
Submitted:
27 June 2024
Posted:
27 June 2024
You are already at the latest version
Abstract
Nanocellulose (CNC) seems to be a promising surfactant, which, together with expandable graphite (EG), forms the essence of an effective natural-based fire retardant wood coating. In our research, the most suitable composition of the mixture was tested concerning good solubility, dispersion, and consistency. Favorable results were achieved with the formulation composed of a 4% CNC alkaline solution with 80 wt.% of selected EG. Subsequently, six different EG were used to prepare these wood fire retardant coatings. The effectiveness of treatments was verified using a test with a radiant heat source, where the test samples' relative weight loss, relative burning rate, and surface temperature during 600 sec were evaluated. All prepared formulations can be characterized as more or less equally effective. However, the best results were obtained with EG of GG 200 – 100 N, where the mass loss of the sample was 8.10 ± 1.24%. Very good results were also achieved by graphite 25 E + 180 HPH (8.70 ± 0.89%), which is similar to the previous one, even according to the microscopic assessment of the coating as well as the expanded layer. Graphite type 25 K + 180 (8.86 ± 0.65 %) shows the expanded layer's best cohesion, coating uniformity, and ease of application. The results of this work confirmed that the CNC coating itself has significant retardation effects.
Keywords:
Nanomaterials
; fire protection
; thermal degradation
; timber
; relative mass loss
; burning rate.
1. Introduction
HPDC is one of the most important manufacturing processes in the automotive industry as it enables obtaining automotive components with complex shapes cost-effectively [1]. Molds are exposed to severe conditions during the HPDC such as high pressure and temperature and rapid temperature fluctuations. The usual casting speed moves between 20 and 60 m/s and the temperature ranges around 700°, depending on the aluminum alloy type [2]. Although die lubricants are applied on the mold surface, these severe conditions trigger failure mechanisms due to the complex chemical, metallurgical and mechanical processes such as erosion, thermal fatigue, corrosion and soldering [3]. Erosion is characterized by the loss of mold material from the surface as the result of mechanical processes. Thermal fatigue cracks can be divided by their appearance in heat checks and stress cracks. The studies have revealed, that crack initiation and propagation are increased by higher heating temperatures and higher heating/cooling rates [4]. According to [5] erosion and soldering are regarded as the primary causes of HPDC production downtime. In HPDC molten aluminum tends to react with tool steel and forms Fe-Al intermetallic layers because the solidus temperature of Al-Fe diagram phase is lower than molten aluminum [6]. This condition is referred to as metallurgical/chemical soldering (or die sticking). Die soldering can be classified as metallurgical/chemical and mechanical [4]. Metallurgical soldering occurs at high surface temperatures and takes time to develop. Mechanical soldering happens almost promptly under high pressure, after one shot or a few shots, when there is not enough time for the formation of an intermetallic layer [7]. It does not require too high surface temperatures. Mechanical and chemical soldering can appear simultaneously [8]. The formation of soldering often requires rectifying the tool surface by mechanical processes (machining, grinding, polishing, etc.) after stopping production [9].
The above-mentioned surface failure modes change the mold surface and reduce casting surface quality. Surface roughness is one of the most important metrics determining the quality of produced castings. Organizations supplying parts in the automotive industry are certified according to the International Automotive Task Force (IATF) 16949:2016 automotive quality management system standard and they must meet quality requirements specified by customer organizations [10]. Therefore, the technological service life of mold is limited by the quality requirements specified for the casting and tolerance intervals for HPDC process parameters [11,12]. The maintenance or replacement of mold parts due to erosion, cracks, corrosion and soldering that negatively affect castings quality induces costs. Therefore, producers need to find the best solution to increase the lifetime of tools as well as reduce maintenance costs.
Heat treatment, nitriding and PVD coatings have been employed to withstand the degradation mechanisms of the molds. Erosion and soldering can be reduced by maintaining the hardness of the mold at 44–48 HRC, nitriding of mold surface and deposition of PVD coatings [13]. Several studies have confirmed the positive effect of nitride-based PVD coatings (mono-layer and multi-layer) in HPDC of aluminum alloys e. g. [1,2,14,15,16,17,18,19,20,21,22]. In the study conducted by [14] (pp. 200–205), the positive effect of TiN, CrN and TiCN coatings deposited on core pins in terms of soldering was confirmed in HPDC (semi-industrial trials). The study also concluded that increased build-up of aluminum alloy is connected with the increased surface roughness of PVD-coated pins (blasted). TiN and TiAlN have high wear resistance and high hardness [23]. According to [24] (p.123866), despite many advantages of TiN it becomes oxidized at the temperature of 550 °C. The oxidation resistance of TiAlN and TiAlSiN can be enhanced up to 850 to 950 °C [25]. It is much higher than in the case of TiN-coated films. On the other hand, the comparative study of [26] (pp. 260–265) examining TiN and TiAlN coating layers showed that TiN coating has higher abrasive resistance than TiAlN. The friction coefficient of TiAlN is higher than TiN [27]. In the case of CrAlSiN, the friction coefficient is lower than for TiAlN and higher than for TiN [28]. Authors of the study [29] (pp. 74–81) tested the tribological properties of selected coatings and concluded that CrN outperforms TiN and TiAlN, while TiAlN performed the worst. Chromium-based hard coatings such as CrN or CrAlN have proven excellent tribological properties [30]. CrAlSiN has excellent thermal stability. Within the study [16] (p. 358), CrAlSiN coating systems with different chemical composition modulations were tested regarding washout in HPDC. Washout damages are attributed to corrosion and soldering, where molten aluminum comes into contact with the surface of the steel mold. The correlation between erosion and soldering of molten aluminum was confirmed by the study [18]. Except for washout, the cracks of PVD coatings can also be the primary reason for molten aluminum penetration, which dissolves the steel substrate, causing the cracked coating to flake off, as was concluded in the study [17].
The selection of the optimal PVD surface treatment of molds in foundry organizations has to be taken into account in terms of effectiveness and costs [31]. Several factors influence the formation of failure mechanisms on mold parts like the chemical composition of casting alloy, casting temperature, casting speed, tool shape, mold material, surface treatment of a mold, and other process conditions [13,32]. Despite the several studies on PVD coatings (primarily in laboratory conditions) in terms of their mechanical wear and chemical resistance we haven’t encountered a study comparing the selected nitrid-based PVD coatings (TiN, TiAlN and CrAlSiN) in the HPDC process. Our research focuses on the study of the mold inserts’ lifetime – uncoated and coated with selected nitride-based PVD coatings—TiN, TiAlN and CrAlSiN under the real production conditions. The study also aims at the identification of failure modes resulting in the decommissioning of inserts. The lifetime of the inserts is limited by the requirements on surface quality (surface roughness) of produced casting that is supplied to the car manufacturer, who determines the maximum toleration limit of surface roughness (Ra).
2. Materials and Methods
2.1. Material of Inserts and Surface Treatment
AISI H11 steel (DIN X38CrMoV5-1) was used to manufacture the mold inserts, with high toughness and good strength properties at higher temperatures. It is used for manufacturing tools like pressing tools, high-pressure die-casting tools, tools to produce screws, nuts, pins, etc. The chemical composition of the steel is shown in Table 1. The tool steel went under the heat treatment and was hardened and tempered. The surface of the inserts was plasma nitrided in the case of all PVD-coated inserts except the uncoated insert. The depth of the nitride layer was 20 μm.
The following coatings were deposited by the PVD technique on the H11 steel mold inserts: TiN, TiAlN, and CrAlSiN to study their lifetime considering the requirements for the surface quality of the castings. Figure 1 shows the inserts used in a study. One insert was uncoated and three were coated with CrAlSiN, TiAlN and TiN film to examine and compare their wear resistance in real manufacturing conditions, that delivered the same product. The thickness of the deposited coatings was around 2 μm.
2.2. Casting and Casting Process Conditions
Figure 2 shows the 3D model of the produced casting. It is the throttle valve for a turbocharger in a car. The functional part of the casting consists, among other things, of the bearing surface for the gasket, where the Original Equipment Manufacturer (OEM) mounts the flange. The roughness of the bearing surface is a special characteristic and it is required by OEM to achieve the value Ra = max 2,5 µm. According to IATF 16949:2016, special characteristics are product characteristics or manufacturing process parameters that can affect safety or compliance with regulations, fit, function, and performance. In this case, the bearing surface can affect the fit and function of the product [33]. The standard requires compliance with customer-specified definitions and symbols. Therefore, a product with the bearing surface roughness Ra > 2,5 µm is considered to be a nonconformity and can’t be supplied to OEM.
The product was produced within the serial production therefore it was possible to perform the required number of shots for the study using different PVD coatings. The casting temperature in the process ranged from 708 - 712°C and the casting speed was from 21 - 21,3 m/s. The lubricant was applied in the process after each shot (Chem-Trend® SL-61014B). The chemical composition of the aluminum alloy AlSi11Cu2(Fe) used in the casting process is shown in Table 2.
2.3. Estimation of Hardness of Inserts and Roughness of Bearing Surface of Castings
The hardness (HRC) of mold inserts (uncoated, with PVD coatings - TiN, TiAlN, CrAlSiN) that were subsequently used in the HPDC process was measured with the hardness tester TIME 5100 TH-170 (Beijing TIME High Technology Ltd., China). The measurement was performed by certified final inspection according to ASTM A 956 and DIN 50156.
The average roughness (Ra) of the bearing surface of inserts was estimated with the surface tester Mitutoyo SJ – 210 (Mitutoyo Corporation, Japan) before initiating the casting process. The measurement was performed in accordance with the JIS-B-0601-2001 and ISO 4287: 1997 standards. The average roughness (Ra) of the cast products’ surface was subsequently estimated after every 500 shots using different inserts in the HPDC process (uncoated insert and inserts protected with TiN, TiAlN and CrAlSiN coatings). Mechanical polishing of inserts was done manually in the case of uncoated insert and inserts with TiN and TiAlN coatings.
2.4. Specimen Preparation and Optical Microscopy and SEM
The metallographic analysis was performed on the surface of the specimen and in cross-section. Metallographic cut in cross-section was prepared by standard procedures: grinding, polishing and etching in Nital 4% solution. The microstructure observations of specimens prepared were carried out using a light optical microscope (LOM) OLYMPUS GX71 (Olympus Corporation, Tokyo, Japan) equipped with a digital camera. The local microstructures were observed using the scanning electron microscope (SEM) JEOL JSM-7000F (Jeol Ltd., Tokyo, Japan) equipped with back scatter electron (BSE) detectors.
3. Results and Discussion
3.1. Optical Microscopy and SEM Analysis
Optical and SEM analyses were performed to identify possible failures on the surface of the insert. TiN-coated insert served as an example for illustration of emerging failures on the surface. The examined insert was after 15000 shots. Figure 3 shows the surface morphology and cross-sections of the specimen of the TiN-coated insert. The image of surface morphology illustrated by Figure 3a shows the erosion of the coating presented by multiple craters, which were concentrated in a ring around the inner hole of the insert. Figure 3b shows the wear and degradation of the coating. There are areas of missing coating and indentation. Figure 3c illustrates in addition to wear and uncoated areas, a visible rise of material above the coating. These failures have significant importance in terms of the surface quality of produced casting (there is a low maximum toleration limit of average surface roughness). The failure negatively impacts the insert’s lifetime.
Figure 4 shows the SEM images of the specimen of the TiN-coated insert. Figure 4a illustrates the detail of the crater, whose center is formed by island-like formations of the coating. In Figure 4b a more detailed way of coating failure is visible, which is accompanied by the gradual breaking off of small sharp parts of the coating. This cracking is probably caused by the cyclic thermomechanical effect of the HPDC process.
Figure 5 shows cross-sections of the specimen of the insert coated with TiN. The first Figure a, shows the intact coating whose thinned thickness is around 1,25 µm. Figure 5b, shows local erosion of the surface under 0,8 µm in the form of a regular crater. Under the coating, local plastic deformation of basic material is visible. It is probably caused by high temperatures and high stress. Cavities were visible in several places in the cross-section. Figure 5c, shows local coating failure at the bottom which is the basic metal of the mold insert. The failures and cracks (Figure 4b) can be a prerequisite for the formation of intermetallic layers Fe-Al as it was mentioned by several studies, but within our analysis the intermetallic layers were not identified.
3.2. Hardness and Surface Roughness
Table 3 shows the values of parameters that were measured on the surface of the inserts before the initiation of the casting process. As can be seen in Table 2, the uncoated insert achieved the optimal value of hardness - 48 HRC after the heat treatment, as it was mentioned as the value within the desired range according to [13] (p. 120), [34] (p. 235). The roughness of the uncoated insert was the lowest, achieving Ra=0,10 µm. Nitriding and PVD coatings increased the hardness of the inserts. The highest hardness of the PVD-coated inserts was measured for the TiAlN and the lowest for the TiN-coated surface. The TiN-coated insert had the highest roughness Ra = 0,46. The lowest roughness was measured for the surface with deposited CrAlSiN coating - Ra = 0,34.
The following Figure 6 shows the measured Ra values of the casting surface (uncoated, protected with CrAlSiN, TiAlN and TiN) after every 500 shots. The uncoated insert during the examination was 3x polished as the roughness value was rapidly increasing. However, it had a low effect on the lowering of the roughness value and lifetime prolongation of the insert. The first polishing helped to slightly decrease the roughness Δ Ra 0,32. A similar effect of the lowering of roughness was observed also after the second and third polishing. The lifetime of the insert ended after 7000 shots as the Ra value reached the tolerance limit of Ra = 2,5 µm. If the production had been continued nonconforming castings would have been produced.
In the case of the inserts protected by CrAlSiN, and TiAlN coatings, the polishing was made one time, when the value of Ra was approaching 2 µm. The roughness of the CrAlSiN coated insert started to grow significantly after 4500 shots (linear growth). Polishing was performed after 7000 shots. The polishing brought a more significant decrease or roughness in comparison with uncoated insert. However, it started to increase at the same pace and after 3000 shots the roughness achieved the value before polishing. The Ra value of the TiAlN-coated insert started to rise more significantly (linear) after 3500 shots. At 900 shots as it significantly increased up to the value of Ra=2, it was polished, and after 11000 shots the value reached that before polishing. This insert was used until 12000 shots. The highest efficiency was achieved using the coated TiN-coated insert, where increasing of roughness was the lowest. It was possible to use this insert until 15000 shots without polishing.
Figure 7 shows the increase of roughness (Ra) of the castings produced using uncoated insert and PVD-coated inserts (TiN, TiAlN and CrAlSiN). There is a significant difference between uncoated insert and other PVD-protected inserts in terms of the insert lifetime. Deposition of PVD coatings prolonged the inserts’ lifetime. Despite the highest initial roughness of TiN coated insert it enabled to achieve the highest number of shots until the produced castings achieved the limited value of Ra without polishing. Although, TiN have a lower oxidation temperature in comparison with the TiAlN and CrAlSiN coatings and some studies concluded better wear and corrosion resistance of the TiAlN than TiN, in our study under the given process condition (described in Material and Methods) the TiN coating achieved the longest lifetime. It is considered to be the best option for the organization in terms of effectiveness and efficiency.
4. Conclusions
Based on our study, the main conclusions resulting from the investigations and analysis are as follows:
- The optical and SEM analysis showed wear and formation of craters at the bottom of which the uncovered basic material of the insert is visible. The study of surface morphology revealed the presence of cracks probably caused by the cyclic thermomechanical effect. These failures can be prerequisites for the formation of intermetallic Fe-Al layers. They negatively affect the surface quality of castings manifesting by increasing average roughness (Ra).
- The PVD-coated inserts achieved a significantly longer lifetime than uncoated inserts concerning the requirements on casting surface roughness (Ra), while the TiN-coated insert performed the best in comparison with TiAlN and CrAlSiN-coated inserts. The difference in lifetime using TiAlN and CrAlSiN coated inserts was only 10000 shots with an advantage for TiAlN.
- Polishing performed to prolong the inserts’ lifetime has a low effect on uncoated insert (brought prolongation of lifetime by 500 shots). It was applied also in the case of TiAlN and CrAlSiN coated inserts when they were approaching the critical value of Ra and the prolongation of lifetime ranged from 2000 – 3000 shots.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, A.S.; methodology, A.S.; and R.K.; formal analysis, I.P.; and P.P.; investigation, R.K.; and A.S.; resources, M.K.; writing—original draft preparation, A.S.; writing—review and editing, P.P.; and A.F; visualization, A.F. All authors have read and agreed to the published version of the manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mayer, A.R.; et al. Die soldering and corrosion failure of high temperature tool steel for high-pressure die casting Al alloy. Eng. Fail. Anal. 2024, 161, 108314. [CrossRef]
- Nunes, V.; Silva, F.J; Andrade, M.F; Alexandre, R.; Baptista, A.P. Increasing the lifespan of high-pressure die cast molds subjected to severe wear. Surf. and Coat. Techn. 2017, 332, 319–331. [CrossRef]
- Terek, P.; et al. Effects of die core treatments and surface finishes on the sticking and galling tendency of Al–Si alloy casting during ejection, Wear 2016, 356–357, 122–134. [CrossRef]
- Markežič, R.; Naglič, I.; Mole, N.; Šturm, R. Experimental and numerical analysis of failures on a die insert for high pressure die casting. Eng. Fail. Anal. 2019, 95, 171–180. [CrossRef]
- Chen, Z.W.; Jahedi, M.Z. Die erosion and its effect on soldering formation in high pressure die casting of aluminium alloy. Mat. & Des. 1999, 6, 303–309. [CrossRef]
- Kohlhepp, M.; Uggowitzer, P.J.; Hummel, M.; Höppel, H.W. Formation of Die Soldering and the Influence of Alloying Elements on the Intermetallic Interface. Mat. 2021, 14, 1580. [CrossRef]
- Chen, Z.W. Formation and progression of die soldering during high pressure die casting. Mat. Science and Eng. 2005, 397, 356–369. [CrossRef]
- Domkin, K.; Hattel, J.H.; Thorborg, J. Modeling of high temperature- and diffusion-controlled die soldering in aluminum high pressure die casting. J. of Mat. Proc. Techn. 2009, 4051–4061. [CrossRef]
- Salem, M.; et al. Effect of aluminizing and oxidation on the thermal fatigue damage of hot work tool steels for high pressure die casting applications. Intern. J. of Fat. 2019, 119, 126–138. [CrossRef]
- Teplická, K. Comparison of Using Managerial Instruments in Industry Companies in Slovakia and the Czech Republic. TEM J. 2019, 8, s. 1191–1197. [CrossRef]
- J. Brezinová; et al., “Use of Duplex PVD Coatings to Increase the Life of Moulds and Cores for die Casting of Aluminium Alloys in the Automotive Industry”, Acta Mech. Slov. 2022, 26, 42–51. [CrossRef]
- Sütőová, A.; Grzinčič, M. Creation of Defects Catalogue for Nonconforming Product Identification in the Foundry Organization. QIP J. 2013, 17, 52–58. [CrossRef]
- Bhaskar, M.; Anand, G.; Nalluswamy, T.; Suresh, P. Die Life in Aluminium High-Pressure Die Casting Industries. J. Inst. Eng. India Ser. D 2022, 103, 117–123. [CrossRef]
- Gulizia, S.; Jahedi, M.Z; Doyle, E.D. Performance evaluation of PVD coatings for high pressure die casting. Surf. and Coat. Techn. 2001, 140, 200–205. [CrossRef]
- Rosso, M.; Ugues, D.; Torres, E.; Perucca, M; Kapranos, P. Performance enhancements of die casting tools trough PVD nanocoatings. Int. J. Mater. Form. 2008, 1, 1259–1262. [CrossRef]
- Paiva, J.; et al. Tribological and Wear Performance of Nanocomposite PVD Hard Coatings Deposited on Aluminum Die Casting Tool. Mat. 2018, 11, 358. [CrossRef]
- Midson, S.P; De Campos Neto, N.D.; May, W; Korenyi-Both, A.L; Kaufman, M.J. Laboratory Testing to Characterize the Use of PVD Coatings and Alternate Die Materials for Reducing Soldering and Erosion for Aluminum Die Casting Applications. Inter Met. 2024. [CrossRef]
- Campos Neto, N.D.; Korenyi-Both, A.L.; Vian, C.; Midson, S.P; Kaufman, M.J. The development of coating selection criteria to minimize die failure by soldering and erosion during aluminum high pressure die casting. J. of Mat. Proc. Tech. 2023, 316, 117954. [CrossRef]
- Torres, E.; Ugues, D.; Brytan, Z.; Perucca, M. Development of multilayer coatings for forming dies and tools of aluminium alloy from liquid state. J. of Phys. D Appl. Phys. 2009, 42. [CrossRef]
- Vetter, J.; Eriksson, A. O; Reiter, A.; Derflinger, V.; Kalss, W. Quo Vadis: AlCr-Based Coatings in Industrial Applications”, Coat. 2021, 11, 344. [CrossRef]
- Ugues, D.; Torres, E.; Perucca, M.; Albertinazzi, M.; Rosso, M. Hard coatings to prevent the washout phenomena in high pressure die casting tools. Berg Huett. Monatsh, 151, 109–112. [CrossRef]
- Gurada, C.; Mundotia, R.; Mhatre, R.; Kale, A.; Kothari, D. Thermal Fatigue Resistance Studies of Multilayer CrN and AlTiN Coatings Deposited on Plasma Nitrided H-13 Hot Work Steel. Lub. 2023, 11. [CrossRef]
- Matei, A.A.; Turcu, R.N.; Pencea, I.; Herghelegiu, E.; Petrescu, M.I.; Niculescu, F. Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique. Crys. 2023, 13, 112. [CrossRef]
- Das, D.; Guha, S.; Ghadai, R.; Swain, B.P. A comparative analysis over different properties of TiN, TiAlN and TiAlSiN thin film coatings grown in nitrogen gas atmosphere. Mat. Chem. and Phys. 2021, 258, 123866. [CrossRef]
- Obrosov, A.; et al. XPS and AFM Investigations of Ti-Al-N Coatings Fabricated Using DC Magnetron Sputtering at Various Nitrogen Flow Rates and Deposition Temperatures. Met. 2017, 7, 52. [CrossRef]
- Yoon, S.Y.; Lee, K.O.; Kang, S.S.; Kim, K.H. Comparison for mechanical properties between TiN and TiAlN coating layers by AIP technique. J. of Mat. Proc. Tech. 2002, 130–131, 260–265. [CrossRef]
- Liew, W.Y.; Jie, J.L.; Yan, L.Y.; Dayou, J.; Sipaut, C.S.; Madlan, M.F. Frictional and Wear Behaviour of AlCrN, TiN, TiAlN Single-layer Coatings, and TiAlN/AlCrN, AlN/TiN Nano-multilayer Coatings in Dry Sliding. Proc. Eng. 2013, 68, 512–517. [CrossRef]
- Valleti, P.C.; Venu Gopal, A.; Joshi, S.V. CrAlSiN nanocomposite thin films for high-speed machining applications, Mat. and Man, Proc. 2018, 33, 371–377. [CrossRef]
- Wang. Q. et al. Comparison of tribological and electrochemical properties of TiN, CrN, TiAlN and a-C:H coatings in simulated body fluid. Mat. Chem. and Phys. 2015, 158, 74–81. [CrossRef]
- Berger, C.; Scheerer, H.; Ellermeier, J. Modern materials for forming and cutting tools – overview”, Mat. Werkst 2010, 41, 5–16. [CrossRef]
- Tošenovský, F.; Tošenovský, J.; Blaštíková, M. Selected Problems in Statistical Modelling of Metallurgical Processes. In Proceedings of the 28th International Conference on Metallurgy and Materials, Brno, Czech Republic, 22. 5. 2019. 10.37904/metal.2019.776.
- Ding, R.; et al. Failure analysis of H13 steel die for high pressure die casting Al alloy. Eng. Fail. Anal. 2021, 124, 105330. [CrossRef]
- IATF. IATF 16949:2015 Quality Management System. International Automotive Task Force, 2016.
- Mitterer, C.; Holler, F.; Üstel, F.; Heim, F.D. Application of hard coatings in aluminium die casting — soldering, erosion and thermal fatigue behaviour. Surf. and Coat. Tech. 2000, 125, mec233–239. [CrossRef]
Figure 1.
Mold inserts: (a) uncoated; (b) coated with CrAlSiN; (c) coated with TiAlN; (d) coated with TiN.
Figure 1.
Mold inserts: (a) uncoated; (b) coated with CrAlSiN; (c) coated with TiAlN; (d) coated with TiN.
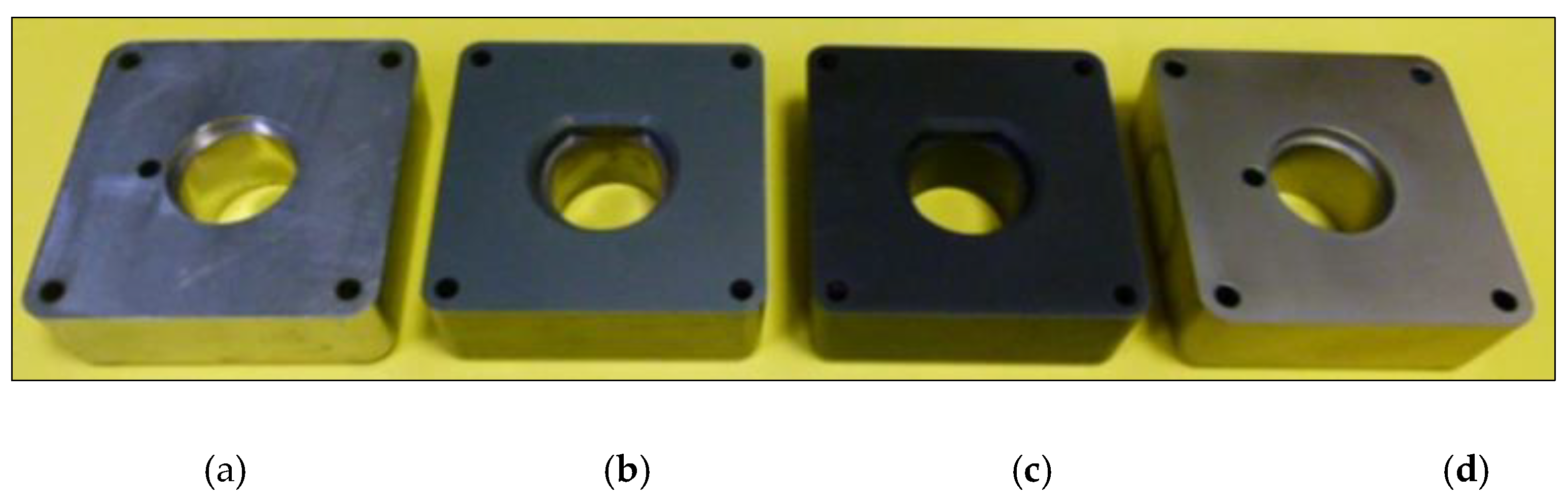
Figure 2.
Throttle body with the marked value of the bearing surface roughness specified by the customer (Ra = max. 2,5 μm).
Figure 2.
Throttle body with the marked value of the bearing surface roughness specified by the customer (Ra = max. 2,5 μm).
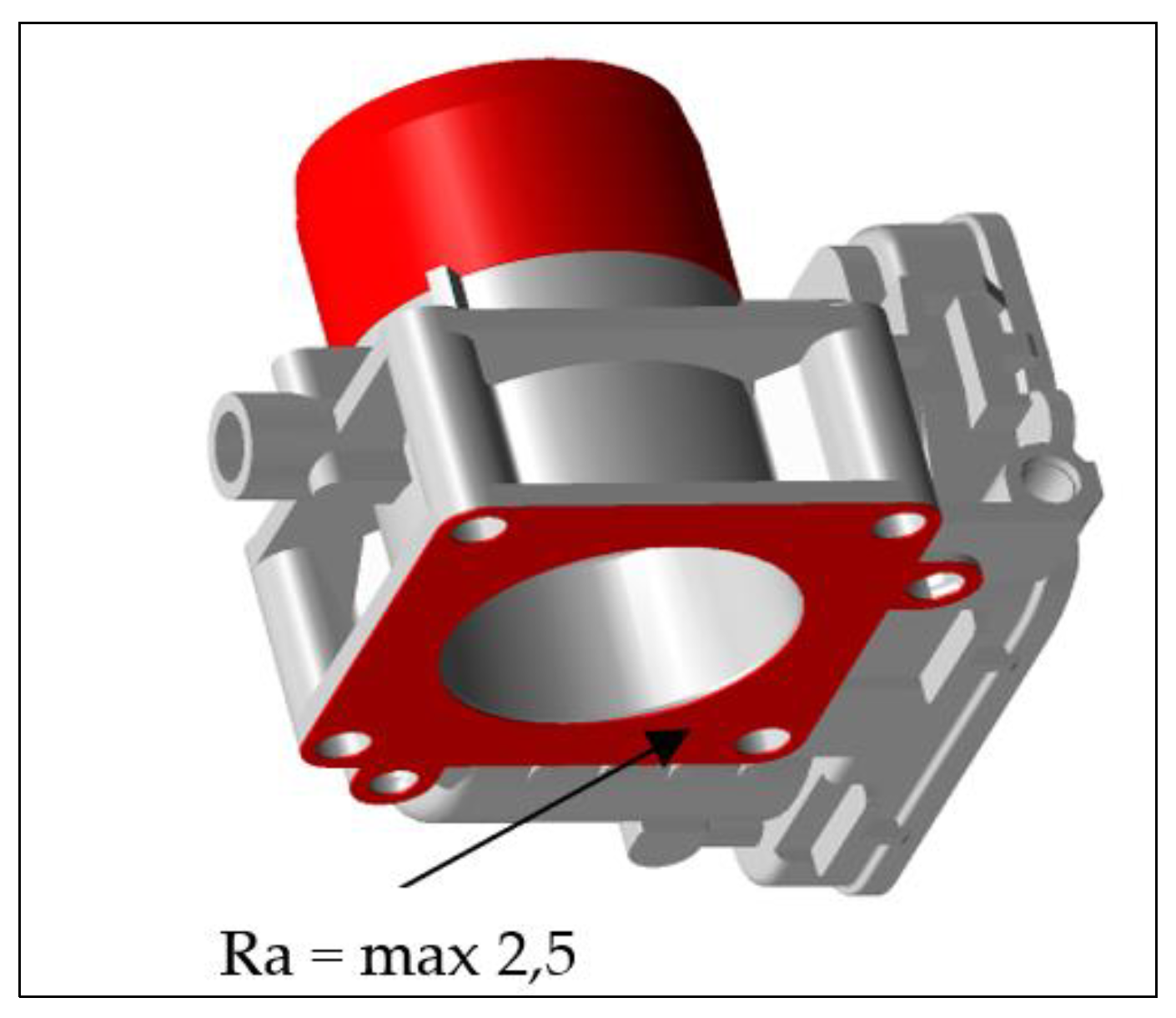
Figure 3.
Optical microscopy images of the specimen of the insert coated with TiN after shots: (a) cross-section of the specimen; (b) cross-section of the specimen; (c) surface morphology of specimen.
Figure 3.
Optical microscopy images of the specimen of the insert coated with TiN after shots: (a) cross-section of the specimen; (b) cross-section of the specimen; (c) surface morphology of specimen.
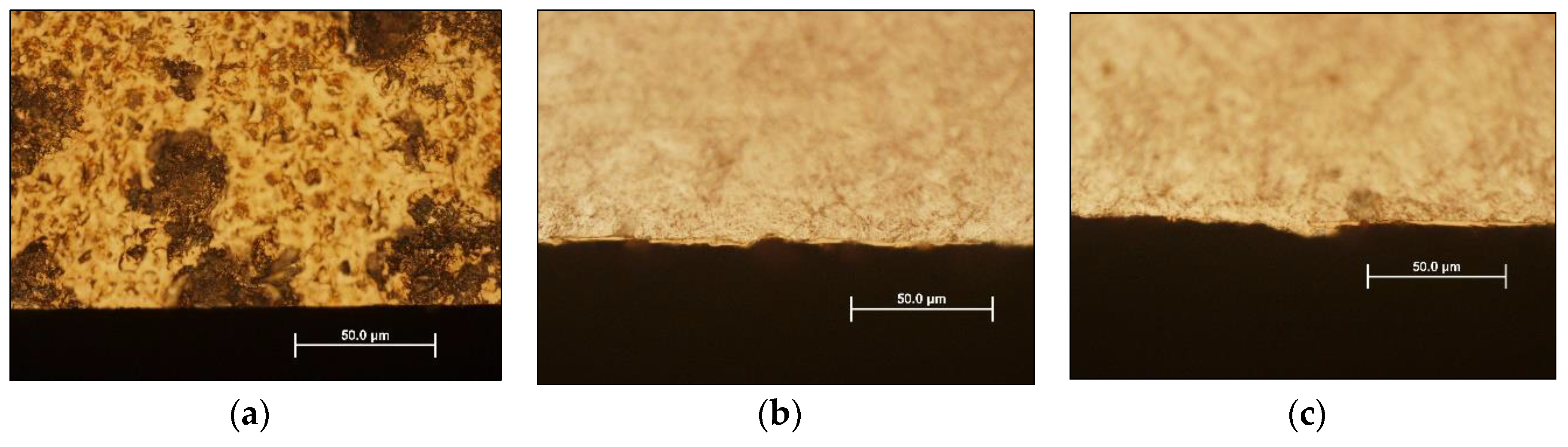
Figure 4.
SEM backscattered electron images of surface morphology of the insert’s specimen coated with TiN after shots: (a) crater; (b) surface failure. .
Figure 4.
SEM backscattered electron images of surface morphology of the insert’s specimen coated with TiN after shots: (a) crater; (b) surface failure. .
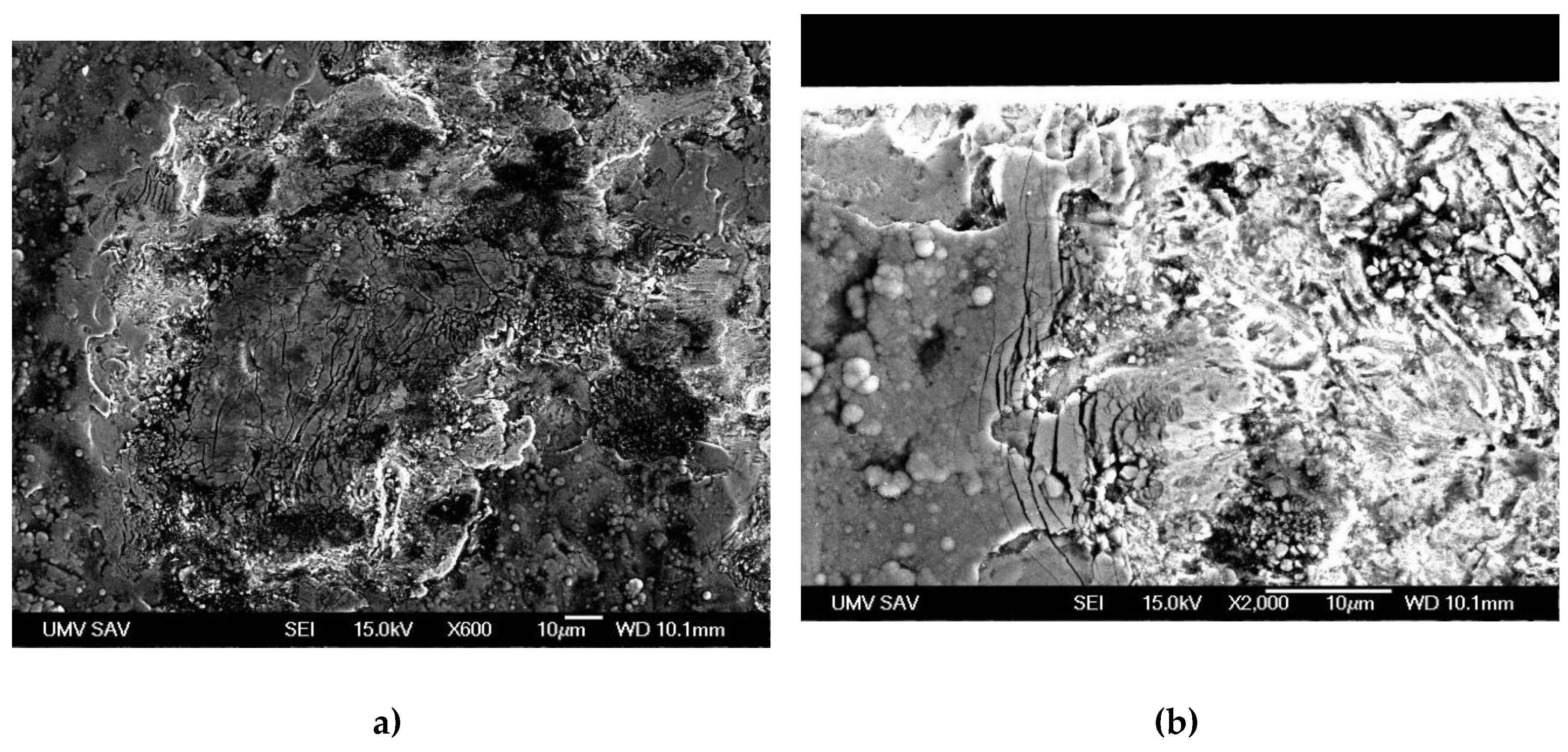
Figure 5.
SEM of cross-section of insert’s specimen coated with TiN after shots: (a) intact coating; (b) local erosion; (c) local coating failure.
Figure 5.
SEM of cross-section of insert’s specimen coated with TiN after shots: (a) intact coating; (b) local erosion; (c) local coating failure.
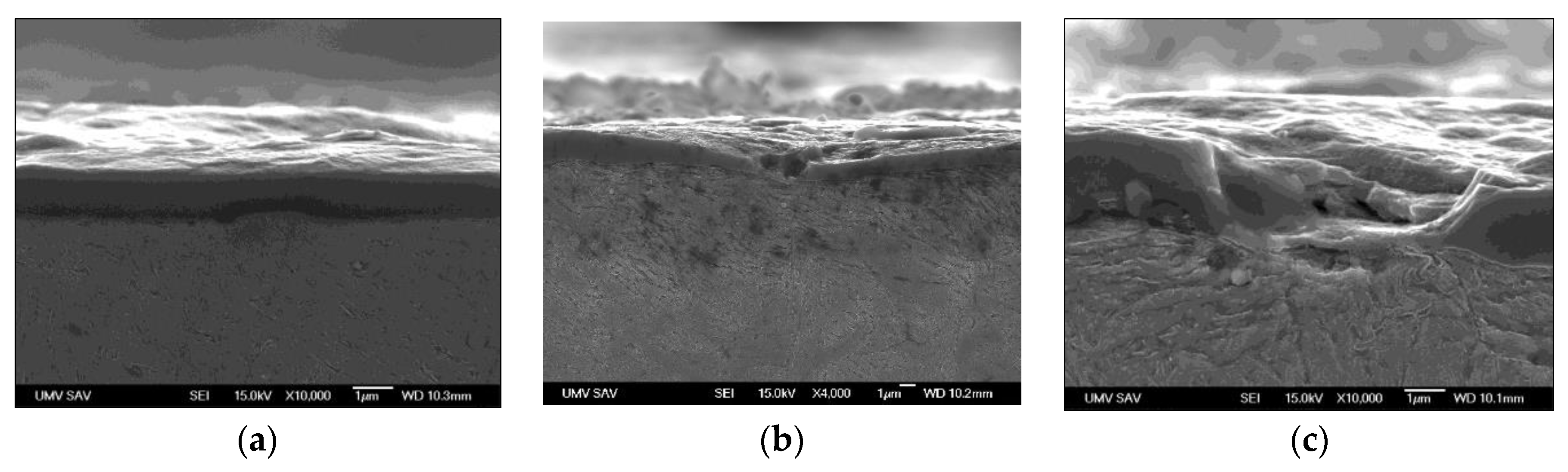
Figure 6.
Average roughness values (Ra) of the bearing surfaces of castings after the shots using: (a) uncoated insert; (b) insert with CrAlSiN coated film; (c) insert with TiAlN coated film; insert with TiN coated film.
Figure 6.
Average roughness values (Ra) of the bearing surfaces of castings after the shots using: (a) uncoated insert; (b) insert with CrAlSiN coated film; (c) insert with TiAlN coated film; insert with TiN coated film.
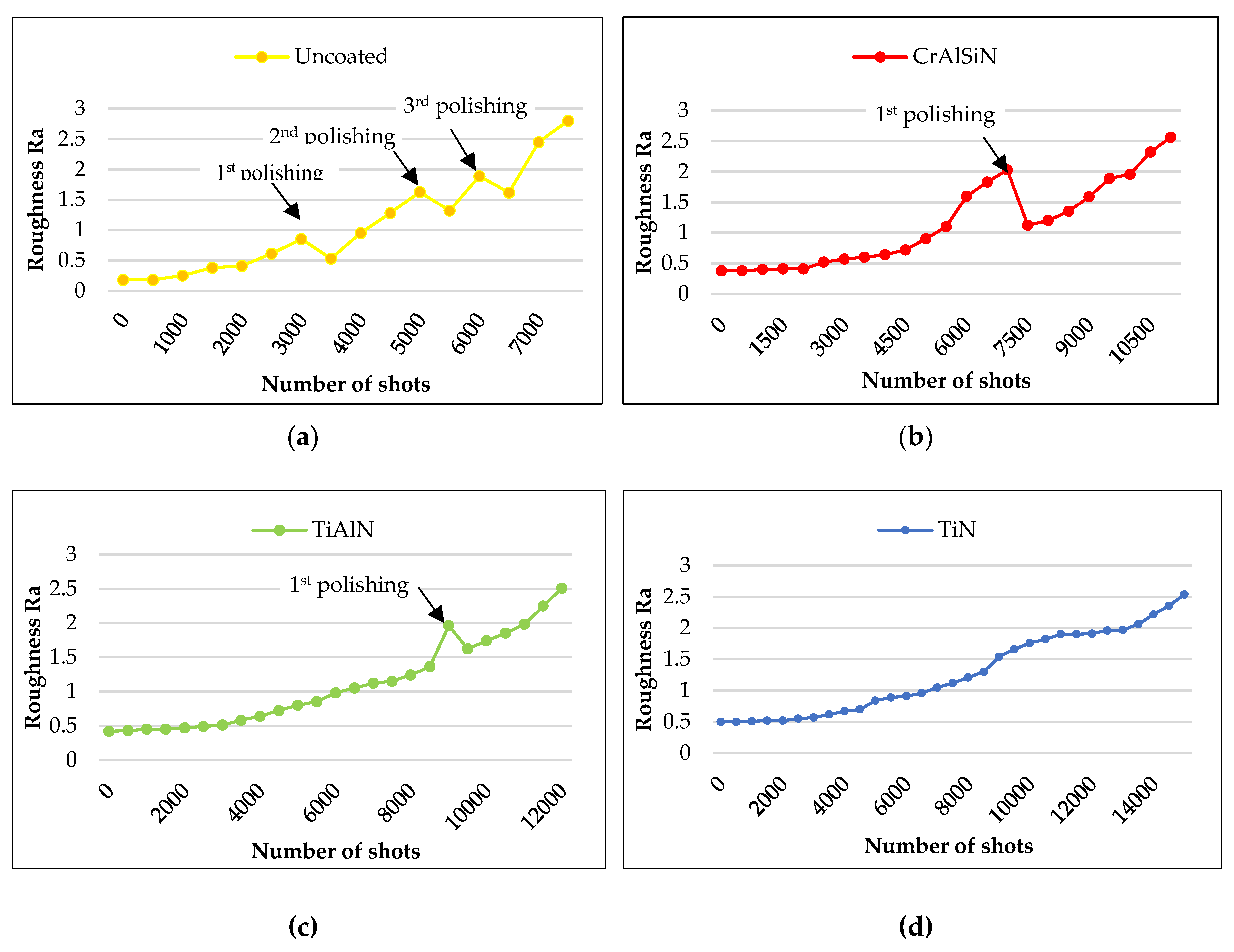
Figure 7.
Average roughness values (Ra) of the bearing surfaces of casting using uncoated insert, coated insert with TiN, TiAlN and CrAlSiN.
Figure 7.
Average roughness values (Ra) of the bearing surfaces of casting using uncoated insert, coated insert with TiN, TiAlN and CrAlSiN.
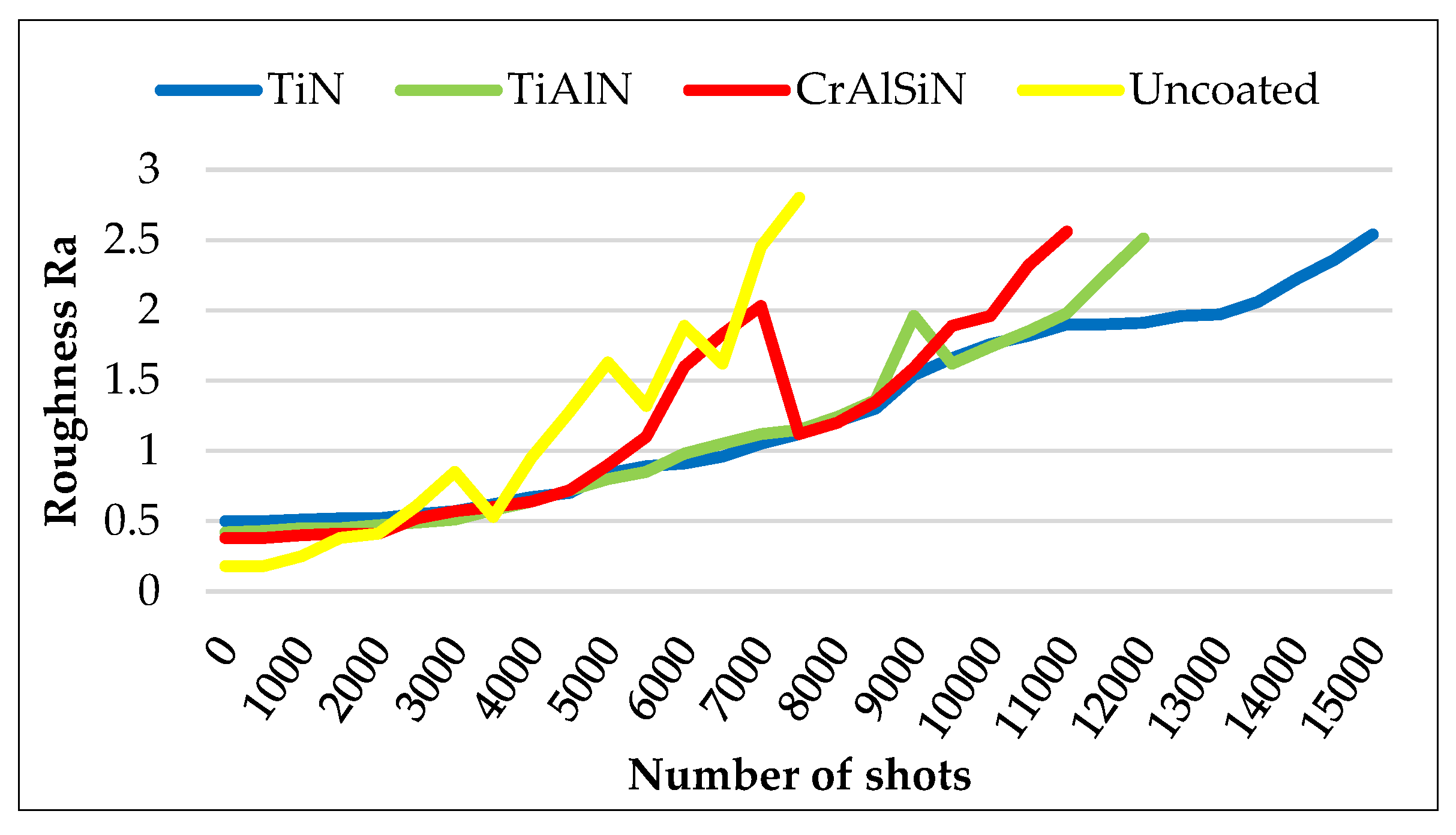

Table 1.
AISI H 11 (DIN × 38 CrMoV5-1) chemical composition (wt. %).
| C | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|
| 0,38 | 0,90 | 0,40 | 5,20 | 1,30 | 0,45 | balance |
Table 2.
AlSi11Cu2(Fe) chemical composition (wt. %).
| Fe | Si | Mn | Ni | Cr | Ti | Cu | Pb | Mg | Zn | Sn | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| max 1.1 |
10 - 12 |
max 0.55 | max 0.45 | max 0.15 | max 0.25 | 1.5 - 2.5 |
max 0.25 | max 0.3 | max 1.7 | max 0.15 | balance |
Table 3.
Values of Parameters of uncoated insert and inserts coated with CrAlSiN, TiAlN and TiN.
| Measured Parameters |
Uncoated | CrAlSiN Coated |
TiAlN Coated |
TiN Coated |
|---|---|---|---|---|
| Hardness (HRC) | 48 | 52 | 53 | 50 |
| Roughness (Ra) | 0,10 | 0,34 | 0,39 | 0,46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



