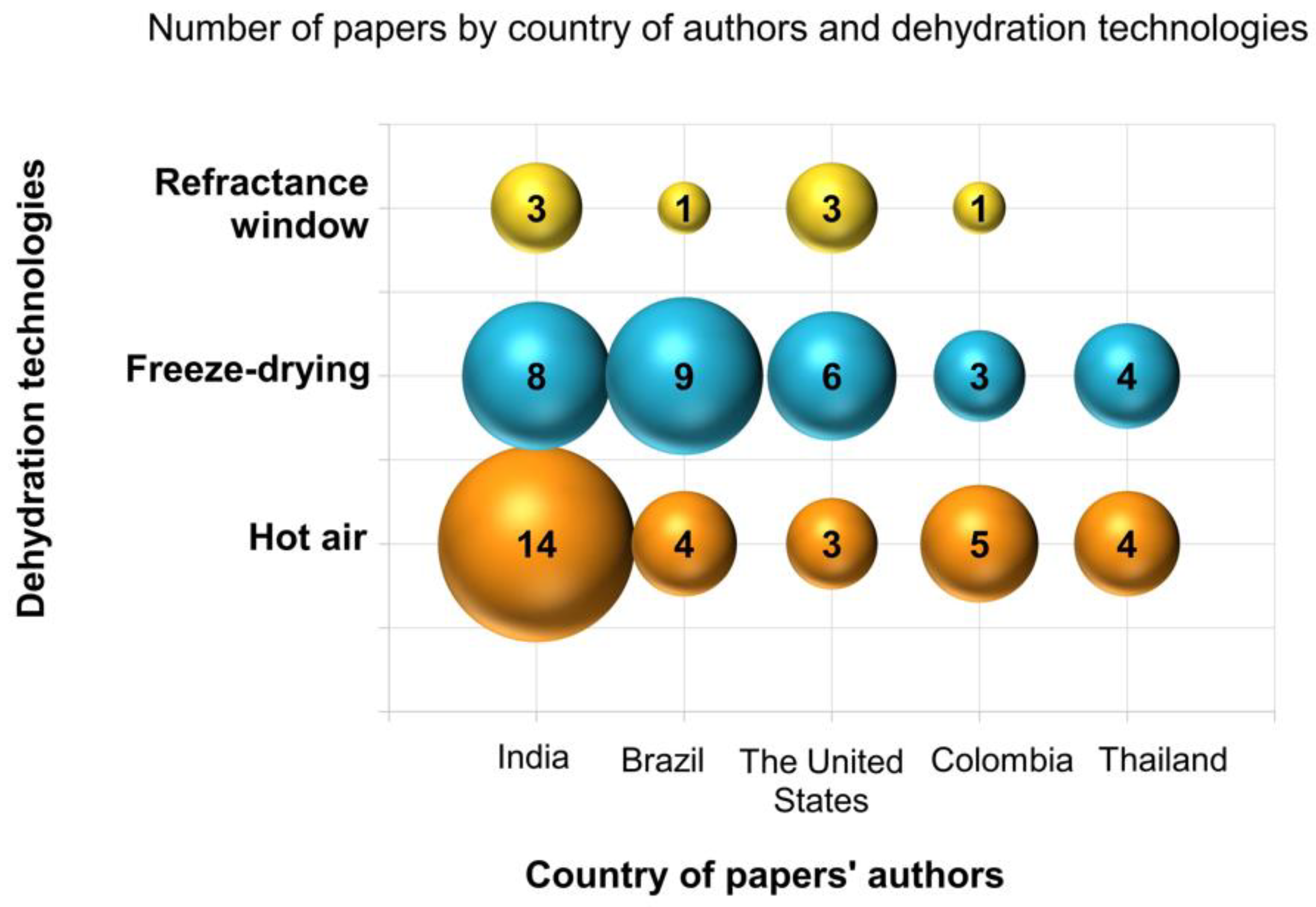
Figure 5.
Annual production of mangoes, mangosteens, and guavas per year. Adapted from FAOSTAT [18].
Figure 5.
Annual production of mangoes, mangosteens, and guavas per year. Adapted from FAOSTAT [18].
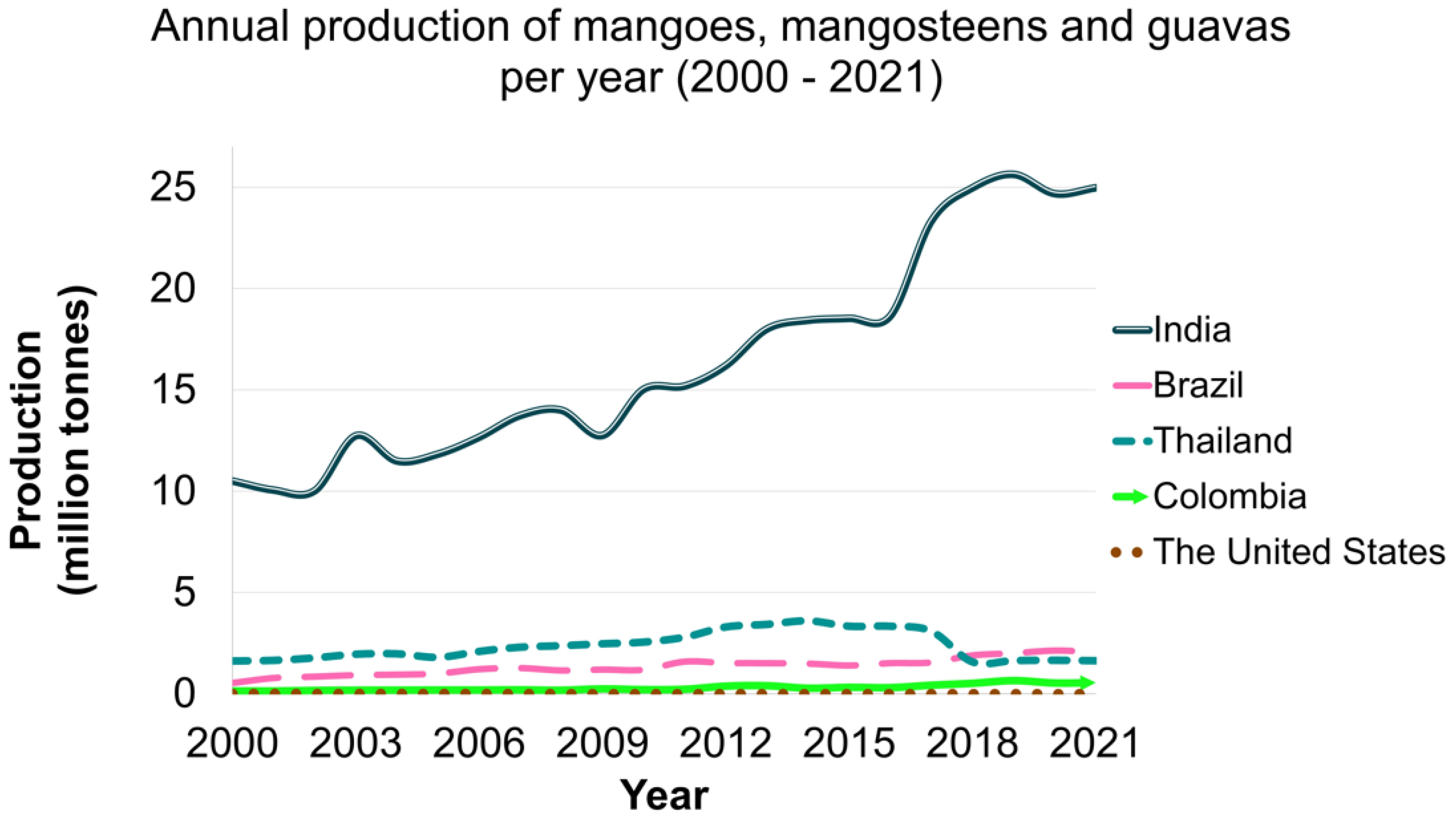
Figure 6.
Bubble chart of dehydration technologies per year of publication of articles.
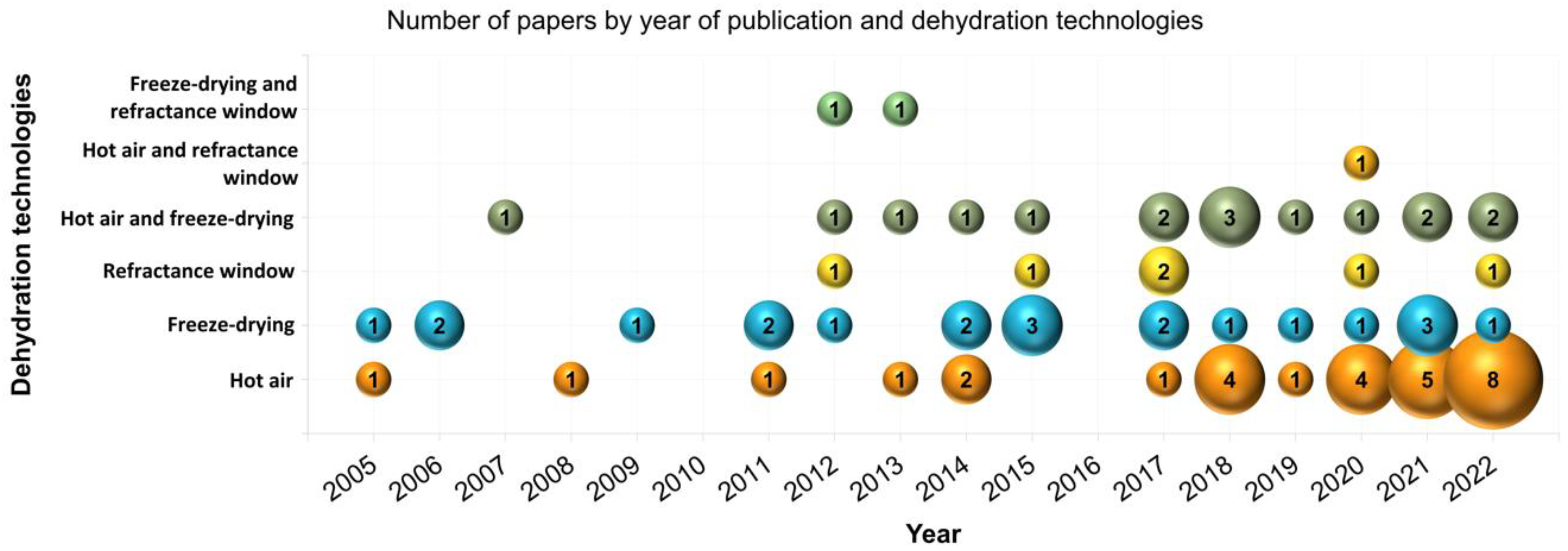
Figure 7.
Bubble chart of dehydration technologies according to the most reported mango variety in papers. S.B. Chaunsa: Samar Bahisht Chaunsa.
Figure 7.
Bubble chart of dehydration technologies according to the most reported mango variety in papers. S.B. Chaunsa: Samar Bahisht Chaunsa.
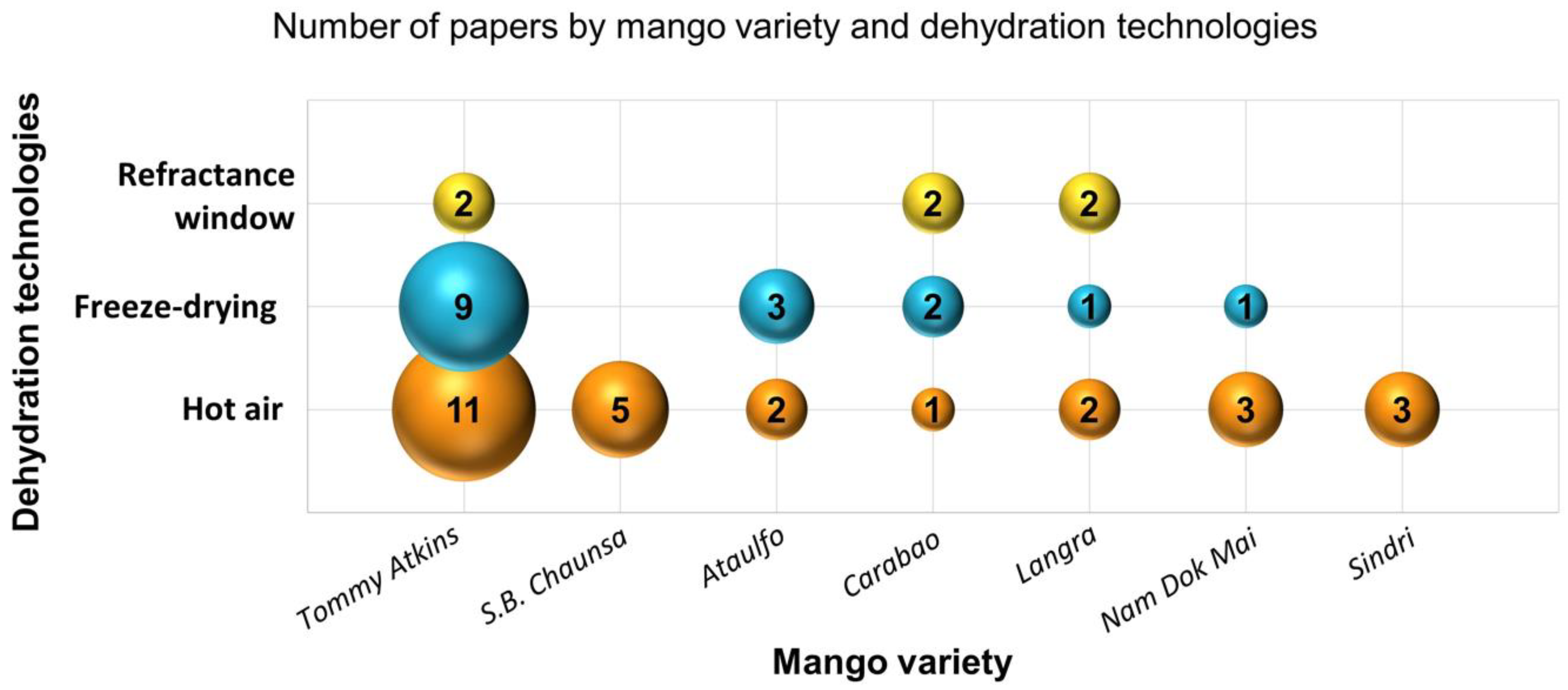
Figure 8.
Bubble chart of dehydration technologies according to investigated part of the fruit.
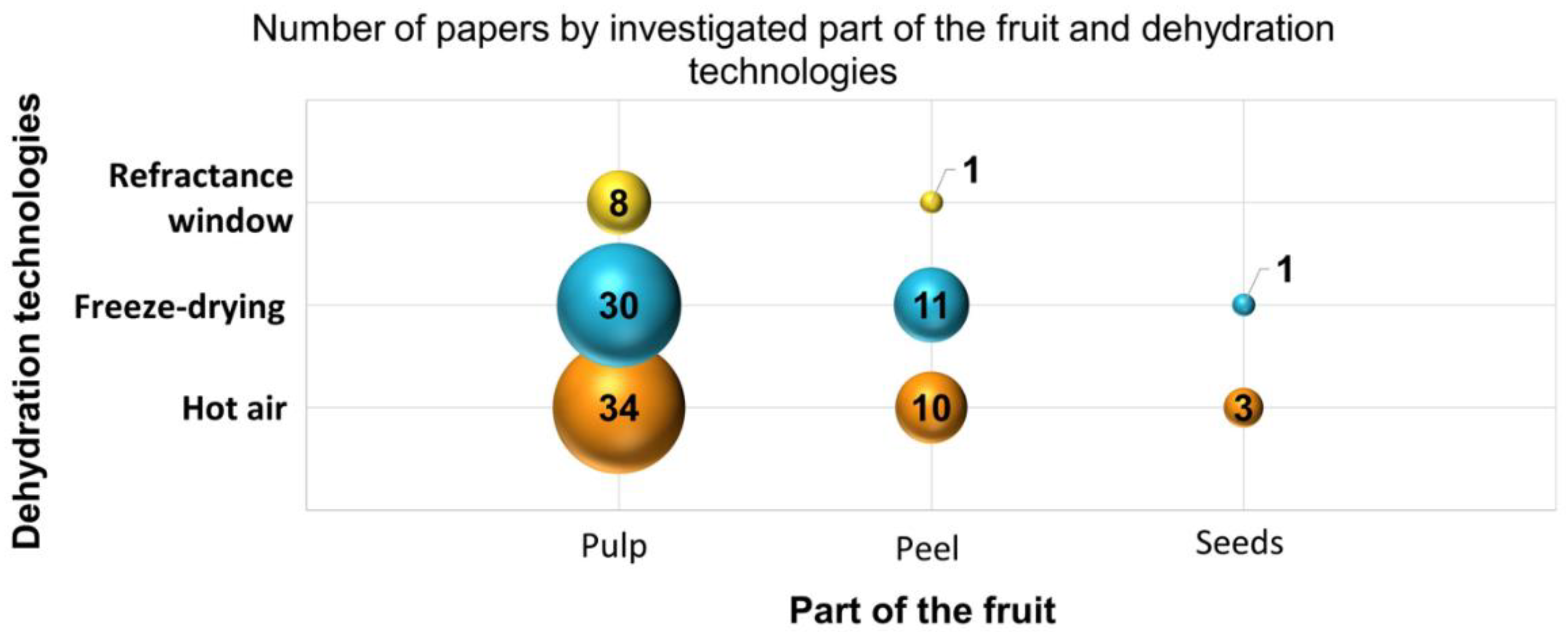

Table 1.
Summary of main parameters of comparison between dehydration technologies.
| Technologies | ||||||||
| Convective hot air drying | References | Freeze-drying | References | Refractance window | References | |||
| Parameters | ||||||||
| Operating conditions | Operating temperature(s) | Air: 40-80 °C |
[21,22,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51] | Cryogenic (between -10 and -80 °C) and low temperature (not exceeding ambient temperature) in process temperature ramps | [20,22,25,26,29,30,33,34,35,36,37,39,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67] | Water bath: 95 °C; sample surface does not exceed 75 °C with clear Mylar® film |
[47,60,68,69,70,71] [60,69] |
|
| Operating pressure | Atmospheric | Vacuum (<0.1 up to 0.0007 mbar) | [12,22,25,26,29,30,33,34,35,36,37,39,51,53,54,55,56,59,60,62,63,65,66] | Atmospheric | [13,70,71] | |||
| Final moisture of the sample | 10-20% wet basis | [21,30,33,40,42,44,46,47] | 5-10% wet basis | [20,22,25,30,33,35,36,39,51,52,56,60,62,65,66,72,73] | 15-20% wet basis | [47,60,62,68,69,71,74] | ||
| Drying air velocity | 1.70 ± 0.87 m/s | [21,27,28,30,32,35,36,39,40,43,44,45,46,48,49] | N/A | 0.7 m/s approximately (atmospheric air) | [60] | |||
| Sample thickness | 2-8 mm, values close to 3 mm and 5 mm are preferable |
[21,32,35,36,42,47,50,75,76] | 7.8 ± 4.6 mm, 5 mm being frequent |
[29,30,34,35,36,60,62,63,66,67,72,77] | 2.3 ± 1.4 mm; thicknesses below 1 mm recommended | [78] | ||
| Relative humidity of drying air | 15-24% | [35,36] | N/A | 50-73% | [60,70,71] | |||
| Dehydration time | 11.5 ± 6.1 hours |
[21,22,26,28,29,30,35,36,38,39,40,41,42,45,46,47,49,50,75] | 35.7 ± 29.8 hours | [20,26,29,30,35,36,37,53,54,55,57,59,61,62,64,66,72] | 0.46 ± 0.31 hours (or 27.5 ± 18.9 minutes) | [47,62,69,71] | ||
| Degrees Brix (°Brix) of fresh mango | 16.74 ± 5.06 | [21,22,25,27,28,35,36,38,39,45,46,47,48,49,50,51] | 18.66 ± 3.79 | [20,22,25,35,36,39,51,52,53,54,55,56,62,63] | 15.82 ± 2.77 | [47,62,70,71] | ||
| Physicochemical properties | Microstructure (porosity) | Little porous (and dense) structure | [45,75,79] | Porous structure | [60,66] | Nonporous structure | [60] | |
| Water activity (aw) | 0.468 ± 0.155 | [21,28,35,36,38,46,47,48,80] | 0.278 ± 0.082 | [20,35,36,56,62] | 0.412 ± 0.172 | [47,62,69,71] | ||
| Rehydration capacity | 3.11 ± 0.72 | [41,42,49,50] | 3.62 - 3.79 | [65,72] | - | |||
| Nutritional properties | Ascorbic acid content in sample | 29.81 and 34.17 mg/100 g sample on a dry basis (drying at 50 and 70 °C, respectively) (Dasheri mango variety) |
[49] | 333.00 to 513.00 mg/100 g sample on a dry basis (Tommy Atkins, Keitt, and Sugar varieties) | [56] | 62.66 mg/100 g sample on a dry basis (Langra, mango variety) | [47] | |
| Phenol content in sample | 705.0 mg GAE/100 g sample on a dry basis (drying at 70 °C) (Himsagar mango variety) | [81] | 848.0 mg GAE/100 g sample on a dry basis (Himsagar mango variety), 987.0 mg GAE/100 g sample on a dry basis | [54,81] | - | |||
| Organoleptic properties | Flavor | Panelists highlight sweetness | [22] | - | Weighted as good and excellent by panelists | [68] | ||
| Aftertaste | - | Highlighted by panelists | [22] | - | ||||
| Chewiness | Chewable | [47] | - | Chewable | [68] | |||
| Sample color | Dark orange - brown | [22,68,75,82] | Light yellow - orange | [22,72,82] | Yellow. Highlighted as good and excellent by panelists | [62,68] |
||
| Texture | Rough; irregular surface | [22,75] | Regular surface | [35] | Smooth | [60] | ||
| Smell | - | - | Weighted as “medium” by panelists | [68] | ||||
(-): Does not record. N/A: Not applicable.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



