
Submitted:
28 June 2024
Posted:
28 June 2024
You are already at the latest version
Abstract
Keywords: xylose reductase; cashew apple bagasse; bioprocesses; fluid dynamics; xylitol.
Keywords:
xylose redutase
; cashew apple
; bagasse
; bioprocesses
; fluid dynamics
; xylitol
1. Introduction
Xylitol is a polyol obtained from D-xylose with a wide range application in the food, pharmaceutical, beverage, and nutraceuticals industries [1,2,3,4]. Xylitol is one such product with an annual market of US$ 340 million per year. The global xylitol in personal care and cosmetics market size is expected to reach US$ 48.8 million by 2025, according to a new report by Grand View Research, Inc. (2021) (https://www.prnewswire.com) [5]. It is currently produced in large scale by chemical processes, but due to high production costs [6], non-conventional routes, such as biotechnological processes have been investigated [4,7,8,9]. Literature suggests that several microorganisms, including filamentous fungi [10], bacteria [4,11] and yeast [3,8,12,13] are able to metabolize xylose to xylitol, the latter being cited as the most promising. However, xylitol production via fermentation process suffers from low conversion rate and productivity [14]. Then, one interesting alternative is the production of xylitol for the enzymatic route, which possibility higher yields [4,15,16].
The enzyme that catalyzes this reaction is xylose reductase (EC 1.1.1.21), which is an intracellular enzyme commonly found in yeast and fungi. This intracellular enzyme occurs in the cytoplasm of xylose-assimilating microbes, where it mediates the first step of xylose metabolism by reducing xylose to xylitol with the concomitant oxidation of reduced form of nicotinamide adenine dinucleotide phosphate (NADPH) [3,17]. Analyses of XR gene from different source have shown a common specificity for NADPH [8,16,18], but some XR produced by genus Candida intermedia utilizes both NADH (nicotinamide adenine dinucleotide) and NADPH [19].
In the biotechnological production of xylose reductase enzyme, Candida tropicalis yeast was chosen because it has the ability to synthesize xylose reductase enzyme, involved in the process of converting xylose into xylitol [8,15,16,18,19].
The use of high-priced commercial xylose limits the large-scale production of XR as well as its industrial application for manufacturing xylitol and other value-added bioproducts [14]. Then, it is necessary to research new source of xylose can be used to produce and characterize XR from potential xylose-fermenting yeast. In this context, there is an abundance of low cost lignocellulosic agrowaste, which has a good potential to be used as a feedstock to produce xylose reductase enzyme and xylitol through the biotechnological route, for example, cashew apple bagasse [7,20].
The matter composition of cashew apple bagasse (CAB) is cellulose, hemicellulose and lignin [21,22,23,24]. Its hemicellulosic fraction can be hydrolyzed by dilute acid to achieve hemicellulosic hydrolysate with high xylose concentration [7,13,20]. The efficient utilization of xylose is important in a bioprocess for the conversion of lignocellulosic material to value bioproducts in the biorefinery concepts. However, the hydrolysates obtained from lignocellulose biomass are composed mainly of glucose and xylose. Glucose can influence the metabolic expression of the xylose reductase enzyme and thus, the production of xylitol. Another factor that can influence is the aeration and the mechanism of oxygen action in culture medium contains xylose and glucose on the activity of xylose reductase is low known.
In this context, this study aimed to evaluate an ecofriendly method to produce xylose reductase enzyme by Candida tropicalis ATCC750, through biotechnology processes using hemicellulosic hydrolysate from cashew apple bagasse; performing the effect of temperature on the kinetics of fermentation process and the influence of aeration and fluid dynamics, and to characterize the XR enzyme.
2. Results and Discussion
2.1 Cashew apple bagasse and cashew apple bagasse hydrolysate composition
Dilute-acid hydrolysis performed was able to release glucose, xylose and arabinose from the cellulose and hemicellulose present in the CAB, providing these carbohydrates for microbial assimilation and xylitol production. Furthermore, inhibitory compounds were also formed during dilute-acid hydrolysis. Cashew apple bagasse hydrolysate (CABH) contained 6.8 g L-1 of cellobiose, 28.6 g L-1 of glucose, 18.3 g L-1 of xylose, 11.7 g L-1 of arabinose, 0.9 g L-1 of formic acid, and 1.6 g L-1 of acetic acid (see Table 1). The total concentration of fermentable sugars obtained by dilute-acid hydrolysis, including glucose, xylose, and arabinose, was approximately 58.6 g L-1.
After detoxification and activated carbon treatment, the composition of CABH was 3.7 g L-1 of cellobiose, 22.7 g L-1 of glucose, 15.2 g L-1 of xylose, 11.0 g L-1 of arabinose, 0.26 g L-1 of formic acid, and 1.2 g L-1 of acetic acid (Table 1). After the pH adjustment with Ca(OH)2, the total amount of carbohydrates was reduced (from 58.6 to 53 g L-1) and there was no significant variation in the carbohydrates’ concentration (48.9 g L-1) after treatment with activated carbon. The concentration of xylose decreased 2.0 g L-1 and this low loss of carbohydrates during the treatment step is important to establish a viable process to detoxify the culture medium.
In the CABH was not detected furfural and 5-HMF, and in relation of acetic acid and formic acid, was observed a low reduction after the treatments with Ca(OH)2 and activated carbon. The most suitable detoxification process to improve the fermentation of hemicellulose hydrolysate depends on its source. The ideal method should eliminate the greatest amount of toxic compounds and to cause slight loss of fermentable sugars. However, to have an efficient fermentation, once evaluated the process parameters, must be defined if a total or partial reduction of the inhibitors compounds is required not to have a negative effect for cellular metabolism of yeast.
2.2. The production of xylitol and xylose reductase by Candida tropicalis.
Initially, the influence of temperature on the production of the xylose reductase (XR) and xylitol by C. tropicalis ATCC750 yeast was evaluated using the cashew apple bagasse hemicellulosic hydrolysate medium (CABHM) and the profile of glucose and xylose consumption, cell growth and ethanol production are shown in Figure 1A-D.
The growth cell was slightly affected with increasing temperature from 25 °C to 30 °C, but growth weakened considerably at temperatures above 35 °C. The greatest cell growth was carried up of 25 °C (9.4 g L-1) and 30 °C (9.6 g L-1), and the lowest growth was at 40 °C, obtaining 4.8 g L-1 of cells. The cell growth, based on the initial xylose concentration, was
higher compared to the study by Arruda et al. [25], who evaluated the production of XR and XDH enzymes for production of xylitol by Candida guilliermondii in a medium composed of sugarcane bagasse hydrolysate (with 75 g L-1 of xylose) and observed a maximum production of cell biomass 10.6 g L-1 in 120 h of fermentation at 30 °C.
C. tropicalis ATCC750 consumed glucose and xylose, but the yeast metabolized preferentially glucose. The yeast did not produce xylitol when cultivated in the CABHM medium. These results probably can possibly be explained due to the presence of glucose and inhibitory substances, i.e acetic acid and formic acid, that decrease the metabolism of xylose. However, it produced ethanol at all temperatures and the highest ethanol concentration was achieving at 30 °C (5.7 g L-1), see Figure 1. Then, the glucose consumed influenced the metabolic pathway favoring the production of ethanol.
Also, the operational conditions maybe have influenced the cellular metabolism. The process was carried out under natural aeration with agitation of 150 rpm and this condition may have favored the synthesis of the NAD-linked xylitol dehydrogenase enzyme that converts xylitol to xylulose, which then becomes involved into the main metabolic pathways (i.e. glycolysis and the pentose phosphate cycles) [26], obtaining ethanol as one of the main products of metabolism. Also, the conditions did not favor a high consumption of xylose (Figure 1), due to repression by the presence of glucose [27].
To evaluate the influence of glucose on xylitol production using CABHM, bioprocesses were conducted using a formulated medium (FM), with a similar composition to the CABHM, but using only xylose as carbon source. The experimental results of the production of the xylitol by C. tropicalis ATCC750 using the formulated medium (MF) are shown in Figure 2A-D.
The C. tropicalis ATCC750 yeast metabolized xylose at all temperatures evaluated, obtaining final concentrations below 1 g.L-1 with 72 h of bioprocess. The greatest cell growth was obtained at 35 °C (5.62 g L-1), observing a slight increase in culture time from 64 h to 72 h. The microbial growth decreased with increasing temperature, obtaining 3.3 g.L-1 of cells at 40 °C. Similar cell growth behavior was obtained using the CABHM medium.
The yeast produced xylitol, obtaining 10 g L-1 of xylitol at 25 °C, corresponding to a yield of 0.68 gxylitol.gxylose-1 and productivity of 0.15 gL-1.h-1, as shown in Table 2. However, in the bioprocess conducted at 40 °C was also obtained a good xylitol production of 4.2 g L-1, corresponding to a yield of 0.26 gxylitol.gxylose-1 and productivity of 0.06 g L-1.h-1, which could be justified by the hypothesis that under high temperature conditions the production of xylitol would occur, since the higher part of xylose will convert to xylitol with limited cell growth [27].
In spite of the fact that the microorganism does not synthesize xylitol using CABHM, the production of the XR enzyme was observed through the determination of the enzymatic activity of the crude extract (Table 3) in both medium. In the bioprocess using CABHM, the highest activity was obtained at 25 °C (0.265 U. mL-1), corresponding to the enzymatic activity per cell of 0.530 U. g-1 and specific activity of 0.071 U.mg-1. This temperature coincides with one of the temperatures that favored cell growth (25 °C and 30 °C).
Although cell concentrations are similar at temperatures of 25 °C and 30 ° C, there was a decrease in activity of XR enzyme of 30%, 0.181 U. mL-1 at 30 °C, in relation to the activity of 25 °C (0.265 U.mL-1) in the CABHM, probably due to the metabolic path deviating to the production of ethanol. In general, the enzymatic activity of XR decreased as the temperature increased (35 °C and 40 °C), correlating with the decrease in cell growth for these temperatures.
In the FM, the evaluated yeast synthesized xylose reductase enzyme and it produced xylitol, obtaining a crude enzymatic extract with an activity of 0.365 U.mL-1 (Table 3). The XR enzyme activity obtained in the CABHM medium was lower than the XR activity obtained in the MF medium at all temperatures evaluated, with a difference of 27% in the activity obtained in the production conducted at 25 °C. However, the specific activities obtained in the process conducted at 25 °C was similar, indicating that the enzymatic extract obtained in the process using MF had a higher proteins concentration. Also, the CABHM medium is more viable than the FM medium, due to the cost of xylose used in the preparation of the culture medium.
The specific XR activity from C. tropicalis ATCC750 produced at 25 °C is similar or superior to the results reported in the literature. Cortez et al. [28] studied the production of XR by Candida guilliermondii using the sugarcane bagasse hemicellulosic hydrolysate and the specific activity obtained was 0.38 U.mg-1. Kim et al. [29] evaluated the production of XR enzyme by Kluyveromyces marxianus ATCC36907 in synthetic medium and the author reported an activity of 0.37 U.mg-1. Rafiqul and Sakinah [30] evaluated in their study the use of the Meranti wood sawdust hydrolysate in the production of XR by C. tropicalis, and the highest specific activity obtained was 0.91 U.mg-1.
The highest values of enzymatic activity per grams of cell (0.730 U g-1) and specific activity (0.06 U.mg-1) were obtained at 25 °C using the FM to produce the XR enzyme, and this temperature provided the greatest cell growth. Ethanol production was not observed, indicating that yeast used the pentose pathway for the production of xylitol (see Figure 2), since as glucose was not added in this medium. Then, there was an induction of metabolism in the production of the enzyme xylose reductase and xylitol in the formulated medium, in which xylose was the only substrate added to the medium.
The results, show that the microorganism evaluated, C. tropicalis ATCC750 may be promising in the production of xylose reductase. Yablochkova, Bolotnikova and Mikhailova [17] studied the activity of XR and XDH in different species of yeasts (including the genera Candida, Kluyveromyces, Pichia, Torulopsis and Pachysolen) and observed that the strain C. tropicallis Y-456 had the highest activity specific XR. In view of what the literature reports, microorganisms with high XR and NADPH-dependent activity are potentially producers of xylitol from D-xylose [3,8].
In order to increase the production of the enzyme xylose reductase using CABHM medium, experiments with different aeration conditions (obtained by varying the volume of the reaction medium and the flask) were carried out, see Section 2.3.
2.3. Study of the production of xylose reductase enzyme in different aeration and fluid dynamic conditions
The Candida tropicalis yeast presents as a group that include yeasts that produce xylitol and/or ethanol in comparable amounts, and the production of polyol or ethanol will be mainly influenced for the carbohydrates present in the culture medium and the aeration conditions [26]. Then, another possibly reasons to explain the results reported in Section 2.2 is aeration, as can be seen in the results presented in Table 4, in which the aeration levels influenced the activities of xylose reductase in the processes using CABHM medium.
The activity of xylose reductase was high under microaerobic conditions (Table 4, Experiment 03), obtaining an activity of 1.530 ± 0.182 U.mL-1. In these conditions, the ethanol concentration was lower than 2 g.L-1. An important point to note is that under these new operating conditions, xylitol production occurred using CABHM medium, producing 8.3 g. L-1 of xylitol. The XR activity obtained in this research is superior to that reported in some studies [8,28,29,30].
In the pentose via, the xylitol can be converted to xylulose by NAD-linked xylitol dehydrogenase enzyme and subsequently enter the via of the ethanol production. During oxygen deficient (microaerophilic/anaerobic) conditions, xylulose production is hampered, resulting accumulation of xylitol and subsequent excretion in extracellular broth 8. According to Zhang et al. [31], the main limiting factor is the imbalance of redox, which is caused by the difference in the preferred coenzyme of XR (NADPH) and XDH (NAD+). Therefore, the Experiment 03, with low oxygen transfer rate, promoted a higher production of XR enzyme and xylitol.
The results also can be explained by hydrodynamics of fluid that define the mass transfer through the liquid film on the flask wall and base and the bulk liquid rotating within the flask. The mass transfer area (a) and the mass transfer coefficient (kL) were different in each experiment. These parameters are important to evaluate gas-liquid mass transfer coefficients, hydromechanical stress and effective shear rate in bioprocess development using shaking flasks [32].
The highest contact area of the liquid with the air was in Experiment 03 (approx. 150 cm2), but in this experiment the height of the liquid was greater (11 cm) and the height influence in the movement of fluid. In the Experiment 02, the contact area and the height of the liquid were approximately 90 cm2 and 2.7 cm, respectively. Therefore, these conditions provided greater aeration in the culture medium. The contact area was lowest in the Experiment 01, being 42 cm2, and the height of the liquid was similar at Experiment 02, h = 2.4 cm, observing a similar XR enzyme production in the two assays (Experiment 01 and 02, see Table 4).
Then, with the results obtained, it is observed that the aeration and fluid dynamics of the process are fundamental aspects to produce the xylose reductase enzyme by the Candida tropicalis ATCC750.
Then, the operating conditions selected to produce the XR enzyme using CABHM were in 2000 mL-Erlenmeyer flasks with 1000 mL of reaction medium at 30 °C and 150 rpm.
2.4. Characterization of xylose reductase enzyme produced using CABHM medium
The optimum pH of the xylose reductase enzyme activity was obtained by determining the activity at different pHs by setting the temperature at 25 °C and the results are shown in Figure 3A. The XR enzyme from C. tropicalis ATCC750 exhibited optimal activity at pHs 7.0 and 8.0. This behavior was similar to XR enzymes obtained from C. antarctica [33], C. intermedia [33], and C. parapsilosis [34].
XR activity was low at pH 3 and 10, due the more acidic or basic pH values did not favor the oxidation-reduction reactions catalyzed by this enzyme. This behavior might be attributed to changes in protonation state of its active site residues which catalyzed the reduction reaction, and that the enzyme XR needs a pH close to the neutrality region to catalyze reactions. Also, possibly the decrease in activity is possibly due to the ionization of the involved groups that limit the binding of the enzyme to its substrate (S) or the formation of the enzyme-coenzyme complex that makes the catalysis viable [16]. In addition, an extreme pH may cause partial denaturation or inactivation of the enzyme by altering its native conformation [16]. This is corroborated by the literature that most studies XRs have shown optimal pH in the range of 5 to 7 [16,35].
The XR enzymatic activity at different temperature is shown in Figure 3B. The optimum temperature for XR activity was 50 °C using xylose as the substrate. At the highest temperature (60 °C), there was a decrease in the enzymatic activity, probably due the process of inactivation of the enzyme. This result obtained is similar to the optimum temperature range obtained to XR from Pichia stipitis, with an optimum temperature above 38 °C [36], XR from Neurospora crossa, with temperature in the range of 45 °C to 55 °C [35].
However, the different studies reported the optimum temperature of XR enzyme from C. intermedia [33], C. guilliermondii [28] and C. tropicalis [30] at 25 °C, and at this temperature, the XR activity obtained in this study at 25 °C has a difference of 15% compared to the activity obtained at the temperature of 50 °C. According to Dasgupta et al. [8], most of the characterized XRs had optimum temperature of 30-35 °C with reported denaturation above the specified condition. The higher optimum temperature obtained to XR from C. antarctica ATCC750, using CABH as culture medium, might be attributed to the presence of certain amino acid residues such as glutamate and proline [37] and leucine [38] in this structure.
According to the SDS-PAGE analysis (Figure 4), the molecular mass in the range of approximately 30 kDa can be identified for the XR produced under all conditions, and this result is corroborated by the molecular weight range of the XR enzyme reported in the literature. Also, it is also observed, that the enzymatic extracts obtained in the culture with CABHM are sharper compared to the extracts obtained by XR culture, probably due to the concentration of proteins (Figure 4).
The molecular mass of xylose reductase can vary widely depending on the microorganism of origin and can reach values of 30 to 70 KDa. According to Cortez et al. [28], the XR of C. guilliermondii FTI 20037 is composed of one or two units of 30-60 KDa. Ho et al. [39] reported in their studies an XR of C. shehatae with 33 KDa. Thus, the XR produced by C. tropicalis ATCC750 presented molecular mass similar to those reported in the literature.
Two intense bands are also observed in the analyses, indicating that XR from C. tropicalis ATCC750 is heterodimeric because it has different chains to each catalytic domain, wherein one structure binds to NADPH, the other structure binds to the xylose substrate. Studies cite that different XR enzyme can monomeric or dimeric (homodimeric or heterodimeric) [40], and its structure depends on the microorganism used in the synthesis.
3. Materials and Methods
3.1. Microorganism, material lignocellulosic and chemicals
The microorganism C. tropicalis ATCC750 was acquired from the André Tosellos Foundation (Campinas, São Paulo, Brazil). The culture was stored on YEPD agar medium (Yeast Extract Peptone Dextrose, composed of 5 g L-1 yeast extract; 5 g L-1 peptone; 20 g L-1 dextrose, 1 g.L-1 monobasic potassium phosphate (KH2PO4), 5 g.L-1 magnesium sulfate monohydrate (MgSO4.7H2O) and 20 g L-1 agar) containing glycerol (50 %) at -4 °C.
Cashew apple bagasse (Anacardium occidentale L.), without any pretreatment, was kindly provided by Jandaia Industry of Juice (Ceará, Brazil). Initially, the cashew apple bagasse was pretreated of according to Correia et al. [41] and it was named CAB. The CAB was comprised of 17.73 % w/w cellulose, 19.22 % w/w hemicellulose, 33.41 % w/w lignin, 6.41 % w/w extractives, and 1.50 % w/w ashes.
Xylose, xylitol and reduced form of nicotinamide adenine dinucleotide phosphate (NADPH) were bought from Sigma-Aldrich (Spain and Brazil).
3.2. Preparation of cashew apple bagasse hydrolysate
Cashew apple bagasse hydrolysate (CABH) was obtained according to the methodology proposed by Albuquerque et al. [42]. The CAB was hydrolyzed by dilute sulfuric acid (0.6 mol L-1 H2SO4) at 121 °C (in autoclave) for 30 min in 250-mL Erlenmeyer flasks with 100 mL of reaction volume and a solid percentage of 20% w/v. Afterward, the liquid fraction was collected by vacuum filtration, the pH was adjusted to 6.0 ± 0.2 with Ca(OH)2, and it was filtrated to separate the precipitate. After, cashew apple bagasse hydrolysate was detoxified using activated carbon (3% w/v) being maintained under the agitation of 200 rpm at 30 °C for 2 h 20. The detoxified hemicellulosic hydrolysate was recovered by vacuum filtration. The liquid fractions obtained in the three stages were characterized.
The detoxified hemicellulosic hydrolysate was supplemented with 3 g L-1 yeast extract, 3 g L-1 K2HPO4, and 1 g L-1 MgSO4.7H2O, and this medium was sterilized at 110 °C for 10 min and named of CABHM. CABHM medium was evaluated in the production of xylose reductase enzyme and xylitol.
3.3. Batch fermentation for production of xylose reductase enzyme and xylitol
In this step, the production of the enzyme xylose reductase and xylitol was evaluated by C. tropicalis ATCC750 in batch. Two media of production were evaluated, hemicellulosic hydrolysate medium (CABHM) and formulated medium (FM). The formulated medium was composed by 3 g.L-1 yeast extract, 3 g.L-1 K2HPO4, 1 g.L-1 MgSO4.7H2O and 18.8 g.L-1 xylose. The formulated medium composition is similar at the CABHM (see composition of CABHM in Table 1) but does not contain glucose.
For inoculum preparation, the microorganism was inoculated in Petri plates containing YEPD agar and incubated at 30 °C for 48 h in an oven. After that, three colonies were transferred to the inoculum medium (CABHM or FM), which was maintained in orbital shaker at 30 °C, 150 rpm for 24 h. Thereafter, samples were taken from the culture media of inoculum and cell concentration was measured by absorbance (at a wavelength of 600 nm) and the dry cell concentration was determined with calibration curve. After, the cells were centrifuged and washed with sterile distilled water, and they were used as inoculum (approx. 0.3 ± 0.1 g L-1 cell concentration).
The influence of temperature in the kinetics of growth of Candida tropicalis and enzyme production keeping the isothermal control at 25 °C, 30 °C, 35 °C or 40 °C. All experiments were conducted in 250-mL Erlenmeyer flasks with 100 mL of culture medium (MCABH or FM) on a rotary shaker 150 rpm for 72 h at different temperature, with 0.3 ± 0.1 g L-1 initial cell concentration. The assays were conducted in triplicate. Samples were withdrawn at pre-defined intervals and analyzed the cell growth, substrate (xylose and glucose) and products (xylitol and ethanol) concentrations. The cells were used to extract the XR enzyme according to Section 3.5.
3.4. Influence of fluid dynamics and aeration on the production of the xylose reductase enzyme and xylitol
The bioprocesses were carried out at 30 °C for 24 h in three modes using CABHM medium: (1) in 250-mL Erlenmeyer flasks with 100 mL of the culture; (2) in 1000-mL Erlenmeyer flasks with 300 mL of the culture medium; and (3) in 4000-mL Erlenmeyer flasks with 1000 mL of the culture medium, with all assay’s conducted under orbital shaking at 150 rpm. All experiments were conducted in triplicate with 0.3 ± 0.1 g L-1 initial cell concentration. The XR enzyme was extracted from cells according to Section 3.5.
3.5. Extraction of XR enzyme
The cells were washed and suspended in potassium phosphate buffer (0.1 mol L-1, pH 7.0) in biomass cell/buffer ratio of 1:2 (w/v). The cell suspension was disrupted by ultrasound at 20 kHz (QSonica – Sonicators, USA) at pulsing/resting cycles of 5 s for 15 min with the suspension kept in an ice bath during cell disruption. The resulting cell homogenate was then centrifuged as before to obtain a supernatant solution. For further clarification, the supernatant was centrifuged again at 6,500 rpm for 20 min. The refined supernatant was used as crude enzyme.
3.6. XR activity determination
XR activity was assayed by measuring the amount of NADPH oxidized after a timed reaction coupled with the reduction of xylose to xylitol at 25 °C following the method described by Yokoyama et al. [15]. The reaction mixture contained 1.2 mL of 0.1 mol L-1 phosphate buffer (pH 7), 0.2 mL of 0.1 mol L-1 2-mercaptoethanol (2-ME), 0.1 mL crude XR, and 0.1 mL of 3.4 mmol.L-1 NADPH.
The reaction mix was allowed to stand for 1 min, and then, the reaction was initiated by adding 0.2 mL of 0.5 mol L-1 D-xylose. The preboiled XR was added to the control instead of live XR. The rate of NADPH oxidation was measured at 340 nm by UV–vis spectrophotometer at 1 min intervals for 5 min. One unit (U) of XR is defined as the amount of enzyme required to catalyze the oxidation of 1 μmol of NADPH per min at pH 7 and 25 °C. The activity of XR was determined using the equation proposed by Rafiqul et al. [16]. The slope of endogenous oxidation of NADPH was subtracted from the slope of samples and enzyme activity was determined.
Total protein was measured by the method of Bradford [43] using bovine serum albumin (BSA) as standard.
3.7. Electrophoresis and molecular mass determination
Analysis SDS-PAGE of the XR enzymatic extracts produced using the hemicellulosic hydrolysate (CABHM) or formulated medium (FM) were performed using the Bio-Rad Mini-PROTEAN® TGX ™ (SP-Brazil). Electrophoresis was carried out on polyacrylamide slab gels of according to Laemmli method [44], being 5% stacking gel was overlaid on the separating gel of 12% polyacrylamide. Enzymatic extracts, 40 µL, was mixed with 10 µL rupture buffer and heated at 100 °C for 5 min. The denatured proteins, 10 µL, were separated at 180 V/20 mA for approximately 1 h in SDS running buffer (25 mM Tris base, 192 mM glycine, 0.1% w/v SDS). The gels were stained by the Coomassie brilliant blue method, using low molecular weight marker (SDS Marker − GE Healthcare Life Sciences) as standard.
3.8. Analytical methods and Statistical Analysis
Cell growth (biomass) was determined by measuring the optical density of samples, using a UV-visible spectrophotometer (20 Genesis, BR) at 600 nm, and biomass concentration (in g.L-1) was determined by a calibration curve of dry weight (g L-1) versus optical density (600 nm). Glucose, xylose, ethanol, xylitol, and inhibitors (organic acids, furfural, and hydroxymethylfurfural (HMF)) were analyzed by high-performance liquid chromatography (HPLC) using a Waters HPLC system (Waters, Milford, MA, USA) according to the methodology described by Marques Jr and Rocha [20]. Samples were identified by comparing the retention times with those of carbohydrates, xylitol, inhibitors, and ethanol standards.
Data analysis for statistical significance was conducted by a one-way analysis of variance (ANOVA) at a significance level of 95%. The data were also analyzed using the Tukey test using Microcal Origin 8.1 software (Microcal Software Inc., Northampton, MA, USA) at a significance level of 95%.
4. Conclusions
Cashew apple bagasse hemicellulosic hydrolysate can be used as a promising xylose source for the production of xylose reductase enzyme (enzymatic activity of 1.53 U.mL-1) by Candida tropicalis. The conditions of aeration and fluid dynamics are important factors in this bioprocess and the glucose present in the hydrolysate influence the metabolic pathway. XR enzyme from C. tropicalis ATCC750 exhibited an optimal activity at pHs 7 and 8.0, and its optimum temperature was 50 °C using xylose as a substrate. The molecular mass of the synthetized enzyme is approximately 30 kDa and it shows a heterodimeric structure. The xylose reductase from Candida tropicalis can be used as biocatalysts to produce xylitol from hemicellulosic hydrolysate waste.
Author Contributions
Conceptualization, M.V.P.R. and J.F.S.; methodology, M.V.P.R., J.F.S. and F.D.S.; validation, M.V.P.R and B.C.P.; formal analysis, M.V.P.R., J.F.S., C.E.A.S. and B.C.P.; investigation, M.V.P.R, J.F.S., F.D.S., C.E.A.S. and B.C.P.; resources, M.V.P.R, C.E.A.S. and B.C.P.; data curation, M.V.P.R, J.F.S., F.D.S., C.E.A.S. and B.C.P.; writing—original draft preparation, M.V.P.R.; writing—review and editing, M.V.P.R and B.C.P.; visualization, M.V.P.R and J.F.S.; supervision, M.V.P.R and B.C.P.; project administration, M.V.P.R; funding acquisition, M.V.P.R, C.E.A.S. and B.C.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Brazilian research agency: Conselho Nacional de Desenvolvimento Científico e Tecnológico – CNPq (under grant number 316373/2021-4), Fundação Cearense de Apoio ao Desenvolvimento Científico e Tecnológico – FUNCAP (grant number PROEX PR2-0101-00012.01.00/15), Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – CAPES, and Banco Santander and Universidade Federal do Ceará, by Ibero-American Scholarship Program Young Teachers and Researchers Santander Universities 2015.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Acknowledgments
The corresponding author thanks at the Instituto de Investigación en Ciencias de la Alimentación (CIAL), Universidad Autónoma de Madrid (UAM), for the opportunity to carry out this Exchange Program and for providing all the infrastructure to carry out the experiments. To Gloria Fernandez-Lorente and Paz García for the support during the internship at CIAL. Also, the authors thank the Jandaia Juices Processing Industry (Ceará, Brazil) for has kindly provided the cashew apple bagasse used in this study.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Antonio, A.G.; Pierro, V.S.D.S.; Maia, L.C. Caries preventive effects of xylitol-based candies and lozenges: a systematic review. J. Public Health Dentistry 2011, 71, 117–124. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.H.; Choi, B.K.; Kim, Y.J. The cariogenic characters of xylitol-resistant and xylitol-sensitive Streptococcus mutans in biofilm formation with salivary bacteria. Arch. Oral Biol. 2012, 57, 697–703. [Google Scholar] [CrossRef] [PubMed]
- Albuquerque, T.L.; Silva Junior, I.J.; Macedo, G.R.; Rocha, M.V.P. Biotechnological production of xylitol from lignocellulosic wastes: a review. Process Biochem 2014, 49, 1779–1789. [Google Scholar] [CrossRef]
- Lugani, Y.; Sooch, B.S. Fermentative production of xylitol from a newly isolated xylose reductase producing Pseudomonas putida BSX-46. LWT 2020, 134, 109988. [Google Scholar] [CrossRef]
- Grand View Research, Inc. (2021) in https://www.prnewswire.com [accessed in March, 2022].
- Hongzhi, L.; Cheng, K.; Ge, J.; Ping, W. Statistical optimization of xylitol production from corncob hemicellulose hydrolysate by Candida tropicalis HDY-02. New Biotechnol. 2011, 28, 673–678. [Google Scholar]
- Albuquerque, T.L.; Gomes, S.D.L.; Marques, J.E.; Silva, I.J.D.; Rocha, M.V.P. Xylitol production from cashew apple bagasse by Kluyveromyces marxianus CCA510. Catal. Today 2015, 255, 33–40. [Google Scholar] [CrossRef]
- Dasgupta, D.; Ghosh, D.; Bandhu, S.; Agrawal, D.; Suman, S.K.; Adhikari, D.K. Purification, characterization and molecular docking study of NADPH dependent xylose reductase from thermotolerant Kluyveromyces sp. IIPE453. Process Biochem. 2016, 51(1), 124–133. [Google Scholar] [CrossRef]
- Jin, L.Q.; Yang, B.; Xu, W.; Chen, X.X.; Jia, D.X.; Liu, Z.Q.; Zheng, Y.G. , Immobilization of recombinant Escherichia coli whole cells harboring xylose reductase and glucose dehydrogenase for xylitol production from xylose mother liquor. Bioresour. Technol. 2019, 285, 121344. [Google Scholar] [CrossRef]
- Okamoto, K.; Kanawaku, R.; Masumoto, M.; Yanase, H. Efficient xylose fermentation by the brown rot fungus Neolentinus lepideus. Enz. Microb. Technol. 2012, 50(2), 96–100. [Google Scholar] [CrossRef]
- Suzuki, S.; Sugiyama, M.; Mihara, Y.; Hashiguchi, K.; Yokozeki, K. Novel enzymatic method for the production of xylitol from D-arabitol by Gluconobacter oxydans. Biosc. Biotechnol. Biochem. 2002, 66(12), 2614–2620. [Google Scholar] [CrossRef] [PubMed]
- Misra, S.; Raghuwanshi, S.; Gupta, P.; Dutt, K.; Saxena, R.K. Fermentation behavior of osmophilic yeast Candida tropicalis isolated from the nectar of Hibiscus rosa sinensis flowers for xylitol production. Antonie van Leeuwenhoek 2012, 101(2), 393–402. [Google Scholar] [CrossRef] [PubMed]
- Rocha, M.V.P.; Rodrigues, T.H.S. , Albuquerque, T. L., Gonçalves, L.R.B.; Macedo, G.R. Evaluation of dilute acid pretreatment on cashew apple bagasse for ethanol and xylitol production. Chem. Eng. J. 2014, 243, 234–243. [Google Scholar] [CrossRef]
- Rafiqul, I.S.M.; Sakinah, A.M.M. Kinetic studies on acid hydrolysis of Meranti wood sawdust for xylose production. Chem Eng Sci. 2012, 71, 431–437. [Google Scholar] [CrossRef]
- Yokoyama, S.; Suzuki, T.; Kawai, K.; Horitsu, H.; Takamizawa, K. Purification, characterization and structure analysis of NADPH-dependent d-xylose reductases from Candida tropicalis. J. Ferment. Bioeng. 1995, 79(3), 217–223. [Google Scholar] [CrossRef]
- Rafiqul, I.S.M.; Sakinah, A.M.M.; Zularisam, A.W. Evaluation of sawdust hemicellulosic hydrolysate for bioproduction of xylitol by enzyme xylose reductase. Food Bioprod. Process. 2015, 94, 82–89. [Google Scholar] [CrossRef]
- Yablochkova, E.N.; Bolotnikova, O.I.; Mikhailova, N.P.; Nemova, N.N.; Ginak, A.I. The activity of xylose reductase and xylitol dehydrogenase in yeasts. Microbiology 2003, 72, 414–417. [Google Scholar] [CrossRef]
- Zhang, M.; Puri, A.K.; Wang, Z.; Singh, S.; Permaul, K. A unique xylose reductase from Thermomyces lanuginosus: Effect of lignocellulosic substrates and inhibitors and applicability in lignocellulosic bioconversion. Bioresour. Technol. 2019, 281, 374–381. [Google Scholar] [CrossRef] [PubMed]
- Mayr, P.; Brüggler, K.; Kulbe, K.D.; Nidetzky, B. D-Xylose metabolism by Candida intermedia: isolation and characterization of two forms of aldose reductase with different coenzyme specificities. J. Chromatogr. B. Biomed. Sci. Appl. 2000, 737(1–2), 195-202. [CrossRef]
- Marques Junior, J.E.; Rocha, M.V.P. Development of a purification process via crystallization of xylitol produced for bioprocess using a hemicellulosic hydrolysate from the cashew apple bagasse as feedstock. Bioprocess Biosyst. Eng. 2021, 44, 713–725. [Google Scholar] [CrossRef]
- Silva, J.S.; Mendes, J.S.; Correia, J.A.C.; Rocha, M.V.P.; Micoli, L. Cashew apple bagasse as new feedstock for the hydrogen production using dark fermentation process. J. Biotechnol. 2018, 286, 71–78. [Google Scholar] [CrossRef]
- Rodrigues, T.H.S.; De Barros, E.M.; De Sá Brígido, J.; Da Silva, W.M. , Rocha, M.V.P.; Gonçalves, L.R.B. The Bioconversion of Pretreated Cashew Apple Bagasse into Ethanol by SHF and SSF Processes. Appl. Biochem. Biotechnol. 2016, 178, 1167–1183. [Google Scholar] [CrossRef]
- Marques Junior, J.E.; de Queiroz, L.P.; Albuquerque, T.L.; Zampieri, D.S.; Melo, V.M.M.; Rocha, M.V.P. Lactic acid production from cashew apple bagasse, an agro-industrial waste, and its application in the enzymatic synthesis of polylactic acid, Biocatal. Agric. Biotechnol. 2024, 56, 102987. [Google Scholar] [CrossRef]
- Serpa, J.F.; Silva, J.S.; Reis, C.L.B.; Micoli, L.; Silva, L.M.A.; Canuto, K.M.; de Macedo, C.A.; Rocha, M.V.P. Extraction and characterization of lignins from cashew apple bagasse obtained by different treatments. Biomass Bioenergy 2020, 141, 105728. [Google Scholar] [CrossRef]
- de Arruda, P.V.; Rodrigues, R. de C.; da Silva, D.D.V.; Felipe, M. das G.A. Evaluation of hexose and pentose in pre-cultivation of Candida guilliermondii on the key enzymes for xylitol production in sugarcane hemicellulosic hydrolysate. Biodegradation 2011, 22(4), 815-822. [CrossRef]
- Yablochkova, E.N.; Bolotnikova, O.I.; Mikhailova, N.P.; Nemova, N.N.; Ginak, A.I. The activity of key enzymes in xylose-assimilating yeasts at different rates of oxygen transfer to the fermentation medium. Microbiology 2004, 73, 129–133. [Google Scholar] [CrossRef]
- Kastner, J.R.; Eiteman, M.A.; Lee, S.A. Glucose repression of xylitol production in Candida tropicalis mixed-sugar fermentations. Biotechnol. Lett. 2001, 23, 1663–1667. [Google Scholar] [CrossRef]
- Cortez, E.V.; Pessoa-Jr, A.; Felipe, M.G.A.; Roberto, I.C.; Vitolo, M. Characterization of xylose reductase extracted by CTAB-reversed micelles from Candida guilliermondii homogenate. Braz. J. Pharm. Sci., 2006, 42, 251–257. [Google Scholar] [CrossRef]
- Kim, J.S.; Park, J.B.; Jang, S.W.; Ha, S.J. Enhanced xylitol production by mutant Kluyveromyces marxianus 36907 – FMEL1 due to improved xylose reductase activity. Appl. Biochem. Biotechnol. 2015, 176(7), 1975–1984. [Google Scholar] [CrossRef] [PubMed]
- Rafiqul, I.S.M.; Sakinah, A.M.M. Production of xylose reductase from adapted Candida tropicalis grown in sawdust hydrolysate. Biocatal. Agric. Biotechnol. 2014, 3(4), 227–235. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, L. , Wang, D.; Gao, X.; Hong, J. Identification of a xylose reductase gene in the xylose metabolic pathway of Kluyveromyces marxianus NBRC1777. J. Ind. Microbiol. Biotechnol. 2011, 38(12), 2001–2010. [Google Scholar] [CrossRef]
- Azizan, A.; Büchs, J. Three-dimensional (3D) evaluation of liquid distribution in shake flask using an optical fluorescence technique. J. Biol. Eng. 2017, 11, 28. [Google Scholar] [CrossRef]
- Nidetzky, B.; Brüggler, K.; Kratzer, R.; Mayr, P. Multiple forms of xylose reductase in Candida intermedia: comparison of their functional properties using quantitative structure–activity relationships, steady-state kinetic analysis, and pH studies. J. Agric. Food Chem. 2003, 51(27), 7930–7935. [Google Scholar] [CrossRef]
- Lee, J.K.; Koo, B.S.; Kim, S.Y. Cloning and characterization of the xyl1 gene, encoding an NADH-Preferring xylose reductase from Candida parapsilosis, and its functional expression in Candida tropicalis. Appl. Environ. Microbiol. 2003, 69(10), 6179–6188. [Google Scholar] [CrossRef] [PubMed]
- Woodyer, R.; Simurdiak, M.; van der Donk, W.A.; Zhao, H. Heterologous expression, purification and characterization of a highly active xylose redutase from Neurospora crassa. Appl. Biochem. Microbiol. 2005, 71(3), 1642–1647. [Google Scholar] [CrossRef]
- Verduyn, C.; Kleef, R.V.; Frank, J.; Schreuder, H.; Van Dijken, J.P.; Scheffers, W.A. Properties of the NAD(P)H- dependent xylose reductase from the xylose-fermenting yeast Pichia stipitis. Biochem. J. 1985, 226(3), 669–677. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Luo, H.; Tian, J.; Turunen, O.; Huang, H.; Shi, P.; Hua, H.; Wang, C.; Wang, S.; Yao, B. Thermostability improvement of a Streptomyces xylanase by introducing proline and glutamic acid residues. Appl. Environ. Microb. 2014, 80, 2158–2165. [Google Scholar] [CrossRef] [PubMed]
- Kanwar, R.; Sharma, N.; Bhalla, T.C. Computational analysis of amino acid sequences in relation to thermostability of interspecific nitrile degrading enzyme (amidase) from various thermophiles/hyperthermophiles. Sci. Rep. 2012, 1, 1–7. [Google Scholar] [CrossRef]
- Ho, N.W.Y. Purification, characterization and amino terminal sequence of xylose reductase from Candida shehatae. Enzyme Microb. Technol. 1990, 12(1), 33-39 (1990. [CrossRef]
- Wilson, D.K., Kavanagh, K.L., Klimacek, M.; Nidetzky, B. The xylose reductase (AKR2B5) structure: homology and divergence from other aldo-keto reductase and opportunities for protein engineering. Chem. Biol. Interact. 2003, 143-144, 515-521. [CrossRef]
- Correia, J.A.C.; Silva, J.S.; Gonçalves, L.R.B.; Rocha, M.V.P. Different design configurations of simultaneous saccharification and fermentation to enhance ethanol production from cashew apple bagasse pretreated with alkaline hydrogen peroxide applying the biorefinery concept. Biomass Convers. Biorefin. 2022, 12, 2767–2780. [Google Scholar] [CrossRef]
- Albuquerque, T.L.; Gomes, S.D.L.; da Silva Junior, I.J.; Gonçalves, L.R.B.; Rocha, M.V.P. Xylitol production by different yeasts: Kinetic study and biosynthesis from cashew apple bagasse hydrolysate. Can. J. Chem. Eng. 2023, 101(7), 3668–3679. [Google Scholar] [CrossRef]
- Bradford, M.M. A rapid and sensitive method for the quantitation of microgram quantities of proteins utilizing the principle of protein-dye binding. Anal. Biochem. 1976, 72, 248–254. [Google Scholar] [CrossRef]
- Laemmli, U.K. Cleavage of structural proteins during the assembly of the head of bacteriophage T4. Nature 1970, 227, 680–685. [Google Scholar] [CrossRef]
Figure 1.
Effect of temperature on cell growth, carbohydrate consumption, xylitol and ethanol production by Candida tropicalis ATCC750 cultivated at 150 rpm in the hemicellulosic hydrolysate from cashew apple bagasse (CABHM). (A) 25 °C, (B) 30 °C, (C) 35 °C and (D) 40 °C. (■) Biomass (g.L-1); (▲) Xylose (g.L-1); (▼) Ethanol (g.L-1); and (●) Glucose (g.L-1).
Figure 1.
Effect of temperature on cell growth, carbohydrate consumption, xylitol and ethanol production by Candida tropicalis ATCC750 cultivated at 150 rpm in the hemicellulosic hydrolysate from cashew apple bagasse (CABHM). (A) 25 °C, (B) 30 °C, (C) 35 °C and (D) 40 °C. (■) Biomass (g.L-1); (▲) Xylose (g.L-1); (▼) Ethanol (g.L-1); and (●) Glucose (g.L-1).
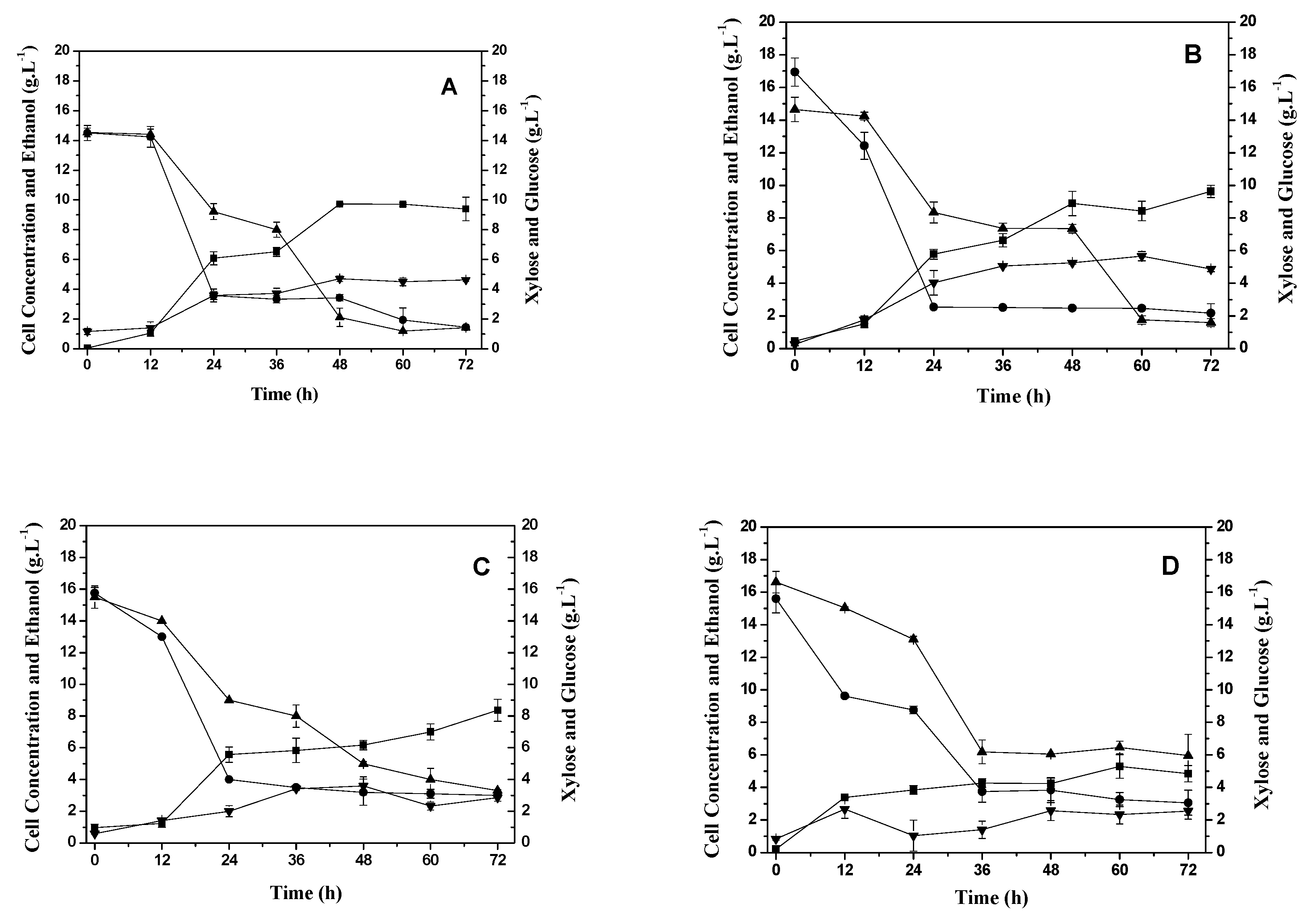
Figure 2.
Effect of temperature on cell growth, carbohydrate consumption, xylitol and ethanol production by Candida tropicalis ATCC750 cultivated at 150 rpm in the formulated medium (FM). (A) 25 °C, (B) 30 °C, (C) 35 °C and (D) 40 °C. (■) Biomass (g.L-1); (▲) Xylose (g.L-1); (▼) Ethanol (g.L-1); and (∆) Xylitol (g.L-1).
Figure 2.
Effect of temperature on cell growth, carbohydrate consumption, xylitol and ethanol production by Candida tropicalis ATCC750 cultivated at 150 rpm in the formulated medium (FM). (A) 25 °C, (B) 30 °C, (C) 35 °C and (D) 40 °C. (■) Biomass (g.L-1); (▲) Xylose (g.L-1); (▼) Ethanol (g.L-1); and (∆) Xylitol (g.L-1).
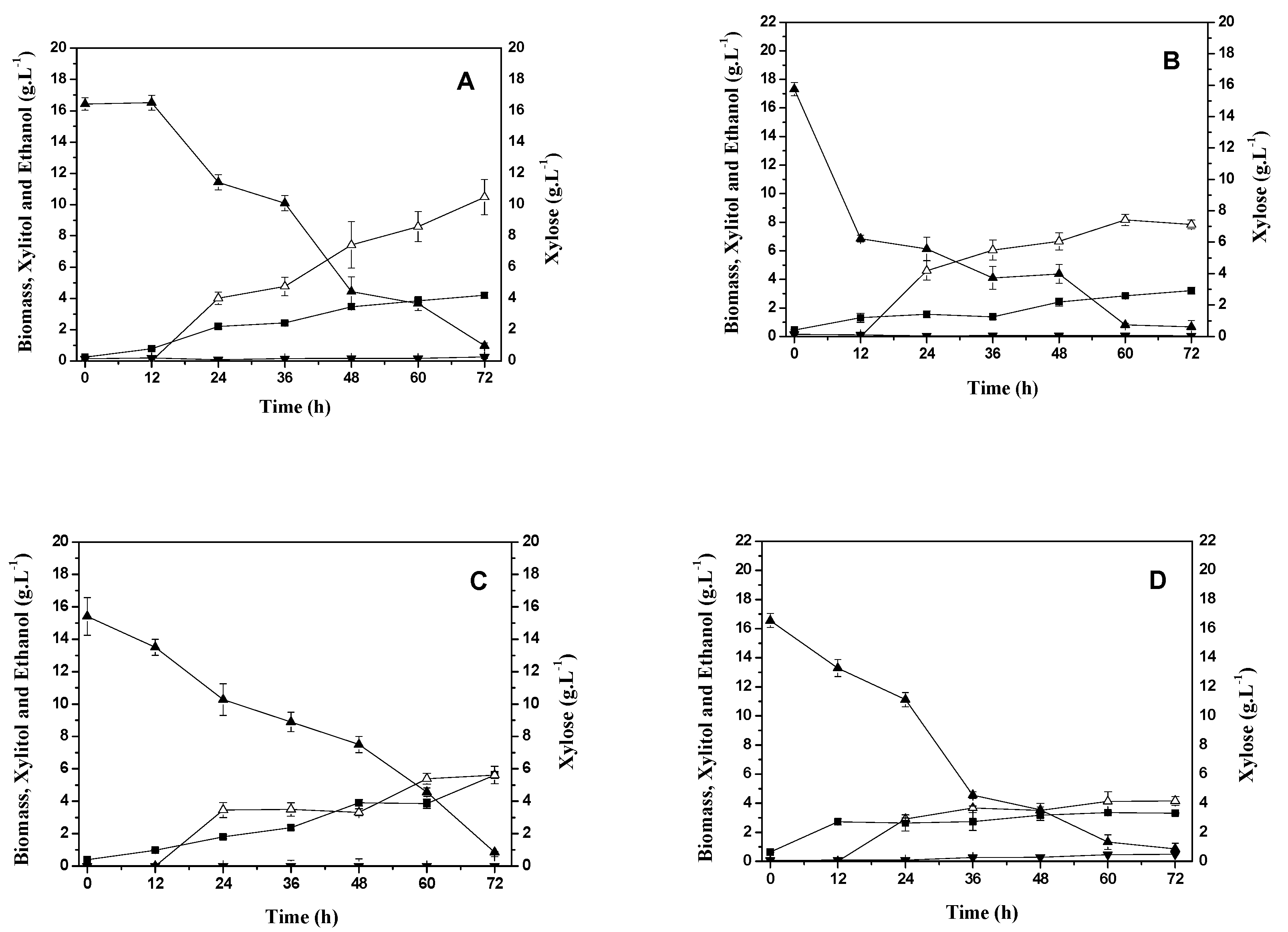
Figure 3.
Influence of pH (A) and temperature (B) on enzymatic activity of xylose reductase from Candida tropicalis ATCC750 at 25 °C, produced using the medium hemicellulosic hydrolysate from cashew apple bagasse (CABHM) as substrate.
Figure 3.
Influence of pH (A) and temperature (B) on enzymatic activity of xylose reductase from Candida tropicalis ATCC750 at 25 °C, produced using the medium hemicellulosic hydrolysate from cashew apple bagasse (CABHM) as substrate.
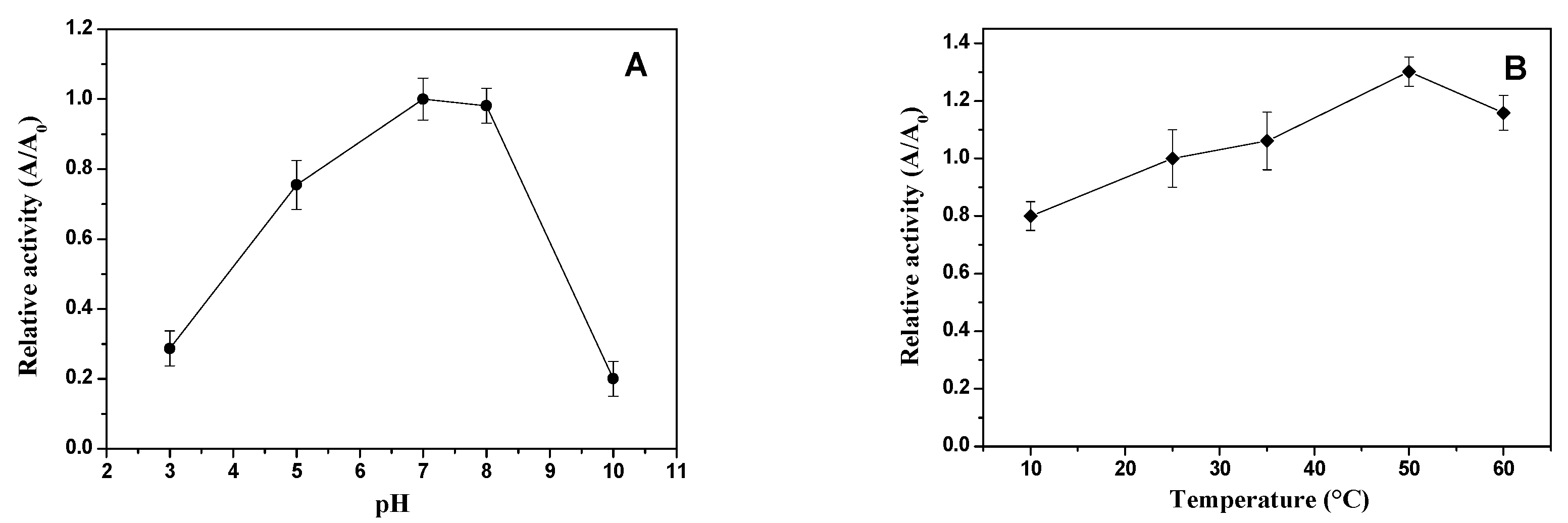
Figure 4.
Electrophoresis SDS-PAGE of the enzymatic extract of the xylose reductase (XR) from Candida tropicalis ATCC750 produced in different media and at different temperatures. In the first lane (M) represent the molar mass markers. The lanes 1 and 2 represent the XR obtained using the CABHM and MF media at 25 °C, respectively. The lanes named 3 and 4 represent the XR obtained using the CABHM and MF media at 30°C, respectively, and lanes 5 and 6 the XR obtained using the CABHM and MF media at 40°C, respectively.
Figure 4.
Electrophoresis SDS-PAGE of the enzymatic extract of the xylose reductase (XR) from Candida tropicalis ATCC750 produced in different media and at different temperatures. In the first lane (M) represent the molar mass markers. The lanes 1 and 2 represent the XR obtained using the CABHM and MF media at 25 °C, respectively. The lanes named 3 and 4 represent the XR obtained using the CABHM and MF media at 30°C, respectively, and lanes 5 and 6 the XR obtained using the CABHM and MF media at 40°C, respectively.
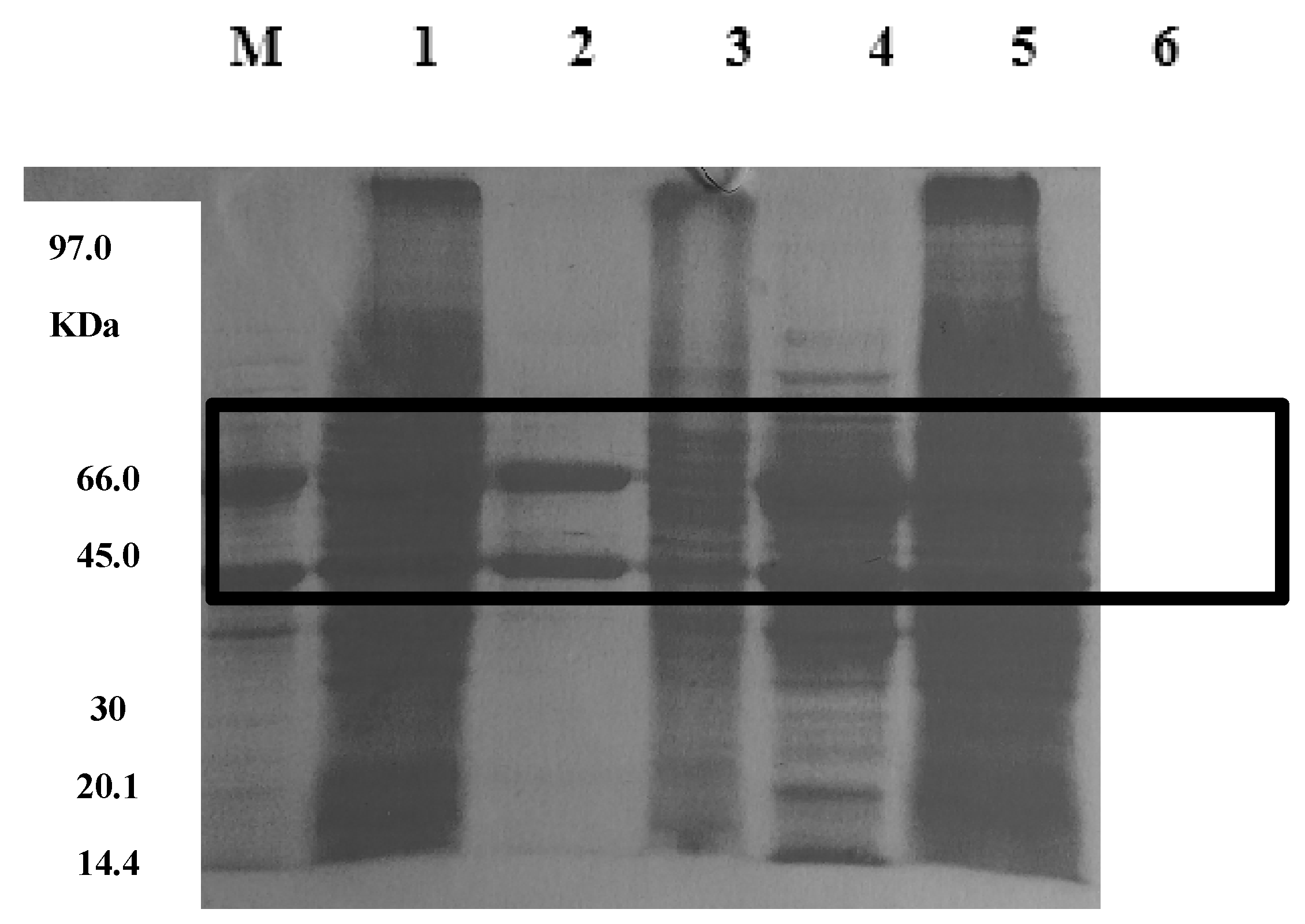

Table 1.
Composition of cashew apple bagasse hydrolysate.
| Composition (g.L-1) |
Hydrolysate | ||
|---|---|---|---|
| CABH | CABHM | CABHM* | |
| Glucose | 28.57 | 24.71 | 22.70 |
| Xylose | 18.30 | 17.28 | 15.17 |
| Arabinose | 11.74 | 11.05 | 11.03 |
| Cellobiose | 6.79 | 4.38 | 3.69 |
| Acetic acid | 1.64 | 1.21 | 1.19 |
| Formic acid | 0.90 | 0.26 | 0.26 |
| Furfural | ND | ND | ND |
| Hydroxymethyl Furfural (HMF) | ND | ND | ND |
*ND: not detected/**CABH: hydrolysate after hydrolysis, MCABH: hydrolysate with pH adjustment, MCABH*: hydrolysate with pH adjustment and treated with activated charcoal.
Table 2.
Influence of temperature on cell growth and production of xylitol by Candida tropicalis ATCC750 using the formulated medium (MF). Data reported with 72 h of process and 150 rpm according to each temperature.
Table 2.
Influence of temperature on cell growth and production of xylitol by Candida tropicalis ATCC750 using the formulated medium (MF). Data reported with 72 h of process and 150 rpm according to each temperature.
| Temperature (°C) |
Biomass (g.L-1) | Xylose remaining (g.L-1) | P1max (g.L-1) |
YP1/S1 (g.g-1) |
QP1 (g.h-1.L-1) |
|---|---|---|---|---|---|
| 25 | 4.2 ± 0.1 | 0.97 ± 0.2 | 10.47 ± 1.0 | 0.68 | 0.15 |
| 30 | 3.1 ± 0.0 | 0.67 ± 0.2 | 9.26 ± 0.1 | 0.56 | 0.13 |
| 35 | 5.6 ± 0.1 | 0.85 ± 0.1 | 5.62 ± 0.3 | 0.39 | 0.08 |
| 40 | 3.3 ± 0.3 | 0.87 ± 0.1 | 4.15 ± 0.2 | 0.26 | 0.06 |
Table 3.
Influence of temperature on enzyme production of xylose reductase by Candida tropicalis ATCC750 using the hemicellulosic hydrolysate from cashew apple bagasse medium (CABHM) and formulated medium (MF). Data reported with 72 h of process and 150 rpm according to each temperature.
Table 3.
Influence of temperature on enzyme production of xylose reductase by Candida tropicalis ATCC750 using the hemicellulosic hydrolysate from cashew apple bagasse medium (CABHM) and formulated medium (MF). Data reported with 72 h of process and 150 rpm according to each temperature.
| Temperature (°C) | FORMULATED MEDIUM | CABHM | ||||
|---|---|---|---|---|---|---|
| Enzymatic Activity (U.mLExtract-1) | Enzymatic Activity (U.gCells-1) |
Enzymatic Activity (U.mgProtein-1) |
Enzymatic Activity (U.mLExtract-1) | Enzymatic Activity (U.gCells-1) |
Enzymatic Activity (U.mgProtein-1) |
|
| 25 | 0.365 | 0.73 | 0.076 | 0.265 | 0.530 | 0.071 |
| 30 | 0.297 | 0.59 | 0.076 | 0.181 | 0.362 | 0.041 |
| 35 | 0.238 | 0.45 | 0.062 | 0.111 | 0.222 | 0.036 |
| 40 | 0.189 | 0.38 | 0.057 | 0.033 | 0.066 | 0.06 |
Note: Standard deviations between the analyses were less than 10% (± mean).
Table 4.
Influence of aeration and fluid dynamic on enzyme production of xylose reductase by Candida tropicalis ATCC750 using the hemicellosic hydrolysate from cashew apple bagasse medium (CABHM). Data reported with 24 h of process at 30 °C and 150 rpm.
Table 4.
Influence of aeration and fluid dynamic on enzyme production of xylose reductase by Candida tropicalis ATCC750 using the hemicellosic hydrolysate from cashew apple bagasse medium (CABHM). Data reported with 24 h of process at 30 °C and 150 rpm.
| Experiment Volume (Flask) |
Headspace of air (mL) | Aeration Condition | Cell conc. (g/L) |
XR Activity (U/mL)(i) | Xylitol conc. (g/L) |
Ethanol conc.(g/L) |
|---|---|---|---|---|---|---|
| 01 100 mL (250 mL – Erlenmeyer) |
150 mL | Semiaerobic | 6.05 ± 0.70 | 0.272 ± 0.04 (2.0 U/g cells) |
(i)NP | 4.2 ± 0.2 |
| 02 300 mL (1000 mL – Erlenmeyer) |
700 mL | Aerobic | 2.35 ± 0.19 | 0.320 ± 0.06 (2.35 U/g cells) |
2.5 ± 0.3 | 3.8 ± 0.3 |
| 03 1000 mL (2000 mL – Erlenmeyer) |
1000 mL | Microaerobic | 2.07 ± 0.25 | 1.530 ± 0.18 (4 U/g cells) |
8.3 ± 1.1 | ± 0.5 |
(i) Values in parentheses represent the mean of the activities per g of cells. (ii) NP = Not produced.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



